avtomatika 98
DESCRIPTION
Automation Magazine whit DIR2010TRANSCRIPT

I S S N 15 8 0 - 0 8 3 0
Revi
ja z
a av
tom
atiz
acijo
, meh
atro
niko
, rob
otik
o, k
omun
ikac
ije i
n in
form
acijs
ke t
ehno
logi
je •
4.17
Revi
ja z
a av
tom
atiz
acijo
, meh
atro
niko
, rob
otik
o, k
omun
ikac
ije i
n in
form
acijs
ke t
ehno
logi
je •
4.17
€€ •
LET
O 2
010
• 9
8 •
LE
TO 2
010
• 9
8

SIMATIC Energymanagment s
Modularna in fl eksibilna zasnova:
• SENTRON PAC merilni instrumenti • powerrate dodatek za WinCC in PCS 7 • Knjižnice, bloki, objekti, dokumentacija na enem mediju • b.data upravljanje s podatki na višjem nivju

398/2010
Revija za avtomatizacijo in zbornik DIR2010 98/2010
Spoštovani,
Zelo kratek bom, saj je bistveno napisal že prof. Munih, odgovor-ni urednik Zbornika DIR2010, ki ga tokrat gostimo na naših straneh. Seveda gre zahvala vsem sodelujo čim in želje za čim večji uspeh pri reditve tudi s strani uredništva Avtomatike
Dragan Selanglavni urednik
Spoštovani,
Leti 2009 in 2010 bosta gotovo ostali v prihodnosti zapisani kot obdobje gospodar-ske stagnacije. Značilni so zmanjšano povpraševanje, manjši pretok blaga, manj-ša proiz vodnja in večja negotovost za prihodnost. Premislek pred investicijami je postal teht nejši, ali se pogosto sploh umika v nedoločeno prihodnost. Tudi podjetja s še nadalje nemoteno proizvodnjo skrbneje tehtajo svoje odločitve. Vse to gotovo velja za slovenski prostor, kar se odraža v zastoju, ta vpliva z zamikom v delu gospodarstva, ki podpira investicije. In predvsem industrijska robotika to gotovo je.Očitno in na srečo pa ti trendi niso povsem enaki v širši okolici Slovenije. To je mo-goče sklepati po sedanji zasedenosti glavnih aplikatorjev robotov v Sloveniji, po šte-vilu instaliranih novih robotov v lanskem letu ter nazadnje tudi lokalno, po pozi-tivnem odzivu industrije na letošnje Dneve Industrijske Robotike 2010 (DIR 2010).Industrijska robotika, servisna robotika, roboti v medicini ponujajo že od nekdaj razgiban študij, zahtevajo in dajejo paleto znanj. Med izobraževanjem je robotika igrišče s številnimi interdisciplinarnimi problemi, hkrati tudi priprava na pravo delo v industriji. V zgodnjih osemdesetih letih so se na ljubljanski Fakulteti za elektrotehniko začela predavanja iz robotike, izšel je prvi učbenik. Predmet Osnove robotike danes poslušajo vsi študentje Avtomatike (ene od štirih smeri) in Tehniške kakovosti, skupno okrog 100 študentov letno. Z naraščanjem števila robotov v in-dustriji je naraščal tudi obseg predavanj.Med štirimi moduli študija Avtomatike v končnih dveh letih je tudi Robotika, kot kombinacija robotskih ter merilnih znanj potrebnih za učinkovito fleksibilno av-tomatizacijo industrijskih procesov. Študenti tu poslušajo specifične robotske pred-mete od kinematike, dinamike, do vodenja in senzornih sistemov. Ukvarjajo se s konkretnimi problemi ob uporabi vrhunske industrijske in raziskovalne opreme (Motoman, ABB, Epson, Adept, Staübli, FCS, Phantom, Force Dimension, AMTI, JR3, Schunk in Optotrak) v povezavi z industrijskimi ter inštitutskimi partnerji.Študentje robotiki tudi letos z velikim navdušenjem organizirajo DIR 2010 pred-vsem za svoje kolege študente. Brez pomišljanja je pristopil kot glavni pokrovitelj Motoman Robotec, hitri pa so bili odzivi na ABB Slovenija ter FDS Research, ki je specialist predvsem za aplikacije vida. Pridružujejo se tudi Epson (DAX), Staübli (Domel) in Fanuc. Ti industrijski partnerji prihajajo za DIR dogodek s paleto najno-vejših industrijskih robotov na Fakulteto za Elektrotehniko, UL, nabor dopolnjujejo še obstoječi industrijski roboti v Laboratoriju za robotiko in biomedicinsko tehniko na UL, FE. Vse to z namenom, da bi študentje FE na UL, študentje drugih fakultet na UL, ter nekaj od njih tudi z drugih univerz v Sloveniji imeli enotedensko prilo-žnost delati z čisto pravimi, najnovejšimi roboti, različnih lastnosti, proizvajalcev in pristopov.Vrednost te opreme je znatna in v taki raznolikosti ter v namene treninga je ob kakšni drugi priložnosti v Sloveniji ni mogoče srečati. Odlična priložnost za vedo-željne torej, da bi spoznali aplikacije na robotih, ki so jih prispevali preko svojih idej študentje elektrotehnike – robotiki, predvsem pa sami navedeni industrijski partnerji iz lastnih izkušenj.Po programu lahko prijavljeni od torka do četrtka delajo na aplikacijah, v ponede-ljek so predavanja, kjer bo mogoče slišati paleto zanimivosti. Vabljeni so poslušalci in opazovalci brez najave. Petek je rezerviran za ekskurzijo v dve odlični slovenski podjetji, Elan in Seaway. Udeležencem želim veliko zabave in novih spoznanj, vsem sodelujočim, študen-tom 4. letnika robotike in industrijskim partnerjem pa priznanje za profesio-nalen pristop.
Ljubljana, 3.3.20010 prof. dr. Marko Munih
Založba: HYDRA & Co. d.o.o.Sostrska cesta 43C, 1000 Ljubljana
e-mail: [email protected]: http://www.hydra-co.si
tel. 059 010 948 • fax: 059 011 070
AVTOMATIKAAVTOMATIKARevija za avtomatizacijo procesov, strojev in zgradb, robo-tiko, mehatroniko, komunikacije in informacijske tehnologije
Odgovorni urednik: Branko Badrljica • tel.: 040 423 303 e-mail: [email protected]
Glavni in tehnični urednik: Dragan Selan • [email protected]
tel. 059 010 949
Naslov za pošiljanje materialovin dopisov:
Hydra & Co. d.o.o.Revija AVTOMATIKA,
P.P. 5807, 1261 Ljubljana - Dobrunje
[email protected], [email protected]čnine na: www.avtomatika.comCena 4,17 €, za celoletno naročnino prizna-vamo 10% popust, poštnina za SLO in DDV sta vključena v ceno, naklada do 2.000 iz-vodov. Vse pravice pridržane. Ponatis celo-te ali posameznih delov je dovoljen samo z dovoljenjem založnika in vedno z navedbo vira. Nepodpisane fotografi je so iz fotoarhi-va uredni štva revije Avtomatika. Revija iz-haja 10-krat letno, julija in avgusta ne izide.
ZBORNIK DIR 2010 :
Odgovorni urednik: prof.dr. Marko Munih [email protected]
Urednik DIR2010: Luka Ambrožič[email protected]
Univerza v LjubljaniFakulteta za elek trotehniko Labora to rij za robotiko in biomedicinsko tehnikoTržaška cesta 25, 1000 Ljubljana
AVTOMATIKA

4 Zbornik DIR2010 - 98/2010
APLIKACIJE
3 IMPRESSUM
3 UVODNIK
4 KAZALO DIR2010
4 SEZNAM INDUSTRIJSKIH PARTNERJEV
4 SEZNAM POKROVITELJEV IN DONATORJEV
5 PREDSTAVITEV KREATORJEV IN PREDA-VATELJEV
PREDAVANJA 6 Kaj je robotika
prof. dr. Tadej Bajd, FE
7 Klasična robotika - evolucija, razvoj in prihod-nost, Luka Ambrožič
12 Varnost pri delu z industrijskimi roboti, Izr. prof. dr. Roman Kamnik, FE
16 Roboti v industriji Univ.dipl.inž.el. Darko Koritnik, DAX
17 Servisna robotika, dr. Leon Žlajpah, IJS
APLIKACIJE Z NDUSTRIJSKIMI ROBOTI18 Motoman ROBOTEC: Svetovno prvenstvo z
robotomAplikator: Luka Peternel
21 Motoman ROBOTEC: Zvezdniški podpis z robotomAplikator: Luka Peternel
23 ABB: Vodenje robota skozi labirintAplikator: Martin Sever
25 ABB: Koordinirano delovanje dveh robotskih manipulatorjevAplikator: Martin Sever
28 DAX d.o.o.: Postavljanje in podoranje dominAplikator: Matic Mašat
31 DOMEL d.o.o.: Manipulacija kosov v treh različnih koordinatnih sistemihAplikator: Miha Pagon
34 DOMEL d.o.o.: Vodenje po sili in virtualna omejitev prostoraAplikator: Luka Ambrožič & Leon Panjtar
37 Fanuc Robotics: Tekoči trak in umetni vidAplikator: Rok Vuga
40 FDS RESEARCH: Prepoznavanje pozicije kom-pleksnega objekta s pomočjo strojnega vida in odlaganje v predpisano legoAplikator: Simon Reberšek
PREDSTAVITVE46 Predstavitev zlati pokrovitelj: TEVEL d.o.o.
33 Predstavitev Domel d.o.o.
48 Predstavitve Motoman Robotec in DAX d.o.o.
33 Predstavitve ABB d.o.o. in Fanuc Robotics
50 Logotipi vseh pokroviteljev
51 Zahvala
KAZALO DIR2010
21
23
34
Stran 21
Razvoj aplikacije se začne v virtualnem okolju. Program je tako lahko napisan še preden prispe robot.
Stran 34
Vodenje robota Stäubli po sili je sila zanimiva vpeljava v haptične ro-bote, obenem pa zabavna aplikacija.
Stran 23
Krmiljenje večih robotov na enem krmilniku in nji-hovo sinhrono delovanje
je dokaj novo na tržišču. In seveda nadvse inovativno
ter zanimivo.
INDUSTRIJSKI PARTNERJI MOTOMAN ROBOTEC .............
ABB ..........................................
DAX ..........................................
FANUC ROBOTICS ...................
FDS RESEARCH .......................
DOMEL ....................................
POKROVITELJI/DONATORJI GENERALNI POKROVITELJ: MOTOMAN ROBOTEC
TEVEL HIDRIA
IC ELEKTRONIKA DAX
ABB SILKO
DOMEL ADRIATIC SLOVENICA
MEDIJSKI POKROVITELJI AVTOMATIKA RADIO HIT
FINANCE REKREATUR
IRT3000 VENTIL
TehnoRoba.net ŠTUDENT
DOMeL

5Zbornik DIR2010 - 98/2010
Organizatorji in predavatelji DIR2010DIR2010 TEAM
Vodja ekipeLuka Ambrožič, Letnik: 4.Smer: Avtomatika - RobotikaInteresi: Tehnologija, programiranje, širjenje obzorij, druženje in fi lozofi ra-nje v nedogled:)
Oblikovanje in spletLeon PanjtarLetnik: 4.Smer: Avtomatika - RobotikaInteresi: Razvoj in design web aplikacij, robotika
Oblikovanje in splet/AplikatorMiha PagonLetnik: 4.Smer: Avtomatika - RobotikaInteresi: Programiranje in 3D
Oblikovanje in splet/AplikatorMatic MašatLetnik: 4.Smer: Avtomatika - RobotikaInteresi: Računalniki, web programira-naje, zabavna elektronika
Oblikovanje in spletMatija UrhLetnik: 4.Smer: Avtomatika - RobotikaInteresi: Programiranje mikrokontroler-jev (Adruino)
AplikatorMartin SeverLetnik: 4.Smer: Avtomatika - RobotikaInteresi: n/a
AplikatorRok VugaLetnik: 4.Smer: Avtomatika - RobotikaInteresi: n/a
AplikatorSimon ReberšekLetnik: 5.Smer: Avtomatika - RobotikaInteresi: Industrijska robotika
DIR2010 TEAM
AplikatorLuka PeternelLetnik: 4.Smer: Avtomatika - RobotikaInteresi: Robotika - humanoidni roboti in »snake« roboti
Sponzorstvo in fi nanceRobert SimčičLetnik: 4.Smer: Avtomatika - RobotikaInteresi: n/a
Sponzorstvo in fi nanceSebastjan ŠlajpahLetnik: 4.Smer: Avtomatika - RobotikaInteresi: Kolo, note, roboti. Not on fu*king Facebook
LogistikaJurij Jemec, Letnik: 4.Smer: Avtomatika - RobotikaInteresi: Svet mikrokrmilnikov, snooker, biljard, kolesarjenje, kitara in fi lmi pred letom 1990
Predavatelji:
Osnove robotikeprof. dr. Tadej Bajd
Roboti v Industrijig. Darko Koritnik
Servisna robotikadr. Leon Žlajpah
Varnost pri delu z robotidoc. dr. Roman Kamnik

6 Zbornik DIR2010 - 98/2010
ENCIKLOPEDIJA ROBOTIKE
Kaj je robotikaAvtor:
Prof. dr. Tadej BajdFakulteta za elektrotehniko Ljubljana
Robotika je veda o gibanju in vodenju robotov. Najbolj pogosti roboti so industrijski robotski manipulatorji. Indu-strijski robotski manipulator je računalniško voden, reprogramibilen in večnamenski sistem. Programibilen je v treh ali več stopnjah gibanja.
• Robotski manipulator je posnetek človekove roke. Sestavljajo ga mehanizem roke, zapestja in prije-mala.
• Robotska roka je serijska veriga treh togih teles, ki jih imenujemo segmenti robotskega mehanizma. • Dva sosednja segmenta robotskega manipula-
torja povezuje robotski sklep. • Robotski sklepi so bodisi translacij ski ali rotacij-
ski. Naloga robotske roke je, da omogoči dose-ganje želene pozicije vrha robota v prostoru.
• Robotsko zapestje pravilno orientira orodje ali predmet, ki ga drži prijemalo. • Robotska prijemala delimo na prijemala z dve-
ma prstoma in prijemala z več prsti.
Danes srečamo največ industrijskih robotskih ma-nipulatorjev v avtomobilski industriji. Tam se največ uporabljajo za varjenje. Industrijske robote pogosto uporabimo v za človeka neprimernem in nevarnem okolju. Takšni so, na primer, roboti za razpršilno bar-vanje. Industrijski robotski manipulatorji so pogosti v procesih montaže. V zadnjih letih se industrijski ro-botski manipulatorji vse bolj uveljavljajo v prehranski industriji. Danes v svetu deluje preko milijon, v Slo-veniji pa preko tisoč industrijskih robotov.
Robotov pa ne srečujemo le v industrijskih procesih. Vse bolj postajajo zanimivi tudi v medicini: v kirurgiji (vstavljanje kolčne endoproteze, minimalno invazivni posegi) ali v rehabilitaciji (urjenje gibov roke po kapi). Telemanipulatorje upravlja človek na daljavo. Upora-bljajo se v nevarnih okoljih in raziskavah vesolja. Pri raziskovanju morskega dna uporabljamo robotska avtonomna podvodna vozila. Vse bolj pogosti so mo-bilni roboti. Delimo jih na kolesne in nožne. Kolesni mobilni roboti se večinoma gibljejo po ravnem terenu. Njihova množična uporaba je predvsem v čiščenju ve-likih površin. Nožni roboti imajo običajno šest nog in se lahko gibljejo po neravnem terenu. Primer je gozdarski robot, ki ne samo da se giblje po težavnem terenu, ampak hkrati tudi podira drevesa. Najbolj na-predni so humanoidni hodeči roboti, ki bodo v bližnji bodočnosti tudi v pomoč ostarelim. Otroci se igrajo z zahtevnimi robotskimi igračami. Končno roboti nadomeščajo človeka tudi pri tako plemenitih opravi-
lih, kot je umetnost. Roboti plešejo, igrajo glasbene in-strumente in slikajo. Sodobne raziskave so usmerjene v sodelovanje človeka in robota ter mikro in nanoro-botiko.
Beseda »robot« ni bila prvič uporabljena v znanstveni ali strokovni literaturi. Prvič jo najdemo v znanstve-no fantastični drami Karla Čapka z naslovom »R.U.R. Rossum’s Universal Robots«. Slovenci smo prevod te drame dobili že leta 1921. Robotski industrijski ma-nipulatorji pa se pojavijo šele v poznih petdesetih letih, ko so Američani predlagali »programibilni me-hanski manipulator«, ki je bil osnova za prvi indus-trijski robot »Unimate«. Začetki slovenske robotike segajo v konec sedemdestih let, ko so slovenski razis-kovalci z inštitutov in univerz skupaj s strokovnjaki iz industrije razvili prve industrijske robote. Tako so raziskovalci Inštituta »Jožef Stefan« skupaj s tovar-no Gorenje razvili serijo robotov »Goro« in s tovarno Riko robote poimenovane »Riko«. Na Fakulteti za elek-trotehniko, Univerze v Ljubljani, je bil skupaj z Iskro razvit montažni robot »Roki«. Raziskovalci Fakultete za elektrotehniko, računalništvo in informatiko na Univerzi v Mariboru so najprej razvili varilni robot potem pa še velik robotski manipulator z Železarno Štore. V tem prvem obdobju je bilo v slovensko indus-trijo vpeljanih tudi več robotskih proizvodnih celic, v katerih so bili uporabljeni industrijski roboti tujih proizvajalcev.
Pomembno prelomnico v slovenskem robotskem ra-ziskovanju pomeni delovno srečanje »Gibanje pri človeku in stroju«, ki sta ga leta 1982 pripravili ameriška National Academy of Sciences in takratni Savet akademija Jugoslavije. Organizacijo sestanka, ki je potekal v Portorožu, je prevzela Slovenska aka-demija znanosti in umetnosti. Takrat so bili pri nas vsi najpomembnejši ameriški robotiki, ki so v kasnejših letih letih slovenskim robotikom pomembno pomag-ali utirati pot v svet. Mednarodne vezi se nadaljujejo tudi v vrsti bienalnih simpozijev Advances in Robot Kinematics.
V današnjem času se raziskovalci Inštituta »Jožef Stefan« posvečajo predvsem problemom biorobotike

7Zbornik DIR2010 - 98/2010
EVOLUCIJA, RAZVOJ IN PRIHODNOST ROBOTIKE
Klasična robotika – evolucija, razvoj in prihodnost
Avtor:Luka Ambrožič
FE, Ljubljana
Članek obravnava področje, kjer so danes roboti najbolj razširjeni – industrij-sko robotiko, namenjen pa je vsem radovednim bralcem. V članku so podani osnovni pojmi s področja robotike, kratka zgodovina razvoja robotov, različni tipi robotov ter današnja uporaba le-teh. Bežno pa se dotaknemo tudi novih področij robotike ter njihove uporabe.
Luka Ambrožič(ŽIVLJENJE IN TEHNIKA, MAREC 2010)
in humanoidne robotike. Z robotskimi pristopi razisku-jejo ramenski sklep, skok v višino, gibanje glave, bioku-larni robotski vid, probleme ravnotežja pri stoji. Posebno mednarodno pozornost pa je pritegnil robot smučar.
Raziskovalci ljubljanske Fa-kul tete za elektrotehniko de-lujejo na področju rehabilita-cij ske robotike. V okviru ev-rop skih projektov razvijajo haptične robote za urjenje gi-banja zgor njih ekstremitet inprijemanja v navideznem oko-lju. Skupaj s podjetjem Tri-mo razvijajo izviren robotski sistem v grad be ni štvu. Mari-borski raziskovalci se ukvarja-jo predvsem z razvijanjem na-prednih pristopov k vodenju robotov in mikrorobotiko. Po -membno vlogo v slovenski ro -botiki pa igrajo majhna in srednje velika podjetja, ki uvajajo tuje industrijske robo-te v naše proizvodne procese: Motoman Robotec, ABB Slo-venija, Dax, Fanuc Robotics, Domel, FDS Research. Za slov-ensko ro botiko je značilno do-bro so de lovanje med univer-zami, in štituti in industrijo.V zgodnjih osemdesetih letih so se na ljubljanski Fakulteti za elektrotehniko začela pre-davanja iz robotike in leta 1985 je izšel prvi učbenik In-dustrijska robotika. Z na ra š-čanjem števila robotov v in-dustriji je naraščal tudi obseg predavanj. Predmet industrij-ska robotika je prerasel v štu-dij sko usmeritev robotika, kjer so študentje vključeni v od lično opremljene laborato-rije. Na voljo jim je tudi več sodobnih učbenikov, od kate-rih je eden v prevodu izšel pri mednarodni založbi Springer. Posebno pozornost po svečajo slovenski roboti ki na vduševa-nju mladih za tehniko in pose-bej za robotiko. Na ljubljanski elektrotehniški fakulteti pote-kajo vsako pomlad »Dnevi in-dustrijske robotike« na mari-borski pa »Mariborski robotski izziv«.
Nekaj osnov
Robotika je, pa čeprav se tega ne zavedamo, še kako pomem-ben del naših življenj. Brez ro-botov ne bi bilo možno sestaviti na tisoče avtomobilov ali deset-tisoče elektonskih čipov dnevno. V medicini določene zahtevne operacije ne bi bile izvedljive in Japonska bi ne imela dovolj de-lovne sile. Roboti so prisotni povsod okoli nas, pa jih sploh ne prepoznamo. Zato se moramo vprašati, kaj sploh je robotika in kaj robot.
Robotika je področje inženiringa, ki se ukvarja z razvojem in upo-ra bo robotov, računalniškimi sistemi za vodenje le-teh, zajemanjem podat-kov s senzorjev in procesiranjem informacij.
Kaj pa pomeni sama beseda robot? Po definiciji združenja IEEE (Institute of Electrical and Electronics Engineers) ali RIA (Robot Industries Association) je ro-bot programirljiv, multifunkcijski mehanizem s tremi ali večimi prostostni-mi stopnjami, ki je namenjen premikanju materiala, delov, orodij ali drugih posebnih naprav s pred-programiranimi premiki, potrebnimi za določena opravila.
Prostostna stopnja je sklep med dvema togima telesoma, segmentoma ro-bota. Število prostostnih stopenj je število parametrov, potrebnih za enoum-no določitev lege mehanizma, povedano drugače, to je število sklepov, ki skrbijo za rotacijo (rotacijski sklep) ali pa dolžinsko spreminjanje položaja segmentov (translacijski sklep). Človeška roka (rama, komolec in zapestje) ima na primer sedem prostostnih stopenj in čeprav so za dosego katerekoli točke v prostoru potrebne le 3, nam dodatne prostostne stopnje omogočajo prijemanje z različnih strani in pod različnimi koti, torej različnimi konfigu-racijami. Industrijski roboti so do nedavnega imeli največkrat 6 prostostnih stopenj. Razlog za to je, da je za poljubno lego in orientacijo vrha robota potrebnih 6 parametrov: trije za definicijo položaja in trije za opis orientacije vrha.

8 Zbornik DIR2010 - 98/2010
EVOLUCIJA, RAZVOJ IN PRIHODNOST ROBOTIKE
Razvoj robotike
Zgodovina izraza robot sega v leto 1921. Takrat je češki pisatelj in dramaturg Karel Capek napisal igro z imenom Rossumovi univerzalni roboti (Rossum’s Uni-versal Robots). Sam tèrmin robot ima torej korenine v češkem jeziku, izvira pa iz češke besede za prisilno delo robota. Izraz se od takrat naprej uporablja za imenovanje stroja, ki opravlja delo v pomoč ljudem ali namesto njih. Najprej se je uveljavil predvsem v svetu literature in kratkih zgodb. Roboti vseh možnih ob-lik so bili tema veliko zgodb in stripov. Bili so tudi tema serije kratkih zgodb pisatelja Isaaca Asimova, ki jih je pisal za revi-jo Super Science Stories. Zbirka zgodb, zbrana leta 1950, se imenuje Jaz, Robot (I, Robot).Bil je prvi, ki je uporabil izraz robotika za opis tehnologije robotov in v svojih zgodbah napovedal vzpon močne ro-botske industrije. Poznan pa je predvsem po stvaritvi treh za-konov robotike:
• Robot ne sme škodovati človeku ali z neposredo-vanjem dopustiti, da se človek poškoduje.
• Robot mora vedno slediti ukazom človeka, ra-zen, ko so ti ukazi v konfliktu s prvim zakonom robotike.
• Robot mora varovati svoj obstoj dokler va-rovanje obstoja ni v konfliktu s prvim ali dru-gim zakonom robotike.
Robotika pa se je v sedanji obliki začela razvijati v drugi polovici štiridesetih let 19. stoletja. Tekom zad-njih 40 let so nastali pomembni patenti na področju vodenja strojev, ti so bili najprej vodeni preko mag-netofonskih trakov nato še s pomočjo programir-ljivih računalnikov. Razvoj robotike je bil torej tesno povezan z razvojem računalniških sistemov. Pionir na področju klasične robotike je bil George Devol. Ob prošnji za dodelitev patenta robota je zapisal:˝Ta izum omogoča, prvič v zgodovini, več ali manj splošno-namensko napravo, ki omogoča univerzalno aplikacijo le-te mnogim nalogam, kjer je zaželen ciklični nadzor.˝ Izumil je prvega programirljivega robota, ki ga je po - imenoval Universal Automation, kasneje pa ga je na predlog svoje soproge preimenoval v Unimation. Le-ta 1956 sta na neki zabavi s poslovnežem Josephom Engelbergerjem izmenjala nekaj zanimivih idej in predlogov. Zaključila sta, da bi bilo zanimivo, če bi se proizvodnje lotila na drug način, da bi stroji bili tisti, ki bi namesto ljudi prelagali karkoli. Tako sta skupaj ustanovila podjetje Unimation Inc., prvo ro botsko po-djetje. Unimation se je ob njuni ino vativnosti razvil v pravega robota, imenovanega Unimate. Bil je namen-jen rokovanju z surovinami.
Slika 2 - Robot Unimate (vir: [1])
Kmalu zatem sta razvila tudi robote za varjenje in druge naloge. V letu 1960 je družbo Unimation Inc. kupilo podjetje Condec Corporation, kar je pomenilo začetek proizvodnje in prodaje robotskih sistemov Unimate. Leto kasneje je bil prvi Unimate robot vgra-jen v tovarni GM (General Motors), v ZDA. Opravljal je nalogo pobiranja vročih kovinskih vlitkov in zlaga-nja teh v palete. Leta 1964 je podjetje GM naročilo še 66 robotov Unimate. To je bila pomembna prelomica v industrijski robotiki. Zanimivo je, da je podjetje Uni-mation Inc. prvič pozitivno poslovalo šele leta 1970, kar 14 let kasneje od ustanovitve. Ker je bil trg za robote v 60. letih še zelo šibak in majhen, so se roboti začeli pojavljati več v medijih kot pa v proizvodnji. Tako je robot dobil prizvok zabavne igrače.Do leta 1967 je bila uporaba robotv omejena predvsem na ZDA. Tedaj pa je bil prvi robot nameščen tudi v Evropi. Unimate robota so kupili v tovarni za vlivan-je kovin na Švedskem. Kasneje so robote za varjenje vgradili tudi v tovarnah različnih znamk vozil.
V severni Evropi so v poznih 60. letih začeli z lastnim razvojem robotov za barvanje in druge aplikacije, saj so bili ameriški roboti zelo dragi. A vsi ti roboti so uporabljali za pogon hidravliko, torej cilindre gnane s stisnjenim oljem, te pa je bilo pri majhnih bremenih težko nadzorovati. Tudi natančnost je bila precej maj-h na. Švedsko podjetje Asea je bilo že leta 1962 velika družba in velik uporabnik numerično krmiljenih (NC) strojev, kasneje, leta 1969, so vgradili tudi prvega Unimate robota. Že leta 1972 so jih uporabljali kar dvajset. Želeli so si pridobiti licenco za proizvodnjo Unimate robotov, a je zastopništvo dobilo podjetje Elektrolux. V Asei so se zato odločili za razvoj svoje ga robota. Vo- dja razvoja Bengt Kredell je v podjetje pripeljal nadar-jenega inženirja Björna Weichbrodta, kar se je izka-za lo za odlično potezo. Weichbrodt si je zamislil več različnih konceptov robotov, tako hi dravličnega kot električnega robota. Vodstvu je predlagal razvoj električnega in požel veliko odobravanja. Projekt je dobil močno finančno injekcijo, kar je omogočilo iz-vedbo raznih pomembnih raziskav in razvoja. Razvili
Slika 1 - Naslovnica zbirke I, Robot (1955) (vir: Wikipedia)

