behavior of a high-capacity steam boiler using heavy fuel...
TRANSCRIPT

www.elsevier.com/locate/fuproc
Fuel Processing Technology 86 (2004) 89–105
Behavior of a high-capacity steam boiler using
heavy fuel oil
Part I. High-temperature corrosion
Jorge Barroso a,1, Felix Barreras b,*, Javier Ballester c,2
aCECYEN, Universidad de Matanzas, Autopista a Varadero, Km 3 1/2, Matanzas 44740, CubabLITEC/CSIC, Maria de Luna 10, Saragossa 50018, Spain
cFluid Mechanics Group, University of Zaragoza, Maria de Luna 3, Saragossa 50018, Spain
Received 10 December 2003; received in revised form 18 December 2003; accepted 18 December 2003
Abstract
Problems related to the combustion of heavy oils with high vanadium contents in a high-
capacity steam boiler have been analyzed. In this study, two types of additives have been tested
both to diminish high-temperature corrosion and to obtain more brittle deposits. Results show that
heavy fuel oil can be suitably burned in this type of boilers if it is chemically treated with an
anticorrosive additive. In this research, the best results have been obtained when the heavy fuel
oil was mixed with an organometallic additive. The influence of fouling on the behavior of some
operational parameters such as the pressure in furnace and pressure drop in superheaters and pipe
metal temperature, among others, has been verified. It is concluded that monitoring of these
parameters can provide direct information on the degree of fouling, as well as of the effectiveness
of the treatment during normal boiler operational conditions. Some other improvements in the
atomization and combustion processes due to the use of the organometallic additive have also
been observed.
D 2004 Elsevier B.V. All rights reserved.
Keywords: High-temperature corrosion; Vanadium; Magnesium; Additive; Steam boilers
0378-3820/$ - see front matter D 2004 Elsevier B.V. All rights reserved.
doi:10.1016/j.fuproc.2003.12.006
* Corresponding author. Tel.: +34-976-716-303; fax: +34-976-716-456.
E-mail addresses: [email protected] (J. Barroso), [email protected] (F. Barreras),
[email protected] (J. Ballester).1 Present address: LITEC/CSIC, Marıa de Luna 10, Saragossa 50018, Spain. Tel.: +34-53-45-261-432; fax:
+34-53-45-253-101.2 Tel.: +34-976-762-153; fax: +34-976-761-882.

J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–10590
1. Introduction
Today, about 90% of the total energy production all over the world is provided by
combustion of fossil fuels. Unfortunately, hydrocarbon combustion has a major impact on
the global environment through the emission of CO2, which is a greenhouse gas.
Furthermore, emission of NOx, SOx, polycyclic aromatic hydrocarbons (PAHs), CO,
and particles leads to air pollution, acid rain, and health hazards. However, the strong
dominance of fossil fuels combustion will continue in the foreseeable future, as the world
energy production is expected to rise by 60% in the next 20 years [1]. Then, it is obvious
that combustion processes have to be carefully controlled in such a way that maximum
efficiency and minimal emission of pollutants are achieved.
The increase in consumption of petroleum-derived liquids as fuel for transportation,
electric power generation, heating, and process engineering is resulting in a reduction in
the quality of residual oils that are becoming heavier. This quality reduction translates into
lower heating values, but above all, into higher viscosity, as well as higher levels of
asphaltenes, Conradson carbon, etc. At the same time, the world natural reserve of
bituminous petroleum is estimated to be three times higher than that of regular fuel oils.
These facts, combined with the increase in price of regular fuel oil, have motivated the
change to heavy fuel oil in most boilers at electric power plants. For these reasons, an
increase in the vanadium, sodium, and sulfur contents in the chemical composition of
liquid petroleum typically used as fuel in boilers has also been detected.
Combustion of heavy oils with high vanadium, sulfur, and sodium contents results in
highly corrosive deposits. The slag produced during combustion has a low melting
temperature and adheres to hot metal surfaces (450 jC and above). Vanadium salts are
extremely corrosive, since they dissolve the protective oxide film on the metal surface and
then transport oxygen to the clean surface that corrodes. In order to prevent or reduce
deposits and corrosion, the fusion temperature for the sodium and vanadium salts needs to
be raised. A higher melting point means drier and brittle deposits, which do not adhere to
the metal surface and are easy to remove.
High-temperature corrosion is mainly dependent on the composition and concentration
of ash formed during fuel oil combustion [2–4]. Among others, sulfur, vanadium, sodium,
and potassium are the elements in the fuel that are responsible for corrosion and deposits.
During combustion, such elements give rise to complex low-melting-point compounds.
These sticky deposited materials capture ash, soot, and coke, which reduce the heat
transfer and cause corrosion. Sulfur is one of the major offenders in corrosion, leading to
high-temperature corrosion when complex sulfates are involved. Alkali sulfates, such as
Na2SO4 and K2SO4, are highly corrosive when molten, as well as alkali iron trisulfates,
which are highly reactive materials that melt at the temperature range reached on
superheaters. Besides, the reaction between sodium and vanadium forms compounds that
normally melt between 510 and 870 jC. However, the system NaVO3�Na2O�3V2O5,
which has a melting point as low as 480 jC, can be found in superheaters and is also very
corrosive. Vanadium oxides attack the metal surface by dissolving the normally protective
oxide layer and by assisting in the oxygen transport to the pure metal.
There are some ways to reduce high-temperature corrosion in a steam boiler, namely,
change to another ‘‘lighter’’ fuel oil (normally very expensive), reduce excess air, improve

J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 91
the furnace design, and use of new materials for equipment, among others. However, when
a heavy or bituminous fuel oil is used, solutions are dramatically reduced. It has been
verified that the most suitable way to counteract high-temperature corrosion is by the use
of some additive substances mixed with the fuel oil, which act by raising the melting
temperature of vanadium-based oxides. It is important to note that additives may increase
the mass of deposits, but they become weaker so that they can be either detached
periodically or easily removed by soot blowing [5].
