asphalt plant level ii january of module surge … plant 2/08 - module 8 - surge... · asphalt...
TRANSCRIPT

Asphalt Plant Level II – January 2009 Page 1 of 26 Module 8 – Surge Storage and Delivery
Slide 1
January 2009 8 - 1
Module 8
Surge Storage &
Delivery
ConstructionTrainingQualification Program
Asphalt Plant Level 2
Slide 2
January 2009 8 - 2
Module 8What you will learn….
• Operational Concepts Surge/Storage Silos• Benefits Using Surge/Storage Silos• Concerns Using Surge/Storage Silos• Best Management Practices for Maximizing
Storage Capability• Best Management Practices for Silo Loadout• Requirements for Truck Ticketing• Requirements for Truck Transport
In this module we will cover the operational concepts behind surge and storage silos, including the benefits of using them to the producer, and the concerns over using them. Best management practices for using them as a construction tool will be reviewed along with ticketing and transport requirements.
Slide 3
January 2009 8 - 3
The information presented in this section is found …
• “Hot Mix Asphalt Production Facilities”(NHI Course 131044)
• Module 11, pages 11-2 to 11-19• “Hot Mix Paving Handbook 2000”
• Section 11, pages 96-103
The information presented in this section is found in Module 11 (pages 11-2 to 11-19) in NHI Course 131044 “Hot Mix Asphalt Production Facilities,” and in Section 11 (page 96-103) in the “Hot Mix Paving Handbook 2000.”

Asphalt Plant Level II – January 2009 Page 2 of 26 Module 8 – Surge Storage and Delivery
Slide 4
January 2009 8 - 4
Storage Silos
Many configurations:• Portable• Stationary• Single Silo • Multiple Silo• Over Truck Scale• Weigh Hoppers in Silos
Surge and storage silos come in many configurations. They can be portable or stationary. Plants can have one silo or many. They can be located over a truck scale, or weigh hoppers can be built into the silos themselves.
Slide 5
January 2009 8 - 5
This illustration shows a typical twin silo installation over a truck scale at a stationary counter-flow drum-mix facility.
Slide 6
January 2009 8 - 6
This photograph shows a portable, self-erecting silo, as part of a portable drum-mix plant. This silo sits on load cells, and the entire silo acts as a weigh batcher for weighing mix into trucks.

Asphalt Plant Level II – January 2009 Page 3 of 26 Module 8 – Surge Storage and Delivery
Slide 7
January 2009 8 - 7
Storage Silos
• Minimize trucks required on a project• Increase daily productivity of batch plants• Are required for drum-mix plants
Silos are beneficial to the producer for several reasons: 1. They minimize the number of trucks required on a project. Without storage the plant would have to shut down between trucks, which leads to additional trucks on a project. Trucks are not cost-effective storage devices, and excessive trucks on a job can cause the mix to cool before it reaches the paver. With a silo, trucking can be minimized since the mix is stored in an insulated vessel while trucks round-trip back to the plant. The plant can be constantly in production, and the proper quantity of trucks can be planned to meet delivery needs. 2. At a batch plant, silos allow the plant to keep producing, even when there aren’t trucks in the yard, which means more mix capability in a given day. 3. With drum plants, however, silos are a production requirement, not merely a convenience. They must have someplace to store the finished mix as it is made. They cannot feed trucks directly; the mix must be elevated and put in an overhead storage device. In fact, the invention of silos in the 1960’s is one of the key developments that caused drum-mixer plants to become popular. Silos provided a convenient way of moving mix to an overhead position for loadout, paving the way for simply controlling the gradation at the cold feed and adding asphalt in the drying drum prior to sending the mix up for overhead storage.

Asphalt Plant Level II – January 2009 Page 4 of 26 Module 8 – Surge Storage and Delivery
Slide 8
January 2009 8 - 8
Best Management PracticesStorage Silos
With silos we are mostly concerned about:• Segregation• Temperature Loss• Oxidation• “Drain Down” (337 FC & 334 SP mixes)
(equipment designs and BMPs have beendeveloped to address these concerns)
Although the benefits to using silos are substantial, and have become a regular part of the construction scene across the country, silos are not a perfect production tool and we have some concerns while using them. Dropping the mix from an elevated site can cause segregation. Elevated silos can cause the mix to cool off. As mix cools, it oxidizes, prematurely aging the pavement. Silo use can cause “drain down” where the binder separates from the stone and drains toward the bottom of the silo. The longer a mix sits in the silo the more the asphalt cement will absorb into the aggregate. The result can be a drying up of the mix. Equipment designs and good management practices address these concerns and allow us to gain the benefits of silo usage in mix production.
Slide 9
January 2009 8 - 9
RequirementSurge and Storage Silos
320-4.3
“Equip the (drum) plant with either a surge bin or storage silo … capable of storing an adequate amount of material … to assure a uniform and consistent product”
Specifications require that plants are equipped with a storage silo device (320-4.3). This spec is primarily written for drum-mix style plants, as silos are optional for batch plants, and the Department will allow production from a batch plant without a silo.

