bases des proprietes physico-chimiques des plastiques
TRANSCRIPT

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 1
INTRODUCTION
L’industrie des matières plastiques occupe aujourd’hui une place de choix dans le
développement industriel. Les matières plastiques ont connu un essor dans ces dernières
années avec une consommation mondiale qui avoisine les 15 millions de T. Trois propriétés
essentielles ont valu cette importance. Il s’agit de l’élasticité, la résistance aux chocs qui
permet d’amortir la vibration et le bruit et la déformabilité qui est la qualité la plus apprécier.
Plusieurs domaines sont concernés par ses utilisations, en partant du domaine des
bâtiments et de la tuyauterie, au domaine des moteurs, des clapets et des détendeurs.
L’application, la plus connue des matières plastiques est le pneumatique pour les avions, les
camions, les tracteurs. Ses matières sont devenues incontournables, du fait de leurs propriétés
et de leurs applications. Pour une connaissance du domaine des plastiques, il nous a été
soumis le thème intitulé : « Bases des propriétés, des applications et du contrôle des
plastiques d’après leur composition et leur structure ».
Pour un meilleur développement de notre travail, nous le traiterons comme suit : nous
donnerons d’abord des généralités sur la plasturgie et les matières plastiques ; ensuite, nous
aborderons la composition et la structure tout en faisant ressortir les propriétés et les
applications ; enfin nous terminerons par le contrôle des matières plastiques.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 2

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 3
I - Plasturgie
La plasturgie désigne l'ensemble de l’industrie de la transformation des matières
plastiques en produits finis ou semi-finis.
La plasturgie est une industrie relativement neuve si on la compare aux autres industries telles
que la sidérurgie.
Tout a commencé en 1870 suite à un concours visant à remplacer l'ivoire, de plus en plus
cher, des boules de billard. Ce sont les frères Hyatt qui en utilisant le nitrate de cellulose ont
contribué à la naissance de la plasturgie1.
Dès 1930, les laboratoires américains et allemands commencent à créer de nouvelles matières
telles que le polyméthacrylate de méthyle (PMMA ou plexiglas en 1928),
le polycarbonate (PC en 1953), etc.
La grande adaptabilité (légèreté, solidité, déformabilité, facilité de nettoyage) des matières
plastiques dans de nombreux domaines a contribué au développement de cette industrie dans
la seconde moitié du XXe siècle. Celle-ci s'est appuyée initialement sur l'exploitation des
produits dérivés du pétrole. Actuellement, la recherche et le développement dans cette
branche se tournent vers d'autres sources de matière première comme le maïs ou le colza. Des
recherches sont développées également en direction d'un meilleur respect de l'environnement
(biodégradabilité).
II - Matières Plastiques
Une matière plastique ou en langage courant un plastique est un mélange contenant
une matière de base (un polymère) qui est susceptible d'être moulé, façonné, en général à
chaud et sous pression, afin de conduire à un semi-produit ou à un objet.
Le mot « plastique » dérive du latin plasticus, , « relatif au modelage »), dérivé du verbe
plássein, « mouler, former » dont dérive aussi le mot plasma.
Les matières plastiques couvrent une gamme très étendue de matériaux polymères
synthétiques ou artificiels. On peut observer aujourd'hui sur un même matériau des propriétés
qui n'avaient jamais auparavant été réunies, par exemple la transparence et la résistance aux
chocs.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 4
Au XVIe siècle : Christophe Colomb rapporte des plants de caoutchouc appelé ca-hu-chu par
les Indiens.
1736 : Le naturaliste français Charles Marie de La Condamine découvre les propriétés du
caoutchouc naturel au Pérou.
1838 : Henri Regnault synthétise du PVC, sans suite.
1839 : Charles Goodyear invente le procédé de vulcanisation (du caoutchouc par le soufre).
1869 : Les frères Hyatt inventent le celluloïd ou nitrate de cellulose (par mélange de cellulose
du bois à chaud avec du camphre) suite à un embargo de boules de billard en ivoire pendant la
guerre de Sécession aux États-Unis d'Amérique ; mais ces ' ersatz ', de faible qualité, furent
remplacés dès 1890 par des boules en galalithe.
1880 : invention du polychlorure de vinyle (PVC).
1889 : un chimiste français, Jean-Jacques Trillat, travaillant sur la caséine du lait réussit à la
durcir et obtient la galalithe ou «pierre de lait». Cette matière est plus dure que la corne, plus
brillante que l’os et plus soyeuse au toucher que l’ivoire. Bientôt toutes les boules de billard
seront en galalithe. Après-guerre, en 1918, commence la fabrication d'articles courants,
comme le bouton, le bijou fantaisie, le fume-cigarette ou encore le stylo.
1890 : Les Anglais Cross et Bewan découvrent la viscose en dissolvant de l’acétate de
cellulose dans du chloroforme.
1941 : la mélamine (qui fait partie de la grande famille des résines aminées dérivées de l'urée
et des cyanamides) par des compagnies telles que Ciba et Henkel mais sans véritable succès
commercial. Ses propriétés exceptionnelles de résistance à la chaleur, à la lumière, aux
produits chimiques, à l'abrasion et au feu expliquent son succès dans l'immédiat après-guerre.
Pour couvrir ses besoins, l’Allemagne, rapidement privée de ses ressources de latex naturel,
avait produit, durant la Première Guerre mondiale, le Buta, un ersatz plutôt médiocre de cette
substance. Ces recherches sur de nouvelles matières plastiques se poursuivirent au cours de la
Seconde Guerre mondiale et, en 1945, la production de caoutchouc synthétique, (néo-buta),
s'élevait à 1 million de tonnes...
A partir de la libération, l'élan scientifique et technologique insufflé à l’industrie par la guerre
se poursuivit et de nouvelles matières furent synthétisées : nouvelles polyamides,

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 5
polycarbonates, acétals, résines époxyde en 1947. Puis les découvertes de nouvelles matières
se firent plus rares :
1953 : le polyéthylène haute densité par le chimiste allemand Karl Ziegler.
en 1954 : un an plus tard, le polypropène était mis au point par le chimiste italien Giulio
Natta. Ces deux scientifiques se partagèrent en 1963 le prix Nobel de chimie grâce à leurs
études sur les polymères. Ces deux dernières matières plastiques, le polyéthylène et le
polypropène, étaient les plus produites en l'an 2000.
Dans les années 1990 naissent 2 matières importantes :
L’ABS plus résistant et plus brillant tend peu à peu à remplacer la mélamine.
L’ABS, plastique noble (comme le nylon) doit son succès aux excellentes propriétés
provenant de l'alliance « résine + élastomère » qui donne une matière brillante, esthétique, très
résistante aux rayures, facile à nettoyer. Elle est très utilisée dans les salles de bains et
l'industrie.
Le Kevlar est un polyamide très résistant :
- Aux chocs (gilet pare-balles et vitre pare-balles, couche anti-perçage)
- au feu : casques et vestes des sapeurs-pompiers, gants de cuisine, etc. Il faut avouer que son
grand succès en ce domaine est aussi dû à l'interdiction de l’amiante.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 6

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 7
I - Composition générale
Un plastique comporte toujours une résine, et en règle générale un lubrifiant, parfois
aussi une charge granulaire ou un support stratifié (papier, tissu) ou feutré (fibres de sisal, de
verre) parfois enfin un plastifiant.
Dans la résine, les adjuvants mineurs (0 à 3 %) sont lubrifiant en général, colorant
fréquemment, catalyseur traces et stabilisant parfois.
Les adjuvants majeurs (charge ou support minéral ou végétal) vont de 0 à 95 %
thermodurcissable en général, 0 à 40 % thermoplastes en général et les plastifiants de 0 à 50
% thermoplastes en général. La composition générale est donc :
la résine de base.
les adjuvants et additifs
plastifiants : en général liquides ou visqueux, permettent de rendre la résine souple et
élastique.
lubrifiants : facilitent le moulage.
pigments : donnent la couleur du plastique.
stabilisants : retardent la transformation du plastique, résistance aux ultraviolets (sels
métalliques de plomb, étain, baryum, sodium, etc).
charges ou renforts : diminuent le coût, augmentent la résistance mécanique (marques
kevlar et téflon).
o charges minérales : carbonate de calcium, talc , amiante , graphite , silice ,
fibre de verre , mica , etc.
o charges organiques : farine de bois , fibres naturelles ou synthétiques, etc.
antistatique : s'oppose aux dépôts de poussières en rendant le plastique conducteur en
surface.
fongicide : résistant aux micro-organismes, asepsie.
ignifugeant : retardant la propagation des flammes.
solvants : pour peintures (enduction).

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 8
II-STRUCTURE
II -1- Chaines principales de la résine
Ces chaines peuvent être linéaires (figure 1) et représentables par des traits parallèles,
quand les macromolécules de toutes tailles, jusqu'à 1 µ environ, sont orientées. Au contraire,
dans le cas des chaines multibranches (figure 2), les macromolécules perdent toute
individualité.
Figure 1 : chaines linéaires Figure 2 : multibranches
Les séquences d’atomes dont la valence doit être au moins égale à 2 (C et Si
tétravalents, P et N trivalents, O et S bivalents, etc…) sont très variables dans l’une ou l’autre
de ces différentes chaines, comme le montre le tableau ci-après, où l’on a indiqué seulement,
en général, la chaine du motif qui se répète n fois dans la macromolécule. Le tableau des
chaines principales se présentent comme suit :
Linéaires
Carbonée
Carbone + azote ou oxygène

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 9
Carbone + oxygène
silicium + oxygène
Multibranches
Carbonée (+ oxygène et parfois azote)
azote + carbone
Polyorganosiloxanes Alumoxanes

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 10
Polyènesters réticulés (styrène)
II -3- Eléments et groupes latéraux de la chaine
Ces constituants fixés latéralement sur la chaine principale jouent un rôle important
dans les propriétés en fonction de leurs dimensions, de leur électronégativité, de leur polarité.
Quelques valeurs en sont données ci-après, à titre d’exemple :
Distances (en angströms) entre les centres d’atomes identiques :
H—H( 0,70) ; N≡N (1,10) ; O=O (1,20) ; F—F (1,28) ; C= C (1,28) ; C—C (1,54) ; Cl—Cl
(1,98).
Elles marquent la croissance considérable dans cet ordre du volume des différents atomes.
II -2- Polarité des constituants des plastiques
Cette polarité joue un rôle évidemment considérable dans les propriétés diélectriques,
surtout dans un champ alternatif de haute fréquence. Elle intervient aussi dans les forces de
cohésion qui dépendent, en particulier, des dipôles. Quelques indications complémentaires des
précédentes sont données ci-après sur la polarité.
Comme résines apolaires, nous avons : Polyéthylène, Polystyrène, Polytétrafluoroéthylène.
Pour les plastifiants apolaires, il s’agit des paraffines.
II -3- Cristallinité et longueur des chaines
L’état cristallin est seulement possible dans le cas des polymères réguliers. Il joue un
rôle considérable dans la cohésion des résines, en raison principalement des attractions
latérales entre chaines, donc de leur longueur.
C’est pourquoi le polyéthylène de haute densité (d=0,94) est plus résistant en traction,
moins perméable aux gaz, moins attaquable par les solvants, que le polyéthylène ordinaire
(d=0,92) dont les chaines plus courtes, présentent de place en place des ramifications.
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 11