9Zbornik DIR2010 - 98/2010
EVOLUCIJA, RAZVOJ IN PRIHODNOST ROBOTIKE
so prototip električnega robota, ki ga je kot prvega krmilil štiribitni mikroračunalnik takrat še neznane-ga in majhnega podjetja iz ZDA, Intela. Robot se je ime noval IRB 6, ker je imel nosilnost 6 kg. Prototip je bil v svetu dobro sprejet, zato so ga v Asei začeli se rijsko izdelovati. Leta 1974 so prodali prvega robo-ta v podjetje Magnusson, ki je bilo leto kasneje eno izmed prvih družb, ki so imeli popolnoma avtoma-tizirano proizvodnjo brez zaposlenih in je delovala dneve in noči, sedem dni na teden. Aplikacija prvega električnega robota je bila poliranje medeninastih pip.
Slika 3: - ASEA IRB 6 – prvi električni industrijski robot (Vir: [1])
Kmalu je postalo jasno, da je eletrični robot prihod-nost proizvodnje zaradi zmožnosti gibanja po gladkih krivuljah, kar je še posebej uporabno pri različnih ti-pih varjenja in obdelave. Kasneje so v Asei izdelali tudi večjo različico IRB 6 – IRB 60. Bil je velik tehnološki do sežek, saj mnogi niso verjeli, da je možno izdelati tako velikega robota na električni pogon. Ker je bil trg za robote v času izdelave IRB 6 še vedno zelo majhen, so te robote uporabljali večinoma v Aseinih podjetjih. Zavedali so se, da je sam robot le del nekega procesa, zato so razvijali tudi delovne metode za različne ro-botske naloge. Podjetje je eno izmed vodilnih podjetij na tem področju še danes, znano pa je pod imenom ABB (Asea Brown Boveri) s sedežem v Švici.
Roboti so konec sedemdesetih let prejšnjega stoletja doživeli razcvet na Japonskem. Tam je bila gospodar-ska situacija za robotiko še posebej ugodna, saj zaradi visoke ekonomske rasti ni bilo na voljo dovolj delovne sile. Vlada in podjetja so veliko vlagali v razvoj in raz-iskave v robotiki. Ker Aseinega IRB 6 robota ni bilo mogoče patentirati, so se na Japonskem začeli poja-vljati podobni roboti. Najboljše robote je proizvajalo podjetje Yaskawa, ki je danes v svetu znano tudi kot Motoman, prav tako eno izmed vodilnih podjetj na področju celovitih robotskih rešitev. Na Japonskem je tako vsako leto proizvodnja robotov rasla, uporabljali
pa so jih predvsem na domačih tleh. Zaradi ekonom-ske krize in želje po osvojitvi tujih trgov, so se japon-ski proizvajalci povezali z velikimi mednarodnimi podjetji in razširili ponudbo tudi na tujih trgih. V Evropi pa je medtem, razen v nekaterih severno-ev-ropskih podjetjih, področje robotike stagniralo, saj ni bilo takšnega pomanjkanja delovne sile kot na Japon-skem, ni bilo tudi prostorske stiske v proizvodnji. A vendar se je pojavilo nekaj družb, ki so začele najprej s predstavništvom tujih izdelovalcev robotov, nato še z lastnim razvojem. V Evropi so se najbolj razvili Kuka, Staübli, Comau ter Renault Automation. Kasneje je bilo samo v Nemčiji čez 30 različnih proizvajalcev robotov, večinoma vezanih na podjetja avtomobilske industrije.Seveda so se razvoja robotov lotili tudi v bivši Sovjet-ski zvezi, kjer je bilo podobno kot na Japonskem po-manjkanje delovne sile. Avtomatizacija proizvodnje je bila zapisana celo v petletnem načrtu, sprejetem leta 1981. Veliko podjetij je uporabljalo hidravlične robote do mače izdelave, a so bili tehnično pomanjkljivi, pa tu di preveč različnih robotov je bilo na voljo (približno 200). Problem je bil tudi na področju krmiljenja, saj niso imeli dostopa do proizvodov ameriškega trga, predvsem mikroračunalnikov. Robotizacija je bila zato neuspešna, v veliki meri pa so vgrajeni roboti rjaveli v delavnicah, tekom življenjske dobe pa so v povprečju opravili manj kot uro dela. Danes so v svetu priznani proizvajalci robotov pred-vsem Motoman (Yaskawa), ABB, Fanuc, Epson, Pana-sonic, Kuka, Staübli, OTC, Nachi, Kawasaki, Adept, Mitsubishi, Comau in Honda, obstajajo pa tudi druga manjša, specializirana podjetja.
Uporaba robotov
Roboti se v veliki meri uporabljajo v industriji, kjer op-rav ljajo različne naloge. Te so bile najprej le manipu-la cija z materiali in premikanje le-teh, razne oblike varjenja ter barvanja. Tovrstne aplikacije so še vedno najpogostejše, roboti pa se uporabljajo tudi za mnogo drugih opravil. Verjetno najširša uporaba robotov je na področju industrijskega varjenja, saj je ponovlji-vost, kvaliteta zvarov ter hitrost varjenja z roboti na druge načine nedosegljiva. Konstantnost ter ponovlji-vost robotskega gibanja omogoča praktično popolno kvaliteto barvanja, obenem pa ni nepotrebnih izgub pri barvi. Barvanje je naloga, ki najbolje prikaže pred-nost uporabe robotov v industriji. Za zdravju nevarno in natančno delo ni potreben več človek, povečani sta kvaliteta dela in enakomernost porazdelitve barve, stroški pa so nižji. Prav tako so roboti zelo uporabni na področju dolgočasnih, ponavljajočih se nalog ses-tavljanja izdelkov, še posebej elektronike. Uporabljajo se tudi na področju paletiziranja – zlaganja ali razlag-anja izdelkov na palete. Namenjeni so za vse od vlag-anja oglasnih prilog v časopise pa do zlaganja in paki-ranja palačink. Veliko robotov se dandanes uporablja tudi za brušenje, vodno rezanje in poliranje materiala, v kombinaciji s strojnim vidom pa tudi za sortiranje in kontrolo kvalitete. Roboti so še posebej uporabni

10 Zbornik DIR2010 - 98/2010
EVOLUCIJA, RAZVOJ IN PRIHODNOST ROBOTIKE
v prostorih, ki morajo ostati popolnoma čisti. Roboti namreč ne kihajo in nimajo prhljaja, zato so primerni na področjih izdelave polprevodnikov ali farmacije.
Vrste industrijskih robotov
Obstaja kar nekaj različnih oblik industrijskih ro-botov, ki so s svojo zgradbo – strukturo prilagojeni določenim tipom nalog.
Slika 4 - Kartezični robot (vir: NASA)
Kartezični robot je robot, namenjen prestavljanju, sestavljanju ter celo obločemu varjenju. Robotska roka tega robota je zasnovana tako, da je gibanje možno le v smereh kartezičnih koordinat (v 3D pro-storu, kjer so osi x (dolžina), y (širina) ter z (višina) pravokotne med seboj). Robot ima tri translacijske prostostne stopnje.Cilindrični robot se uporablja večinoma za rokovanje z izdelki ter točkovno varjenje. Prostostne stopnje ro-bota so zasnovane tako, da tvorijo valjni (cilindrični) koordinatni sistem. Robot ima že eno rotacijsko stopnjo, ostali dve pa ostajata translacijski.
Slika 5 - Valjni robot (vir: NASA)
Sferični robot, imenovan tudi polarni robot, saj osi gi banja tvorijo polarni oziroma krogelni koordinatni sistem. Robot ima dve rotacijski prostostni stopnji in le eno translacijsko, uporablja pa se predvsem za različne tipe varjenja.
Slika 6 - Polarni robot (vir: NASA)
SCARA roboti predstavljajo velik del industrijskih ro-botov, namenjenih rokovanju z materialom ter ses-tavljanju izdelkov (t.i. pick and place). SCARA pomeni Selective Compliance Articulated Robot Arm, kar v pre-vodu pomeni artikulirana (členkasta) robotska roka z izbirno podajnostjo. Ti roboti so največkrat oprem-ljeni tudi s strojnim vidom, odlikuje pa jih izredno vi-soka hitrost premikanja, kot tudi dobra ponovljivost gibanja in točnost doseganja točk. SCARA robot ima dve rotacijski prostostni stopnji, ki delujeta v isti, hor-izontalni ravnini, tretji, translacijski sklep, pa omogo-ča premikanje vrha robota pravokotno na to ravnino. Prav ta struktura omogoča večjo podajnost (meh-kobo) glede na sile, ki delujejo v ravnini prvih dveh sklepov. Tako je robot bolj fleksibilen, kar omogoča, da se upogne in s tem kompenzira nenatančno pozi-cioniranje pri nalogah, ki zahtevajo tesno prileganje delov za sestavljanje.
Slika 7 - SCARA robot
Artikulirani robot je robotski manipula-tor, sestavljen iz samih rotacijskih prostost-nih stopenj oziroma sklepov ter ima vsaj dva zaporedna rotaci-jska sklepa, ki se gibl-jeta okrog paralelnih osi. Ti sklepi so pona-vadi povezani v obliki
odprte kinematične verige (vrh robota je povezan le z enim, prejšnjim sklepom), torej prejšnji sklep določa položaj naslednjega in ga obenem tudi podpira. Ti ro-boti imajo najširše območje uporabe in so primerni za veliko nalog, kot so varjenje, barvanja, sestavljanje, premikanje, poliranje in podobno.
Slika 8 - Artikulirani ro bot – tipičen indus-trij ski robot
Paralelni robot, pravimo mu tudi paralelni manipu-lator, je mehani-zem v zaprtozančni kinematični verigi,
kar pomeni, da je vrh robota povezan z vznožjem (bazo) robota preko več kinematičnih verig. Ti roboti so zaradi velikega števila “nog”, ki podpirajo vrh ro-bota, zelo strukturno trdni in natančni, predvsem pa

11Zbornik DIR2010 - 98/2010
EVOLUCIJA, RAZVOJ IN PRIHODNOST ROBOTIKE
tudi izjemno hitri. Uporabljajo se praviloma za ma-nipulacijo objektov na tekočem traku v kombinaciji z uporabo strojnega vida, trenutno pa je popularna delta oblika.
Slika 9 - Paralelni robot (vir: ABB Robotics)
Robotika danes
Do današnjega dne se je razvilo mnogo različnih oblik robotov, za različne namene. Veliko robotov je bilo razvitih z namenom, da bi človeku olajšali delo, a nekateri služijo le enemu namenu – zabavi. Robotika se v osnovi deli pravzaprav le na dva dela – na industrijsko in na servisno robotiko. Zanimivo je, da različni tipi robotov lahko pripadajo katerikoli izmed teh kategorij, delitev pa je v veliki večini prime-rov odvisna le od naloge, ki jo robot opravlja. Tako pod industrijsko robotiko spadajo vsi roboti za delo v proizvodnji. Ker se uporaba robotov neprestano širi na različna področja storitev, je to področje uporabe za-jeto z izrazom servisna robotika. Servisne robote neu-radno definiramo kot tiste, ki delujejo polovično ali popolnoma avtonomno, služijo in pomagajo človeku ali vzdržujejo opremo, a ne delujejo v proizvodnji. Tako lahko v grobem servisne robote ločimo na tiste za uporabo doma, druge pa za profesionalno upora-bo. Roboti za uporabo v domačem okolju večinoma opravljajo kakšno nalogo vzdrževanja gospodinjstva, kot je na primer sesanje, pomivanje tal, košenje trave in celo humanoidno butlerstvo. Največji del robotov za domačo uporabo predstavlja t.i. zabavna robotika, ki vključuje razne igrače ter druge zabavne aplikacije. Ti roboti lahko služijo tudi v namen izobraževanja. Najbolj pomemben del domačih servisnih robotov omogoča pomoč in rehabilitacijo indvalidnim osebam.Servisni roboti za profesionalne namene opravljajo mnogo različnih in zanimivih nalog. Pospešeno se uporabljajo v kmetijstvu, gozdarstvu, rudarstvu in seveda tudi v vesolju. Uporabljajo se pri čiščenju ce vi,oken in tal ter kot vzdrževalni roboti v tovarnah, kanalizaciji ter drugih okoljih. So del logističnih siste-mov, še posebej pa je njihova uporaba dobrodošla v medicini, kjer kot robotizirana orodja izločajo tre-senje rok kirurga, preprečujejo gibanje v prepovedano območje in dovoljujejo predvsem vnaprej načrtovane korake operacije.
Poseben del servisne robotike so humanoidni robo-ti, ki s svojim gibanjem, obnašanjem in interakcijo z okoljem skušajo oponašati človeka. Ta del robotike je obenem svetu tudi najbolj znan in privlačen, saj odpi-ra vrsto novih sila privlačnih aplikacij.
Slika 10 - Najnovejši industrijski roboti Motoman
V začetku leta 2009 je bilo na svetu v proizvodnji de-lujočih kar 1.037.000 robotov, od tega kar 300.000 na Japonskem, 100.000 v Republiki Koreji in 60.000 na Kitajskem. Skupno število delujočih robotov v Ev-ropi je bilo 344.000, največ v Nemčiji, kjer so imeli konec leta 2008 v proizvodnji aktivnih kar 146.000 robotov. V Sloveniji pa je bilo v začetku leta 2009 ope-ra tivnih približno 1.500 robotov. Številke kljub eko-nomski krizi rastejo, kar napoveduje svetlo prihod-nost industrijske ter drugih oblik robotike. Zanimivo je tudi, da je v Evropi v proizvodnji aktivnih kar še enkrat večje število robotov kot v Severni Ameriki, v Aziji, predvsem na Japonskem in Koreji pa imajo kar trikrat več robotov od Severne Amerike.Z gotovostjo lahko trdimo, da so roboti med nami in jih bo vedno več, opravljali pa bodo vedno več novih nalog. Pa čeprav je imela beseda robot v preteklosti morebiti slab prizvok ali socialne skrbi zaradi more-bitne izgube službe, je danes robotizacija tisto, kar omogoča napredek in razvoj tehnologije ter človeštva.
Viri:1. Lars Westerlund, The Extended Arm of Man, A History of the Indus-
trial Robot, založba Informationsfȯrlaget, Stockholm, 2000.2. Robert Malone, Ultimate Robot, DK publishing, Inc., New York,
2004.3. Faith D’Aluisio, Peter Menezel, Robo Sapiens, Evolution of a New
Species, MIT Press, Cambridge, Massachusetts, 2000.
http://...• www.dir2010.si (Dnevi Industrijske Robotike 2010)• www.ifr.org (IFR International Federation of Robotics)• www.robotics.org (RIA Robotic Industries Association)• en.wikipedia.org (Wikipedia, the Free Encyclopedia)• www.engineershandbook.com/Components/robots.htm (Engi-
neers’ Handbook)• prime.jsc.nasa.gov/ROV/types.html (NASA: Types of Robots)• www.worldrobotics.org (IFR Statistical Department)• www.worldrobotics.org/downloads/2009_executive_summa-
ry.pdf (IFR 2009 Executive summary)• www.darpa.mil (domača stran DARPA)

12 Zbornik DIR2010 - 98/2010
PREDAVANJE: VARNOST PRI DELU Z ROBOTI
Varnost pri delu z industrijskimi roboti
Predavatelj:izr. prof. dr. Roman Kamnik
Fakulteta za elektrotehniko Ljubljana
Industrijski robot je pozicijsko vodena, programirljiva in večopravilna naprava, ki se giblje vzdolž več prostostnih stopenj v prostoru. Namenjen je manipulaciji materiala, obdelovancev in orodij pri izvajanju različnih delovnih nalog in programiranih gibov. Glede na zagotavljanje varnosti uvajanje industrijskih robotov v proizvodnjo predstavlja dva nasprotna si vidika. Na eni strani uporaba industrijskih robotov v nevarnem in človeku škodljivem okolju povečuje človekovo varnost. Uporaba robotov za avtomatsko varjenje, kovanje, peskanje, barvanje, itd. omogoča, da je človek umaknjen iz neprijaznega in nevarnega delovnega okolja. Na drugi strani pa lahko roboti med obratovanjem sami ogrožajo varnost delavcev.
Pri delu z roboti so možni nesrečni slučaji, lahko tudi tragični, če ni ustrezno poskrbljeno za zagotavljanje varnosti. Glavna nevarnost pri delu z roboti na človeka preti v robotovem delovnem prostoru. Robot je sposo-ben prostega gibanja v širokem prostoru, sposoben je hitrih nepredvidenih gibov in nagle spremembe kon-figuracije. Navedeno lahko predstavlja neposredno ogrožanje varnosti osebe, ki dela ali stoji v bližini ro-bota. Zato je potrebno pri vsaki robotski celici oceni-ti kakšno je tveganje za varnost in uvesti ukrepe za zmanjšanje možnosti nesreč. Nepričakovano gibanje robota lahko povzroči okvara sistema ali človeška napaka. Med te prištevamo:
• Nepredvideno obnašanje robota, katerega vzrok je napaka v robotskem krmilnem sistemu.
• Prekinitev pomembnih kabelskih povezav, ki je posledica robotskega gibanja.
• Napaka pri prenosu podatkov, ki povzroči gib ro-bota večji od pričakovanega.
• Napaka ali okvara delovanja orodja, npr. varilne pištole.
• Programske napake ali druge napake v delovanju.• Premajhna preciznost gibanja ali izraba. • Nekompatibilnost vpenjal in drugih orodij.
Nevarnosti pri delu z roboti
V osnovi obstajajo tri potencialne nevarnosti pri delu z industrijskimi roboti:
• Nevarnost trka, ki je možnost, da gibajoči se ro-bot ali orodje, ki ga robot nosi, zadene operaterja. Trk je lahko posledica nepričakovanega giba ro-bota ali izmeta/izpustitve obdelovanca.
• Nevarnost stisnjenja je nevarnost, da robot med gibanjem v bližini objektov, ki so fiksni, kot npr. stroji, oprema, ali ograja, stisne operaterja. Nevar-nost stisnjenja obstaja tudi pri delu ob vozičkih, tekočih trakovih, paletah in drugih transportnih mehanizmih.
• Ostale nevarnosti, ki so specifične posamezni robotski aplikaciji, kot npr. nevarnosti udara električnega toka, vplivov varilnega obloka, ope-klin, strupenih snovi, sevanja, prekomernega zvoka, itd.
Slika 1: Nevarnost trka in nevarnost stisnjenja pri delu z industrijskimi roboti
Gornje nevarnosti izvirajo iz naslednjih vzrokov:
• Nevarnosti krmilnega sistema: To so nevarno-sti napak, ki se dogodijo v robotskem krmilniku, kot so npr. programske napake, napake zaradi interference signalov ter napake v hidravličnih, pnevmatskih ali električnih podsistemih poveza-nih z robotom.
• Mehanske nevarnosti: V ta razred sodijo nevar-nosti, ki so posledica mehanskih lastnosti obde-lovancev ali orodij, ki jih prenaša robot. Te so npr. ostri robovi, večje mase ali nezastrte elektrode. Zaradi mehanskih napak lahko robotsko prije-malo nepredvideno izpusti obdelovanec. Vzroki

13Zbornik DIR2010 - 98/2010
PREDAVANJE: VARNOST PRI DELU Z ROBOTI
mehanskih napak so prekomerna obremenitev, korozija, utrujanje materiala in pomanjkljivo vzdrževanje.
• Nevarnosti okolja: Uporaba robotov lahko v določenih situacijah povzroči tudi tveganja iz okolja. Tovrsten primer so varilne robotske celice od katerih se širijo varilni plini, varilno iskrenje ter leteči delci. Podobno tveganje predstavljajo tudi prah, vlaga, ionizirajoče in neionizirajoče sevanje, laserski žarki, ultravijolična svetloba ter gorljivi in eksplozivni plini.
• Nevarnosti človeških napak: V večini robotskih celic mora operater delati v bližini robota ali vsto-pati v njegov delovni prostor. V tem primeru je iz-postavljen nevarnosti trka ali stisnjenja, ki lahko nastopi med programiranjem, učenjem gibanja, vzdrževanjem, ali delom v bližini robota npr. vla-ganjem ali jemanjem obdelovancev iz celice. Slabo poznavanje opreme je glavni vzrok za človeške napake pri delu z roboti.
• Nevarnosti perifernih naprav: V večini ro-botskih celic robot dela v povezavi s perifernimi enotami, kot so obdelovalni stroji, tekoči trako-vi, obdelovalna orodja, stiskalnice, itd. Tovrstna oprema prav tako lahko predstavlja varnostno tveganje, če so nevarni deli v dosegu operaterja in niso zaščiteni z varnostnimi ograjami. Poročila o nesrečah z industrijskimi roboti odkrivajo, da se večino nesreč dogodi, ko operater vstopi v ro-botski delovni prostor potem, ko se je robot pred-hodno ustavil ali se gibal počasi, nenadoma pa se je začel gibati in hitro pospeševati.
Zahteve in zagotavljanje varnosti pri delu z roboti
Splošne zahteve za varno delovanje industrijske stroj-ne opreme predvidevajo, da morajo biti vsi gibajoči se deli opreme, vsak del prenosnih sistemov in vsak ne-varen del varno zakriti. Izjeme obstajajo v primerih, ko so ti deli v takšnem položaju ali so takšne kon-strukcije, da so že sami po sebi varni kot da bi bili za-kriti. Smernice za varno delovanje strojev so podane v direktivah o strojih 98/37/EC in 2006/42/EC. Pri klasičnih strojih so nevarni deli običajno vgrajeni v njegovi notranjosti. Delovanje strojev je pod popolno kontrolo človeka in so zato vzroki nesreč večinoma pripisani človeškemu faktorju.
V nasprotju s stroji, pa je pri robotski celici lahko potencialno nevarna širša okolica robota, ki obsega celoten robotov delovni prostor, pa tudi bližnjo okoli-co v primeru letečih delcev ali kosov. Zaradi tega je potrebno skrbno preučiti do kod sega področje nevar-nosti in tega ustrezno zaščititi. Pri tem je pomembna analiza potencialnih nevarnosti, ki mora biti izve-dena na sistematični način. Standard, ki ureja var-
no delovanje robotskih celic, je novejši standard ISO 10218 (ang. naslov: Robots for industrial enviroments - Safety requirements). Standard ni obvezujoč, saj daje le praktična priporočila za zagotavljanje varnega de-lovanja. Robotska celica, ki je zgrajena skladno s pri-poročili, hkrati ustreza tudi direktivi o strojih.
Zagotavljanje varnosti na nivoju strojne opreme
Varnostna zaščita na nivoju strojne opreme se glede na priporočila standarda EN 954-1:1999 (ang. naslov: Safety of machinery, Safety-related parts of control systems, Part 1: General principles for design, ki je harmoniziran ISO 13849-1:1999) lahko izvaja na treh nivojih:
Nivo 1 je nivo varovanja obsega celotne robotske ce-lice. Običajno je varovanje izvedeno s fizičnim ogra-jevanjem s pomočjo kombinacije mehanskih ograj in vrat. Kot opcija so lahko uporabljene tudi naprave za zaznavanje prisotnosti ter zvočne in svetlobne opozo-rilne naprave, vendar le kot dodatek za zagotavljanje večje varnosti.
Nivo 2 vključuje nivo varovanja človeka, ki se nahaja v delovnem prostoru robota. Običajno je varovanje izvedeno s pomočjo senzornih naprav za zaznavanje prisotnosti človeka. Z razliko s predhodnim nivojem, kjer gre predvsem za ograjevanje, je v tem primeru poudarek na zaznavanju prisotnosti operaterja.
Nivo 3 je nivo varovanja človeka v neposredni bližini robota. Varovanje na tem nivoju se izvaja z zazna-vanjem prisotnosti človeka ali ovir v bližini robota ali pa neposrednega stika z robotom ter posledično, s takojšnjo zaustavitvijo delovanja. Za ta namen so uporabljane naprave za merjenje položaja človeka in različni senzorji dotika, kot so npr. senzorji sil in momentov ali kontaktni senzorji dotika. V večini ro-botskih aplikacij je zahtevan vsaj en nivo varovanja. Glede na oceno tveganja, pa je mogoče izvajati več nivojev varovanja hkrati.
Naslednje slike prikazujejo več primerov prvega nivo-ja varovanja, kjer operater praviloma ne vstopa v samo robotsko celico.
Na sliki 2 je prikazano fizično ograjevanje robotske celice z ograjo z vrati. Operater lahko vstopi v robot-sko celico samo v primeru, ko robot ni v obratovanju. Če vstopi med obratovanjem, stikalo na vratih izklopi delovanje.
V drugem in tretjem primeru sta delovni prostor ope-ra terja in robota popolnoma ločena. Vstavljanje obde-lovancev in jemanje obdelovancev iz celice je izvedeno preko rotirajoče mize (glej sliko 3) ali pomičnih meha-nizmov (glej sliko 4).

