arc+welding
DESCRIPTION
arc welder referenceTRANSCRIPT

목 차
1. ARC 용접기의 개요
2. INVERTER 제어 ARC WELDING
3. 용접기 취급에 필요한 기본적인 전기 지식
4. 용접 케이블 조립 방법
5. 점검 및 조정 요령서
6. 전기 결선도

1. 피복 ARC 용접의 원리 및 용어
피복 ARC용접은, 피복 금속 아-크 용접(Shield metal arc welding)이라고도 하며, 피복제를 입힌
용접봉과 피용접물(모재) 간에 전류를 통하여 발생한 아-크열을 이용하여 용접하는 방법으로
설비비가 싸고 경제적이므로 많이 이용되고 있다.
① 용 입(Penetration) : 모재의 표면과 모재가 녹은 부분의 최저부 까지의 거리.
② 용융 푸울(Molten pool) : 용접 할때 아-크열에 의하여 용융된 모재부분이 오목하게 들어 간곳.
③ 용 적( Globule) : 용접봉이 녹아 이루어진 용융방울
④ 용착금속(Deposited metal) : 용접작업에 의하여 용가재로부터 모재에 용착한 금속.
⑤ 슬래그( Slag) : 용접 비드의 표면을 덮은 비금속 물질이며, 용접 금속을 제련하거나 보호
하는 역할을 한다.
⑥ 피복제(Flux) : 용접봉의 심선둘레에 유기물, 무기물의 혼합 물질을 바른 것으로 아-크의
안정성과 보호가스 역할을 한다.
⑦ 심선(Core wire) : 용가재로 사용되는 금속선.
ARC 용접기의 개요.

2. 피복 아크 용접기의 기본 구성
4
5
6용접케이블(전극용)
접지용CLAMP
용접모재
아 - 크
7
8
9
명 칭NO.명 칭
용접케이블(접지용)
용접용 HOLDER
용접봉
1
2
3
NO. 명 칭 NO.
입력 케이블
용접기 본체

3. 극성에 따른 아크 이행 상태(용접봉 “양극” 일때)
* 역극성 용접시
① 모재의 용입이 얕다
② 봉의 용융이 빠르다
③ 비이드 폭이 넓다
4. 극성에 따른 아크 이행 상태(용접봉 “음극” 일때)
* 정극성 용접시
① 모재의 용입이 깊다.
② 봉의 용융이 느리다
③ 비이드 폭이 좁다.
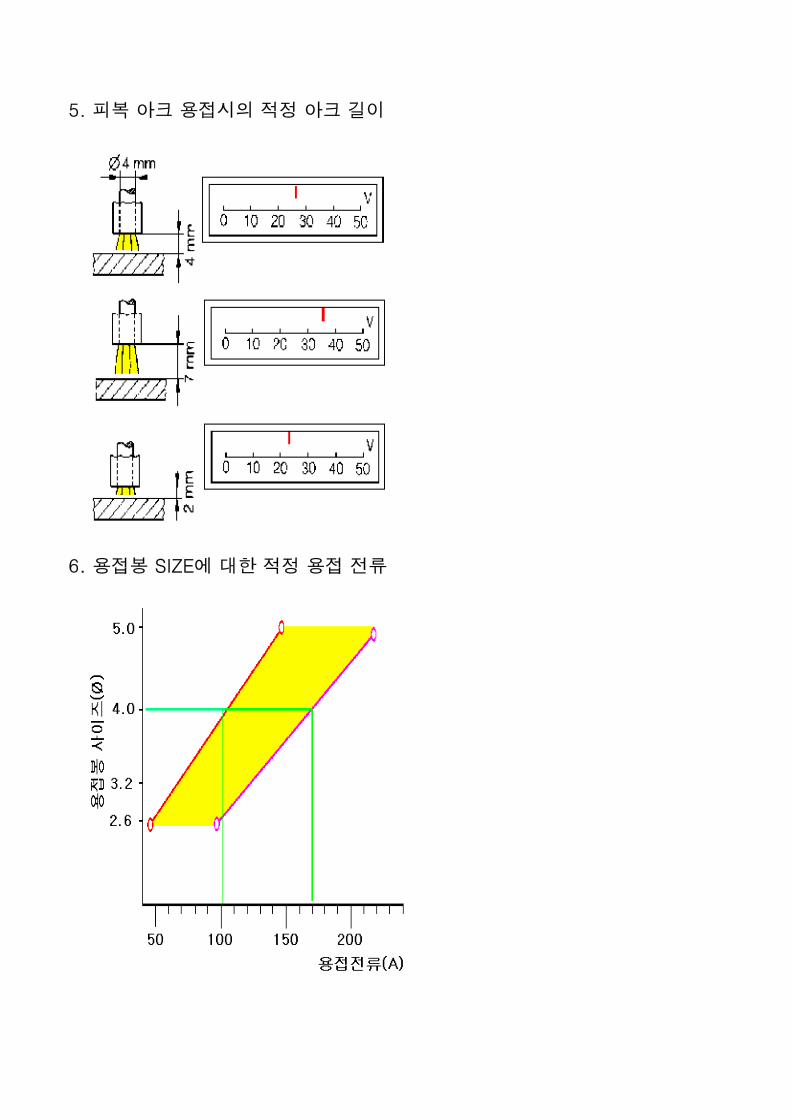
5. 피복 아크 용접시의 적정 아크 길이
6. 용접봉 SIZE에 대한 적정 용접 전류