Asphalt Plant Level II – January 2009 Page 5 of 26 Module 8 – Surge Storage and Delivery
Slide 10
January 2009 8 - 10
RequirementSurge and Storage Silos
330-6.4
72 hour maximum storage time any mix
337-7.1
1 hour maximum for FC-5 mix
Department requirements, however, limit storage utilization to 72 hours (330-6.4). FC-5 mixes have a 1 hour maximum storage time in an effort to minimize the possibility of drain down (337-7.1).
Slide 11
January 2009 8 - 11
Best Management Practices Surge and Storage Silos
334 coarse mixes should possibly be stored for a maximum of one hour to minimize the possibility of “drain down” and mixes with absorptive aggregates to minimize excessive absorption
Even though 334 Superpave mixes have a 72 hour storage limit (330-6.4), one should consider only storing 334 coarse mixes for one hour for the same reason (drain down) as open graded FC-5 mixes are only stored for one hour. Also, mixes with absorptive aggregates can experience excessive absorption of asphalt with long storage times. “Drain down” and absorption of coarse Superpave mixes are concerns of most producers and state DOTs all over the country.
Slide 12
January 2009 8 - 12
Several Design ElementsHave Evolved to AddressOur Concerns over Storage
- Batchers- Insulation- Enclosures- Hot Oil Heat- Seals
Several design elements have evolved into silos over the years to minimize the concerns listed previously. These include batchers, insulated silos, hot oil heat, enclosed batchers, insulated batchers, and long-term storage seals.
Asphalt Plant Level II – January 2009 Page 6 of 26 Module 8 – Surge Storage and Delivery
Slide 13
January 2009 8 - 13
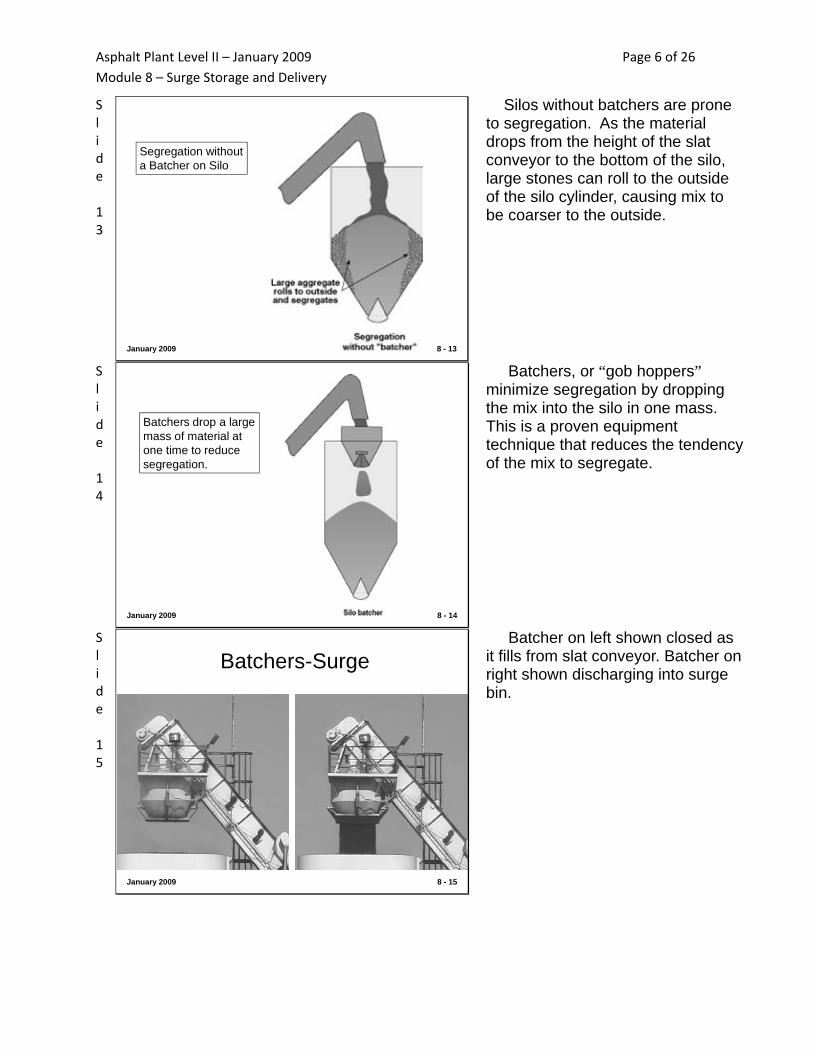
Segregation withouta Batcher on Silo
Silos without batchers are prone to segregation. As the material drops from the height of the slat conveyor to the bottom of the silo, large stones can roll to the outside of the silo cylinder, causing mix to be coarser to the outside.
Slide 14
January 2009 8 - 14
Batchers drop a largemass of material at one time to reducesegregation.
Batchers, or “gob hoppers” minimize segregation by dropping the mix into the silo in one mass. This is a proven equipment technique that reduces the tendency of the mix to segregate.
Slide 15
January 2009 8 - 15
Batchers-Surge Batcher on left shown closed as it fills from slat conveyor. Batcher on right shown discharging into surge bin.

