bases para la implementación de un control automático en...
TRANSCRIPT

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
Bases para la implementación de un control automático en un Sistema Flexible de Fabricación Híbrido
A. Sanz Lobera(1), G.Angulo, J.Ureña, I.González-Requena
(1) Departamento de Materiales y Producción Aeroespacial. ETSI Aeronáuticos. Universidad Politécnica de Madrid. Pz Cardenal Cisneros 3, 28040 Madrid, Spain. [email protected]
RESUMEN
Este trabajo describe las principales bases metodológicas que permiten integrar elementos basados en Realidad Virtual dentro de un Sistema Flexible de Fabricación (SFF) ya existente, para constituir un sistema “híbrido” en el que coexistan elementos reales y virtuales. La metodología toma como punto de partida los elementos de un SFF implantado en la Escuela Técnica Superior de Ingenieros Aeronáuticos, pero puede ser extrapolada a cualquier otro SFF, por lo que se trata de una herramienta de gran utilidad para la creación laboratorios virtuales de procesos de fabricación o para la ampliación y el análisis del comportamiento de sistemas ya implantados. Para ello, los equipos virtuales deben ser capaces de reproducir el comportamiento de sus homónimos reales de la forma más aproximada que sea posible, no solo en la parte puramente mecánica, sino también en lo referente a la lógica de control y de operación.
Palabras clave: SFF; Realidad virtual; Sistemas híbridos
ABSTRACT
This paper describes the main methodological bases to incorporate virtual elements in an existing Flexible Manufacturing System (FMS). This procedure allows building a hybrid system where virtual and real elements co-exist. Present work takes as starting point an existing FMS which is nowadays implanted in the Aerospace Engineering School (ETSIA). Nevertheless, the scope goes far beyond and can be extrapolated to any other FMS, so this is a very useful tool to create virtual laboratories for manufacturing or to expand and analyze the behavior of already existing systems. Virtual devices must reproduce the behavior of their real-homonymous elements so much as it was possible. This includes not only a mechanical way, but also a behavioral way.
Keywords: FMS; Virtual Reality; Hybrid systems
1. Introducción
Un Sistema Flexible de Fabricación (SFF) es un sistema formado por dos o más estaciones de trabajo interconectadas entre sí mediante un sistema automático de logística y todo ello bajo el control de un ordenador. La flexibilidad del sistema le permite reaccionar en el caso de que se produzcan cambios, ya sean previstos o imprevistos adaptando su funcionamiento a los nuevos condicionantes. Esta flexibilidad es la que hace que sean especialmente adecuados para la fabricación de pequeños lotes, por lo que resultan idóneos para su utilización en los laboratorios universitarios.
Los SFF comenzaron su andadura industrial en la década de los 80 aunque los primeros desarrollos se remontan a finales de los años 60 [1,2]. El interés de los SFF desde el punto de vista de la ingeniería de los procesos de fabricación es incuestionable como pone de manifiesto el número trabajos científicos relacionados con ellos recopilados en la Figura 1. El auge experimentado por los SFF en sus comienzos se ha mantenido estable como consecuencia de las fuertes inversiones requeridas para su implementación que, por lo general, no están al alcance de las pequeña y medianas empresas. Puede observarse como se produce un ligero descenso en el número de publicaciones a finales de los años 90, manteniéndose desde entonces un ritmo bastante estable en los trabajos publicados que incluyen en su título el término SFF. Llama la atención el gran auge experimentado en el año 2011 por trabajos que, si bien no están directamente dirigidos al estudio de los SFF, al menos los mencionan en sus contenidos.

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
La Célula Flexible de Fabricación de la ETSIA (CFF-ETSIA) es un SFF orientado hacia la docencia y la investigación que posibilita el acceso de los alumnos a las tecnologías implicadas en un SFF y les ofrece la posibilidad de realizar diferentes pruebas conducentes a la comprobación del potencial de este tipo de sistemas. A pesar de su tamaño, cuenta con todos los elementos que caracterizan un SFF.