In the present research, high-temperature corrosion in a high-capacity steam boiler
using heavy fuel oil has been studied. The benefits of the use of some additives to avoid
corrosion in this area as well as the behavior of some operational parameters as a function
of deposit growth are discussed.
2. Experimental facilities
2.1. Boiler, fuel oil, and additive characteristics
The present research has been developed in an electric power plant with a maximum
power of 340 MW/h. The plant is equipped with a high-capacity steam boiler with 16
steam-assisted burners distributed in four floors, placed tangentially in the corners of the
furnace to induce a vertical swirl motion of the combusting gases. The main parameters
of the steam boiler are: steam power of 1010 t/h (maximum), superheated steam
pressure of 18 MPa, and temperature of 540 jC. For this condition, a fuel oil
consumption of 70 t/h is achieved. Regarding the main heat transfer surfaces, a four-
stage superheater and a three-stage reheater, one economizer, and two continuous
regenerative air heaters form the boiler. A sketch of the boiler with its main heat
transfer surfaces can be seen in Fig. 1.
A summary of the main physicochemical properties of the liquid petroleum recom-
mended by the manufacturer to be used as fuel in this boiler can be read in Table 1. The
values for the different parameters are specified for both low and high vanadium content
fuel oils.
This research covers an extensive measurement campaign of 4 years. In the first part,
year 1, a regular (low vanadium content) fuel oil was burned, while in the second one,
from years 2 to 4, a high vanadium content fuel was used instead. In Table 2, the average
physicochemical properties for each one are summarized. An analysis of Table 2 shows a
progressive reduction in the quality of the fuel oil used, specially detected in the laboratory
analysis measurements of unburned (residual) carbon, viscosity, and asphaltene contents.
This fact caused an increase in the fouling of tanks, filters, and fuel oil heaters, as well as
worse combustion. At the same time, serious corrosion problems were also caused by the
presence of high vanadium, sulfur, and sodium contents, and the increase in the fouling on
the heat transfer surfaces at the hot gases side.
Therefore, an important part of this research was devoted to find a suitable additive to
be mixed with fuel to avoid, or reduce, high-temperature corrosion. Additives for this
purpose are classified by their physical composition as solid oxide-based (normally
slurries) and organometallic [6]. The most popular additives used in boilers are magnesium
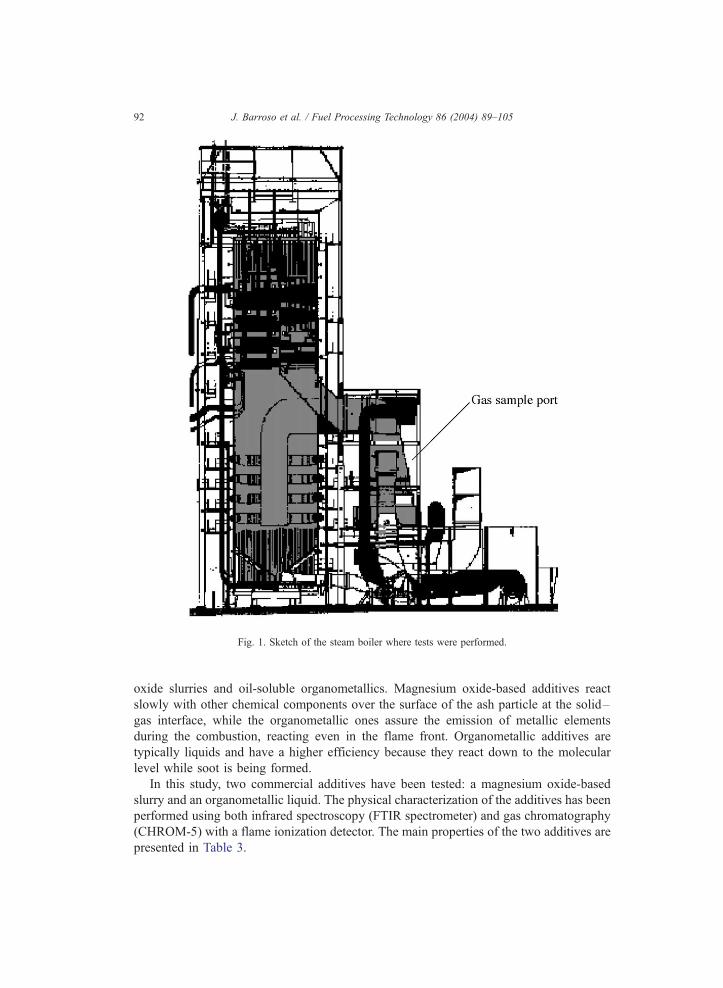
Fig. 1. Sketch of the steam boiler where tests were performed.
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–10592
oxide slurries and oil-soluble organometallics. Magnesium oxide-based additives react
slowly with other chemical components over the surface of the ash particle at the solid–
gas interface, while the organometallic ones assure the emission of metallic elements
during the combustion, reacting even in the flame front. Organometallic additives are
typically liquids and have a higher efficiency because they react down to the molecular
level while soot is being formed.
In this study, two commercial additives have been tested: a magnesium oxide-based
slurry and an organometallic liquid. The physical characterization of the additives has been
performed using both infrared spectroscopy (FTIR spectrometer) and gas chromatography
(CHROM-5) with a flame ionization detector. The main properties of the two additives are
presented in Table 3.