Asphalt Plant Level II – January 2009 Page 7 of 26 Module 8 – Surge Storage and Delivery
Slide 16
January 2009 8 - 16
Batcher and Surge Bin Photo shows batcher discharging into surge bin while trucks line up to be loaded.
Slide 17
January 2009 8 - 17
Heat can escape out the batcher and draws in cool air to oxidize the mix.
Insulated batchers and heated silo gates/conesreduce this effect
Heat can escape out of the top of a silo. As heat escapes out of the top of the silo, cool air can be drawn in through the silo gates. This cools and oxidizes the mix at the silo discharge area. Insulated batchers, sealed bin-top areas, and heated gates and cones all help to minimize these effects.
Slide 18
January 2009 8 - 18
Seals on the bin topand silo gate arealengthen storage timesby reducing the “chimneyeffect”. Air is trapped inan insulated and sealedenvironment.
Seals at the batcher or bin-top area, and at the silo gates also increase storage times by reducing the tendency for heat to rise and escape out the top of the silo. These equipment features maximize storage capabilities for modern silos.

Asphalt Plant Level II – January 2009 Page 8 of 26 Module 8 – Surge Storage and Delivery
Slide 19
January 2009 8 - 19
Best Management PracticesStorage Silos
To reduce the opportunity for segregation:• Feed all batchers in center and in-line with
splitter if fitted with splitter• Adjust timer-style batchers for full discharge
(varies with production rate)• Adjust close timers to leave some material in
batcher on closing• Follow proper truck loadout procedures
To reduce the possibility of segregation, the following best management practices are universally accepted: •Feed all batchers in center. •Feed split-feed type batcher in-line with splitter. •Adjust timer-style batchers for a full batch with each discharge. On these style batchers, the “open” timer must be changed with the production rate. •Adjust “close” timers to leave some material in batcher on closing. All batchers are equipped with “close” timers. These are the timers that close the batcher gates after it initiates an “open” cycle. •Follow recommended truck loadout procedures.
Slide 20
January 2009 8 - 20
Loading Trucks
Once mix is stored adequately in the silo, it is ready for dispatch to the job site. There are proper procedures for loading trucks to protect the quality of the mix.

Asphalt Plant Level II – January 2009 Page 9 of 26 Module 8 – Surge Storage and Delivery
Slide 21
January 2009 8 - 21
Best Management PracticesSilo Loadout
Specific loadout procedures have been developed to minimize segregation in the
loading process.
Loading trucks does seem to be a simple procedure, but specific procedures have been developed to help minimize segregation in the loading process.
Slide 22
January 2009 8 - 22
2 different styles of silo discharge gates
round opening
2 rectangular openings
This photo shows silo gates discharging mix into the truck. This subject may seem to be fairly simple, but improper loading is a prime source for mix segregation. The loading plan should be discussed and agreed upon at the pre-paving conference. Gates can either be round or rectangular. Some gates have dual rectangular openings. Gate style varies from manufacturer to manufacturer.
Slide 23
January 2009 8 - 23
Incorrect
Most trucks need to have the load slightly forward in the truck bed to comply with axle weights and load distribution regulations. This load is centered too much in the truck bed. Graphic shows entire load of HMA as solid for illustration purposes, not one drop loading.

