bmw mini screwdriving analysis
TRANSCRIPT
PRODUCTION LINE MINI
GLASS PANELS SCREWDRIVING
PROCESS ANALYSIS
28 February 2014
Milan Gacík-Repčík

Internal and Confidential P. 2
DMAIC DEFINE
Occurence of loose GD screws at customer
A problem statement
Occurence of loose GD screws at customer
The customer
BMW
Critical to Quality — what are the critical process outputs?
Proper clamping of joined parts (Final Torque and angle reached)
Project targets
Target of project is to analyze nonconform screwdrivings on BMW
production line
Project boundaries
Production line Sunroofs assembly BMW MINI
BMW MINI 998.73701X

Internal and Confidential P. 3
DMAIC DEFINE
Screwdriving process is defined with 6 individual phases with 3 phases
monitoring screw joint performance/quality:
Phase Description
P1 – Prevailing torque monitoring phase intended to monitor screw joint
conditions while screw is going into nut thread
P2 – Prevailing torque monitoring phase intended to monitor screw joint
conditions during screwing while screw is not yet in contact with
GD insert
F – „Final tightening“ = Tightening with Torque as principal value and
Angle as monitor value

Internal and Confidential P. 4
DMAIC DEFINE
Screwing process steps P and F determine torque and angle settings which
are essential for final tightening of screw – fixing glass pane to mechanics.
FACTS:
- Typically screw is turned 4,2 – 4,5 times (1500 - 1620°) until it
reaches final position.
- Witness marks on Glass pane insert are created between 3,75 – 4,5 screw rotations (1350 – 1620°)
- Screw thread is covered with Loctite securing layer between screw
thread 2 – 4 (720 – 1440°)

Internal and Confidential P. 5
DMAIC MEASURE
Process critical Xs (inputs) and Ys (outputs)
X1: Parts (Screw + „Nut“)
X2: Workforce
X3: Tool
Y: Clamped assembly
Measurement plan
Measurement of torque and angle reached at the end of screwdriving
process
Test the measurement system
MS test are performed regularly by Q Department (Verification and
calibration)
Data collection
Data collection is performed on regular base downloading

Internal and Confidential P. 6
DMAIC MEASURE
Screw 5
Screw 2
Screw 6
Screw 3
Screw 1
Screw 4
Screw 11
Screw 8
Screw 12
Screw 9
Screw 7
Screw 10
Data collection
Data collection has been
performed to evaluate
performance of screwdriving
process.
Data from 25 PaDa´s has been
recorded

Internal and Confidential P. 7
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,285 mm in screwed in lenght

Internal and Confidential P. 8
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,169 mm in screwed in lenght

Internal and Confidential P. 9
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,185 mm in screwed in lenght

DMAIC MEASURE TOTAL ANGLE
Internal and Confidential P. 10
Values measured and calculated
Difference 0,236 mm in screwed in lenght

Internal and Confidential P. 11
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,147 mm in screwed in lenght

Internal and Confidential P. 12
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,136 mm in screwed in lenght

Internal and Confidential P. 13
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,243 mm in screwed in lenght

Internal and Confidential P. 14
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,243 mm in screwed in lenght

Internal and Confidential P. 15
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,147 mm in screwed in lenght

Internal and Confidential P. 16
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,172 mm in screwed in lenght

Internal and Confidential P. 17
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,152 mm in screwed in lenght

Internal and Confidential P. 18
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,223 mm in screwed in lenght

Internal and Confidential P. 19
DMAIC MEASURE TOTAL ANGLE
Values measured and calculated
Difference 0,116 mm in screwed in lenght

Internal and Confidential P. 20
DMAIC MEASURE TOTAL ANGLE
VARIATION
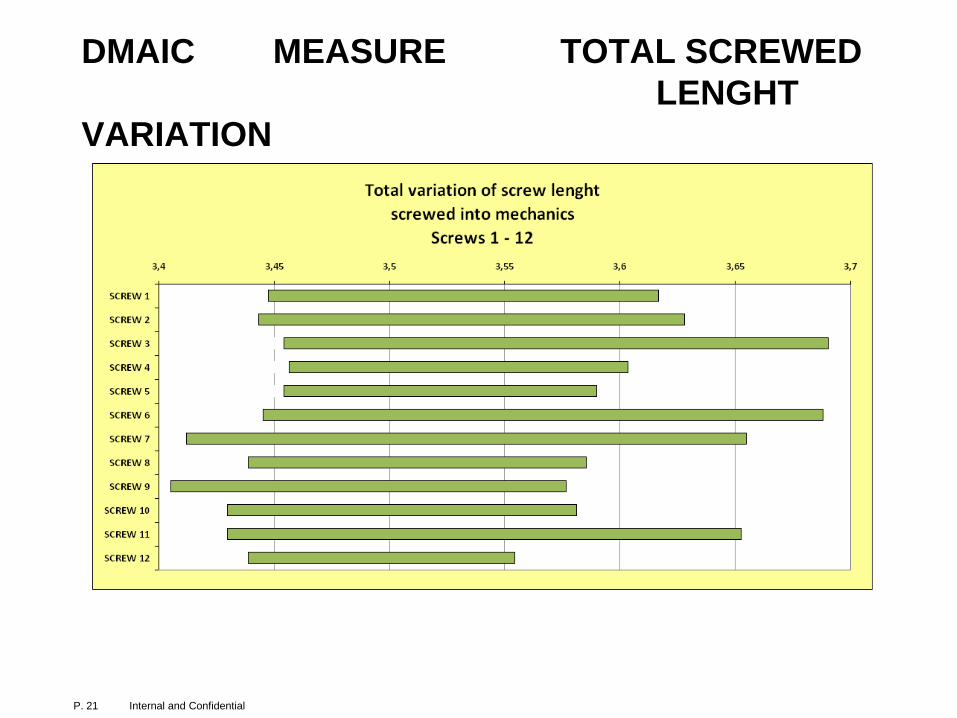
DMAIC MEASURE TOTAL SCREWED
LENGHT
VARIATION
Internal and Confidential P. 21

