bio-processing case study: sampling, monitoring, & control
TRANSCRIPT

Bio-Processing Case Study: Sampling, Monitoring, & Control for
Gas Fermentation to Fuel & Chemicals
Derek Griffin
CPAC Summer Institute 20 July, 2011
University of Washington
© 2011 LanzaTech Inc. All rights reserved.

The LanzaTech Process
2
Gas feed stream
Gas reception Compression Fermentation Recovery Product tank
• Gases are sole source of energy • Production of fuels and chemicals • Potential to make material impact on the future energy pool (>100s of billions of gallons
per year) • Completely outside of the food value chain • Biofuel and carbon capture technology solution
Novel gas fermentation technology captures CO-rich
gases and converts the carbon to fuels and chemicals

Making H2 On Demand
LanzaTech can use a Hydrogen free-gas for the production of ethanol
The ethanol molecule contains 6 Hydrogens:
3
CO + H2O CO2 + H2
[H2]
• Microbe can make H2 from CO and water as required
• Any CO:H2 ratio can be used Reduces Need for Thermochemical WGS,
Improving Overall C Balance

Feedstock Flexible
Fuel production has been demonstrated with a wide range of available waste gas resources
4
H2
CO
Gas Composition
A broad range of CO:H2 ratios can be used by the LanzaTech process
Industrial Flue Gas
e.g. from Steel Mill
Syngas Coal
Municipal Solid Waste (MSW)
Reformed Methane
e.g. Biogas
Biomass
Fuels & Chemicals Gas-to-liquid Conversion

LanzaTech Gas to Liquid Platform
5
C4 • BDO • n-Butanol • i-Butanol • Succinic acid
H2 CO CO H2 CO2 CO2
Industrial Syngas: Biomass, Coal, Methane COG, Chemical Power
Native
Synthetic
Engineering Control Chemistry
Customized Catalysts
C2 • Ethanol • Acetic acid
C3 • i-propanol
C5 • Isoprene
Other • PHB • …….
Resources
Product Suite
Product Suite Thermochemical Approaches
Olefins Chemicals Chemical
Intermediates
Hydrocarbon Fuels (diesel, jet, gasoline)

Process Overview
3 Main Sections to LanzaTech Process – Gas Conditioning – Anaerobic Gas Fermentation – Product Recovery
6
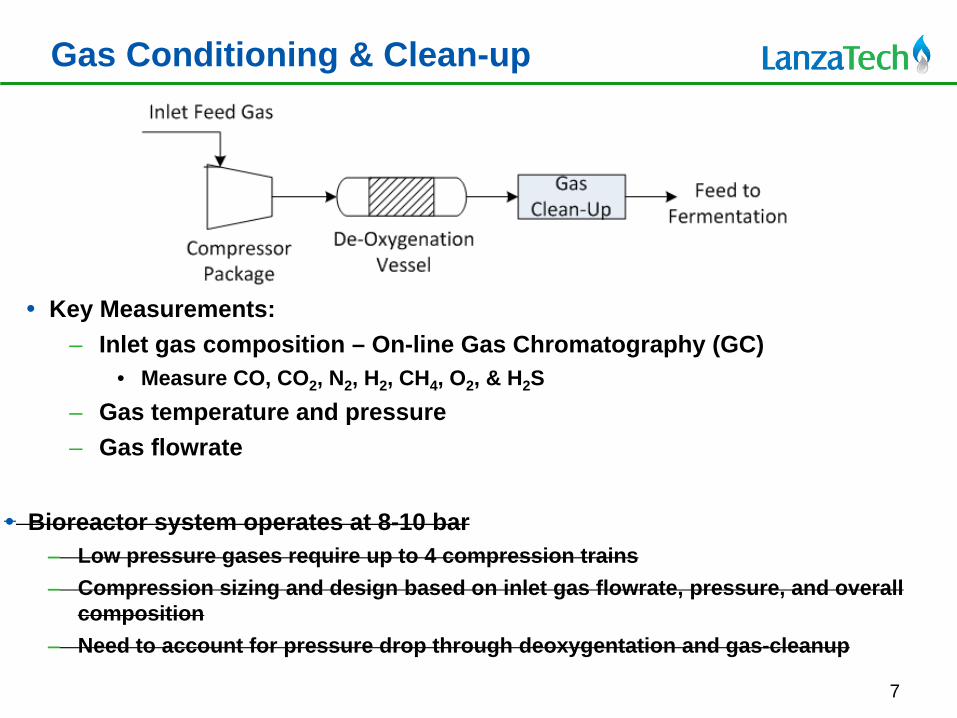
Gas Conditioning & Clean-up
Key Measurements: – Inlet gas composition – On-line Gas Chromatography (GC)
• Measure CO, CO2, N2, H2, CH4, O2, & H2S – Gas temperature and pressure – Gas flowrate
7
Bioreactor system operates at 8-10 bar
– Low pressure gases require up to 4 compression trains – Compression sizing and design based on inlet gas flowrate, pressure, and overall
composition – Need to account for pressure drop through deoxygentation and gas-cleanup

