artigo - mapd hydrogenation
TRANSCRIPT
** Este artigo foi escrito em conformidade com o novo acordo ortográfico. ~ 1 ~
MAPD HYDROGENATION – Propylene /MAPD Hydrogenation process case study and economics
performance.
Pina, Adan F., Petroleum Engineering Student at ISEIT Piaget V. N. Santo Andre - Portugal. [email protected]
Cipriano, Marco, Petroleum Engineering Student at ISEIT Piaget V. N. Santo Andre - Portugal. [email protected]
Abstract – The present work intent to discuss optimization of an industrial reaction
system for Methyl-acetylene (MA) and Propadiene (PD) hydrogenation. The process
consists of three adiabatic fixed-bed reactors, in series, with interstage cooling. The
MAPD conversion and selectivity profiles for the reactors are optimized, taking into
account catalyst deactivation and process constraints. A dynamic optimal temperature
profile that maximizes Propylene production and meets product specifications is
obtained by controlling the feed and intercoolers temperatures. An industrial propylene
hydrogenation system is studied to provide the necessary data to compare the
operations conditions.
Resumo - O presente artigo pretende discutir a otimização do sistema de Hidrogenação de Metil-acetileno (MA) e Propadieno (PD). Este consiste em três reatores CSTR em série, adiabáticos, de leito fixo, com arrefecimento interestágio. A conversão de MAPD e os perfis de seletividade do reator são otimizados, tendo em consideração a desativação do catalisador e as restrições do processo. O perfil ótimo de temperaturas que maximiza a produção e satisfaz as especificações do produto é obtido controlando as temperaturas de alimentação e das correntes intermédias. Um sistema industrial de hidrogenação é estudado afim de fornecer dados necessários para comparação das condições de operação.
1. Introdução
O craqueamento de nafta petroquímica produz uma corrente que após ter sido condensada e separada da corrente de C2 na coluna de fracionamento, passa a ser composta principalmente de Propileno mas também de parafinas, diolefinas, aromáticos, e uma pequena quantidade de Propadieno e Metil-acetileno. O Propileno é principalmente utilizado na produção de polímeros, especialmente de Polipropileno.
Os compostos constituídos por três átomos de carbono, corrente C3, são separados
dos demais constituintes de maior peso molecular em uma coluna de fracionamento antes de serem enviados para o processo de hidrogenação.
Pequenas quantidades de MAPD, na ordem de partes por milhão, são prejudiciais para os catalisadores utilizados na polimerização. Portanto, o MAPD no fluxo de Propileno deve ser hidrogenado visando reduzir a sua concentração com uma perda mínima de Propileno para Propano.
** Este artigo foi escrito em conformidade com o novo acordo ortográfico. ~ 2 ~
2. Reações de Adição de Hidrogénio (Hidrogenação).
Uma cadeia carbónica linear composta somente por ligações simples carbono-carbono (contém o número máximo de átomos de Hidrogénio, ), designa-se hidrocarboneto saturado, De fato o cálculo das energias das ligações indicam que a adição de Hidrogénio molecular aos alcenos deveria proceder de forma exotérmica para dar alcanos1.