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 12
I -Macrostructure
C’est surtout la macrostructure, depuis le micron jusqu'à quelque millimètre, qu’il faut
considérer à propos des charges ou des supports, voire les pigments ou les stabilisants, quand
ces derniers, en raison de leurs insolubilité, sont susceptible de provoquer une certaines
hétérogénéité.
D’autre part, éventuellement, la graine d’orientation qui, dans l’injection à entrée
large, a une épaisseur décroissante, de l’ordre du millimètre, à partir de l’entrée crée une
macrostructure superficielle d’importance variable dans la solidité.
Eu égard à la nature, végétale par exemple, aux caractères géométriques du support ou
de la charge, on peut tenter de donner une cote arbitraire d’un maximum égal à 10 aux
propriétés mécaniques, thermiques, hygrométriques ou électriques qui se rattacha à la
macrostructure correspondante. La gaine d’orientation se compose des matériaux orientables
qui sont des matériaux injectés à basse température (polyéthylène 120 °C), des matériaux
moyennement orientables c'est-à-dire des matériaux dont les températures de fusion sont
environ 175 °C (polyundécanamide) et des matériaux peu orientables dont les températures de
fusion varient entre 200 à 260 °C (polyhexaméthylène adipamide).
II - Microstructure
II -1-Réseaux linéaires des thermoplastes
Les forces de cohésion ont principalement pour origine une attraction latérale entre
chaines dans le réseau : liaisons hydrogènes, dipôles, force de van der waals. Quand on
refroidit à partir de l’état fluide maximal, obtenu néanmoins en dessous de la température de
décomposition thermique, on peut distinguer, plus ou moins nettement, suivant la vitesse de
refroidissement et le nature cristallisable ou non des polymères, différent état : fluide, plasto-
élastique, rigide (Figure 3).
Polymères cristallisable ou polymères réguliers
Le mélange des polymères de toutes tailles, constituant un polymérisât ou un polycondensat,
est cristallisable quand il présente une périodicité régulière des éléments, tout le long de la
chaine.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 13
Il en est ainsi dans les 3 cas :
- La molécule du polymère à un plan de symétrie :
CH2=CH2 ethylene →….CH2CH2-CH2CH2…. polyéthylène.
- Les motifs formés par le monomère asymétrique se sont associés toujours dans le
même ordre : tête à queue-tête à queue.
Exemple :
Ce qui donne un polymère isostatique si les noyaux sont disposés avec régularité le long de la
chaine en extension.
- Les motifs AB résultant d’une polycondensation aAa + bBb se sont forcement
assemblés dans l’ordre AB AB en éliminant un résidu ab
Exemple : (aAa)diacide + (bBb)diamine AB AB AB + eau (ab)n Ou :
aAb amino-acide AB AB polyamide + eau
la chaine se dispose généralement en hélice qui represente l’arrangement le plus régulier dans
le cas, par exemple, du polystyrène isostatique de Natta où les noyaux benzéniques sont
alignés suivant 3 parallèles à l’axe, situées à 120° l’une de l’autre.
Figure 3 : Mouvement moléculaire

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 14
Température de plasto-élasticité = température minimale de formage. Température de
fluidité = température minimale de coulée, injection ou de boudinage.
Etat fluide
C’est un état liquide dans lequel le mouvement macro-brownien des macromolécules
indépendantes est caractérisé par des translations concomitantes aux rotations des segments
moléculaires. Chaque macromolécule tend à prendre une forme plus ou moins pelotonnée.
La température de fusion est celle à laquelle l’attraction entre macromolécules devient
nulle, ce qui permet le début de leur translation.
Etat plasto-élastique
C’est un état solide dans lequel les segments des macromolécules sont animés de
mouvement d’oscillations suivant leur axe et de rotation autour de ce dernier.
Une contrainte mécanique d’autant plus forte que l’on s’éloigne de la température de fusion,
permet d’aligner les molécules en les déroulant et de favoriser ainsi la cristallisation.
Figure 4 : polymère isostatique (Natta)

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 15
La température de plasto-élasticité est celle à partir de laquelle la mobilité des
segments des macromolécules permet sans rupture l’orientation de ces dernières, sous l’effet
d’une contrainte mécanique. Cette température est souvent appelée température du second
ordre, eu égard à la température de fusion qui est celle de transition du premier ordre. On
pourrait aussi l’appeler température de transition vitreuse, car si le refroidissement est rapide à
partir de l’état du fluide, la cristallinité est négligeable et l’on a donc un état amorphe ou
vitreux.
Comme les mouvements rotationnels des groupes (CH2) n et CONH par exemple, dans la
chaine d’un polyamide, ne s’arrêtent pas en même temps, il est parfois possible d’identifier
plusieurs températures de transition.
L’état plasto-élastique est bien entendu celui qui convient pour le formage à température
suffisamment éloignée de la température de plasto-élasticité, pour que la contrainte
mécanique à utiliser ne soit pas élevée.
Etat rigide
C’est l’état solide dans lequel la rotation des segments de la macromolécule s’est
arrêtée. Les possibilités de déformation du réseau sont alors très limitées (allongement % à la
rupture de l’ordre de 1 à 2 % par exemple).
Tableau 1:Tableau des températures de transition de quelques polymères cristallisables
Nom
Polyéthylène linéaire haut polymère (d= 0.96) hPE de haute
densité
-120° 127°
Polyéthylène téréphtalate (PET) 70° 250°
Poly hexaméthylène adipamide Pa6,6 -120°
-30°
252°
Polypropylène PP -20° 167°
Polystyrène isotactique (d= 1.08) PSi -10° 230°
Pour mémoire :
Polyéthylène ramifié moyen polymère (d=0.92) bPE de base
densité
-30° 105°
Polystyrène atactique (d=1.04) PSa 75°

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 16
Polymères non cristallisable ou polymères irréguliers
Contrairement au cas précèdent, les polymères non cristallisable ne présentent pas de
périodicité dans la position des éléments ou groupe d’éléments le long de ma chaine. Ils
résultent d’association suivant des alternances quelconques, de motifs fournis par un ou
plusieurs monomères ou de positions quelconques du motif fourni par un monomère.
Exemple 1 :
- Polystyrène atactique : il peut résulter d’associations queue-tête ou tête queue dans un
ordre tel que ;
Exemple 2 : copolymère polyvinyle chlorure acétate (chlorure = C, acétate =A) ;
CA AC CCC AAA CAC AAC …
Etat plasto-élastique
Les difficultés d’alignement provenant de l’irrégularité de la disposition de groupes
volumineux ou polaires expliquent le relèvement progressif de la température de plasto-
élasticité que montre le tableau suivant des polyvinyles dérivés de monomères CH2=CH X où
X représente le groupe latéral fixé sur la chaine principale.
C’est après la température de plasto-élasticité et surtout près de la température
caoutchoutique que l’on peut orienter les molécules et réaliser le formage comme dans le cas
des polymères réguliers.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 17
Etat caoutchoutique
C’est l’état dans lequel se manifestent les propriétés élastiques du même type que
celles du caoutchouc. Il ne se présente vraiment que dans les polymères irréguliers au-dessus
de la température dite caoutchoutique. Le module d’élasticité bien que très bas est
proportionnel à la température absolue T. Au contraire, dans l’état solide rigide ou plasto-
élastique, le module est sensiblement proportionnel à 1/T. Après la fusion, le polymère
régulier dont la viscosité est élevée doit être considéré à l’état fluide, puisqu’il s’écoule sous
son propre poids.
A titre d’exemple, les courbes (figure 5) obtenues à l’ultraviscoson montrent que d’une part,
la température de fusion d’un polymère régulier est définissable à 2 ou 3° près et, d’autre
part, l’étalement de la viscosité d’un polymère irrégulier.
Comparaison entre les états des polymères réguliers et irréguliers
Pour un même polymère, il est évident que les attractions donnent une cohésion plus forte
de l’état rigide que dans l’état plasto-élastique.
Mais d’autre part, les polymères réguliers ont au-dessus de qui se situe suivant le cas,
entre -120 et 70°c, une possibilité de cristallisation spontanée encore suffisante pour que,
Figure 5 : viscosité des polymères réguliers et irréguliers (courbe obtenue à l’utraviscoson).
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 18
même sans orientation provoquée, leur cohésion soit forte jusqu'à la température de fusion.
C’est ce que l’on constata, par exemple, dans le cas de polyéthylène ordinaire pour lequel
et Il en est autrement pour les polymères irréguliers courants, pour
lequel est de l’ordre de 50-60° et de de 90 à 100°c. C’est pourquoi leur viscosité au-
dessus de , bien que beaucoup plus élevée que celle des polymères réguliers au-dessus
de , s’abaisse sans transitions nette vers des viscosités du même ordre que celle des
polymères réguliers au-dessus de quand la température croit.
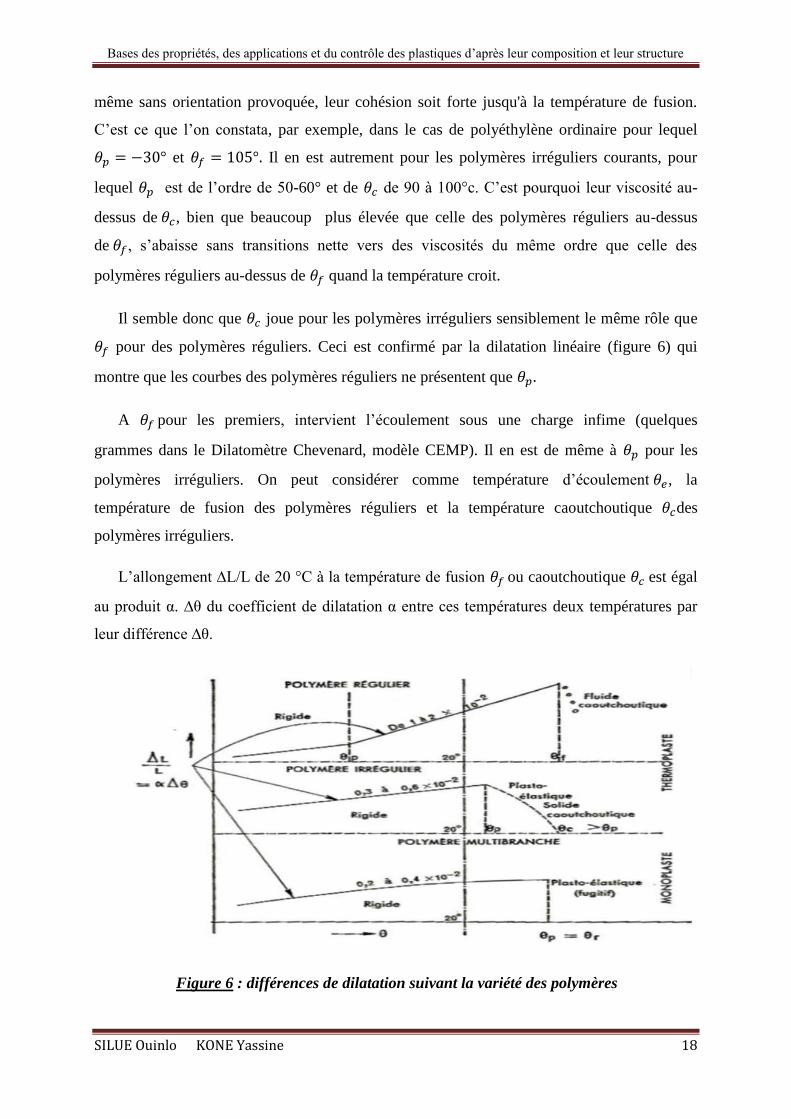
Il semble donc que joue pour les polymères irréguliers sensiblement le même rôle que
pour des polymères réguliers. Ceci est confirmé par la dilatation linéaire (figure 6) qui
montre que les courbes des polymères réguliers ne présentent que
A pour les premiers, intervient l’écoulement sous une charge infime (quelques
grammes dans le Dilatomètre Chevenard, modèle CEMP). Il en est de même à pour les
polymères irréguliers. On peut considérer comme température d’écoulement , la
température de fusion des polymères réguliers et la température caoutchoutique des
polymères irréguliers.
L’allongement ∆L/L de 20 °C à la température de fusion ou caoutchoutique est égal
au produit α. ∆θ du coefficient de dilatation α entre ces températures deux températures par
leur différence ∆θ.
Figure 6 : différences de dilatation suivant la variété des polymères