Figura 1. Trabajos científicos publicados en relación a los SFF
La implantación original de la CFF-ETSIA data del año 1995, siendo el principal objetivo de este trabajo revisar el sistema de control y comunicaciones existente entre los diferentes elementos conectados a la célula, y proponer una actualización del mismo usando tecnologías más recientes que permita la incorporación de nuevos equipos al sistema con una estructura modular. Dado que el crecimiento mediante nuevos equipos supone una inversión considerable, se propone también el concepto de SFF híbrido, consistente en un sistema en el que coexisten elementos reales y elementos virtuales creados mediante aplicaciones de realidad virtual. De esta manera, se puede realizar todo tipo de pruebas en un entorno virtual antes de incluir un cambio en el entorno físico, con el ahorro de costes y de tiempo que esto significa. Teniendo en cuenta que el ámbito de uso de la CFF-ETSIA es el universitario, esta funcionalidad se vuelve todavía más interesante, ya que los alumnos pueden tener acceso a un entorno virtual donde realizar todo tipo de pruebas minimizando los riesgos de accidentes y sus consecuencias.
2. Elementos de la CFF-ETSIA
Los principales elementos integrantes de la CFF-ETSIA se describen en la Tabla 1. Únicamente se comentan los elementos más relevantes, pudiendo consultarse otras referencias para un conocimiento más detallado de los mismos [3].
Tabla 1. Elementos de la CFF-ETSIA Nombre Imagen Descripción
Torno
Compact 6
Es un torno paralelo de bancada inclinada diseñado para fabricar piezas con un diámetro máximo de 90mm y una longitud máxima de 160mm. Las acciones de control externas se realizan mediante los pines de entrada/salida de una controladora Scorbot (C1).
Fresadora
VMC-100
Es una fresadora vertical, pensada para la realización de piezas pequeñas, hasta 185x95x200mm. Las acciones de control externas se realizan mediante los pines de entrada/salida de una controladora Scorbot (C1).
Controladoras Scorbot (C1 y C2)
Contiene los comandos y programas ACL (Advanced Control Language) que permiten controlar a los robots. A su vez, las máquinas-herramienta se conectan a ella a través de los pines de entrada/salida. La controladora es manejada desde un ordenador vía RS232.

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
Scorbot ER-VII
Es un robot vertical articulado cuya misión es suministrar piezas a las estaciones de trabajo y a la cinta de transporte. El robot está montado sobre una base corredera lineal, lo cual permite que el robot acceda a ambas Máquinas-Herramienta. Este robot esta manejado por una controladora Scorbot (C1)
Scorbot ER-V
Es un robot vertical articulado cuya misión es suministrar piezas a la cinta de transporte, reubicar las piezas una vez finalizadas y alimentar la estación automática de medida. Este robot esta manejado por una controladora Scorbot (C2)
Ordenadores maestro y Dedicado
Cada ordenador se comunica con una controladora Scorbot mediante RS232. A través de esta comunicación, un ordenador puede ejecutar comandos ACL (robots) o activar/desactivar los pines de salida para ejecutar acciones de control externas en las máquinas-herramienta.
Nótese que se ha mencionado la presencia de una cinta transportadora y una base lineal. A efectos prácticos se consideran como un eje adicional del robot Scorbot ER-V y ER-VII respectivamente. En el esquema de la Figura 2 se resume la configuración de partida de la CFF-ETSIA.
Figura 2. Esquema de la CFF-ETSIA
3. Diseño del nuevo sistema de control
A lo largo de este apartado se va a presentar y desarrollar una reestructuración del sistema de control de la CFF-ETSIA, con la idea de conseguir una mayor sencillez y modularización y permitir la introducción de elementos virtuales en el sistema tal y como se describe más adelante. La nueva configuración permite que en caso de aparecer algún fallo o mal funcionamiento, éste sea más fácil de aislar y corregir. El desarrollo planteado permite la incorporación de diferentes algoritmos de control recogidos en la bibliografía tales como los propuestos por [4-6].
Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
3.1 Planteamiento General
La nueva configuración propuesta en este trabajo consiste en asignar un ordenador a cada uno de los elementos del sistema. De esta forma se consigue un control modular de la célula y el establecimiento de una jerarquía bien definida. Con este planteamiento, el ordenador asignado a cada máquina-herramienta es el único encargado de interaccionar con la misma, controlando todas las operaciones de carga y descarga de programas, ejecución de órdenes directas y gestión de posibles alarmas.
