apdailos medŽiagŲ ir dirbiniŲ technologija
TRANSCRIPT
Ramunė ŽURAUSKIENĖ, Asta KIČAITĖ, Rimvydas ŽURAUSKAS
APDAILOS MEDŽIAGŲ IR DIRBINIŲ TECHNOLOGIJA
Vilnius „Technika“ 2012
VGTU statybos ir nekilnojamojo turto sričių I pakopos studijų
programų atnaujinimas diegiant inovatyvius mokymo(si) metodus
Projekto kodas VP1-2.2-ŠMM-07-K-01-032
Ramunė ŽURAUSKIENĖ, Asta KIČAITĖ, Rimvydas ŽURAUSKAS
APDAILOS MEDŽIAGŲ IR DIRBINIŲ TECHNOLOGIJA
VILNIAUS GEDIMINO TECHNIKOS UNIVERSITETAS
Vilnius „Technika“ 2012
Mokomoji knyga
2
R. Žurauskienė, A. Kičaitė, R. Žurauskas. Apdailos medžiagų ir dirbinių technologija: mokomoji knyga. Vilnius: Technika, 2012. 216 p. [9,56 aut. l. 2012 12 03] Mokomojoje knygoje aprašomos apdailos medžiagos ir dirbiniai,
jų gamybos technologijos. Nagrinėjamos statybinės keramikos, silikatinių, plastikinių, gipso ir stiklo dirbinių gamybos technologijos, aptariami plonasluoksniai dirbiniai, kiliminės dangos, dažymo medžiagos, tinkai bei statybiniai mišiniai, aprašomi aplinkos tvarkymo elementai, dirbiniai iš uolienų. Nagrinėjami pagrindiniai technologiniai procesai ir jų parametrų įtaka dirbinių kokybei, pateikiamos ir aprašomos statyboje naudojamų apdailos dirbinių gamybos technologinės schemos. Knygoje pateikiamos pagrindinės apdailos dirbinių charakteristikos ir savybės, jų naudojimo rekomendacijos. Viskas iliustruojama nuotraukomis, pateikiami pagrindiniai gaminių normatyviniai dokumentai.
Mokomoji knyga skirta technologijos specialybių studentams, studijuojantiems Inovatyvių statybos medžiagų ir technologijų specialybę. Leidinį rekomendavo VGTU Statybos fakulteto studijų komitetas Recenzavo: dr. Jurgita Malaiškienė, VGTU Statybinių medžiagų katedra
dr. Viktoras Kizinievič, VGTU Termoizoliacijos mokslo institutas
VGTU statybos ir nekilnojamojo turto sričių I pakopos studijų programų atnaujinimas diegiant inovatyvius mokymo(si) metodus. Projekto kodas Nr. VP1-2.2-ŠMM-07-K-01-032. VGTU leidyklos TECHNIKA 1428-S mokomosios metodinės literatūros knyga http://leidykla.vgtu.lt Redagavimo darbus atliko IĮ Pikaverus eISBN 978-609-457-396-5 doi:10.3846/1428-S © Ramunė Žurauskienė, 2012 © Asta Kičaitė, 2012 © Rimvydas Žurauskas, 2012 © Vilniaus Gedimino technikos universitetas, 2012

3
TURINYS
Įvadas .................................................................................................................. 5
1. Apdailos medžiagų ir dirbinių klasifikaCIJA ................................................. 6
2. Uolienų apdorojimas ir dirbiniai, skirti pastatų apdailai ................................. 8
2.1. Uolienų klasifikacija ............................................................................... 8
2.2. Apdailinio gamtinio akmens dirbinių gamyba .......................................11
2.3. Apdailos dirbiniai iš uolienų ir jų savybės .............................................15
3. Apdailos produktai iš medienos, jų savybės ir gamybos technologijos .........21
3.1. Medienos gaminiai grindims ..................................................................22
3.2. Medienos gaminiai sienoms ir stogams ..................................................27
3.3. Medžiagos iš kamštienos ........................................................................40
4. Daugiasluoksniai gaminiai fasadams (SENDVIČ plokštės) ir jų gamybos technologijos ......................................................................................................43
5. Apdailos dirbiniai iš stiklo, jų gamybos technologijos .................................47
5.1. Stiklo gamybos technologija ..................................................................47
5.2. Lakštinio stiklo apdorojimo technologijos ir gaminių iš jo gamyba......51
5.3. Gaminių iš stiklo savybės .......................................................................60
6. Plonasluoksniai vienetiniai dirbiniai sienų, grindų apdailai ir jų gamybos technologijos ......................................................................................................66
6.1. Keraminių plytelių savybės ir jų gamybos technologijos .......................66
6.2. Mozaikinės plytelės iš uolienų ...............................................................76
6.3. Mozaikinės plytelės iš stiklo ..................................................................78
6.4. Fasado plokštės su cemento rišamąja medžiaga .....................................80
7. Apdailos Dirbinių iš plastikų gamybos technologijos....................................83
7.1. Plastikai su chemogeninės kilmės užpildais ...........................................83
7.2. Plastikai su neorganiniais užpildais ........................................................88
7.3. Plastikai su medienos užpildais ..............................................................91
7.4. Sluoksniuoti gaminiai iš plastikų ...........................................................95
8. Keraminių mūro ir stogo gaminių savybės BEI gamybos technologijos .......98
8.1. Keraminiai mūro gaminiai pastatų fasadams ir vidaus apdailai .............98
8.2. Keraminiai gaminiai ventiliuojamiems pastatų fasadams ....................115
8.3. Keraminės stogų dangos: klasifikacija, techniniai duomenys, reikalavimai, naudojimas ............................................................................116
9. Apdailos medžiagos iš Silikatbetonio ..........................................................121
10. Apdailos medžiagos iš gipso, jų gamybos technologijos ir naudojimo rekomendacijos ................................................................................................128

4
10.1. Gipso rišamųjų medžiagų savybės .....................................................128
10.2. Gipso kartoninių plokščių gamybos technologija ..............................132
10.3. Gipso kartoninių plokščių savybės .....................................................135
11. Dažymui naudojamos medžiagos, jų tipai, sudėtinės dalys ir gamybos technologijos ....................................................................................................142
11.1. Dažų ir lakų klasifikacija bei savybės ................................................144
11.2. Pagrindiniai dažų komponentai ..........................................................145
11.3. Dažų rūšys ..........................................................................................151
11.4. Dažų gamybos procesai ......................................................................156
12. Dekoratyvinių tinkų ir mišinių gamybos technologijos .............................159
12.1. Rišamosios medžiagos, naudojamos skiedinių ir mišinių gamyboje .159
12.2. Užpildai ..............................................................................................163
12.3. Skiedinių klasifikacija ........................................................................165
12.4. Tinko skiediniai ..................................................................................166
12.5. Tinko skiedinio gamybos technologijos .............................................169
12.6. Sausų gipso mišinių gamyba ..............................................................170
13. Plonasluoksnių dangalų savybės ir gamybos technologijos ......................173
14. Kiliminių dangų savybės ir gamybos principai ..........................................178
14.1. Kiliminių dangų struktūra ..................................................................178
14.2. Kiliminių dangų gamyba ....................................................................181
14.3. Kiliminių dangų techninės charakteristikos .......................................184
14.4. Vienetiniai gaminiai iš kiliminių dangų .............................................187
15. Aplinkos tvarkymo dirbiniai ......................................................................188
15.1. Aplinkos tvarkymo dirbiniai iš uolienų ..............................................188
15.2. Aplinkos tvarkymo dirbiniai iš medienos...........................................191
15.3. Aplinkos tvarkymo dirbiniai iš keramikos .........................................193
15.4. Aplinkos tvarkymo dirbiniai iš betono ...............................................204
15.5. Aplinkos tvarkymo dirbiniai iš gumos atliekų ...................................214
Literatūra .........................................................................................................216

5
ĮVADAS Ši mokomoji knyga skirta technologijos mokslo srities
studentams, studijuojantiems pagal inovatyvių statybos medžiagų ir technologijų studijų programą. Joje studentai ras informaciją apie apdailos medžiagų ir dirbinių gamybos technologijas, apie šių medžiagų savybes, jų privalumus ir trūkumus. Visi medžiagų aprašymai iliustruojami paveikslais, pateikiami normatyviniai dokumentai, kuriuose yra pagrindinės medžiagų charakteristikos.
Knygoje pateikiama informacija apie gaminius iš medienos, keramikos, stiklo, uolienų, gipso, betono, plastikų, aprašomos apdailai naudojamos dažymo medžiagos, statybiniai mišiniai bei tinkai, plonasluoksniai sienų ir lubų dangalai, kiliminės dangos, aplinkos tvarkymo elementai.
Knygelės vienuoliktąjį ir dvyliktąjį skyrius parengė doc. dr. Asta Kičaitė, kitus skyrius – doc. dr. Ramunė Žurauskienė ir doc. dr. Rimvydas Žurauskas. Visos iliustracijos ir nuotraukos parengtos doc. dr. Ramunės Žurauskienės, išskyrus 7.4, 10.6 ir 15.17 paveikslus.

6
1. APDAILOS MEDŽIAGŲ IR DIRBINIŲ KLASIFIKACIJA Pasaulyje naudojama daugybė apdailos medžiagų bei dirbinių.
Jie naudojami pastatų išorėje ir viduje. Šios medžiagos gaminamos iš įvairių žaliavų, vienos yra natūralios organinės, kitos – neorganinės kilmės. Vartotojai, perkantys apdailos medžiagas, sąlyginai pasiskirstę į keletą grupių – tie, kurie ieško ir perka natūralius dirbinius, pagamintus iš organinių ir neorganinių medžiagų, ir tie, kurie medžiagas ir dirbinius renkasi pagal paviršiaus spalvą ir faktūrą, atsižvelgdami į gaminių kainą. Tačiau visi vartotojai, įsigydami vieną ar kitą produktą, tikisi, kad šios medžiagos atitiks reikiamas kokybines charakteristikas ir bus saugios naudoti.
Apdailos medžiagų ir dirbinių pasirinkimas yra labai platus, tačiau daugiausia apdailai naudojami įprasti visiems gerai žinomi produktai. Rečiau sutinkami produktai, gaminami ribotais kiekiais, turintys ypatingą faktūrą ar spalvą. Prie apdailos produktų galima priskirti ir tokius, kurie naudojami aplinkai tvarkyti, tai grindinio trinkelės ir papildomieji gaminiai, laiptų pakopos, gaminiai terasoms, atraminėms sienutėms formuoti.
Apdailos medžiagos ir dirbiniai klasifikuojami pagal keletą rodiklių. Paprasčiausia klasifikacija pagal naudojimo sritį:
− produktai, naudojami pastatų vidui; − produktai, naudojami pastatų išorei; − aplinkos tvarkymo elementai. Apdailos medžiagos ir dirbiniai gali būti pagaminti iš gamtinių ir
dirbtinių medžiagų, o šios gali būti organinės ir neorganinės kilmės. Taip pat klasifikuoti galima ir pagal naudojamų gamybai žaliavų
rūšį: − produktai iš medienos; − produktai iš uolienų; − produktai iš plastikų; − produktai iš keramikos;
7
− produktai iš stiklo; − ir kt. Pagrindinis dėmesys, skirstant apdailos produktus, Lietuvoje
kreipiamas į tai, ar produktas tinkamas naudoti pastato išorėje, ar viduje, nes medžiagos, naudojamos išorėje, turi būti atsparios atšiaurioms klimatinėms sąlygoms, vyraujančioms šioje zonoje.
8
2. UOLIENŲ APDOROJIMAS IR DIRBINIAI, SKIRTI PASTATŲ APDAILAI Uolienos plačiai naudojamos pastatų išorės ir vidaus apdailai,
tačiau jų savybės labai skiriasi. Vienos uolienos gali būti naudojamos išorės apdailai net ir agresyviomis aplinkos sąlygomis, o kitos yra minkštos, nuo saulės ir kritulių poveikio dūlėja ir dėl to gali būti naudojamos tik pastatų viduje.
2.1. Uolienų klasifikacija Priklausomai nuo susidarymo ir slūgsojimo sąlygų skirtingose
teritorijose, uolienos skiriasi savo mineralogine sudėtimi ir fizikinėmis mechaninėmis savybėmis. Gamtinių uolienų sudėtis įvairiose žemės paviršiaus vietose yra skirtinga, o naudingosios iškasenos pasiskirsčiusios nevienodai. Pirminės uolienos susidarė, išsiveržus magmai į Žemės paviršių. Antrinės uolienos, dar vadinamos nuogulomis, susidaro, veikiant gamtos jėgoms. Nusėdę sluoksniai susiguli, susicementuoja ir tampa naujomis uolienomis. Dėl labai aukštos temperatūros ir slėgio (kai susiduria dvi Žemės plokštumos, uolienos susigrūda, susispaudžia ir įkaista) naujos – antrinės uolienos, o kartais ir pirminės – tampa tretinės.
Statybinių medžiagų pramonėje uolienos klasifikuojamos pagal genetinę kilmę, fizikines mechanines savybes, tvirtumą, slūgsojimo ir kasybos sąlygas, užterštumą, technologines savybes.
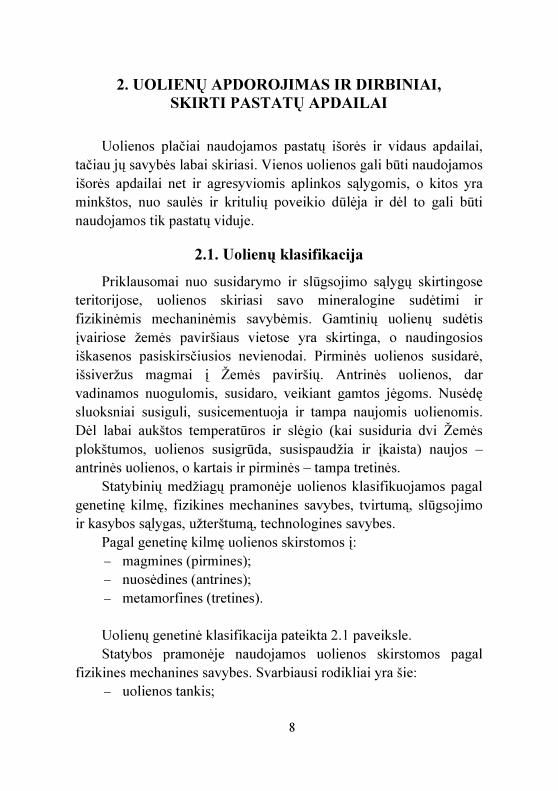
Pagal genetinę kilmę uolienos skirstomos į: − magmines (pirmines); − nuosėdines (antrines); − metamorfines (tretines). Uolienų genetinė klasifikacija pateikta 2.1 paveiksle. Statybos pramonėje naudojamos uolienos skirstomos pagal
fizikines mechanines savybes. Svarbiausi rodikliai yra šie: − uolienos tankis;
9
− stipris; − tamprumo modulis; − atsparumas šalčiui.
2.1 pav. Uolienų genetinė klasifikacija
Pagal slūgsojimo ir kasybos sąlygas uolienos gali būti paviršinės
ir gelminės. Paviršinės eksploatuojamos atviruoju būdu karjere. Giluminės glūdi giliai žemėje, jos kasamos šachtose.
Uolienų perdirbamumas apibūdinamas jų tvirtumu. Minkštos ir birios uolienos kasamos ekskavatoriais, vidutinio tvirtumo ir tvirtesnės – sunkiai kasamos, jos nuo masyvo atskiriamos sprogdinant ar gręžiant.
Statybinio akmens uolienų klasifikacija pagal technologines savybes apima jų skirstymą pagal kietumą. Uolienos skirstomos į tris grupes: kietos, vidutinio ir mažo kietumo. Kietosios uolienos – tokios, kurios sudarytos iš mineralų, turinčių pagal Moso skalę kietumą 6–7. Prie tokių uolienų priskiriamas granitas, sienitas, gabras ir kvarcitas. Vidutinio kietumo uolienoms priskiriamos tos, kurių mineralų kietumas mažesnis kaip 5. Vidutinio kietumo uolienos tai: marmuras, klintis, dolomitas, skalūnai. Mažo kietumo uolienos yra minkštosios klintys, kriauklainiai, kai kurie dolomitai.

