application of the hld microemulsion model for the development of phase stable sow type hard surface...
TRANSCRIPT

Application of the HLD Microemulsion Model for the Development of Phase Stable SOW Type Hard Surface Cleaner Formulation
105th AOCS Annual Meeting and Expo
Division of Surfactants and Detergents, Session 4.1b
May 4-7, 2014, San Antonio, TX
E. Szekeres, M.M. Knock, R. Zhang, R. Khan, and D.R. Scheuing

Outline
• Background on ready to use (RTU) cleaner formulations
• Goal and Strategy
• HLD model use for formulation support
• Experimental testing of model predictions
• Conclusions

RTU Cleaners and HLD model • Ready to use (RTU) cleaners: hard surface spray
cleaners, wipe lotions, etc.
• Typical Composition: Surfactants below 5% (lower is preferred) Electrolytes (buffering/pH adjustment agents, etc.) Fragrance below ~ 0.3% Lots of water water to oil ratio is extreme!
• Extreme high water to oil ratio may influence applicability of HLD model
• These systems are single phase, unsaturated microemulsions; may influence applicability of HLD model

We like our RTU cleaners sparkling clear
Phase separation causes clouding, inhomogeneity
Phase separation is typically driven by fragrance • Fragrance oils have low water solubility • Surfactant micelles must solubilize fragrance well
Fragrance type impacts surfactant choice • Surfactant and fragrance oil hydrophobicity must be
appropriately matched • Must have enough surfactant to completely solubilize the
fragrance • Surfactant system design can be very time consuming
rely on HLD model to speed up work

Goal and Strategy Goal
• Determine how well HLD model works for RTU surfactant design
Strategy • Use the HLD model to select surfactants for a two-surfactant
system that solubilizes a model fragrance oil
• Test the surfactant selection in the lab under realistic RTU conditions
• Compare HLD predictions with lab findings
• Observe limitations

Model system Composition • 2% model oil ( EACN = 5.3) – represents the fragrance
• 0.5% NaCl – represent electrolytes
• No alcohol/cosolvent
• Two surfactants - Use the HLD model for surfactant selection
Design Criteria • Single phase system
• Robust to temperature change
• Minimized surfactant concentration

HLD model predicts microstructure of the self- assembly
HLD
Model
Electrolyte Oil Surfactant Temperature Cosolvent
HLD value
Input Output
HLD > 0 w/o
HLD < 0 o/w
HLD = 0 bicontinuous
Look for negative HLD, but close to zero

Two-surfactant formulation
Use HLD model • Select one hydrophobic surfactant with HLD > 0 • Select one hydrophilic surfactant with HLD < 0 • Determine optimized surfactant mixing ratio to get to o/w
microemulsion region • Ignore potential non-linearity of surfactant mixing
Go to the lab • Do surfactant mixing ratio scan with WOR ~ 1 system to test
surfactant hydrophobicities and optimized surfactant mixing ratio predicted by HLD model
• Do ratio scan under RTU conditions to see if predictions still hold

The HLD model equations
For anionic surfactants: choose this as the hydrophobic surfactant
For nonionic surfactants: choose this as the hydrophilic surfactant
𝐻LD = 𝑙𝑙 𝑆 − 𝐸𝐸𝐸𝐸 ∙ 𝑘 + 𝐸𝑐 − 𝑎𝑇 ∙ 𝑇 − 25 + 𝑓 𝐸
HLD = 𝑏 ∙ 𝑆 − 𝐸𝐸𝐸𝐸 ∙ 𝑘 + 𝐸𝑐 + 𝑎𝑇 ∙ 𝑇 − 25 + 𝑓 𝐸
Electrolyte Type/conc.
Oil type Surfactant parameters
Temperature coefficient
Cosolvent function
Electrolyte coefficient depends on surfactant
Sign of temperature term opposite of anionic