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 19
II -2- Réseau multibranche
II -2-1- Structure
C’est un réseau probablement constitué par une unité ou un petit nombre de
macromolécule(s) formant une super structure ayant des mailles telles que abcd entre des
ramifications anastomosées en A et en serrant des ramifications plus ou moins nombreuses.
Figure 7 : Réseau multibranche
II -2-2- Formation
En raison de la formation du réseau par la prolifération de branches indépendantes à
partir de centres de formation tels que M1 et M2, on est conduit à la notion de macromolécule
unique présentant cependant de très rares anastomoses (A). Cette macromolécule éventuelle
doit donc avoir de nombreux points faibles. En effet, ces anastomoses sont probablement
rarissimes dans le prépolymère de la poudre à mouler puisqu’il est fusible et soluble.
Leur nombre ne doit s’accroitre qu’assez faiblement pendant la cuisson qui s’opère au
cours du moulage.
La probabilité de rencontre de fonctions complémentaires (+ et -) portées par deux
rameaux en vis-à-vis parait assez faible : la mobilité de chacun d’eux étant limitée par son
point d’attache et le milieu étant très visqueux. D’autre part, il faut aussi que la distance entre
les extrémités des rameaux R1 et R2, portant ces fonctions, permettre la réaction. Si elle ne se
produit pas, une sorte de trou doit apparaitre dans la structure. En outre, des fonctions

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 20
identiques (+ +) ou (- -) peuvent se présenter en opposition, bien qu’elles n’aient pas de
possibilités réactionnelles. Enfin un rameau R3 peut buter sur la partie médiane d’un rameau
déjà formé. Le développement de R3 est alors freiné par empêchement spatial.
II -2-3- Caractéristiques
A priori, les réseaux multibranches n’ont qu’une mobilité d’ensemble limitée qui
intéresse seulement les rameaux libres, d’où la faiblesse de l’allongement à la rupture (qui est
de l’ordre de 1 à 2 %) à la suite d’un aplatissement provoqué par une traction ou une
compression.
Ces réseaux ne peuvent donc présenter, éventuellement, un état plasto-élastique que
dans un intervalle de température fort réduit et quand ils sont incomplètement formés.
Cet état se manifeste généralement à propos de la température e réfléchissement sous
charge, sous l’effet de la faible contrainte mise en jeu. Toutefois, il est noter que la rupture se
produit souvent aux cours de ces essais surtout dans le cas des formo-urées et es formo-
mélanines pour lesquelles la ramification est plus serrée qu’avec les formo-phénols.
C’est pourquoi il nous parait plus logique de considérer la température de
fléchissement sous charge, dans le cas des thermodurcissables, comme étant une température
de rupture plutôt qu’une température correspondant à celle de l’écoulement plastique des
thermoplastes.
Dans ce dernier cas, il n’intervient à cette température qu’un relâchement des liaisons
latérales entre chaines alors que pour les réseaux multibranches, on peut penser qu’à la
suppression de ces liaisons secondaires entre rameaux, s’ajoute la rupture des quelques
liaisons primaires qui avaient formé les anastomoses (A) et dont l’importance est dominante.
Cette hypothèse explique la nécessité d’une contrainte minime pour la réalisation de la
rupture du réseau, à la température de rupture. Alors qu’une éprouvette de 3 mm d’épaisseur,
en thermoplaste irrégulier, placée entre appuis distants 100 mm s’affaissera sous son propre
poids à sa température d’écoulement, il faudra une contrainte supplémentaire pour pouvoir
apprécier la flèche indicatrice de la température de rupture dans le cas d’un phénoplaste.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 21
II -3- Réseau linéaire réticulé
II -3-1-Définition
C’est un réseau solide qui résulte de la réticulation de molécules moyennes, fluides
(mésomolécules) par d’autres petites molécules ou de la soudure de molécules longues d’un
polymère linéaire ; ces molécules moyennes ou longues ayant une fonction chimique réactive
sur chacun des motifs de leur structure ou sur quelques-uns de ces motifs.
II -3-2-Formation
Dans le cas d’un polymère linéaire généralement solide, une soudure S se fait le plus
souvent par élimination sous l’effet d’un rayonnement, d’un H sur un carbone porté par
chacune des macromolécules identiques m1 et m2.
C’est ainsi qu’un rayonnement X soude les macromolécules d’un film de polyéthylène
et supprime la température de fusion franche.
Dans le cas des molécules moyennes d’un fluide (méso éthylène maléate phtalate), la
fonction chimique portée par chaque motif peut être une double liaison du monomère solvant
des molécules moyennes (styrène), par un catalyseur.
Figure 8 : Formation d’un réseau linéaire réticulé

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 22
II -3-3- Caractéristiques
Elles sont généralement intermédiaires entre celles des polymères irréguliers et celles
des réseaux multibranches (2-2-2) mais variables avec le degré de réticulation qui, dans le cas
où il est très faible, permet de retrouver une température d’écoulement, comme cela arrive
avec certains polyépoxydes, c’est pourquoi les polymères réticulés peuvent être appelés semi-
rigidimères ou semi-thermorigides.
II --3-4- Réseau greffé
Ses caractéristiques se rapprochent de celles du réseau réticulé car la greffe consiste
essentiellement à développer sur une macromolécule, une ramification formée par les petites
molécules d’un monomère qui se sont soudées à cet effet. De même, ces petites molécules
peuvent former un pont comme précédemment.
II -3-5- Conclusion partielle
En résumé, les différents états de la matière des objets ou semi- produits plastiques et
leurs températures de transition présentés par le tableau ci-contre appellent les remarques
suivantes :
- La température de fluidité θf n’est bien définie que pour les réseaux linéaires des polymères
réguliers, c’est d’ailleurs leur température de fusion. Elle sépare l’état solide plasto-élastique
(plus ou moins résistant suivant le degré de cristallinité de ces polymères) de l’état fluide.
Cet état plasto-élastique fait place à une température, généralement inférieure à 0° C
(exception 70° pour le polyéthylène téréphtalate), appelée température de plasto-élasticité θP à
un état rigide.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 23
Tableau 2: Etat des objets ou semi-produits plastiques et températures et transition
Aussi bien les thermoplastes, généralement plasto-élastiques, donc à grand allongement, à la
température de 20 °C, peuvent-ils être appelés plasto-élastomères.
- La température de fluidité θf ou caoutchoutique θC des polymères irréguliers est moins bien
définie que la température de fusion des polymères réguliers. Elle se situe généralement bien
au-dessus de 20 °C. En conséquence, les thermo- plastes formés par des polymères irréguliers
(à faible allongement) peuvent-ils être appelés plasto-rigidimères, leur état plasto-élastique se
présentant au-delà de θpà une température de tension variable avec la contrainte.
- la température de fluidité θf ou plutôt de plasto-élasticité θp des polymères multibranches est
le témoignage d’une polycondensation incomplète, car elle est parfois une température de
rupture θr d’ailleurs assez mal définie.
Remarques : les températures de transition comme les températures de rupture varient avec
les contraintes mises en jeu, jusqu’à une valeur minimale qui distingue la rupture par
écoulement de la rupture par la décohésion brutale.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 24
II-4- Caractéristiques générales