10
Šios uolienos sudarytos iš mineralų, kurie pagal Moso skalę turi kietumą 2–3.
Pagal galiojančius Europos Sąjungos standartus gamtinių akmens medžiagų savybės ir jų nustatymo metodai skirstomi į tokias grupes:
− fizikinės savybės (tankis, piltinis ir savitasis tankis, poringumas, vandens įmirkis, brinkimas, susitraukimas);
− mechaninės savybės (stipris, tamprumas, skalumas, atsparumas smūgiams bei dėvėjimuisi);
− geometrinės savybės (granuliometrinė sudėtis, dalelių ir jų paviršiaus forma, smulkiųjų dalelių kiekis);
− cheminės savybės (cheminė sudėtis, atsparumas cheminiams ir aplinkos poveikiams, tirpumas);
− eksploatacinės savybės (atsparumas šalčiui, dūlėjimui bei atmosferos poveikiui).
Uolienų gavyba susideda iš nuoseklių gavybos ir perdirbimo
technologinių operacijų nuo telkinio paruošimo iki žaliavos perdirbimo. Stambus uolienų žaliavos telkinys gali tiekti dalinai perdirbtas žaliavas kelioms perdirbimo įmonėms arba būti kartu ir statyboje naudojamos produkcijos gamintojas.
Uolienų perdirbimas gali vykti pagal tokias pagrindines technologines schemas:
− kai iš uolienų gaunami rankiniu būdu apdoroti netaisyklingos ir taisyklingos formos gamtinio akmens gabalai;
− kai iš uolienų gaunami mechaniniu būdu apdoroti netaisyklingos ir taisyklingos formos gamtinio akmens gabalai;
− kai gaminami birūs produktai, naudojami kitų statybos produktų gamyboje.
Uolienų perdirbimui didelės įtakos turi jų technologinės
savybės. Kietosios uolienos apdirbamos specialios paskirties įrankiais. Uolienoms pjaustyti naudojami deimantiniai ir plieniniai

11
diskai, šlifuoti – deimantinių, korundinių diskų rinkiniai. Kietųjų uolienų, turinčių daug kvarco mineralo, paviršius gali būti apdorojamas deginant. Apdorojant šių uolienų paviršių dujiniais liepsnosvaidžiais, kvarco dalelės sutrūkinėja (kvarcas keičia savo modifikaciją, didina tūrį). Tokiu būdu gaunami neslidūs, grindiniams ir keliams tinkami akmens dirbiniai.
Vidutinio kietumo uolienos apdirbamos kietųjų metalų įrankiais, jos lengvai pjaustomos, šlifuojamos ir poliruojamos, yra labai dekoratyvios. Tačiau apdorojant šias uolienas, pasitaiko joms nebūdingų mineralų intarpų, kurie apsunkina vidutinio kietumo uolienų apdorojimą. Šio tipo uolienos gali būti pjaustomos pačiame telkinyje, naudojant stakles ar pjovimo diskus.
Minkštos uolienos gali būti pjaustomos deimantiniais ar kietmetalio įrankiais.
2.2. Apdailinio gamtinio akmens dirbinių gamyba Karjeruose nuo uolienos masyvo atpjaunami ar atskeliami dideli
uolienos blokai. Blokuose neturi būti matomų ar iš dalies paslėptų mikroplyšių. Plyšių gali būti tik tuose blokuose, kurie atskelti sprogdinimo būdu. Kiekvienam blokui suteikiamas numeris, tokiu būdu kontroliuojamas gaminių partijos struktūros, tekstūros ir spalvos vienodumas, ypač tuomet, kai gaminiai užsakomi dideliais kiekiais.
Atskirti blokai gabenami į gamtinio akmens apdirbimo įmones. Įmonėje gaminiams suteikiama forma, matmenys, fasadinė paviršių faktūra. Labiausiai paplitę 2 akmens apdirbimo būdai:
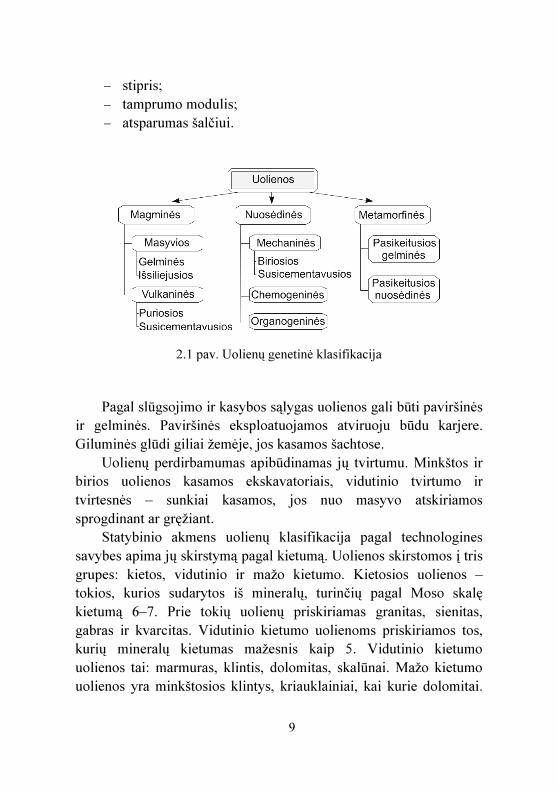
− pjaustymas; − skaldymas. Tačiau uolienos sluoksnius nuo karjere išpjauto bloko (2.2 pav.)
galima atskelti ir rankiniu būdu. Bet tada plokšteles įmanoma atskelti tik jų susiklostymo kryptimi.
Kiekvienas iš šių apdirbimo būdų susideda iš 2 gamybos stadijų: pirmoje gaminiui iš natūralaus akmens suteikiama forma, antroje –
12
paviršiaus faktūra, išryškinanti paviršiaus dekoratyvumą. Paviršius gali būti grublėtas, šiurkštus, šlifuotas ir poliruotas.
2.2 pav. Rankinis uolienos atskėlimas nuo bloko
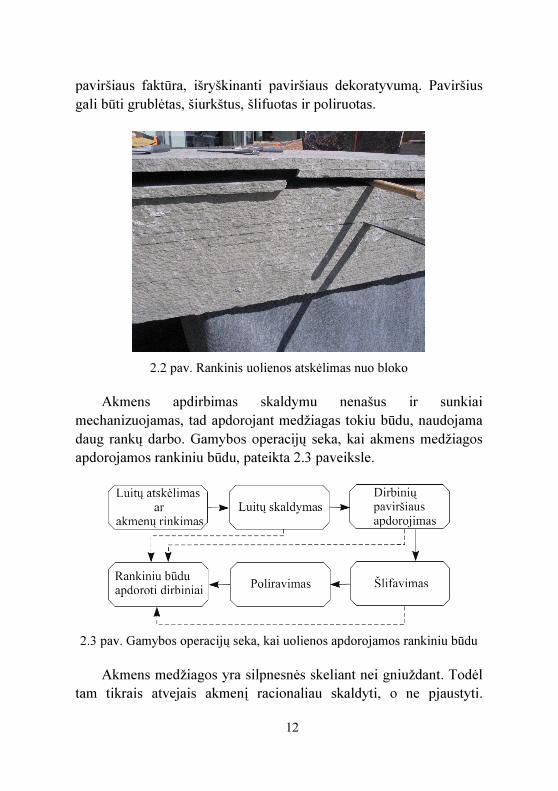
Akmens apdirbimas skaldymu nenašus ir sunkiai mechanizuojamas, tad apdorojant medžiagas tokiu būdu, naudojama daug rankų darbo. Gamybos operacijų seka, kai akmens medžiagos apdorojamos rankiniu būdu, pateikta 2.3 paveiksle.
2.3 pav. Gamybos operacijų seka, kai uolienos apdorojamos rankiniu būdu
Akmens medžiagos yra silpnesnės skeliant nei gniuždant. Todėl tam tikrais atvejais akmenį racionaliau skaldyti, o ne pjaustyti.

13
Skaldant smulkiųjų akmens dalelių susidaro kur kas mažiau nei pjaustant (2.4 pav.), o skaldymui reikia sunaudoti 10 kartų mažiau energijos. Skaldant išskiriami 3 apdorojimo etapai:
− gaunamas gaminiui artimos formos ruošinys; − gaunamas tikslių matmenų dirbinys; − apdorojamas gaminio paviršius.
2.4 pav. Skaldyti lauko akmenys
Skaldymo būdu yra gaminamos architektūrinės detalės, kelių, grindinių, tvorų elementai.
Apdorojant akmens medžiagas staklėmis, atliekamos tokios operacijos: pjaustymo, paviršiaus profiliavimo, šlifavimo ir poliravimo. Akmens pjaustymo darbai skirstomi į 2 grupes, tai:
− blokų pjaustymas į pusgaminius; − tikslus gaminių pjaustymas ir profiliavimas. Blokus pjaustyti į pusgaminius galima kryptimis, kurios
parodytos 2.5 paveiksle. Blokams pjaustyti naudojamos rėminės, diskinės, lyninio ir grandininio pjovimo staklės. Plačiausiai naudojamos rėminės ir diskinės, o lyninėmis ir grandininėmis dideli blokai pjaustomi į mažesnius. Rėminėmis staklėmis pjaustomi dideli blokai (matmenys iki 4×2×1,6 m), diskinės gali perpjauti tik mažesnius (matmenys iki 2×1,3×1 m).
Akmenims apdirbti taikomi 2 būdai: − iš plokščių ruošinių pjaustomos tikslių matmenų plokštės; − iš vienetinių ruošinių gaminamos architektūrinės detalės.

14
2.5 pav. Blokų pjaustymo kryptys
Suteikus gaminiui reikiamų matmenų geometrinę formą, apdorojamas jo fasadinis paviršius. Jis išdeginamas, šlifuojamas, poliruojamas. Plokščių kraštai ir galai gali būti apipjaunami jau paruošus paviršių. Gamybos operacijų seka, kai akmens medžiagos apdorojamos mechanizuotai, pateikta 2.6 paveiksle.
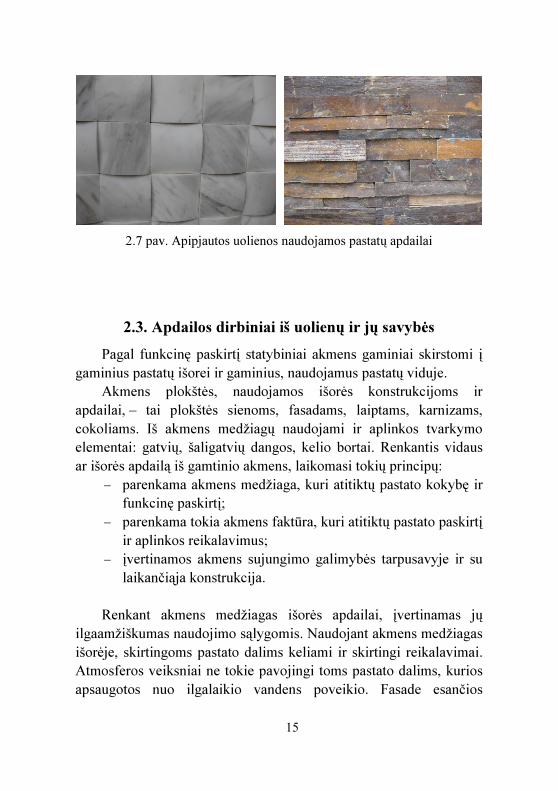
Pjaustant akmens blokus, gaminama didesnioji dalis statyboje naudojamų gaminių – apdailos plokštės sienoms ir plokštės grindiniams, laiptų pakopos, o iš nuopjovų gaminami mažų matmenų aplinkos tvarkymo elementai, šaligatvių trinkelės (2.7 pav).
2.6 pav. Gamybos operacijų seka, kai uolienos apdorojamos mechanizuotai
15
2.7 pav. Apipjautos uolienos naudojamos pastatų apdailai
2.3. Apdailos dirbiniai iš uolienų ir jų savybės Pagal funkcinę paskirtį statybiniai akmens gaminiai skirstomi į
gaminius pastatų išorei ir gaminius, naudojamus pastatų viduje. Akmens plokštės, naudojamos išorės konstrukcijoms ir
apdailai, – tai plokštės sienoms, fasadams, laiptams, karnizams, cokoliams. Iš akmens medžiagų naudojami ir aplinkos tvarkymo elementai: gatvių, šaligatvių dangos, kelio bortai. Renkantis vidaus ar išorės apdailą iš gamtinio akmens, laikomasi tokių principų:
− parenkama akmens medžiaga, kuri atitiktų pastato kokybę ir funkcinę paskirtį;
− parenkama tokia akmens faktūra, kuri atitiktų pastato paskirtį ir aplinkos reikalavimus;
− įvertinamos akmens sujungimo galimybės tarpusavyje ir su laikančiąja konstrukcija.
Renkant akmens medžiagas išorės apdailai, įvertinamas jų
ilgaamžiškumas naudojimo sąlygomis. Naudojant akmens medžiagas išorėje, skirtingoms pastato dalims keliami ir skirtingi reikalavimai. Atmosferos veiksniai ne tokie pavojingi toms pastato dalims, kurios apsaugotos nuo ilgalaikio vandens poveikio. Fasade esančios
16
architektūrinės detalės kabinamos taip, kad vanduo nuo jų paviršiaus galėtų nutekėti greitai, ant jų nesikauptų sniegas ir kietosios dalelės, esančios aplinkoje. Svarbu išorės apdailos plokštes ir kitus dekoro elementus stipriai priklijuoti tinkamomis klijavimo medžiagomis ar tinkamai pritvirtinti tvirtinimo elementais.
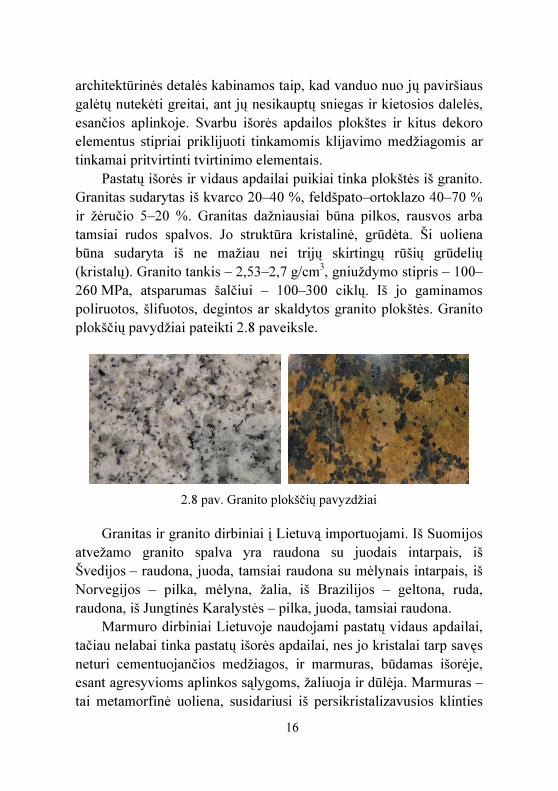
Pastatų išorės ir vidaus apdailai puikiai tinka plokštės iš granito. Granitas sudarytas iš kvarco 20–40 %, feldšpato–ortoklazo 40–70 % ir žėručio 5–20 %. Granitas dažniausiai būna pilkos, rausvos arba tamsiai rudos spalvos. Jo struktūra kristalinė, grūdėta. Ši uoliena būna sudaryta iš ne mažiau nei trijų skirtingų rūšių grūdelių (kristalų). Granito tankis – 2,53–2,7 g/cm3, gniuždymo stipris – 100–260 MPa, atsparumas šalčiui – 100–300 ciklų. Iš jo gaminamos poliruotos, šlifuotos, degintos ar skaldytos granito plokštės. Granito plokščių pavydžiai pateikti 2.8 paveiksle.
2.8 pav. Granito plokščių pavyzdžiai
Granitas ir granito dirbiniai į Lietuvą importuojami. Iš Suomijos atvežamo granito spalva yra raudona su juodais intarpais, iš Švedijos – raudona, juoda, tamsiai raudona su mėlynais intarpais, iš Norvegijos – pilka, mėlyna, žalia, iš Brazilijos – geltona, ruda, raudona, iš Jungtinės Karalystės – pilka, juoda, tamsiai raudona.
Marmuro dirbiniai Lietuvoje naudojami pastatų vidaus apdailai, tačiau nelabai tinka pastatų išorės apdailai, nes jo kristalai tarp savęs neturi cementuojančios medžiagos, ir marmuras, būdamas išorėje, esant agresyvioms aplinkos sąlygoms, žaliuoja ir dūlėja. Marmuras – tai metamorfinė uoliena, susidariusi iš persikristalizavusios klinties