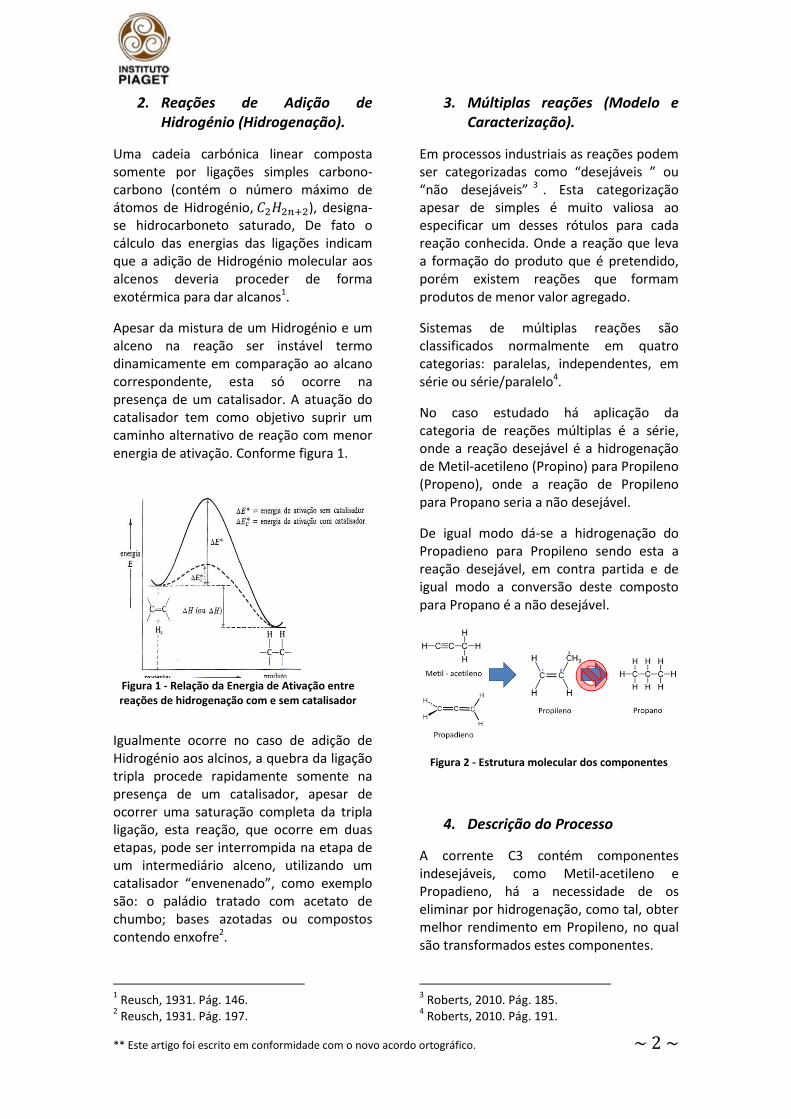
Apesar da mistura de um Hidrogénio e um alceno na reação ser instável termo dinamicamente em comparação ao alcano correspondente, esta só ocorre na presença de um catalisador. A atuação do catalisador tem como objetivo suprir um caminho alternativo de reação com menor energia de ativação. Conforme figura 1.
Igualmente ocorre no caso de adição de Hidrogénio aos alcinos, a quebra da ligação tripla procede rapidamente somente na presença de um catalisador, apesar de ocorrer uma saturação completa da tripla ligação, esta reação, que ocorre em duas etapas, pode ser interrompida na etapa de um intermediário alceno, utilizando um catalisador “envenenado”, como exemplo são: o paládio tratado com acetato de chumbo; bases azotadas ou compostos contendo enxofre2.
1 Reusch, 1931. Pág. 146.
2 Reusch, 1931. Pág. 197.
3. Múltiplas reações (Modelo e Caracterização).
Em processos industriais as reações podem ser categorizadas como “desejáveis ” ou “não desejáveis” 3 . Esta categorização apesar de simples é muito valiosa ao especificar um desses rótulos para cada reação conhecida. Onde a reação que leva a formação do produto que é pretendido, porém existem reações que formam produtos de menor valor agregado.
Sistemas de múltiplas reações são classificados normalmente em quatro categorias: paralelas, independentes, em série ou série/paralelo4.