14 Zbornik DIR2010 - 98/2010
PREDAVANJE: VARNOST PRI DELU Z ROBOTI
Slika 2 - Prvi nivo varovanja s fizično ograjo in vrati
Slika 3 - Prvi nivo varovanja s fizično ogrado in rotirajočo mizo
Slika 4 - Prvi nivo varovanja s fizično ograjo in pomičnimi mehanizmi
Na drugem nivoju varovanja pri katerem operater lah ko vstopa v robotsko celico, je varovanje izvedeno na osnovi senzorjev za ugotavljanje prisotnosti oper-aterja. To so običajno optični senzorji, ki delujejo na principu zaznavanja prekinitve žarka, postavljeni v formacijo optičnih zaves, kot je to prikazano na sliki 5. Alternativa je uporaba senzornih preprog, ki na os-novi izmerjenega tlaka na podlago, zaznavajo položaj operaterja.
Slika 5 - Drugi nivo varovanja s pomočjo optičnega senzor-ja za zaznavanje prisotnosti operaterja
V osnovi naj bi bili senzorji za ugotavljanje prisotno-sti uporabljeni le kot sekundarna oblika zagotavlja-nja varnosti in to le v primerih, ko je nujno potreben omejen dostop do robota.
Sodobni trendi uporabe robotskih sistemov se razvi-jajo v smeri stalnega sodelovanja človeka in robota. Sistem varovanja mora omogočati hitro prilagajanje robotske celice novim aplikacijam. Fizično varovanje z mehanskimi ovirami se spreminja v elektronsko va-rovanje. Tako so ključni element za zagotavljanje var-nosti na tretjem nivoju senzorji za zaznavanje obje-ktov v delovnem prostoru robota. Razvijajo se novi optični senzorji, kot so umetni vid in laserski skenerji. Na sliki 6 je predstavljen laserski skener, ki zaznava prisotnost objektov v več merilnih področjih. Na ta način je mogoče programsko določiti in zaznavati kdaj se človek nahaja v varnem in kdaj v nevarnem območju robotske celice.
Senzorji za zaznavanje trkov z robotom so nameščeni na robotske segmente ali na vrh robota. Zaznavanje dotika se uporablja v primerih celic z manjšimi roboti kjer operater med obratovanjem stoji v bližini robota. Signal, ki ponazarja dotik z robotom, povzroči hipno izključitev obratovanje robotske celice.
Tipka za izklop v sili je pomembna pri zagotavljanju varnosti, saj operaterju omogoča hitro zaustavitev gibanja robota. Tipka za izklop v sili je nameščena na več mestih v robotski celici in je nujno velika ter rdeče obarvana, da je lahko opazna in dosegljiva. Praviloma je nameščena na robotskem krmilniku, na enoti za

15Zbornik DIR2010 - 98/2010
PREDAVANJE: VARNOST PRI DELU Z ROBOTI
ročno učenje ter na ograji robotske celice. Vse var no-st ne naprave, kamor spada tudi tipka za izklop v sili, so zaradi čim hitrejšega izklopa obratovanja s krmil-nikom povezane preko ožičene logike in niso del pro-gramske opreme. Sodobni roboti imajo že vgrajene opcije elektronskega omejevanja gibanja osi (npr. ABB EPS) ali omejevanja hitrosti gibanja robota ob prisot-nosti človeka (npr. ABB SafeMove).
Pomembne točke varnostnih priporočil standarda ISO 10218-1, ki zadevajo nove rešitve varovanja, so:
5.9 Priporočila za simultano delovanje več ro-botov, ki določajo pogoje za vodenje več ro-botskih manipulatorjev z enim krmilnikom.
5.10 Zahteve in pogoji za skupno delovanje robota in človeka.
5.12.3 Priporočila za programsko omejevanje giba-nja osi in delovnega prostora, ki omogočajo uporabo elektronskih naprav in programskih orodij omejevanja delovnega prostora in hitrosti gibanja robota v smislu zagotavljanja varnosti.
Nov standard ISO 10218-2 (ang. naslov Robots and robotic devices - Safety requirements Part 2: Industrial robot system and integration), ki je v pripravi, bo še podrobneje obravnaval sodelovanje človeka in robota.
Zagotavljanje varnosti pri razvoju programske opreme
Programiranje in učenje robotskega gibanja se izvaja s pomočjo ročnega vodenja robota preko položajev, ki jih robotski krmilnik pomni in jih nato v avto-matskem načinu izvaja. Za ta namen je uporabljena enota za ročno učenje. Možno je tudi učenje s fizičnim vodenjem vrha robota vzdolž trajektorije gibanja, ki si jo robotski krmilnik zapomni in izvaja. V obeh primerih se mora operater med učenjem nahajati v
robotski celici relativno blizu robotu. Med učenjem je zato za zagotavljanje varnosti potrebno biti pozoren na:
• Operater, ki robot uči, mora biti za to dobro uspo-sobljen, mora biti seznanjen s celotno aplikacijo in z vsemi potencialnimi nevarnostmi. Pri delu se mora zavedati, da lahko s programsko napako ali napa-ko v konfiguraciji robota ustvari nevarne razme re. Zato mora upoštevati ukrepe za zagotavlja nje var-nosti.
• Med učenjem gibanja se robot ne sme gibati z viso-kimi hitrostmi.
• Operater mora imeti lahek in hiter dostop do tipke za izklop v sili.
• Operater mora v vsakem trenutku stati na mes-tu kjer je majhna možnost, da ga robot stisne k fi ksnim objektom v celici ali da ga poškoduje v prime ru okvare. Hkrati pa mora poskrbeti, da ima dober pregled nad obratovanjem.
• Priporočljivo je, da je pri učenju prisoten opazova-lec, ki se nahaja izven delovnega področja robota, in ima dostop do takojšnjega izklopa v sili.
• Kjer je to potrebno, operater mora nositi zaščitno opremo in zaščitno obleko. Zaščitna čelada je obvez na, če obstaja možnost poškodbe glave.
• Ročna učna naprava mora biti izvedena tako, da omogoča gibanje robota samo v primeru, ko opera-ter drži posebno tipko.
Zagotavljanje varnosti v Laboratoriju za robo-tiko in biomedicinsko tehniko na Fakulteti za
elektrotehniko Univerze v Ljubljani
V Laboratoriju za robotiko in biomedicinsko tehniko na Fakulteti za elektrotehniko je za varno delo z ro-boti poskrbljeno na naslednji način:
• Meje delovnega prostora robotov so označene na tleh z rumeno/črnim trakom.
• Operater, ki vstopa v delovni prostor mora obvezno nositi zaščitno čelado.
• Na vidnih mestih v vsaki celici se nahajajo tipke za izklop v sili.
• Pri poskusnem zagonu se v delovnem prostoru ne sme nahajati nihče.
Slika 6 - Laserski skener za zaznavanje prisotnosti opera-terja s programabilnimi območji zaznavanja

16 Zbornik DIR2010 - 98/2010
PREDAVANJE: ROBOTI V INDUSTRIJI
Roboti v industrijiPredavatelj:
univ.dipl.inž.el. Darko KoritnikDAX d.o.o.
Uporaba robotov v slovenski industriji je v preteklih nekaj letih občutno narasla. Obstaja trdna povezava med ceno proizvodnega delavca in številom robotov v industriji. Ko letni strošek dela preseže mejo 12.000 EUR, postane ro-botizacija ekonomsko upravičena, ker je celotno aplikacijo možno amortizirati v enem do dveh letih. V Sloveniji je bil strošek proizvodnega dela v letu 2007 okrog 18.000 EUR, v letu 2008 pa že okrog 20.000 EUR. Dober pokazatelj stopnje avtomatizacije in uporabe robotov je tudi BDP na prebivalca. Meja BDP, ko začnejo podjetja sistematično vlagati v avtomatizacijo, je nekje okrog 12.000 EUR. Razumljiv je tudi podatek, da po nekem preseženem letnem strošku dela industrija pogosto poišče in izbere selitev proizvodnje v države z nižjo ceno dela.
V svetu je največ robotov na Japonskem, v Evropi pa v Nemčiji. V letu 2008 je delovalo v severni Ameriki 170.170 industrijskih ro-botov. V Aziji in Avstraliji so našteli 512.600 robotov. Na Japonskem jih je bilo 353.300. Število indus-trijskih robotov v Evropi je bilo v letu 2008 345.200, od tega v Nemčiji 145.200. Po oceni je v Slo-veniji okrog 1000 delujočih robo-tov, od tega je majhnih Epson ro-botov 112 (leto 2008). V splošnem je v avtomobilski industriji največ robotov, v Sloveniji pa jih je največ v elektroindustriji.
Tabela 1 - Število letno instaliranih robotov v letu 2007 na 1.000.000 prebivalcev.
Nemčija 130.41Švedska 106.69Danska 73.67Italija 68.16Finska 60.25Slovenija 59.76Švica 49.47Španija 46.68Belgija 40.56Nizozemska 39.05Francija 32.94Norveška 16.58UK 13.67Madžarska 10.98Poljska 8.86Romunija 1.71
Na Japonskem deluje na 10.000 delavcev 1237 robotov, v Nemčiji jih je 552 in v ZDA 464. V Slo-veniji je instaliranih 50 robotov
na 10.000 proizvodnih delavcev. Bolj razveseljiv je podatek, da smo uvrščeni bliže evropskega vrha po številu novo instaliranih robotov (Tabela 1).
V letu 2008 je prodaja industri-jskih robotov v ZDA padla za 12%, na Japonskem za 8%, v Evropi pa je v povprečju stagnirala (Nemčija +4%, Italija -18%, Francija -5%). Pri tem velja omeniti, da je prodaja v vzhodni Evropi leta 2008 narasla za 22%. Za krizno leto 2009 velja ocena (poročila še ni), da je prodaja v svetu upadla v povprečju za 40%
(ZDA: -47%, Evropa: -36%, Azija: -40%). Vir: IFR
Prehranska industrija je pomemb-no področje uporabe industrijskih robotov. Potrebna je fleksibilnost, visoka produktivnost, čisto de-lovno okolje, pogosto tudi kli-matizirani prostori za predelavo občutljivih izdelkov.
Slika 1. prikazuje uporabo in-dustrijskega robota pri izdelavi plastičnih posodic za hrano. Robot nadomesti tri delavce na izmeno in omogoča nemoteno delovanje
Slika1 - Robot v proizvodnji posod za živila

17Zbornik DIR2010 - 98/2010
Servisna robotika
Povzetek predavanja...
Predavatelj:dr. Leon Žlajpah
Inštitut Jožef Štefan
Čeprav se je začela robotska tehnologija uporabljati za avtomatizacijo vsakdanjih opravil že nekaj časa nazaj, se potencialovnih možnosti, ki jih nudi servisna robotika zavedamo še zadnja leta. Ko govorimo o servisnih robotih ne gre samo za razvoj novih robotskih sistemov, ampak predvsem za uporabo in integracijo robotov pri novih specifi čnih nalogah, predvsem v okolju s človekom. V predavanju predstavljamo stanje na raznih področjih servisnih robotov: za profesionalno uporabo, za uporabo v domačem okolju in za zabavo. Izziv za 21. stoletje pa predstavljajo huma-noidni roboti. Ti lahko zaradi človeku podobne zgradbe sodelujejo in pomagajo človeku na njemu podoben način. Na koncu bomo predstavili nekaj raziskovalne aktivnosti na področju servisne in humanoidne robotike, ki se izvajajo na Inštitutu Jožef Štefan...
PREDAVANJE: SERVISNA ROBOTIKA
Power Point prosojnice in posnetek predavanja bosta na voljo na zgoščenki AVTOMATIKA DVD - DIR2010!
proizvodne linije, ki omogoča taktni čas 2.5 sekunde. Delovno okolje bi bilo za delavce nevarno zaradi možnosti mehanskih poškodb, hrupa in visokih tem-peratur. Stroj obratuje v treh izmenah, investicija se je amortizirala v samo nekaj mesecih.
Zaključek
V Sloveniji je značilnost robotskih delovnih celic vi-soka integracija delovnih operacij. V preteklih letih je bilo ekonomsko upravičeno robotizirati le aplikacije, kjer je bilo možno združiti manipulacijo z meritvami in dodatnimi mehanskimi obdelavami. To pomeni za-menjavo več delavcev z enim robotom. Z višanjem
stroškov dela se odpirajo povsem nova področja, kar potrjujejo aplikacije robotov v svetu, kjer pogosto ro-bot nadomesti samo enega delavca. Posebno pozornost je treba nameniti izobraževanju mladih inženirjev. Za učinkovito avtomatizacijo je potrebno celoten tehnološki proces načrtovati tako, da je postavitev ro-bota na delovne postaje smiselna in učinkovita.Slovenija ima po naštetih merilih vse možnosti za povečanje števila robotov v naslednjih letih: primeren BDP, primerno ceno dela in usposobljene inženirje za postavitev robotskih aplikacij. Potrebujemo pa indus-trijo, ki se zaveda nujnosti avtomatizacije proizvodnje in potrebnih investicij.

18 Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI MOTMAN
Svetovno prvenstvo z robotom
Industrijski partner: Motoman Robotec d.o.o.
Aplikator:Luka Peternel
Nogometna mrzlica je zasegla tudi robote. Vsi bi brcali žoge in streljali na gol, nenazadnje pa tudi zmagali z veliko razliko v golih. Posebnost te aplikacije je 7-osni robot (Slika 1), ki ga odlikujeta izredna gibčnost ter vodljivost. Namen te vaje se je seznaniti s programiranjem 7-osnega robota, ki poteka nekoliko drugače kot pri običajnih 6-osnih robotih in seveda zadeti čim več golov.
Slika 1 - Robot VS50
Opis robotaOsi: 7Nosilnost: 50 kgVertikalni doseg: 2597 mmHorizontalni doseg: 1630 mmPonovljivost: ±0,1 mm
Na sliki 2 je prikazan doseg robota in njegove fizične dimenzije. Modro po lje ponazarja delovno območje robota oziroma območje v ka te-rem je možno gi-ba ti vrh robota.
Slika 3 - Robot VS50
Motoman-ov robot VS50 je predstavnik sedem-osnih industrijskih robotov. Je vitek in zmogljiv enoročni robot, ki omogoča izredno fleksibilnost, delo v ome-jenih prostorih in neverjetno svobodo gibanja. Idealen je za avtomatizacijo operacij kot so montaža, prever-janje, strega obdelovalnih strojev, varjenje itd.
Opis krmilnika
Odlikuje ga robustna PC arhitektura z izredno zmog lji-vim pomnilnikom. Sposoben je izvajati več nalog hkrati, z različno zmogljivostjo sinhronizacije v real nem času. Omogoča krmiljenje do 8 robotov hkrati ozi roma do 72 osi. Funkcija Advanced Robot Motion (ARM) omogoča dinamično izračunavanje navora in obremenitve ro-botskih osi ter posledično: visoko natančnost izvajanja trajektorije, optimalno gibanje in hitrost, kontrolo vi-bracij in visoko občutljivo zaznavanje kolizije. Odlikuje ga tudi izredna varčnost med mirovanjem robota, kar omogoča 25% prihranek energije.
1250
1250 600
1250
610 425
370
145
289
16301223
560
5202275
171
540
875
1575
2150
350
1250
1250
C
A
B
B
T
E
RU
L
S
Delovno področje Točka P
P
Slika 2 - Dimenzije in doseg robota VS50

19Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI MOTMAN
Slika 4: Krmilnik DX100
Ročna učna naprava ali IF-PANEL
Slika 5: Ročna učna naprava
Aplikacija
Pregled posameznih sklopov aplikacije:
• Seznanitev z osnov-nimi funkcijami ro-bota ter novega ro-botskega krmilnika DX
• Uporaba upo rab ni-š kega vmesnika IF-PANEL
• Učenje pozicijskih spremenljivk
• Pisanje trajektorij za 7-osnega robota• Vodenje robota preko spremembe kotov (novost DX
krmilnika!)• Streljanje žoge na gol
Razvoj naše aplikacije poteka v več stopnjah, ki se med seboj nadgrajujejo. Začnemo s preprostim spozna-vanjem osnovnih funkcij premikanja robota. Ko os-vojimo premikanje 7-osnega robota, se postopoma seznanimo s potrebnimi ukazi za izvedbo želenega programa. Spišemo program (»job«), v katerem so določene pozicije za približen strel na gol oziroma trajektorija, ki pripelje robota do žoge. Za nadaljnje delo se spoznamo s kreiranjem tipk na uporabniškem vmesniku IFPANEL. Naučimo se tudi nadzora nad vhodi in izhodi. Ko osnovna znanja rokovanja z IF-Pane lom osvojimo, preko uporabniškega vmesnika
ročne učne naprave vodimo robota v želene točke, ki opisujejo potek strela na gol. Te točke zabeležimo v program. Lahko je sprogramiranih več strelov na gol, pri čemer vsak strel aktiviramo s tipko na IF-PANEL. Programe večih različnih strelov na gol lahko zaženemo v avtomatskem načinu in primerjamo, s katerim programom robot zadane več golov.
Pomembnejši ukazi
MOVJ:Ukaz MOVJ predstavlja učenje pomika vrha robota s sklepno interpolacijo.
Primer: MOVJ P000 VJ=50
S tem ukazom naučimo robota pomika od začetne točke do prvega koraka. Parameter VJ definira hitrost sklepa v procentih (50 pomeni 50% maksimalne hitrosti). Primer je prikazan na sliki 6.
Slika 6 - Primer ukaza MOVJ
MOVL:Ukaz MOVL predstavlja učenje pomika vrha ro-bota z linearno interpolacijo.
Primer: MOVJ VJ=50 //predstavlja pomik od Step 2 do Step 3 MOVL V=138 //predstavlja pomik od Step 3 do step 4 z linearno interpolacijo
Slika 7 - Primer ukaza MOVL
Korak 1Pot
Končna točka
Korak 2
Korak 3
Korak 4

20 Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI MOTMAN
Parameter V predstavlja hitrost podano v centimetrih na minuto (za naš primer velja 138cm/min). Pri mer je prikazan na sliki 7, kjer je razvidno, da gibanje vrha robota od Step 3 do Step 4 poteka po premici.
REFP:Je ukaz s pomočjo katerega definiramo oziro-ma določimo uporabniški koordinatni sistem. Potrebujemo torej ukaze REFP1, REFP2 in REFP3 za tri točke.
Slika 8 - Nastavitev točke REFP1
Na sliki 8 je prikazana nastavitev točke REFP1, slika 9 pa prikazuje nastavitev točke REFP2.
Slika 9 - Nastavitev točke REFP2
MFRAME:Ta ukaz ustvari uporabniški koordinatni sistem na podlagi pozicijskih podatkov: Data1, Data2 in Data3.
Zgradba funkcije je naslednja:
MFRAME UF#(<številka sistema>) <Data1> <Data2> <Data3>
Primer: MFRAME UF#(1) PX000 PX001 PX002
DIN:Je I/O ukaz za čitanje in preslikavo vhodov v B spre-menljivko. IF:
Je preprosta pogojna funkcija, ki primerja dva ele-menta. Njena sintaksa je sledeča:
IF <primerjalni element 1> =, <>, <=, >=, <, > <primerjalni element 2>
Kjer so =, <>, <=, >=, <, > primerjalni operatorji. IF, ELSE funkcijo in CASE, SWITCH uporabimo tudi za izbiro trajektorije robota.
SHCKSET:Funkcija, ki jo uporabimo za aktiviranje občutljivosti na dotik.
Smer stenePot
Napredna smerREFP1
Smer stene
REFP1
Smer stenePot
Napredna smerREFP1
Smer stene
REFP2
Horizontalna smer
21Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI MOTMAN
Zvezdniški podpis z robotom
Industrijski partner: Motoman Robotec d.o.o.
Aplikator:Luka Peternel
Vse več je potrebe po lastnoročnih podpisih, vendar tehnika in znanost tudi tukaj kažeta svoj napredek. Vsem so znani digitalni podpisi, nekateri uporabljajo celo elektronske podpise, drugi pa se podpišejo kar s štampiljko. Ker so roboti čedalje bolj popularni, smo si zamislili narediti svoj podpis kar z njim. S pomočjo »off-line« programiranja v programskem paketu MotoSim bomo izrisali svoj podpis ter model kocke, na katero se bomo z robotom podpisali.
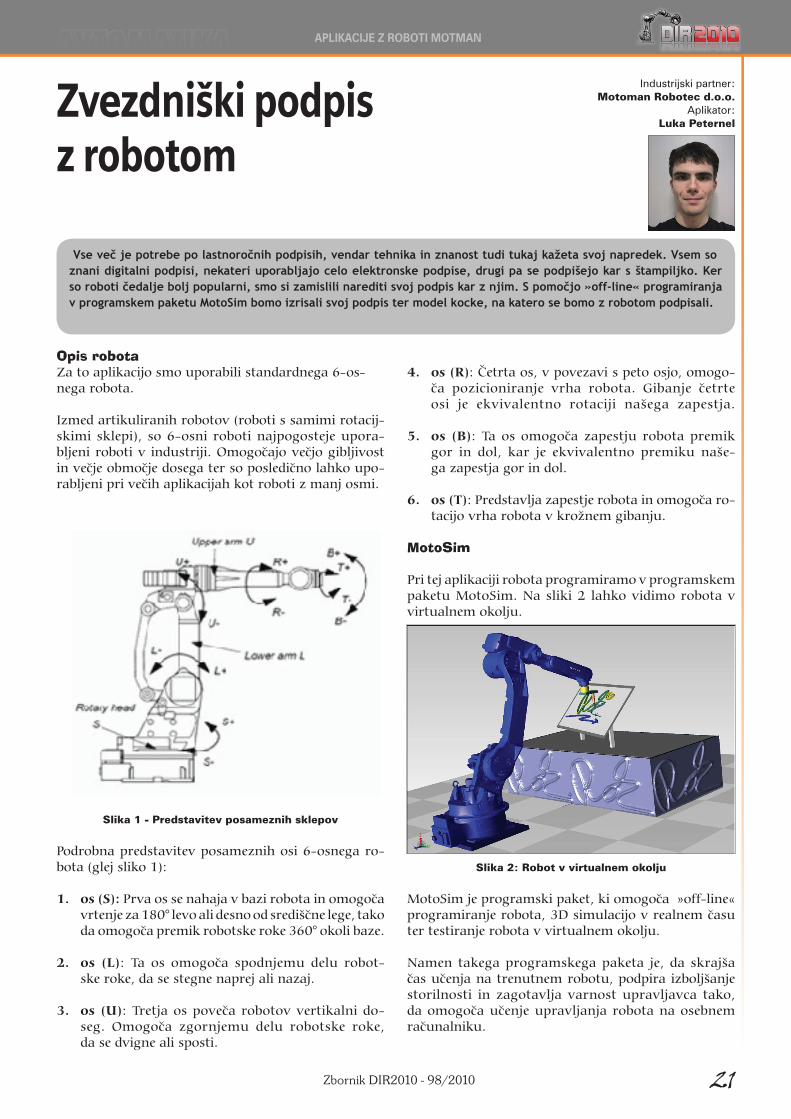
Opis robotaZa to aplikacijo smo uporabili standardnega 6-os-nega robota.
Izmed artikuliranih robotov (roboti s samimi rotacij-skimi sklepi), so 6-osni roboti najpogosteje upora-bljeni roboti v industriji. Omogočajo večjo gibljivost in večje območje dosega ter so posledično lahko upo-rabljeni pri večih aplikacijah kot roboti z manj osmi.
Slika 1 - Predstavitev posameznih sklepov
Podrobna predstavitev posamez nih osi 6-osnega ro-bota (glej sliko 1):
1. os (S): Prva os se nahaja v bazi ro bota in omogoča vrtenje za 180° levo ali desno od središčne lege, tako da omogoča premik robotske roke 360° okoli baze.
2. os (L): Ta os omogoča spodnje mu delu robot-ske roke, da se stegne naprej ali nazaj.
3. os (U): Tretja os poveča robotov vertikal ni do- seg. Omogoča zgornjemu delu robot ske ro ke,da se dvigne ali sposti.
4. os (R): Četrta os, v povezavi s peto osjo, omo go- ča pozicio ni ranje vrha robota. Gibanje četrte osi je ekvivalentno rota ciji našega zapestja.
5. os (B): Ta os omogoča zapestju robota premik gor in dol, kar je ekvivalentno premiku na še -ga zapestja gor in dol.
6. os (T): Predstavlja zapestje robota in omogoča ro-tacijo vrha robota v krožnem gibanju.
MotoSim
Pri tej aplikaciji robota programiramo v programskem paketu MotoSim. Na sliki 2 lahko vidimo robota v virtualnem okolju.
Slika 2: Robot v virtualnem okolju
MotoSim je programski paket, ki omogoča »off-line« programiranje robota, 3D simulacijo v realnem času ter testiranje robota v virtualnem okolju.
Namen takega programskega paketa je, da skrajša čas učenja na trenutnem robotu, podpira izboljšanje storilnosti in zagotavlja varnost upravljavca tako, da omogoča učenje upravljanja robota na osebnem računalniku.

22 Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI ABB
MotoSim uporablja enake kinematične modele, kot krmilnik robota ter INFORM jezik, ki omogoča us-tvarjanje robotskih opravil brez povezave (off-line). Sistem ima vgrajeno knjižnico MOTOMAN izdelkov (roboti, pozicionerji, proge, itd.) tako, da je robotsko celico mogoče ustvariti hitro in natančno, vključno z natančnim izračunom časa cikla, analizami dosega in zaznavanja bližine naleta na ostale dele opreme ali osebe (varnost).
Potek aplikacije
Pregled posameznih sklopov:
• Seznanitev z osnovnimi funkcijami robota ter robotskega krmilnika
• Uporaba uporabniškega koordinatnega sistema• Učenje točk (ukazi MOVJ, MOVL) na realnem
objektu-kocka• »Import« programov v programski paket Mo-
toSim• Kreiranje podpisa ter trajektorij po kocki v
MotoSim-u
Začnemo s spoznavanjem osnovnih funkcij premiknja robota. Ko jih osvojimo, se seznanimo še z osnovnimi ukazi, ki so potrebni za samo izvedbo naše aplikacije. Nato spišemo program (»job«), v katerem so defini-rane pozicije (točke) oglišč kocke, na katero z robotom pišemo naše lastnoročne podpise. Nadaljujemo s spoznavanjem simulacijskega paketa MotoSim in nje-govih funkcij. Nato program, ki smo ga malo prej na-pisali, uvozimo v programski paket MotoSim. Glede na naučene točke narišemo model kocke in ga post-avimo v virtualni prostor tako, da se točke modela ujemajo z naučenimi točkami. V MotoSim-u ustvari-mo repliko našega lastnoročnega podpisa in določimo ploskev kocke, na katero se bo robot podpisal. Na sliki 3 vidimo kako poteka delo v programskem paketu MotoSim.
Naj poudarimo, da morajo biti podpisi kar najbolj enostavni ter zadovoljivo kratki, napisani na A4 for-matu papirja, da lahko ustvarimo podpis v virtualni obliki.
Slika 3 - Delo s programskim paketom MotoSim
Pomembnejši ukazi
MOVJ:Ukaz MOVJ predstavlja učenje pomika vrha ro-bota s sklepno interpolacijo.
Primer: MOVJ P000 VJ=50
S tem ukazom naučimo robota pomik od začetne točke do prvega koraka. Parameter VJ definira hitrost sklepa v procentih (50 pomeni 50% maksi-malne hitrosti). Primer je prikazan na sliki 4.
Slika 4 - Primer ukaza MOVJ
MOVL:Ukaz MOVL predstavlja učenje pomika vrha ro-bota z linearno interpolacijo.
Primer: MOVJ VJ=50 //predstavlja pomik od Step 2 do Step 3 MOVL V=138 //predstavlja pomik od Step 3 do step 4 z line - arno interpolacijo
Parameter V predstavlja hitrost podano v centi-metrih na minuto (za naš primer velja 138cm/min). Opisani primer je prikazan na Sliki 5.
Slika 5 - Primer ukaza MOVL
Korak 1Pot
Končna točka
Korak 2
Korak 3
Korak 4

23Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI ABB
Vodenje robota skozi labirint
Industrijski partner: ABB d.o.o.
Aplikator:Martin Sever
Aplikacija prikazuje pomen koordinatnih sistemov delovnih objektov.Robota z ročno učno napravo naučimo potovanja skozi labirint, nato pa mu labirint poljubno prestavimo. S pomočjo induktivnih senzorjev robot poišče tri točke na labirintu, na podlagi tega ugotovi nov položaj labirinta in poskuša ponovno poiskati ustrezno pot skozenj.
Opis robota
ABB-jev robot IRB 1600-7/145 je robot s šestimi pro-stostnimi stopnjami gibanja antropomorfne konfigu-racije. Antropomorfni roboti so sestavljeni iz samih rotacijskih osi, ki se po načinu gibanja lahko primerja s človeško roko. Robot je namenjen izvajanju različnih operacij v industrijskem okolju, kot so npr.: manipu-lacija objektov, varjenje, lakiranje ali nanašanje lepila.
Slika 1 - Delovni prostor robota IRB 1600
Tabela 1 - Osnovne specifikacije robota IRB 1600
Horizontalni doseg 1,45 m
Nosilnost nominalna/maksimalna
7/10 kg
Ponovljivost pozicioniranja 0,05 mm
Teža 250 kg
Število osi 6
Napajanje 200-600 V 50/60 Hz
Slika 2 - Konfiguracija robota IRB 1600
Ročna učna naprava Flex Pendant
FlexPendant oziroma ročna učna enota je naprava za upravljanje z mnogimi funkcijami, ki so potrebne za upravljanje robotskih sistemov, izdelavo in urejanje programskih aplikacij ter seveda premikanje samega robota. Flex Pendant vsebuje strojno opremo kot so tipke in krmilna palica (joystick) ter programsko op-remo. Preko integriranega kabla in priključnega mo-du la je povezan s krmilnim modulom.