17
arba dolomito. Jo struktūra kristalinė, grūdėta. Tekstūra vientisa, juostuota, dėmėta. Marmuro būna įvairių spalvų ir atspalvių, jo gali būti balto, geltono, raudono, juodo. Marmuro plokščių paviršiaus vaizdas pateiktas 2.9 paveiksle. Spalvotam marmurui būdingas gyslotumas, pasireiškiantis įtrūkiais. Marmuro grūdelių cheminė sudėtis tokia: CaO – 34,7–52 %; MgO – 3,8–19 %; Fe2O3 – 0,16 %; Al2O3 – 0,15 %; SiO2 – 4–7 %. Uolienos tankis – 2,76–2,9 g/cm3, gniuždymo stipris – iki 35 MPa. Plačiausiai marmuras naudojamas židinių, palangių, barų, kolonų, baseinų, vonios kambarių apdailai. Marmuro randama Italijoje, Ispanijoje, Portugalijoje, Brazilijoje, Graikijoje, JAV.
2.9 pav. Marmuro plokščių pavyzdžiai
Iš akytųjų klinčių su kriauklainio priedu gali būti pjaunamos plokštės, skirtos pastatų vidaus apdailai. Jų spalva balta su gelsvu ar vos melsvai žalsvu atspalviu (2.10 pav.). Tai gana trapi medžiaga. Dažnai į jos struktūrą būna įsiterpusių augalų ar kriauklelių liekanų, jų atspaudų. Šios uolienos gniuždymo stipris yra mažesnis negu tankiųjų klinčių, nes jos struktūra korėtesnė.
18
2.10 pav. Plokščių iš klinčių paviršiaus vaizdas
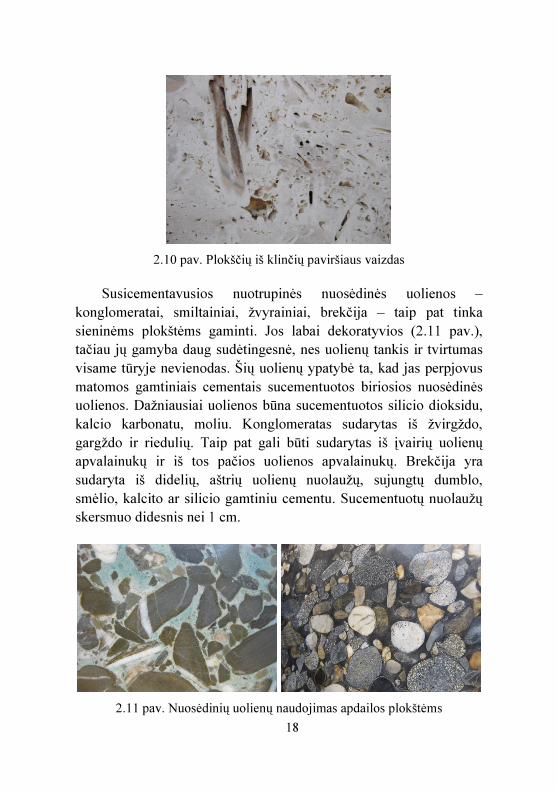
Susicementavusios nuotrupinės nuosėdinės uolienos – konglomeratai, smiltainiai, žvyrainiai, brekčija – taip pat tinka sieninėms plokštėms gaminti. Jos labai dekoratyvios (2.11 pav.), tačiau jų gamyba daug sudėtingesnė, nes uolienų tankis ir tvirtumas visame tūryje nevienodas. Šių uolienų ypatybė ta, kad jas perpjovus matomos gamtiniais cementais sucementuotos biriosios nuosėdinės uolienos. Dažniausiai uolienos būna sucementuotos silicio dioksidu, kalcio karbonatu, moliu. Konglomeratas sudarytas iš žvirgždo, gargždo ir riedulių. Taip pat gali būti sudarytas iš įvairių uolienų apvalainukų ir iš tos pačios uolienos apvalainukų. Brekčija yra sudaryta iš didelių, aštrių uolienų nuolaužų, sujungtų dumblo, smėlio, kalcito ar silicio gamtiniu cementu. Sucementuotų nuolaužų skersmuo didesnis nei 1 cm.
2.11 pav. Nuosėdinių uolienų naudojimas apdailos plokštėms

19
2.12 pav. Stogo dangos elementai ir sieninės plokštės iš skalūno
Pastatų viršutinei stogo dangai ir pastatų fasadams gali būti naudojamos skalūno plokštelės (2.12 pav.). Šias gamtines uolienų medžiagas nuolat veikia įvairūs atmosferos poveikiai: lietus, sniegas, saulė, sniego ir vėjo apkrovos. Tad medžiagos turi būti atsparios visiems šiems poveikiams, taip pat turi būti ir dekoratyvios.
Lietuvoje pastaraisiais metais planuojama išgauti dar vieną nuosėdinę uolieną – anhidritą. Anhidrito ištekliai Lietuvos žemės gelmėse sudaro per 1000 mlrd. tonų. Tai sulfatų grupės nuosėdinė uoliena, sudaryta iš to paties pavadinimo mineralo anhidrito (CaSO4). Ji dažniausiai būna šviesiai pilka, melsvo atspalvio, tvirta, masyvi, beveik be porų ir plyšių, sudaryta iš smulkių 0,01–1 mm mineralo kristalų. Turi gipso, dolomito, molio priemaišų. Arčiausiai žemės paviršiaus anhidrito yra Kauno ir Prienų rajonuose. Anhidritas susiklostęs dviem išvaizda besiskiriančiais sluoksniais, apatinis dėmėtas, viršutinis juostuotas. Dėmėtasis anhidritas dažniausiai būna šviesiai pilkas, melsvo, kartais mėlyno atspalvio. Jis tvirtas, masyvus. Dėmės susidariusios dėl dolomito ir molio priemaišų, kartais dėl nevienodo anhidrito kristalų dydžio ir jų išsidėstymo. Juostuotasis anhidritas slūgso ant dėmėtojo. Jo tekstūrą lemia gipso juostelės. Šis anhidritas taip pat šviesiai pilkas, melsvo atspalvio, o juostelės šiek tiek šviesesnės. Tiek juostuotasis, tiek dėmėtasis anhidritas turi panašią cheminę sudėtį ir fizikines bei mechanines savybes.
20
Anhidritas ateityje gali būti naudojamas apdailos dirbinių gamybai. Jis yra dekoratyvus (didelė spalvos ir tekstūros įvairovė), lengvai pjaunamas, šlifuojamas ir poliruojamas. Anhidritas savo savybėmis nenusileidžia marmurui. Iš anhidrito galima išpjauti norimo dydžio apdailos plokštes. Kai kurios anhidrito atmainos (ypač mėlynos) tinka meniniams dirbiniams gaminti. Tačiau anhidrito plokštės būtų skirtos naudoti tik pastatų viduje, nes Lietuvos klimato sąlygomis šių plokščių paviršius imtų dūlėti.
Vidaus apdailos akmens gaminiai – tai sieninės ir grindų plokštės, dekoratyvinės juostos, apvadai, laiptų pakopos.
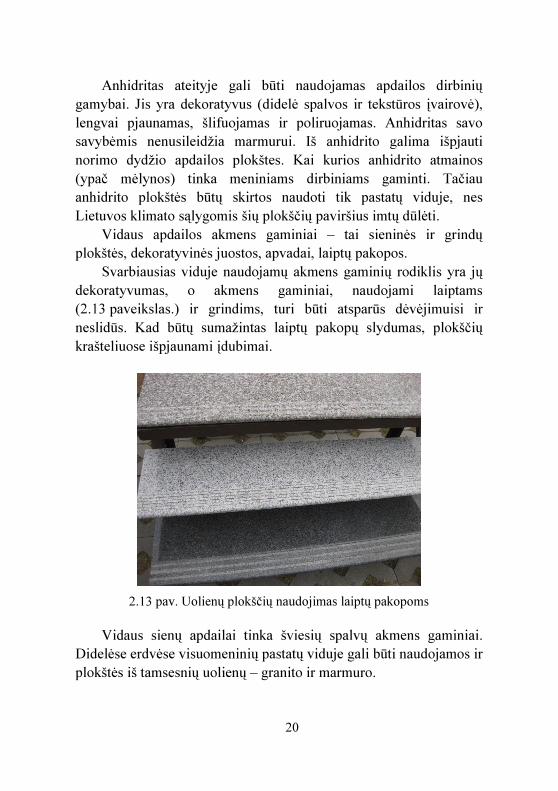
Svarbiausias viduje naudojamų akmens gaminių rodiklis yra jų dekoratyvumas, o akmens gaminiai, naudojami laiptams (2.13 paveikslas.) ir grindims, turi būti atsparūs dėvėjimuisi ir neslidūs. Kad būtų sumažintas laiptų pakopų slydumas, plokščių krašteliuose išpjaunami įdubimai.
2.13 pav. Uolienų plokščių naudojimas laiptų pakopoms
Vidaus sienų apdailai tinka šviesių spalvų akmens gaminiai. Didelėse erdvėse visuomeninių pastatų viduje gali būti naudojamos ir plokštės iš tamsesnių uolienų – granito ir marmuro.
21
3. APDAILOS PRODUKTAI IŠ MEDIENOS, JŲ SAVYBĖS IR GAMYBOS TECHNOLOGIJOS Sienoms statyti Lietuvoje nuo seno naudojamos tradicinės
medžiagos, pagamintos, naudojant natūralias organines žaliavas: medienos drožles, skiedras, trupinius arba lukštus, netgi smulkintus šiaudus bei nendres. Anksčiau šios medžiagos buvo naudojamos visai sienos konstrukcijai formuoti, tačiau, atsiradus būtinybei statyti šiltus, termoizoliacinėmis medžiagomis apšiltintus namus, šioms medžiagoms paliekamas apdailinės medžiagos vaidmuo. Dabar dėl brangstančių statybos kaštų vis populiaresni tampa pigesni surenkamųjų konstrukcijų pastatai. Juose laikančioji konstrukcija yra karkasas, o ne sienos, todėl juose dominuoja prie rėmo tvirtinamos plokštės. Vidiniams paviršiams dažniausiai dėl savo pigumo naudojamos gipso kartoninės plokštės, kurios dar papildomai glaistomos ir dažomos. Įvertinus bendrus gipso kartoninių plokščių ir apdailos kaštus, įdomia alternatyva galėtų būti sieninės medžiagos, nereikalaujančios papildomos apdailos. Tam gali būti naudojamos dailylentės, netgi su gamykloje suformuotu papildomos apdailos nereikalaujančiu paviršiumi. Tačiau dailylentėmis apkalti paviršių užima kur kas daugiau laiko, nei naudoti medienos turinčias sienines plokštes. Dėl jau suformuoto estetiškai priimtino išorinio paviršiaus šios plokštės dažniausiai neturi būti papildomai apdailinamos ar dengiamos glaistais ir dažais. Statant laikinus pastatus, kuriuose temperatūros ir drėgnio režimas nepastovus, medienos turinčios plokštės tiesiog nepamainomos.
Statyboje naudojama spygliuočių ir lapuočių mediena. Iš jos gaminami įvairūs statybiniai elementai bei konstrukcijos. Spygliuočių mediena pasižymi struktūros paprastumu, turi mažiau augimo ydų, yra vienodos spalvos ir tekstūros, lengvai pjaustoma, obliuojama ir klijuojama. Ši mediena atsparesnė puvimui, nes jos tarpląstelinės tuštumos užpildytos sakais. Iš lapuočių medienos rūšių labiausiai vertinama kietųjų lapuočių mediena: ąžuolo, uosio, buko. Minkštųjų lapuočių mediena pigesnė, bet mažiau paklausi

22
pramoniniam naudojimui. Iš jos galima gaminti tik tas medžiagas, kurios eksploatacijos metu nebus veikiamos tokių išorinių poveikių kaip dilinimas ar gniuždymas koncentruotomis jėgomis.
3.1. Medienos gaminiai grindims Skiriami 2 pagrindiniai grindų dangų iš medienos ir jos produktų
tipai: − grindys iš masyvo (vienasluoksnės); − klijuotos dvisluoksnės bei trisluoksnės grindys. Parketas – tai medinės grindys, kurių viršutinio sluoksnio storis
prieš montavimą yra ne mažesnis kaip 2,5 mm. Tradiciškai parketas ar parketo viršutinis sluoksnis gaminamas iš lapuočių, o ne spygliuočių medienos, nes ji kietesnė ir atsparesnė dilimui. Pagal spalvą parketas sąlyginai skirstomas į 6 grupes: šviesų, geltoną, rausvą, raudoną, rudą ir tamsų.
Pagrindinės parketo charakteristikos: − tankis – 530–950 kg/m3; − kietumas – 1,4–5,9 HB; − parketo drėgnis mažesnis kaip 6 %; − santykinė oro drėgmė, kurioje naudojamas parketas, –
40–60 %; − temperatūra – 20–24 ºC. Medienos masyvo (vientisas) parketas – tai ištisinės medienos
įvairaus dydžio lentelės. Didelis šio parketo pranašumas – storas dėvimas paviršius. Dėl to parketas gali tarnauti daugybę metų ir daug kartų būti atnaujinamas.
Statyboje dažnai naudojamos įlaidinės lentos, kurių vienoje pusėje yra įlaida, kitoje iškyša (3.1 pav.).