Asphalt Plant Level II – January 2009 Page 10 of 26 Module 8 – Surge Storage and Delivery
Slide 24
January 2009 8 - 24
Correct
This load is more properly placed–slightly forward of the center of the bed. Graphic shows entire load of HMA as solid for illustration purposes, not one drop loading.
Slide 25
January 2009 8 - 25
321
The objective of truck loading is to get the mix loaded into the truck as uniformly as possible and keeping the mix in a mass. The greatest concern in uniformity is segregating the mix as it is loaded into the truck. Getting the HMA against the front and back is an important consideration in preventing segregation. If the mix is not crowded to the ends, the larger rocks in the mix can roll down the slopes and gather in one place. Especially for segregation-prone mixes, multiple drop procedures are recommended. With multiple drops, end dump trucks are loaded at the front and rear of the bed, and then in the middle.

Asphalt Plant Level II – January 2009 Page 11 of 26 Module 8 – Surge Storage and Delivery
Slide 26
January 2009 8 - 26
23 1
Another option commonly used. Again, the objective of truck loading is to get the mix loaded into the truck as uniformly as possible. With multiple drops, end dump trucks are loaded at the front, middle, and rear of the bed. This is commonly done with silos that have two discharge gates.
Slide 27
January 2009 8 - 27
2 1
Depending on the size of the truck, a two drop procedure may be appropriate. This might also work for pugmill loading, if two batches would fill the truck.
Slide 28
January 2009 8 - 28
Loaded truck showing multiple drops.
Photo showing truck loaded in multiple drops.

Asphalt Plant Level II – January 2009 Page 12 of 26 Module 8 – Surge Storage and Delivery
Slide 29
January 2009 8 - 29
1
Not recommended for segregation prone mixes
Single drop loading is especially not recommended for segregation prone mixes. It can be tempting to load trucks this way when using a silo. Shown on the screen is where the rolling of the aggregate would occur (at the back end). Why would there be resistance in using multiple drop procedures? (Time, hassle of moving the truck, resistance to change).
Slide 30
January 2009 8 - 30
This shows a double discharging gate placing the first drop(s) into the truck bed. Note how close the drop is to the front of the bed.
Slide 31
January 2009 8 - 31
In this photo, the first drop has been completed and the truck has moved forward several feet. A second drop is underway into the center portion of the truck bed.
Asphalt Plant Level II – January 2009 Page 13 of 26 Module 8 – Surge Storage and Delivery
Slide 32
January 2009 8 - 32
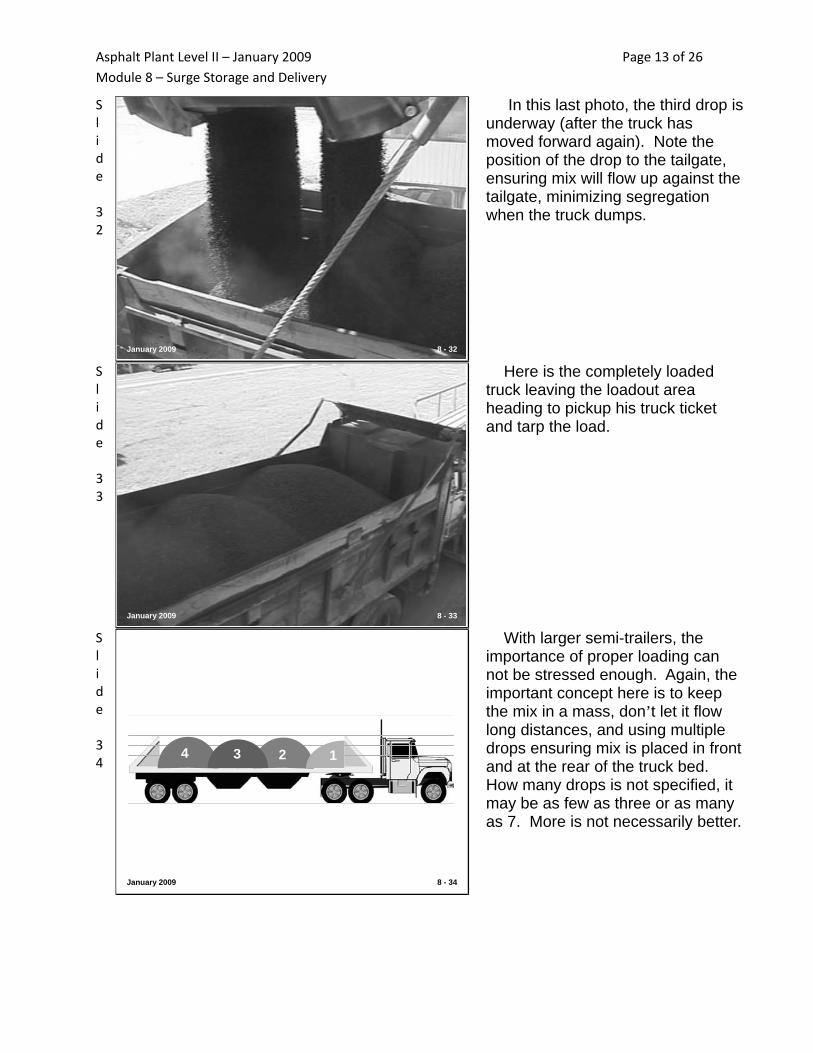
In this last photo, the third drop is underway (after the truck has moved forward again). Note the position of the drop to the tailgate, ensuring mix will flow up against the tailgate, minimizing segregation when the truck dumps.
Slide 33
January 2009 8 - 33
Here is the completely loaded truck leaving the loadout area heading to pickup his truck ticket and tarp the load.
Slide 34
January 2009 8 - 34
4 2 13
With larger semi-trailers, the importance of proper loading can not be stressed enough. Again, the important concept here is to keep the mix in a mass, don’t let it flow long distances, and using multiple drops ensuring mix is placed in front and at the rear of the truck bed. How many drops is not specified, it may be as few as three or as many as 7. More is not necessarily better.

