bhilai steel plant plate mill & mars 1
TRANSCRIPT

VOCATIONAL TRAINING REPORT0N
MECHANICAL DEPARTMENT,BHILAI STEEL PLANT
Student Name : AKHILESH PAIKRAUniversity Roll No : 3013714011 Department : MECHANICAL (BIT, Durg)Training Company : Bhilai Steel Plant

CONTENT :-
SAIL - An Overview
Bhilai Steel Plant - An Overview
Production in Plant
Flowchart of Steel Formation
Raw Materials
Plate Mill
Mars-I
Major Products
Achievements

SAIL - An Overview
Steel Authority Of India Limited
Largest steel making company in India
An annual turnover of ₹ 51866 crore.
One of the seven Maharatnas of the country's Central Public Sector Enterprises.
SAIL traces its origin to the Hindustan Steel Limited (HSL) which was set up on 19 January 1954
Annual production of 13.5 million metric tons
24th largest steel producer in the world
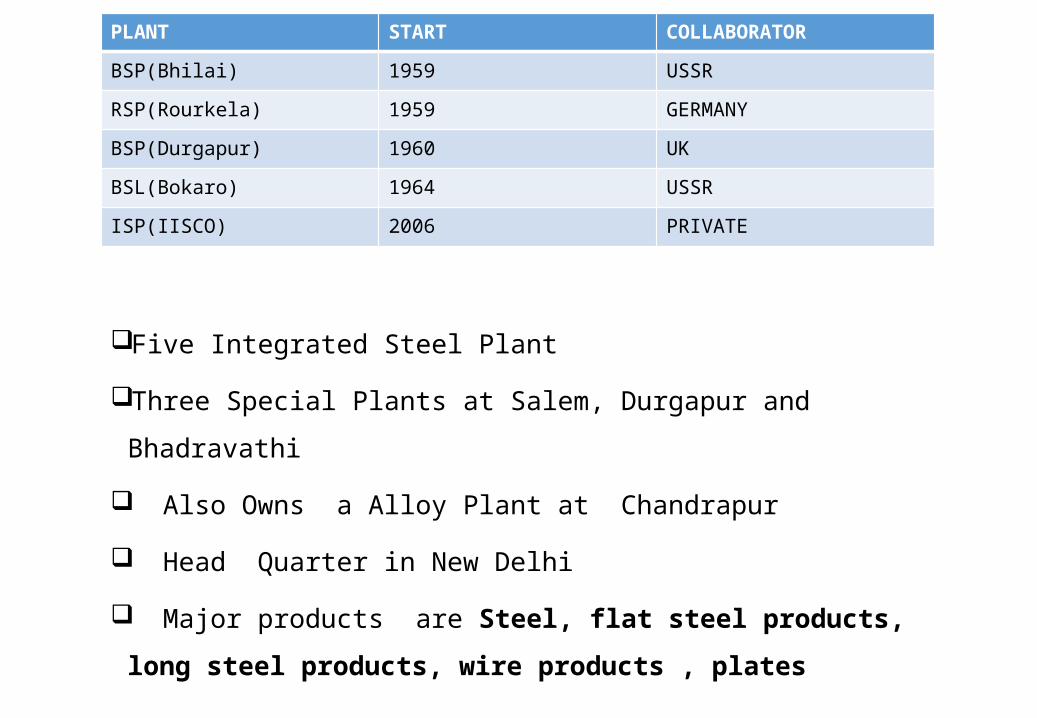
Five Integrated Steel Plant Three Special Plants at Salem, Durgapur and Bhadravathi Also Owns a Alloy Plant at Chandrapur Head Quarter in New Delhi Major products are Steel, flat steel products, long steel products, wire products , plates
PLANT START COLLABORATOR
BSP(Bhilai) 1959 USSR
RSP(Rourkela) 1959 GERMANY
BSP(Durgapur) 1960 UK
BSL(Bokaro) 1964 USSR
ISP(IISCO) 2006 PRIVATE