Select anionic and nonionic surfactant for a model oil (EACN = 5.3)
Salinity, NaCl wt% 0.5
T, Celsius 20
Oil EACN 5.3
k 0.16
αT, 1/Celsius 0.01
Optimum Cc at 20C 1.49
Anionic surfactants* (Sulfonates, sulfosuccinates)
Non-ionic surfactants** (Ethoxylates)
Salinity, NaCl wt% 0.5 T, Celsius 20 Oil EACN 5.3 k 0.16 αT, 1/Celsius 0.1 b 0.13 Optimum Cc at 20C 1.28
at 2C : Cc optimum = 1.31 at 49C: Cc optimum = 1.78
at 2C: Cc optimum = 3.08 at 49C: Cc optimum = -1.62
Choose AOT as the hydrophobic surfactant (Cc = 2.55*) because its Cc > 1.78
Choose Surfonic L12-8 as the hydrophilic surfactant (Cc = - 5.7**) because its Cc < - 1.62
* Formulating with the HLD-NAC; by Edgar J. Acosta, April 25-27, 2012. Pleasanton, California, USA **based on Colloids and Surfaces A: Physicochem. Eng. Aspects 320 (2008) 193–204
Phase Inversion Predictions
00.10.20.30.40.50.60.70.80.9
1
0 10 20 30 40 50
AOT
wei
ght r
atio
Temperature, C
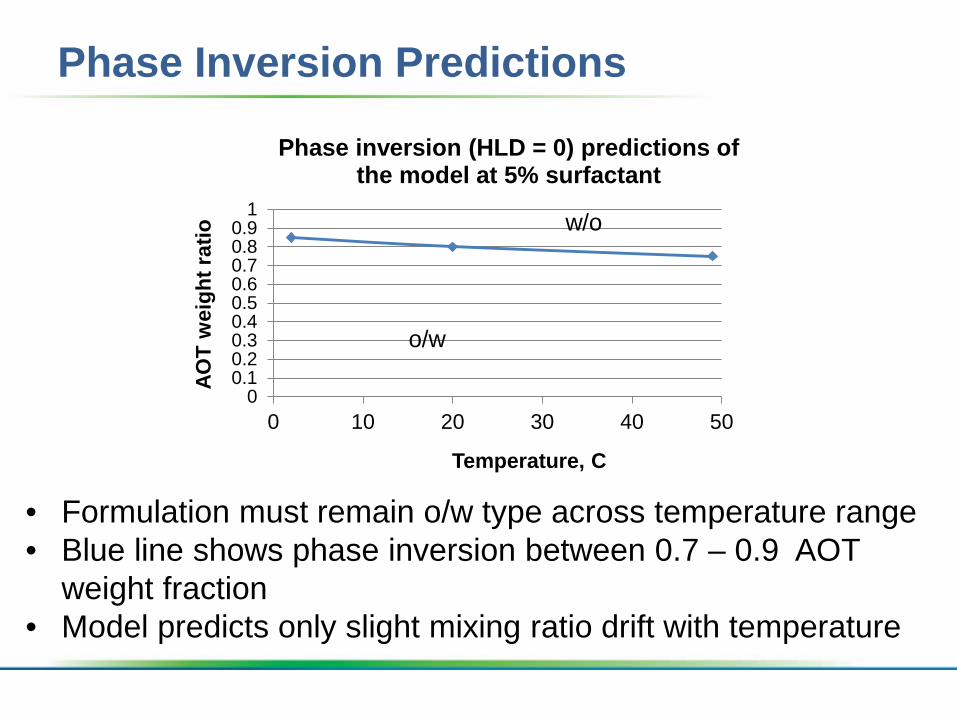
Phase inversion (HLD = 0) predictions of the model at 5% surfactant
w/o
o/w
• Formulation must remain o/w type across temperature range • Blue line shows phase inversion between 0.7 – 0.9 AOT
weight fraction • Model predicts only slight mixing ratio drift with temperature