7. 직류아-크용접기 와 교류아-크 용접기의 비교
No
4
5
6
7
8
대형,중량이므로이동성이나쁘다
이동성10
양호역률9
소형,경량이므로
이동성이 좋다
역률 = 소비전력(kW)/전원입력(kVA)×100
소비전력=(최대출력전류×최대출력전압)
+ 내부손실(동손,철손,기타)
불량
유지 약간 어렵다 쉽다
구조 복 잡 간단
전격위험 적 다 많다 무부하 전압이 높다.
ARC START성 좋 다 나쁘다
가 능 불가능
약간 낮음. 높다
③비이드 폭이 좁다.
* 역극성 용접시
아-크 안정제가 없으므로 아크 불안으로
사용불가
직류 아크 용접기
아크의안정성
우 수 약간 불안
교류 아-크 용접기는 피복제에서,
아크안정 역할을 해주지만, 1초간 50-60회
극성교차에 따른 약간의 아크 불안이 있다.
비 고교류 아크 용접기
직류아-크 용접기에서
정극성 및역극성으로용접가능
극성이용2
①모재의 용입이 얕다
②봉의 용융이 빠르다
③비이드 폭이 넓다
불가능
* 정극성 용접시
②봉의 용융이 느리다
항 목
1
비 피복용접봉 사용
3
무부하 전압
①모재의 용입이 깊다.

1. 기본 원리
INVERTER 제어방식 용접기는 상용 주파수의 교류를 정류하여 직류로 변환한 후 콘덴서를 이용하여
평활 시키고, 다음 인버터에서 고주파의 교류로 바꾼다. 변압기에서 용접에 적당한 전압으로 강압
한 후 재차 정류하고, 직류 리액터를 개입시켜 평활된 직류를 아-크 부하에 공급하도록 구성되어 있다.
이때 용접전원의 요구특성에 맞게 정전압 또는 정전류가 유지되도록 궤 환 제어방식으로 인버터의
스위칭주파수나 폭을 제어한다.
인버터 회로는 여러 가지가 있으나, 용접기에서는 Full Bridge와 Half Bridge 회로 등이 가장 많이
채용되고 있다.
INVERTER 제어 ARC WELDING

2. 인버터 제어방식 용접기의 특징
인버터 제어식 용접기는 제어주파수가 높다는 것과 1차측 제어방식이라는 점 등으로 Thyristor
위상제어방식에 비교하여, 다음과 같은 특징이 있다.
2-1)고속 제어가 가능
Thyristor 제어식의 경우 그 응답속도는 상용주파수의 수배 정도가 한도이나 인버터 제어식은
앞서 말한 것과 같이 제어주파수를 상용주파수의 수십∼수백배 정도까지 끌어 올릴 수 있으므로
응답속도가 현격히 상승한다.
인버터 제어형은 반도체 스위칭 소자에 의해 수 ∼수 10의 고속으로 제어가 되므로, Thyristor
제어로 얻어진 것에 비할 때 CO2,MAG 용접에서 획기적인 특성개선이 실현 되었으며, 특히 인버터
제어의 CO2 용접전원은 아래에 기록된 개선으로 CO2 용접기의 혁명을 가져왔다고들 말한다.
• 아-크 안정성의 개선 : 고속제어를 통해서 1/1000초 정도의 단락현상을 동반한 복잡한 용접현상이
직접 제어될 수 있게 되었다
• 아-크 START의 개선 : 시작 전류를 제어하는데 있어, WIRE 와 모재가 접촉하는 순간에 와이어
접촉부만을 빠르게 녹여 부드러운 아-크기동이 실현됨으로서 순간 아-크 START율이 상승 되었다.
• 아-크 추종성의 향상 : 용접전류의 고속 고정밀도 제어가 가능한 것을 응용하여 고속 용접시의
아-크 안정화를 위한 여러 가지 연구가 진행되고 있으며 선진국 제조업체의 주장에 의하면 Thyristor
제어형에 비하여 거의 1.5∼3배의 용접속도가 얻어지는 개선이 되었다고 한다.
2-2) 저입력, 절전화가 가능
인버터 제어식은 변압기 등이 소형화되기 때문에 손실이 적어지고, 저입력이 된다. 또한 1차측
제어이기 때문에 기본적인 소전력형 회로구성이 되어있고, 용접작업 중단시의 무부하 전력(무부하
손실을 자동적으로 차단시키는 이점이 있다.
변압기의 소형화에 동반하여 권선 사용량도 감소하므로 전력손실이 크게 감소하며, 따라서 절전
효과도 커지게 된다.