24 Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI ABB
Slika 3 - Deli učne naprave FlexPendant
Osnovni ukazi gibanja robota
Za programsko vodenje uporabljamo tri osnovne ukaze, ki se med seboj razlikujejo po krivulji, ki jo naredi vrh robota pri premikanju iz začetne v končno točko. Ukaz MoveJ je ukaz, pri katerem je izvršen gib v končno točko po najlažji poti za manipulator, ki pa ni vedno znana in jo uporabljamo le, če smo gotovi, da na tej poti in v bližini ni nobenih ovir, zato preciznost ni potrebna. Ukaz MoveL izvrši premik v končno točko po premici. Ukaz MoveC pa izvrši premik v končno točko preko vmesne točke po krožnici.
Slika 4 - Različne trajektorije pri različnih ukazih
Poleg načinov premikanja točk je pomembna tudi natančnost doseganja vmesne točke. Manipula-torju lahko določimo, da neko vmesno točko doseže povsem natančno, ali pa jo zgolj preleti z določeno natančnostjo (via točka). Glede na določeno aplikaci-jo določimo kakšno natančnost pozicije v via točki potrebujemo.
Slika 5 - Premikanje brez preleta in s preletom
Poleg ukazov gibanja potrebujemo še ukaz za iska-nje novega koordinatnega sistema. Osnova je ukaz SearchL, ki je načeloma ukaz za linearno premikanje robota v neko točko, poleg tega pa se med izvajan-jem premika opazuje še stanje digitalnega vhodnega signala (na primer signala iz induktivnega senzorja). Ko na vhodu zaznamo predpisano spremembo sig-nala (npr. induktivni senzor zazna bližino kovinskega predmeta), se položaj robota ob spremembi stanja shrani. S tremi odčitavanji z ukazom SearchL lahko določimo novo lego objekta.
Gibanje v ročnem načinu
V osnovnem meniju izberemo Hitri meni (Quick-menu), nato pa v podmeniju izberemo ikono robota in možnost Show Details.
Slika 6 - Dostop do hitrega menija in možnosti Show de-tails
Slika 7 - Opcije podmenija Show details
A KonektorB Zaslon občutljiv na
dotik (Touch Screen)C Tipka za izklop v siliD Omogočitvena tipkaE Krmilna palica za ročno
vodenjeF “Hold-to-Run” gumbaG Uporabniško progra-
mirljive tipkeH Tipke za testno izvajanje
programa: Start, korak naprej, korak nazaj, stop

25Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI ABB
V naslednjem podmeniju lahko izbiramo mehansko enoto, ki jo želimo premikati (robot, pozi-cioner, tračnica...), način gibanja (po sklepih – axis jog, linearno – linear, reorientacija – reorient) in koordinatni sistem v katerem želimo premikati robota (globalni – world, bazni – base, koordinatni sistem delovnega objekta – work object CS, koordinatni sistem oro-dja – tool CS). Ustvarimo lahko več različnih delovnih objektov in orodij, med katerimi prav tako iz-biramo v tem podmenuju.
Z drugo ikono v Hitrem meniju vključimo inkrementalno giban-je. Izbiramo lahko med koraki 0,05 mm (small), 1 mm (medium) in 5 mm (large), lahko pa nastavi-mo tudi poljubno vrednost med 0,05 mm in 5 mm (user). Opcija Show Values nam prikaže velikost koraka v mm za linearne gibe in v radianih za gibanje po sklepih in reorientacijo.
Za premikanje robota v ročnem na-činu moramo obvezno do polovi-ce pritisniti omogočitveno tipko (Enab ling device)!
Izvedba aplikacije
Trajektorijo sestavimo s pomočjo točk, med katerimi se bo robot gibal linearno. Pod menijem ABB menu Program Editor T_ROB1 New_Module ustvarimo nov modul in na podo-ben način še novo rutino.
S pomočjo ukazov MoveL, MoveC in MoveJ lahko sedaj spišemo pro-gram za pot robota skozi labirint. La birint nato premaknemo. Naša naloga je, da spišemo še program za iskanje novega uporabniškega koordinatnega sistema, tako da robot s senzorjem zazna novo lego labirinta. Kljub premaknitvi bi mo ral naš program sedaj spet de-lovati pravilno.
Uporabniški koordinatni sistem je točka v prostoru, podana s po-zi cijo in orientacijo. Ko enkrat do-ločimo to točko, lahko naučimo ro bota, da jemlje točko kot iz ho-dišče za njegove premike vrha.
Koordinirano delova -nje dveh robotskih manipulatorjev
Industrijski partner: ABB d.o.o.
Aplikator:Martin Sever
Aplikacija je namenjna spoznavanju osnov delovanja večih robotov na istem krmilniku.Najprej bomo sprogramirali robota, da se bo gibal okoli ovir, pritrjenih na zunanjo os, medtem, ko se bo ta premikala. Skupaj z robotom se bo premikala še ena serija ovir, okoli katerih pa se bo premikal drugi robot.
Slika 1 - Gibanje robotov ABB v načinu Multimove
Vaja se bo izvajala na robo-tih IRB 140 in IRB 1600, ki je opisan v prejšnji aplikaciji.
Opis robota
ABB-jev robot IRB 140 je pred-stavnik šestosnih industrij-skih antropomorfnih robo-tov. Je naj manjši predstavnik ABB-jevih antropomorfnih robotov, z nosil nostjo 6 kg in dosegom 0,81 m.
Slika 2 - Robot ABB IRB 140

26 Zbornik DIR2010 - 98/2010
APLIKACIJE Z ROBOTI ABB
Slika 3 - Delovni prostor robota IRB 140
Ročna učna naprava Flex Pendant
FlexPendant oziroma ročna učna enota je naprava za upravljanje z mnogimi funkcijami, ki so potrebne za upravljanje robotskih sistemov, izdelavo in urejanje programskih aplikacij ter seveda premikanje samega robota. Flex Pendant vsebuje strojno opremo kot so tipke in krmilna palica (joystick) ter programsko op-remo. Preko integriranega kabla in priključnega mod-ula je povezan s krmilnim modulom.
Slika 4 - Deli učne naprave FlexPendant
Programiranje
Najprej ustvarimo nov modul na naslednji način:ABB menu Program Editor T_ROB1 New_ModulePoimenujemo ga »ABB_DIR«.
V menuju »Modules« nato izberemo ustvarjeni modul in pritisnemo »Show Module«. Odpre se nam novo okno v katerem izberemo jeziček »Routines«. Moduli so sestavljeni iz rutin (Routines) in v njih vpisujemo naš program.
Podobno, kot smo ustvarili modul, ustvarimo še dve novi rutini in jih poimenujemo »Rutina_1« in »Ru-tina_2«. Znotraj rutine lahko začnemo s programi-ranjem.
Osnovni ukazi gibanja robota
Za programsko vodenje uporabljamo tri osnovne ukaze, ki se med seboj razlikujejo po krivulji, ki jo naredi vrh robota pri premikanju iz začetne v končno točko. Ukaz MoveJ je ukaz, pri katerem je izvršen gib v končno točko po najlažji poti za manipulator, ki pa ni vedno znana in jo uporabljamo le, če smo gotovi, da na tej poti in v bližini ni nobenih ovir, zato preciznost ni potrebna. Ukaz MoveL izvrši premik v končno točko po premici. Ukaz MoveC pa izvrši premik v končno točko preko vmesne točke po krožnici.
Slika 5 - Različne trajektorije pri različnih ukazih
Poleg načinov premikanja točk je pomembna tudi na-tančnost doseganja vmesne točke. Manipulator ju la-hko določimo, da neko vmesno točko doseže po vsemnatančno, ali pa jo zgolj preleti z določeno natančnostjo (via točka). Glede na izbrano aplikacijo določimo kakšno natančnost pozicije v via točki potrebujemo.
Poleg ukazov gibanja potrebujemo še ukaz za is-kanje novega koordinatnega sistema. Osnova je ukaz SearchL, ki je v načeloma ukaz za linearno premika-nje robota v neko točko, poleg tega pa se med izvaja-
A KonektorB Zaslon občutljiv na dotik (Touch Screen)C Tipka za izklop v siliD Omogočitvena tipka (stisk do polovice!) E Krmilna palica za ročno vodenjeF “Hold-to-Run” gumbaG Uporabniško programirljive tipkeH Tipke za testno izvajanje programa:
Start, korak naprej, korak nazaj, stop

27Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI EPSON
njem premika opazuje še stanje digitalnega vhodnega signala (naprimer signala iz induktivnega senzorja). Ko na vhodu zaznamo predpisano spremembo sig-nala (npr. induktivni senzor zazna bližino kovinskega predmeta), se položaj robota ob spremembi stanja shrani. S tremi odčitavanji z ukazom SearchL lahko določimo novo lego objekta.
Slika 7 - Premikanje brez preleta in s preletom
Gibanje v ročnem načinu
V osnovnem meniju izberemo Hitri meni (Quickme-nu), nato pa v podmeniju izberemo ikono robota in možnost Show Details.
Slika 8 - Opcije podmenija Show details
V naslednjem podmeniju lahko izbiramo mehan-sko enoto, ki jo želimo premikati (robot, pozicioner, tračnica...), način gibanja (po sklepih – axis jog, line-arno – linear, reorientacija – reorient) in koordinatni sistem v katerem želimo premikati robota (globalni – world, bazni – base, koordinatni sistem delovnega objekta – work object CS, koordinatni sistem orodja – tool CS). Ustvarimo lahko več različnih delovnih ob-jektov in orodij, med katerimi prav tako izbiramo v tem podmenuju.
Z drugo ikono v Hitrem menuju vključimo inkremen-talno gibanje. Izbiramo lahko med koraki 0,05 mm (small), 1 mm (medium) in 5 mm (large), lahko pa nastavimo tudi poljubno vrednost med 0,05 mm in 5 mm (user). Opcija Show Values nam prikaže velikost koraka v mm za linearne gibe in v radianih za gibanje po sklepih in reorientacijo.
Za premikanje robota v ročnem načinu moramo obvezno do polovice pritisniti omogočitveno tipko (Enab ling device)!
Multimove
Sinhrono koordinirano gibanje:
Več robotov lahko obdeluje isti premikajoči se obde-lovanec. Pozicioner ali robot, na katerem je pritrjen koordinatni sistem ter roboti, ki so programirani za delovanje v tem koordinatnem sistemu, morajo imeti sinhronizirane gibe. To pomeni, da se vsi programi odvijajo simultano. Pri MultiMove-u so na en krmilni modul lahko priklopljeni štirje pogonski moduli, na vsak pogonski modul pa lahko priključimo enega ro-bota in tri zunanje osi (zunanje osi so preprosti pozi-cionerji z zgolj eno prostostno stopnjo, vendar jih je mogoče programirati na enak način kot robotske manipulatorje). Na ta način prihranimo na opremi, hkrati pa nam to omogoča napredno koordinirano gibanje med roboti in drugimi mehanskimi enotami.Multimove torej ponuja poleg standardnega gibanja vsakega robota posebej še dva dodatka.
Koordinirano gibanje –robot deluje z ozirom na dru-gega tako, da glede nanj ohranja lego.Sinhronizacija – časovna uskladitev v izvajanju ope-racij večih robotov. Lahko se opravlja za vsak ukaz posebej ali pa le na določenih točkah.
SyncMoveOn: SyncMoveOn se uporablja za vklop sinhronega giba-nja. Ukaz SyncMoveOn čaka, da vsi programi pridejo do tega ukaza. V vseh programih se ukazi od te točke naprej odvijajo simultano, dokler ne pridejo do ukaza SyncMoveOff. Točka pred ukazom SyncMoveOn mora biti končna točka (brez cone).
SyncMoveOff: SyncMoveOff se uporablja za izklop sinhronega giba nja. Ko vsi programi pridejo do ukaza SyncMoveOff, lahko nadaljujejo z nesinhronim načinom. Točka pred uka-zom SyncMoveOff mora biti končna točka (brez cone).
WaitSyncTask:Če želimo programe večih robotov sinhronizirati le vdoločenih točkah (želimo, da roboti počakajo naj po-čas nejšega) uporabimo ukaz WaitSyncTask. Program bo počakal na tej točki, dokler vsi programi z enakim ukazom ne pridejo do njega.
Izvedba aplikacije
Prvi del:Program napišemo tako, da se 1. robot giba okoli ovir pritrjenih na zunanjo os, medtem ko se le-ta premika. Ukazi, ki jih uporabimo so MoveL, MoveJ in MoveC.
Drugi del:Program drugega robota napišemo tako, da se robot giblje okrog ovir pritrjenih na prvem robotu, medtem, ko se prvi robot še vedno premika okoli ovir pritrjenih na zunanjo os. Poleg MoveL, MoveJ ter MoveC upora-bimo še ukaze SyncMoveOn in SyncMoveOff.

28 Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI EPSON
Postavljanje in podiranje domin Industrijski partner:
DAX d.o.o.Aplikator:
MATIC Mašat
Namen aplikacije je, da se spoznamo s 4-osnim EPSON robotom v SCARA konfi guraciji, programskim vmesnikom Epson RC+ 4.1.4 in programskim jezikom SPEL. Najprej se bomo spoznali z ročnim učenjem točk robota in povezo-vanjem le-teh s pomočjo jezika SPEL. Nato bomo spoznali še dodatne, naprednejše ukaze, kot so ustvarjanje funkcij in for zanke, s katerimi bomo lahko postavljali domine v ravno vrsto ali v obliki polkroga, ter tako ustvarili krivulje, sestavljene iz domin. Ko bomo opravili prve tri kratke naloge in če bo čas dovoljeval, bomo lahko prostovoljno izbirali postavitev domin in se zabavali pri podiranju.
Opis robota in krmilnika
Epson E2S651 je 4-osni robot tipa SCARA srednje ve-likosti. Sestavljajo ga trije rotacijski sklepi in en trans-lacijski sklep. Najpomembnejše prednosti so hitrost, natančnost in preprosta namestitev ter programi-ranje (PC-based kontroler). Roboti SCARA konfigura-cije se predvsem uporabljajo za tako imenovane »Pick and Place« operacije, torej za pobiranje in prestav-ljanje lažjih predmetov v proizvodnji.
Slika 1 - Podiranje in postavljanje domin
Slika 2 - Epson E2S651
Tabela 1 Specifikacije robota
Krmilnik robota je zasnovan na industrijskem PC-ju. Osi robota krmilijo neodvisni namenski procesorji, uporabniški vmesnik Epson RC+, ki predstavlja delov-no okolje za vse robote Epson, pa teče pod operacijskim sistemom Windows 2000. Vse komponente krmilni-ka, vključno s končnimi stopnjami ojačevalnikov, se nahajajo v standardnem 19” ohišju. Pisanje robotskih aplikacij poteka v programskem jeziku SPEL, ki nudi tudi široke možnosti komunikacije in vpenjanja v ap-likacije, razvite s splošnonamenskimi programskimi jeziki (vmesnik ActiveX, TCP/IP itd.).
Izvedba aplikacije
Izgled in opis vmesnika:Na sliki 3 je prikazan programski vmesnik RC+, ska terim upravljamo in programiramo Epson ro-bote. Na levi strani se nahaja seznam vseh po-membnejših datotek, ki so potrebne za naš projekt.
Model robota E2S651
Oblika SCARA 4 Axis AC Servo
Maksimalna obremenitev 5 kgDoseg osi T1+T2
ZU
650 mm170/320 mm +/- 360 °
Hitrost T1+T2 ZU
6300 mm/s1100 mm/s1870 °/s
Ponovljivost T1+T2ZU
+/- 0,015 mm+/- 0,01 mm+/- 0,020 °
Čas cikla 0,477 sVztrajnostni moment 0,120 kg·m2
Masa 20 kg; 22 kg multi-mount
Uporabniška vodila 15 Electric, 3 Pneu-matic, Hollow Quill

29Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI EPSON
Najpomembnejši sta Main.prg v katerem se nahaja koda na desni strani, ter robot1.pnt v kateri se na-haja seznam točk z njihovimi imeni in koordinatami. V desno okno pišemo ukaze robotu s pomočjo pro-gramskega jezika SPEL, spodaj pa se nahaja debug-ger, ki nam ob začetku prevajanja kode javi mesto napake. Celoten seznam SPEL ukazov, ki jih bomo potrebovali za izvedbo nalog, imamo na voljo v tabeli 2.
Slika 3 - Programski vmesnik RC+
Na sliki 4 je prikazano okno Jog and Teach, s kate-rim lahko neposredno premikamo robota (brez pre -vajanja kode) in ga učimo točk (odpremo ga s kli-kom na ikono v zgornjem meniju). Na levi stra-ni se nahajajo gumbi za premikanje robota v vseh treh smereh (X, Y, Z) ter rotacijo prijemala okoli Z osi (U). Pod njimi se nahaja tudi možnost pošiljanja robota v že shranjene točke. Premaknemo ga lahko tako, da izberemo vrsto premika (Motion Command) ter kliknemo Execute. Odpre se nam okno, kjer izber-emo točko in pritisnemo . V desnem delu okna, lahko nastavljamo intervale, za koliko se bo robot premaknil ob pritisku gumbov na levi strani, ter odčitavamo trenutno lego vrha robota.
Slika 4 - Jog and Teach okno
Spodaj pa imamo možnost učenja in brisanja točk robota. Robota naučimo točke tako, da ga pripe lje-mo v želeno točko (ročno ali posamično po oseh), ji določimo zaporedno številko (Point #), ime (Point name) ter pritisnemo gumb Teach P0. Točke se shran-jujejo v datoteko robot1.pnt, kjer jih lahko tudi ureja-mo in brišemo. Ko zaključimo s pisanjem programa, ga moramo prevesti. To storimo s klikom na ikono
. Če imamo napake v kodi, se program ne preve-de, javi pa nam napako v debugger oknu. V oknu, ki se nam odpre, imamo možnost pognati program (Start main), lahko pa ga tudi ustavimo (Pause), nadaljujemo (Continue) ali prekinemo (Abort All).
1. del – Učenje točk:Cilj prve naloge je, da se naučimo učenja točk robo-ta ter da napišemo funkcijo, ki bo robota pošiljala po nove domine v podajalnik. Robota ročno ali s pomočjo Jog and Teach okna pripeljimo v poljubni točki in ju shranimo. Prav tako robota pripeljemo tik nad domino v podajalniku in točko shranimo. Ko smo točke shranili in poimenovali, napišemo funkci-jo za pobiranje domin iz podajalnika. Funkcija bo po-slala robota v točko nad podajalnik z ukazom Jump. Za premikanje v točke lahko sicer uporabimo dva ukaza - Go ali Jump. Razlika med njima je, da Jump dvigne predmet po Z osi, jo prenese in nato spusti, medtem ko Go predmeta ne dvigne, le prenese ga v novo točko. Sledi ukaz Wait, ki ga vključimo zato, da ima robot čas zapreti prijemalo preden začne premik v novo točko (uporabimo zakasnitev 0,1). Ko je robot v pravi točki, prijemalo zapremo z ukazom On oz. razpremo z ukazom Off (za izhod izberemo vrata 0). Ponovno uporabimo ukaz Wait in s tem je funkcija zaključena. Ta del kode smo vključili v funkcijo zato, ker bomo robota večkrat pošiljali po nove domine. Da bo naloga opravljena, moramo v glavno funkcijo še napisati ukaze, ki bodo poslali robota po domino (za klic funkcije uporabimo ukaz Call), jo premaknemo v prvo točko, pošljemo robota po novo domino in jo premaknemo v drugo točko. Ker bomo pogosto raz-pirali prijemalo, lahko potrebne ukaze za razpiranje prijemala vključimo v funkcijo.
2. del – For zanka in ukazi za premikanje točk:Cilj te naloge je, da s pomočjo for zanke postavimo določeno število domin v ravno vrsto. Ker smo pri prejšnji nalogi ustvarili funkciji za pobiranje novih domin in razpiranje prijemala, ju lahko uporabimo pri tej nalogi. Najprej robota naučimo točke, kjer bo začel s postavljanjem domin. V glavni funkciji nato deklariramo novo spremenljivko (tipa inte-ger), ki bo štela število ponovitev for zanke. V for zanki se nahaja ukaz za zajem novih domin iz po-dajalnika, ter ukaz za premik domin v ravni črti. To lahko dosežemo z ukazom X (obstajajo tudi ukazi Y, Z in U), ki neki začetni točki prišteje oz. odšteje premik v x smeri (za premik uporabimo 20 mm in to vrednost pomnožimo z zaporedno številko iteracije). Katero operacijo bomo uporabili (+ ali –) se lahko prepričamo v Jog and Teach oknu.

30 Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI STÄUBLI
3. del – Ustvarjanje polkroga:Zadnja naloga je malo kompleksnejša, njen cilj pa je, da s pomočjo prej spoznanih ukazov napišemo pro-gram, ki ustvari polkrog oz. krožnico, s katero lahko ustvarimo bolj dinamične krivulje. Najprej naučimo in shranimo točko, ki bo predstavljala središče kroga, pri tem pa moramo biti pozorni na orientacijo (U os) prijemala (mora biti vzporedna z navpično oz. vodor-avno premico, ki gre skozi središče), ki je odvisna od tega, kje želimo, da se začne postavljanje polkroga. Poleg točke bomo potrebovali tudi funkciji za zajem novih domin in razpiranje prijemala, ki smo jih ust-varili pri prvi nalogi. Sedaj lahko začnemo pisati pro-gram v main funkciji. Najprej deklariramo spremen-ljivko, ki bo vsebovala polmer kroga in spremenljivko za štetje ponovitev for zanke kot integer, ter zamik okoli U osi tipa double. Nato shranimo polmer kroga v spremenljivko (število je v mm) in izračunamo, ko-liko domin potrebujemo za postavitev polkroga. To lahko storimo z naslednjo enačbo:
Št. domin = (2··r)/20
(to nam poda število domin za celoten krog, za polk-rog je pol manj). Preden začnemo s pisanjem for zan-ke še izračunamo zamik okoli U osi in ga shranimo v spremenljivko, ki smo jo definirali na začetku. Enačba za zamik:
zamik = 180/št. domin
(za celoten krog uporabimo 360). Vrednosti zamika ne zapišemo direktno v spremenljivko, ampak jo pre-vedemo v radiane (Sin in Cos sprejemata vrednost v radianih), za kar uporabimo funkcijo DegToRad. Nato še zapišemo for zanko, ki naj se izvaja od vred-nosti 0 do št. domin, v kateri najprej zajamemo novo domino, nato pa izračunamo odmik po X, Y in U osi od središča (ukazi X, Y, U). To storimo z enačbami:
• x = r·sin(zamik·št. iteracije)• y = r·cos(zamik·št. iteracije)• u = zamik· št. iteracije
Pri vrednosti u moramo zamik prevesti nazaj v stopin-je z ukazom RadToDeg. Vse kar nam preostane je, da premaknemo prijemalo v pravo točko (prištevamo oz. odštevamo ukaze X, Y in U od središčne točke) in kličemo funkcijo za izpust domine.
Slika 5: Skica postavljanja domine
Seznam potrebnih SPEL ukazov
Če želite opis ukaza, ki ga ni na spodnjem seznamu, si oglejte Pomoč v programskem okolju RC+.
Integer ime_spre-menljivke
Spremenljivko defi niramo kot celoštevilčen tip
Double ime_spre-menljivke
Spremenljivko defi niramo kot deci-malno število
Go ime_točke Ukaz, ki robota premakne v izbrano točko, ne da bi predmet dvignil po Z osi
Jump ime_točke Ukaz, ki robota premakne v iz-brano točko, tako da predmet dvi-gne po Z osi, se premakne in nato predmet spusti nazaj po Z osi
Wait število_sekund
Ustavi izvajanje programa za določeno št. sekund
On N, Off N Vklop oz. izklop digitalnih vrat N
Function ime_funkcije
... koda ...Fend
Deklariranje funkcije z imenom ime_funkcije
Call ime_funkcije Ukaz s katerim pokličemo funkcijo
For i = zač_vred To končna_vred
... koda ...Next
Izvajanje for zanke od zač_vred do končne_vred (spremenljivka i se ob vsaki zanki poveča za 1)
X(vrednost), Y(vrednost), Z(vrednost), U(vrednost)
Ukazi, ki premaknejo točko za vrednost v določeno smer
Sin(kot), Cos(kot) Izračun sinusa in kosinusa po-danega kota (kot mora biti podan v radianih)
DegToRad(kot), RadToDeg(kot)
Ukaza, ki vam prevedeta kot iz stopinj v radiane oz. obratno
Tabela2 - Tabela SPEL ukazov

31Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI STÄUBLI
Opis robota
Robotski manipulator Stäubli TX60 odlikujejo nje-gova majhnost ter hitrost. Ker je njegovo ogrodje popolnoma zaprto, je idealen za uporabo v nepri-jaznih okoljih. Namestimo ga lahko na tla, steno ali strop, kar nam omogoči izvedbo veliko različnih aplikacij: paletizacijo, pakiranje, podajanje, manipu-lacijo, pregledovanje, itd.
Slika 1 - Robotski manipulator Stäubli TX60
Slika 2 - Programska oprema Stäubli Robotics Suit
Tabela 1 - Specifikacije robotskega manipulatorja
Osnovni ukazi gibanja robota
moveJ(točka1, orodje, mdesc):je najbolj preprosta oblika premika (premik po skle-pih), robot se iz trenutne lege premakne v lego, po-dano kot parameter (točka1), po njemu najlažji poti, ki pa nam ni znana. Torej mora imeti dovolj prostora okrog sebe, da ne pride do trčenja. Prednost tega uka-za je, da je najhitrejši ter vedno izvedljiv.
moveL(točka1, orodje, mdesc):je ukaz za premik po ravni črti (linearni premik) od trenutne lege do lege, podane kot parameter (točka1). Ta gib je počasnejši od premika po sklepih. Pride lah-ko do primera, ko robot neke točke v prostoru ne more doseči z linearnim premikom. (Primer: končna lega je na drugi strani robota kot trenutna lega. Robot bi moral skozi samega sebe.) Dobra stran te vrste premika je, da je pot vrha robota popolnoma določena.
moveC(točka1, točka2, orodje, mdesc):je ukaz za premik vrha robota po krožnici, ki je definirana s tremi točkami (trenutno lego, končno lego ter eno vmesno lego). Rešitev ne obstaja, če je kot med začetno lego in lego točke točka1 ali med točkama točka1 in točka2 večji kot 180°.
appro(točka1, {x,y,z,rx,ry,rz}):vrne točko, ki je od točke točka1 oddaljena za x, y in
Manipulacija različnih kosov v različnih koordinatnih sistemih
Industrijski partner: DOMEL d.o.o.
Aplikator:Miha Pagon
Namen aplikacije je prikazati osnovne principe programiranja robotskega manipulatorja Stäubli TX60. Pokazali vam bomo dva načina programiranja: z ročno učno napravo ter s programskim paketom Stäubli Robotics Suite. Poudarek je na delu z ročno učno napravo. V obeh bomo kreirali koordinatne sisteme, točke po katerih bo manipulator potoval, ter program, ki bo te točke povezoval. Končni cilj je rešitev uganke Tower of Hanoi (http://en.wikipedia.org/wiki/Tower_of_Hanoi) s pomočjo robotskega manipulatorja.
Model TX60
Prostostne stopnje 6
Nominalna obremenitev 3,5 kg
Maksimalna obremenitev 9 kg
Doseg 670 mm
Možnost montaže tla/stena/stropNatančnost ± 0,02 mm
Stäubli CS8 series controller CS8C