Table 1
Recommended values for physicochemical properties of the fuel to be burned in the boiler in the present study
Properties Unit Low-vanadium fuel High-vanadium fuel
Heating value kJ/kg 40,193 (min) 40,193 (min)
Gravity at 15.6 jC API 12 (min) 11 (min)
Sulfur % 3.5 (min) 3.5 (max)
Water (by distillation) % 0.5 (min) 1.0 (max)
Sediments % 0.05–0.5 0.15 (max)
Kinematic viscosity at 50 jC cSt 125–370 650 (max)
Ignition temperature jC 65–94 62 (min)
Residual carbon % 8 H 10 (max) 14
Asphaltenes % < 10 12
Vanadium ppm – 400 (max)
Ash % 0.1 (max) 0.1 (max)
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 93
2.2. Experimental test procedure
The main goal of the present research is to determine the best additive when a heavy
fuel oil is being used to obtain good results regarding corrosion and composition of the
slag and high boiler efficiency, at the same time. To this end, a set of experiments has been
scheduled, divided into laboratory and industrial tests. Before the beginning of the
experimental tests with additives, and after a general shutdown of the electric power
plant, boiler conditions are optimized following the steps underlined below:
– mechanical cleaning of all thermal surfaces (furnace, superheater, and air heaters) and
gas ducts
– full maintenance of the 16 fuel oil burners and specially fitting of the right balance of air
and fuel oil flow and excess air
– location of the point for additive feeding before the fuel oil heaters (just after the filters).
Table 2
Average value for different physicochemical properties of the fuel oil used in tests
Properties Unit Regular fuel oil Heavy fuel oil
Year 1 Year 2 Year 3 Year 4
Specific gravity at 15.6 jC kg/m3 965.7 988.9 989.4 989.9
Gravity at 15.6 jC API 14.5 11.6 11.5 11.5
Sulfur % 2.2 2.7 2.8 2.8
Water (by distillation) % 0.30 0.53 0.38 0.42
Residual carbon % 12.2 15.7 14.8 16.0
Asphaltenes % 8 11.9 14.2 18.4
Vanadium ppm 135.9 203.6 207.2 292.5
Ash % 0.06 0.09 0.07 0.08
Heating value kJ/kg 42,631 42,429 42,164 41,985
Hydrogen % 11.3 11.1 10.7 10.5
Carbon % 85.1 84.7 84.9 83.3
Kinematic viscosity at 50 jC cSt 209.2 320.1 327.6 356.4
Sodium ppm – 35.0 40.0 42.0

Table 3
Main physical properties for the two additives used in the study
Properties Unit Slurry-type additive Organometallic additive
Solids content % 82 (approximation) –
Absolute viscosity at 28 jC mPa s 842.26 109.29
Density at 25 jC kg/m3 1710 1135.2
Ignition temperature jC 67 71
MgO % 58 –
CeO % 2.2 –
MnO % 1.17 –
Mg % – 10.56
Fe % – 0.08
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–10594
In these tests, an analysis of the slag collected from the gases side of the high-
temperature heat transfer surfaces as a function of some operational parameters of the
boilers has been performed. As a result of the experimental measurements, the effective-
ness of the treatment has been verified depending on the chemical composition of the slag
and the degree of fouling.
2.2.1. Laboratory tests
Laboratory scale tests included the physicochemical characterization of the slag depos-
ited on the high-temperature areas. Experimental samples have been obtained by adjusting
the boiler to the real operational regime. Three different experimental conditions have been
considered: (a) boiler using low-vanadium content (regular) fuel oil without additive; (b)
boiler using high-vanadium content fuel oil treated with slurry-type additive; and (c) boiler
using high-vanadium content fuel oil treated with organometallic-type additive.
More than 1000 samples of the slag deposited on the hot gases side of heat transfer
surfaces have been collected and analyzed during the whole measurement campaign. In
order to determine their physical morphology and chemical composition, some experi-
mental determinations have been performed. To obtain the morphological characterization
of the slag, scanning electron microscopy and infrared spectroscopy have been applied.
Specific chemical compounds have been investigated by chemical analysis and X-ray
diffraction. Melting temperature of the deposits has also been determined using differential
thermal analysis.
2.2.2. Industrial-scale tests
Valuable information on fouling and corrosion in the high-temperature zone of the
boiler can be extracted from the results obtained in the laboratory tests. However, a
complete study including final conclusions on this problem is only possible if, simulta-
neously, some industrial tests are developed. As it is known, the behavior of some
operational parameters can trace the degree of fouling of the heat transfer surfaces. For
example, the pressure in the furnace, as well as the pressure drop in the superheaters, are
increased as the exhaust gases flow area is reduced due to deposit growth. Besides, gas
temperature at the exit of the furnace is proportionally increased with fouling in the
furnace walls and in the first superheater stage. On the other hand, the metal temperature in
the superheater is also linearly increased with gas temperature at the furnace exit.
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 95
As a starting point, the calculation of the additive dosage has been performed
following a stoichiometric analysis between fuel oil flow and its percentage content of
vanadium, sulfur, and oxygen in gases, according to manufacturer recommendations.
For the slurry-type additive, depending on the desirable magnesium-to-vanadium ratio
(R), two concentrations have been considered in the study, namely, one for R = 0.5 and
another for R = 1. For R = 0.5, a proportion of 1 l of additive for 3.8 t of fuel oil has
been used; for R = 1. 1 l of additive for each 1.8 t of petroleum has been established.
At the same time, a fixed ratio of 1 l of organometallic additive for 3.8 t of fuel oil
has also been adjusted. These concentrations have been slightly modified during the
tests as a function of the behavior of the boiler operational parameters (pressure in the
furnace, pressure drop in superheaters, and pipe metal temperature). Special attention
has been paid to the relation between the additive concentration in fuel and the
measurement of the stack gases composition (O2, CO2, and SO3), and dew point.