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 25
Valeurs numériques

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 26

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 27
I-1-Différence de sensibilité thermomécanique des polymères
Les courbes de la figure 9 ont été enregistrées à l’aide du Rhéographe après l’imposition de la
charge.
Dans l’échelle de représentation adoptée, ces courbes en traction présentent un axe de
symétrie qui a servi conventionnellement pour déterminer la température de transition, sous
les mêmes contraintes mécaniques de 1 kgf/mm2 et 0,1 kgf/mm
2. L’allure de ces courbes
montre, sur ce cas particulier, dont la portée semble assez générale, que la sensibilité
thermomécanique croit dans l’ordre suivant : polymères multibranches (formo-phénol, farine
de bois), polymères irréguliers (PMM), polymères réguliers (polyamides).
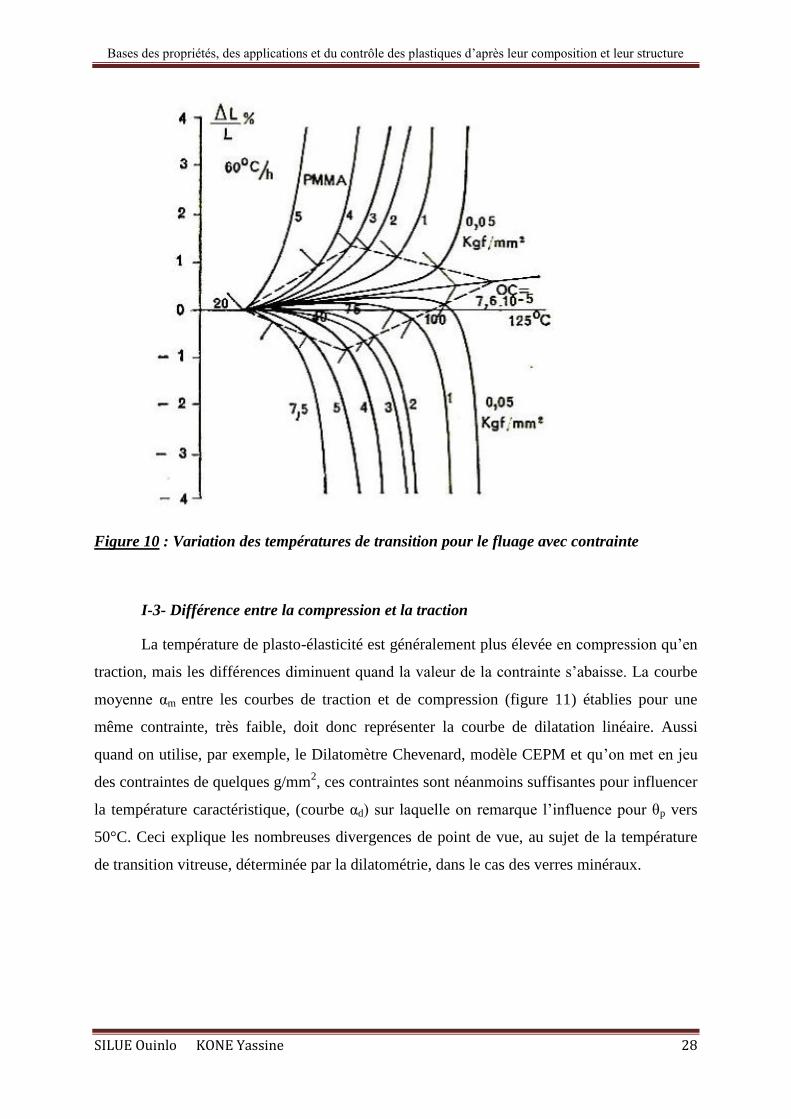
I-2- Variations des températures caractéristiques avec la contrainte
Les expériences effectuées en tension et en compression sur différents polymères (à
l’état rigide) à l’aide du Rhéographe, modèle CEMP, à la même vitesse constante d’élévation
de la température, mais sous différentes contraintes mécaniques, montre l’effet conjugué de la
température et de la contrainte mécanique sur l’abaissement de la température de rupture,
dans le cas des polymères multibranches, de la température de plasto-élasticité, dans le cas
des polymères irréguliers (figure10). Vers 50°, on passe de l’état rigide à l’état plasto-
élastique dans le cas du PMM.
Figure 9 : Sensibilité thermomécanique des polymères
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 28
Figure 10 : Variation des températures de transition pour le fluage avec contrainte
I-3- Différence entre la compression et la traction
La température de plasto-élasticité est généralement plus élevée en compression qu’en
traction, mais les différences diminuent quand la valeur de la contrainte s’abaisse. La courbe
moyenne αm entre les courbes de traction et de compression (figure 11) établies pour une
même contrainte, très faible, doit donc représenter la courbe de dilatation linéaire. Aussi
quand on utilise, par exemple, le Dilatomètre Chevenard, modèle CEPM et qu’on met en jeu
des contraintes de quelques g/mm2, ces contraintes sont néanmoins suffisantes pour influencer
la température caractéristique, (courbe αd) sur laquelle on remarque l’influence pour θp vers
50°C. Ceci explique les nombreuses divergences de point de vue, au sujet de la température
de transition vitreuse, déterminée par la dilatométrie, dans le cas des verres minéraux.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 29
II -RAPPELS SUR LES PROPRIETES THERMOMECANIQUES
Une propriété mécanique est une fonction qui exprime les relations qui entre la
déformation d’un corps et la sollicitation qui provoque.
Il s’agit le plus souvent d’une sollicitation mécanique : traction, torsion…. appliquée à
un corps solide bien que d’autres sollicitations : chimique, thermique ou électrique, puissent
engendrer une déformation et que le corps sollicité soit parfois un semi-solide.
Les facteurs complexes, parfois interdépendants, qui sont à l’origine de la
déformation, peuvent être rassemblés sous la symbolique.
D=f(C, S, Pa, t)
D =déformation ; C=facteurs chimiques ; S=facteurs structuraux ; Pa= facteurs physiques
ambiants ; t=temps.
II -1- Corps élastique
II -1-1- Déformation-contrainte
La déformation qui est à la contrainte F/S (F=force ; S=surface), est indépendante du
temps. Le corps élastique (Hookien) est représentable par un ressort sans hystérésis
d’allongement.
Figure 11 : Courbe de compression et traction
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 30
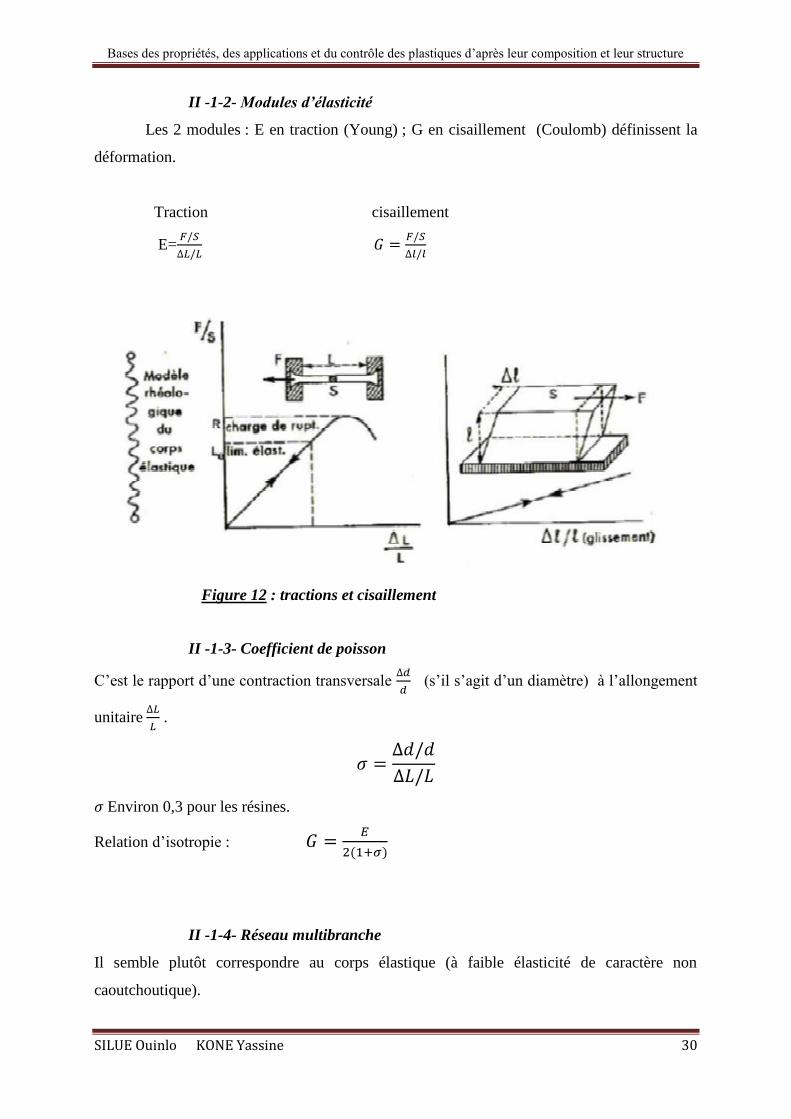
II -1-2- Modules d’élasticité
Les 2 modules : E en traction (Young) ; G en cisaillement (Coulomb) définissent la
déformation.
Traction cisaillement
E=
II -1-3- Coefficient de poisson
C’est le rapport d’une contraction transversale
(s’il s’agit d’un diamètre) à l’allongement
unitaire
.
Environ 0,3 pour les résines.
Relation d’isotropie :
II -1-4- Réseau multibranche
Il semble plutôt correspondre au corps élastique (à faible élasticité de caractère non
caoutchoutique).
Figure 12 : tractions et cisaillement

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 31
II -2- Corps viscoélastique
II -2-1- Elasticité retardée
Le corps viscoélastique De Lord Kelvin peut être représenté par un modèle
rhéologique (figure 13) ou le ressort représente l’élasticité pure (Hooke) et l’amortisseur
(Newton) disposé en parallèle, la viscosité.
Cette viscosité se manifeste dans une courbe : Force –Allongement par l’élasticité
retardée qui provoque la courbure suivant OAB et le retour de B à O suivant une allure
exponentielle en fonction du temps ( figure 14, a et b).
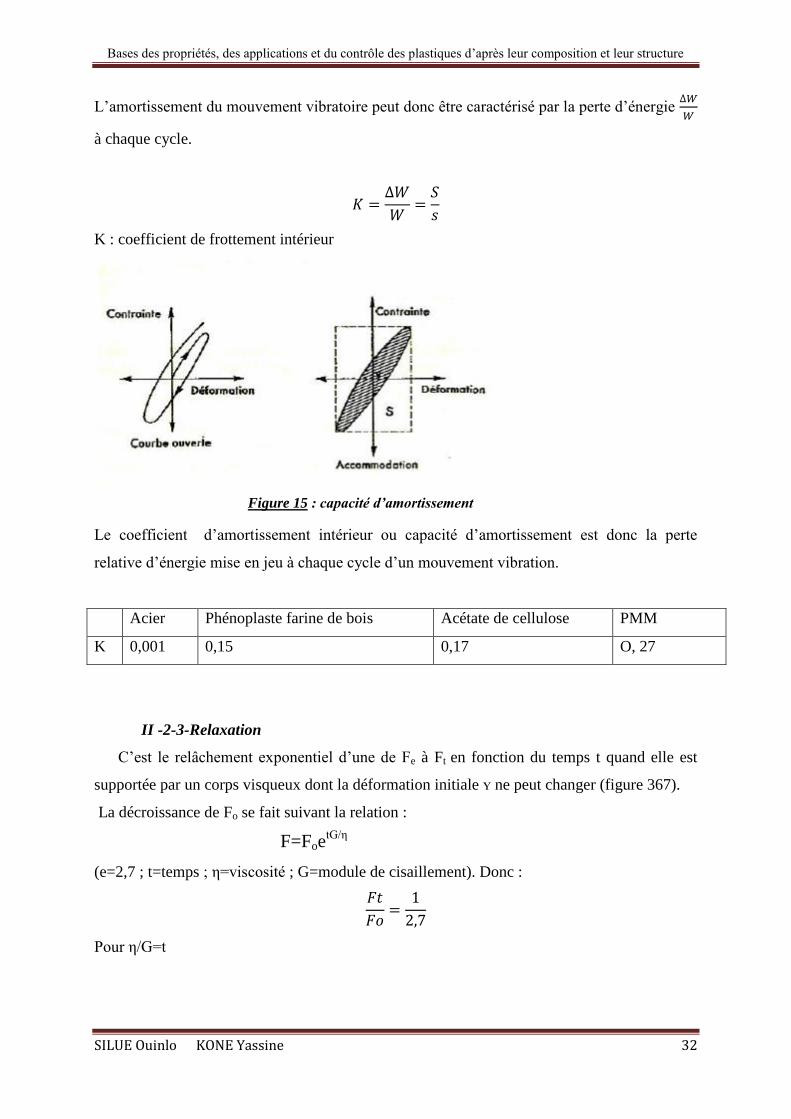
II -2-2- Capacité d’amortissement
D’après l’accommodation, l’aire de la courbe fermée traduit l’énergie dissipée en
chaleur dans chaque cycle après le lancement, sous l’effet d’une certaine énergie initiale.
Figure 13 : Modèles rhéologiques représentant l’élasticité retardée
Figure 14 : élasticité retardé
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 32
L’amortissement du mouvement vibratoire peut donc être caractérisé par la perte d’énergie
à chaque cycle.
K : coefficient de frottement intérieur
Le coefficient d’amortissement intérieur ou capacité d’amortissement est donc la perte
relative d’énergie mise en jeu à chaque cycle d’un mouvement vibration.
Acier Phénoplaste farine de bois Acétate de cellulose PMM
K 0,001 0,15 0,17 O, 27
II -2-3-Relaxation
C’est le relâchement exponentiel d’une de Fe à Ft en fonction du temps t quand elle est
supportée par un corps visqueux dont la déformation initiale ʏ ne peut changer (figure 367).
La décroissance de Fo se fait suivant la relation :
F=FoetG/η
(e=2,7 ; t=temps ; η=viscosité ; G=module de cisaillement). Donc :
Pour η/G=t
Figure 15 : capacité d’amortissement