23
3.1 pav. Įlaidinė lenta
Masyvo parketo privalumai yra tokie: galima kloti mozaika, jis yra prabangios išvaizdos. Trūkumai – lentelės vasarą plečiasi, šildymo sezono metu traukiasi; negalima kloti ant šildomų grindų; didelės laiko sąnaudos lakuojant; negalima pasakyti, koks parketo darbinio paviršiaus storis liks po šlifavimo (pagrindinis šlifavimas atliekamas tik suklojus, o antrasis – uždėjus pirmąjį grunto sluoksnį); sunku tolygiai padengti laku; paklojus grindis, reikia daryti patalpos kosmetinį remontą.
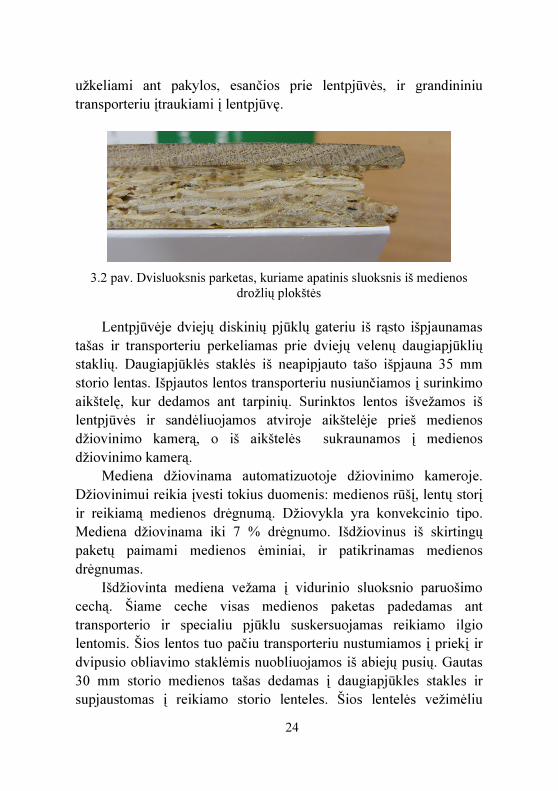
Dvisluoksnio parketo sandara yra tokia: viršutinis sluoksnis iš kietmedžio (3–6 mm storio) padengtas ultravioletiniais spinduliais sukietintu laku arba alyva, apatinis – iš spygliuočių medienos, kuris klijuotas skersai viršutiniam sluoksniui. Pastaruoju metu pradėtas gaminti dvisluoksnis parketas, kurio vidurinis sluoksnis yra iš medienos drožlių plokštės (3.2 pav.).
Trisluoksnio parketo sandara: viršutinis sluoksnis iš kietmedžio (3–6 mm storio) padengtas ultravioletiniais spinduliais sukietintu laku arba alyva; vidurinis sluoksnis – skersai viršutiniam ir apatiniam sluoksniui klijuota mediena (pušies tašeliai); apatinis – medienos lukštas.
Trijų sluoksnių parketo gamybos technologija. Apatinio sluoksnio gamybai naudojami juodalksnio rąstai. Jie atvežami į gamyklą ir iškraunami atviroje medienos aikštelėje šalia lentpjūvės. Aikštelėje juodalksnio rąstai surūšiuojami pagal kokybę ir skersmenį. Visi rąstai, kurių tariamas branduolys mažesnis arba lygus 80 mm, o skersmuo laibagalyje > 24 mm, atidedami į šalį ir naudojami viršutinio sluoksnio gamyboje. Plonesni rąstai bokštiniu kranu
24
užkeliami ant pakylos, esančios prie lentpjūvės, ir grandininiu transporteriu įtraukiami į lentpjūvę.
3.2 pav. Dvisluoksnis parketas, kuriame apatinis sluoksnis iš medienos
drožlių plokštės Lentpjūvėje dviejų diskinių pjūklų gateriu iš rąsto išpjaunamas
tašas ir transporteriu perkeliamas prie dviejų velenų daugiapjūklių staklių. Daugiapjūklės staklės iš neapipjauto tašo išpjauna 35 mm storio lentas. Išpjautos lentos transporteriu nusiunčiamos į surinkimo aikštelę, kur dedamos ant tarpinių. Surinktos lentos išvežamos iš lentpjūvės ir sandėliuojamos atviroje aikštelėje prieš medienos džiovinimo kamerą, o iš aikštelės sukraunamos į medienos džiovinimo kamerą.
Mediena džiovinama automatizuotoje džiovinimo kameroje. Džiovinimui reikia įvesti tokius duomenis: medienos rūšį, lentų storį ir reikiamą medienos drėgnumą. Džiovykla yra konvekcinio tipo. Mediena džiovinama iki 7 % drėgnumo. Išdžiovinus iš skirtingų paketų paimami medienos ėminiai, ir patikrinamas medienos drėgnumas.
Išdžiovinta mediena vežama į vidurinio sluoksnio paruošimo cechą. Šiame ceche visas medienos paketas padedamas ant transporterio ir specialiu pjūklu suskersuojamas reikiamo ilgio lentomis. Šios lentos tuo pačiu transporteriu nustumiamos į priekį ir dvipusio obliavimo staklėmis nuobliuojamos iš abiejų pusių. Gautas 30 mm storio medienos tašas dedamas į daugiapjūkles stakles ir supjaustomas į reikiamo storio lenteles. Šios lentelės vežimėliu

25
nuvežamos į klijavimo cechą. Ten atliekamos dvi pagrindinės operacijos: beržinis lukštas klijuojamas su viduriniu alksnio sluoksniu – taip gaunamas apatinis sluoksnis, ir apatinis sluoksnis klijuojamas su viršutiniu – gaunamas 3 sluoksnių parketo ruošinys.
Apatinio sluoksnio klijavimas. Iš vidurinio sluoksnio paruošimo cecho vežimėliais atvežamos 10 mm storio vidurinio sluoksnio lentelės. Klijuoti naudojami karšti dvipusiai presai – juose palaikoma 80 °C temperatūra ir keturių komponentų vandeniui atsparūs klijai. Vienu metu du lukšto lapai sukišami tarp klijų tepimo mašinos velenų. Besisukdami velenai traukia lapą, užtepa klijus ant vieno lukšto iš viršaus ir kito apačios. Išteptas klijais lukštas patiesiamas ant transporterio, ir ant jo viena šalia kitos suklojamos 30 mm pločio lentelės. Sudėjus paketą, ruošinys įvažiuoja į presą. Presas užsidaro. Jis veikia ruošinį ~1,2 MPa slėgiu. Toks slėgis garantuoja gerą apatinio sluoksnio sukibimą su viduriniu sluoksniu. Presavimo trukmė – 3 minutės.
Apatinio sluoksnio šlifavimas. Apatinis sluoksnis transporteriu pristumiamas prie šlifavimo staklių. Nušlifavus gaunami 11 mm storio lapai, jie sukraunami į krūvą. Sukrovus nustumiami prie pjovimo staklių.
Apatinio sluoksnio pjovimas juostomis. Pjovimo staklės yra visiškai automatizuotos, tik įvedami reikiami juostų pločiai ir vienetų skaičius.
3 sluoksnių parketo ruošinių klijavimas. Prie klijų užtepimo staklių transporteriais atvežami paketai su supjautomis 11 mm storio bei reikiamo pločio apatinio sluoksnio juostomis ir 4,5 mm storio bei atitinkamo pločio viršutinio sluoksnio juostomis.
Ant padavimo transporterio tolygiai per visą jo plotį išdėstomos viršutinio sluoksnio juostos (7–8 vnt); jų galai nukreipti judėjimo kryptimi. Apatinio sluoksnio juostos dedamos viena ant kitos, tokios poros kraštas įstumiamas tarp velenų, kurie besisukdami traukia juostas, užtepdami klijus ant vieno ruošinio apatinio sluoksnio iš apačios ir kito iš viršaus. Ištepto apatinio sluoksnio pora padedama ant viršutinio sluoksnio. Operacija kartojama tol, kol apatinio
26
sluoksnio poros sudedamos ant visų 7–8 viršutinio sluoksnio juostų. Ruošiniai transporteriu įtraukiami į presą. Presas automatiškai užsidaro. Pakeliamas 1,2 MPa slėgis. Presavimo temperatūra – 80 °C. Klijuoti naudojami drėgmei atsparūs klijai. Presavimo trukmė – 6 minutės. Supresuoti ruošiniai dedami vienas šalia kito ant padėklo per visą jo plotį. Tuomet ant ruošinių skersai dedamos 3–4 medienos tarpinės, ir vėl dedama nauja ruošinių eilė. Tarpinės reikalingos tam, kad tarp ruošinių būtų oro tarpai, ir jie greičiau atauštų. Sukrautas paketas transporteriu nustumiamas į tarpinį sandėlį ataušinti. Suklijavus gaunami 15,5 mm storio ruošiniai.
Tarpinis šlifavimas. Šlifuojama 60–80 grūdėtumo šlifavimo popieriumi. Iš pradžių šlifuojama parketo apačia (lukštas). Nušlifuojama apie 0,1 mm. Prašlifavus apačią, paketas grąžinamas atgal, ir šlifuojama viršutinė parketo pusė. Nušlifuojama apie 0,2 mm. Šis šlifavimas išlygina parketo storį, nušlifuojami ištryškę klijai, palyginamas medienos paviršius, kad geriau matytųsi visi, net smulkiausi medienos paviršiaus defektai.
Kosmetinis medienos užtaisymas. Nušlifavus paketas transporteriu nustumiamas į atskirą patalpą ištaisyti defektus. Taisyti naudojamas poliamido užpildas. Smulkūs įtrūkimai užglaistomi įvairių spalvų medienos glaistu. Pataisius parketas poromis sudedamas atgal į paketą su tarpinėmis ir paliekamas 8 valandoms, kad glaistas visiškai sudžiūtų.
Galutinis šlifavimas. Pirmiausia šlifuojama pirmu velenu su 80 grūdėtumo šlifavimo juosta 12 m/min. padavimo greičiu. Nušlifuojama apie 0,2 mm ruošinio storio. Apšlifavus paketas su parketu nustumiamas į staklių priekį. Pakeičiamos šlifavimo juostos. Ant pirmo veleno dedama 100 grūdėtumo, ant antro – 150 grūdėtumo šlifavimo juosta. Nustatomas 4 m/min. šlifavimo staklių transporterio sukimosi greitis.
Profiliavimas. Nušlifuoto parketo paketas transporteriu nustumiamas prie išilginio frezavimo staklių. Frezavimo metu išfrezuojama įlaida ir liežuvėlis, taip pat gaunamas idealiai vienodas

27
parketo lentelių plotis. Paskui išfrezuojama įlaida ir liežuvėlis parketo galuose, suvedamos parketo paviršiaus įstrižainės.
Lakavimas. Lakuoti naudojami ultravioletiniais spinduliais kietinami gruntai ir lakai. Visi jie pagaminti akriliniu pagrindu, todėl nėra toksiški. Visa lakavimo linija kompiuterizuota, todėl parketas juda per visą liniją vienodu greičiu. Pirmiausia ant jo paviršiaus užtepama adhezinio grunto – tai pagerina lako sukibimą su medienos paviršiumi. Gruntas kietinamas infraraudonųjų spindulių lempomis. Toliau grunto užtepama dar 2 kartus ir sukietinama. Vėliau parketas patenka į tarpinio šlifavimo stakles, kur 220 grūdėtumo šlifavimo juosta trinamas jų paviršius. Kartu paviršius truputėlį pašiaušiamas, kad geriau priliptų lakas. Pašlifavus lentelės dedamos į paketą. Suformavus pilną paketą, transporteriu parketas grąžinamas į lakavimo linijos pradžią. Dabar ant jo dar kartą užtepama grunto, jis kietinamas, tada tepamas ir UV spinduliais kietinamas lakas. Nulakuotas parketas sudedamas ant padėklo.
Pakavimas. Parketas po vieną lentelę dedamas ant stalo. Virš stalo sumontuotas labai ryškus apšvietimas. Kokybės kontrolierius apžiūri, ar nėra parketo paviršiuje pažeidimų, ir deda lenteles vieną ant kitos lakuota puse į viršų. Į vieną paketą dedamos 6 lentelės. Viršutinė apverčiama lakuota puse į apačią. Supakuotas paketas padedamas ant transporterio ir nustumiamas per specialų antgalį, kuris apgaubia paketą polietileno plėvele.
3.2. Medienos gaminiai sienoms ir stogams Medinės dailylentės. Nukirsta, išdžiovinta mediena yra
apdirbama įvairiais įrenginiais. Šiandien pasaulyje naudojama daugiau kaip 1000 įvairių rūšių staklių ir mašinų. Jos skirstomos į 3 grupes:
− bendrosios paskirties – dažniausiai vienos operacijos; − specializuotos – siauresnės paskirties, naudojamos tam
tikroms operacijoms atlikti; − specialiosios – naudojamos vienai detalei arba specifinei
produkcijai gaminti.

28
Iš rąstų pjautinė mediena išpjaunama išilgai rėminiais gateriais, diskiniais pjūklais arba pjovimo ir frezavimo agregatais. Rėminis gateris – labiausiai paplitęs rąstų pjaustymo agregatas, jo dideliu greičiu vertikaliai judančiame rėme įtvirtinti keli pailgi pjūklai. Rėminiai gateriai dažniausiai veikia linijose po du, pirmasis išpjauna tašą, o antrasis jį supjausto jau į apipjautas lentas. Paskui lentos ant juostinių ir skersinių konvejerių rūšiuojamos ir pjaustomos skersai juostiniu gateriu. Pjaustant tokiu gateriu, galima geriau stebėti produkcijos kokybę, priklausomai nuo medienoje matomų ydų ir defektų operatyviai keisti jos matmenis, pjovimo kryptį. Juostiniai gateriai, priklausomai nuo paskirties, turi vieną ar kelis horizontaliai ar vertikaliai dirbančius pjūklus. Medinių dailylenčių, skirtų pastatų fasadams apdailinti, pavyzdžiai pateikti 3.3 paveiksle.
3.3 pav. Medinių dailylenčių pavyzdžiai
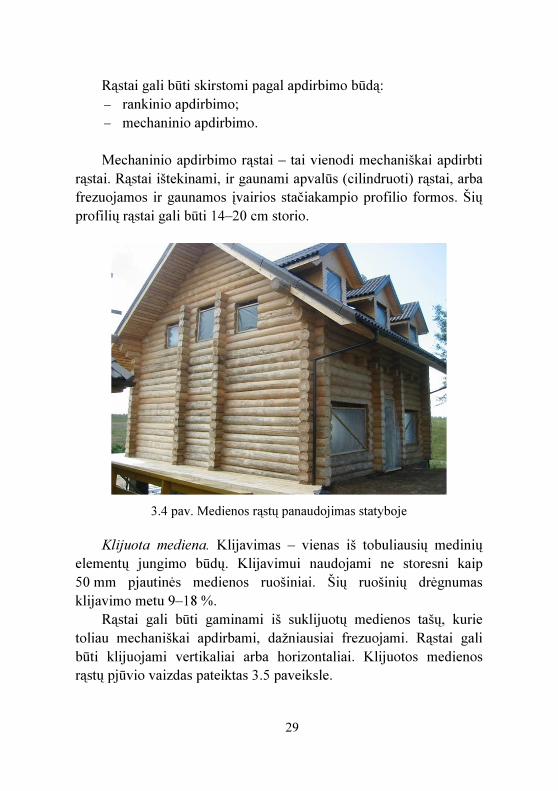
Medinių pastatų statyboje gali būti naudojami medienos rąstai (3.4 pav.). Medienos rąstai – tai tam tikrų matmenų apvalusis sortimentas, gaunamas, skersai pjaustant medžio stiebą. Kampuose rąstai vieni su kitais surišami sąsparomis – savotiškomis spynomis. Dažniausiai naudojami pušų, maumedžio arba eglių rąstai.
29
Rąstai gali būti skirstomi pagal apdirbimo būdą: − rankinio apdirbimo; − mechaninio apdirbimo. Mechaninio apdirbimo rąstai – tai vienodi mechaniškai apdirbti
rąstai. Rąstai ištekinami, ir gaunami apvalūs (cilindruoti) rąstai, arba frezuojamos ir gaunamos įvairios stačiakampio profilio formos. Šių profilių rąstai gali būti 14–20 cm storio.
3.4 pav. Medienos rąstų panaudojimas statyboje
Klijuota mediena. Klijavimas – vienas iš tobuliausių medinių elementų jungimo būdų. Klijavimui naudojami ne storesni kaip 50 mm pjautinės medienos ruošiniai. Šių ruošinių drėgnumas klijavimo metu 9–18 %.
Rąstai gali būti gaminami iš suklijuotų medienos tašų, kurie toliau mechaniškai apdirbami, dažniausiai frezuojami. Rąstai gali būti klijuojami vertikaliai arba horizontaliai. Klijuotos medienos rąstų pjūvio vaizdas pateiktas 3.5 paveiksle.