Additive dosage has been adjusted to attain the lower oxygen concentration for a
maximum CO2 content close to stoichiometry (14.0–15.0); a CO concentration below
400 ppm and a dew point above 110 jC. The stack gas composition has been
measured with a combustion gas analyzer ENERAC POCKET model 100 by
introducing the probe through the gas sample port displayed in Fig. 1. The remaining
parameters (metal and steam temperatures, pressure in furnace and pressure drop in
superheaters, steam flow and pressure, etc.) have been simultaneously collected from
own boiler instrumentation. Temperatures have been measured using Ni–Cr thermo-
couples with a relative error of 0.001%, and pressure and pressure drop both with
pressure transducers with a relative error of 0.02%.
3. Results and discussion
A continuous quality reduction in the chemical composition of the petroleum burned in
this power plant has been confirmed, as can be verified in Table 2. For this reason, control
on some of the physicochemical compounds of the different batches of fuel oil received
has been increased. Viscosity, for example, is an important quality parameter of the heavy
residual oil to be controlled due to its influence on the atomization and combustion
processes. During the present research, kinematic viscosity of the fuel oil before burners
has always been kept below 45 cSt (centi-Stokes; 4.5� 10� 5 m2/s) with an optimization
of the warming temperature around 130 jC. To avoid cavitation in the fuel oil pump, the
adjustment of the optimal heating temperature for heavy fuel oil has been achieved by
regulating the second stage heater.
An increase in asphaltene contents has also been confirmed, reaching a maximum of
21% in some batches, roughly twice the recommended value (see Table 1). At the same
time, a rise in the concentration of CO and CO2 in the stack gases has also been measured.
This fact proves that asphaltenes cause fuel oil instabilities; breaking carbon bonds around
115 jC and releasing heteroelements such as oxygen and sulfur, which are responsible for
the high concentration at the stack gases measurements [7]. To counteract this behavior, a
stabilizer additive was required to exude the aromatic compounds from the asphaltenes,
and to keep them in suspension at the same time.

J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–10596
Despite all of these drawbacks, a slight increase in the combustion efficiency has
been detected when using the organometallic-type additive. On one hand, an improve-
ment in the atomization process has been verified to be related to the tensoactive effect
of this oily additive, which decreases fuel oil surface tension, resulting in a spray with
more uniform and smaller droplets. On the other hand, this additive also tends to speed
up the combustion reaction, reducing the formation of soot, tar, and slag and ensuring
complete combustion with lower excess air. This effect reduces stack losses, increasing
combustion efficiency.
3.1. Effect of additives on slag corrosion and boiler operation
The physicochemical analysis of the low-quality heavy fuel oil evidenced a significant
increase in the vanadium and sulfur contents, which causes high-temperature corrosion
problems. Conventional methods used to measure the corrosion rate in low-temperature
heat transfer surfaces cannot be applied in high-temperature zones where the metal could
melt. For this reason, in this study, the chemical composition of the deposits in the high-
temperature area has been analyzed in order to determine its corrosion potential.
As stated in Section 2, samples obtained from the gases side of the different high-
temperature heat transfer surfaces have been analyzed by chemical methods and X-ray
diffraction. Additionally, the fusion temperature of the slag has also been determined by
differential thermal analysis. Samples have been collected for the following four
experimental conditions when the high vanadium content fuel was used:
1. slag formed without additives (considered as basic samples for comparison)
2. slag formed with slurry-type additive for a fixed Mg/V ratio R = 0.5
3. slag formed with slurry-type additive for R = 1
4. slag formed with organometallic-type additive.
The evolution of the average chemical composition of the oxides detected in the
collected samples is depicted in Table 4 and Fig. 2. As can be seen, for basic samples, the
chemical composition of the slag is mainly formed by vanadium, sodium, and iron oxides.
As iron is not present in the chemical composition of the fuel oil, it can be concluded that
iron oxide comes from oxidation of the pipe metal by the V2O5 compounds, which are
characterized by a very low fusion temperature. From comparison, it is confirmed that the
use of additives decreases the vanadium, sodium, and ferric oxides, but the opposite is
observed with the sulfur and magnesium contents found in the slag. The amount of sodium
found on the deposits has been reduced with the use of both additives, which points out to
a preferred formation by chemical reaction of magnesium compounds rather than sodium
ones. At the same time, sulfur contents have been increased due to sulfur retention by
magnesium. In experiments using additives, the dominant oxide compounds were those
including V, S, and Mg. In this case, as sodium oxide has a lower probability to be formed,
a rise on the melting temperature of the slag and a reduction in hot gases corrosion should
be expected.