La comunicación entre los ordenadores y el elemento del sistema al que va a controlar se realiza a través de unas nuevas controladoras Input/Output del fabricante HW-Group [7] que incorporan la posibilidad de comunicación mediante el protocolo TCP/IP.
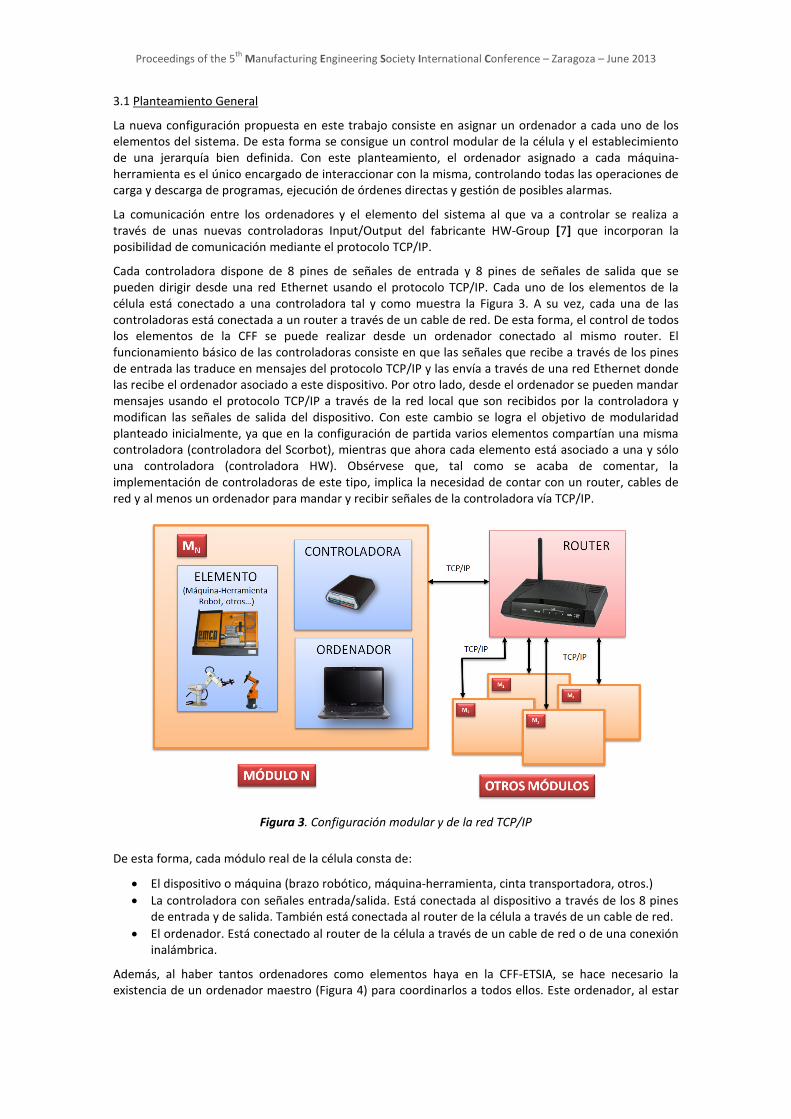
Cada controladora dispone de 8 pines de señales de entrada y 8 pines de señales de salida que se pueden dirigir desde una red Ethernet usando el protocolo TCP/IP. Cada uno de los elementos de la célula está conectado a una controladora tal y como muestra la Figura 3. A su vez, cada una de las controladoras está conectada a un router a través de un cable de red. De esta forma, el control de todos los elementos de la CFF se puede realizar desde un ordenador conectado al mismo router. El funcionamiento básico de las controladoras consiste en que las señales que recibe a través de los pines de entrada las traduce en mensajes del protocolo TCP/IP y las envía a través de una red Ethernet donde las recibe el ordenador asociado a este dispositivo. Por otro lado, desde el ordenador se pueden mandar mensajes usando el protocolo TCP/IP a través de la red local que son recibidos por la controladora y modifican las señales de salida del dispositivo. Con este cambio se logra el objetivo de modularidad planteado inicialmente, ya que en la configuración de partida varios elementos compartían una misma controladora (controladora del Scorbot), mientras que ahora cada elemento está asociado a una y sólo una controladora (controladora HW). Obsérvese que, tal como se acaba de comentar, la implementación de controladoras de este tipo, implica la necesidad de contar con un router, cables de red y al menos un ordenador para mandar y recibir señales de la controladora vía TCP/IP.