1) 정격 출력전류
용접기의 용량을 표시하는 대표적인 수치이고, 정격입력전압. 정격주파수. 정격부하전압 상태에서
흘릴 수 있는 출력전류를 말한다.
2) 정격 입력전압
용접기 입력 측에 접속하는 전원전압으로서 220V 440V가 표준이다.
이 수치보다 높은 입력전압을 가하는 것은 용접기에 내장된 변압기나 기타 전기부품의 내압을 초과
하는 것이므로, 용접기에 내장된 변압기나 기타 전기 부품의 수명을 감소시키거나, 또는 정상적인
동작에 악영향을 미친다. 반대로 입력전압이 낮을 때에는 출력전류가 감소해서 정격치가 출력되지
않는다.
일반적인 용접기에서는 정격전압의 ±10%의 범위가 적정사용 범위이다.
3) 정격 주파수
교류 아-크 용접기에서는 60용을 50로 사용하면 변압기를 소손시킬 우려가 있고, 반대로 50용
을 60로 사용하면 출력전류가 감소된다.
4) 정격 부하전압
정격 출력전류를 흘릴 때 용접기의 출력단자 사이의 전압이고, 용접기의 종류별로 규정되어 있다.
5) 최고 무부하전압
용접기에 정격입력전압을 인가했을 때 출력단자 사이에서 얻어지는 무부하시의 전압이다
예) E = 0.04 x 100A + 20 = 24V
예제계산 방법
DC ARC 용접기
용접전압(E) = 0.04 x 용접전류(I) + 15
용접전압(E) = 0.04 x 용접전류(I) + 10
용접전압(E) = 0.04 x 용접전류(I) + 20
용접기 취급에 필요한 기본적인 전기지식
용접기 종류
CO2 용접기
TIG 용접기
예) E = 0.04 x 100A + 15 = 19V
예) E = 0.04 x 100A + 10 = 14V

6) 정격입력
용접기를 정격출력전류로 사용 했을 때의 1차 입력이고, 피상전력 KVA와 유효전력 KW로 표시된다.
6-1) 정격입력 값을 이용하여 용접기의 입력 측에 흐르는 전류를 계산 할 수 있다.
여기서, N은 입력 측의 상수를 표시한다.
6-2) 구해진 입력 선전류 값을 적용하여 용접기 1차측 NFB나 FUSE의 용량을 구할 수 있다.
예) HA-160 III 의 경우
(※ 계산에 의해 구해진 값보다 약간 큰 용량의 NFB 나 FUSE를 적용하면 된다)
6-3) 1차입력 선전류를 이용하여 1차측 배선의 굵기를 선정할 수 있다.
• 용접기에 접속하는 CABTIRE CABLE 용량은 일반적으로 1당 5A 로 계산 한다.
예) HA-160 III 의 경우
※ 기기의 사용율, CABLE의 온도상승 또는 작업성을 고려 하였을때 실제적인 입력 CABLE SIZE는
다음과 같다.
(참 고) 현재 K.S규격에 나와 있는 비닐 캡 타이어 케이블의 규격은 다음과 같다.(KSC-3602)
단위
(정격입력KVA) x 1000
(정격입력전압) x √N
38
50
60
단위 SIZE 단위 SIZE
8
14
22
100
= 4
5.50.75 30 80
SIZE 단위 SIZE
(단상220V)
(삼상220V)
입력 케이블 굵기() =입력선전류
5A=
20A
5A
입력선전류 =4.4KVA x 1000
= 11.5A220V x √3
입력선전류 =4.4KVA x 1000
220V= 20A
입력선전류 =
1.25
2
3.5