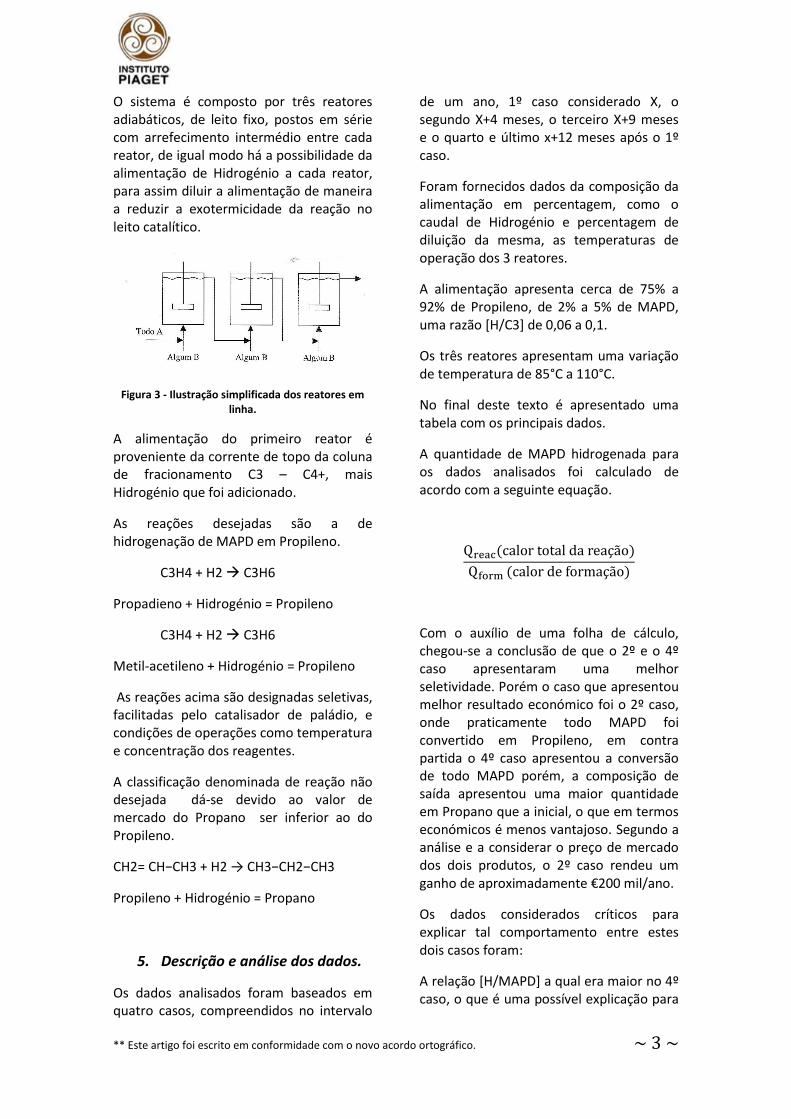
No caso estudado há aplicação da categoria de reações múltiplas é a série, onde a reação desejável é a hidrogenação de Metil-acetileno (Propino) para Propileno (Propeno), onde a reação de Propileno para Propano seria a não desejável.
De igual modo dá-se a hidrogenação do Propadieno para Propileno sendo esta a reação desejável, em contra partida e de igual modo a conversão deste composto para Propano é a não desejável.
Figura 2 - Estrutura molecular dos componentes
4. Descrição do Processo
A corrente C3 contém componentes indesejáveis, como Metil-acetileno e Propadieno, há a necessidade de os eliminar por hidrogenação, como tal, obter melhor rendimento em Propileno, no qual são transformados estes componentes.
3 Roberts, 2010. Pág. 185.
4 Roberts, 2010. Pág. 191.
Figura 1 - Relação da Energia de Ativação entre reações de hidrogenação com e sem catalisador
** Este artigo foi escrito em conformidade com o novo acordo ortográfico. ~ 3 ~
O sistema é composto por três reatores adiabáticos, de leito fixo, postos em série com arrefecimento intermédio entre cada reator, de igual modo há a possibilidade da alimentação de Hidrogénio a cada reator, para assim diluir a alimentação de maneira a reduzir a exotermicidade da reação no leito catalítico.
Figura 3 - Ilustração simplificada dos reatores em linha.
A alimentação do primeiro reator é proveniente da corrente de topo da coluna de fracionamento C3 – C4+, mais Hidrogénio que foi adicionado.