30
Klijuota sluoksninė mediena – tai statybinis gaminys, suklijuotas iš obliuotų lentų, kurių pluošto kryptis išilginė. Tašai iš klijuotos sluoksninės medienos naudojami langų ir durų staktų bei rėmų gamybai. Tašo sluoksniai klijuojami fenolio arba amino dervų klijais. Klijuotą tašą gali sudaryti tos pačios rūšies mediena arba skirtingų rūšių mišinys. Pagal lentų sluoksnių išsidėstymą skerspjūvyje tašai skirstomi į horizontaliuosius (sluoksniai horizontalūs) ir vertikaliuosius (sluoksniai vertikalūs). Tašo lentos gali būti ištisinės arba suklijuotos iš dantytais dygiais sujungtų gabalų. Kad tašas neišsigaubtų ar nesupleišėtų viduryje lentos, platesnės nei 200 mm, frezuojamas 4 mm pločio ir 1/3 lentos storio gylio griovelis. Tašų plotis yra 50–300 mm, aukštis – 100–2500 mm, tašų sluoksnių leidžiamas storis – iki 45 mm spygliuočių medienos ir iki 40 mm lapuočių medienos. Neapdorotos konservantais tašo medienos drėgnis turi būti 8–15 %, o apdorotos – nuo 11iki 18 %.
3.5 pav. Klijuotos medienos rąstų vaizdas
Šiuolaikiški, iš klijuotos medienos pagaminti langų rėmai (3.6 pav.), balkonų durys yra atsparūs temperatūros bei drėgmės

31
svyravimui ir neturi senųjų langų problemų. Taip pat atmosferos poveikiui atspari ir jų apdaila. Mediena gamykloje padengiama atspariais dažais, o vietos, kuriomis nubėga lietaus vanduo, uždengiamos aliumininėmis nuolajomis. Kondensatas pašalinamas per staktos aliuminio nuolajoje esančias nuvandeninimo angeles; varčios apačios pagrindinė tarpinė glaudžiasi prie medinės staktos dalies, o ne prie nuolajos, todėl ji neprišąla.
Suklijavus lakštus (lukštus), gautus drožiant ar lukštenant medieną, gaunama fanera. Ji yra lakštinė didelių gabaritų ir įvairių storių medžiaga, suklijuota iš nelyginio skaičiaus lukšto sluoksnių (3–13 vnt.) įvairiomis dervomis.
3.6 pav. Langų rėmai iš klijuotos medienos
Iš kietų, storų gražios spalvos bei tekstūros kelminių rąstų gaminamas drožtinis lukštas. Apdorotas medžio rąstas specialiais peiliais arba pjūklais supjaustomas lygiagrečiais išilginiais pjūviais medienos plaušo kryptimi. Prieš drožiant, rąstai apdorojami garuose arba karštame vandenyje. Tokiu būdu iš to paties rąsto galima gauti
32
skirtingą lukšto tekstūrą, pjaunant radialiniu, pusiau radialiniu ir tangentiniu pjūviu.
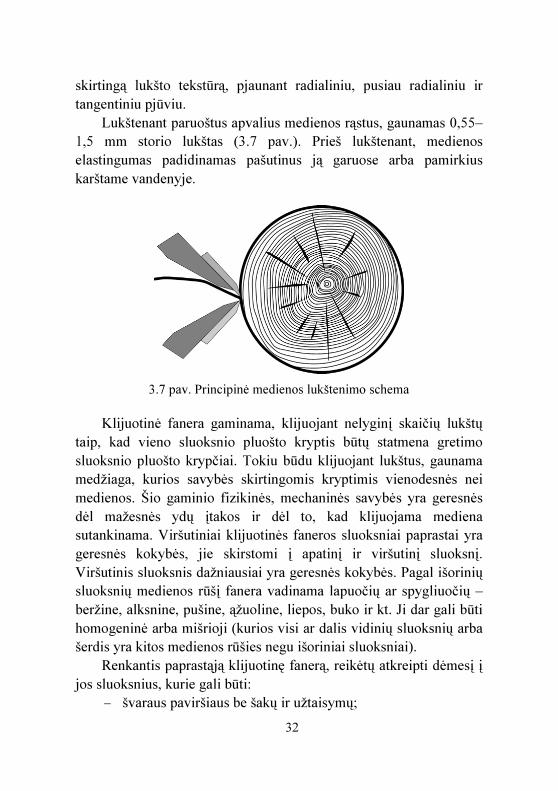
Lukštenant paruoštus apvalius medienos rąstus, gaunamas 0,55–1,5 mm storio lukštas (3.7 pav.). Prieš lukštenant, medienos elastingumas padidinamas pašutinus ją garuose arba pamirkius karštame vandenyje.
3.7 pav. Principinė medienos lukštenimo schema
Klijuotinė fanera gaminama, klijuojant nelyginį skaičių lukštų taip, kad vieno sluoksnio pluošto kryptis būtų statmena gretimo sluoksnio pluošto krypčiai. Tokiu būdu klijuojant lukštus, gaunama medžiaga, kurios savybės skirtingomis kryptimis vienodesnės nei medienos. Šio gaminio fizikinės, mechaninės savybės yra geresnės dėl mažesnės ydų įtakos ir dėl to, kad klijuojama mediena sutankinama. Viršutiniai klijuotinės faneros sluoksniai paprastai yra geresnės kokybės, jie skirstomi į apatinį ir viršutinį sluoksnį. Viršutinis sluoksnis dažniausiai yra geresnės kokybės. Pagal išorinių sluoksnių medienos rūšį fanera vadinama lapuočių ar spygliuočių – beržine, alksnine, pušine, ąžuoline, liepos, buko ir kt. Ji dar gali būti homogeninė arba mišrioji (kurios visi ar dalis vidinių sluoksnių arba šerdis yra kitos medienos rūšies negu išoriniai sluoksniai).
Renkantis paprastąją klijuotinę fanerą, reikėtų atkreipti dėmesį į jos sluoksnius, kurie gali būti:
− švaraus paviršiaus be šakų ir užtaisymų;
33
− paviršiaus be šakų, šakos išpjaustytos ir įklijuoti užtaisymai; − paviršius su šakomis, lukštas gali būti įplyšęs, šakos
iškritusios, įplyšimai užtaisyti. Pagal naudojimo sritį galima išskirti 2 pagrindines faneros
rūšis – vidinė ir išorinė fanera. Vidinė fanera yra suklijuota vandeniui neatspariais klijais; ji skirta naudoti uždarose, sausose patalpose. Išorinė fanera, suklijuota vandeniui atspariais klijais, skirta naudoti drėgnose patalpose ir atvirame ore. Pagal išorinius sluoksnius galima išskirti tokias faneros rūšis:
− apdailintoji fanera – fanera, kurios vienas ar abu išoriniai paviršiai specialiai apdoroti, ir tolesnis papildomas apdorojimas nereikalingas;
− dekoratyvinė fanera – fanera, kurios vienas arba abu išoriniai paviršiai padengti sintetinių dervų plėvelėmis ar dervose įmirkytu dekoratyviniu popieriumi;
− dengtoji fanera – fanera, kurios vienas arba abu išoriniai paviršiai padengti plastikais, metalu arba kitokia lakštine medžiaga.
Fanera naudojama ne tik baldams gaminti, faneruotų durų
apdailai, ji – universali statybinė medžiaga, o panaudojus išoriniams sluoksniams įvairias apdailos medžiagas, gali turėti daug įvairių spalvų ir tekstūrų.
Vakarų Europoje labai populiarios plokštės, suklijuotos viena kryptimi arba kryžmai iš keleto buko drožtinės faneros sluoksnių.
Bendruoju atveju skiriama lapuočių (atitinka LST EN 635-2 „Sluoksniuotoji mediena. Klasifikavimas pagal paviršiaus išvaizdą. 2 dalis. Lapuočių mediena“ standarto reikalavimus) ir spygliuočių fanera (atitinka LST EN 635-3 „Sluoksniuotoji mediena. Klasifikavimas pagal paviršiaus išvaizdą. 3 dalis. Spygliuočių mediena“). Klijuoti tinka įvairios dervos: fenolioformaldehidinės, rezorcininės, melamino (gaminama drėgmei atsparesnė fanera), karbamidinės (fanera vidinėms patalpoms, baldams). Faneros viena
34
ar abi pusės gali būti padengtos tekstūrą imituojančiu popieriumi. Popierius priklijuojamas klijais ar įmirkomas karbamidinėse ar melamino dervose. Tokios faneros išorinių sluoksnių paviršiuose klijuojant susidaro apsauginė plėvelė.
Bendrosios paskirties fanera žymima raidėmis G (general) arba S (structural). Atsižvelgiant į aplinką, kurioje eksploatuojama fanera, skiriamos trys klasės. Pirmoji (vidaus sausoji aplinka) apibūdinama medžiagos drėgniu, atitinkančiu aplinkos 20 °C temperatūrą ir santykinį drėgnį, viršijantį 65 % tik keletą savaičių per metus. Antroji (vidaus drėgnoji aplinka) atitinka santykinį drėgnį, viršijantį 85 % tik keletą savaičių per metus. Trečioji (išorinė aplinka) – klimatinės sąlygos atitinka didesnį už antrosios klasės medienos drėgnį.
Formaldehido emisijos (išsiskyrimo) iš faneros, naudojamos išorės sąlygomis, kiekis nereglamentuojamas.
Pagal paviršiaus vaizdą fanera, atsižvelgiant į tam tikrų natūralių medienos ypatumų (ydų) ir gaminant atsiradusių defektų skaičių, dydį, skirstoma į 5 išvaizdos klases: E, I, II, III, IV. Leidžiamas ypatumų ir defektų kiekis, matmenys bei dydis įvertinami visame lakšto paviršiuje.
Faneravimas – tai apdailos lukšto klijavimas prie pagrindo. Plonos detalės priklijuojamos iš abiejų pusių, nes, faneruojant iš vienos pusės plačius suvilgytus klijais tašelius ir skydus, detalės išbrinksta, klijų siūlė susitraukia, ir detalės persimeta. Plačios detalės (skydai) faneruojamos dviem sluoksniais. Antrasis, išorinis apdailos sluoksnis, klijuojamas taip, kad jo pluošto kryptis sutaptų su pagrindo pluošto kryptimi. Taip padengtus dirbinius galima poliruoti. Vienu sluoksniu apklijuotų dirbinių poliravimo kokybė būna blogesnė.
Faneruojant klijai tepami ant vienos klijuojamos detalės pusės ir lukšto. Jeigu ant pagrindo iš skydo klijuojami abu lukšto sluoksniai, tai vienas lukštas tepamas klijais iš abiejų pusių. Klijuojant faneruojamos detalės spaudžiamos, ir per kraštus sunkiasi klijai, dėl to, kad detalės nesuliptų, tarp jų dedami metaliniai tarpikliai.

35
Faneruojamų detalių rietuvės suspaudžiamos pavalkuose – veržtuvuose arba karštuose hidrauliniuose presuose. Didelėse įmonėse faneruojama hidrauliniuose presuose.
Klijai per lukštą prasisunkia tada, kai faneruojama labai plonu lukštu arba labai skystais klijais. Naudojant ploną lukštą, patariama klijuoti plėvele. Įtrūkimų lukšte dažniausiai atsiranda tada, kai vartojamas didesnio drėgnio (daugiau nei 8 %) lukštas. Užtaisymai arba intarpai gerojoje lukšto pusėje daromi iš tokios pat spalvos ir tekstūros, kaip ir taisomos detalės. Intarpų ar užtaisų pluošto kryptis turi sutapti su lukšto pluošto kryptimi. Užtaisai (intarpai) dažniausiai daromi pailgi arba rombo formos ir priklijuojami, gerai suleidžiant su lukštu.
Medienos drožlių plokštės (MDP) gaminamos iš specialiai išdrožtų arba mechaninio apdirbimo metu gaunamų medienos drožlių, suklijuotų sintetinėmis dervomis. Gaminant medienos drožlių plokštes, gali būti naudojamos visos pjovimo obliavimo atliekos ir menkavertė apvalioji mediena. Gaminant tokias plokštes, mediena smulkinama, rūšiuojama, džiovinama, maišoma su rišančiąja medžiaga, formuojama ir presuojama. Gaunamos didelių matmenų plokštės, kurių struktūra homogeniška visame plokštės plote. Šios plokštės neturi medienai būdingo anizotropiškumo ir ydų. Plokštės gali būti dengiamos faneros lakštais, popieriumi, dažais arba dervomis, lakais.
Medienos drožlių plokštės yra: 1) lengvos (300–500 kg/m3); naudojamos garso ir šilumos
izoliacijai; 2) pussunkės (500–750 kg/m3); naudojamos baldams,
pertvaroms ir sienų apdailai; 3) sunkios (750–1 000 kg/m3) ir labai sunkios (daugiau kaip
1000 kg/m3); naudojamos grindims kloti. Iš MDP plokščių grupės atskirai išskiriamos orientuotų
skiedrantų plokštės (OSB). Tai daugiasluoksnė plokštė, pagaminta iš medienos skiedrantų su rišikliu (3.8 pav.). Skiedrantos – tai

36
nustatytos formos medienos gabalėliai, kurių ilgis didesnis nei 50 mm, o storis mažesnis nei 2 mm. Šiose plokštėse išoriniame sluoksnyje skiedrantos orientuotos ir yra lygiagrečios su plokštės ilgiu arba pločiu, o vidiniame sluoksnyje gali būti išsidėsčiusios atsitiktinai arba orientuotos (dažniausiai statmenai išorinių sluoksnių skiedrantoms). Išoriniai sluoksniai gaminami iš stambesnių vienodų skiedrelių ir su didesniu klijų kiekiu. Šios plokštės gali būti naudojamos viduje sausoje ir drėgnoje aplinkoje.
3.8 OSB plokštės paviršiaus vaizdas
Šios aprašytos plokštės MDP ir OSB gali būti naudojamos konstrukcinėms pastato detalėms, pertvaroms, grindims kloti, ventiliuojamiems fasadams, sienų apdailai, baldams gaminti. Šių plokščių atsiradimui sąlygas sudarė besikaupiančios medienos pramonės atliekos ir praeito šimtmečio penktojo dešimtmečio pradžioje išrasti sintetiniai drėgmei atsparūs klijai. Kai kurie iš naudojamų plokštėms klijuoti sintetinių klijų dar ilgai po plokščių pagaminimo į aplinką išskiria sveikatai kenksmingas medžiagas, todėl klijų naudojimas ir plokščių kokybė nuolat kontroliuojama, yra nustatytos sveikatai kenksmingų medžiagų išsiskyrimo normos, plokštės atitinkamai ženklinamos. Sveikatai kenksmingų medžiagų išsiskyrimas mažinamas, apklijuojant plokščių paviršių drožtiniu ar

37
lukštentu lukštu, plėvele, dažant ir lakuojant. Eksploatacijai lauko sąlygomis skirtos plokštės dengiamos drėgmei atspariais klijais arba apklijuojamos plėvele.
Medienos plaušų plokštės (MPP) – tai lakštinės medžiagos, kurių storis didesnis kaip 1,5 mm, pagamintos iš lignoceliuliozinio pluošto, naudojant karštį, presuojant. Rišimasis paruoštoje medžiagoje atsiranda dėl plaušų rišamųjų savybių arba pridėjus prie plaušų sintetinių rišamųjų medžiagų ar kitų priedų. Lignoceliuliozinis pluoštas gaminamas iš medienos atliekų arba menkavertės apvaliosios medienos. Šios plokštės gali būti gaminamos drėgnuoju, pusiau sausuoju ir sausuoju būdu. Apdailai skirtos MPP plokštės viršutinis paviršius būna suformuotas kaip kietas blizgus apdailinis sluoksnis. Paprastos statybinės MPP plokštės tokio sluoksnio gali ir neturėti. Kad ir kokiu būdu būtų pagamintos plokštės, apatinė jų pusė lieka su tinklo, ant kurios surenkami plaušeliai, atspaudu. Medienos plaušų plokštės skirstomos pagal tankį į:
− didelio tankio (≥800 kg/m3); − lengvąsias (≥650 kg/m3); − ypač lengvas (≥550 kg/m3). Pagal kietumą skiriamos kietos, vidutinio kietumo ir minkštos
plokštės; jos gali būti naudojamos sausoje, drėgnoje aplinkoje ir fasaduose.
Drėgnosios gamybos kietosioms ir vidutinio kietumo plokštėms gali būti suteiktos papildomos savybės: atsparumas ugniai, drėgmei, biologiniam poveikiui. Minkštosios plokštės, be joms būdingų terminių, akustinių savybių, gali būti atsparios ugniai.
MPP plokštės naudojamos apdailai, baldų gamybai, grindims, stogams šiltinti, klojiniams įrengti, pastatų išorės ir patalpų vidaus apdailai. Konstrukcinės plokštės naudojamos stogams, klojiniams, pastatų išorės ir patalpų vidaus apdailai. Jos gali būti pagamintos be klijų ir užpildų ar su gipso, cemento rišamosiomis medžiagomis, įvairiais užpildais.