Information extracted from the X-ray diffraction technique is useful to complement the
results obtained from chemical analysis. The dominant phases detected using this
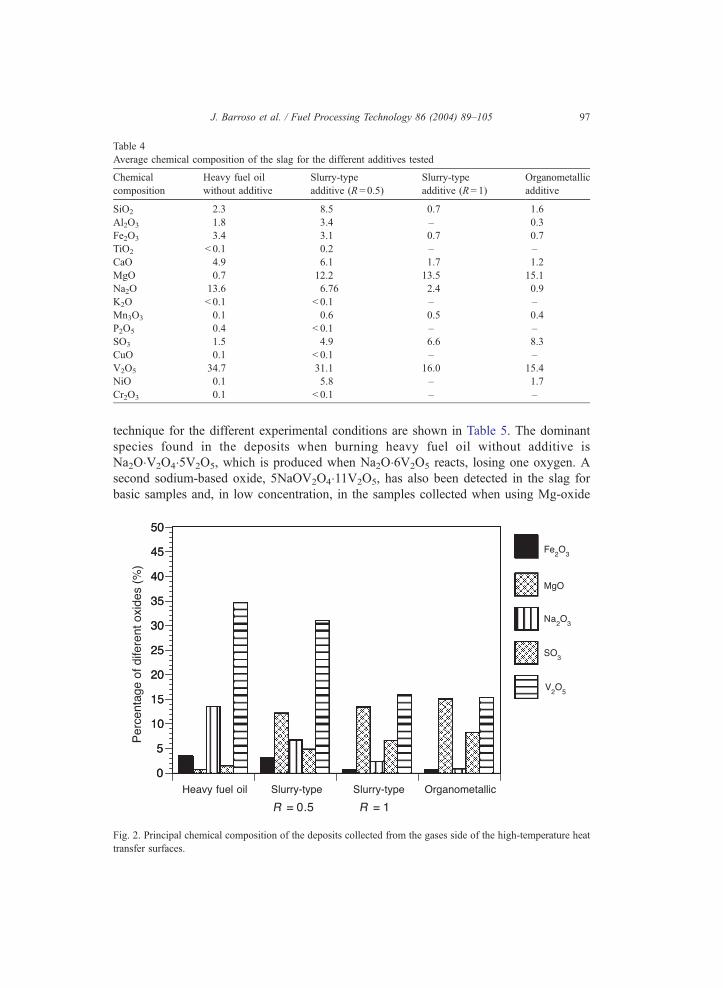
Table 4
Average chemical composition of the slag for the different additives tested
Chemical
composition
Heavy fuel oil
without additive
Slurry-type
additive (R = 0.5)
Slurry-type
additive (R= 1)
Organometallic
additive
SiO2 2.3 8.5 0.7 1.6
Al2O3 1.8 3.4 – 0.3
Fe2O3 3.4 3.1 0.7 0.7
TiO2 < 0.1 0.2 – –
CaO 4.9 6.1 1.7 1.2
MgO 0.7 12.2 13.5 15.1
Na2O 13.6 6.76 2.4 0.9
K2O < 0.1 < 0.1 – –
Mn3O3 0.1 0.6 0.5 0.4
P2O5 0.4 < 0.1 – –
SO3 1.5 4.9 6.6 8.3
CuO 0.1 < 0.1 – –
V2O5 34.7 31.1 16.0 15.4
NiO 0.1 5.8 – 1.7
Cr2O3 0.1 < 0.1 – –
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 97
technique for the different experimental conditions are shown in Table 5. The dominant
species found in the deposits when burning heavy fuel oil without additive is
Na2O�V2O4�5V2O5, which is produced when Na2O�6V2O5 reacts, losing one oxygen. A
second sodium-based oxide, 5NaOV2O4�11V2O5, has also been detected in the slag for
basic samples and, in low concentration, in the samples collected when using Mg-oxide
Fig. 2. Principal chemical composition of the deposits collected from the gases side of the high-temperature heat
transfer surfaces.

Table 5
Dominant phases detected using X-ray diffraction for the different experimental conditions
Sample % O2 Dominant phases detected
Without additive 0.5 H 0.6 Na2O�V2O4�5V2O5 + 5Na2O�V2O4�11V2O5 +V2O5
Slurry-type additive (R = 0.5) 0.3 H 0.4 Na2O�V2O4�5V2O5 + 5Na2O�V2O4�11V2O5 +V2O5
Slurry-type additive (R = 1) 0.3 H 0.4 MgO+Ca2V2O7 +CaVO3 +Mg3(VO4)2 +Na2O�V2O4�5V2O5
Organometallic additive 0.3 H 0.4 2MgO�V2O5 + 3MgSO4�CaSO4 +CaV2O7 +Na6Mg3(VO4)4 +
Mg3V10O28�18H2O
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–10598
slurry additive with R = 0.5. This compound has a very low melting point (530 jC) and caneasily melt on the pipes of superheaters and reheaters, causing hot gas corrosion. This
analysis also shows a magnesium deficit in the slurry-type additive dosage when a ratio
R = 0.5 has been adjusted. However, when both the slurry-type additive with a ratio of
R = 1 and the organometallic one were tested, this phase was never found. Another
important result is the reduction in the V2O5 concentration measured in the samples when
experiments were performed by adding additives to the high-vanadium fuel oil. As before,
this oxide has never been detected in the slag samples when both the slurry-type additive
with the large Mg/V ratio (R = 1) and the organometallic one were tested [8].
In the samples analyzed when organometallic additive was used, the phase 2MgO�V2O5
was mainly identified. This compound is considered as the most relevant one to prevent
vanadium corrosion due to its high melting point. In these samples, the presence of
3MgSO4�CaSO4 has also been detected, indicating that the magnesium in the additives
reacts with SO3 as well. The use of additives limits the catalytic conversion of SO2 to SO3
[9,10]. A decrease in SO3 concentration in the stack gases can be expected, confirmed by
the increase of sulfur content on the deposit (see Fig. 2). Water washing of the entire heat
transfer surfaces before collecting samples can explain the presence of hydrated molecules
of vanadium and magnesium as Mg3�V10O28�18H2O.
In order to complete the high-temperature corrosion study, the melting temperature of
the slag has been measured using differential thermal analysis. Due to results previously
discussed and the quite high cost of this experimental technique, the measurement has only
been performed for samples collected when the organometallic additive was tested. A deep
weight loss for the first heating stage has been observed, corresponding to the water
content evaporation on the magnesium and vanadium hydrated compounds. At the same
time, the fusion of some compounds at 500 and 990 jC has been measured, in good
agreement with the melting point of the different phases detected by X-ray diffraction. The
use of an optimal dose of additive should modify the crystalline structure of the slag, and a
melting point around 1315 jC could be expected. For this reason, even when the
organometallic additive yielded the best results in preventing hot gases corrosion from a
chemical viewpoint, the presence of some deposits with low melting point is an indication
of a Mg deficit in the treatment for the heavy oil used as fuel.