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 33
Le temps de relaxation t est celui au bout duquel la force tombe à 1/2,7de sa valeur initiale.
II –3- Corps plasto-élastique
Dt=
déformation
totale
Et élastique
instantanée
+Er élastique retardée
(élasto-visqueuse)
+ pv plasto- visqueuse
Origine Etirage et déformation
angulaire de la liaison
de valence
Redressement des
molécules sous
contraintes, permis par
la rotation de segments
moléculaire autour de
certaines liaisons C-C
Glissement relatif
visqueux des
macromolécules
consécutif à leur
déroulement
Facteurs Contrainte F/S sans
inferieur du temps
Contrainte F/S
Temps
Température.
Contrainte :
F ‘/S F /S
Temps
Température.
Manifestation Module d’élasticité à
l’origine.
Frottement intérieur.
Biréfringence (filament
de polystyrène).
Frottement intérieur.
Fluage
Long et travers
Figure 16 : relaxation
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 34
II -4- Déformation dans le cas général
En deca de la rupture, la déformation totale Dt peut être considérée comme la somme
d’une déformation élastique instantanée Ei d’une déformation élastique retardée, Er, et d’une
déformation plastique visqueuse Pv.
Le tableau ci-contre donne une analyse de cette déformation.
On peut penser à propos des modèles rhéologiques que les rigidimères sont assez bien
représentés par un ressort R1.
Les plasto rigidimères sont représentables, en principe, de même façon au-dessous de leur
température de plasto-élasticité, à condition que la contrainte appliquée à la température de
l’expérience ne soit pas susceptible de les faire passer à l’état plasto-élastique sans rupture.
Dans l’autre cas, il faut, comme pour les plasto-élastomères, les représenter par un
ressort R1 et en parallèle un ressort R2 avec l’amortisseur A2 si la contrainte est inférieure à
celle de l’écoulement. Si cette contrainte provoquait le début de l’écoulement, et une
déformation résiduelle permanente, on devrait associer au modèle l’amortisseur A 3 dont le
liquide doit être assez visqueux pour ne pas se déplacer avant l’imposition de cette contrainte.
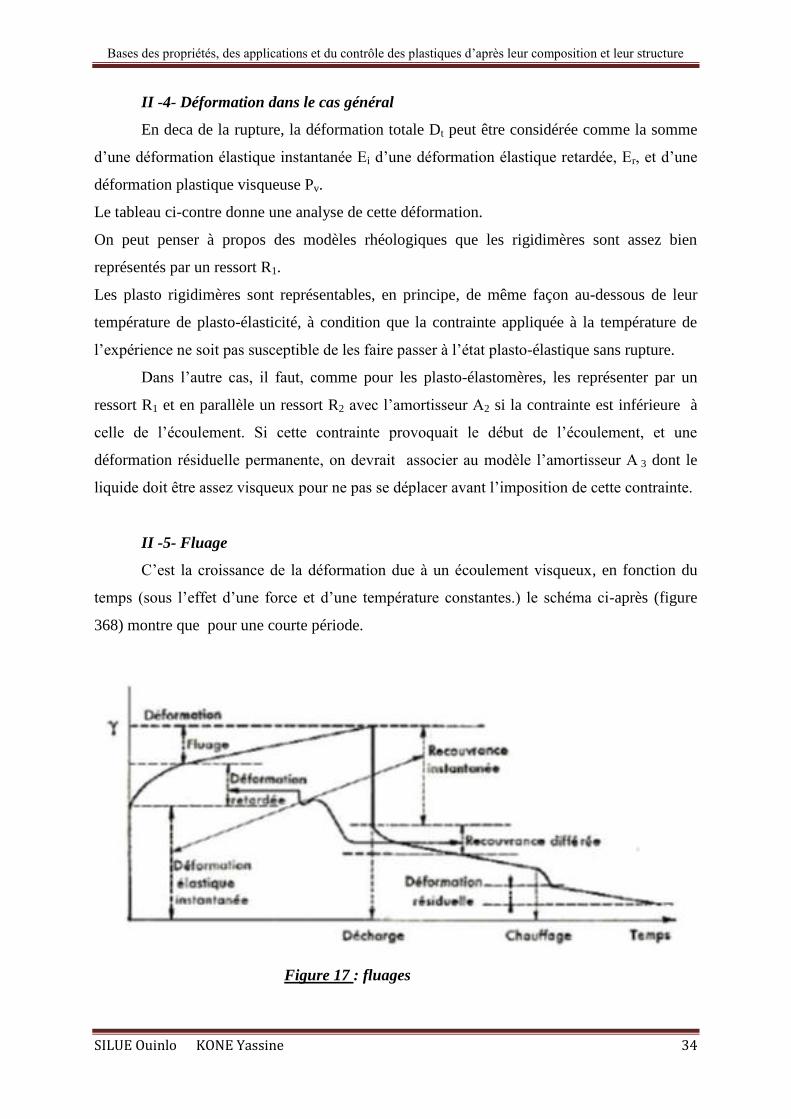
II -5- Fluage
C’est la croissance de la déformation due à un écoulement visqueux, en fonction du
temps (sous l’effet d’une force et d’une température constantes.) le schéma ci-après (figure
368) montre que pour une courte période.
Figure 17 : fluages
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 35
Le fluage peut être sensiblement proportionnel au temps. La décharge indique une
certaine réversibilité du phénomène en raison de la recouvrance partielle des dimensions
initiales. Le chauffage accélère le retour mais si l’on admet qu’il ne s’agit que d’élasticité
retardée, la suppression de la déformation due au fluage, doit demander un temps du même
ordre que celui au cours duquel il s’est produit à la température considérée.
S’il y a déformation plasto-visqueuse, on a une déformation résiduelle qui est l’indice
d’un vieillissement.
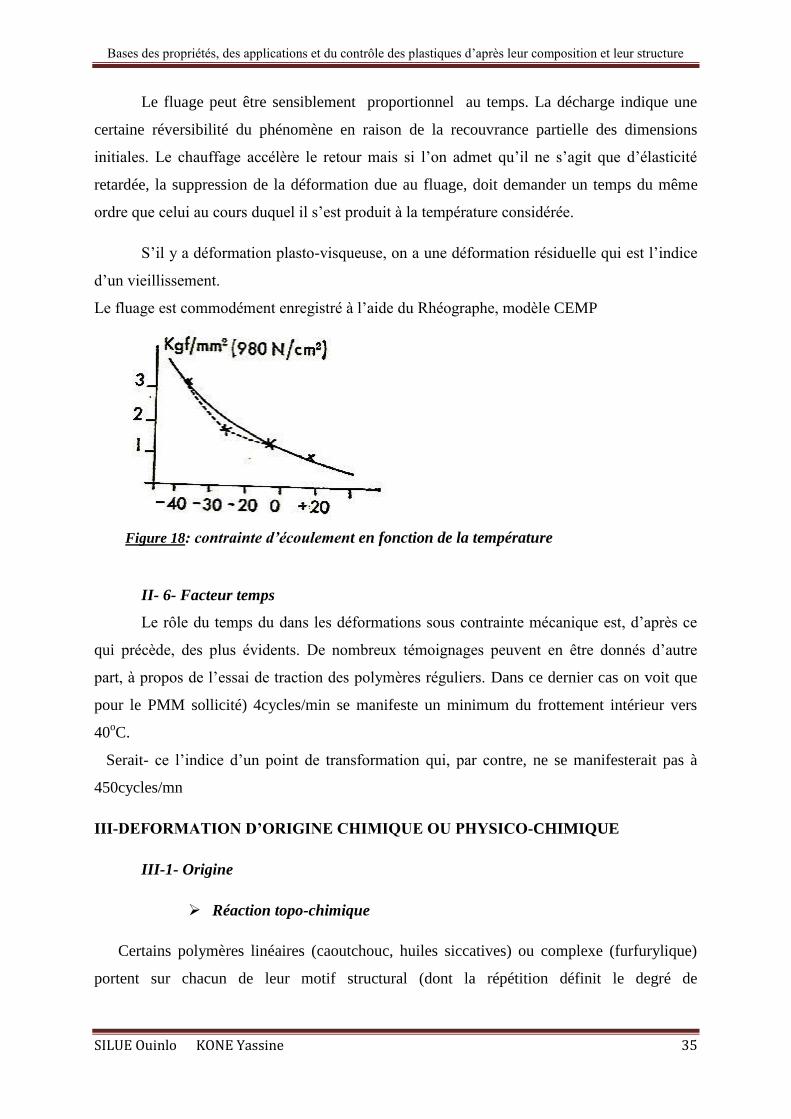
Le fluage est commodément enregistré à l’aide du Rhéographe, modèle CEMP
II- 6- Facteur temps
Le rôle du temps du dans les déformations sous contrainte mécanique est, d’après ce
qui précède, des plus évidents. De nombreux témoignages peuvent en être donnés d’autre
part, à propos de l’essai de traction des polymères réguliers. Dans ce dernier cas on voit que
pour le PMM sollicité) 4cycles/min se manifeste un minimum du frottement intérieur vers
40oC.
Serait- ce l’indice d’un point de transformation qui, par contre, ne se manifesterait pas à
450cycles/mn
III-DEFORMATION D’ORIGINE CHIMIQUE OU PHYSICO-CHIMIQUE
III-1- Origine
Réaction topo-chimique
Certains polymères linéaires (caoutchouc, huiles siccatives) ou complexe (furfurylique)
portent sur chacun de leur motif structural (dont la répétition définit le degré de
Figure 18: contrainte d’écoulement en fonction de la température

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 36
polymérisation) des doubles liaisons ou d’autres fonctions (alcool dans la cellulose)
susceptibles de réagir superficiellement.
Réactions diénophiles
D’autres polymères, surtout en présence de traces de fer, c’est le cas du PVC, ont une
tendance, sous l’influence de la lumière, à perdre des éléments (1CL et 1H sur 2 carbones
voisins). Il apparait ainsi une double liaison susceptible de réagir ensuite avec l’oxygène de
l’air par exemple.
Réactions incomplètes
Dans d’autres cas, deux (2) fonctions réactives complémentaires (ex : alcool et acide) à
l’extrémité de deux (2) chaines opposées dans un réseau linéaire ou sur deux (2) ramifications
d’un réseau multibranche n’ont pas réagi pas manque d’activation ou faute de temps. Deux
fonctions chimiques identiques, telles que des fonctions alcooliques peuvent être accolées,
mais aussi, dans des circonstances favorables, elles réagiront sous l’effet, par exemple, d’une
élévation de température et le voisinage de doubles liaisons conjuguées. Ces accolements en
opposition de fonctions identiques ou non, n’ayant pas formé, des ponts entre chaines,
constituent en fait, des points de faible résistance mécanique.
III-2- Evolution dimensionnelle
Elle peut découler de l’une des réactions précitées et, en particulier de l’évolution lente
d’une réaction incomplète ou de sa reprise, plus rapide, sous l’effet d’une température plus
élevée que celle de la réaction initiale de polymérisation. D’autres causes peuvent intervenir :
le champ alternatif qui échauffe les matériaux par l’agitation des constituants polaires, les
ultra-sons par des effets complexes.
III-3- Microfissures, accolements
On a vu que dans les rigidimères ou les plasto-rigidimères, une déformation faible
occasionnelle peut provoquer des fendillements ou craquelures de surfaces.
Les tensions de trempe sont souvent à l’origine ces ruptures. Toutefois le rôle des trous, des
microfissures et des accolements internes d’origine mécanique ou chimique, mérite d’être
souligné. Ces discontinuités de structure donnent lieu sous contrainte mécanique à des
concentrations locales de lignes de force, comme dans le cas des entailles ou des angles vifs,
d’où l’amorce de la rupture. La propagation en est grandement facilitée par les solvants, voire