38
Iš didžiąją dalį savo sudėtyje turinčių medienos plokščių galima paminėti ir smulkinių plokštes. Tai lakštinės medžiagos, gaminamos, presuojant ir šildant sumaišytus su klijais medienos smulkinius (medienos drožles, skiedras, frezavimo drožles, pjuvenas ir pan.) Cementu sujungtos smulkinių plokštės (OPC) gaminamos, presuojant medienos smulkinius portlandcemenčio skiedinyje, į mišinį dedant priedų (antiseptikų). Plokščių paviršius gali būti šlifuotas, reljefinis, padengtas dekoratyviniu sluoksniu iš popieriaus, plastikų ir folijos. Šių plokščių tankis – 1000 kg/m3. Dažniausiai jos naudojamos skydinių namų statyboje.
Skiedros plačiai paplito tik po Pirmojo pasaulinio karo. Skiedriniai stogai pakeitė šiaudinius, nes buvo ilgaamžiškesni ir ne taip greit užsiliepsnodavo. Skiedros buvo drožiamos dažniausiai iš drebulės, nes jos mediena, bėgant laikui, džiūdama vis tvirtėja.
Mediniai stogai yra lengvi, todėl jiems nereikia sudėtingų konstrukcijų. Jie atsparūs šalčiui, ledėjimui, aukštai temperatūrai, ultravioletiniams spinduliams, gerai izoliuoja garsą. Mediniai stogai dera su rąstine sienų konstrukcija.
Skiedros drožiamos iš nešakotos drebulės. Joms drožti netinka sausa ir šakota mediena. Kad skiedros būtų ilgaamžės, jos impregnuojamos antiseptikais.
Skiedros gali būti gaminamos ir iš baltojo kedro medienos. Ši mediena yra nedidelio tankio – 300 kg/m3. Skiedros iš šios medienos gali būti išpjaunamos ne tik mechaniniu, bet ir rankiniu būdu. Jos pasižymi nudažyto paviršiaus patvarumu, lengvumu – uždengto stogo kvadratinis metras sveria vos 7 kg. Šiomis skiedromis galima dengti mažo (nuo 14°) nuolydžio stogus.
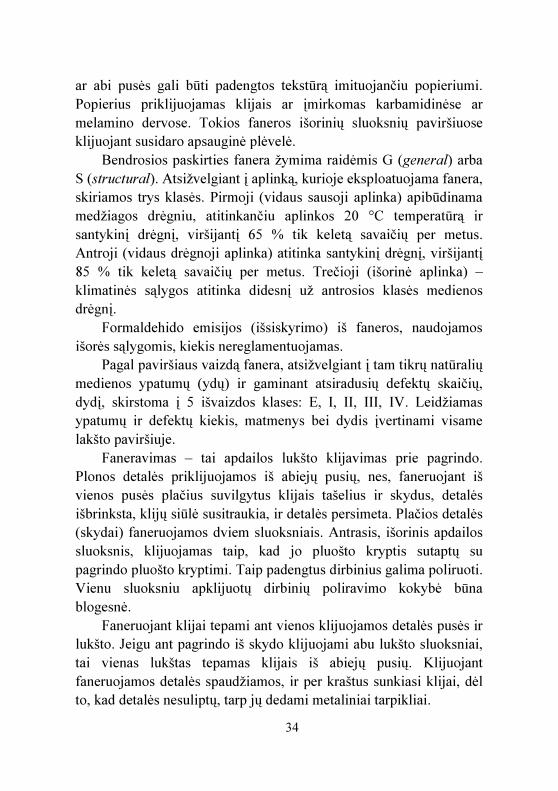
Skiedros paprastai yra 50, 70 cm ilgio, 7–15 cm pločio ir 4–6 mm storio. Kokybiškai uždengtas stogas tarnaudavo apie 30 metų. Skiedros gali būti naudojamos ir pastatų fasadams dengti (3.9 pav.).
Mediniams stogams įrengti geriausiai tinka Kanados, Šiaurės Europos ir šiaurinės Rusijos dalies bei Sibiro spygliuočių mediena. Ji pasižymi didesniu tankiu, kietumu ir patvarumu. Šias savybes suteikia atšiauresnis klimatas. Tačiau gerai apdirbta ir išdžiovinta
39
tokiai statybai puikiai tinka ir lietuviška spygliuočių mediena iš nederlingo dirvožemio kirtaviečių.
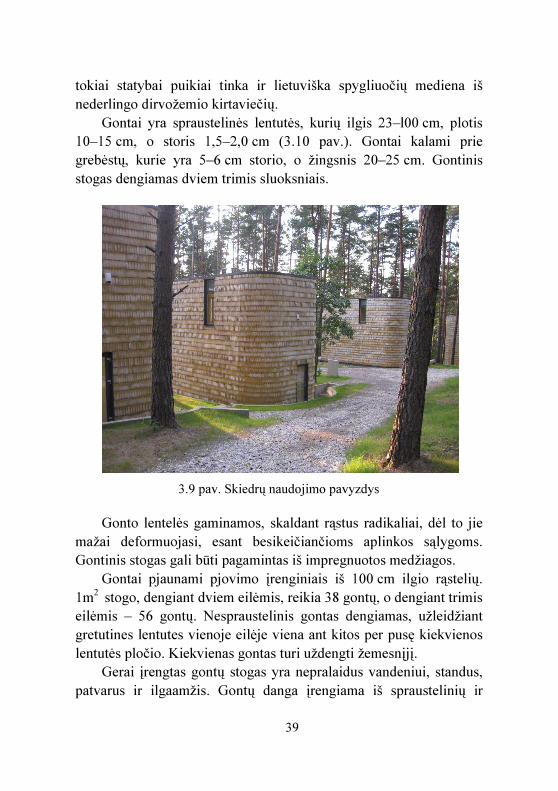
Gontai yra spraustelinės lentutės, kurių ilgis 23–l00 cm, plotis 10–15 cm, o storis 1,5–2,0 cm (3.10 pav.). Gontai kalami prie grebėstų, kurie yra 5–6 cm storio, o žingsnis 20–25 cm. Gontinis stogas dengiamas dviem trimis sluoksniais.
3.9 pav. Skiedrų naudojimo pavyzdys
Gonto lentelės gaminamos, skaldant rąstus radikaliai, dėl to jie mažai deformuojasi, esant besikeičiančioms aplinkos sąlygoms. Gontinis stogas gali būti pagamintas iš impregnuotos medžiagos.
Gontai pjaunami pjovimo įrenginiais iš 100 cm ilgio rąstelių. 1m2 stogo, dengiant dviem eilėmis, reikia 38 gontų, o dengiant trimis eilėmis – 56 gontų. Nespraustelinis gontas dengiamas, užleidžiant gretutines lentutes vienoje eilėje viena ant kitos per pusę kiekvienos lentutės pločio. Kiekvienas gontas turi uždengti žemesnįjį.
Gerai įrengtas gontų stogas yra nepralaidus vandeniui, standus, patvarus ir ilgaamžis. Gontų danga įrengiama iš spraustelinių ir
40
nespraustelinių lentučių. Gontiniai stogai dengiami miškingose ar kalnuotose vietovėse. Tinkamiausiais laikomas egliniai, pušiniai ar drebuliniai gontai.
3.10 pav. Gontų forma ir jų išpjovimo vieta
Danga iš gontų užtikrina gerą visų dangos elementų vėdinimą. Bet koks papildomas sandarinimas gali pakenkti ir todėl yra nepageidautinas (kaip ir įrengtos dangos dažymas).
3.3. Medžiagos iš kamštienos
Kamštiena – tai žievė, gauta iš bukinių šeimos kamštinio augalo (Quercus suber), paplitusio Viduržemio pajūrio srityje, žievė, kuri gali būti periodiškai šalinamas nuo jo kamieno ir šakų bei tiekiama kaip žaliava kamščio gaminiams. Kamštinis ąžuolas auga Viduržemio jūros pakrantėse ir Portugalijoje, Alžyre, Ispanijoje, Maroke, Prancūzijoje, Italijoje, Tunise.
Granuliuota kamštiena – tai kamštienos dalys, gaunamos, smulkiai trupinant ir/arba malant žaliavą arba apdorotą kamštieną. Paprastai granulių dydis yra nuo 4 iki 22 mm.
41
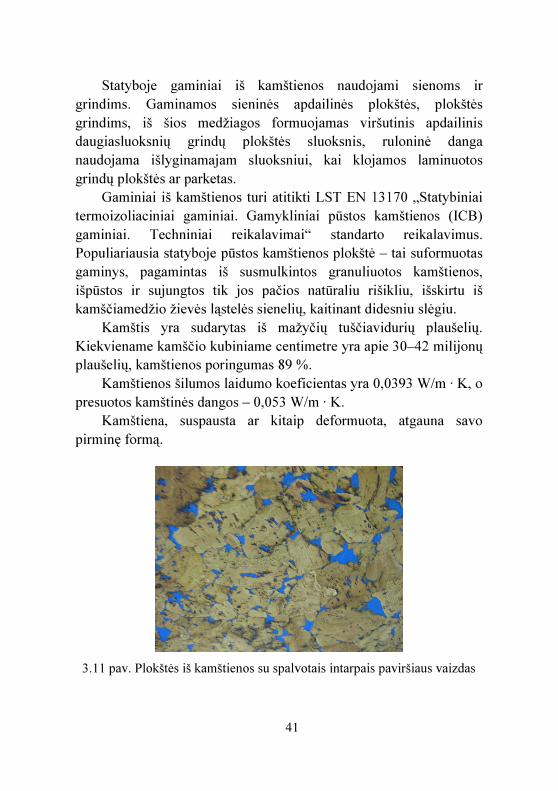
Statyboje gaminiai iš kamštienos naudojami sienoms ir grindims. Gaminamos sieninės apdailinės plokštės, plokštės grindims, iš šios medžiagos formuojamas viršutinis apdailinis daugiasluoksnių grindų plokštės sluoksnis, ruloninė danga naudojama išlyginamajam sluoksniui, kai klojamos laminuotos grindų plokštės ar parketas.
Gaminiai iš kamštienos turi atitikti LST EN 13170 „Statybiniai termoizoliaciniai gaminiai. Gamykliniai pūstos kamštienos (ICB) gaminiai. Techniniai reikalavimai“ standarto reikalavimus. Populiariausia statyboje pūstos kamštienos plokštė – tai suformuotas gaminys, pagamintas iš susmulkintos granuliuotos kamštienos, išpūstos ir sujungtos tik jos pačios natūraliu rišikliu, išskirtu iš kamščiamedžio žievės ląstelės sienelių, kaitinant didesniu slėgiu.
Kamštis yra sudarytas iš mažyčių tuščiavidurių plaušelių. Kiekviename kamščio kubiniame centimetre yra apie 30–42 milijonų plaušelių, kamštienos poringumas 89 %.
Kamštienos šilumos laidumo koeficientas yra 0,0393 W/m · K, o presuotos kamštinės dangos – 0,053 W/m · K.
Kamštiena, suspausta ar kitaip deformuota, atgauna savo pirminę formą.
3.11 pav. Plokštės iš kamštienos su spalvotais intarpais paviršiaus vaizdas

42
Lietuvoje didesnį populiarumą įgijo kamštinės sienų apdailos medžiagos (plokštės, tapetai, ruloninės dangos). Populiariausios iš jų sienų plokštės (600×300 mm ir 3 mm storio). Priklausomai nuo kamštinio ąžuolo žievės gabalų dydžio ir pjovimo krypties gaminamos įvairiausių raštų ir faktūrų plokštės, kuriose gali būti ir spalvotų intarpų (3.11 pav.). Intarpai daromi, norint išvengti vienodos kamščio spalvos.
Gaminant plokštes iš kamštienos, ji malama į atitinkamų frakcijų granules ir presuojama metalinėse kasetėse. Kasetės dedamos į mikrobangų krosnį ir apie 4 minutes laikomos 110 °C temperatūroje. Ataušę kamštienos blokai supjaustomi juostiniais peiliais į įvairaus storio plokštes.

43
4. DAUGIASLUOKSNIAI GAMINIAI FASADAMS (SENDVIČ PLOKŠTĖS) IR JŲ GAMYBOS TECHNOLOGIJOS Daugiasluoksniai gaminiai fasadams – tai stambiagabaritės
statybinės plokštes, gaminamos iš lengvų kompozitinių medžiagų, susidedančių iš dviejų išorinių apsauginių ir termoizoliacinio vidinio sluoksnio. Išoriniai sluoksniai gali būti pagaminti iš aliuminio, plieno, plastikų, vidinis sluoksnis – iš poliuretano, polistireninio putplasčio, mineralinės vatos. Šios medžiagos pasižymi:
− geromis termoizoliacinėmis savybėmis; − antikorozinėmis savybėmis; − mažu drėgmės įgeriamumu; − atsparumu ugniai; − tuo, kad yra technologiškos; − lengvai ir greitai montuojamos; − demontavimo galimybe (konstrukcijos išlaiko savybes); − plokščių keitimo paprastumu, jei gaminys pažeidžiamas
eksploatuojant; − estetišku išoriniu vaizdu (gausus išorinės apdailos ir spalvos
pasirinkimas). Šiomis medžiagomis gali būti iš išorės padengtos gamybinės ir
administracinės patalpos (4.1 pav.), prekybos centrai, kompleksai, sporto kompleksai, baseinai, kuro kolonėlės, plovyklos, oro uostų pastatai, terminalai, sandėliai, medicininės patalpos, šaldymo kameros, iš jų gali būti įrengtos vidinės pertvaros.
Šių gaminių išorinis sluoksnis yra gaminamas iš šaltai valcuoto karštai cinkuoto plonasienio plieno lakšto. Gamybai naudojamas 0,5–0,7 mm storio plienas, padengtas įvairių tipų plastikais.
Parenkant plokščių spalvą, reikia atsižvelgti į klimatines sąlygas. Kuo tamsesnis atspalvis panaudotas, tuo išorinis plokštės sluoksnis labiau kaista, tuo labiau jis deformuojasi, atsiranda įtempimų.