As reações desejadas são a de hidrogenação de MAPD em Propileno.
C3H4 + H2 C3H6
Propadieno + Hidrogénio = Propileno
C3H4 + H2 C3H6
Metil-acetileno + Hidrogénio = Propileno
As reações acima são designadas seletivas, facilitadas pelo catalisador de paládio, e condições de operações como temperatura e concentração dos reagentes.
A classificação denominada de reação não desejada dá-se devido ao valor de mercado do Propano ser inferior ao do Propileno.
CH2= CH−CH3 + H2 → CH3−CH2−CH3
Propileno + Hidrogénio = Propano
5. Descrição e análise dos dados.
Os dados analisados foram baseados em quatro casos, compreendidos no intervalo
de um ano, 1º caso considerado X, o segundo X+4 meses, o terceiro X+9 meses e o quarto e último x+12 meses após o 1º caso.
Foram fornecidos dados da composição da alimentação em percentagem, como o caudal de Hidrogénio e percentagem de diluição da mesma, as temperaturas de operação dos 3 reatores.
A alimentação apresenta cerca de 75% a 92% de Propileno, de 2% a 5% de MAPD, uma razão [H/C3] de 0,06 a 0,1.
Os três reatores apresentam uma variação de temperatura de 85°C a 110°C.
No final deste texto é apresentado uma tabela com os principais dados.
A quantidade de MAPD hidrogenada para os dados analisados foi calculado de acordo com a seguinte equação.
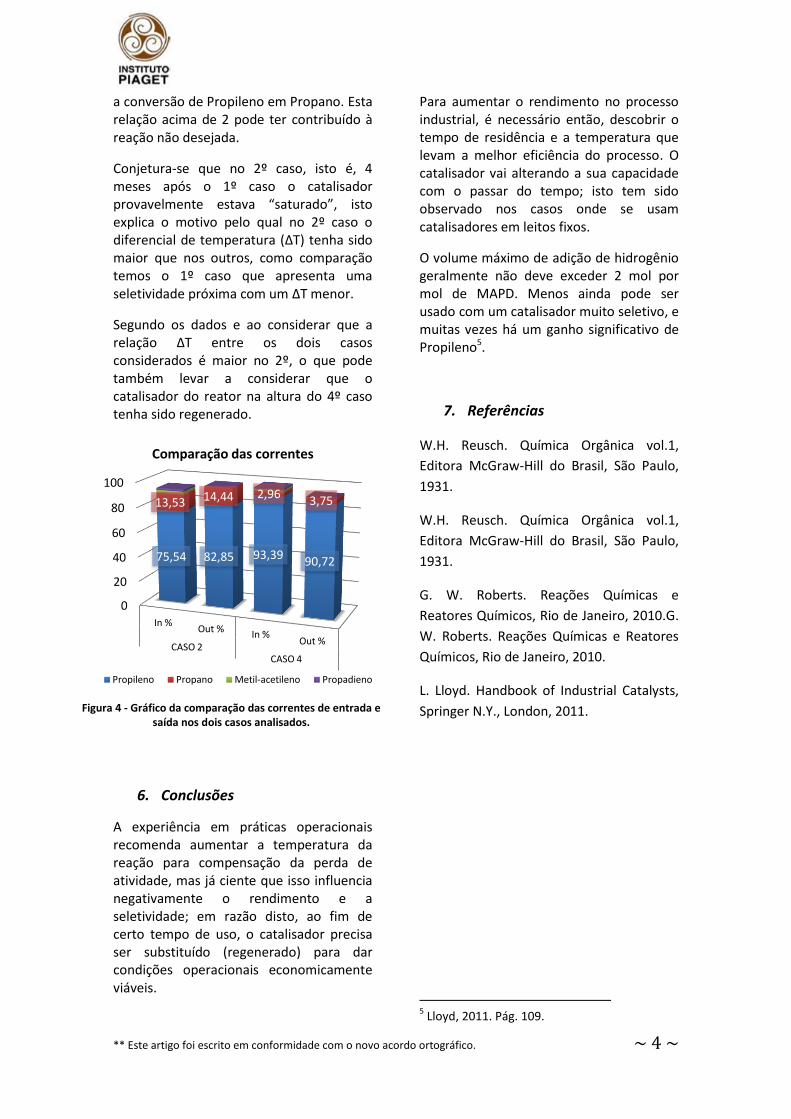
Com o auxílio de uma folha de cálculo, chegou-se a conclusão de que o 2º e o 4º caso apresentaram uma melhor seletividade. Porém o caso que apresentou melhor resultado económico foi o 2º caso, onde praticamente todo MAPD foi convertido em Propileno, em contra partida o 4º caso apresentou a conversão de todo MAPD porém, a composição de saída apresentou uma maior quantidade em Propano que a inicial, o que em termos económicos é menos vantajoso. Segundo a análise e a considerar o preço de mercado dos dois produtos, o 2º caso rendeu um ganho de aproximadamente €200 mil/ano.