Asphalt Plant Level II – January 2009 Page 14 of 26 Module 8 – Surge Storage and Delivery
Slide 35
January 2009 8 - 35
Continuous drop while truck moves forward
StartFinish
Not recommended for segregation prone mixes
With loadout from a silo, the urge is to fill the truck from front to rear while the truck creeps forward. This is not recommended for segregation prone mixes.
Slide 36
January 2009 8 - 36
AutomaticTicketing
Most plant silos are equipped with modern, computerized truck loadout and ticketing systems.
Slide 37
January 2009 8 - 37
Automated loading andticketing systems speedoperations and providemanagement information
These automated ticketing systems not only provide all the information required on the ticket, they provide management information to the producer in the form of tracking sales by customer, by day, by mix, by time, by truck.
Asphalt Plant Level II – January 2009 Page 15 of 26 Module 8 – Surge Storage and Delivery
Slide 38
January 2009 8 - 38
RequirementElectronic Weigh Systems
320-2.2
The specifications require the asphalt plant to weigh the mix on a electronic weigh system that is certified every six months, and meets weekly comparison checks.
Specifications require that mix be weighed with an electronic weigh system that is certified every six months by a scale technician or the Bureau of Weights and Measures, and that meets weekly FDOT scale comparison check requirements.
Slide 39
January 2009 8 - 39
RequirementElectronic Weigh Systems
320-2.2
“Weigh all plant produced hot mix on the electronic weigh system…
… regardless of the method of measurement for payment”
The electronic weigh system must be used to load all trucks for FDOT projects, regardless of the method of payment for the project.
Slide 40
January 2009 8 - 40
RequirementElectronic Weigh Systems
320-2.2 Types of Electronic Weigh Systems
• Electronic Weigh System on Truck Scale (320-2.2.1)
• Electronic Weigh System on Hopper Beneath a Silo (320-2.2.2)
• Automatic Batch Plant with Printout (320-2.2.3)• Engineer approval required for all systems
You may utilize any one of the three electronic weigh systems outlined here (320-2.2). These all require the Engineer’s approval.