3.2. Morphological characteristics of the deposit
Scanning electron microscopy and infrared spectroscopy have been used to characterize
physically the slag samples collected from the gases side of high-temperature heat transfer

J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 99
surfaces. It has been checked that when an Mg/V ratio R = 0.5 is used for the slurry-type
additive, the volume of the slag deposited increases, but deposits are more brittle and easy
to remove either mechanically or by soot blowing. In this case, experimental measure-
ments showed the presence of stratified layers with different consistency. The external
layers were amorphous and a little compact, demonstrating magnesium deficit in the
applied dose. On the contrary, very hard internal layers have also been found.
For a high Mg/V ratio (R = 1), fouling of the heat transfer surfaces, as well as furnace
walls and gas ducts, has been highly reduced. However, the appearance of off-white layers
of very hard slag deposited over the furnace walls has been confirmed, which increases
the heat radiated to the superheaters. This phenomenon is attributed to the presence of a
large amount of nonreacting Mg detected in the slag, causing the so-called ‘‘mirror effect’’
[11–13].
The use of organometallic additives provided the best results, modifying the morphol-
ogy of the slag. On one hand, both a much more brittle slag and a thin layer of deposits on
the gases side of the high-temperature heat transfer surfaces have been obtained. On the
other hand, the use of this additive eliminates the formation of off-white deposits on the
furnace walls. All these features enable a reduction in the cleaning frequency and ease the
cleaning tasks, reducing the shutdowns due to maintenance.
3.3. Behavior of the operational parameters
The growth of deposits, and therefore, the degree of fouling over the heat transfer
surfaces, can also be evaluated by the behavior of some operational parameters, such as
pressure in the furnace, pressure drop in superheaters, pipe metal temperature, and
tempering water flow, measured simultaneously. Tests have been performed for a fixed
load of 330 MW/h (nominal). A summary of the behavior is depicted in Figs. 3–5 for
Fig. 3. Trace of the behavior of the main operational parameters of the boiler when using the Mg oxide-based
slurry additive with a fixed Mg/V ratio R= 0.5.
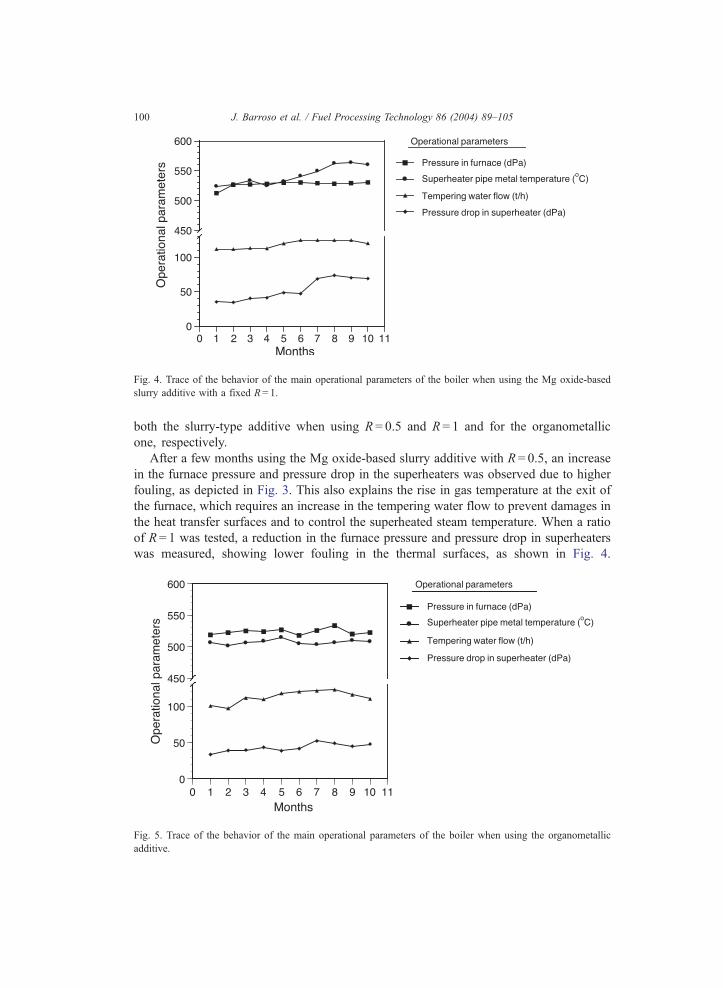
Fig. 4. Trace of the behavior of the main operational parameters of the boiler when using the Mg oxide-based
slurry additive with a fixed R = 1.
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105100
both the slurry-type additive when using R = 0.5 and R = 1 and for the organometallic
one, respectively.
After a few months using the Mg oxide-based slurry additive with R = 0.5, an increase
in the furnace pressure and pressure drop in the superheaters was observed due to higher
fouling, as depicted in Fig. 3. This also explains the rise in gas temperature at the exit of
the furnace, which requires an increase in the tempering water flow to prevent damages in
the heat transfer surfaces and to control the superheated steam temperature. When a ratio
of R = 1 was tested, a reduction in the furnace pressure and pressure drop in superheaters
was measured, showing lower fouling in the thermal surfaces, as shown in Fig. 4.
Fig. 5. Trace of the behavior of the main operational parameters of the boiler when using the organometallic
additive.

J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 101
However, after 4 months of treatment, a sudden increase in the pipe metal temperature was
detected, causing a proportional increase in the tempering water flow in order to keep
steam superheated temperature on the design limit. This behavior corresponds to the
‘‘mirror effect’’ previously described. In this case, to ensure the safe performance of the
boiler, soot blowing cleaning frequency was increased. However, even with the increase in
the number of daily soot blowing operations, inadequate cleaning of the heat transfer
surfaces was observed. This was mainly motivated by the hardness and adherence of the
slag, which could not be removed simply by soot blowing. In this case, an additional
thermal cleaning method had to be used.
The behavior of the measured operational parameters when the organometallic additive
was added to the liquid petroleum is depicted in Fig. 5. It should be observed the lower
pressure in the furnace and tempering water flow needed for the same steam power, in
comparison to the slurry-type additive.