32 Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI STÄUBLI
z ter se njena rotacija od rotacije točke točka1 razli-kuje za rx, ry in rz. To je zelo priročno, ko pobiramo objekte, saj moramo kos pobrati preko točke, ki je nad objektom, ne pa iz poljubne točke.
točka1/točka2: je točka, v katero naj se robot pre-makneorodje: predstavlja orodje, ki je vpeto na vrhu ro-botskega manipulatorja (v orodju so definirani od-miki vrha orodja od vrha robotskega manipulatorja)mdesc: opis maksimalnih hitrosti, pospeškov, s kat-erimi se lahko robot gibljex, y, z: koodinate v nekem koordinatnem sistemurx, ry, rz: rotacije okoli osi nekega koordinatnega sistema
Ročna učna naprava ter nekaj uporabnih operacij
Ročna učna naprava je naprava, ki se uporablja pri delu z robotom. Vgrajene ima vse potrebne funkcije, ki bi jih pri tem lahko uporabljali. Torej lahko z njo pišemo, spreminjamo, preizkušamo/zaganjamo pro-grame, definiramo točke ali koordinatne sisteme ter seveda premikamo robota.
Slika 3 - Ročna učna naprava
Pomen tipk na ročni učni napravi:1. Izbira načina delovanja robota: ročni način, način
za testiranje, vodenje na daljavo, avtomatski način
2. Gumb za vklop moči motorja3. Gumb v sili4. Gumbi za premikanje robota po sklepih ali koor-
dinatnih oseh izbranega koordinatnega sistema5. Izbira načina vodenja robota: po sklepih, po
koordinatnem sistemu, po točkah6. Gumba za spreminjanje hitrosti robota7. Funkcijski gumbi8. Tipkovnica za vpisovanje imen, ukazov,...9. Gumbi za pomikanje po menijih
10. Gumbi za upravljanje z aplikacijami (zagon, pav-za, stop)
11. Tri-stopenjsko stikalo za vklop (če spustimo to stikalo ali ga preveč stisnemo, se robot ustavi)
12. Gumbi za upravljanje izhodnih naprav (prijema-la,...)
13. Podobno kot pod številko 4. Le da tu z enim gum-bom spreminjamo sklep/koordinatno os, z dru-gim pa spreminjamo pozicijo.
Ustvarjanje točke/koordinatnega sistema:Točko ustvarimo tako, da v ročnem načinu na učilni napravi pritisnemo F1 (New). Nakar se nam odpre okno v katerem lahko vpišemo ime točke/koordinat-nega sistema, pod Type pa izbiramo med točko (point) ali koordinatnim sistemom (frame), ko vpišemo ime pritisnemo F8 (Ok). Odpre se novo okno, kjer lahko vpišemo koordinate točke/koordinatnega sistema. Ko končamo z vpisom koordinat, ali če jih hočemo definirati kasneje pritisnemo F8 (Ok).
Slika 4 - Prikaz v ročnem načinu
Definicija točke:Točko definiramo tako, da v ročnem načinu post-avimo vrh robota v lego, ki jo hočemo shraniti in izberemo točko, v katero jo hočemo shraniti. Nato pritisnemo F1 (Here), v oknu, ki se nam odpre, so pri-kazani podatki o poziciji. Tu pritisnemo F8 (Ok).
Programiranje:Najprej moramo priti do našega programa. Do njega pridemo tako, da pritisnemo Menu. V glavnem me-niju izberemo Application Manager → naša aplikacija → Programs. Tu izberemo našo funkcijo. Odpre se nam okno, v katerem je napisan naš program, nakar ga lah-ko spreminjamo z preprostim vtipkavanjem ukazov.
Slika 5 - Meni v katerem lahko pregledamo vse podat-ke/funkcije našega programa (prikazane so točke)
Definicija koordinatnega sistema:Za definicijo koordinatnega sistema najprej pri-tisnemo Menu, da pridemo do glavnega menija. Tam

33Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI STÄUBLI
izbiramo Application Manager → naša aplikacija → Global Data → Izberemo koordinatni sistem, ki ga hočemo spremeniti ter pritisnemo F2 (Teach). Odpre se nam okno, v katerem lahko na več načinov spr-eminjamo koordinatni sistem: Direktno ali s tremi točkami.Pri direktnem načinu preprosto vpišemo podatke o legi baze koordinatnega sistema, v primeru, da so ti podani. Z načinom s tremi točkami pa si pomagamo, ko teh podatkov nimamo. Tu moramo podati tri točke, bazo (origin), eno točko v smeri x-osi iz baze ter eno v smeri iz y-osi iz baze. To storimo tako, da vrh robota pripeljemo v ustrezno točko, ki jo nato shranimo.
Slika 6 - Meni za spreminjanje koordinatnega sistema
Spreminjanje orodja ter koordinatnega sistema v načinu ročnega vodenja:V ročnem načinu lahko izbiramo, po katerem koor-dinatnem sistemu se bomo premikali. To naredimo tako, da v ročnem načinu pritisnemo F8 (Sel.), v ok-nu, ki se odpre, izberemo orodje, v naslednjem pa koordinatni sistem.
Izvedba aplikacijeV prvi fazi razvoja aplikacije ustvarimo nekaj poljub-nih točk. Zatem napišemo preprost program, v kat-erem uporabimo različne ukaze za premikanje ro-bota in opazujemo razlike v premikanju robota.V drugi fazi bomo premaknili en obroč iz začetne lege v neko drugo lego. Ker je postavitev kosa nag-njena glede na referenčni koordinatni sistem robota, ustvarimo nov koordinatni sistem, ki je vzporeden z ravnino, v kateri se nahaja obroč. V tem koordi-natnem sistemu določimo točko, v kateri ga lahko primemo. Določimo tudi točko v kateri bomo obroč odložili. Ta točka naj bo v referenčnem koordinatnem sistemu. Zatem moramo napisati program, ki bo šel do točke za pobiranje, prijel obroč, ga nesel v točko za odlaganje ter ga spustil. Tu si pomagamo s funkcijo appro, saj ne smemo iz katere koli lege v točko za pobiranje ali odlaganje, ampak moramo to narediti iz lege, ki se nahaja malo nad to točko.Tretja faza je demonstracija celotne rešitve ugan-ke Tower of Hanoi, saj je program, uporabljen za to rešitev, predolg, da bi ga napisali v času, ki nam je na menjen, uporablja pa enake principe, kot smo jih uporabili v prejšnjih dveh fazah.
Danes je podjetje Domel d.d. eden vodilnih svetovnih proizva-jalcev sesalnih enot. Na evropskem trgu dosegamo preko 65 % tržni delež, na svetovnem pa preko 40 %. Prelomnega pomena za programsko usmerjenost podjetja je bil prodor s sesalnimi enotami na nemški trg v letu 1975. Proizvodnja elektromotor-jev je polno zaživela in je v vseh letih rasla. Največji delež trenut-nega proizvodnega programa predstavljajo prav sesalne enote za suho in mokro sesanje, ki jim sledijo univerzalni kolektorski motorji, motorji s trajnimi magneti ter profesionalne izvedbe elektronsko komutiranih sesalnih enot in motorjev.
Podjetje se je začelo ukvarjati tudi z drugimi programi, kot so to proizvodi za avtomobilsko industrijo, program prezračevalne in ventilatorske tehnologije, ukvarjamo pa se tudi s produkti za proizvodnjo alternativnih virov energije. Prvi kontakti Domela z novo hitro razvijajočo tehnologijo gorivnih celic segajo približno sedem let nazaj k sodelovanju z nemško fi rmo v projektu Opel Zafi ra. Prvi resnejši projekt pa je prišel iz podjetja Hydrogenics iz Kanade, za katerega je podjetje Domel na inovativen način razvilo EC puhalo za dovod zraka v gorivno celico in navdušilo naročnika z rešitvijo, ter si tako na široko odprlo vrata na ta trg. Danes smo prisotni v vseh pomembnejših svetovnih podjetjih, ki se ukvarjajo s to napre-dno vodikovo tehnologijo.
Poslovna enota PC OZIProgramsko preoblikovanje podjetja je botrovalo ustanovitvi nove poslovne enote v okviru Domela, katere glavna naloga je uvajanje avtomatizirane proizvodnje. V Domelu od leta 1989 zastopamo priznani nemški podjetji. Prvo je proizvajalec servo pogonov in linearne tehnike Bosch Rexroth (v začetku Indramat in Star), drugo pa proizvajalec koračnih motorjev Phytron. Velika pridobitev za oddelke je bila sklenitev pogodbe v letu 2006 z nemškim proizvajalcem robo-tov Staübli, o zastopanju teh robotov na slovenskem trgu. Ker so vsi omenjeni proizvodi nosilni elementi avtomatizacije je bilo seveda samoumevno, da se v novo organizirano enoto vključi tudi oddelek zastopstva. Tako lahko trgu ponudimo široko pal-eto proizvodov, namenjenih avtomatizaciji proizvodnje:Bosch Rexroth servo pogoni, krmilna in regulacijska tehnika Bosch Rexroth proizvodi linearne tehnikeStaübli štiri in šest osni roboti Phytron koračni motorji, krmilniki, končne stopnjeposamezne proizvodne naprave ali celotne proizvodne linije
Oddelek, ki se ukvarja z izdelavo opreme za avtomatizacijo proizvodnih procesov v Domelu deluje že več kot 30 let. Gre predvsem za montažne linije ali posamezne naprave, ki se uporabljajo v procesu sestave različnih vrst elektromotorjev. Potreba po tovrstni opremi je vedno večja, zato je bilo smiselno oddelek reorganizirati v samostojno poslovno enoto. V večji meri smo do sedaj izdelovali to opremo predvsem za potrebe matičnega podjetja. Z širitvijo prodajnega programa na robo-tiko pa smo se tudi na tem področju usmerili na zunanji trg. Sposobni smo ponuditi kompleksne rešitve po željah in potre-bah posameznih kupcev. Oddelek lahko s svojimi izkušnjami in znanjem uspešno kljubuje najnovejšim zahtevam trga pri uva-janju avtomatizacije: krajši proizvodni procesi, zagotavljanje proizvodnje brez napak, krajši pretočni časi, fl eksibilni procesi, sledenje proizvodnje izdelka. V enoti razpolagamo z lastno konstrukcijo in elektroniki – programerji. Njihova strokovna usposobljenost je zagotovilo kvalitetnih izdelkov. Pri svojem delu se povezujemo z zunanjimi partnerji s Fakulteto za Strojništvo in Fakulteto za Elektrotehniko iz Univerze v Lju-bljani, z Institutom Jožef Stefan, s Tehnološkim centrom TECES …
www.domel.si

34 Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI STÄUBLI
Vodenje robota Stäubli RX90 položajno in po sili
Industrijski partner: DOMEL d.o.o.
Aplikatorja:Luka Ambrožič, Leon Panjtar
Aplikacija služi namenu spoznavanja položajnega vodenja in vodenja robota po sili, torej gibanja glede na silo, ki deluje na vrh robota (konec robotske roke). Programiranje poteka v okolju Matlab Simulink, osnovni del aplikacije pa predstavlja preprost regulacijski algoritem, ki na gibanje vrha vpliva z določanjem njegove hitrosti (smeri in veli-kosti). V programu imamo vedno na voljo povratno informacijo o sili, s katero deluje okolica na vrh robota, trenutni položaj ter trenutno hitrost vrha robota. Vodenje načrtamo z uporabo teh informacij.
Opis robota
Slika 1 - Robot Stäubli RX90
Aplikacijo razvijamo za robot Stäubli RX90, ki ga kr mi-limo s programsko opremo xPC Target, dodatnim mo-dulom programskega paketa Matlab. Stäubli RX90 je robot antropomorfne (členkaste, artikulirane, takšne, ki spominja na človeško roko) konfiguracije s šestimi prostostnimi stopnjami. Uporablja se kot industrijski robot s pozicijskim vodenjem za najrazličnejše naloge, pri dani aplikaciji pa je uporabljen kot haptični robot, voden po sili (na vrhu ima nameščen senzor sil in na-vorov (slika 2)). Robota odlikuje odlična ponovljivost.
Tabela 1 - Lastnosti robota Stäubli RX90
Model robota RX90
Največja obremenitev 6 kg / 11 kg
Število prostostnih stopenj 6
Doseg zapestja 985 mm
Ponovljivost ±0,02 mm
Senzor sil in navorov JR3 85M35A-I40, ki je name-ščen na vrh robota, omogoča vodenje po sili. Karak-teristike senzorja prikazuje tabela 2.
Tabela 2 - Lastnosti senzorja sil in navorov
Veličina Razpon Resolucija
Sila X, Y (Fx, Fy) 200 N 0,05 N
Sila Z (Fz) 400 N 0,10 N
Navor X, Y, Z (Mx, My, Mz) 12 Nm 0,003 Nm
Slika 2 - Senzor sil in navorov, nameščen na vrh robota
Programsko okolje Matlab in Matlab Simulink
Program aplikacije izvajata regulator in krmilnik, ki te četa znotraj okolja Matlab. Naš algoritem bomo vključili v regulacijsko zanko re-gulatorja, ki skrbi za vodenje robota. Znotraj ukaznega prostora Matlab Workspace odpre-mo model regulatorja robota in na mestu, kjer nasta-vljamo želene hitrosti vrha robota, vstavimo funkcijo, s katero opišemo regulacijski algoritem. Celoten pro-gram regulatorja nato s pomočjo prevajalnika preve-demo v programski jezik C in pošljemo na krmilnik, kjer se program izvaja.

35Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI STÄUBLI
Slika 3 - Mesto v blokovni shemi regulatorja, kamor pišemo naš algoritem
Vsakega izmed naših programov lahko simuliramo na virtualni različici robota Stäubli RX90 in tako brez tveganja preverimo, če program vsebuje morebitne napake, kajti zagon hroščatega programa na robotu samem je lahko nevaren. V pomoč si oglejmo nekaj osnovnih značilnosti pro-gramskega jezika matlab, v katerem bomo pisali naš algoritem.Senzor sile pošilja podatke v program združene v vek-torju, kjer vsak element predstavlja eno od koordinat-nih osi koordinatnega sistema vrha.
Vektor sil F je v programu označen kot F=[F(1) ;F(2) ;F(3)];kjer so
F(1) - sila v smeri osi xF(2) - sila v smeri osi yF(3) - sila v smeri osi z
posamezne vrstice vektorja.
Posebej pozoren velja biti na zaključke vrstic (;), saj ti preprečijo, da se ob vsakem vzorčnem intervalu v delovno okolje izpišejo vrednosti nezaključenih vrstic. Znak ; znotraj oglatih oklepajev [ ] pa pomeni mejo med dvema vrsticama matrike (vektorja). Enako velja tudi za vektor trenutne lege vrha x_s ter vektor tre-nutne hitrosti vrha v_s.
Regulacijski algoritem
Algoritem za vodenje robota se poslužuje spremen-ljivke želene hitrosti vrha robota vd kot regulirne ve-ličine. To pomeni, da bo glede na vrednost te spre-menljivke krmilnik krmilil motorje, ki premikajo posamezne sklepe robota. Regulacija je izvedena na način, prikazan na sliki 4, kjer je xr želena vrednost
Slika 4 - Proporcionalna regulacija robota
neke spremenljivke, trenutna vrednost, razliko med tema pa predstavlja pogrešek
ex = xr - x.
Če to napako ustrezno povečamo s faktorjem Kp, ki predstavlja ojačenje, dobimo regulirno veličino Ux. Tav našem primeru predstavlja neko hitrost vrha ro bo-ta, ki vpliva na smer in hitrost vrtenja motorjev, ti pa premikajo robota.Takšen princip se uporablja pri vodenju glede na po lo-žaj robota, kot tudi pri vodenju po sili na vrhu robota.
Zagon regulatorja, ki vsebuje naš algoritem vodenja
Z ukazom uiopen('ime_modela_regulatorja.mdl',1), ki ga vpišete v ukazno vrstico programa Matlab, odprete shemo regulatorja. Z dvojnim klikom na rdeč blok rtForceControl (Slika 3) se vam odpre urejevalnik programske kode Embedded MATLAB Editor, prikazan na Sliki 5.
Slika 5 - Odprta predloga v programskem urejevalniku Em-bedded Matlab Editor
Naš algoritem za regulacijo napišemo v tem oknu in funkcijo shranimo s pritiskom na ikono Save (tret-ja z leve). Regulator je sedaj pripravljen in čas je, da ga zaženemo. Preden pa ga pošljemo v izvajanje na krmilnik, ga je potrebno prevesti v programski jezik C. To nam omogoča okolje Matlab in sicer z ukazom slbuild('ime_modela'). Ko se regulator prevede, ga moramo poslati na krmilnik in zagnati uporabniški vmesnik. To storimo z ukazom initall.
Uporabniški vmesnik ter vmesnik krmilnika robota Adept Windows PC sta prikazana na sliki 6.
Če želimo le simulacijo delovanja krmilnika, je po-trebno zagnati še vizualizacijo robota (z ukazom uiopen('ime_modela_vizualizacije',1)).
Če želimo delovanje krmilnika preveriti na robotu, moramo ob zagonu krmilnika vključiti tudi motorje

36 Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI STÄUBLI
robota. To storimo tako, da v uporabniškem vmes-niku odkljukamo možnost Simulacija in pritisnemo gumb Start Stäubli. Nato v oknu Adept Windows PC vtipkamo črko e. Na kontrolni plošči robota (slika 8) začne utripati zelen gumb. Za zagon robota ga priti-snemo. V uporabniškem vmesniku izberemo še način vodenja Force Control, kar pomeni, da se za vodenje uporablja naš regulacijski algoritem. S pritiskom na gumb Start Control zaženemo krmilnik in regulacijo. Robot se giblje glede na naš regulacijski algoritem.
Slika 6 - Adept Windows PC (levo) in Stäubli uporabniški vmesnik (desno)
Slika 7 - Vizualizacija simulacije gibanja robota
Izvedba aplikacije
Aplikacija, ki jo načrtujemo, temelji na dveh princi-pih vodenja. V prvem delu želimo napisati algoritem, ki bo krmilil gibanje vrha robota tako, da se bo le-ta premikal po neki geometrijski krivulji. Temu pravi-mo pozicijsko vodenje. V drugem delu pa odčitavamo silo, ki deluje na vrh robota in na podlagi le-te določa-mo gibanje robota. Takšno vodenje se imenuje vodenje po sili (ang. Force Control).
Robot se ob zagonu nahaja v koordinatnem izhodišču koordinatnega sistema robota.
Slika 8 - Kontrolna plošča robota Stäubli
1.del: Regulacija položaja vrha robota
Želimo, da bi vrh robota krožil po krožnici v ravnini YZ z nekim radijem in določeno frekvenco. Enačba krožnice v krogelnih koordinatah se glasi:
x=rcost y=rsint =2f
Ker regulacijo izvajamo preko hitrosti vrha in ne po-ložaja, je potrebno te enačbe odvajati. S tem dobimo ustrezne enačbe, preko katerih lahko določamo refe-renčno hitrost vrha. Razliko med trenutno in referen-čno hitrostjo robota še ustrezno ojačimo (Kp < 0.1) in tako dobimo regulirno veličino, ki regulira položaj vrha robota.
2.del: Vodenje robota po sili in virtualna omejitev delovnega prostora
Naš algoritem je napisan tako, da v programu dosto-pamo do vektorja sile na vrh robota. Če želimo, da se vrh robota giblje glede na silo na vrhu robota, mora biti regulirna veličina tej sili proporcionalna. Tako se robot giblje glede na velikost in smer sile na vrhu. Do-ločimo tudi prostor, zunaj katerega je hitrost vrha ro-bota enaka nič (robot miruje).
3.del: Pisanje trajektorije po tabli
Če želimo, da se robot, ki ima na vrh pritrjeno pisa-lo, iz začetne lege približa tabli sam in nanjo izrisu-je želeno trajektorijo, ki smo jo izbrali v prvem delu, moramo uporabiti kombinacijo vodenja po sili ter po-zicijskega vodenja. V osi, ki določa položaj robota v sme ri robot tabla, uporabimo vodenje po sili, saj le tako lahko ugotovimo, kdaj vrh robota doseže tablo (ko sila v tej smeri preseže neko vrednost). Tablo lah-ko tako po želji premikamo bližje ali jo oddaljujemo, saj bo program vedno deloval. V oseh, ki predstavljata površino table, pa robota krmilimo položajno, tako da izrisuje želeno krivuljo.
Vedno, ko spremenimo program/algoritem in ga shranimo, je za izvajanje potrebno regulator po-novno prevesti in naložiti v krmilnik.
Tipka, ki gori zeleno, ko je robot pripravljen za gibanje.Ko tipka utripa zeleno, jo je potrebno pritisniti.
l šč b t Stä bli
Tipka zasilnega ustavljanja robota
Kje
Tr
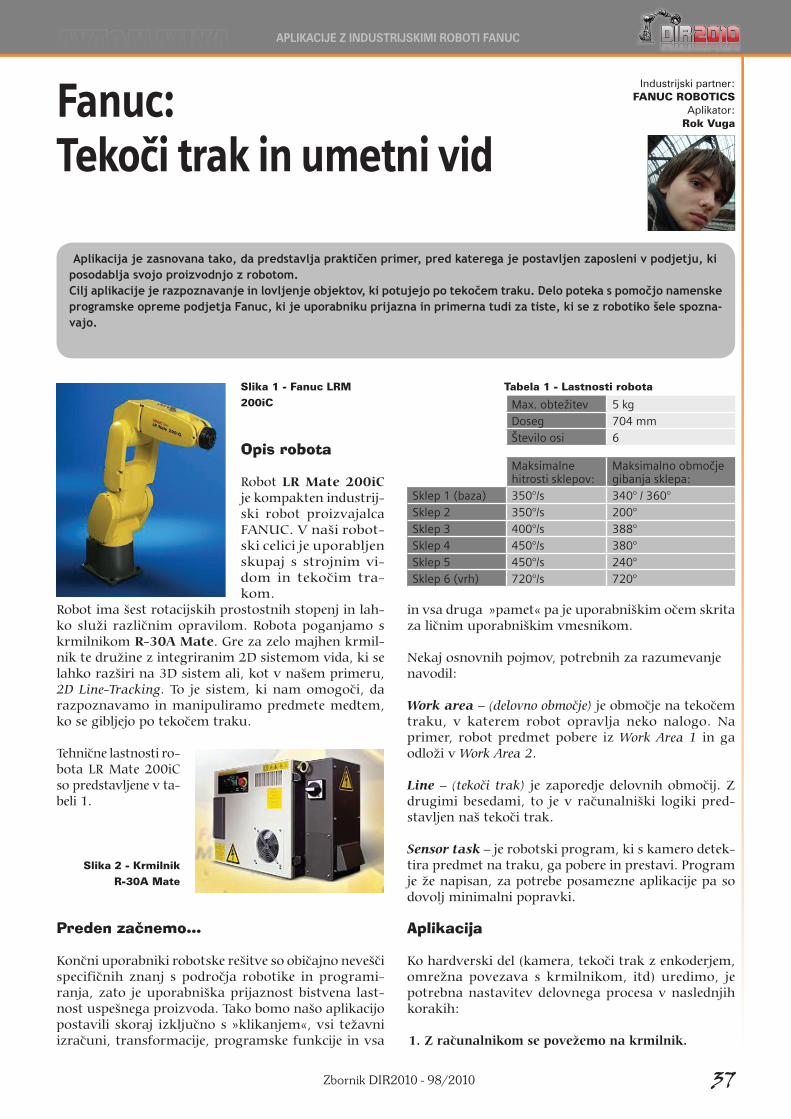
37Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI FANUC
Fanuc: Tekoči trak in umetni vid
Industrijski partner: FANUC ROBOTICS
Aplikator:Rok Vuga
Aplikacija je zasnovana tako, da predstavlja praktičen primer, pred katerega je postavljen zaposleni v podjetju, ki posodablja svojo proizvodnjo z robotom.Cilj aplikacije je razpoznavanje in lovljenje objektov, ki potujejo po tekočem traku. Delo poteka s pomočjo namenske programske opreme podjetja Fanuc, ki je uporabniku prijazna in primerna tudi za tiste, ki se z robotiko šele spozna-vajo.
Slika 1 - Fanuc LRM 200iC
Opis robota
Robot LR Mate 200iC je kompakten in du strij-ski robot proizvajalca FANUC. V naši ro bot-ski celici je uporabljen skupaj s strojnim vi-dom in tekočim tra-kom.
Robot ima šest rotacijskih prostostnih stopenj in lah-ko služi različnim opravilom. Robota poganjamo s krmilnikom R-30A Mate. Gre za zelo majhen krmil-nik te družine z integriranim 2D sistemom vida, ki se lahko razširi na 3D sistem ali, kot v našem primeru, 2D Line-Tracking. To je sistem, ki nam omogoči, da raz poznavamo in manipuliramo predmete medtem, ko se gibljejo po tekočem traku.
Tehnične lastnosti ro-bota LR Mate 200iC so predstavljene v ta-beli 1.
Slika 2 - Krmilnik R-30A Mate
Preden začnemo…
Končni uporabniki robotske rešitve so običajno nevešči specifičnih znanj s področja robotike in programi-ranja, zato je uporabniška prijaznost bistvena last-nost uspešnega proizvoda. Tako bomo našo apli kacijo postavili skoraj izključno s »klikanjem«, vsi težavni izračuni, transformacije, programske funkcije in vsa
Tabela 1 - Lastnosti robota
Max. obtežitev 5 kgDoseg 704 mmŠtevilo osi 6
Maksimalne hitrosti sklepov:
Maksimalno območje gibanja sklepa:
Sklep 1 (baza) 350°/s 340° / 360°Sklep 2 350°/s 200°Sklep 3 400°/s 388°Sklep 4 450°/s 380°Sklep 5 450°/s 240°Sklep 6 (vrh) 720°/s 720°
in vsa druga »pamet« pa je uporabniškim očem skrita za ličnim uporabniškim vmesnikom.
Nekaj osnovnih pojmov, potrebnih za razumevanje navodil:
Work area – (delovno območje) je območje na tekočem traku, v katerem robot opravlja neko nalogo. Na primer, robot predmet pobere iz Work Area 1 in ga odloži v Work Area 2.
Line – (tekoči trak) je zaporedje delovnih območij. Z dru gimi besedami, to je v računalniški logiki pred-stavljen naš tekoči trak.
Sensor task – je robotski program, ki s kamero detek-tira predmet na traku, ga pobere in prestavi. Program je že napisan, za potrebe posamezne aplikacije pa so dovolj minimalni popravki.
Aplikacija
Ko hardverski del (kamera, tekoči trak z enkoderjem, omrežna povezava s krmilnikom, itd) uredimo, je potrebna nastavitev delovnega procesa v naslednjih korakih:
1. Z računalnikom se povežemo na krmilnik.