Figura 3. Configuración modular y de la red TCP/IP
De esta forma, cada módulo real de la célula consta de:
• El dispositivo o máquina (brazo robótico, máquina-herramienta, cinta transportadora, otros.) • La controladora con señales entrada/salida. Está conectada al dispositivo a través de los 8 pines
de entrada y de salida. También está conectada al router de la célula a través de un cable de red. • El ordenador. Está conectado al router de la célula a través de un cable de red o de una conexión
inalámbrica.
Además, al haber tantos ordenadores como elementos haya en la CFF-ETSIA, se hace necesario la existencia de un ordenador maestro (Figura 4) para coordinarlos a todos ellos. Este ordenador, al estar

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
en la misma red que el resto, también debe estar conectado al router para poder comunicarse con cada uno de los módulos.
Figura 4. Configuración propuesta de sistema de control
3.2 Sistema Híbrido
El término “híbrido” hace referencia a todo aquello que es producto de elementos de distinta naturaleza [8]. En este caso, la diferenciación de las naturalezas generadoras de la “hibridación” considera elementos reales (basados en una realidad física) y elementos virtuales (basados en realidad virtual) y produce una utilización combinada de ambos. La utilización de la Realidad Virtual en la simulación del comportamiento de equipos se viene utilizando desde hace ya tiempo [9][10] siendo sus principales ventajas de tipo económico y de reducción de riesgos. La Realidad Aumentada, también combina elementos reales y virtuales, pero, a diferencia del planteamiento seguido en el presente trabajo, dichos elementos desarrollan actuaciones de diferente naturaleza (además de la diferencia de naturaleza real-virtual) es decir, son elementos cuyo comportamiento está claramente diferenciado.
La modularidad planteada para el control de la CFF-ETSIA permite configurarla de forma que coexistan elementos virtuales y elementos reales dentro del sistema. En este caso, a diferencia de la realidad aumentada previamente mencionada, una máquina-herramienta real y una máquina-herramienta virtual desarrollarán las mismas actuaciones y necesitarán el mismo flujo de control y de información independientemente de su naturaleza real ó virtual. Este hecho puede ser muy útil a la hora de analizar el comportamiento del sistema en la implementación de un nuevo elemento dentro del mismo. Usando el elemento virtual, se podrá conocer su comportamiento con la nueva configuración, ver cómo afecta al resto de elementos, y determinar de una manera experimental la modificación de parámetros de proceso tales como el tiempo de producción, o niveles de ocupación de las máquinas todo ello antes de haber adquirido previamente el elemento real.
El resultado de aplicar este planteamiento en la CFF-ETSIA queda reflejado en la Figura 4. Tal como se puede observar, los elementos virtuales y los elementos reales se encuentran al mismo nivel de jerarquía y se comportan de manera idéntica, enviando y recibiendo señales al ordenador maestro, encargado de la distribución de tareas en el sistema. Se podría decir que el ordenador maestro no necesita saber si un elemento de la célula es real o virtual, ya que de cara al funcionamiento del conjunto no existe ninguna diferencia para él. Por supuesto, el programa de control de cada módulo sí que va a “saber” si es un elemento real o es un elemento virtual, ya en el primero de los casos mandará y recibirá señales a la controladora correspondiente, mientras que en el segundo ejecutará ciertas rutinas en el propio programa de control y devolverá las señales correspondientes al ordenador maestro.