Internal and Confidential P. 22
DMAIC ANALYSE PERFORMANCE
Gaps between current performance and goal performance
Current performance: within limits
(First time through rate > 97%)
How the process inputs (Xs) affect the process outputs (Ys)
Parts quality > Torque and Angle out of specification
Parts design > Torque and Angle out of specification
Working method habits > Interruptions of process by worker
Occurrence of worker induced process interruptions
Wear of screwdriving tools > Increase of process standard deviation
List of potential opportunities to improve
Parts quality (screw and thread in mechanics according to specs,
without impurities and manufactured with correct tools)
Parts design (correct dimensioning and tolerancing of thread in
mechanics)
Adjustment of screwdriving strategies based on collected data

Internal and Confidential P. 23
DMAIC ANALYSE PERFORMANCE
Data collection
Data collection has been performed
to evaluate performance of
screwdriving process.
Data from 25 PaDa´s has been
recorded
Screw 5
Screw 2
Screw 6
Screw 3
Screw 1
Screw 4
Screw 11
Screw 8
Screw 12
Screw 9
Screw 7
Screw 10
Capability (total angle): Screw 1 2,19 Screw 2 1,83 Screw 3 1,90 Screw 4 2,02 Screw 5 1,79 Screw 6 1,27 Screw 7 1,14 Screw 8 1,77 Screw 9 1,52 Screw 10 1,75 Screw 11 1,09 Screw 12 2,31

Internal and Confidential P. 24
DMAIC ANALYSE VARIATION
Sources of variation
Parts > Dimensional deviations from specification – see next slide
Process adjustment > GD position in X and Z
Working method habits > Worker assumptions about process
performance (tendency to overrule measurement system)
Wear of screwdriving tools > Decrease of process capability and
performance

Internal and Confidential P. 25
DMAIC ANALYSE PARTS
DIMENSIONS
3,5
–
5,7
mm
Amounts of turns within specs according to parts design: 3,50 – 5,70 = 1260° - 2052° Mean = 1656° 1,1 - 1,4 mm
4,6 – 7,1
mm
1,0 – 1,4 mm
Amounts of turns within specs as measured: 4,25 – 4,60 = 1527° - 1655° Mean = 1574°

Internal and Confidential P. 26
DMAIC ANALYSE PARTS
DIMENSIONS

Internal and Confidential P. 27
DMAIC ANALYSE PARTS
DIMENSIONS
GD1 GD2

Internal and Confidential P. 28
DMAIC ANALYSE POSSIBLE FAILURE
MODES
Possible failure modes in regular process and their detection:
Missing screw
Prevention: Automatic feeder with link to PLC
Detection: Poka Yoke sensors
NOK screw joint (screw – thread in mechanics combination)
Prevention: Quality check at incoming inspection
Prevention: Design change of parts tolerances
Detection: Prevailing screwdriving phases Nr. 1 and 2
Crossthreading:
Prevention: Screwdriving tool
Detection: Prevailing phase Nr. 1

Internal and Confidential P. 29
DMAIC CONCLUSION
Variation of total angle at screwdriving is lower than variation from limit values of parts tolerances.
There have been acchieved screwdriving angles within range 0,285 mm which should lays within tolerance limit of washer paws 0,2 – 0,3 mm.
Screw thread lenght is well within allowed limits
Thread in front and rear mechanics are well cut and cleaned
Screwdriving process is capable
Working discipline is as expected
Lower capability of final angle reached on screws 6, 7 and 11 shall be analyzed on sample with readjusted glass panels 1 rear and 2 front to slightly higher position from deepest acchievable position.
Based on measureed and evaluated results is screwdriving process safe as defined in relevand BMW GS standards.

Internal and Confidential P. 30
DMAIC SCREWDRIVING PROCESS
THANK YOU FOR
YOUR ATTENTION