7) ARC용접기의 전원용량 산정법(수전설비용량산정법)
전기용접기를 부하로 하는 수전설비의 합리적인 용량에 대해서는 수전변압기의 열 시정수가 용접기의
단속 주기에 비해서 충분히 크다는 점에 의해 다음 식으로 산출 된다.
P : 용접기의 정격입력
n : 용접기의 수량
D : 용접기의 사용률
예) HA 160 III의 용접기 10대를, 출력전류 140A, 사용률 40% 로 용접을 할 경우 수전설비 용량은?
※ 이 예제에서 볼수 있듯이 용접기의 입력을 단순히 합계한 값에 비교해 볼 때, 작은 용량의
수전 설비로도 가능 하다는 것을 알 수 있다
8) 정격 사용률
주기 10분간에 정격 출력전류로 사용할 수 있는 시간의 비율이고, 예를 들면 정격 사용률 40%이면 4분간
정격출력으로 사용하고, 6분간 쉬어야 한다는 것을 표시하고 있다.
9) 허용사용률
실제의 사용전류가 정격 출력전류 보다 작으면 용접기 내부의 발열은 작아지고 정격 사용률 보다 높은
사용률로 사용할 수 있다.
허용사용률은 다음수식에 의해 주어진다.
허용사용률 = (정격출력전류/사용출력전류)² x 정격사용률
예) HA 160 III의 용접기를, 출력전류 120A로 사용시 허용 사용률은?
허용사용률 = (150A / 120A)² x 0.4 x 100 = 62.5%
정격 사용률 에서 설정한 용접기 내의 변압기나 리액터 등의 온도상승이 허용치 이하로 되도록 설계되어 있다.
수전변압기의 용량 = = 17615VA = 17.6KVA
수전변압기의 용량 =사용평균전류
정격출력전류x P √(n x D + n(n-1)D²)
x 4400 √(10 x 0.4 + 10(10-1) x 0.4²)140A
150A

10) 용접기 출력측 배선시 주의사항
• 홀더 또는 토치 등 아크를 발생하는 측의 배선(WELDING CABLE)과 동등하게 피 용접물로부터
용접기까지의 귀선 (WORK EARTH CABLE)에도 주의를 해야 한다.
즉, 어느 것이나 충분한 용량의 규정 용접용 케이블을 사용하고 확실히 접속해야 한다.
• WORK EARTH CABLE의 경우 “전기적으로 안전하고 또한, 견고하게 접속된 철골”등을
사용 한다든지 또는 CABLE을 사용해도 단면적이 불충분 하거나, 길어질때는 트러블
(CABLE 자체의 내부저항 및 접속부위의 접촉저항에 기인함)의 원인이 된다.
예) WELDING CABLE의 길이가 20m이고, 단면적이 14SQ인 경우, CABLE의 도체저항은
전선의 단위 길이당 저항값은 다음과 같다.
1 L 1
58 S 58
상기 예에서 150A로 용접할 경우 CABLE에 의한, 전압 강하는
E = IㆍR = 150A x 0.04926Ω = 7.389V
※ CABLE에 의한 전압강하로 생기는 TROUBLE을 보면.
① 소정의 출력을 얻지 못한다. 전압 부족으로 아-크가 불안정하다.
이것으로 인해 용접불량의 원인이 된다.
② 필요 없는 전력낭비가 생긴다 (위의 예에서)
P = I² x R = 150A² x 0.04926Ω = 1.1KW
③ 용접 조건의 변동 또는 아-크 스타트 불량 즉, 아-크 불안정이 된다
R = x = x20 x 2(왕복)
14= 0.04926Ω

1. 용접봉 홀더
조립 방법
2. 접지 집게
조립 방법
1. 제공된 케이블을 고무손잡이에 통과시킨다.
2. 통과시킨 케이블 끝단의 피복을 1Cm 정도 벗긴다.
3. 피복을 벗긴 케이블에 O단자를 끼우고 압착한다.
4. O단자를 접지집게의 한쪽에 볼트, 너트로 체결한다.
5. 케이블과 접지집게 연결 후 고무손잡이를 끼운다.
7. 손잡이고정나사로 수지손잡이를 고정시킨다.
(손잡이고정나사와 수지손잡이의 사각홀을 일치시킨후 황동몸체집게에 포함되어 있는
손잡이 고정나사로 고정시킨다.)
3. 통과시킨 케이블 끝단의 피복을 3Cm정도 벗긴다.
4. 피복 벗긴 케이블 상단에 케이블접속덮개와 함께 황동몸체집게에 끼워 넣는다.
5. 케이블접속나사(2개)로 케이블과 케이블접속덮개를 황동몸체집게에 고정시킨다.
6. 수지손잡이로 황동몸체집게를 덮는다.
용접 케이블 조립 방법
1. 용접봉홀더 ASS'Y에서 손잡이 고정나사를 돌려 ASS'Y에서 수지 손잡이를 분리시킨다.
(손잡이 고정 나사는 황동몸체집게에서 분리하지 않는다.)
2. 제공된 케이블을 수지손잡이에 통과시킨다.