Os dados considerados críticos para explicar tal comportamento entre estes dois casos foram:
A relação [H/MAPD] a qual era maior no 4º caso, o que é uma possível explicação para
** Este artigo foi escrito em conformidade com o novo acordo ortográfico. ~ 4 ~
0
20
40
60
80
100
In % Out %
In % Out %
CASO 2 CASO 4
75,54 82,85 93,39 90,72
13,53 14,44 2,96 3,75
Comparação das correntes
Propileno Propano Metil-acetileno Propadieno
a conversão de Propileno em Propano. Esta relação acima de 2 pode ter contribuído à reação não desejada.
Conjetura-se que no 2º caso, isto é, 4 meses após o 1º caso o catalisador provavelmente estava “saturado”, isto explica o motivo pelo qual no 2º caso o diferencial de temperatura (ΔT) tenha sido maior que nos outros, como comparação temos o 1º caso que apresenta uma seletividade próxima com um ΔT menor.
Segundo os dados e ao considerar que a relação ΔT entre os dois casos considerados é maior no 2º, o que pode também levar a considerar que o catalisador do reator na altura do 4º caso tenha sido regenerado.
6. Conclusões
A experiência em práticas operacionais recomenda aumentar a temperatura da reação para compensação da perda de atividade, mas já ciente que isso influencia negativamente o rendimento e a seletividade; em razão disto, ao fim de certo tempo de uso, o catalisador precisa ser substituído (regenerado) para dar condições operacionais economicamente viáveis.
Para aumentar o rendimento no processo industrial, é necessário então, descobrir o tempo de residência e a temperatura que levam a melhor eficiência do processo. O catalisador vai alterando a sua capacidade com o passar do tempo; isto tem sido observado nos casos onde se usam catalisadores em leitos fixos.
O volume máximo de adição de hidrogênio geralmente não deve exceder 2 mol por mol de MAPD. Menos ainda pode ser usado com um catalisador muito seletivo, e muitas vezes há um ganho significativo de Propileno5.
7. Referências
W.H. Reusch. Química Orgânica vol.1,
Editora McGraw-Hill do Brasil, São Paulo,
1931.
W.H. Reusch. Química Orgânica vol.1,
Editora McGraw-Hill do Brasil, São Paulo,
1931.
G. W. Roberts. Reações Químicas e
Reatores Químicos, Rio de Janeiro, 2010.G.
W. Roberts. Reações Químicas e Reatores
Químicos, Rio de Janeiro, 2010.
L. Lloyd. Handbook of Industrial Catalysts,
Springer N.Y., London, 2011.
5 Lloyd, 2011. Pág. 109.
Figura 4 - Gráfico da comparação das correntes de entrada e saída nos dois casos analisados.