38 Zbornik DIR2010 - 98/2010
APLIKACIJE Z INDUSTRIJSKIMI ROBOTI FANUC
2. Nastavimo linije (lines). V meniju izberemo »Visual Tracking Config« in pri-tisnemo ikono »new«. Pod »type« izberemo »line« in vpišemo ime. Na primer Linija1. Izberemo OK.
3. Nastavimo delovna območja (work areas).Dvokliknemo pravkar narejeno linijo. Pokaže se okno, v katerem izberemo gumb »new«. Izpolnimo vse podatke in pritisnemo OK. Postopek ponovimo za vsa delovna območja, ki jih moramo definirati.
4. Nastavimo »območje sledenja« (tracking frame).V tem koraku robotu pokažemo, kje se fizično na-hajaja to, kar smo mu predstavili z abstraktnimi pojmi line in work area. Kalibracijo tekočega traku in enkoderjeveje skale opravimo tako, da na tekoči trak položimo predmet, ki se ga z vrhom robo-ta lahko dotaknemo. Poženemo »Tracking frame setup wizard«. Postopek poteka tako, da najprej s pomočjo ročne učne naprave robota pripeljemo do izbrane točke na traku, nato trak premaknemo malo naprej in se spet dotaknemo iste točke, na koncu pa robota zapeljemo še malo v pravkotni smeri (90° levo gledano v smeri traku), da določimo še y-smer koordinatnega sistema našega traku.Ko smo to opravili, se moramo vrniti k nastavi-tvam naših delovnih območij. Nastaviti moramo še parametre:
Upstream in Downstrwam boundary (meja območja na traku, v katerem bo robot operiral s predmeti),
Distribution line (pozicija elementa na traku, ob kateri se robotu pošlje podatek o razpoznavi pred-meta) in
Discard line (pozicija na traku, po prehodu katere robot ne lovi več predmeta).
5. Nastavimo robotski vid – kalibriranje kamere, učenje razpoznavanja obdelovancev... V tem koraku izberemo iRVision – Vision setup – Camera setup tools. Kliknemo na ikono »new«. V oknu Type izberemo progressive scan camera in vpišemo ime, na primer »kamera1«. Dvokliknemo, kar smo pravkar ustvarili. Na trak, v vidno polje ka-mere, postavimo obdelovanec in s pomočjo rdečega in zelenega gumba preverimo zajem slike. Nato se vrnemo v okno »Setup main« in izberemo »Came ra calibration tools«. Kliknemo »new«. V »type« izbere-mo »Camera Calib Vis. Track«, vpišemo ime in klik -nemo OK. Ustvarjeno dvokliknemo in izpol nimo s podatki naše kamere. Nato poženemo »Calibra-tion wizard«. Nastavitveni čarovnik nas vodi sko-zi nastavitve kamere. Uporabiti moramo ročno učno napravo ter kalibracijsko polje s pikami. Ko se čarovnik zaključi, se vrnemo v okno »Setupmain« in izberemo »Vision Process Tools«. S klikom na ikono ustvarimo nov vision proces. Za »type« iz beremo »Single-view Visual Tracking«, potrdimo
in vpišemo želene nastavitve. Preosta ne nam še učenje oblike objekta oziroma objektov. Izbe re-mo »GPM Locator Tool 1« (GPM - geometric pat-tern match). Enostavno postavimo naš obdelovanec v vidno po lje kamere, pritisnemo rdeči gumb in izberemo »teach pattern«. Če imamo več različnih tipov ob-delovancev, ki jih moramo zaznati, lahko to ure-dimo s klikom na »new GMP locator tool«.
6. Za naše potrebe modificiramo robotski program.Program je že napisan za splošen primer, ko imamo dva tekoča traka, robot pa prenaša obdelovance iz enega na drugega. Sestavljen je iz glavnega pro-grama in ločenih programov za pobiranje in spuščanje predmeta. Vse težavno delo s sistemom umetnega vida in tekočega traku za nas opravita funkciji VSTKGETQ.PC in VSTKACKQ.PC. Program se piše s pomočjo ročne učne naprave.
7. Učenje referenčne pozicije V tem koraku robotu pokažemo transformacijo med koordinatnim sistemom kamere ter robotove-ga prijemala. Na ročni učni napravi izberemo »me-nus« »setup«. Pod »type« damo »track sensor«. Usta vimo trak in izberemo »ref_pos«. Posta vimo obdelovanec v vidno polje kamere in pritisnemo »find«, nato pa še »finish«. Trak poženemo in ga spet ustavimo, ko je obdelovanec v delovnem območju robota. Robota ročno pomeknemo v položaj za po-biranje (ali odlaganje) obdelovanca.
8. Po potrebi opravimo fine popravke. Ostane nam še fina nastavitev prijemanja obde-lovancev na delujočem traku. V robotski program vrinemo ukaz »wait« takoj za pozicijo za prije-manje ter poženemo trak in program. Ko robot predmet pobere, se program začasno ustavi in takrat popravimo pozicijo in prepišemo prejšnjo nastavitev. Postopek ponovimo tolikokrat, dokler nismo zadovoljni.
9. Zagon aplikacije. Na videz zapleteno in za razumevanje težko teh no-loško rešitev poženemo v nekaj enostavnih kora-kih, ne da bi tratili čas z matematično teorijo.

39Zbornik DIR2010 - 98/2010
INDUSTRIJSKI ROBOTI IN STROJNI VID
Prepoznavanje pozicije komplek s-nega objekta s pomočjo strojnega vida in odlaganje v predpisano lego
Industrijski partner: FDS RESEARCH
Aplikator:Simon Reberšek
Dani izziv je sestaviti robotsko celico za vstavljanje SMD (surface-mount device) komponent na tiskanino. Aplika-cija je sestavljena iz večih delov: postavitve orodij na robota, določitev delovnih prostorov, avtomatske kalibracije orodij, izgradnjo modela elementa, razpoznave elementa v naključni legi in pisanja robotske rutine za pobiranje in odlaganje elementa na vezje.
Slika 1 - Osnovna konfiguracija
Programska rešitev je zasnovana v okolju FDS Im-aging Software (FIS) in programski komponenti FDS Vision robot commander (FVRC). FIS je uporabljen za zajem in analizo slik (vključno s krmiljenjem svetil-nih virov in aktivatorjev – elektropnevmatski ventil), FVRC pa za krmiljenje robotske roke.
Opis robota
Robot Denso HS5555 spada v serijo kompaktnih štiriosnih robotov konfiguracije SCARA, ki ponuja najvišjo hitrost (z osnovnim ciklom 0,35 s) in ponov-ljivost v svojem razredu. Čeprav ima ta majhen in-
dustrijski robot kompakten dizajn, ima sposobnost prenašati sorazmerno velika bremena do največ 5 kg. Poleg tega omogoča največji vztrajnostni moment 0,1 kg m2, kar dovoljuje široko paleto različnih prijemal in aplikacij.
Slika 2 - Robot Denso HS-5555
Tabela 1 - Podatki o robotu
Število osi 4
Nosilnost 5 kg
Doseg 550 mm
Maks. hitrost 7100 mm/s
Ponovljivost 20 kg
Opis kamere
Sony XC-HR58 je CCD kamera, z ločljivostjo 767 x 580 slikovnih elementov s hitrostjo 50 slik/s. Zaradi svo-jih majhnih dimenzij jo lahko namestimo praktično kamorkoli, ob predpostavki, da potrebuje 1 lux osve-t ljenosti pri vrednosti zaslonke F1.4. Primerna je za pregled polprevodniških elementov, za linije za hitro sestavljanje itn.
Izvedba aplikacije
V prvem delu je potrebno pritrditi orodja (Tool) in us-trezna svetila na robota, prav tako je potrebno določiti

40 Zbornik DIR2010 - 98/2010
INDUSTRIJSKI ROBOTI IN STROJNI VID
delovna območja (Workspace) za prijemanje in odlag-anje SMD komponent. Kamero za zajem slike elemen-tov bomo namestili na vrh zadnje osi robota, orodje za prijemanje pa bomo namestili na dno, ekscentrično glede na z os zadnjega segmenta.
Splošno o določanju orodja
Med dvema koordinatnima sistemoma v kartezičnem koordinatnem prostoru obstaja homogena transfor-macijska matrika H, ki opisuje rotacijo, translacijo in perspektivo drugega koordinatnega sistema, glede na prvega. Za določitev orodja je potreben izračun te matrike. V našem primeru imamo na voljo robota konfigu-racije SCARA, kar nam olajša delo, saj lahko ta robot deluje le v ravnini. Poiskati moramo samo vektor ter njegov kot med vrhom robota in orodjem. To storimo tako, da orodje pripeljemo v isto točko z vsaj dvema različnima legama robota. Iz razlike obeh leg robota izračunamo podatke, ki jih potrebujemo za vektor. Robota lahko v dve različni legi pripeljemo s pomočjo ročne učne naprave ali pa z algoritmom avtomatske-ga premika v željeno točko.
Premik kalibracijske točke v center kamere
Algoritem v izbrani legi posname sliko in si zapomni koordinate točke, z robotom naredi enotski premik v baznem koordinatnem sistemu po osi x, nato ponov-no posname sliko in pridobi nove koordinate točke. Zaradi možnosti levosučnega koordinatnega sistema kamere nato izvede še enotski premik robota v smeri y baznega koordinatnega sistema.
Slika 3 - Razpoznana točka za kalibracijo
Iz podatkov izračuna vektor premika proti središču, pretvorbeni faktor iz pixlov v mm in tudi orientacijo koordinatnega sistema kamere glede na bazni koordi-natni sistem robota.
Določanje orodij
Za kamero je pomembna orientacija, zato moramo izračunati kot med koordinatnim sistemom kamere in baznim koordinatnim sistemom robota. Prijema-lo je krožno simetrično, torej je potreben le izračun pozicijskega dela transformacijske H matrike.
Strojno razpoznavanje elementa
V prvem koraku uporabljamo presvetlitveno tehniko za hitro odkrivanje objektov na sliki, zato je potrebno narediti matematični model elementa. Za formulacijo modela pa potrebujemo dobro sliko, ki jo nato ob-delamo z različnimi operatorji. Najprej uporabimo Gauss-ov filter za glajenje, nato pa s Canny-jevim operatorjem poiščemo vse robove na sliki. Na model namestimo še krožno masko, ki vrača svojo pozicijo in orientacijo.
Slika 4 - Generiran model SMD komponente
Za iskanje elementa zajamemo sliko, jo ustrezno ob-delamo s Gauss-ovim in Canny-jevim filtrom in dobi-mo črno belo sliko z ustreznimi robovi.
Slika 5 - Najdeni robovi na sliki

41Zbornik DIR2010 - 98/2010
INDUSTRIJSKI ROBOTI IN STROJNI VID
Na sliki poiščemo ujemanje posameznih robov z os-novnim izgrajenim modelom in kot rezultat dobimo pozicijo, orientacijo in stopnjo ujemanja določenega elementa.
Slika 6 - Razpoznani element
Drugi korak je namenjen določanju orientacije ±. Zato potrebujemo novo sliko z detajli na vrhu čipa. Na voljo imamo čipe z vdolbino na vrhu, ki se na sliki ob primerni osvetlitvi z vrha vidi kot bela pika. To piko je potrebno zaznati. Vsak čip je lahko poljubno orientiran na mizi, zato je treba vsako sliko najprej zavrteti za kot, ki ga vrne krožna maska, nato pa z dvema pravokotnima oknoma, ki se postavita na zgornji in spodnji del čipa, preverimo še povprečno si-vino vsakega izmed njiju. Na ta način lahko določimo točno orientacijo elementa na mizi.
Slika 7 - Določevanje vdolbine na vrhu čipa
Uporaba FDS Robot Commander
Uporabljamo ga za komunikacijo z robotom, kjer lah-ko robota na različne načine naučimo točk. Omogoča uporabo profilov, s katerimi lahko izvajamo tudi kompleksnejše naloge.
Slika 8 - Osnovno okno Robot Commander-ja
Za premikanje robota ustvarimo različne profile: po-biranje in odlaganje elementa, premik v home pozici-jo, iskanje vezja, premiki za kalibracijo itd.
Slika 9 - Okno za določevanje profilov
Za izvedbo programa definiramo različne točke: točke za generiranje delovnih območij in orodij, dinamično spremenljive točke za pobiranje in odlaganje elementa, točke, kjer naj išče vezje, točko za home pozicijo itd.
Slika 10 - Pregled in urejanje točk robota

42 Zbornik DIR2010 - 98/2010
INDUSTRIJSKI ROBOTI IN STROJNI VID
Pobiranje in odlaganje elementov
Za pobiranje in odlaganje moramo definirati delovna območja in jih izbrati tako, da so v priročnem delov-nem prostoru robota. S tem lahko robot doseže vsa-ko točko v poljubni legi. S kamero poiščemo v pred-definiranem območju robove, ki nam predstavljajo za pobiranje ploskovno osvetlitev in za odlaganje tis-kano vezje. Na podlagi presečišča štirih robov dobimo dva vogala iskanega objekta, iz tega pa izračunamo premico, s katero definiramo posamezno delovno območje.
Slika 11 - Določanje delovnega območja odlaganja elementov
Pobiranje in odlaganje elementov izvedemo s pomočjo fiksnih profilov in točk, ki jih je mogoče dinamično spreminjati. Smiselno je razdeliti nalogo na dva dela. Robot ima v konfiguraciji SCARA ukaze depart in ap-proach, zato lahko za pobiranje izberemo eno točko, ki ji dinamično spreminjamo koordinate. Pri tem upoštevamo tudi kot rotacije elementa tako, da ima-mo na prijemalu element vedno v isti legi. V prim-eru, ko je odlagalni prostor zraven prostora pobiranja in vmes ni nobenih ovir, lahko izvedemo odlaganje z enim profilom in točko, ki jo, podobno kot prej, določamo dinamično z branjem iz datoteke, kjer so zapisane lege posameznih elementov.
Uporabniški vmesnik
Aplikacija je sestavljena iz posameznih operacij, ki si morajo slediti v zaporedju. Na začetku je potrebno kalibrirati orodja – kamero in prijemalo. Ta koraka sta medsebojno neodvisna. Potrebno je določiti de-lovne prostore za pobiranje in odlaganje elementov. Prav tako sta medsebojno neodvisna tudi koraka na-laganja pozicij iz tekstovne datoteke in generiranje modela elementa, ki sledita. Na koncu sledi še pobi-ranje elementov.
Slika 12 - Okno za izbiro operacij
Uporabniški vmesnik ima dodane možnosti za testi-ranje slike obeh kamer in pošiljanja robota v home pozicijo. Vmesnik je zasnovan zelo enostavno, za vsa-ko rutino ima svoj gumb.
Dejavnost družbe FDS Research d.o.o. je razvoj celovitih rešitev na področju računalniškega vida. Razvijamo lastno programsko opremo, optične postopke ter pripadajoče per-iferne sklope. Naročnikom nudimo rešitve po sistemu na ključ. Smo eksperti in hkrati vodilno slovensko podjetje za področje zagotavljanja kontrole vizualno izražene kakovosti s postopki optičnega zaznavanja. Svojo prihodnost gradimo na visokem tehnološkem nivoju, nenehnem razvoju ter pro-fesionalnem odnosu do naših partnerjev.
Razvili in postavili v obratovanje smo večino v Sloveniji aplici-ranih sistemov za optično kontrolo izdelkov. Naša programs-ka oprema poganja delujoče rešitve na vseh kontinentih sve-ta in dnevno pregleda stotine milijonov kosov raznovrstnih izdelkov. Kot primer, v vsakem v Evropi izdelanem avtomobilu je vgrajenih nekaj deset različnih sestavnih delov, ki so bili pregledani z sistemi za optično kontrolo, ki jih je postavilo naše podjetje.
Visok tehnološki nivo dokazujemo s projekti in izdelki, ki jih razvijamo za podjetja kot so Sony, Kuka in Denso.
www.fdsresearch.si
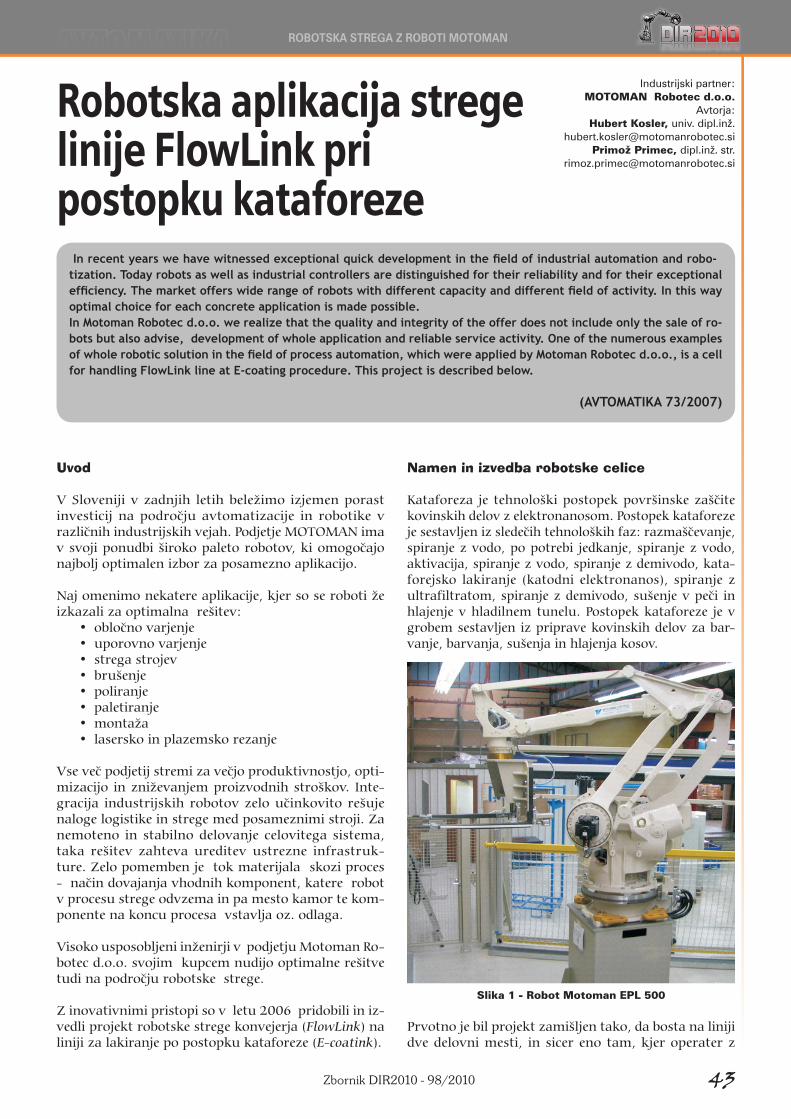
43Zbornik DIR2010 - 98/2010
ROBOTSKA STREGA Z ROBOTI MOTOMAN
Robotska aplikacija strege linije FlowLink pri postopku kataforeze
Industrijski partner: MOTOMAN Robotec d.o.o.
Avtorja:Hubert Kosler, univ. dipl.inž.
[email protected]ž Primec, dipl.inž. str.
In recent years we have witnessed exceptional quick development in the fi eld of industrial automation and robo-tization. Today robots as well as industrial controllers are distinguished for their reliability and for their exceptional effi ciency. The market offers wide range of robots with different capacity and different fi eld of activity. In this way optimal choice for each concrete application is made possible.In Motoman Robotec d.o.o. we realize that the quality and integrity of the offer does not include only the sale of ro-bots but also advise, development of whole application and reliable service activity. One of the numerous examples of whole robotic solution in the fi eld of process automation, which were applied by Motoman Robotec d.o.o., is a cell for handling FlowLink line at E-coating procedure. This project is described below.
(AVTOMATIKA 73/2007)
Uvod
V Sloveniji v zadnjih letih beležimo izjemen porast investicij na področju avtomatizacije in robotike v različnih industrijskih vejah. Podjetje MOTOMAN ima v svoji ponudbi široko paleto robotov, ki omogočajo najbolj optimalen izbor za posamezno aplikacijo.
Naj omenimo nekatere aplikacije, kjer so se roboti že izkazali za optimalna rešitev:
• obločno varjenje• uporovno varjenje • strega strojev• brušenje • poliranje • paletiranje • montaža• lasersko in plazemsko rezanje
Vse več podjetij stremi za večjo produktivnostjo, opti-mi zacijo in zniževanjem proizvodnih stroškov. Inte-gracija industrijskih robotov zelo učinkovito rešuje na loge logistike in strege med posameznimi stroji. Za nemoteno in stabilno delovanje celovitega sistema, taka rešitev zahteva ureditev ustrezne infrastruk-ture. Zelo pomemben je tok materijala skozi proces - način dovajanja vhodnih komponent, katere robot v procesu strege odvzema in pa mesto kamor te kom-ponente na koncu procesa vstavlja oz. odlaga.
Visoko usposobljeni inženirji v podjetju Motoman Ro-botec d.o.o. svojim kupcem nudijo optimalne rešitve tudi na področju robotske strege.
Z inovativnimi pristopi so v letu 2006 pridobili in iz-vedli projekt robotske strege konvejerja (FlowLink) na liniji za lakiranje po postopku kataforeze (E-coatink).
Namen in izvedba robotske celice
Kataforeza je tehnološki postopek površinske zaščite kovinskih delov z elektronanosom. Postopek kataforeze je sestavljen iz sledečih tehnoloških faz: razmaščevanje, spiranje z vodo, po potrebi jedkanje, spiranje z vodo, aktivacija, spiranje z vodo, spiranje z demivodo, kata-forejsko lakiranje (katodni elektronanos), spiranje z ultrafiltratom, spiranje z demivodo, sušenje v peči in hlajenje v hladilnem tunelu. Postopek kataforeze je v grobem sestavljen iz priprave kovinskih delov za bar-vanje, barvanja, sušenja in hlajenja kosov.
Slika 1 - Robot Motoman EPL 500
Prvotno je bil projekt zamišljen tako, da bosta na liniji dve delovni mesti, in sicer eno tam, kjer operater z

44 Zbornik DIR2010 - 98/2010
ROBOTSKA STREGA Z ROBOTI MOTOMAN
ročno napravo naloži obešala s surovimi (nepobar-vanimi) podsklopi na voziček FlowLinka, drugo pa tam, kjer drugi operater razloži obešalo z že pobar-vanimi podsklopi. Na podlagi inovativnega predloga inženirjev v MOTOMAN ROBOTECU pa se je kupec odločil za robotsko strego. Mesto nalaganja in razla-ganja obešal je skupno, strego obešal pa opravlja ro-bot MOTOMAN EPL 500, ki lahko prenaša bremena, težka do 500 kilogramov.
Zasnova rešitve in delovanje celice
Odločitev o uvedbi robotske strege je vplivala tudi na spremembo koncepta priprave dela. Mobilne enote (vozičke), na katere se obešajo roofi s surovimi izdel-ki, je bilo potrebno prilagoditi za potrebe avtoma-tizacije celotnega procesa. Prav tako je bilo potrebno izvesti veliko sprememb na adapterju Flow Linka. Pri snovanju mobilne enote je sodeloval tudi švedski dobavitelj obešalnih sistemov in elementov za linije kataforeze. Ker je celotni sistem zelo zahteven tudi glede krmiljenja in nadzora, je bilo potrebno usklajeno delo na področju razvoja programske opreme z vsemi dobavitelji informacijskega sistema in avtomatizacije. Velika prednost uvedbe robotske celice v proces kata-foreze je poleg zvišanja produktivnosti tudi povezava na sistem SAP, s tem pa zagotavljanje sledljivosti in nadzor nad celotnim procesom. Tako sta bili doseženi racionalizacija in humanizacija strege FlowLink-a.
Opis delovanja robotske celice
V robotski celici je paletirni robot EPL500 z nosilnost-jo mmax = 500 kg, opremljen s specialnim robotskim prijemalom. V sami celici sta dve postaji. V vsaki so po 3 pozicionirna mesta za vozičke z obešali. Robots-ka celica lahko deluje v različnih režimih. V stacionar-nem režimu robot prazni in polni adapterje na liniji FlowLink. Medtem ko robot razlaga vozičke na prvi postaji, operater na drugi opravi menjavo mobilnih enot (vozičke s pobarvanimi izdelki odstrani iz post-aje in vstavi nazaj vozičke z nepobarvanimi izdelki). Pri projektiranju robotske celice so bili upoštevani vsi varnostni predpisi, tako da kompletna celica zagotav-lja varno delo za operaterje.
Robni pogoji robotske celice
Robni pogoji delovanja robotske celice so bili sledeči:• tri-izmensko delovanje robotske celice v industrij-
skem okolju• robotsko celico poslužujeta dva operaterja• robotsko prijemalo mora omogočati prenašanje
bremen do mase 300kg• časovni cikel delovanja FlowLink sistema je 3 mi-
nute, s tem da se posamezen adapter nahaja na po ziciji za nakladanje in razkladnanje 2,5 minu-te, 30 sekund je potreben čas, da se na pozicijo premakne naslednji adapter
• roofi morajo biti označeni z identifikacijsko kodo (bar kodo), ki omogoča komunikacijo s sistemom SAP
Opis posluževanja z robotsko celico
Slika 2 - Sistem pozicionirnih mest z mobilnimi enotami
Voziček na na liniji Flowlink se pripelje iz kataforeze z pobarvanimi kosi. Robot odvzame roof z pobarva-nimi izdelki in ga odloži na prazen voziček. Iz sos-edenjega polnega vozička robot nato odvzame roof z nepobarvanimi –surovimi izdelki in jih prenese do linije Flowlink, kjer roof vloži v predhodno iz-praznjeno mesto. Ko sta dva vozička na prvi postaji napolnjena s pobarvanimi izdelki, se odprejo dvižna vrata. Operater odstrani oba polna vozička ter jih nadomesti z nepobarvanimi izdelki. V tem času robot manipulira na drugi postaji.
Opis komponent
Opis robota Motoman EPL500
Industrijske robote Motoman odlikuje lita aluminijas-ta konstrukcija, izmenični pogoni vseh robotskih osi, izredna hitrost ter dinamika podajalnih gibov. Zaradi svoje kinematike imajo odlično fleksbilnost. Glede na konstrukcijo so roboti 4 osni, kar jim omogoča velik delovni prostor in veliko statično in dinamično re-produkcijo.
Tabela 1 - Osnovni tehnični podatki robota Motoman EPL500
število osi: 4
max. polmer dosega: 3160 mm
nosilnost: 500kg
postavitev: stoječa
ponovljiva natančnost: ±0.5 mm
teža: 2300 kg
priključna moč: 11 kVA
Robotski krmilnik Motoman NX100
• Multitasking (istočasno izvajanje do 8 programov)• istočasno krmiljenje 36 osi (4 robotov in 12 zu-
nanjih osi)• 32-bitni procesor

45Zbornik DIR2010 - 98/2010
ROBOTSKA STREGA Z ROBOTI MOTOMAN
• integriran PLC• visoka zmogljivost preko industrijskega PC• zagonski čas: max. 40sec• avtomatska (samodejna) kalibracija• Komunikacija: Ethernet, RS232C (serijsko)• Krmilnik podpira Web (ftp, opc) server in omogoča
povezavo z sledečimi standardnimi komunikaci-jami (opcija): Profibus DP, Interbus-S, Remote I/O, Interbus-S/LWL, Device Net, Modbus Plus, Con-trolNet, ASI-Bus, CanOpen, USB (2x), Motoman Link, Mechatro Link M-I
• Digitalni vhodi/izhodi: 40DI in 40DO (serijsko); možnost razširitve na 1024DI in 1024DO
• Analogni vhodi/izhodi do 40 kanalov (opcija)• Pozicionirni sistem: absolutni encoder/serijski in-
terface• Spomin: 60.000točk, 10.000ukazov in 10.000PLC
točk• Koordinatni sistem programiranja: pravokotni/
cilindrični, glede na smer orodja, uporabniški, programiranje posameznih osi
• Nastavitev hitrosti: Možnost finih nastavitev med delovanjem ali v teach mode-u
• Gibanje robota: po posamezni osi, linearno, cirku-larno, po krivuljah
Robotsko prijemalo
Konstrukcija robotskega prijemala omogoča dviganje bremena maksimalne mase mmax= 300 kg, pri tem zagotavlja ustrezno togost, ki je nujno potrebna za zagotavljanje ponovljivosti na mestih prijemanja-vpe-
Slika 3 - Robotsko prijemalo
Pobarvani izdelki
Slika 4 - Lyout robotske celice

46 Zbornik DIR2010 - 98/2010
ROBOTSKA STREGA Z ROBOTI MOTOMAN
njanja in odlaganja-izpenjanja roof-a. Robotsko pri-jemalo se sestoji iz nosilne jeklene konstrukcije in jeklenih namenskih nosilnih vilic, katerih nosilnost je 2400kg, vilice so dimenzij 80 x 40 x 1000 (vilice so pri vijačene na nosilno konstrukcijo prijemala). Neto ma sa prijemala znaša 150kg.
Prijemalo omogoča tudi aretacijo, oziranje zaklepanje pozicije po operaciji prijemanja. Zaklepanje pozicije na prijemalu je nujno potrebno zaradi morebitnega izpada šipke iz pozicionirne prizme med operacijo ro-botske strege.
Operacija zaklepanja sledi operaciji prijemanja-vpen-janja, operacija odklepanja pa sledi opearciji odlag-anja-izpenjanja. Zaklepanje in odklepanje pozicije je rešeno preko dveh pnevmatskih cilindrov, dveh jeklenih drsnikov in distančne ploščice.
Layout postavitve robotske celice
Layout postavitve je prikazan na sliki 4.
Rezultati
Realizaciji projekta od naročila do zagona in redne proizvodnje je trajala 3 mesece. V celoti smo zados-
tili vsem zahtevam in robnim pogojem. V izjemno kratkem času nam je uspelo zasnovati, izdelati in pre-dati v redno proizvodnjo zelo kompleksno robotsko postrojenje.
Zaključek
V članku je predstavljena robotska aplikacija strege linije FlowLink pri postopku kataforeze, ki jo je pod-jetje Motoman Robotec d.o.o. izdelalo za podjetje TPV d.d. v Veliki Loki. Celica je le eden od številnih inova-tivnih primerov izdelave celovite rešitve na področju robotizacije proizvodnih procesov. O tem pričajo številne reference, ki jih ima podjetje doma in v tujini.
Kakovost svojih storitev podjetje Motoman Robotec d.o.o. zagotavlja s stalnim izobraževanjem ter zapo-slovanjem ustrezno usposobljenih kadrov kakor tudi z ustrezno opremljenostjo svojih proizvodnih in raz-vojnih enot. Osnovna filozofija podjetja pa je usmer-jenost h kupcu!
Odraz stalnih prizadevanj za zagotavljanje celovite kakovosti pa je poslovanje po sistemu ISO 9001. Cer-tifikat ISO 9001 ima podjetje že od leta 1999, v letu 2003 pa je bilo podjetje certificirano po standardih ISO 9001: 2000.