Asphalt Plant Level II – January 2009 Page 16 of 26 Module 8 – Surge Storage and Delivery
Slide 41
January 2009 8 - 41
RequirementElectronic Weigh Systems
320-2.2.1 (Truck scale)
Re-certify weigh system every six months … either by Bureau of Weights and Measures or by a registered scale technician
All weigh systems, regardless of type, must be re-certified every six months, either by a licensed technician or the Bureau of Weights and Measures (320-2.2.1). Also must meet FDOT weekly scale checks.
Slide 42
January 2009 8 - 42
RequirementElectronic Weigh Systems
320-2.2.1 (Truck Scale)
Scale must meet Florida Department of Agriculture Weights and Measures Requirements for accuracy and condition
The scale device must meet all the requirements of the Florida Department of Agriculture Weights and Measures Division (320-2.2). If the scale is re-certified by an outside technician every six months, they must see that the device complies with this Department specification.
Slide 43
January 2009 8 - 43
RequirementAutomatic Ticket Printout
320-2.2
The automatic weight ticket must have:• sequential load number• project number• date• name and location of plant• mix design number
(more…..)
Requirements for automatic loadout tickets include the following items (320-2.2): •sequential load number •project number •date •name and location of plant •Mix design number •place for handwriting mix temperature •truck number •gross, tare, net weights •accumulate total of mix •tons

Asphalt Plant Level II – January 2009 Page 17 of 26 Module 8 – Surge Storage and Delivery
Slide 44
January 2009 8 - 44
RequirementAutomatic Ticket Printout
320-2.2
The automatic weight ticket (continued):• place for handwriting mix temp• truck number• gross, tare, net weights (as applicable)• accumulated total of mix• tons
Slide 45
January 2009 8 - 45
Typical Automatic Ticket This is a sample of a typical delivery ticket.
Slide 46
January 2009 8 - 46
RequirementFor Automatic Ticket Printout
320-2.2.4 Weekly Scale Check
Check ticketing scale weekly with another certified scale
Specification 320-2.2.4 requires the truck scale or the weigh hopper or the “reverse weigh silo” being used to ticket trucks to be checked weekly against another certified scale.

Asphalt Plant Level II – January 2009 Page 18 of 26 Module 8 – Surge Storage and Delivery
Slide 47
January 2009 8 - 47
RequirementChecking Scale Weights
320-2.2.4.1 Weekly Scale Check(silo over truck scale)
• Randomly select a truck• Record GROSS weight• Record truck number• Weigh on another certified scale not owned
by contractor - (if too far away then another scale by contractor is OK)
• Deliver mix to jobsite• Compare gross weights (8lb / ton tolerance)
There is a specific procedure for this. A truck must be selected at random. The gross weight (total weight of mix and truck) on the ticket is checked by weighing the truck on another certified scale not owned by the contractor. The gross weights are compared, and they must be within 8 pounds per ton of each other.
Slide 48
January 2009 8 - 48
RequirementChecking Scale Weights (cont.)
320-2.2.4.1 Weekly Scale Check(silo over truck scale)
• If the scale is so far away as to affect accuracy of the scale check ...
• Adjust truck weights for fuel loss based on a fuel adjustment of 6.1 mpg for the truck consumption and 115 ounces per gallon for weight of fuel
If the checking scale is a long distance away, the checking weights have to be adjusted for fuel loss. Change the weights by calculating the distance driven, and adjusting the weights for a fuel consumption of 6.1 mpg and a fuel weigh of 115 ounces per gallon. Details on this guideline are found in 320-2.2.4.
Slide 49
1. Truck Ticket Gross wt. 69,300 lbs
2. Certified Scale Gross wt. + Fuel Adjustments
69,060 lbs
3. Difference 240 lbs
4. Difference divided by Truck Ticket weight
240/69300 =0.0035
5. Allowable difference is 8lbs/ton or 0.004
0.004
6. Is difference less than allowable?
OK, scales compare!
January 2009 8 - 49
Scale Check Example Here is an example of a scale check. The weights are within the allowable tolerance in this example, after adjusted for fuel loss.