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
3.3 Ampliación del modelo
En el futuro habrá que hacer ligeras modificaciones a la configuración planteada, con objeto de tener en cuenta la naturaleza de las acciones desarrolladas por cada elemento. Por ejemplo, para que un robot pueda ejecutar un movimiento o programa de actuación, obligatoriamente necesita su propia controladora de desplazamientos, por lo que habrá que intercalar ésta en el esquema propuesto. Sin embargo, pese a esta modificación, la controladora incorporada en cada módulo (controladora HW) no debe desaparecer ya que resulta necesaria para que el ordenador de cada elemento pueda conocer los estados de una forma rápida y eficiente. Este trabajo únicamente se ha desarrollado hasta el nivel correspondiente a la controladora (virtual y real) dejando para futuros desarrollos la implementación de los nuevos elementos.
4. Software y elementos virtuales
En el nuevo esquema de control se requiere tres tipos diferentes de ordenadores, o más exactamente, de tres tipos diferentes de programas de software necesarios para el funcionamiento del ordenador maestro, de cada elemento real y de cada elemento virtual. Para poder llegar a configurar la red, ha sido necesario crear un software adicional que efectúe las tareas del servidor de red. Dicho software puede estar alojado en cualquiera de los ordenadores de control o en uno no vinculado a ningún elemento y conectado a la red.
4.1 Software del ordenador maestro
Este programa no necesita mandar ni recibir señales de ningún controlador, sino que recibe señales de cada uno de los ordenadores de la célula. Es el encargado de dirigir la secuencia de operaciones de toda la célula: por ejemplo, cuando este ordenador recibe la señal de que una máquina-herramienta ha terminado de mecanizar una pieza y de que la puerta está abierta, manda una señal al brazo robótico correspondiente para que recoja la pieza y la lleve a la siguiente ubicación. El interfaz de usuario de este programa es un menú desplegable desde en el que se dispone de una lista con todos los ordenadores de control conectados al sistema. Cuando se selecciona uno de ellos es posible visualizar la representación virtual del elemento asociado.
4.2 Software de un elemento real
Este programa es el encargado de recibir las señales desde el ordenador maestro y transmitirlas a la controladora correspondiente, para que a su vez accione el elemento al que esté conectado. También recibe las señales procedentes del elemento a través de la controladora y manda la correspondiente señal al ordenador maestro. La interfaz gráfica de este programa, representada en la figura 5, consiste en un panel en el que aparecen, además de los datos identificativos del elemento, el estado actual de cada uno de los pines de entrada y salida de la controladora HW correspondiente, así como una representación del elemento controlado y de la propia controladora.
Figura 5. Interfaz del software asociado a un elemento real

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
La representación del elemento y de la controladora no es estrictamente necesaria para el funcionamiento del programa ya que ambos son elementos reales y por lo tanto existen físicamente en el sistema. Se incluyen en la interfaz únicamente por cuestiones de uniformidad con el resto de elementos del sistema y para facilitar la presentación de resultados. El estado de las señales de entrada y salida no se puede modificar interactuando con el modelo, ya que sus valores se corresponden con los estados reales del elemento correspondiente y se obtienen a partir de las señales enviadas por el ordenador maestro y por el elemento a la controladora.
4.3 Software de un elemento virtual
Este programa, cuya interfaz aparece representada en la Figura 6, es bastante similar en apariencia al interfaz del elemento real descrito en el apartado anterior, aunque internamente su estructura y funcionamiento difieren sustancialmente.
Figura 6. Interfaz del software asociado a un elemento virtual
En este caso no existe elemento real asociado por lo que el programa recibe las señales desde el ordenador maestro, ejecuta una serie de rutinas internas que simulan el funcionamiento del elemento virtual, y son estas rutinas las que devuelven las señales que se envían al ordenador maestro. En la interfaz gráfica aparecen los pines de entrada y salida del elemento virtual así como un panel con la representación 3D de dicho elemento. En el panel 3D, el elemento virtual se debe comportar igual que lo haría un elemento real recibiendo y enviando las mismas señales de control que recibiría y enviaría dicho elemento. En este caso, el panel 3D sí es interactivo, y es posible interaccionar con el elemento virtual de una forma natural e intuitiva.