WOR ~ 1 systems: Test tubes in line with HLD predictions
“Fish”-like conditions (WOR=1.94, 3% surfactant) at 20C
Surfonic L12-8 is hydrophilic as predicted
AOT is hydrophobic as predicted
Liquid crystals form near phase inversion
Model predicts phase inversion at AOT/Surfonic = 0.8 Test tubes suggest phase inversion between AOT/Surfonic = 0.73 and 0.82
Ignoring synergy is not detrimental
AOT rich side
Surfonic rich side
w/o o/w InversionLC zone
3 phase system

RTU conditions: Test tubes in line with predictions
RTU cleaner-like conditions (WOR=40, 3% surfactant, 2% oil) at 20C
Surfactants keep their hydrophobicity/hydrophilicity
Liquid crystal impacted region expands
“formulation” to be shifted in the hydrophilic direction to avoid LC region
Liquid crystals obscure phase inversion Phase inversion remains around AOT/Surfonic = 0.73 and 0.82
Liquid crystals must be tracked for formula optimization
AOT side
w/o
o/w
o/w
Inversion/LC zone
Inversion/LC zone Single phase tube
Excess oil
AOT rich side
Surfonic rich side

RTU systems: optimizing robustness requires lab work
1.5 2 3 4 5 6 71 inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC
0.91 inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC0.82 inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC0.73 inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC inv/LC0.64 X O inv/LC inv/LC inv/LC inv/LC inv/LC0.55 X X O O inv/LC inv/LC inv/LC0.45 X X X O O O O0.36 X X X X O O O0.27 X X X X X O O0.18 X X X X X X O0.09 X X X X X X X
0 X X X X X X X
Total surfactant concentration, wt%
AO
T w
eigh
t rat
io
HLD model outages: • Ignores liquid crystals – surfactant mixing ratio deviation between
model and experiment increases at higher surfactant concentrations • Doesn’t predict total surfactant concentrations (NAC model needed)
Phase behavior map of AOT, Surfonic L12-8, 2% model oil, 0.5% NaCl at T=20C

Testing the effect of temperature in lab
T=2C T=20C T=49C
1 inv/LC inv/LC inv/LC0.91 inv/LC inv/LC inv/LC0.82 inv/LC inv/LC inv/LC0.73 inv/LC inv/LC inv/LC0.64 inv/LC inv/LC inv/LC0.55 O O O0.45 X X O0.36 X X O0.27 X X X0.18 X X X0.09 X X X
0 X X X
• Model prediction of phase boundaries reflect realistic temperature effect trends
• Liquid crystals cause deviation between model and experimental data
3% surfactant
AO
T w
eigh
t rat
io

Conclusions • HLD model predictions quite worked well for WOR~1
systems
• For RTU type systems the HLD model gave Appropriate surfactant selection guidance,
Approximate surfactant mixing ratio range for optimization
Realistic temperature effect trends
• Liquid crystalline phases cause deviation; lab work necessary to stay away from LC regions
• Model gives good starting point for surfactant selection, and can help save time for product development

We could choose the surfactant(s) appropriately For the oil to be solubilized
We could check the effect of temperature, salt, etc. To engineer sufficiently robust formulation
We would be able to select appropriate surfactants quickly
But we would have to still keep our lab coats!
So, if we knew the parameters……