44
Plokštėse kaip termoizoliacinė medžiaga gali būti naudojama mineralinė vata: nedegi bazaltinė vata, kurios tankis 105–110 kg/m3. Vata pasižyminti geromis akustinėmis ir termoizoliacinėmis savybėmis, jos temperatūrinės deformacijos yra mažos.
4.1 pav. Daugiasluoksnių plokščių naudojimo išorės apdailai pavyzdys
Kompleksinės plokštės, kurių vidinis sluoksnis mineralinė vata, gaminamos presavimo būdu. Išoriniai sluoksniai klijuojami prie vidinio sluoksnio plokščių. Klijuojama epoksidiniais, kaučiuko, poliesteriniais ar latekso klijais.
Plokštės gali būti gaminamos dvejopai: nepertraukiamai ir periodiškai. Gamybą nepertraukiamu būdu sudaro trys pagrindiniai technologiniai barai. Pirmasis skirtas išoriniams sluoksniams ir jų paketams paruošti ant konvejerio. Nuvalytas ir paruoštas medžiagos lakštas dedamas ant transporterio juostos ir padengiamas klijais. Tuomet ant jo dedami paruoštos tam tikrų matmenų mineralinės vatos plokštės. Jeigu plokštė suprojektuota su išoriniu rėmu, einančiu pagal kraštus arba standumo briaunomis, tai per visą plotą ar tarpuose dedami rėmo elementai (aliuminio, medžio, faneros ir pan.). Toliau judant transporteriui, ant vidinio sluoksnio ir kitų elementų viršaus tepami klijai, ir dedamas viršutinis sluoksnis. Jeigu reikia,

45
tarp vieno iš išorinių ir vidinio sluoksnių gali būti dedamas hidroizoliacijos sluoksnis, iš abiejų pusių apteptas klijais.
Kitas technologinės linijos baras – tunelinio tipo (25–30 m ilgio) kamera, kurioje plokštės sluoksniai supresuojami ir kaitinami, joms judant transporteriu. Plokštė supresuojama volais per jų tarpą judant plokštei, o kaitinama dažniausiai spiraliniais kaitintuvais. Be to, iš kaloriferio prapučiamas įkaitintas oras. Temperatūra kameroje iš pradžių būna +40 °C, vėliau +60 °C, proceso pabaigoje iki +80 °C. Transporterio judėjimo greitis – 0,6–1,8 m/min. (tai priklauso nuo gaminamos konstrukcijos storio, išorinių sluoksnių ir klijų tipo). Konstrukcijų ilgis priklausomai nuo linijos ir kameros ilgio gali būti įvairus (dažniausiai 6–8 m). Gaminiai, išėję iš presavimo ir kaitinimo kameros, patenka į trečiąjį barą. Tai apipjaustymo ir profiliavimo baras. Jei rėminimas yra medinis arba jo visai nėra, tai specialiomis frezomis gali būti išpjaustomi specialūs profiliai plokštėms sujungti ir siūlėms sandarinti.
Jei reikia, gali būti organizuojamas ir ketvirtasis baras paviršiui apdoroti. Paviršius dengiamas antikorozine plėvele (dažais), atsparumą gaisrui didinančia danga ir kt. Lengvųjų sluoksniuotųjų konstrukcijų su storesniais išoriniais sluoksniais gamyba periodiniu būdu apima daugiau, bet smulkesnių barų: lakštų karpymo, ruošimo (nuvalymo), klijų užtepimo, konstrukcijos elementų surinkimo, gamybos baigiamųjų etapų.
Paruošti lakštai perkeliami į jų paviršiaus ruošimo skyrių. Čia jie nuvalomi, nudažomi, padengiami antikorozine danga ar kitaip apdorojami. Tuomet paruošiami visi rėminimo elementai, išgręžiamos skylės (jei reikia), jie sujungiami, profiliuojami ir perduodami į surinkimo barą. Klijuojama dažniausiai epoksidiniais klijais. Suklijavus lakštai dedami į specialų presą, kurio plokštumos kaitinamos.
Metalinių plokščių polimerinis padengimas suteikia pagrindines medžiagos savybes: išorinį vaizdą, atsparumą išorės poveikiui, ilgaamžiškumą. Kiekvienam objektui parenkamas tam tikras

46
padengimas, atsižvelgiant į klimatines bei eksploatacines sąlygas, reikalavimus išoriniam vaizdui.
Termoizoliacija šiose plokštėse yra apsaugota iš abiejų pusių profiliuota cinkuota plienine skarda. Tvirtą trijų sluoksnių sujungimą suteikia aukštos kokybės klijai. Termoizoliacinio sluoksnio plaušeliai išdėstyti skersine kryptimi, gerai suklijuoti su išoriniais sluoksniais, leidžia visą kompozitą nagrinėti kaip vientisą masę – tai labai padidina plokštės stiprį ir standumą.
Šias plokštes galima montuoti ant metalinio, gelžbetoninio ar medinio karkaso. Dėl didelio jų atsparumo gniuždymui bei lengvumo pastatui reikalingas mažas atraminių sijų skaičius, o montavimas vyksta sparčiau. Pati plokštė – šiuolaikiškas produktas, nes yra santykinai lengvas, greitai montuojamas, pasižymi didele šilumine varža, atsparumu ugniai, ilgaamžiškumu, likutine verte (pastatą galimą išardyti) ir gali būti įvairių spalvų.

47
5. APDAILOS DIRBINIAI IŠ STIKLO, JŲ GAMYBOS TECHNOLOGIJOS 5.1. Stiklo gamybos technologija
Stiklo gamybos technologija susideda iš tokių pagrindinių operacijų:
− įkrovos paruošimo; − stiklo lydymo; − gaminių formavimo iš išlydytos stiklo masės; − gaminių atkaitinimo ir apdorojimo (pjaustymo, šlifavimo,
poliravimo). Įkrovos paruošimas – tai viena iš svarbiausių stiklo gamybos
operacijų. Įkrova sudaroma iš tam tikro kiekio tiksliai pasvertų ir gerai sumaišytų parinktų smulkių žaliavų miltelių. Kokybiškas stiklas gaunamas tik iš homogeniškos įkrovos. Langų stiklo įkrovos cheminė sudėtis pateikta 5.1 paveiksle.
72%
15,5%3,5%8,5%
1,6% 0,2%
5.1 pav. Langų stiklo įkrovos sudėtis: 72 % SiO2; 15,5 % Na2O; 8,5 % CaO;
3,5 % MgO; 1,6 % Al2O3; 0,2 % Fe2O3. Įkrovos homogeniškumas priklauso nuo žaliavų cheminės
sudėties, grūdelių skersmens ir granuliometrinės sudėties, įkrovos drėgmės, maišymo trukmės bei būdo, transportavimo, sandėliavimo, įkrovos pakrovimo bei iškrovimo ir kt. Įkrovos dozavimas atliekamas dozatoriais. Smėlio dozavimo tikslumas turi būti ne mažesnis kaip 0,1 %, sodos, potašo ir dolomito – 0,2 %, kitų

48
komponentų – 0,5 %. Dozuoti komponentai gerai sumaišomi specialiuose maišytuvuose ir dedami į stiklo lydymo krosnį. Stiklui gaminti naudojamos ir stiklo duženos.
Stiklas lydomas 1 500–1 590 oC temperatūroje nuolatinio ir periodinio veikimo krosnyse. Stiklo lydymo procesas skirstomas į penkias stadijas:
− silikatų susidarymas; − stiklo susidarymas; − stiklo masės skaidrėjimas; − homogeniškos masės susidarymas; − aušimas iki formavimo temperatūros. Nauji junginiai paprasto natrio–kalcio stiklo įkrovoje pradeda
susidaryti 500 oC ir baigia susidaryti 800–900 oC temperatūroje. Silikatų susidarymo proceso trukmė sudaro apie 30 % viso stiklo lydymo proceso trukmės.
Stiklo lydalas susidaro, tirpstant kvarco grūdeliams silikatų lydale ir vienam lydalui tirpstant kitame. Stiklas baigia susidaryti 1 100 oC temperatūroje.
Stiklo lydalas skaidrėja, išsiskiriant iš jo dujų burbuliukams. Kad sumažėtų lydalo klampa ir lengviau išsiskirtų dujos, temperatūra pakeliama iki 1 590 oC. Lydalo skaidrėjimo intensyvumas priklauso nuo jo klampos bei paviršiaus įtempimo, taip pat nuo to, kiek lydale dujų.
Stiklo lydalas homogenizuojasi visą laiką, kol lydomas stiklas. Šis procesas baigiasi, kai lydalas pasidaro chemiškai ir termiškai vienalytis. Cheminis stiklo lydalo vienalytiškumas priklauso nuo įkrovos žaliavų vienalytiškumo, jų dozavimo, maišymo bei pakrovimo ir nuo visų stiklo lydymo stadijų pobūdžio.
Aušinimas – vienodas viso stiklo lydalo ataušinimas iki gaminių formavimo temperatūros. Stiklas aušinamas lėtai ir tolygiai, kad nebūtų pažeistas lydalo terminis vienalytiškumas ir nepasikeistų dujinės terpės sudėtis bei slėgis. Pažeidus dujų pusiausvyrą, gali susidaryti pūslių, arba gali būti gautas netinkamas formuoti stiklas.

49
Stiklas lydomas įvairių tipų lydkrosnėse, kurios būna nuolatinio arba periodinio veikimo. Dažniausiai naudojamos nuolatinio veikimo lydkrosnės; jos statomos iš ugniai atsparių medžiagų.
Gaminiai iš stiklo lydalo formuojami šiais būdais: − tempimo; − valcavimo; − presavimo; − pūtimo; − liejimo; − plukdymo (flotacijos). Plukdymo (flotacijos) būdas. Šiuo būdu suformuojamas ypač
lygus stiklo paviršius (nereikia šlifuoti nei poliruoti), gaminamas lakštinis stiklas (matmenys 12×3 m, storis 2–25 mm). Taip (5.2 pav.) gaminamas beveik visas statyboje naudojamas lakštinis stiklas. Tipinės lakštinio stiklo gamyklos našumas – 5000 t lakštinio stiklo per savaitę.
5.2 pav. Gamybos plukdymo (flotacijos) būdu schema: A – įkrovos
padavimas; B – duženų padavimas; C – lydymo krosnis; D – kontroliuojama aplinka; E – plukdymo krosnis ant alavo paviršiaus;
F – atkaitinimo patalpa; G – pjaustymas; H – nuėmimas Atkaitinant lakštinį stiklą, siekiama panaikinti vidinius
įtempimus stiklo lakšte. Dar karštas 3, 4, 6, 8 ir 10 mm stiklas gali būti valcuojamas,
išgaunant ant jo vienos ar kitos konfigūracijos piešinį, – taip gaunamas raštuotas stiklas. Toks stiklas gali praleisti mažiau šviesos

50
nei įprastas, o objektai, esantys už jo, gali būti susilieję arba jų gali nesimatyti iš viso.
Presavimo būdas. Gaminiai presuojami metalinėse arba ketinėse formose. Formoje lydalas spaudžiamas puansonu, vėsinamu iš vidaus vandeniu. Stiklo lašai į formas tiekiami mechanizuotai prie lydkrosnės sumontuotu lašotiekiu. Gaminio išorę formuoja pati forma, o vidų – puansonas. Skiriamos trys pagrindinės presavimo stadijos:
− stiklo lašo padavimas į formą; − gaminio presavimas; − gaminio išstūmimas iš formos. Presuojami ne plonesni kaip 2 mm sienelių storio, tikslių
matmenų, vienodos masės, pilnaviduriai arba tuščiaviduriai gaminiai. Presavimas – paprastas, plačiai paplitęs, našus ir mechanizuotas gaminių formavimo būdas, bet tokiu būdu gaunamų gaminių kokybė menka, todėl dažnai presuoti gaminiai papildomai termiškai arba chemiškai apdorojami.
Presavimo būdu gaminami storasieniai stikliniai indai, statybiniai stiklo blokai.
Stiklo blokų gamybai naudojamas smėlis, klintys, dolomitas, kaolinas, gamtinis natrio sulfatas ir kt. Prieš gaminant stiklą, medžiagas reikia paruošti – išdžiovinti, susmulkinti, išsijoti, o kartais ir sodrinti.
Stiklo blokų gamyba susideda iš tokių pagrindinių operacijų: − įkrovos paruošimo; − stiklo lydymo; − pusblokių suformavimo iš išlydytos masės; − pusblokių sujungimo; − gaminių atkaitinimo. Stiklo blokai formuojami presu. Išlydyta stiklo masė dozuojama
atitinkamais kiekiais. Tai priklauso nuo bloko matmenų ir sienelės storio, o masė dozuojama pusei bloko supresuoti. Supresuoti pusblokiai aušinami oro srove nuo 1800 iki 1100 ºC temperatūros.
51
Tada juostiniu transporteriu paduodami iki įrenginio, kuris paima du blokelius taip, kad jie būtų vienas virš kito, ir pašildo jų briaunas, kol jos pradeda lydytis. Tada pusblokiai tuo pačiu įrenginiu suspaudžiami. Tokiu būdu gaunamas vienas tuščiaviduris blokas.
Pagaminti blokai yra atkaitinami atkaitinimo įrenginyje nuo 180 iki 175 ºC temperatūros. Procesas vyksta apie 2 valandas.
Tada atliekama stiklo blokų kokybės kontrolė. Jos metu matuojama stiklo blokelių matmenų nuokrypiai, sienelių išsigaubimas, atsparumas smūgiams. Atsparumo smūgiams metu bandoma šoninių sienelių ir siūlės stipris.
Atlikus visas operacijas, stiklo blokai sandėliuojami. 5.2. Lakštinio stiklo apdorojimo technologijos ir gaminių iš jo gamyba
Standartinis lakštinis plukdymo būdu gautas stiklas yra 3, 4, 5, 6, 8, 10, 12, 15, 19 ir 25 mm storio. Pagamintas stiklas dar papildomai apdorojamas. Pagrindiniai apdorojimo procesai yra tokie:
− selektyvinės dangos padengimas; − raižymas; − dažymas; − stiklo laminavimas; − laminuoto stiklo pjaustymas; − stiklo briaunų bukinimas; − šlifavimas, poliravimas; − lenkimas; − grūdinimas; − aliuminio rėmelių lankstymas ir pripildymas absorbento,
įpurškiant jį į rėmelį; − stiklo paketų gamyba. Gaminiai ir lakštinis stiklas sandėliuojamas tokiomis sąlygomis:
patalpos turi būti gerai vėdinamos, sausos, žiemą šildomos. Netinkamai laikomas stiklas, veikiant aplinkos atmosferai, dūlėja, o ilgai netinkamai sandėliuojant, gali pradėti irti paviršius.
52
Tam, kad paprastas stiklas įgautų geresnes šilumos izoliavimo savybes, jis padengiamas metalų – pavyzdžiui, sidabro ar švino –sluoksniais. Taip padengtas stiklas išlieka skaidrus. Jis vadinamas stiklu su selektyvine danga. Šis sluoksnis turi savybę praleisti trumpų bangų saulės spindulius, tačiau nepraleidžia ilgų bangų šiluminių spindulių (juos skleidžia įšilę objektai ir šildymo prietaisai). Selektyvinė danga gali būti minkšto ir kieto dengimo. Minkšto dengimo danga neatspari aplinkos poveikiams, dėl to naudojama tik vidinėje stiklo paketo pusėje, kur nebus veikiama išorės poveikių. Kieto dengimo danga atspari iki 620 °C, ji gali būti apsukama ir naudojama išorinėje pusėje.
Stiklas raižomas paguldžius lakštą į horizontalią padėtį. Deimantiniu rėžtuku stiklas suraižomas į iš anksto numatyto dydžio ruošinius. Raižymo procesas – visiškai automatizuotas. Suraižytas stiklas toliau transportuojamas išilgai stalo išsidėsčiusiomis guminėmis juostomis į laužymo zoną. Visame raižymo stalo plote išdėstyta daug 5 mm skersmens angelių, pro kurias pučiamas oras. Tokiu būdu stiklo lakštas tolygiai pakeliamas pora milimetrų, o supjaustytas lengvai stumdomas. Raižymo stale išilgai ir skersai išsidėsčiusios juostos, iškildamos virš stalo plokštumos, tam tikrose vietose pakelia stiklą. Suraižytas stiklo lakštas pakeliamas ne per visą plotą, todėl, susidarius įtempimams, suraižytose vietose jis lūžta.
Stiklo briaunų šlifavimas gali būti vertikalus ir dvipusis. Dar gali būti šlifuojami smailesni nei 90º kampai, nes grūdinant tokiose stiklo zonose susidaro didžiausi įtempimai, ir stiklas gali sudužti.
Apdirbus briaunas, stiklo ruošinį tuoj pat būtina nuplauti, nes džiūstant stiklo dulkės prilimpa prie stiklo ir vėliau labai sunkiai nusivalo arba nenusivalo.
Stiklui plauti naudojami vertikalūs ir horizontalūs plovimo įrenginiai. Vertikalus naudojamas didelių gabaritų stiklo ruošiniams plauti (5.3 pav.), o horizontalus – mažesnių išmatavimų ir didesnėms partijoms. Selektyvinių stiklų plovimui paprastai naudojamos vertikalios plovyklos su minkštais šepečiais. Šių stiklų paviršius labai jautrus mechaniniam braižymui, netgi pirštų prisilietimui.