47Zbornik DIR2010 - 98/2010
PREDSTAVITEV: ZLATI POKROVITELJ
TEVEL, d.o.o. je podjetje z dolgoletnimi izkušnjami in znanjem pri načrtovanju in izvajanju tehnične varnosti v industriji in rudarstvu. Bogate izkušnje s področja načrtovanja in izvajanja protieksplozijske zaščite kot podjetje za inženiring, konstruiranje, proizvodnjo, preizkušanje in servisiranje so nas vodile k skupnim ciljem NAŠA KVALITETA – VAŠA VARNOST. Naši izdelki so namenjeni predvsem uporabnikom, ki si želijo varnosti delavcev in objektov med delovanjem, tudi v najbolj ekstremnih pogojih delovanja.
Podjetje ima lasten razvojni oddelek, kateri deluje že od ustanovitve podjetja. Prodajni program podjetja obsega:
• Sistemi za detekcijo eksplozivnih, strupenih plinov in kisika tako za domačo uporabo kot tudi za industrijo in javne ustanove.
• Eksplozijsko varne naprave: detektorji eksplozivnih in strupenih plinov, merilniki temperature, pretoka zraka, nivoja tekočin, krmilno-nadzorne enote, ločilna vezja, pozicijska tipala, naprave za zvočno in svetlobno alarmi-ranje, sistemi za zajemanje in prenos podatkov. Vse naprave so pridobile certifi kat o eksplozivni varnosti.
• Detekcija ogljikovega monoksida v garažnih hišah. • Celostna ponudba avtomatizacije tehnoloških procesov, predvsem za plinsko varno okolje• Prenosni detektorji eksplozivnih in strupenih plinov ter kisika• Dihalni aparati, Naglavne svetilke,• Oprema za tekoče trakove (tehtnice, detektorji kovin, kontrolnik presipa)• Inženiring, Servis, Termovizija
PROIZVODNJA
Sodobna proizvodnja zahteva od proizvajalcev vedno večje zahteve po boljši kvaliteti in zanesljivosti izdel-kov. V izdelke vgrajujemo najsodobnejše ter hkrati bolj zmogljive elemente. Vsi ti elementi pa so majhni (SMD tehnologija) ter občutljivi na elektrostatično razelektritev (ESD). Sodobna proizvodnja linija nam omogoča visoko tehnološko proizvodnjo, ki je sestavljena iz naslednjih faz:
• Podajalec kom-ponent KARDEX
• Robotska roka tip H80332
• Stroj za izdelavo tiskanih vezij LPKF
• Stroj za assembliranje SMD sklopov LPKF • Avtomatski spajkalni stroj ERSA z optično kontrolo - SAKI• Sistem za čiščenje tiskanih vezij ColdJet • Stroj za vakumiranje in sušenje in testiranje končnih izdelkov KAMBIČ• Klimatska komora WEISS: namenjena preizkušanju vzorcev materialov pod
spremenljivimi vremenskimi vplivi
TEVEL, d.o.o., Borovniško naselje 7, 1412 Kisovec, Telefon: 03 56 72 050, http://www.tevel.si, [email protected]

48 Zbornik DIR2010 - 98/2010
PREDSTAVITVE INDUSTRIJSKIH PARTNERJEV
Podjetje MOTOMAN ROBOTEC d.o.o. je bilo ustanovlje-no leta 1990, kot mešano podjetje z japonsko-nemškim renomiranim partnerjem Motoman Robotec Europa. Ustanovljeno je bilo s ciljem ponuditi kompleksne rešitve na področju industrijske robotizacije na slovenskem trgu.
Po šestih letih delovanja pa je bilo na osnovi dobrih med-sebojnih odnosov z našim partnerjem Motoman Robotec Europa ustanovljeno še proizvodno podjetje Ristro d.o.o., kjer se v celoti izdelujejo robotski sistemi za evropsko avto-mobilsko industrijo.Motoman Robotec je odgovoren za:
• Inženiring in razvoj aplikacij• prodajo na domačem trgu• marketing
S sedežem v Ribnici in mnogimi inovativnimi projekti je podjetje vodilno na področju robotizacije v slovenski indus-triji, velik delež pa prispeva tudi k celotni evropski robot-izaciji.
www.motoman.si
DAX electronic systems d.o.o. je podjetje, ustanovljeno leta 1991. Od tedaj dalje razvijamo in proiz-vajamo T/M opremo, robotizirane in avtomatizirane proizvodne linje za specifi čne aplikacije. Naš cilj je zapolniti luknjo na T/M trgu z opremo, ki ni na voljo na tržišču. Naše znanje in izkušnje temeljijo na več kot 20-letnem delu s polprevodniki, belo tehniko, električnimi motorji, varovalkami, proizvodnjo stikal in mnogimi drugimi projekti, ki smo jih opravili v preteklih letih. Podjetje ima potencial, znanje in izkušnje da izpolni vse zahteve naših kupcev. DAX nudi celovite rešitve in izvedbo najbolj zahtevnih projektov, ki združujejo znanje mehanike, elektrotehnike, elektronike in računalništva. Naša proizvodna hala nudi možnosti sestavljanja in proizvodnje mehaničnih in električnih delov ter zmožnosti maloserijske proiz-
vodnje PCB-jev (tiskanih vezij).
DAX je uradni distibuter EPSON industrijskih robotov in magnetizacijske opreme Laboratorio Elettrofi sico Milano za območje Republike Slovenije.
www.DAX.si
Tel.: (+386)-03-5630-500
Fax: (+386)-03-5630-501
Mobile: (+386)-041-706-750

49Zbornik DIR2010 - 98/2010
PREDSTAVITVE INDUSTRIJSKIH PARTNERJEV
FANUC je podjetje, ki je prisotno na vseh področjih industrijske avtomatizacije, s svojimi proizvodi pokriva tako področja PLC krmil-nikov, visoko zmogljivih NC strojev in krmilj zanje, strojev za briz-ganje plastike in seveda industrijskih robotov.FANUC Robotics se že dolgo ukvarja tudi z zagotavljanjem integ-riranih robotskih rešitev za proizvodnjo. Že od svoje ustanovitve leta 1982, ponuja najboljše, najbolj zanesljive robote, krmilnike in programsko opremo, ki jo podpira tehnično osebje z izkušnjami in znanjem inženiringa. Našim strankam nudimo rešitve avtoma-tizacije za širok spekter aplikacij v industriji, vključno z varjenjem, barvanjem/končno obdelavo, nanosom materiala, paletizacijo, pakiranjem, manipulacijo, razkladanjem/nakladanjem strojev in odvzemanjem materiala. Roboti FANUC so legendarni po svoji zanesljivosti; uporabnik lahko vedno računa, da mu je robot na razpolago 99,99% delovnega časa, roboti pa zmorejo obremenitve od 2 do 1200 kg.V kateremkoli poslu ste, FANUC Robotics vam lahko pomaga iz-polniti vaše proizvodne izzive. Ne glede ali potrebujete enega ro-bota ali pa avtomatizacijo celotnega proizvodnega procesa , vselej bomo uporabili vso svoje znanje, izkušnje in zanesljivo tehnologijo, da vam priporočimo ustrezno robotsko rešitev. Vsi roboti FANUC so že tovarniško pripravljeni za uporabo strojnega vida, hitro in eno-stavno pa se lahko prilagodijo specifi čnim potrebam uporabnikov,
naprimer z uporabo senzorja sile, sistemom sledenja trasportnim trakovom, kolizijsko zaščito, itd.Zadovoljevanje potreb naših strank je prva prioriteta. Na ša pozor-nost do poprodajne podpore je glavni razlog, za kaj je toliko strankizbralo FANUC Robotics za svojega dobavitelja komponent indus-trijske avtomatizacije. Od izobraževanja, storitev na mestu in rezervnih delov, smo pri-pravljeni podpirati vaš sistem 100%.
www.fanucrobotics.si
Smo vodilni proizvajalec robotov in robotskih rešitev. Nudimo vam standardno opremo:
od robotov, varilnih celic, in ostale opreme do pro-gramske opreme. Po vaših potrebah jo integriramo v želeno aplikacijo. Naš lokalni servis skrbi za nemoteno delovanje vaših robotskih celic. ABB je vodilni v svetu na področju energetike in avtom-atizacije. Našim kupcem omogoča izboljšati poslovanje in zmanjševati negativne vplive okolja. ABB je prisoten v več kot 100 državah in ima preko 103.000 zaposlenih.
Sedež ABB je v Zurichu, v Švici. Trgovanje z ABB delnica-mi poteka na borzah v Londonu, Zurichu, Stockholmu, Frankfurtu in New Yorku. ABB ustvari več kot polovico svoje realizacije na evropskih trgih, skoraj petino v Aziji, Srednjem Vzhodu in Afriki, približno četrtino realizacije na trgih Severne in Južne Amerike.
Skupina ABB je bila ustanovljena leta 1988, ko sta se združili švedsko podjetje Asea in švicarsko podjetje BBC Brown Boveri pod skupnim imenom ABB. Zgodovina podjetja Asea sega v leto 1883. Podjetje BBC pa je bilo ustanovljeno leta 1891. Skupina ABB je prišla v Slovenijo 1. januarja leta 1992, ko je bilo v Ljubljani ustanovljeno predstavništvo za Slo-
venijo. ABB je bilo eno prvih mednarodnih podjetij, ki je s tem priznalo samostojnost Slovenije.
Danes ima podjetje ABB Slo-venija (ABB d.o.o.) skupino zaposlenih z vizijo, kot je oskrba kupcev in partner-jev z znanjem, rešitvami in sistemi.
www.ABB.si

50 Zbornik DIR2010 - 98/2010
POKROVITELJI IN INDUSTRIJSKI PARTNERJI
GENERALNI POKROVITELJDOGODKA DIR2010 JE
Industrijski partnerji
Pokrovitelji dogodka:
Medijski pokrovitelji:
POKROVITELJ IN DONATORJI DIR2010POKROVITELJ IN DONATORJI DIR2010
50 Zbornik DIR2010 - 98/2010
edina prava revija za mlade | www.student.si

51Zbornik DIR2010 - 98/2010
DIR2010 - ZAHVALA
Zahvala
Letošnje načrtovanje Dnevov Industrijske Robotike - DIR 2010 je bilo vse prej kot enostavno. Priprave so potekale kar nekaj mesecev in veliko truda je bilo vloženega v pripravo aplikacij, gradiv, oglasnega materiala, spletne strani, pridobivanja pokroviteljev ter še mnogo drugega. Ne glede na prepreke, tesne roke in gospodarsko krizo ( :) ) so se vsi sodelujoči odlično izkazali, zato menim, da bodo letošnji Dnevi Industrijske Robotike nekaj posebnega. Vsi tisti, ki so jih pomagali ustvariti, pa si zaslužijo pohvalo.
V tem duhu bi se želel zahvaliti za odlično opravljeno grafično in spletno ob-likovanje ter programiranje Leonu Panjtarju, Maticu Mašatu, Matiji Urhu in Mihi Pagonu, kajti za pripravo spletne strani in celostne podobe dogodka ter prihajajočega DVD-ja so žrtvovali kar nekaj neprespanih, poznih ur. Obenem ne smemo pozabiti tudi na naš »finančni oddelek«, Sebastjana Šlajpaha in Roberta Simčiča, ki sta za dogodek pripravila predstavitveni material in uspešno priv-abila pokrovitelje ter uredila finančni aspekt DIR 2010. Pravtako bi se zahvalil Juriju Jemcu, ki mi je bil v veliko pomoč pri preverjanju pravopisa in slovnice materiala letošnjih DIR 2010, hkrati pa je tudi odlično izpeljal logistično akcijo priprave prizorišča in robotov. Vsem aplikatorjem, Luki Peternelu, Tadeju Ko-privcu, Martinu Severu, Roku Vugi, Simonu Reberšku ter ponovno Leonu, Mihi ter Maticu moram čestitati za odlične prispevke o aplikacijah in pripravi le-teh, ter za pomoč, ko je bila ta potrebna.
Posebna zahvala gre tudi tehniškemu sodelavcu Laboratorija za robotiko in biomedicinsko tehniko, ki se je v našem imenu boril z birokracijo ter električno in pnevmatsko napeljavo, Janezu Šegi. Predstojniku laboratorija, prof. dr. Marku Munihu se zahvaljujem za mentorstvo, pobudo in usmerjanje ter odgovore na neskočno število e-poštnih izmenjav, za pomoč in nasvete pa bi želel hvaležnost izkazati tudi dr. Janezu Podobniku, izred. prof. dr. Matjažu Mihelju ter mlade-mu raziskovalcu Tomažu Koritniku in ostalim članom laboratorija. Zahvala gre tudi Fakulteti za elektrotehniko ter dekanu prof. dr. Janezu Nastranu za možnost uporabe prostorov fakultete.
Seveda ne smem pozabiti na predavatelje, prof. dr. Tadeja Bajda, dr. Leona Žlajpaha, izred. prof. dr. Romana Kamnika ter univ. dipl. ing. el. Darka Korit-nika, ki so graciozno darovali svoj dragoceni čas, da so pripravili predavanja ter povzetke za zbornik. Najlepša hvala za vaš čas in posredovanje znanja in izkušenj udeležencem DIR 2010.
Za vložen trud in vselej dobro voljo pri pripravi zbornika DIR 2010 v sklopu revije Avtomatika pa je posebna mera hvaležnosti namenjena tudi glavnemu in tehničnemu uredniku zbornika, g. Draganu Selanu.
Nenazadnje pa bi se zahvalil tudi vsem finančnim ter medijskim pokroviteljem in industrijskim partnerjem DIR 2010 , ki so znatno prispevali k izvedbi dogod-ka in brez katerih dogodka ne bi bilo mogoče izpeljati.
Še enkrat najlepša hvala,
Luka Ambrožič

52 98/2010
KAZALO/SEZNAM OGLAŠEVALCEV
AVTOMATIKA INFO
3 IMPRESSUM
3 Uvodnik
4 KAZALO
5 SEZNAM OGLAŠEVALCEV
6 STROKOVNJAKI SVETUJEJO
DOGODKI IN PRIREDITVE
7 Izjemno uspešen strokovni dogodek za Obrtno podjetniško zbor-
nico Slovenije
8 Uspešna patenta kemijskega inštituta v Ljubljani
9 Nanosvetovi in umetnost
16 31. KOTNIKOVI DNEVI
Seznam oglaševalcev
www.jumo.siE-mail: [email protected]
Tel: 02/42 15 183, Fax: 02/42 00 26400.0
12-1
.1.1
1.13
.

5398/2010
STROKOVNJAKI SVETUJEJO
VIŠJI NIVOJI VODENJAmag. Marijan Vidmar, INEA d.o.o.Stegne 11, 1000 Ljubljanae-pošta: [email protected]
Svetuje: Zahtevnejše rešitve s FactoryLink SCA -DA paketom. Dvonivojske in trinivojske ap li ka -cije strežnik-odjemalec. Komunikacijski proto -koli za povezavo na SCADA paket. Vprašanjala h ko pošljete po elektronski pošti ali pa pokli -če te po telefonu: 01/513 81 00.
VARNOSTNI ELEMENTI-SENZORIKADamijan Jager, univ. dipl. inž., Tipteh d.o.o.tel.: 01/200-51-50e-pošta: damijan.jager @tipteh.si
Svetuje pri izboru in pravilni namestitvi var -nostnih elementov kot so svetlobne za ve se, svet-lobne mreže, "muting" sistemi, dvo ro čni vklopi,izklopi v sili in varnostna sti ka la, senzorika.Pokličete ga lahko po telefonu ali pošljete vpra -šanje po e-pošti.
OPTIČNA KONTROLA IZDELKOV IN PROCESOVdr. Francelj Trdič, FDS Research, Compu terVision Group, tel. 01/589-75-81, splet: www.fdsresearch.sie-pošta: [email protected].
Je vrhunski strokovnjak na področju računal-niškega vida in direktor mednarodno pri -znanega podjetja. Svetuje pri uvajanju in in -tegraciji sistemov računalniškega vida (tuditermovizije) v industrijske procese.
AVTOMATIZACIJA PROCESOV IN STROJEVJanez Kokalj, univ.dipl.inž., tehnični direktorELSING d.o.o., tel. 01/562-60-44splet: www.elsing.sie-pošta: [email protected]
Svetuje pri zaščiti in krmiljenju asinhronskihelektromotorjev ter pri dimenzioniranju ostalenizkonapetostne stikalne opreme.
Dosegljiv je na zgornjem telefonu ali po e-pošti.
AVTOMATSKA IDENTIFIKACIJAmag. Aleš Habič, Špica International d.o.o.,tel. (01) 5680 884
Strokovnjak za sisteme za avtomatsko identi-fikacijo, mobilno računalništvo, tehnologijočrtne kode, RFID in uvajanje sistemov vproizvodnjo.
Vaša vprašanja lahko pošljete na naslov:[email protected]
EIB INTELIGENTNE INSTALACIJEJanez Mohorič, univ. dipl. inž., Elsyst d.o.o.,tel. 01/83-10-425. splet: www.elsyst.si
Ukvarja se s sistemom inteligentnih elektroin-stalacij (EIB instalacije) v vseh fazah od pro-jektiranja do iz ve d be.
Po telefonu vam bo svetoval vsak ponedeljekmed 8. in 10. uro.
AVTOMATIZACIJA PROC. - IZVEDBA SISTEMOVmag. Janez Žmuc, univ. dipl. inž., teh. direk-tor, Metronik d.o.o., tel. 01/514-08-00,
e-pošta: [email protected].
G. Žmuc je specialist z bogatimi izkušnjami zizvedbo sistemov/projektov avtomatizacije.Pokličete ga lahko vsak torek med 10. in 12.uro ali pošljete vprašanje po e-pošti.
AVTOMATIZACIJA STROJEV - SERVO POGONIKristan Corn, PS, d.o.o., Logatec, tel: 01-750-85-10, e-mail: [email protected]: www.ps-log.si
Svetuje s področja uporabe servo pogonov, fre -k venčnih pretvornikov in pozicijskih kr milni -kov.
Pokličete ga lahko na telefon 01-750-85-10ali pošljete vprašanje po elektronski pošti.
INFORMATIZACIJA PROIZVODNJEMaks Tuta, univ. dipl. ing., Sinabit d.o.o. Tel. 041 765 785, e-pošta: maks.tuta@sina -bit.si, splet: www.sinabit.si
Svetuje pri avtomatizaciji zajemanja po da t kovv pro izvodnji, posredovanju podatkov v poslo -v ne informacij ske sisteme in pri posredovanjupodatkov za krmiljenje proizvodnje iz poslov -nega informacijskega sistema v proizvodnjoter pri avtomatizaciji strojev in naprav.
ENERGIJSKO VARČNE ZGRADBEMarjan Strnad, univ. dipl. inž. el., vodja odd-elka Energijsko varčne, inteligentne in prijaznezgradbe v Robotina d.o.o.Tel. 040 191 441 ali e-mail: [email protected]
Svetuje glede pravilne izbire, vgradnje in zago-na sistemov prezračevanja, toplotnih črpalk insončnih kolektorjev.
SENZORJI ZA AVTOMATIZACIJOAlojz Vipavc, FBS Elektronik d.o.o., tel.03/89-83-712 ali
e-mail: fbselektronik@ siol.net
Svetuje s področja uporabe induktivnih, ka pa -citivnih in opto senzorjev za uporabo v avtom-atizaciji industrijskih procesov. Pokli čete galahko na telefon: 03 - 89 83 713. E-pošta:[email protected]
ELEKTROMOTORNI POGONISlavko Senica, univ. dipl. ing. el., Sistemi IN ES d.o.o., tel: 07 81 62 070,
e-pošta: [email protected]
Svetuje pri načrtovanju in izvedbi avtomatiza -cij na področjih krmiljenih in reguliranih elek-tromotorskih pogonov poljubnih iz vedb.
AVTOMATIZACIJA ZGRADB - ODPRTI•SISTEMIVito Koprivnikar, ing, tehnični direktor SILON d.o.o., tel.: 01/42-33-796, e-pošta: [email protected]
g. Koprivnikar je specialist za načrtovanje iniz vedbo odprtih sistemov avtomatizacijezgradb in procesov.
Svetuje vsak ponedeljek med 8. in 10. uro ali poelektronski pošti.
VODENJE INDUSTRIJSKIH PROCESOVBranko Nikolić, ing., SINABIT d.o.o., tel. 01 56-36-300, [email protected]
Svetuje na področjih uporabe: PLC in DCS kr mi -l niških sistemov v klasičnih in šaržnih proce-sih; recepturni sistemi po standardu ISA S88-01; OPC tehnologije za prenos podatkov na vi -š je nivoje vodenja in v MES; izvedba, kvalifi ka -ci je in dokumentiranje programskih rešitev postandardih za farmacevtsko industrijo (GAMP).
REGULACIJSKI VENTILI IN ARMATURAAnton Zupan, univ. dipl. ing., vodja prodajeprocesnih in parnih armatur v GIA-S d.o.o.Tel: 01 7865 301, e-mail: [email protected]
Svetuje pri izbiri izvršilnih členov oz.regu-lacijskih ventilov z ali brez pomožne ener -gije za Vaš kemijski proces, energetsko apli -ka cijo, kmiljenje pare ali preprost ogrevno-prezračevalni sistem. Na podlagi dolgolet-nih izkušenj s profesionalnimi armaturamilahko pomaga z ustrezno strojno rešitvijo.
INTELIGENTNI SISTEMI ZA ZGRADBEGoran Kocjančič d.i.e., Robotina d.o.o.vodja programa avtomatizacije stavbTel: 05 689 20 28, [email protected]
Svetuje pri projektiranju inteligentnih sistemovza upravljanje in nadzor sodobnih zgradb(GSM nadzor, WEB nadzor, daljinsko upravl-janje, HVAC sistemi, razsvetljava, kontrolapristopa, ...).
VODENJE INDUSTRIJSKIH PROCESOVmag. David Čuk, direktor poslovne enotevodenje procesov v INEA d.o.o.e-pošta: david.cuk@inea.
Se že dlje časa ukvarja z vodenjem industrij -skih zveznih in šaržnih procesov. Svetovalvam bo s področja regulacij vsak ponedeljek od11. do 12. ure na telefonu: 01/513-81-91,041/694-742 ali pošljete vprašanje po e-pošti.
NADZORNI SISTEMI - SCADA
dr. Saša Sokolić, univ. dipl. inž., direktormarketinga in prodaje, Metronik d.o.o., tel.01/514-08-14e-pošta: [email protected]
Je specialist za sisteme za upravljanje in nad-zor (SCADA sistemi - programska oprema).Pokličete lahko vsak torek med 10. in 12. uroali pošljete vprašanje po e-pošti.
VARNOSTNE SVETLOBNE ZAVESEMatej Šimon, FBS Elektronik d.o.o., tel. 03/89-83-700 ali e-pošta: [email protected]
Svetuje na področju varovanja in zaščite s svet-lobnimi zavesami varnostnega nivoja 4 in var -nostnega nivoja 2.
Pokličete ga lahko na telefon: 03 - 89 83 712
ELEKTRONSKA REGULACIJA ELEKTROMOTORJEV
Ivan Morano, univ. dipl. ing. el., vodja projek-tov v Robotina d.o.o.
Tel: 05 689 20 24E-pošta: [email protected]
Svetuje glede uporabe frekvenčnih regulatorjev,mehkih zagonov, zaščite motorjev, meritev ni -vo jev.
Brezplačni oglas
54 98/2010
OGLASNA SPOROČILA
OMRONVarnostna tehnika
MIE
L E
lektr
on
ika
, d
.o.o
., E
fen
ko
va
61
, S
I -
33
20
Ve
len
je, Te
l.:
+3
86
3 8
98
57
50
, F
aks:
+3
86
3 8
98
57
60
, in
fo@
mie
l.si
Varnostni senzorji-senzorji z enojnim žarkom-varnostne svetlobne zavese-varnostne svetlobne zavese za veèja obmoèja
Varnostna omrežja
Varnostne moduli in releji
-varnostni krmilniki (DeviceNet)-V/I enote
-univerzalni moduli-krmilniki za dvoroèni vklop-slim moduli
Varnostna stikala za vrata-blokirna stikala-brezkontaktna stikala-stikala za teèaje
Ostala varnostna tehnika-konèna stikala-stikala za izklop v sili-varnostni releji-roèna in nožna varnostna stikala
Tel.: 03 898 57 50
KAKOVOSTNE
CENOVNO KONKURENČNE
ELEKTRO KOMPONENTE
IZ ZALOGE


56 98/2010
31. KOTNIKOVI DNEVI
Izobraževanje s podro ja mo nostne elektrotehnike in sodobnih elektri nih inštalacij, 31. KOTNIKOVI DNEVI, je namenjeno strokovnjakom elektro-energetike s podro ja vzdrževanja, projektiranja, investicijske dejavnosti, predavateljem strokovnih šol in zainteresirani javnosti. Letos bomo predstavili novosti s podro ja alternativnih virov elektri ne energije in njihovo vklju evanje v elektroenergetske sisteme, nove standarde SIST na podro ju elektri nih instalacij in njihova uporaba v praksi, problematiko, izkušnje, pomanjkljivosti pri uporabi obstoje ih veljavnih standardov, predstavitev velikih tehnoloških projektov in novosti s podro ja elektri nih instalacij, u inkovita raba EIB inteligentnih elektri nih instalacij, dosedanje izkušnje, investitorjev, uporaba in vpliv LED razsvetljave na elektri ne instalacije, delo pod napetostjo na nizkonapetostnih instalacijah ter vzdrževanje in ekologija na podro ju elektroenergetike, vplivi na okolje. V avli hotela bo prikaz proizvodnih programov s podro ja elektri nih inštalacij, merilnih inštrumentov in opreme za elektroenergetske naprave.
Povzetki referatov so objavljeni na spletni strani http://www.ed-mb.si/
Marjan ZORMAN, univ. dipl. ing. el.
GSM: 041/647 733
Inge , Rajko ROJS tel./fax: 02/471 39 51 GSM: 051/393 195
Drago HAUC GSM: 040/374 897 Drago ERNOGA tel.: 059 121 870; fax.: 059 121 871; GSM: 040/836 961 e-mail: [email protected]
.
Kotizacija znaša 280,00 EUR na udeleženca, z vklju enim 20 % DDV, za izvedbo izobraževanja in zbornik referatov. Znesek nakažite na naš transakcijski ra un. Ra un prejmete po izvedenem izobraževanju.
Zbornik in CD prejmejo udeleženci na izobraževanju.
Do 10. marca 2010.
Po pošti: ELEKTROTEHNIŠKO DRUŠTVO NARIBOR Glavni trg 17b 2000 Maribor po faksu: 059 121 871; e-mail: [email protected]; prijava-obrazec: www.ed-mb.si
ELEKTROTEHNIŠKO DRUŠTVO MARIBOR
Glavni trg 17b 2000 Maribor Indetifikacijska številka: SI31299245 Dav ni zavezanec: DA TTR: SI 56 0417-3000-0733-805 - Nova KBM
ZDRAVILIŠ E RADENCI - služba rezervacij Do 10. marca 2010.
Zdraviliško naselje 12, 9252 Radenci Telefon: 02/ 520 27 20 Fax: 02 520 27 23 terme@zdraviliš e-radenci.si
ELEKTROTEHNIŠKO DRUŠTVO MARIBOR
NAMEN
STROKOVNA PRIPRAVA
ORGANIZACIJA IN PRIJAVE
PRIKAZ PROIZVODNEGA PROGRAMA
GRADIVO
ROK PRIJAVE
PRIJAVNICE POŠLJITE
NASLOV ORGANIZATORJA
REZERVACIJA HOTELA
KOTIZACIJA