BHILAI STEEL PLANT Bhilai Steel Plant is located in Bhilai in the Indian state of Chhattisgarh
a unit of Steel Authority of India Ltd.
India's first and main producer of steel rails, as well as a major producer of wide steel plates and other steel products
Inaugurated at 1959 in collaboration with USSR
eleven-times winner of the Prime Minister's Trophy for best integrated steel plant in the country
Sole supplier of the country's longest rail tracks, which measure 260 metres (850 ft)
Annual production capacity of 3.153 MT of saleable steel
Covers an area of about 36 sq.kms
Total Rail track inside – 365 KM
SAIL’S most profitable plant

PRODUCTION IN PLANT
Product Mix Tonnes/annum
Semis 533,000
Rail & heavy structural 750,000
Merchant Products (angles, channels & TMT bars)
500,000
Wire Rods (TMT, Plain & ribbed) 420,000
Plates (Upto 3600 mm wide) 950,000
Total seleable steel 3,153,000
There are around 46 factories are registered inside Bhilai Steel Plant.

FLOW CHART OF STEEL FORMATION

RAW MATERIALS FOR BHILAI STEEL PLANT
# Raw Material Source State Consumer Unit
1. Iron Ore Fines Dalli Rajhara C.G. SP-I,II,III2. Iron Ore Lumps Dalli Rajhara C.G. BFs3. High Silica Lime Stone Nandini C.G. SP-I,II,III4. High Silica Dolomite Hirri Mines C.G. SP-I,II,III
5. Low Silica Lime Stone Jaiselmer , Katni, Kuteshwar
RajasthanM.P. RMP-II, SMS-II
6. High Silica Manganese Ore Ramteke Tirodi Maharastra BF-I,VII
7. Coal (Indigenous)Bhojudih,
Sudamdih,Nandan,Rajarappa,Swan
Jharkhand Coke Ovens
8. Coal (Imported) Australia,New Zealand Abroad Coke Ovens

Safety (Do’s ) in the IndustryDo’s-
•Punctuality (timeliness),•Maintaining healthy and cordial relationship with the people in organization.
•Understanding the work culture.•Obeying direct orders from the seniors.•Showing a sense of belonging with the organization.•Maintaining proper Line and Staff Relationship with the seniors and subordinates (If Any).

Don’ts in the Industry•Don’ts
•Do not take the training lightly and casually. •Do not give an impression that you are doing the training just for the sake of it. Put your heart and soul.
•Do not involve in internal politics. •Do not reveal you weaknesses.•Do not lie to your seniors. •Do not waste your time.•Do not copy any material. Be original. •Do not go for leave unless it is indispensable. •Do not ask for favours.


INTRODUCTION TO PLATE MILLWith the commissioning of 3600 mm Plate Mill under 4 MT expansion programme,
Bhilai has entered into the area of flat products in a big way. This giant rolling mill complex which extends to over a kilometer in length has an overall covered area of about 15680 m². It consists of six main bays; 1-3 bays of span 36 meters each, 2 bays of span 30 meters each and one bay of 18 meters span, also, two open gantries for scrap removal. The mill is intended for an annual production of 0.95 million tonnes of finished plates in 5600 operating hours. The thickness of the plates range from 5120 mm. It is called 3600 mm Plate Mill because the barrel length of the work roll is 3600 mm.
Continuously cast slabs in the length range of 5.6-10.2 M are delivered in hot condition to the slab yard. These slabs are cut to smaller lengths in 3 non flame cutting machines as per requirement. Inspection and conditioning is carried out after cutting of the slabs to the required sizes. Inspected slabs with proper identification are supplied to Plate Mill.

The sequence of operations are : Slab heating, descaling, rolling, levelling, cooling, inspection and shearing to required size. Heating of slabs is done in three continuous double row pusher type furnaces with an estimated capacity of 120 T/hr each. These furnaces have five heating zones : Soaking Zone, top and bottom preheating zone, top and bottom heating zone. The soaking zone has a flat roof with sixteen small capacity vertical burners through the roof. The other four zones have six burners each. Mixed gas of calorific value 2500 K cal/cum is used as a fuel. In time of gas shortage, provision for oil firing is also there in the four zones, heating and preheating zones. Air for combustion is supplied by individual blowers. This is preheated in multicellular cross parallel flow type of metallic recuperators. The slabs move on skid pipes in the heating and preheating zones and over a solid hearth in the soaking zone. The skid pipes are cooled by evaporative cooling system instead of the conventional water cooling system. The solid hearth in the soaking zone is made of electro cast corundum blocks.
Programmed slabs from the slab yard are placed by the means of overhead crane of the lifting and lowering table. The slabs are pushed one by one on the charging side roller table. The slabs are positioned with respect to the furnace skids with the help of movable hydraulic stopper. They are pushed in to the furnace in cold condition for heating up to the required temperature. The first slab on the delivery side is pushed to pre-determined position by the pusher and then it is extracted by shock free slab extractors.