4.4 Creación de elementos virtuales
Tal y como se ha indicado, los elementos virtuales son la representación basada en realidad virtual elementos reales. En el presente trabajo se ha establecido la interfaz de comunicación de dichos elementos con el control de la CFF-ETSIA. Esto significa que el nivel de detalle del modelo y la configuración interna del mismo son independientes de su integración en la CFF siempre y cuando se cumplan los requisitos de conexión establecidos en base a una controladora con señales I/O. De una manera general la creación de los elementos virtuales parte de la creación de los modelos 3D con la ayuda de un programa de modelado en 3 dimensiones. Los modelos creados se ensamblan y se exportan al entorno de desarrollo virtual. En los ejemplos mostrados en el presente trabajo se ha utilizado el entorno Virtools [11]. Virtools permite la programación de rutinas y del comportamiento de los elementos virtuales mediante un sistema intuitivo de scripts y diagramas de flujo basados en la utilización de bloques (building blocks) con un formato similar al que aparece en la Figura 7.

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
Figura 7 Diagramas de flujo y scripts en Virtools
5. Conclusiones
El planteamiento presentado en este trabajo ha posibilitado la implementación en la CFF-ETSIA de un nuevo sistema de control modular y flexible que permite incorporar nuevas tecnologías de comunicación y simulación más actuales que las originalmente implementadas. El hecho de usar las controladoras basadas en protocolo TCP/IP permite controlar todas las señales de entrada y salida de cualquier elemento del sistema a través del programa de control desarrollado para el ordenador maestro y añade todas las ventajas de un potente lenguaje de programación orientado a objetos al sistema de control de la célula.
El concepto de sistema híbrido, en el que se funcionan conjuntamente máquinas y dispositivos reales y virtuales bajo un mismo control es novedoso y resulta extremadamente útil para un sistema en el que la orientación hacia la enseñanza y el aprendizaje es un factor importante, como es el caso de la CFF-ETSIA. La creación de nuevos modelos virtuales permitirá recrear sistemas mucho más complicados del existente en la actualidad con un coste reducido. De esta forma se posibilita el análisis de nuevas configuraciones y el estudio de su comportamiento ante diferentes requerimientos productivos. Todo ello permite conocer las ventajas e inconvenientes de una ampliación o reestructuración del sistema sin tener que adquirir ningún elemento previamente.
6. Referencias
[1] Williamson T (1967) System 24. A new concept of manufacture Proc 8th Int Mach Tools Des & Res (MTDR) Conf, Pergamon Press, London, 327-376.
[2] Broscheer, BC (1968) NC linked-line goes to work, Metalworking Production, 41-47.
[3] Pérez Acal A, Sanz Lobera A (2007) Virtual Reality Simulation Applied to a Numerical Control Milling Machine, Int J on Interactive Design and Manufacturing 3(1):145-154.
[4] Yasuda G (2011) “Model Based Design and Implementation of Hierarchical and Distributed Control for Robotic Flexible Manufacturing Cells using Petri Nets”, Adv Mats Res, vol 211-212. pp 856-860.
[5] Prakash A, Tiwari MK, Shankar R (2008) “Optimal job sequence determination and operation machine allocation in flexible manufacturing systems: an approach using adaptive hierarchical ant colony algorithm” J Intell Manuf 19 (2):161-173.
[6] Lu MS, Liu YJ (2011) “Dynamic dispatching for a flexible manufacturing system based on fuzzy logic” Int J Adv Manuf Tech 54 (9-12):1057-1065.
[7] HW Group (2013) http://www.hw-group.com
[8] DRAE (2001) Diccionario de la lengua española, Vigésima segunda edición, Real Academia Española.
[9] Rubio Alvir, EM, Sanz Lobera, A, Sebastián Pérez, MA (2005) Virtual Reality Applications for the Next Generation Manufacturing, Int J of Computer Integrated Manufacturing 7(18) 601-609.
[10] Sanz Lobera A, Rubio Alvir EM, Martínez Murillo C, Sebastián Pérez MA (2006) Manufacturing Processes Analysis by Virtual Reality,Materials Science Forum, vol 526 , p139-144.
[11] 3DVIA Virtools - Dassault Systemes (2013) www.virtools.com