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 37
par l’humidité qui provoque localement des variations de la tension superficielle.
La diffraction sous petits angles des rayons X montre des crevasses, des trous ellipsoïdaux de
15 à 200A disposés suivent la longueur.
III-4-Vieillissement
C’est généralement l’altération lente, en fonction du temps, de propriétés mécaniques
ou autres ; altération qui semble principalement provoquée par les conditions atmosphériques
ou les conditions de service.
III-4-1- Facteurs atmosphériques en fonction de la température et du temps
Humidite
Elle peut, surtout à température supérieure à la normale (200), altérer certaines résines, telle
que les polyesters.
Oxygene de l’air
Il peut intervenir dans certains malaxages (polyéthylène), chauffage, dans les pots d’injection
(polyamides), etc.
III-4-2- Facteurs de service
Ambiances particulières
Certaines ambiances : huile de transformateur en électrotechnique, liquides électrolytes en
chimie peuvent agir par dissolution ou réaction topo-chimique avec la résine.
Effets electriques
Le champ peut agir faiblement par effet thermo-ionique. Le champ alternatif peut en
plus agiter les segments structuraux polaires, d’où il résulte un échauffement par pertes
diélectriques.
III-5- Traitement de stabilisation
Vieillissement accéléré
Dans l’éventualité d’une température de service relativement élevée, ce vieillissement
doit être fait à une température supérieure à celle-ci. On notera qu’en principe une élévation
de température de 10o double la vitesse d’une réaction chimique.
Suppression des tensions internes par un recuit.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 38
IV-HYPOTHESES ET EXPERIENCES DIVERSES SUR LA RUPTURE ET
L’ECOULEMENT
IV-1-points faibles dans les plastiques
origine des trous
Ces trous ont principalement pour origine des bulles d’air dissous dans la résine ou
adhérentes à la charge. Elles peuvent être de taille submicroscopique mais leur présence
éventuelle est relevable par la tension et le niveau d’ionisation comme aussi par les
diagrammes de rayons X.
D’autres trous « lockertellen »existent dans le réseau multibranche, entre des fonctions
terminales trop lointaines pour réagir.
Amorçage de la fissuration
Les trous ou microfissures sont des amorces de rupture par la modification locale du
gradient de toute contrainte mécanique, thermique ou chimique qu’elles permettent.
Figure19 : Amorçage de la fissuration
Propagation
Elle se fait vraisemblablement le long des plans de glissement qui ceux des
accolements moléculaires parallèles dans les réseaux linéaires et des accolements en
opposition dans les réseaux multibranches et elle tend à quand ces plans se présentent
perpendiculairement à sa direction.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 39
Rupture
La rupture se produit dans la zone où la densité par unité de volume des points faibles est la
plus grande.
IV-2- Rupture par la décohésion brutale
Elle intervient dans l’état rigide des multibranches ou des plasto-rigidimères, en raison
de l’immobilité des chaines. Sous l’effet d’une contrainte progressive, on a une rupture
brutale suivant une section lisse. L’amorçage peut se faire par un trou tel que M7 (figure 19)
et se propager suivant le trajet en pointillé, car les molécules M6-M5 puis M4-M3, la rupture
finale passera entre M7-M2 ou M1-M2 par exemple. L’allongement est petit, environ :
1 %pour les rigidimères (phénoplastes aminoplastes), 2% pour les plasto-rigidimères
(polystyrène) 2 à 3% pour les semi-rigidimères (polyépooxydes, polystyroéthlène-maléate-
phtatales).
Dans le cas des rigidimères, la décohésion se terminerait par celle des rares liaisons primaires
formées par anastomoses entre chaines voisines
IV-3- Rupture par glissement progressif
Cette rupture se présente dans le cas des plasto-élastomères qui existent à l’état
plasto-élastique à la température ordinaire ou des plasto-rigidimères qui ont été amenés dans
l’état plasto-élastique par un chauffage associé à une contrainte.
Le déroulement progressif des chaînes aboutit à leur alignement, ce qui crée une section ou la
densité des terminaisons de chaines est plus élevé que dans les sections voisines (figure20).
Ce sera la section de rupture.
Il est à rappeler que l’écoulement plastique qui permet la mobilité des éléments de la
chaine s’accompagne d’un dégagement calorifique plus ou moins important, suivant les
Figure 20: rupture par glissement

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 40
dimensions de l’éprouvette et la vitesse d’accroissement de la contrainte. Cet échauffement
se manifeste, par exemple, au cours de l’essai de traction du polyéthylène ou des poly-amides,
par une sorte de fusion telle que l’on a l’impression du déplacement d’un fluide, d’une
extrémité de l’éprouvette opposée à l’entrée d’injection, jusqu’à l’autre extrémité. A la main,
on peut avoir une sensation d’élévation de la température de l’ordre de 60à 700.
La rupture par glissement s’apparente donc partiellement à une rupture par fusion et le travail,
déduit de l’aire la courbe éventuellement enregistrée dans l’essai mécanique correspondant,
ne représente pas l’énergie totale nécessitée par la rupture.
D’autre part, la contrainte de rupture semble être caractéristique moins spécifique d’un
plasto-élastomère que sa contrainte d’écoulement, puisque cette dernière dépend moins des
caractères géométriques de l’éprouvette. Il est toutefois intéressant de considérer la contrainte
vraie de rupture qui est le quotient de la force par la section de rupture.
IV-4- Différence entre la rupture de traction et en compression
IV-4-1- Indications des tables de caractéristiques numériques
Elles signalent des différences considérables entre la contrainte de rupture en traction et
en compression. Cette dernière est souvent sensiblement deux (2) fois plus grande que celle
qui est relative à la traction.
Il convient toutefois de remarquer que ces valeurs concernent, dans un cas comme dans
l’autre, une contrainte calculée d’après le quotient de la charge de rupture par la section
initiale de l’éprouvette. Or l’éprouvette de compression est soumise entre deux plateaux, à un
aplatissement uniforme provoqué par une force dont l’accroissement est lié à celui de la
variation de la section perpendiculaire à l’effort. Dans le cas de la traction, la striction n’est
pas toujours uniforme et elle peut se produire en plusieurs zones.
Aussi bien l’accroissement de la force est –il lié d’une façon généralement moins simple, à
l’une des sections perpendiculaires à l’effort. On peut seulement calculer facilement la
contrainte relative à la section de rupture.
Si donc, dans les cas de la traction et de la compression, on considère les contraintes
vraies de ruptures, on peut se demander si elle ne serait pas sensiblement les mêmes.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 41
IV-4-2-Hypothèse d’une contrainte de rupture vraie plus élevée en compression
qu’en traction
Vraisemblance
Cette hypothèse semble tout d’abord assez naturelle. En effet, à l’opposé de la traction
qui semble, a priori, facilité la décohésion, la compression devrait la freiner
Plastomères
Si l’on se réfère aux explications antérieures, on est porté à admettre que les glissements,
même très limités dans la décohésion brutale, entre éléments de chaines parallèles à la
contrainte, se produiront aussi facilement, pour une même contrainte en traction qu’en
compression. Par contre, les éléments perpendiculaires à la contrainte auront une tendance à
être bloqués les uns sur les autres dans le cas d’une compression au lieu d’en être écartés,
dans le cas de la traction.
L’expérience semble, en fait, montrer que la température d’écoulement est un peu plus
élevée pour une même contrainte, en compression qu’en traction et que cette différence parait
s’accroitre quand la contrainte croit, comme le montrent les exemples suivants relatifs au
PMM :
1kgf/mm² 5kgf/mm²
Traction 87°c 30°c
Compression 92°c 60°c
Ces données favorisent l’hypothèse d’une contrainte de rupture plus élevée en compression
qu’en traction.
Figure 21 : Contrainte de rupture

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 42
Les éprouvettes longitudinales L orientées (figure21) doivent se coucher de (a) à (b) pour que
la décohésion puise se faire par glissement perpendiculairement à la force de compression
IV-5- Température de plasto-élasticité d’après les essais mécaniques à différentes
températures
On a souvent déterminé des températures de transition des polymères par la variation
en fonction la température d’une caractéristique physique, telle que :
-le volume spécifique
-le module en vibration alternées,
-l’allongement unitaire sous charge constante.
Il semble possible de s’adresser également à la contrainte d’écoulement.
IV-5-1- Polymères réguliers
Si l’on considère en effet la courbe : contrainte- allongement du polyéthylène il semble
a priori, qu’une anomalie dans les contraintes d’écoulement définies par l’ordonnée maximale
de la déformation élastique instantanée, apparait entre -25oet 0
o C. si donc porte en ordonnées
ces contraintes d’écoulement et en abscisses les températures, on a une courbe (figure 22) qui
Figure22 : courbe de traction sur polyéthylène
Figure 23 : contrainte d’écoulement en
fonction de la température

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 43
semble présenter un point anguleux à une température de plasto-élasticités ӨP de l’ordre de
-25 o C.
Les courbes contraintes-allongement faites de part et d’autres de Ө P rappellent la rupture de
décohésion dans l’état rigide et la rupture dans l’état plasto-élastique.
IV-5-2- Polymères irréguliers
L’observation des centres de symétries des courbes enregistrées au Rhéographe
semble montrer dans différents cas examinés et en particulier pour le PMM qu’un point de
transition existe vers 50o (figure 23), la rupture qui interviendrait rapidement en déca étant du
type de la décohésion brutale et au-delà, du type à glissement.
On peut de même penser d’après la courbe dilatométrique en compression et en
traction (figure 24), qu’un point d’inflexion existe vers la même température. Les contraintes
d’écoulement et de rupture relevées donnent les droites.
Enfin, si on effectue des essais de traction à différentes, on obtient en deça de 60o des
courbes du type de glissement avec palier qui croit avec la température.
IV-5-3- Etat caoutchoutique
Au voisinage de la température de fusion du polymère régulier ou d’écoulement obtenue à
l’aide du dilatomètre, du polymère irrégulier, la matière fluide est à l’état caoutchoutique ;
cela signifie qu’à cette température, elle ne présente pas d’élasticité retardée. Par conséquent,
toute orientation qui lui est donnée dans cet état caoutchoutique ne peut être conservée que
par un refroidissement.
Figure 24 : variation des températures de transition pour le fluage rapide avec la contrainte

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 44

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 45
I-Classement des polymères d’après leur structure et leurs états, en
fonction de leurs températures de transitions
Les polymères multibraches ou rigidimère ne se présentent que à l’état rigide. Les
réticulés ou les semi-rigidimères, ou sémi-thermoplaste, peuvent, comme les thermoplastes,
peuvent présenter suivant la température considérée, des états qui dépendent de la contrainte
mécanique appliquée. Lorsque nous regardons les courbes de traction de la figure 25, les
points d’inflexion correspondaient a l’état rigide dans le cas de la partie ascendante gauche du
quadrilatère en pointillé et à l’état plasto-élastique dans la partie descendante droite pour des
contraintes inférieures à 4kgf/mm².
I-1-Etat rigide ou Thermodurcissables
C’est celui de l’inertie générale de la structure. L’effet d’une contrainte mécanique ne peut
à priori, conduire qu’a la rupture par décohésion sans glissement. L’allongement élastique très
faible découle du rapprochement possible entre macro-molécules filiforme étroitement
emmêlées et de la déformation angulaire des liaisons valencielles.
Dans le cas d’un réseau multibranche constitué par une sorte de macromolécule unique,
comprenant des mailles enserrant des ramifications, la dilatation par une cause thermique ou
mécanique ne peut conduire qu’ a la rupture, sans passage à l’état plasto-élastique, si le réseau
est complètement polycondensé.
Figure 25 : courbes de traction et diagrammes thermomécaniques.