Acknowledgments
Clorox
S&D Division, AOCS
Edgar Acosta for helpful discussions –
And You, The Audience and Consumer !
Appendix – Calculation of the optimum Cc parameters
0 = 𝑙𝑙 𝑆 − 𝐸𝐸𝐸𝐸 ∙ 𝑘1 + 𝐸𝑐1 − 𝑎𝑇1 ∙ 𝑇 − 25
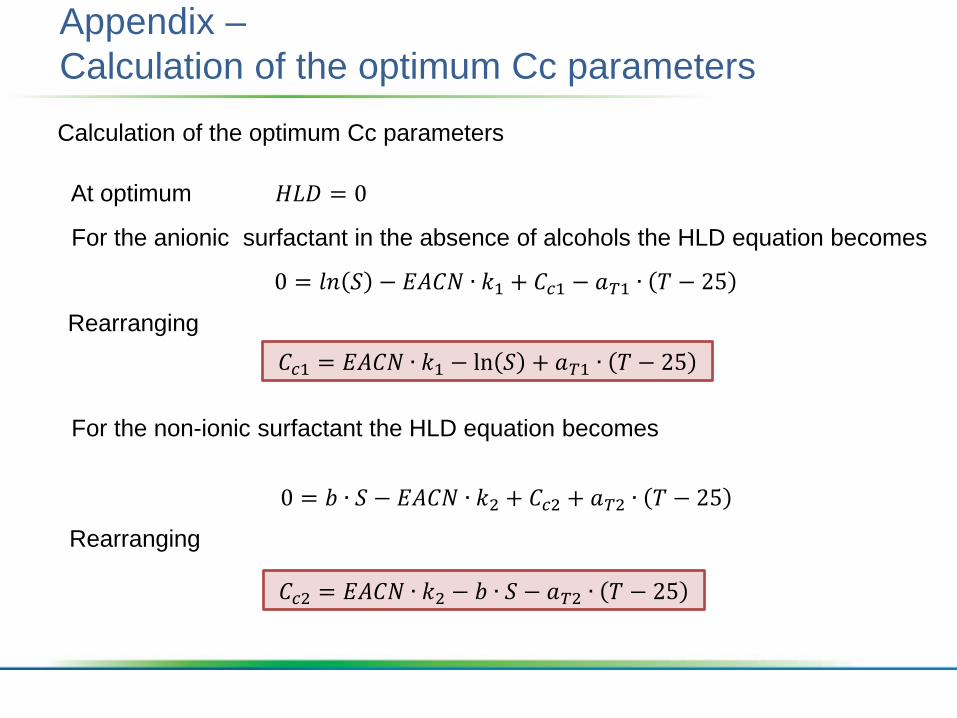
Calculation of the optimum Cc parameters
0 = 𝑏 ∙ 𝑆 − 𝐸𝐸𝐸𝐸 ∙ 𝑘2 + 𝐸𝑐2 + 𝑎𝑇2 ∙ 𝑇 − 25
For the anionic surfactant in the absence of alcohols the HLD equation becomes
At optimum 𝐻𝐻𝐻 = 0
𝐸𝑐1 = 𝐸𝐸𝐸𝐸 ∙ 𝑘1 − ln 𝑆 + 𝑎𝑇1 ∙ 𝑇 − 25 Rearranging
For the non-ionic surfactant the HLD equation becomes
𝐸𝑐2 = 𝐸𝐸𝐸𝐸 ∙ 𝑘2 − 𝑏 ∙ 𝑆 − 𝑎𝑇2 ∙ 𝑇 − 25
Rearranging

Appendix Predicting the optimum surfactant mixing ratio
𝐻𝐻𝐻1 = 𝑙𝑙 𝑆 − 𝐸𝐸𝐸𝐸 ∙ 𝑘1 + 𝐸𝑐1 − 𝑎𝑇1 ∙ 𝑇 − 25
Using linear mixing rule
𝐻𝐻𝐻2 = 𝑏 ∙ 𝑆 − 𝐸𝐸𝐸𝐸 ∙ 𝑘2 + 𝐸𝑐2 + 𝑎𝑇2 ∙ 𝑇 − 25
𝐻𝐻𝐻𝑚𝑚𝑚 = 𝑥 ∙ 𝐻𝐻𝐻1 + 1 − 𝑥 ∙ 𝐻𝐻𝐻2
where x = mole fraction of surfactant 1 (the anionic surfactant) in the anionic/non-ionic surfactant mixture
Term f(A) drops out of the HLD equations in the absence of alcohol
Subscript 1 refers to the anionic surfactant Subscript 2 refers to the non-ionic surfactant
At the phase inversion (optimum) point 𝐻𝐻𝐻𝑚𝑚𝑚 = 0
The surfactant mixing ratio that brings about the phase inversion (optimum)
𝑥∗ =𝐻𝐻𝐻2
𝐻𝐻𝐻2 − 𝐻𝐻𝐻1