Deoxygenation
Anaerobic fermentation requires reduced oxygen content O2 levels < 100 ppm
– Deoxygenation vessel size, temperature, and residence time based on gas flowrate, inlet O2 level, and catalyst activity
Continuous gas streams require accurate O2 measurement in and out of deoxygenation bed
– Simple feed-forward and feed-back control can be used for changes in inlet and outlet gas respectively
8
Some gas streams are intermittent (steel mill BOF gas)
requiring gas holder(s) – Improved process robustness with multiple gas holders that
can be tested for O2 & contaminant levels before using gas as fermentation feed

Gas Clean-up
LanzaTech process can tolerate high levels of impurities so extensive gas cleanup may not be necessary
– Microbes tolerant to H2S up to 2% • Can be measured by GC
– Currently testing BTEX up to 500 ppm in laboratory
– Contaminant testing currently performed off-line to measure levels of BTEX, HCN, NH3, etc..
Microbes require low level of sulfur in fermentation broth
– Inlet gas may provide sulfur in form of H2S eliminating requirement for sulur component in media preparation
9

Contaminants
The addition of multiple potentially toxic, Gases, Metal Ions and organic contaminants have been tested off-line:
H2S: 2% in gas feed
SO2: 500ppm
NOX: 50ppm
Benzene: 0.12 mol% in gas
Toluene: 0.008 mol % in gas
Copper: 100µMol/L
Arsenic: 12μmol/L
Methane: >50% in gas
HCl: Buffered in media
Chromium: (II) 2mMol/L (III) 100mMol/L
Vanadium: 10µMol/L
Bromide: 100µMol/L
Iodide: 50µMol/L
CO2: >50% in gas
N2: >50% in gas
10
Goal: Certain gases will contain different impurities; need various on-line low level impurity measurement for different gas feeds
Fermentation System – Bioreactor
11
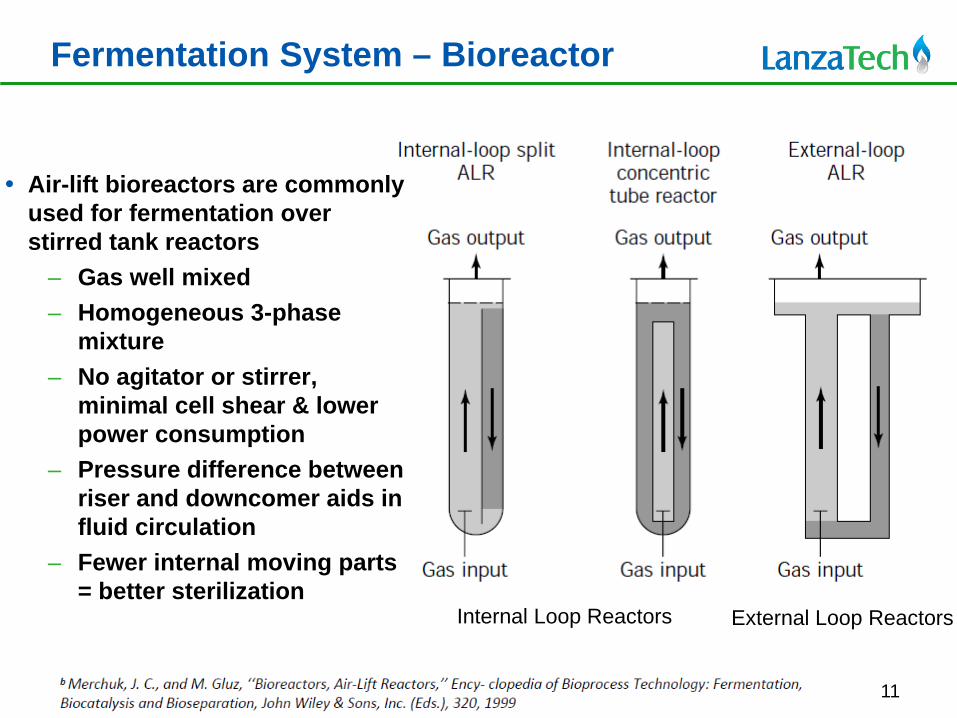
Internal Loop Reactors External Loop Reactors
Air-lift bioreactors are commonly used for fermentation over stirred tank reactors
– Gas well mixed – Homogeneous 3-phase
mixture – No agitator or stirrer,
minimal cell shear & lower power consumption
– Pressure difference between riser and downcomer aids in fluid circulation
– Fewer internal moving parts = better sterilization