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 46
Figure 27: polymères irréguliers ou réticulés
Figure 28 : polymères réguliers
I-2- Etat plasto-élastique ou Thermoplastiques
C’est celui d’un écoulement possible de la matière, sous l’effet d’une contrainte
mécanique. Dès que les liaisons latérales, entre macromolécule filiformes des polymères
réguliers ou irréguliers dont les segments sont animés de mouvements rotationnels ont été
Figure 26 : polymère multi branche

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 47
suffisamment relâchées à une température d’ailleurs variable avec la contrainte exercée, le
déroulement des macromolécules emmêlées peut se produire en donnant un écoulement
rapide de la matière
Température de Plasto-élasticité
En température croissante et contrainte mécanique décroissante, c’est la température
minimale à laquelle une contrainte mécanique est également minimale produit l’écoulement
de la matière, sans qu’il ait décohésion. Au-delà de cette température la contrainte mécanique
nécessaire à l’écoulement décroit d’ailleurs avec la température.
Contrainte mécanique minimale d’écoulement
C’et la contrainte mécanique minimale (kgf/mm²) à laquelle la température d’écoulement
de la matière est la plus basse. Dans l’exemple du PMM la température de plasto-élasticité et
les contraintes mécaniques minimales d’écoulement sont respectivement de l’ordre de50°C et
de 3kgf/mm².
I-3- Etat caoutchoutique ou Elastomères
C’est celui où les déformations provoquées par une contrainte mécanique ont un caractère
élastique. Elles disparaissent donc instantanément ou progressivement après la suppression de
la contrainte. Cet état apparait à la température caoutchoutique dès qu’un nouveau
relâchement des liaisons transversales entre les macromolécules des polymères irrégulières se
manifeste.
Température caoutchoutique
En température croissante et contrainte mécanique décroissante, c’est la température
minimale à laquelle apparait l’élasticité avec une brusque augmentation de la contrainte de
rupture qui décroit ensuite quand la température s’élève.
Cette température caoutchoutique semble être pour un polymère régulier voisine de la
température de fusion, à partir de laquelle le poids de la matière suffit à provoquer un
écoulement.
Ces phénomènes expliquent pourquoi, dans la pratique, on impose une contrainte faible (0,6
kg/mm2, Normes française) pour déterminer approximativement d’une manière
conventionnelle, une température d’écoulement appelée température de fléchissement sous
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 48
charge) des polymères irréguliers et avec la même contrainte une température légèrement
inférieure à celle de la fusion pour les polymères réguliers
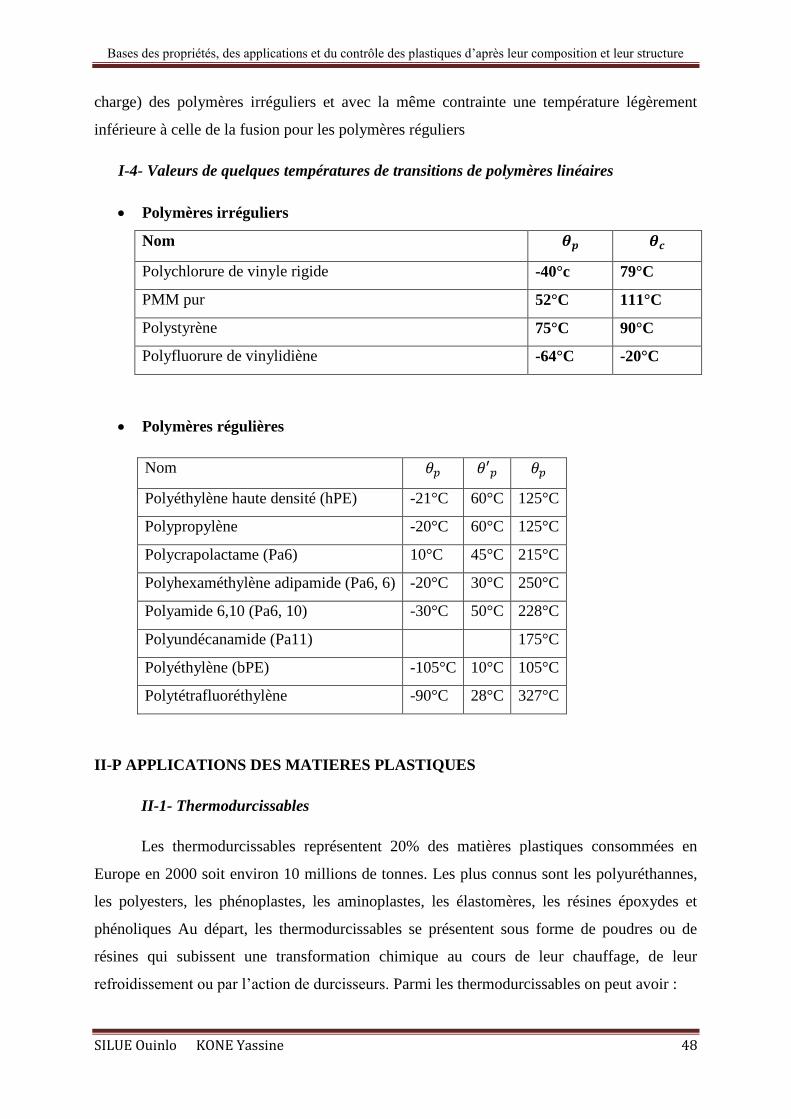
I-4- Valeurs de quelques températures de transitions de polymères linéaires
Polymères irréguliers
Nom
Polychlorure de vinyle rigide -40°c 79°C
PMM pur 52°C 111°C
Polystyrène 75°C 90°C
Polyfluorure de vinylidiène -64°C -20°C
Polymères régulières
Nom
Polyéthylène haute densité (hPE) -21°C 60°C 125°C
Polypropylène -20°C 60°C 125°C
Polycrapolactame (Pa6) 10°C 45°C 215°C
Polyhexaméthylène adipamide (Pa6, 6) -20°C 30°C 250°C
Polyamide 6,10 (Pa6, 10) -30°C 50°C 228°C
Polyundécanamide (Pa11) 175°C
Polyéthylène (bPE) -105°C 10°C 105°C
Polytétrafluoréthylène -90°C 28°C 327°C
II-P APPLICATIONS DES MATIERES PLASTIQUES
II-1- Thermodurcissables
Les thermodurcissables représentent 20% des matières plastiques consommées en
Europe en 2000 soit environ 10 millions de tonnes. Les plus connus sont les polyuréthannes,
les polyesters, les phénoplastes, les aminoplastes, les élastomères, les résines époxydes et
phénoliques Au départ, les thermodurcissables se présentent sous forme de poudres ou de
résines qui subissent une transformation chimique au cours de leur chauffage, de leur
refroidissement ou par l’action de durcisseurs. Parmi les thermodurcissables on peut avoir :

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 49
Les polyuréthanes (PUR)
Ce sont des matériaux dont les caractéristiques sont très variées avec une grande
diversité de textures et de duretés. Les polyuréthanes sont les polymères les plus utilisés pour
faire les mousses. Ils sont formés par l’association d’un isocyanate (composé organique
comprenant la séquence : -N=C=O) et par un alcool (composé organique dont l'un des
carbones est lié à un ou plusieurs groupements hydroxyle -OH.). En fonction des associations
chimiques réalisées avec différents monomères on peut obtenir des colles, des élastomères,
des fibres (Licra) des mousses souples ou rigides grâce à des agents d’expansion, des
polyuréthanes solides et compacts que l’on peut renforcer par de la fibre de verre. On les
utilise pour fabriquer des matelas, des sièges de voiture, des tableaux de bord, des roues de
patins à roulettes ou des chaussures de ski.
Les polyesters insaturés
Les polyesters insaturés sont obtenus par réaction de condensation entre différents
polyacides et des glycols (éthylène glycol, propylène glycol). Ces produits appelés époxydes
sont des substances chimiques comportant un oxygène ponté sur une liaison carbone-carbone.
Ils sont dilués ultérieurement dans un monomère non saturé comme le styrène. Quand un
catalyseur est introduit dans cette résine, les produits se combinent provoquant un
durcissement irréversible appelé la réticulation qui correspond à l’apparition de liaisons
chimiques formant un réseau macromoléculaire tridimensionnel.
Le polyester sert surtout à fabriquer des fibres textiles artificielles, Les tissus produits sont
brevetés sous les noms de Dacron, de Tergal ou de Térylène. La fibre polyester est la plus
produite dans le monde car son utilisation très répandue dans l'habillement. Ses applications
se sont aussi diversifiées dans l'industrie, notamment sous forme de films destinés à
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 50
l’agriculture, aux travaux publics, aux coques et cabines de bateaux, aux carrosseries
d'automobiles, aux piscines.
Les phénoplastes (PF)
Dans ce groupe, une des plus anciennes matières plastiques connue est la Bakélite. Ce
matériau providentiel a eu d'innombrables applications dans les domaines scientifiques et
dans la réalisation d'objets: téléphones, postes de radio.
Ces résines thermodurcissables résistent très bien aux produits chimiques et à la chaleur. Elles
sont également électriquement isolantes. On peut les transformer par moulage et par
compression pour fabriquer les poignées de casserole, de fer à repasser et des plaques de
revêtement.
Les aminoplastes (MF)
Ces produits résineux sont essentiellement utilisés en stratification sur des textiles
plastifiés, les panneaux de bois agglomérés pour le mobilier de cuisine et les plans de travail.
II-2 Thermoplastiques
Ils représentent 80% des matières plastiques consommées en Europe en 2000 soit plus de
35 millions de tonnes ! Avant transformation, ils sont sous forme de granulés ou de poudres
dans un état chimique stable et définitif car il n’y a pas de modification chimique lors de la
mise en forme. Les granulés sont chauffés puis moulés par injection et le matériau broyé est
réutilisable.
Le polyéthylène (PE)
Cette matière plastique représente à elle seule environ un tiers de la production totale des
matières synthétiques et constitue la moitié des emballages plastiques. Plusieurs millions de
tonnes de polyéthylène sont produites chaque année car c’est un matériau extrêmement
polyvalent et important sur le plan économique et écologique. Grâce à sa structure chimique
simple, le polyéthylène prime sur la plupart des autres matériaux car il peut être réutilisé. Au
cours de ces dernières années, le recyclage des produits usés en PE a pris de plus en plus
d'importance : 50% du PE constituant les sacs poubelle est recyclé. Le polyéthylène est
translucide, inerte, facile à manier et résistant au froid. Il existe différents polyéthylènes
classés en fonction de leur densité. Celle-ci dépend du nombre et de la longueur des