5798/2010
31. KOTNIKOVI DNEVI - PROGRAM
10 00 - 13 30 Predstavitev referatov
15 00 – 18 00 Predstavitev referatov
09 30 – 13 00 Predstavitev referatov
20 00 Družabni ve er s plesom
16 30 – 16 45 Odmor PRIKAZ PROIZVODNEGA PROGRAMA
11 30 – 11 45 Odmor PRIKAZ PROIZVODNEGA PROGRAMA
10 45 – 11 00 Odmor PRIKAZ PROIZVODNEGA PROGRAMA
13 30 – 15 00 Kosilo PRIKAZ PROIZVODNEGA PROGRAMA
13 00 Zaklju ek posvetovanja
09 30 Za etek posvetovanja Tomo Štumpfl 1. VPLIV NOVE GENERACIJE ELEKTRI NIH PORABNIKOV NA KAKOVOST ELEKTRI NE ENERGIJE V ELEKTRI NIH INŠTALACIJAH mag. Andrej Orgulan 2. VPLIV UVAJANJA LED TEHNOLOGIJ NA SVETLOBNO ONESNEŽEVANJE IN KAKOVOST ELEKTRI NE NAPETOSTI
Marko Kotnik 3. TEMELJNA NA ELA IN SKUPNI VIDIKI ZA NIZKONAPETOSTNO ELEKTRI NO INŠTALACIJO IN OPREMO
mag. Maja Gerkši Lah, Vasilij Grilanc, Gorazd Opaškar 4. NOVOSTI V STANDARDIZACIJI NA PODRO JU NIZKONAPETOSTNIH ELEKTRI NIH INŠTALACIJ V ZADNJEM LETU Ervin Mahori , Boštjan Lavuger, Primož Mahori 5. VARNOST IT SE ZA NE Z NA RTOVANJEM »VF OZEMLJEVANJA IN OKLAPLJANJA mag. Dejan Matvoz 6. NAVODILO SODO ZA PRESOJO VPLIVOV NAPRAV NA OMREŽJE Thomas Smatloch, Andrej Štrukelj 7. EXAMPLES AND TECHNICAL BACKROUND FOR THE INSTALLATION OF LIGHTNING CURRENT ARRESTERS IN FRONT OF THE METER IN LOW VOTAGE INSTALLATIONS IN GERMANY PRIMERI TER TEHNI NO OZADJE VGRADNJE ODVODNIKOV TOKA STRELE ( SPD TIP 1 ) V MERILNO PRIKLJU NIH OMARICAH NN OMREŽJA V NEM IJI
dr. Jože Pihler, mag. Darko Koritnik 8. ELEKTRI NI OBLOK – TEORETI NE IN PRAKTI NE ZAKONITOSTI
mag. Mitja Koprivšek 9. ZAŠ ITA ENOSMERNIH TOKOKROGOV V FOTOVOLTAI NIH ELEKTRARNAH
Rado Isakovi , Jure Strmec 10. TEHNI NA IN EKONOMSKA PRIMERJAVA MED 110 KV KABLOVODI IN NADZEMNIMI VODI Marko Maver 11. NOVE TEHNOLOŠKE MOŽNOSTI ZMANJŠANJA VPLIVOV NA OKOLJE – POVDAREK NA ELEKTROENERGETIKI V INDUSTRIJI
mag. Vinko Boži 12. HRANILNIKI ENERGIJE V SISTEMIH Z NEPREKINJENIM NAPAJANJEM mag. Viktor Lovren i , Marko Pirc, Mirko Javeršek, Matjaž Lušin 13. ENOLETNE IZKUŠNJE DELA POD NAPETOSTJO NA NIZKI NAPETOSTI V NEK IN SEL dr. Zvonko Toroš 14. KAKOVOST IN VLAGANJA V DISTRIBUCIJSKI ELEKTROENERGETSKI SISTEM
PROGRAM – etrtek 25. 03. 2010
PROGRAM – petek 26. 03. 2010

58 98/2010
OPREMA ZA AVTOMATIZACIJO
Vhodni moduli z Vhodni moduli z lastnostmi digitalnega multimetralastnostmi digitalnega multimetra
Vir informacije:
Bogdan RojcBECKHOFF Avtomatizacija d.o.o.
Podjetje Beckhoff napoveduje nove vhodne module z lastnostmi digitalnega multimetra. Moduli bodo v izvedbi za Beckhoff E-bus sistem (EtherCAT), pričetek proizvodnje je predviden v pri-hodnjih tednih. Kasneje se jim bodo pridružile še izvedbe za Beckhoff K-bus sistem.
Moduli pod oznako KL3681 in EL3681 omogočajo zelo natančno in hitro merjenje napetosti do 300V in toka do 1 A z avtomatsko izbiro območja (‘autorange’). Za tokovne meritve imajo moduli še ločen merilni kanal za meritve do 10 A. Meriti je mogoče tako enosmerne kot tudi izmenične veličine, slednje s true RMS načinom. Merilni rezultat je primerljiv z dobrimi ročnimi inštrumenti. Moduli imajo visoko imunost na interferenčne motnje, saj je merilni del vezja galvansko ločen.
Novi moduli omogočajo integracijo funkcij digitalnega multimetra v V/I sistem in povezavo preko številnih področnih vodil, ki jih podpirajo komunikacijski vmesniki in krmilniki Beckhoff. Tako lahko izmerjeno vrednost obdela lokalni krmilnik ali pa se jo pošlje preko področnega vodila v centralni krmilnik ali nadzorni sistem in podobno.
Z robustnimi industrijskimi računalniki in krmilniki, zmogljivo programsko opremo TwinCAT, s hitrim vodi-lom (npr. EtherCAT) in s širokim naborom V/I modulov podjetje Beckhoff ponuja tehnologijo, ki omogoča hitre, točne in natančne meritve in tudi njihovo obdelavo.
Več podatkov o novih modulih najdete na www.beckhoff.si ali pri podjetju Beckhoff Avtomatizacija d.o.o.
Beckhoff EtherCAT komponente: Hitre, fl eksibilne, precizne, z odličnim razmerjem cena/zmogljivost
Beckhoff ponuja komponente za EtherCAT sisteme: Industrijski računalniki: zmogljivi, robustni in zanesljivi računalniki
za avtomatizacijo Embedded CX računalniki: Modularni računalnik za montažo na
DIN letev z neposredno montažo V/I modulov EtherCAT IP20 moduli: V/I moduli za montažo na DIN letve EtherCAT IP 67 Box moduli: V/I moduli za montažo v zahtevnejšem
okolju EtherCAT pogoni: pogoni z visoko dinamiko TwinCAT: zmogljiva programska oprema za PLK in pogonsko tehniko TwinSAFE: možnost integracije varnostnih modulov
www.beckhoff.si/EtherCAT-system
New Automation TechnologyBECKHOFF
| EK1
1-04
SLO
|
Pogonska tehnika
Avtomatizacija V/I IPC
EtherCAT: hitro Ethernet vodiloBeckhoff PC krmilniki in EtherCAT oprema
Beckhoff Avtomatizacija d.o.o., Zbiljska cesta 4, 1215 Medvode
Telefon: 01 361 30 80, Fax: 01 361 30 81, [email protected]
www.beckhoff.si
EtherCAT V/I moduli Ethernet v realnem času do
vhodno-izhodnih modulov Velika izbira modulov za različne
signale PC krmilniki EtherCAT področno vodilo
direktno na Ethernet priključek PLK in krmilnik pogonske
tehnike na enem PC-ju
EtherCAT pogoni Pogoni z visoko dinamiko Vgrajena hitra kontrola zank

60 98/2010
SISTEMI VODENJA
Informacije: Simon Čretnik, Siemens d.o.o.
Pomanjkanje energentov in vse večja cena zahtevajo inteligentne sisteme upravljanja. Tak sistem za SIMATIC WinCC in PSC7 skozi optimalni nadzor in kontrolo na dolgi rok zagotavlja učinkovito rabo energije.
Tri stopnje integracije zagotavljajo večjo fleksibilnost:1. Osnovno spremljanje energije z integracijo SEN-
TRON PAC multifunkcijskih instrumentov in nji-hovih GSD datotek. Konfiguracija prikaza podat-kov s standardnimi WinCC in PS7 orodji.
2. Hitra in obsežna integracija SENTRON PAC multi- funkcijskih instrumentov z blokovnimi knjiž-ni cami za WinCC in PCS7 brez funkcije uprav -ljanja z energijo. Sestavni deli: • SIMATIC S7 funkcijski bloki • Vnaprej konfigurirani objekti (širok nabor mo- žnosti prikaza in spremljanja vrednosti mer- jenih s SENTRON – PAC instrumenti)
3. Popoln integriran sistem upravljanja z energijo preko programskih dodatkov SIMATIC power-rate za WinCC in PCS7 Delovanje:• Zajem moči/energije (npr. električna energija,
plin, voda) in prikaz s pomočjo objektov ali grafičnih ogrodij
• Prikaz profila obremenitve• Upravljanje obremenitve: Spremljanje moč no-
stnih limit glede na procesno in uporabniško definirane specifikacije
• Nastavljiva poročila, izvoz in prikaz podatkov porabe v MS excel (stroškovni centri, serijski izdelki, neprekinjene krivulje, krivulje obre-menitve)
• Snemanje poraba energije vezane na serijske izdelke
• Prikaz merjenih vrednosti in spremljanje SEN-TRON PAC instrumentov
• Prikaz statusa in oddaljena kontrola stikal
SIMATIC powerrate za WinCC in PCS7 standardizira, prikazuje in arhivira zahteve po moči in energiji in zago -
Slika 1: Zajem podatkov
Inteligentni sistem upravljanja z energijo za SIMATIC WinCC in PCS 7

6198/2010
SISTEMI VODENJA
tavlja časovne žige za izbrana obdobja. Z integracijo SENTRON PAC merilnih instrumentov preko DPV1 komunikacije, je možno spremljati določene izmer-jene vrednosti kot so efektivna moč, tokovi, napetosti. Integracija stikal preko digitalnih vhodov in izhodov omogoča pri-kaz statusa stikal in njihovo up-ravljanje na daljavo s pomočjo pripravljenih objektov. Skozi kri-vulje prikazane v WinCCju ali PCS7 je možno dobiti hiter in natančen pregled porabe.
Uporabniku prijazna analizaPoročila pripravljena na osnovi Excela se lahko ustvarjajo ročno ali avtomatično (ob določenih ter- minih) o npr. razporeditvi pora-be energije po posameznih stroš-kovnih centrih ali proizvodnih serijah. Na ta način je možno primerjati in analizi-rati porabo in stroške, ter opredeliti možne prihranke energije. Poleg transparentnosti na nivoju celotnega podjetja na osnovi stroškov, sistem b.data prika-zuje tudi možne prihranke in tako zagotavlja osno-vo za optimizacijo planiranja in izvajanja nalog ter posledično učinkovitega znižanja stroškov.
Varno spremljanje Integriran sistem upravljanja z energijo pomaga pri ohranjanju povprečne porabe energije na periodo v skladu z dogovorom z dobaviteljem. Do 100 bremen (z nastavitvami) je možno spremljati na prioritetni lis-ti. V orodju HMI sistema je možno določiti specifične parametre kot so min./maks. vhodni in izhodni časi.
Dobro premišljena arhitektura sistemaProgramska oprema zbira podatke o porabi tovarn preko industrijskih mrež. SIMATIC S7 podatke kom-presira (povprečne vrednosti) in jih tudi snema (za
primer, da pride do prekinitve komunikacije). V WinCC in PCS7 sistemu so podatki jasno prikazani in shranjeni tako v WinCC kot tudi v PCS7 arhivsko bazo.
Slika 3 - Upravljanje bremen
Več na spletni strani:http://www.automation.siemens.com/MCMS/LOW-VOLTAGE/EN/SOFT-WARE/POWERRATE/WINCC-POWERRATE/Pages/default.aspx
Slika 2 - Primer objektov: spremljanje in parametriranje

62 98/2010
OPREMA ZA AVTOMATIZACIJO
Nov industrijski računalnik Nov industrijski računalnik IPPC-8151SIPPC-8151S z inox čelno z inox čelno ploščo ploščo in inox ohišjemin inox ohišjemPodjetje Advantech je predstavilo nov industrijski računalnik IPPC-8151S, ki izpolnjuje stroge stan-
darde za prehrambeno, kemično in farmacevtsko industrijo: ohišje in čelna plošča sta izdelana iz nerjaveče pločevine 316L.
Stik med ohišjem in čelno ploščo je opremljen z gumijastim tesnilom, ki je primerno za prehrambeno in-dustrijo. Na dotik občutljiv zaslon
pa je odporen na korozijo in ke-mične agense. Z ohišjem, ki je brez ventilacijskih rešetk in zatesnjen, dosežemo razred zaščite IP66 (NE-
MA4x). Kot opcijo pa pri Advante-chu ponujajo tudi posebno ploščo z uvodnicami za komunikacijske vmesnike in napajanje, s katero na
Avtor:Erik Lakner, produktni vodja
Kolektor Synatec, d. o. o.
Slika 1 – Nov industrijski računalnik IPPC-8151S Slika 2 – IPPC-8151S je mogoče s pomočjo VESA-nosilca monti-rati na mizo, zid ali strop

6398/2010
OPREMA ZA AVTOMATIZACIJO
računalniku ne spremeni-mo razreda zaščite. Poleg panelne vgradnje je mogoče IPPC-8151S montirati tudi s pomočjo VESA-nosilca na mizo, zid ali strop (slika 2).
Razred zaščite IP66
Razred zaščite IP66 (slika 3) pomeni, da je računalnik v ohišju odporen proti vo-dnemu curku in prahu. To nam zagotavlja zanesljivo delovanje v najzahtevnej-ših industrijskih okoljih. Poudariti je potrebno, da je razred zaščite IP66 zago-tovljen za celoten segment računalnika: čelno ploščo, ohišje in uvodnice za vho-dno-izhodne enote.
Antikorozivno ohišje z zaslo-nom na dotik, ki je odporen na kemijske substance
Veliko industrijskih aplikacij zah-teva ohišja in čelne plošče, izdelane iz nerjaveče pločevine, saj z njimiminimalizirajo kontaminacijo pro-stora in izpolnjujejo stroge higien-ske zahteve. V podjetju Advantech uporabljajo nerjavečo pločevino 316L, ki je bolj odporna na korozi-jo in kemijske agense kot nerjave-ča pločevina 403, ki se jo uporablja običajno.
Ker je celotno ohišje vodotesno, lahko za čiščenje in dezinfekci-jo uporabimo tudi močan vodni curek. Poleg tega je IPPC-8151S z ohišjem inox primeren tudi za uporabo v prašnih prostorih. Prav tako pa so vsa tesnila certificirana pri ameriški agenciji za prehrano
LASTNOSTI: Nerjaveča pločevina 316L in tesnila,
primerna za prehrambeno industrijo Robusten in brezventilatorski in-
dustrijski računalnik, ki omogoča zanesljivejše delovanje
Zaslon na dotik, ki je odporen na korozijo in kemična sredstva
Zaščitni razred NEMA4X (IP66) 15-palčni zaslon LCD TFT Procesor Intel Celeron M 1GHZ z 1
GB notranjega spomina Dva Gigabit Ethernet vmesnika Velika izbira različnih vmesnikov in
ena PCI-reža Montaža na VESA-nosilce (opcija) Ohišje iz nerjavečega jekla 316L in
pribor z IP66-zaščitnim razredom (opcija)
Možnost uporabe posebne plošče za vmesnike, s katero dosežemo zaščitni razred IP66 (opcija)
Slika 3 – Razred zaščite IP66
Slika 4 – Širok nabor komunikacijskih vmesnikov

64 98/2010
OPREMA ZA AVTOMATIZACIJO
FDA, ki zahteva visoke higienske standarde. Zaslon na dotik je mogoče čistiti z detergenti in dezinfekcijskimi sredstvi.
Visoko zmogljiv, brezventilatorski računalnikIndustrijski računalnik IPPC-8151S (slika 4) je opre-mljen s 15-palčnim LCD-zaslonom. Uporablja Intelov Celeron M 1GHz procesor, z 1 MB cache spominom in
1 MB DDR2 spomina, s čimer je uporaben za večino aplikacij.
Brezventilatorska zasnova računalnika zagotavlja dolgo življenjsko dobo in e zaradi svoje odpornosti na vibracije in šok dobra izbira za zelo zahtevna okolja. S CompactFlash in PCI-režo vam SATA HDD IPPC-8151S ponuja veliko različnih možnosti konfiguriranja.

6598/2010
OPREMA ZA AVTOMATIZACIJO
MMeerrjjeennjjee iinn rreegguullaacciijjaa
tteemmppeerraattuurree oo TTiippaallaa PPTT 11000000 -- PPVVCC ((110055ººCC)) oo TTiippaallaa PPTT 11000000 -- SSIILLIIKKOONN ((118800ººCC)) oo TTiippaallaa PPTT 110000 -- PPVVCC ((110055ººCC)) oo TTiippaallaa PPTT 110000 -- SSIILLIIKKOONN ((118800ººCC)) oo TTiippaallaa KKTTYY 8811 -- PPVVCC ((110055ººCC)) oo TTiippaallaa KKTTYY 8811 -- SSIILLIIKKOONN ((115500ººCC)) oo PPrreettvvoorrnniikkii ssiiggnnaalloovv oo MMeerriillnnoo--rreegguullaacciijjsskkii iinnššttrruummeennttii
VViissookkootteemmppeerraattuurrnnaa ttiippaallaa -- ppoo nnaarrooččiilluu kkuuppccaa FFBBSS EElleekkttrroonniikk,, dd..oo..oo.. TTeell:: 0033 –– 88998833 770011 CCeessttaa FFrraannttiišškkaa FFooiittaa 1100 FFaaxx:: 0033 –– 88998833 771188 33332200 VVEELLEENNJJEE EEmmaaiill:: ffbbsseelleekkttrroonniikk@@ssiiooll..nneett
Predvlakna za optične reflektometre
Za nemoteno delovanje optičnega re-flektometra (OTDR-ja) potrebujemo pred-vlakno. Pred-vlakno je obvezno na začetku, oziroma na strani svetlobnega izvora. Lahko postavimo še eno, rečemo mu po-vlakno, na koncu merjenega vlak-na. Tako se slepo področje pri zaznavanju dogodkov (Event Dead Zone) in odboji, ki nastanejo kot posledica proženja svetlob-
nega žarka v vlakno, preselijo iz merjenca v pred-vlakno.
Vgrajujemo G.651, G.652B, G.652D, G.653, G.655, ali druga vlakna. Dolžina je v sorazmerju z dolžino trase, od 150m do 1.000m ali več. Predvlakno ima vg-rajene priključne kable s konektorji po izbiri, ali pa ima vgrajena dva spojnika. Dolžina priključnega kable je 0.7m. Plašč priključnega kabla iz poliuretana (TPU) daje kablu prožnost in trajnost. Ščitniki ferule so
povezani s plaščem kabla in se tako ne izgubijo.
Izvedba pred-vlakna brez priključnih kablov ima vgrajene kvalitetne FC ali FCAPC spojnike s kvadratno prirobnico. Ohišje je izdelano iz črnega ABS-sa. Zu-nanje dimenzije ohišja (obroča) so 116 x 116 x 24 mm. Teža pred-vlakna je približno 150 gramov. Dobava iz zaloge ali v 5 dneh.
Več infprmacij je na voljo v Optičnem središču podjetja EZŽ d.o.o., www.ezz.si.

66 98/2010
OGLASNA SPOROČILA


68 98/2010
OGLASNA SPOROČILA
ABB d.o.o.Koprska ulica 921000 Ljubljana, Slovenija www.abb.si
„The worldrelies
on ABB
Automation products“

OPREMA ZA STROJEGRADNJO
Nova C4000 Fusion SICK-ova varnostna zavesa, načrtovana za uporabo v kritičnih pogojih, uspešno združuje maksimalno zaščito na delovnem mestu z optimalno produktivnostjo, ergonomijo in gospodarnostjo. Izločanje neželjenih motenj znotraj varovanega območja;
možnost nastavljanja ločljivosti za varovanje rok ali celotnega telesa; kot tudi redundantna, optična sinhronizacija oddajnega in sprejemnega dela svetlobne zavese, zagotavlja maksimalo možno razpoložljivost zaščitne naprave in tako skrajša čase izpada stroja in proizvodnje.
C4000 Fusion varnostna svet-lobna zavesa je optoelektronska zaščitna naprava, ki izponjuje performančni nivo »e« po EN ISO 13849 in SIL po IEC 61508 in dovoljuje uporabo za horizon-talno ali vertikalno zaščito ne-varnega območja. Tak pristop dopušča ekonomično in specifično varovanje dostopa na stroju in omogoča integrirano vgradnjo v avtomatski transportni sistem pri katerem je zanesljivo razpozna-vanje med človekom in materialom bistvenega pomena. C4000 Fusion se osredotoča na aplikacije, kjer je zaradi narave procesa zaželjeno optoelektronsko varovanje, brez fizičnih pregrad, vendar zdajšnje rešitve ne zagotavljajo zadostne razpoložljivosti procesa in obstaja nevarnost prekinjanja svetlobnih žarkov, zaradi vplivov okolja. To velja, na primer, za lesno prede-lovalno industrijo: večino nalog, ki vključujejo transportne sisteme se da učinkovito rešit s C4000 Fu-sion, tako v smislu varnosti kot samega procesa, kljub nevarnosti posameznih prekinitev svetlob-nih žarkov ali problemov zaradi letečih lesnih opilkov, žagovine ali trsk.
Inteligentni način delovanja za maksimalno razpoložljivost
Na prvi pogled C4000 Fusion de-luje kot vse ostale varnostne svet-
lobne zavese: »varnostno zaščitno polje« ki ga ustvari sprejemnik in oddajnik zazna osebo ali okončine in takoj izklopi delovanje stroja. Izklop je sprožen s prekinitvijo enega ali več svetlobnih žarkov – tak princip delovanja hitro pri-pelje »običajne« svetlobne zavese do njihovih omejitev pri upor-abi v kritičnih pogojih, ko so iz-postavljene visokemu tveganju neželjenih prekinitev svetlobnih žarkov. Posledice: nekontrolirani odzivi varnostne opreme, manjša razpoložljivost stroja in na koncu nevarnost poškod zaposlenih pri premoščanju varovalne opreme zaradi nezadostne sprejemljivosti.
To ne velja pri uporabi C4000 Fu-sion! Tri prednosti ali funkcije za gotavljajo maksimalno raz po-lo žljivost: proces večkratnega ske-niranja, zmanjšana ločljivost in redundantna sinhronizacija med sprejemnikom in oddajnikom. Večkratno skeniranje temelji na po večanem številu skeniranj za posamezen žarek, kar pomeni stal no poizvedovanje za posamez-nimi oddajnimi elementi, ter inte-ligentno spremljanje skenira-nih rezultatov. To omogoča, da sistem zanesljivo loči ali prekinja posamezni žarek zaščitnega polja roka oziroma telo človeka ali na primer padajoči lesni opilki. Poleg tega, omogoča sistem zmanjšanje
ločljivosti zaščitnega polja do 300 mm, in tako dovoljuje glede na proces in ergonomsko prila-goditev, uporabo iste svetlobne zavese za zaščito telesa ali roke. Prednost: seganje z roko v stroj zaradi delovnih operacij je toleri-ran medtem, ko nagibanje z zgornjim delom telesa privede do varne zaustavitve stroja. Redun-dantna sinhronizacija C4000 Fu-sion, ki prispeva k maksimalni razpoložljivosti zaradi elektron-skega usklajevanje med oddajnim in sprejemnim modulom, pa po-teka znotraj zavese preko več svet-lobnih žarkov.
Stroškovno učinkovita in dolgoročna investicija v varovanje
Dandanes, si ne moremo pred-stavljati ocenjevanja funkciona-lne varnosti in procesno orien-tirane prilagodljive varnostne rešitve gledano s tehničnega vi-dika, brez preučevanja gospodar-nosti. C4000 Fusion izpolnjuje zahteve za minimiziranje celotnih stroškov v življenski dobi stroja na več načinov. Sistem v celoti sestoji samo iz dveh komponent , oddajnik in sprejemnik, z vgra-jenim krmiljem. Za razločevanje med človekom in materialom niti ne potrebujemo dodatnih senzor-jev, krmilniških modulov ali dru-
98/2010 69
Avtor: David Vidmar, dipl. inž. el., SICK d.o.o.
C4000 Fusion:C4000 Fusion:Varovanje na stroju z razločevanjem človek-materijal v zahtevnih industrijskih pogojih

70 98/2010
OPREMA ZA STROJEGRADNJO
gih signalnih elementov. To prisp-eva k velikim prihrankom med vgradnjo in električnim ožičenjem sistema, še posebej ker sinhroni-zacija obeh komponent sistema ne potrebuje nobenih kablov, ampak je dosežena optično.
Za čim lažje začetno nastavitev sistema, kot tudi kasneje med sa-mim delovanjem, poskrbi vgrajen laserski pripomoček za poravnavo (aktivira se enostavno z dotikom sprednjega stekla na oddajniku, kjer se nahaja tudi sam laserki oddajnik) in 7-segmentni prika-zovalnik, ki uporabniku zagot-avlja prijazen prikaz statusnih in diagnostičnih informacij. Ker se strokovni nivo SICK-ovih senzo-rjev in aplikacij stalno posodablja in je na voljo tudi za rešitve zahtev
v prihodnosti, se lahko tako sis-tem ski integratorji, kot tudi kon -čni uporabniki zanesejo na maksi-malno varnost investicije in za šči-to za prihodnost pri uporabi ino- vativnih tehnologij vodilnega pro-izvajalca na tržišču.
Dosedanje vgradnje kažejo, da C4000 Fusion zasnova uspešno zagotavlja stabilno varovanje ne-varnega področja v umazanem in prašnem okolju. Veliko število na - log v povezavi z opremo pri trans-portu, kot so tračne žage in sor-tiranje desk, v številnih žagah in lesno predelovalnih obratih je bi-lo rešenih z zaznavno-tolerant no svetlobno zaveso, tako v smi sluvarovanja kot procesne učinko vi-tosti.

HEADER
17. konferenca
DNEVI SLOVENSKE INFORMATIKE
www.dsi2010.siVe~ informacij poi{~ite na spletni strani
»Uravnote`ite nalo`be, tveganja in razvoj za uspeh«
Poleg tega:pestre razprave na okroglih mizah,dru`abni dogodki,in še mnogo ve~ ...
se boste lahko » «hands-on delavnic.Udele`ili
Prisluhnite
Poslovne aplikacijePoslovna inteligenca in mened`ment informacijMened`ment poslovnih procesovUpravljanje informatikePoslovno-informacijska arhitekturaStoritvene in dogodkovne arhitekture ter ra~unalništvo v oblakuInformacijska varnost in upravljanje tveganjVodenje projektov in upravljanje odnosov z izvajalciPodpora odlo~anju in operacijske raziskaveInformatika v javni upravi
vrhunskim slovenskim predavateljem, ki bodo predstavili izkušnjein novosti v naslednjih sekcijah, ki bodo letos v celoti prenovljene:
Prireditelj konference Organizator konference
Najpomembnejša neodvisna slovenska IT konferenca
Ne zamudite
Pridru`itese nam!

SICK d.o.o. | Ljubljana | Slovenija | www.sick.si
www.
mar
schn
er-k
uehn
.de
Spodbude za prihodnost avtomatizacije
Turneja rešitev (Solutions Tour) 2010: svet poln rešitev
SICK-ovi senzorji so vsepovsod: v sistemih in strojih na razli nih podro jih po vsem svetu.Na Turneji rešitev (Solutions Tour ) 2010, SICK nadaljuje s predstavitvijo obsežnih strokovnih rešitev: senzorske rešitve vzete neposredno iz dejanskih situacij v industrijski avtomatizaciji, avtomatizaciji v logistiki in procesni avto-matizaciji.
Obiš ite www.sick-solutions-tour.com