3.4. Techno-economical analysis
To complete the analysis for the two additives tested, a techno-economical methodol-
ogy has been developed, taking into account the actual measured consumption and the
specific costs for fuel oil and additives during this period. The study is based on the
equation:
Z ¼ GAddPAdd þ BPfo ½$=year� ð1Þ
In this equation Z, PAdd, and Pfo are the total annual cost for fuel oil and additives [$/
year], and the unitary costs for additive [$/l] and fuel oil [$/t], respectively. GAdd is the
annual consumption of additive [l/year] calculated by:
GAdd ¼B
Rfa
½l=year� ð2Þ
where Rfa is the fuel oil/additive ratio [t/l] and B is the fuel oil consumption [t/year].
Costs included in Eq. (1) correspond to the fuel oil and additives consumed only for
steam generation. Additionally, some extra fuel oil consumption has to be considered in
the economical assessment due to the use of Mg-oxide slurry-type additive. As previously
discussed, the use of this additive shortens the cleaning period of the heat transfer surfaces
due to the ‘‘mirror effect.’’ For this reason, when this additive was tested, the number of
soot blowing per day was increased from one to three. The cost of this fuel overcon-
sumption is evaluated by the equation:
q1 ¼ bsbnsbdsbPfo ½$=year� ð3Þ
where bsb is the fuel oil consumption per soot blowing [t/blowing], nsb is the number of
soot blowing per day [blowing/day], and dsb is the number of days per year of soot
blowing [days/year].
When this additive was considered in the treatment, hard deposits with a large
adherence were identified. For this reason, in order to achieve the correct cleanliness of
the heat transfer surfaces, a thermal cleaning method has also been included in the regular
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105102
maintenance planning of the boiler. In short, this method dramatically intends to melt the
slag deposited on the gases side of the high-temperature area by blazing it directly with a
flame. The cost of this fuel oil overconsumption is determined by:
q2 ¼ btcntcdtcPgo ½$=year� ð4Þ
where btc is the fuel oil consumption per thermal cleaning [t/cleaning], ntc is the number of
thermal cleaning per day [cleaning/day], and dtc is the number of days per year of thermal
cleaning [days/year]. As this cleaning technique uses gas oil as fuel, Pgo instead of Pfo has
been considered in the nomenclature of Eq. (4).
To complete the analysis, there are two other fuel oil overconsumptions in terms of
nonproduced energy, which have to be considered due to the influence of this particular
electric power plant on the National Electroenergetic System (NES). In the whole
energetic budget of the country, the total nonproduced energy in this electric power plant,
caused by the use of heavy fuel oil, has to be delivered to the NES by another industry. As
the boiler tested belongs to the most efficient power plant all over the country, the
influence on the specific fuel oil consumption indexes has a higher impact. For these
reasons, these two fuel oil overconsumptions cannot be neglected.
On one hand, fouling of the heat transfer surfaces limits the power generated by the
boiler. The cost of this fuel oil overconsumption due to power limitations is included in q3and is calculated through:
q3 ¼ DplNEplPf ½$=year� ð5Þ
where Dpl is the increase in the specific fuel oil index in the NES due to the power
limitations in this power plant [t/GW h] and NEpl is the nonproduced energy due to power
limitations [GW h/year]. On the other hand, fouling on furnace walls, superheaters,
reheater, air heaters, and economizer shortens the boiler maintenance period requiring
more frequent stops. This fuel oil overconsumption is determined by:
q4 ¼ DfiNEsfPf ½$=year� ð6Þ
In Eq. (6), NEsf is the nonproduced energy due to stops by fouling [GW h/year] and Dfi
represents the increment in the specific fuel oil index consumption in the NES [t/GW h]
due to stops by increase of fouling.
Therefore, the total cost of fuel oil overall consumption is the addition of each
individual loss to the total annual cost for fuel oil and additives, summarized by the
equation:
Q ¼ Z þ q1 þ q2 þ q3 þ q4 ½$=year� ð7Þ
Numerical results obtained from the above methodology are depicted in Table 6. As a
first step for this analysis, the difference in prices between regular fuel oil and heavy fuel
oil has been considered. Average values of the different periods covered in the
measurement campaign showed a difference of $7/t less for the heavy fuel oil ($118/t)
than the regular one ($125/t). As can be seen, the use of a heavy fuel oil with additive is
economically justified, even with the fuel oil overconsumption considered when the

Table 6
Comparative results obtained from techno-economical analysis
Parameters Regular fuel oil Heavy fuel oil
Without additive Slurry-type
additive (R = 1)
Organometallic
additive
Total fuel oil consumption [t/year] 510,369.4 519,576.8 512,509.5
Cost of fuel oil and fuel oil plus additives [$/year] 63,796,175 62,709,802 61,110,019
Cost of fuel oil overconsumptions
Due to soot blowing [$/year] – 90,093 –
Due to thermal cleaning [$/year] – 52,800 –
Due to power limitation [$/year] – 38,666 –
Due to stops by fouling [$/year] – 187,655 –
Total costs [$/year] 63,796,175 63,079,096 61,110,019
Savings with respect to regular fuel oil [$/year] – 690,079 2,686,156
J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 103
slurry-type additive has been used. Again, the major savings are achieved when using the
organometallic additive, with a total $2,686,156 with respect to the regular fuel oil. It
should be pointed out that when the organometallic additive was added to the low-quality
heavy fuel oil, there is absolutely no problem of power limitation due to fouling. For this
additive, no modification to the cleaning schedule used for the regular fuel oil has been
considered. For this reason, no fuel oil overconsumption has been included in the analysis
for this type of additive.