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 51
ramifications présentes dans le matériau. On distingue deux familles: le PEBD ou
polyéthylène basse densité et le PEHD polyéthylène haute densité.
Le PEBD est utilisé dans les domaines les plus divers. Sa densité est inférieure à celle de
l'eau. Il présente une bonne résistance chimique, il est olfactivement, gustativement et
chimiquement neutre pour les denrées alimentaires. Il est transparent, peut être facilement
transformé et se prête très bien au soudage. Sa durée de vie est très longue à cause de sa
grande stabilité mais il se recycle bien. Les principales applications du PEBD sont des
produits souples : sacs, films, sachets, sacs poubelle, récipients souples (bouteilles de ketchup,
de shampoing, tubes de crème cosmétique …)
Le PEHD est utilisé pour des objets plastiques rigides. On le trouve par exemple dans des
bouteilles et des flacons, des bacs poubelles, des cagettes, des tuyaux, des fûts, des jouets, des
ustensiles ménagers, des boîtes type « Tupperware », des jerricans
Certains sacs plastiques sont constitués par du PEHD : lorsque le sac se froisse facilement
sous la main, avec un bruit craquant et revient spontanément à sa forme d'origine, c'est du
PEHD. Lorsque le touché est plus « gras », que le plastique se froisse sans bruit et se perce
facilement avec le doigt, c'est du PEBD.
Figure 29 : bac de poubelle
Le polypropylène (PP)
C’est aussi un polymère très polyvalent qui sert à la fois comme thermoplastique et
comme fibre. Il est très facile à colorer et n'absorbe pas l'eau. On en trouve beaucoup sous
forme de pièces moulées dans les équipements automobiles (pare-chocs, tableaux de bord,
habillage de l'habitacle) et dans le mobilier de jardin. Ce matériau sert à fabriquer des
boîtes à aliments qui résistent au lave-vaisselle parce qu'il ne fond pas en dessous de
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 52
160°C. Le polypropylène est aussi utilisé dans la fabrication de fibres synthétiques (tapis,
moquettes, cordes, ficelles) mais aussi pour les emballages alimentaires en raison de son
aspect brillant et de sa résistance (flacons, films, pots). Cependant, le PP film est un des
plastiques usuels les plus difficiles à recycler surtout s'il est imprimé. Le contrôle de la
polymérisation par catalyse permet de jouer sur la structure enfin de produire du
polypropylène élastomère.
Figure 30 : Cordes Figure 31 : Flacons et Pots
Le polystyrène (PS)
Le polystyrène est un plastique dur, cassant et transparent. C'est un produit industriel
courant largement diffusé, offrant de très nombreux usages. On le reconnaît facilement à un
blanchissement sur les zones de contraintes avant la rupture ou à sa fumée noire et à son odeur
caractéristique lors de sa combustion. On l’utilise pour fabriquer du mobilier, des emballages,
des grilles de ventilation, des jouets, des verres plastiques. On distingue trois types de
polystyrènes :
- le polystyrène "cristal" n’a pas une structure cristalline mais porte ce nom en raison de
son aspect transparent. Il polymérise sons forme de perles à haute température en
présence d’un adjuvant plastifiant. C’est un plastique dur et cassant utilisé pour de
nombreux types de boîtes, les boîtiers CD notamment.
Figure 32 : Boitiers CD

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 53
- le polystyrène "choc" ou HIPS (high-impact polystyrène) ou acrylonitrile butadiène
styrène est un copolymère formé par du styrène et du polybutadiène. C’est le plus
commun de la famille des plastiques styréniques car il est résistant, capable de
supporter des impacts plus forts que le polystyrène normal. Cet ABS est employé par
l'industrie pour des produits rigides, légers et moulés (bacs à douche). Le
polybutadiène a été un des premiers élastomères synthétiques à être inventé car il est
très similaire au caoutchouc naturel.
Figure 33 : Bacs à douche
Le matériau le plus connu de la gamme est le polystyrène expansé (PSE.) Ce polystyrène est
solide à 20°C, pâteux à 120°C et fondant à 160°C. C’est sorte de mousse blanche
compacte inflammable et combustible. Il existe deux types de PSE : le polystyrène
expansé moulé (PSE-M) obtenu à partir d'un polystyrène "expansible" et le polystyrène
expansé extrudé (PSE-E). Une première expansion est opérée à la vapeur d'eau puis une
période de repos permet aux perles de PS pré-expansées de perdre leur excédent d'eau.
Enfin, on les expanse et on les moule à la vapeur dans la forme voulue. C’est un matériau
qui sert à emballer les appareils sensibles aux chocs et qui est un très bon isolant
thermique pour les plaques de doublage des murs.
Le polycarbonate (PC)
Le polycarbonate est un matériau qui présente d'excellentes propriétés mécaniques et
une bonne résistance thermique jusqu'à 120°C. On l’utilise pour la fabrication des casques
de moto ou des boucliers de police. Comme il est très transparent, il sert aussi à la
fabrication des CD et des DVD, des vitrages des guichets à l'épreuve des balles et des

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 54
phares, feux arrière et clignotants de voitures. Enfin, sa neutralité physiologique permet
son utilisation dans le domaine médical pour la fabrication de matériel et de prothèses. Par
contre, il résiste mal aux contacts prolongés avec l'eau, aux agents chimiques et aux
rayons ultraviolets.
Les polyesters et le polyéthylène téréphtalate (PET)
C'est un polymère obtenu par la polycondensation de deux composants : le
diméthyltéréphtalate et l'éthylène glycol. Les chaînes vont s'arranger et former des fibres
résistantes. Le PET est surtout employé pour la fabrication de fils textiles, de films et de
bouteilles. L'inventeur des bouteilles en PET, Nathaniel Wyeth voulait faire une bouteille
incassable. Cependant, ce plastique devient mou à moyenne température. Cette propriété
empêche de consigner les bouteilles en PET car il faut les laver à une température trop haute.
Pour cette même raison, on ne peut pas l’utiliser pour les confitures qui sont coulées chaudes
dans les pots. Il existe aujourd’hui un nouveau type de polyester plus résistant à la chaleur qui
correspond à ce que l'on recherche pour les pots de confiture et les bouteilles consignées. C'est
le polyéthylène naphtalate ou PEN.
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 55
Les polyacétals ou polyoxyméthylène (POM)
Les polyacétals ont des propriétés qui les rendent irremplaçables pour des pièces à fortes
exigences mécaniques comme les engrenages et les poulies. Ils sont solides, présentent les
qualités de métaux tels que l'acier, l'aluminium ou le zinc. Ils résistent à la plupart des agents
chimiques et ont un faible coefficient de frottement. Par contre, ils ont une densité élevée et
une assez faible résistance à la température. La recherche vise à augmenter leur résistance au
choc pour permettre la réalisation de plus grosses pièces.
Le polychlorure de vinyle PCV
Il est obtenu par la polymérisation des monomères de chlorure de vinyle CH=CH−Cl2. Ce
polymère de formule − (CH − CH − Cl) −2n
est issu d’une réaction chimique entre de
l'éthylène et de l'acide chlorhydrique, en présence d'oxygène, Il peut être soit rigide soit
souple selon les ingrédients qu'on lui incorpore. Le PVC rigide qui a un aspect lisse et dur est
utilisé pour les tuyaux de canalisation. Le PVC souple qui recouvre certaines pièces comme
les manches de pinces a un aspect brillant. C'est après le PE, le plastique le plus utilisé au
monde. Il est largement employé dans l’industrie de l'ameublement et dans le bâtiment ou le
génie civil.
Les polyamides (PA)
C'est la première matière plastique à avoir été découverte en 1938. Selon la longueur des
chaînes, on obtient différents types de PA que l’on distingue par des chiffres : par exemple le
PA 6.6 est le nylon. Ce sont des polymères qui offrent un bon compromis entre des qualités
mécaniques, thermiques et chimiques. Les polyamides sont utilisés pour réaliser des pièces
moulées dans l'appareillage ménager et automobile, des tapis et des moquettes, de la
robinetterie, de la serrurerie, des engrenages, des textiles (lingerie et voilages). L'inconvénient
principal de tous les polyamides est qu’ils sont hydrophiles ce qui limite leur usage pour
certaines pièces mécaniques
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 56
II-3- LES ÉLASTOMÈRES.
Ces polymères présentent les mêmes qualités élastiques que le caoutchouc. Un
élastomère au repos est constitué de longues chaînes moléculaires repliées sur elles-mêmes.
Sous l'action d'une contrainte, les molécules peuvent glisser les unes par rapport aux autres et
se déformer. Pour que le matériau de base présente une bonne élasticité il subit une
vulcanisation. C’est un procédé de cuisson et de durcissement qui permet de créer un réseau
tridimensionnel plus ou moins rigide sans supprimer la flexibilité des chaînes moléculaires.
On introduit dans l’élastomère au cours de la vulcanisation du soufre, du carbone et différents
agents chimiques. Différentes formulations permettent de produire des caoutchoucs de
synthèse en vue d’utilisations spécifiques.
Les élastomères, en particulier ceux d'origine synthétique, sont surtout employés dans les
pneumatiques 55%, les pièces techniques pour l'automobile ou le bâtiment 20%, et les
adhésifs 5% ; le silicone ; les fluides pour transformateurs électriques, mastics, moulages
complexes, revêtements antiadhérents, vernis, cires, traitement des brûlures, chirurgie
esthétique

Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 57
CONCLUSION
Au terme de notre travail, il en ressort que le plastique est constitué en général de
résine, de charges, de plastifiants et additifs. La résine constitue, l’élément principal de la
matière. Elle peut être soit linéaire ou multibranche. Lorsque la résine est linéaire, le polymère
apparait cristallisable ou non cristallisable avec différents états (rigide, plasto-élastique,
caoutchoutique).
La connaissance de la structure et de la composition, permet de donner les
applications, les propriétés et le contrôle des plastiques. Plusieurs tests permettent de
confirmer les différentes propriétés tant mécaniques que thermiques. Aussi, les différents tests
mécaniques justifient bien l’utilisation des différents matériaux.
Bases des propriétés, des applications et du contrôle des plastiques d’après leur composition et leur structure
SILUE Ouinlo KONE Yassine 58
REFERENCES BIBLIOGRAPHIQUES
[1] G. Natta. Catalyse stéréoscopique et polymères isotactiques. Industrie des Plastiques
Modernes, novembre 1957, p.51.
[2] A. WILLBOURN. The glass transitions in polymers with the (CH2) Group. Trans. Of the
Faraday Society, mai 1958, vol. 54, Part 5.
[3] M. Chatain, G. Hery et J. Prevot. Viscosité des hauts polymères fondus déterminée à
l’aide d’un appareil à ultra-son. Industrie des Plastiques Modernes, novembre 1958, p.32.
[4] P. PIGANIOL. Nouvelles méthodes physiques de recherches dans le domaine de
macromolécules. Industrie des Plastiques Modernes, avril 1955, p.39.
[5] M. Chatain. Plasticité des thermodurcissables. Industrie des Plastiques Modernes,
novembre 1958, p. 37-45.
[6] G. M. Kline. Amélioration de la résistance au fendillement et au choc par étirement
multiaxial. Industrie des Plastiques Modernes, juin 1958, p.30.
[7] B. Maxwell et L. Rahn. Facteurs de fendillement et au choc par étirement, S.P.E. Journal
novembre 1950,p.7.