Asphalt Plant Level II – January 2009 Page 19 of 26 Module 8 – Surge Storage and Delivery
Slide 50
January 2009 8 - 50
RequirementChecking Scale Weights
320-2.2.4.2 Weekly Scale Check(silo with weigh hopper or “negative weigh silo”)• Randomly select a truck• Record NET weight and truck number• Weigh truck the gross weight on a certified
scale not owned by the contractor• Deliver mix to job site• Weigh empty truck on the same certified truck
scale• Compare net weight values (8lb / ton tolerance)
If mix is being weighed from the silo with a hopper under the silo or a “negative weigh silo,” this system must also be checked weekly during production for accuracy (320-2.2.4.2). (a) The Engineer will randomly select a loaded truck of asphalt mix and record the truck number, and the net weight of the asphalt mix from the Contractor’s delivery ticket. (b) Weigh the selected truck on a certified truck scale, which is not owned by the Contractor and record the gross weight for the comparison check. If another certified truck scale is not available, the Engineer may permit another set of certified truck scales owned by the Contractor to be used. The Engineer may elect to witness the scale check. (c) Deliver the asphalt mix to the project, then weigh the selected empty truck on the same certified truck scales. Record the tare weight of the truck. (d) Compare the net weight of the asphalt mix from the delivery ticket to the calculated net weight of the asphalt mix as determined by the certified truck scale weights. The maximum permissible deviation is 8 pounds per ton of load, based on the certified truck scale weight. (e) Use the fuel adjustment as specified in 320-2.2.4.1(d), when the distance from the asphalt plant to the nearest certified truck scale is enough for fuel consumption to affect the accuracy of the comparison checks. (f) During production, when an additional certified truck scale is not available for comparison checks, the Engineer may permit the Contractor to load a truck with aggregate from the pugmill, surge or storage bin, and follow the above procedures to conduct the comparison checks as soon as certified truck scale is

Asphalt Plant Level II – January 2009 Page 20 of 26 Module 8 – Surge Storage and Delivery
available. CONTINUED ON NEXT SLIDE
Slide 51
January 2009 8 - 51
RequirementChecking Scale Weights (cont.)
320-2.2.4.2 Weekly Scale Check(silo with weigh hopper or “negative weigh silo”)• If the scale is so far away as to affect
accuracy of the scale check ...• Adjust truck weights for fuel loss based on a
fuel adjustment of 6.1 mpg for the truck consumption and 115 ounces per gallon for weight of fuel
If the check shows a greater difference than the tolerance specified above, then recheck on a second set of certified scales. If the check and recheck indicate that the printed weight is out of tolerance, have a certified scale technician check the electronic weigh system and certify the accuracy of the printer. While the system is out of tolerance and before its adjustment, the Engineer may allow the Contractor to continue production only if provisions are made to use a set of certified truck scales to determine the truck weights. Again, if the checking scale is a long distance away, the checking weights have to be adjusted for fuel loss. Change the tare (empty) weight of the truck by calculating the distance driven, and adjusting the weight for a fuel consumption of 6.1 mpg and a fuel weight of 115 ounces per gallon. Details on this guideline are found in 320-2.2.4.
Slide 52
January 2009 8 - 52
RequirementTicket Distribution
320- 2.2 Ticket Distribution Original and at least One Copy
• Original to Engineer at the Plant• One Copy to Engineer at Paving Site
Proper ticket distribution requires an original and at least one copy. The original is to be left with the Engineer at the plant, and one copy is to be sent to the Engineer at the paving site (320-2.2).

Asphalt Plant Level II – January 2009 Page 21 of 26 Module 8 – Surge Storage and Delivery
Slide 53
January 2009 8 - 53
RequirementAcceptance of Ticket/Weights
320 - 2.7
Acceptance of ticket/weights on printout doesnot constitute acceptance that materials meet contract documents (mix is acceptable …. mix is tested another way …. just establishes quantity)
Specification 320-2.7 stipulates that acceptance of the tickets, as proof of quantity does not constitute acceptance of the quality of the mix. Acceptance of the mix for quality is covered by the test procedures outlined in Module 10.
Slide 54
January 2009 8 - 54
Requirements: Mix Temperatures
The temperature of the mix is critical to performance of the pavement in placement, compaction, and future service.
Slide 55
January 2009 8 - 55
Checking Mix Temperatures Technician taking temperature of mix in truck bed.

Asphalt Plant Level II – January 2009 Page 22 of 26 Module 8 – Surge Storage and Delivery
Slide 56
January 2009 8 - 56
RequirementChecking Temperatures
330-6.3Check temperatures with thermometer through side of truck (or over top OK if engineer allows)Check and record temperatures at plant and at project site on the front of the delivery ticket
Specification 330-6.3 provides guidelines for taking temperatures. “Determine the temperature of the completed mixture using a quick-reading thermometer through a hole in the side of the loaded truck immediately after loading. Locate the hole within the middle third of the length of the body, and at a distance of from 6 to 10 inches (150 to 250 mm) above the surface supporting the mixture. If a truck body already has a hole located in the general vicinity of the above specified location, use this hole. At the Engineer's discretion, the Contractor may take the temperature of the load over the top of the truck in lieu of using the hole in the side of the truck.” “Take the mix temperature at the plant and at the roadway before the mix is placed.” “Record the temperature on the front of the respective delivery ticket.”
Slide 57
January 2009 8 - 57
RequirementMix Temperature
(from mix design)
330-6.3
The normal frequency for taking asphalt mix temperatures will be for each day, for each design mix on the first five loads and one out of every five loads thereafter.
The normal frequency for taking asphalt mix temperatures will be for each day, for each design mix on the first five loads and one out of every five loads thereafter. Take the temperature of the asphalt mix at the plant and at the roadway before the mix is placed at the normal frequency. Record the temperature on the front of the respective delivery ticket. The Engineer shall review the plant and roadway temperature readings and may take additional temperature measurements at any time.