3. 케이블 커넥터
조립 방법
1. 제공된 케이블을 케이블커버수지에 통과시킨다.
2. 통과시킨 케이블끝단의 피복을 1Cm정도 벗긴다.
3. 피복을 벗긴 케이블에 케이블부시를 끼우고 압착한다.
4. 케이블과 케이블부시를 용접기연결단자에 끼우고 케이블접속나사로 고정한다.
5. 케이블커버수지를 용접기연결단자의 소켓까지 덮는다.

1. 입력 전원을 확인하여 주십시오.(AC220V)
2. Bridge Diode의 (+), (-)에 연결된 배선을 제거하여 주십시요.
3. 보조 트랜스에 AC220V를 인가하여 주십시오
점검 및 조정 요령서
배선을 제거한다.
AC220V 인가

4. 전원 Lamp가 점등 하는지 확인하여 주십시오.
(전원 LAMP 점멸시 PCB 제어전원 (3)[U1의 8번 PIN)]을 체크하여 15V가 측정되면 LED 불량임)
5. TEST POINT 및 파형
5-1) 온도 스위치 정상 동작 확인
오실로스코프의 GND단자를 (1)에 연결한다.
오실로스코프의 TEST단자를 (2)[U2의 4번 PIN]에 연결한다.
측정 파형 및 전압 : 0V
1
56
2
3
413
111012
789

5-2) 드라이브 파형 확인 1
오실로스코프의 GND단자를 (1)에 연결한다.
오실로스코프의 TEST단자를 (5),(6)에 연결하여 아래 그림과 동일한 파형이
발생하는지 확인한다.
그림 1) 그림 2)
그림 3) 그림 4)

5-2) 드라이브 파형 확인 2
오실로스코프의 GND단자를 (7)에 연결한다.
오실로스코프의 TEST단자를 (8),(9)에 연결하여 아래 그림과 동일한 파형이
발생하는지 확인한다.
그림5) 그림6)
그림7) 그림8)

5-2) 메인 트랜스 및 FET 양불 확인
오실로스코프의 GND단자를 (13)에 연결한다.
오실로스코프의 TEST단자를 (12)에 연결하여 아래 그림과 동일한 파형이
발생하는지 확인한다.
그림9)
그림10)

6. VR 정상 동작 확인
오실로스코프의 GND단자를 (1)에 연결한다.
오실로스코프의 TEST단자를 (3)[U1의 1번 PIN]에 연결한다.
볼륨 가변시 측정 부위 전압이 0에서 세팅 전압까지 가변이 되는지 확인한다.(가변시 정상)
7. 용접기의 (+) (-) 단자에 용접 케이블을 접속하여 부하기에 연결하여 주십시오.
8. Bridge Diode의 (+), (-)에 배선을 연결하여 주십시요.
9. 보조 트랜스에 입력 배선을 커넥터 CN3에 연결하여 주십시오.
10. 부하기를 200A로 조정하여 주십시오.
11. 최대 전류 조정(PCB HA0506A2)
VR1을 조정하여 최대 출력 전류(150A)로 세팅하여 주십시오.

전기결선도
1
2
3
CN1
1
2
3
CN2
1 TR1(흑색선)
1 TR2(흑색선)
1 TR3(흑색선)
1 TR1(적색선)
1 TR2(적색선)
1 TR3(적색선)
1OUT + (1)
1OUT + (2)
1OUT -
1
2
3
CN8
1
2CN4
1
2 CN7
1 AC IN1
1AC IN2
1
2
TR1A
B-050401
3
4
TR1B
B-050401
FAN
POWEL LEMP
1
2CN6
ERROR LEMP
1
2CN5
THS
CURRENT VR
1
2CN3
1PT1 (1)
1PT1 (2)
출력
HA0506B1
HA0506A1
입력
AC220V
NFB
NO. REVISIONS DATE DRAWN CHECK APPROVAL
SCALE
2
1
DATE TYPE
UNIT M/M
DRAWN
DESIGN
CHECKED
APPROVAL
TITLE
DRAWN NO. PAGE
CHOWELCORPORATION
01/01
전기결선도
CWN0869
THIRO ANGLE PROJECTION
HA 160 III
이재진
A3 2005.06.04