Mass Transfer Estimation
Measure of reactor inlet, Cin, & outlet CO composition determines Gas solubility, C*, depends on headspace pressure & reactor
temperature which are monitored and controlled Other variables that contribute to G/L mass transfer
– Gas/liquid holdup – Bubble size/number distribution effects aL
– Gas velocity (mean residence time) effects boundary layer and kL
– Mixing times & Turbulent/Laminar Flow also effects kL 12
CL – conc. of gas in liquid C* - gas solubility in liquid kL – overall mass transfer
coefficient aL – specific interfacial area
dtdCL

Potential Control Structures
Multiple inputs/outputs & complicated process model combining 3-phase bioreactor hydrodynamics and microbial reaction system
– Numerous unique bioreactor ‘scenarios’ and overall system non-linearity eliminate use of simple feedback control
Model predictive control requires extensive data-base covering all possible ‘scenarios’
Fuzzy Logic – apply a ‘truth value’ to variables in different scenarios
Neural Net - more complex, adaptive, computational model. Can be taught or trained on various scenarios
13
Goal: singular structure that can be programmed to handle batch start-up, transition to continuous mode, and dynamic transition to steady-state
Artificial neural network

Product Recovery & Waste Water Treatment
1. Broth concentration measured entering recovery section 2. Metabolites leaving product recovery measured entering water treatment 3. Nutrients and metabolites measured in water recycle to media preparation
– Need to be able to accurately measure low levels of salts & minerals
Anhydrous ethanol product, waste water purge, & biomass purge also monitored to ensure within target specifications 14
Product recovery & waste water systems mature technologies with well developed control structures

Media Preparation
Continuous media preparation requires inputs from gas stream composition and nutrient concentration in water recycle
Water treatment & gas flow is continuous while media is prepared in batches
Currently Investigating dissolved O2 measurement in media – Requires costly in-situ monitor that can measure ppb levels
15

Summary
LanzaTech’s gas fermentation technology differs from conventional biological fermentation processes due to gasesous feedstock and G/L mass transfer issue of nearly insoluble gases
Conventional sampling, monitoring, and control can be achieved for gas conditioning and product recovery sections
Biggest challenge surrounds bioreactor – In-situ measurements of G/L ratio, dissolved CO, metabolite &
nutrient concentrations are current challenges – Numerous inputs & outputs based on biological system requires
detailed process model & complicated control structure – Bioreactor & microbial behavior can drastically change depending
on microbe, gas feed, and/or metabolites produced requiring unique process models and control schemes
16