** Este artigo foi escrito em conformidade com o novo acordo ortográfico. ~ 5 ~
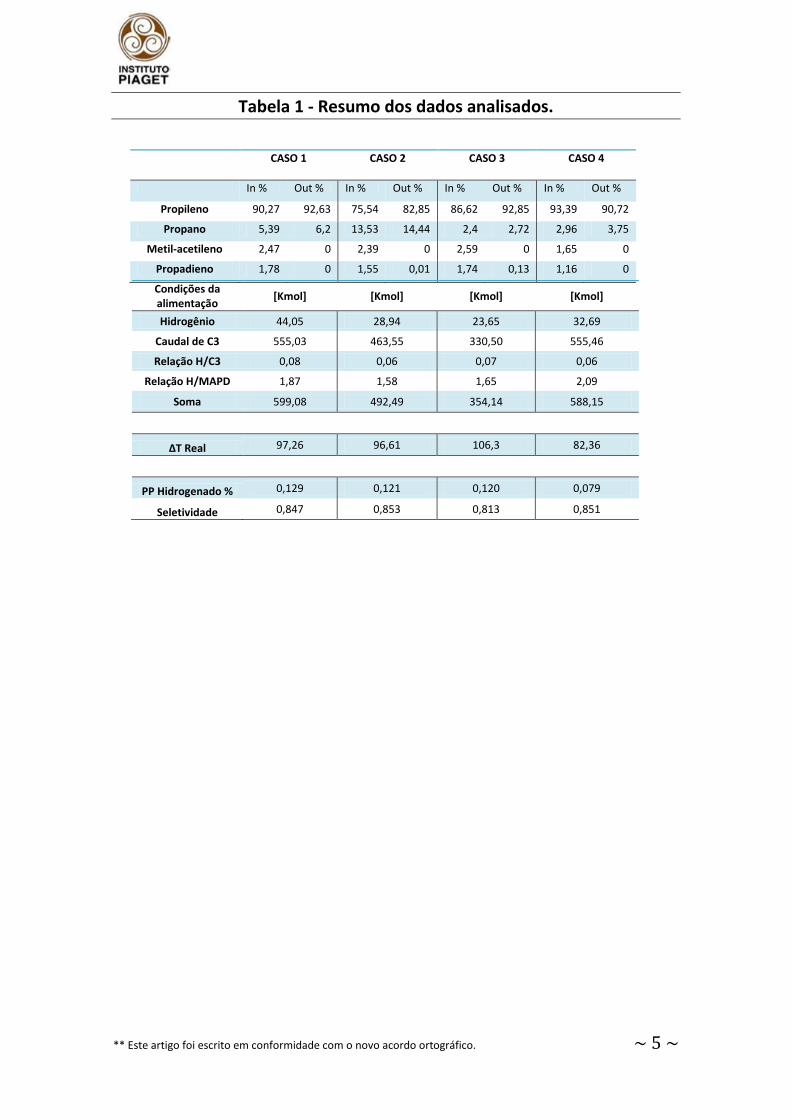
Tabela 1 - Resumo dos dados analisados.
CASO 1 CASO 2 CASO 3 CASO 4
In % Out % In % Out % In % Out % In % Out %
Propileno 90,27 92,63 75,54 82,85 86,62 92,85 93,39 90,72
Propano 5,39 6,2 13,53 14,44 2,4 2,72 2,96 3,75
Metil-acetileno 2,47 0 2,39 0 2,59 0 1,65 0
Propadieno 1,78 0 1,55 0,01 1,74 0,13 1,16 0
Condições da alimentação
[Kmol] [Kmol] [Kmol] [Kmol]
Hidrogênio 44,05 28,94 23,65 32,69
Caudal de C3 555,03 463,55 330,50 555,46
Relação H/C3 0,08 0,06 0,07 0,06
Relação H/MAPD 1,87 1,58 1,65 2,09
Soma 599,08 492,49 354,14 588,15
ΔT Real 97,26 96,61 106,3 82,36
PP Hidrogenado % 0,129 0,121 0,120 0,079
Seletividade 0,847 0,853 0,813 0,851