4. Conclusions
An experimental measurement campaign has been performed in a power plant to analyze
fouling growth and to evaluate the incidence of slag corrosion as a function of fuel oil
characteristics and the main operational conditions. Negative corrosion effects and degra-
dation in the combustion processes caused by the use of low-quality residual oil as fuel in a
high-capacity steam boiler can be reduced and eliminated with the use of a suitable additive.
The chemical treatment of heavy fuel oil with a magnesium oxide-based slurry additive
shortens the cleaning period frequency. When a low ratio of Mg/V (R = 0.5) was fixed to
the Mg oxide-based slurry added to the liquid petroleum, the required modification of
deposits was not achieved. Fouling can be reduced with a higher Mg/V ratio (R = 1), but, in
this case, nonreacted Mg is deposited on the heat transfer surfaces, producing hard
deposits that are very difficult to remove. In this situation, a high heat radiation has been
observed, causing an increase on the pipe metal temperature and requiring a higher
tempering water flow to maintain the superheated steam temperature in the design level.
The best results have been obtained when an organometallic-type additive was used in
tests. For this experimental condition, the expected chemical modification of the slag has
been reached, raising the melting temperature of the deposits and reducing the fouling of
the heat transfer surfaces, as well. Despite the good results obtained for the organometallic
additive, the presence of some low melting point compounds detected by X-ray diffraction
and corroborated by differential thermal analysis is an indication of the deficit of
magnesium in the dosage of additive used in the treatment.

J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105104
A techno-economical analysis has been performed in order to evaluate the costs and
savings when a low-quality fuel oil is used. The study demonstrated that the use of heavy
fuel oil is economically justified if it is suitably treated with an additive to prevent
corrosion and limit fouling growth. In this case, appreciable savings have been obtained
for both a slurry-type additive with a Mg/V ratio R = 1 and an organometallic additive.
Again, the best results have been achieved when the organometallic additive was used,
saving $2,686,156/year with respect to the costs when a regular fuel oil is considered.
Nomenclature
B Total fuel oil consumption [t/year]
bsb Fuel oil consumption per soot blowing [t/blowing]
btc Fuel oil consumption per thermal cleaning [t/cleaning]
dsb Days per year of soot blowing [days/year]
dtc Days per year of thermal cleaning [day/cleaning]
Dfi Increase in specific fuel oil index consumption [t/GW h]
Dpl Increase in specific fuel oil index due to power limitation [t/GW h]
GAdd Additive consumption [l/year]
NEpl Nonproduced energy due to power limitation [GW h/year]
NEsb Nonproduced energy due to stops by fouling [GW h/year]
nsb Number of steam blow per day [blowing/day]
ntc Number of thermal cleaning per day [cleaning/day]
q1 Cost of fuel oil overconsumption due to soot blowing [$/year]
q2 Cost of fuel oil overconsumption due to thermal cleaning [$/year]
q3 Cost of fuel oil overconsumption due to power limitation [$/year]
q4 Cost of fuel oil overconsumption due to stops of the boiler by fouling [$/year]
Q Total cost of fuel oil overconsumption [$/year]
PAdd Unitary additive cost [$/l]
Pfo Unitary fuel oil cost [$/t]
Pgo Unitary gas oil cost [$/t]
R Magnesium-to-vanadium ratio
Rfa Fuel oil-to-additive ratio [t/l]
Z Total cost of fuel oil and additive used for steam generation [$/year]
Acknowledgements
Authors want to acknowledge the help of engineers and operators of the electric power
industry and, specially, the help of Nancy Rodriguez in the laboratory analysis.
References
[1] EIA, International Energy Outlook 2000, Energy Information Administration, US Department of Energy,
Washington, 2000.
[2] A. Lewis, Deposits from the Continuos Combustion of Fuel Oils, Proceedings of the Fourth World Petro-
leum Congress, Section VID, Reprint 2, 1955.

J. Barroso et al. / Fuel Processing Technology 86 (2004) 89–105 105
[3] N. Otsuka, Effects of fuel impurities on the fireside corrosion of boilers tubes in advanced power generating
systems—a thermodynamics calculation of deposits chemistry, Corros. Sci. 44 (2002) 265–283.
[4] H.P. Michelsen, F. Frandsen, K. Dam-Johanse, O.H. Larsen, Deposition and high temperature corrosion in a
10 MW straw fired boiler, Fuel Process. Technol. 54 (1998) 95–108.
[5] G.K. Lee, Control of oil ash deposits and pollution abatement by an additive, Fuel Soc. J. 20 (1969) 8–17.
[6] N.D. Tomashov (Ed.), Theory of Corrosion and Protection of Metals, Revolucionaria, La Havana, 1979.
[7] G. Richard, Instabilities and Incompatibilities of Fuel Oils, SMTL Internal Report, Bycosin R&D Group,
1998, Sweden.
[8] J.C. O’Brien, Practical experience with the application of a magnesium oxide suspension to a 250 MW oil
fired boiler, J. Inst. Energy (1982 September) 115–127.
[9] L.K. Rendle, R.D. Wildson, G. Whittingham, Fired Side Corrosion in Oil-Fired Boilers, British Petroleum,
London, England.
[10] H. Reidick, R. Reifenhausex, Catalytic SO3, formation and function of boiler fouling, Combustion, 1980.
[11] J.B. Kitto, S.C. Stultz, C.H. Rahn, Steam, Its Generation and Use, 40th ed., The Babcock and Wilcox Co.,
1992.
[12] R.B. Doley, R.M. Chancenski, J. Woulfe, A. Caineire, F. Zem, Fires Deposits Characterization and
Back-End Corrosivity Study Lennox G-S, Ontario Hydro, Central Generation Service, Report No.
09162-3, July 1977.
[13] H.H. Krause, Action of Fuel Oil Additives Containing Mg and Mn on Superheaters Surfaces, Battelle
Columbus Laboratories, Colombus, 1985.