Plate Production Process

MAJOR MODIFICATIONS• Thyristorisation of vertical stand.• Conversion of mech pusher before cross cut shear into hydraulic pusher.• Modification of lubrication system of reheating furnace blower providing individual
lubrication system.• Conversion of crane no. 23 from hook type to magnet type.• Replacement of all USSR made hydraulic distributors by German made distributors.• Modification of pilers from mech. drive into hydraulic drive for its lifting mechanism.• In-house development and commissioning of hot reserves for various roll tables of Plate
Mill.• Provision of width digital display in CP-8 for measuring post to achieve better width
control.• Modification of Cold Punching Machine line No. 2 by providing compressed nitrogen
supply as an additional source of energy.• Development, fabrication and installation of rescue ladder for roof top of Plate Mill.• Revamping of crane nos. 30, 31, 27, 26 & 20.

MACHINE ASSEMBLY & RE-ENGINEERING SERVICES-ii
MARS-II is the new machine shop which is built under 4 MT expansion of BSP to cater to the spares and assemblies requirements of Convertor Shop, Continuous Casting Shop, and Plate Mill. The shop has got two machining bays (Light bay and Heavy & Medium bay 78 x 24 M each), and one Assembly bay (72 x 24 M) which forms a Tee with the machining bays.
Working Area of the shop : 5161 M2Electrical Power : 1 MVA
CAPACITY Annual Machining Capacity : 2200 T Annual Assembly Capacity : 6000 T
Main assemblies done are 5-roll set, 8-roll set,10-roll set, and Pinch rolls used in Slab Caster of Continuous Casting Shop.

MAIN EQUIPMENT1 Vertical Boarding machine : 1 No
2 Horizontal Boarding Machine : 1 No
3 HMT Lathe : 8 Nos
4 Cylindrical Grinding Machine : 1 No
5 Heavy Duty Lathe : 1 No
6 Plano Milling Machine : 1 No
7 HMT Horizontal Milling Machine : 1 No
8 HMT Universal Milling Machine : 1 No
9 Slotting Machine : 2 Nos
10 Shaping Machine : 1 No
11 Thread Cutting Machine : 1 No
12 Auto Welding Machine 10 T : 1 No

ACHIEVEMENTS & HIGHLIGHTS• Production of 10 MT of finished plates. (by Dec 01)• Export of 3 MT of finished plates. (till Dec 01)• Achievement of 88.91% ever best yield (July 02) and going up
further.• Lubricant consumption reduced to 1466 barrels per year from 1536
barrels.• Achievement of ever best specific fuel consumption of 593 M Cal/T.
(July 02 onwards)• Certification of ISO:9000 Quality Management System.(Dec 94) -
Certification of ISO:14001 Environment Management System. (July 99) - Production of 7.1 mm thick wider plates.
• Increase in production of special steel by 35 % of the total production.
• Saving of 50 crores in power consumption through various energy conservation measures since inception
• Hot charging of slabs in July 01.• Commercial production of API 5Lx60/65 grades of plates.• Successful trial production of API 5Lx70 grades of plates.• Supply of Boron Quality Plates to International Market.
• Development and supply of normalized rolled, Temperature controlled rolled, and controlled cooled plates to home sales and international market.
• Supply of ultrasonic tested checker plates in the market : * Mild steel upto 80 mm thick. * Boiler Quality and high tensile upto 60 mm thick.• Development and commercial supply of ASTM A 537 C1-I and BS-
1501-224 Gr. 490 A LT-50 grades of plates in the market.• Major and regular exporter of plates in SAIL.