Asphalt Plant Level II – January 2009 Page 23 of 26 Module 8 – Surge Storage and Delivery
Slide 58
January 2009 8 - 58
RequirementMix Temperature(from the mix design)
330-6.3Go - No Go± 30°F “master range” Go – No GoDo something if exceeds:± 25°F for any single test± 15°F difference for average of 5 tests
Specifications limit the temperature fluctuation allowed in production. The master tolerance range for the mix is ± 30°F (from the mix design). Tolerance bands for any one test are ± 25°F and tolerance bands for the average of any five consecutive tests is ± 15°F (from the mix design).
Slide 59
January 2009 8 - 59
RequirementMix Temperature
330-6.3
Load rejected if outside ± 30°F master band
If a single test varies from established (± 25°F) test …or average of 5 tests varies more than (± 15°F) ... every load is to be tested again until temperatures fall within tolerance
330-6.3 requires any load to be rejected that fall outside the master tolerance band. If any single test falls outside the ± 25°F tolerance (from the mix design), or the average of five consecutive tests falls outside the ± 15°F tolerance (from the mix design), then each load must be tested again to until tests fall within tolerance. The goal is for consistency of mix temperature. This contributes to consistency of laydown, and consistency of a final finished product.
Slide 60
January 2009 8 - 60
Truck Transportand Tarping
There are several requirements for transporting material and tarping truck bodies.

Asphalt Plant Level II – January 2009 Page 24 of 26 Module 8 – Surge Storage and Delivery
Slide 61
January 2009 8 - 61
RequirementTruck Transport
320-5.4
• Trucks must be tight (limit material and heat loss)• Tarps or waterproof covers required, that cover
the entire load.• Covers must be tied down when mix is required
to be covered by the Specifications
Mix must be transported in trucks of tight construction, which prevents the loss of material and heat. Trucks must have a tarp or a waterproof cover that will cover the entire load on all sides. This covering must be capable of being tied down. It is important to note that these are requirements in addition to general motor vehicle regulations to cover loads of loose material. Therefore, when the Department Specifications require a load to be tarped, these special tarping requirements apply.
Slide 62
January 2009 8 - 62
RequirementTruck Transport
330-7
Cover during cool, cloudy weather, and any time there is a probability of rain
330-7 requires loads to be covered during cool or cloudy weather, or whenever there is probability of rain.
Slide 63
January 2009 8 - 63
RequirementTruck Transport
337-7.7
Cover ALL loads of Friction Course (337) mixes
All 337 friction course mixes are to be covered (337-7.7).

Asphalt Plant Level II – January 2009 Page 25 of 26 Module 8 – Surge Storage and Delivery
Slide 64
January 2009 8 - 64
RequirementTruck Transport
330-7
• Release agents are to be used• No diesel or environmentally hazardous
release agents• No excessive “pooling” or quantities of
release agents
Release agents are also to be used in truck bodies, but diesel fuel or any environmentally hazardous material is not allowed, and no excess quantities or “pooling” of the release agent must occur in the truck body (330-7).
Slide 65
January 2009 8 - 65
The trucks are now ticketed, checked, tarped, and ready to transport mix to the job site!
Slide 66
January 2009 8 - 66
Module 8What we covered….
• Operational Concepts Surge/Storage Silos• Benefits Using Surge/Storage Silos• Concerns Using Surge/Storage Silos• Best Management Practices for Maximizing
Storage Capability• Best Management Practices for Silo Loadout• Requirements for Truck Ticketing• Requirements for Truck Transport

Asphalt Plant Level II – January 2009 Page 26 of 26 Module 8 – Surge Storage and Delivery
Slide 67
January 2009 8 - 67
QUESTIONS ?
Any Questions?