53
Transportuojant ar keliant tokį stiklą, būtina mūvėti specialias pirštines.
Stiklas plaunamas tik minkštu vandeniu prie plovimo aparato sumontuota vandens minkštinimo įranga. Stiklo lakštai, perėję plovimo etapą, nudžiovinami oru.
Stiklas gręžiamas iš abiejų stiklo plokštumos pusių dviem deimantiniais grąžtais. Viršutinis grąžtas įgręžia kiaurymę maždaug iki pusės gylio ir pasikelia į viršų. Tuomet operaciją pabaigia apatinis grąžtas. Gręžimo vieta aušinama vandeniu.
Stiklai yra dažomi, taip gaunamas dažytas stiklas (5.4 pav.), kuris paskui gali būti laminuojamas ir grūdinamas. Dažams užtepti ant stiklo paviršiaus naudojamas šilkografijos metodas.
5.3 pav. Horizontalus stiklo plovimo įrenginys
Kadangi stiklu dabar dengiami dideli pastatų paviršiai, svarbios tampa apsauginės stiklo savybės, t. y. jis turi saugoti turtą ir žmones, o kartu būti saugus. Egzistuoja kelių rūšių saugūs stiklai:
− stiklai, kurie sudužę skyla į daugybę mažų šukelių bukais galais, ir tokiu būdu tikimybė susižeisti mažėja;
− stiklai, kurie sudužę neišbyra, stiklo šukės lieka tarpiniame stiklo sluoksnyje;

54
− armuotas stiklas, kurį sudaranti armatūra, stiklui sudužus, išlaiko jo masę.
5.4 pav. Dažyto stiklo lakštas
Pagrindinė apsauginio stiklo funkcija – apsaugoti žmogaus turtą ar patį žmogų nuo išorinės grėsmės. Todėl egzistuoja smūgiams ar sprogimams atsparus, neperšaunamas, saugantis nuo elektromagnetinio spinduliavimo (stiklas su elektrai laidžiais sluoksniais bei kabelių intarpais), slopinantis radiolokacinius spindulius stiklas. Vienas stiklo gaminys gali turėti keletą apsauginių savybių – būti atsparus smūgiams ir skilti į ne tokias pavojingas šukes, saugoti nuo įsilaužimų, būti atsparus šūviams bei sprogimams.
Laminuotas stiklas (beskeveldris). Pagrindinis laminuoto stiklo privalumas – tai, kad po galimo dūžio, skirtingai nei paprastas ar grūdintas stiklas, jis išlaiko savo buvusią formą. Polimeriniai intarpai, prie kurių stiklas pakankamai stipriai būna prilipęs, yra labai tvirti ir elastingi. Jie neleidžia stiklo šukėms subyrėti.
Vidurinį sluoksnį dažniausiai sudaro 16–18 % dibutilsebacinatu plastifikuota butafolio-polivinilbutiralio plėvelė. Ji gali būti įvairių spalvų ir įvairaus storio: 0,38; 0,76; 1,14; 1,52 mm.
Prieš laminavimą stiklas nuplaunamas, nudžiovinamas ir transportuojamas į specialią mikroklimato patalpą, kur ruošiamas laminuoti. Stiklo ruošimo patalpoje yra 18 ºC temperatūra ir 10 %

55
santykinė oro drėgmė. Šiai patalpai taikomi griežti aplinkos reikalavimai, nes laminavimo plėvelė neatspari drėgmei.
Ant stiklo lakšto dedama PVB plėvelė, o ant jos – antras stiklo lakštas. Stiklo kraštai apklijuojami popierine lipnia juosta, kad, išnešus pusgaminį iš reguliuojamos aplinkos, plėvelės nepažeistų drėgmė. Ruošinys įdedamas į vakuumo maišą ir tam tikrą laiką kaitinamas specialioje krosnyje.
Kiekviename maiše įrengiamas vakuuminis vožtuvas, prie kurio prijungiama žarnelė. Visos žarnelės per kolektorių prijungiamos prie vakuuminio siurblio, kuris viso laminavimo proceso metu turi ištraukinėti iš kaitinamų maišų oro likučius. Sukomplektuotos lentynos su pajungtu vakuumu įvežamos į laminavimo krosnį. Krosnyje stiklas kaitinamas maždaug 145 ºC temperatūroje. Kaitinimo trukmė priklauso nuo kaitinamo stiklo storio. Procesas trunka apie 1–2 valandas, tada krosnis išjungiama, ir stiklas lėtai 7–8 valandas aušinamas. Ataušus iki tam tikros temperatūros, vežimėlis su lentynomis ištraukiamas, ir stiklas aušta kambario temperatūroje. Stiklas gali būti laminuojamas ir autoklave.
Laminuotas stiklas turi būti skaidrus ir laidus šviesai, pro jį turi būti ryškiai matomi neiškreipti daiktai. Pagal storį laminuotas stiklas skirstomas į ploną (4,5 mm storio), normalaus storio (5 mm) ir storą (6 ir 6,5 mm storio). Pagal formą laminuotas stiklas skirstomas į plokščią ir lenktą.
Pagal EN 356 „Statybinis stiklas. Apsauginis langų stiklas. Atsparumo rankos smūgiui bandymas ir klasifikavimas“ standartą atliekami bandymai, kurių metu stiklas bandomas ir suskirstomas į 8 saugumo kategorijas. Kategorijos nurodo stiklo gebėjimą atlaikyti smūgius ar mėginimus sudaužyti stiklą, naudojant kūjus ar kirvį.
Pagal standartą skiriamos atsparumo smūgiams kategorijos. Nuo P1A iki P4A kategorijos stiklas bandomas kieto daikto smūgiu. 4,1 kg svorio metalinis rutulys tris kartus krinta ant horizontaliai įtvirtinto stiklo lakšto, kurio matmenys 1100×900 mm. Atstumas, iš kurio paleidžiamas rutulys, kinta priklausomai nuo atsparumo kategorijos. Trijų smūgių metu rutulys neturi pramušti stiklo kiaurai.
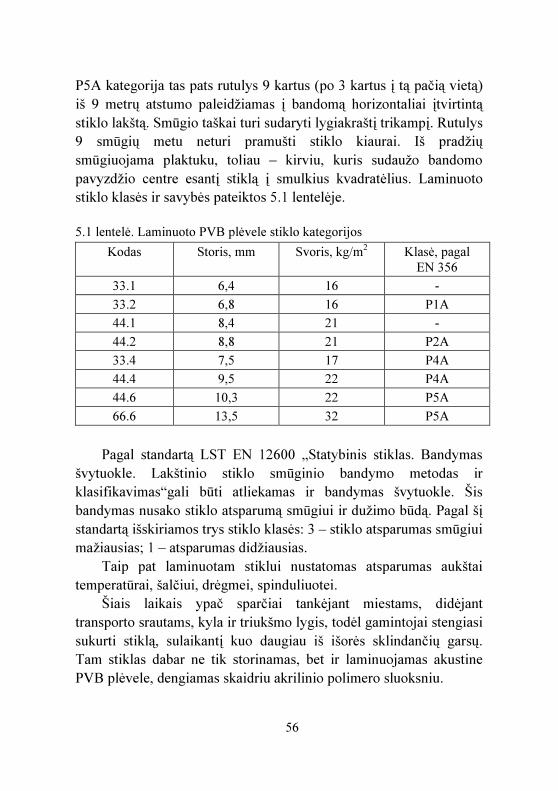
56
P5A kategorija tas pats rutulys 9 kartus (po 3 kartus į tą pačią vietą) iš 9 metrų atstumo paleidžiamas į bandomą horizontaliai įtvirtintą stiklo lakštą. Smūgio taškai turi sudaryti lygiakraštį trikampį. Rutulys 9 smūgių metu neturi pramušti stiklo kiaurai. Iš pradžių smūgiuojama plaktuku, toliau – kirviu, kuris sudaužo bandomo pavyzdžio centre esantį stiklą į smulkius kvadratėlius. Laminuoto stiklo klasės ir savybės pateiktos 5.1 lentelėje.
5.1 lentelė. Laminuoto PVB plėvele stiklo kategorijos
Kodas Storis, mm Svoris, kg/m2 Klasė, pagal EN 356
33.1 6,4 16 - 33.2 6,8 16 P1A 44.1 8,4 21 - 44.2 8,8 21 P2A 33.4 7,5 17 P4A 44.4 9,5 22 P4A 44.6 10,3 22 P5A 66.6 13,5 32 P5A
Pagal standartą LST EN 12600 „Statybinis stiklas. Bandymas
švytuokle. Lakštinio stiklo smūginio bandymo metodas ir klasifikavimas“gali būti atliekamas ir bandymas švytuokle. Šis bandymas nusako stiklo atsparumą smūgiui ir dužimo būdą. Pagal šį standartą išskiriamos trys stiklo klasės: 3 – stiklo atsparumas smūgiui mažiausias; 1 – atsparumas didžiausias.
Taip pat laminuotam stiklui nustatomas atsparumas aukštai temperatūrai, šalčiui, drėgmei, spinduliuotei.
Šiais laikais ypač sparčiai tankėjant miestams, didėjant transporto srautams, kyla ir triukšmo lygis, todėl gamintojai stengiasi sukurti stiklą, sulaikantį kuo daugiau iš išorės sklindančių garsų. Tam stiklas dabar ne tik storinamas, bet ir laminuojamas akustine PVB plėvele, dengiamas skaidriu akrilinio polimero sluoksniu.

57
Priešgaisrinis stiklas − tai daugiasluoksnis laminuotas stiklas su skaidriais tarpiniais sluoksniais, išsiplečiančiais, veikiant aukštai temperatūrai. Jo pagrindinis tikslas – kuo ilgiau apsaugoti žmones nuo ugnies ir dūmų. Dabar gaminamas priešgaisrinis stiklas ugniai atsparus išlieka nuo 30 iki 120 minučių. Kartu šis stiklas yra visiškai skaidrus, gerai praleidžia šviesą, izoliuoja garsą.
Gaisro atveju apie 1200 °C temperatūroje intarpai išsiplečia ir transformuojasi į kietą nepermatomą apsauginį sluoksnį, leidžiantį stiklo konstrukcijai išsaugoti vientisumą, termoizoliacines savybes tam tikrą laiką: 15, 20, 30, 45, 60, 90, 120, 180 ir 240 minutes.
Ugniai atsparūs stiklai skirstomi į kategorijas: − E kategorijos stiklas gaminamas iš ypač didelius temperatūrų
skirtumus atlaikančio stiklo, jis išsaugo vientisumą tam tikrą laiką;
− EW kategorijos stiklas dar turi ir šiluminius spindulius atspindintį sluoksnį;
− EI kategorijos stiklas yra daugiasluoksnis, kur tarp stiklų yra speciali skaidri plėvelė. Veikiant karščiui, stiklas iš gaisro pusės suskilinėja, plėvelė pradeda smarkiai plėstis ir pavirsta į kietą keraminę nepermatomą putą, kuri gerai izoliuoja karštį. Priešgaisrinis stiklas naudojamas laiptų, pertvarų ir kt. gamyboje.
− E EI išsaugo vientisumą 60 minučių ir izoliuoja nuo kaitros. Garsą izoliuojantis stiklas. 6 mm laminuoto stiklo garso
izoliacija prilygsta 12 mm vientiso stiklo garso izoliacijai. Tai pasiekiama, laminuojant elastinga PVB (A) plėvele.
Grūdintas stiklas – tai termiškai apdirbtas stiklas, kuris kaitinimo proceso metu tolygiai įkaitinamas iki 650 ºC. Šis procesas pagerina stiklo mechaninį atsparumą (lenkimui, smūgiams 5–6 kartus) bei atsparumą šiluminiam spaudimui, nekeičiant stiklo skaidrumo rodiklių. Stiklas grūdinimo krosnyje įkaitinamas. Kaitinimo metu stiklas vietoje nestovi, o yra stumdomas keraminiais velenais pirmyn ir atgal. Stiklo kaitinimo laikas priklauso nuo jo

58
storio bei rūšies. Kaitinimo trukmė yra mažiau nei minutė. Įkaitinti stiklo lakštai perstumiami į intensyvaus aušinimo sritį, kur galingų ventiliatorių pučiamu oru ataušinami. Iš aušinimo zonos išstumto stiklo temperatūra siekia 40–60 ºC. Aušinama iš abiejų stiklo lakšto plokštumų pusių. Blogai užgrūdintas stiklas yra pavojingas ir gali tapti nelaimių priežastimi. Toks stiklas, veikiamas skersvėjo ar didesnės saulės šilumos, gali susprogti eksploatavimo vietoje. Netinkamai parinkus grūdinimo parametrus, stiklas gali sprogti ir grūdinamas.
Jei išoriniai įtempimai viršija grūdinto stiklas vidinius įtempimus, stiklas suskyla į daug smulkių, aplinkiniams nepavojingų dalelių be aštrių briaunų (5.5 pav.).
Kadangi termiškai grūdinto stiklo negalima pjaustyti ir gręžti, skylės gręžiamos ir briaunos bukinamos bei pjaustomos prieš grūdinant.
Grūdintas stiklas dar yra bandomas dėl skilimo – nustatomas stiklo suskilimo pobūdis. Grūdintas saugus stiklas yra nuo 3 iki 19 mm storio ir gali būti įvairių matmenų.
Termiškai sustiprintas stiklas. Jis nėra visiškai užgrūdintas, todėl jo atsparumas mechaniniam poveikiui 50 % mažesnis nei grūdinto. Tačiau termiškai sustiprintas stiklas stipresnis už paprastą, todėl duždamas skyla spinduliais, kurie neišbyra. Šis stiklas gaminamas kaip ir grūdintas, tik aušinama ne taip staiga, o lėčiau.
5.5 pav. Sudužęs grūdintas stiklas
59
Vandenį atstumiantis stiklas. Šio stiklo paviršius hidrofobiškas – kontakto su vandens lašais plotas minimalus. Vandens lašų sukibimo su stiklu jėga tampa žymiai mažesnė už lašų masę, ir jie lengvai nuteka nuo stiklo. Kartu su vandeniu pasišalina ir nešvarumai. Vandenį atstumiantis stiklas gaunamas, stiklo paviršių apdorojus specialiomis cheminėmis medžiagomis.
Vandenį pritraukiantis stiklas. Vandenį pritraukiantis stiklas veikia priešingai. Lietaus metu visas stiklo paviršius pasidengia plonu vandens sluoksniu. Išdžiūvus stiklui, ant jo paviršiaus nesimato išdžiūvusių lietaus lašelių pėdsako. Stiklas išdžiūva tolygiai.
Nešvarumus skaidantis stiklas. Toks stiklas ant išorinio paviršiaus turi plonytį 15 µm titano oksido sluoksnį. Veikiant deguoniui ir saulės ultravioletiniams spinduliams, sluoksnis skaido tik organinius nešvarumus. Šis sluoksnis turi ir kitą savybę – atstumia vandenį.
Saugantis nuo saulės spindulių poveikio stiklas. Daugiaaukščiai stikliniai biurų pastatai dabar yra įprastas, nieko nebestebinantis miesto vaizdas, bet turbūt nedaugelis žino, kad galimybė stiklu padengti didelius pastatų plotus atsirado tik tuomet, kai stiklas įgavo dar vieną savybę – sulaikyti, t. y. nepraleisti į pastato vidų saulės spindulių ir tokiu būdu neleisti patalpoms įkaisti. Dėl to mažiau apkraunami oro kondicionieriai, taupoma energija ir mažiau teršiama aplinka. Tokias savybes įgauna nudažytas arba padengtas specialia, atmosferos poveikiui atsparia danga (metalais ar jų oksidais) stiklas.
Sparčiai populiarėja stiklas, saugantis nuo tiesioginių ultravioletinių saulės spindulių. Toks stiklas padengiamas specialia apsaugine plėvele, kuri sugeria 99 % UV spindulių. Tokio stiklo dėka namuose nuo blukimo galima apsaugoti baldus, paveikslus ir kitus daiktus. Tačiau toks gaminys turi ir trūkumų – namuose, kurių langai tokio tipo stiklais, blogai auga augalai.
Šildomas stiklas. Gamintojai siūlo vartotojams ir šildomą stiklą. Šio stiklo sintetiniame intarpe įmontuojami labai ploni ir dėl to beveik nematomi šildymo kabeliai. Ant langų iš tokio stiklo

60
nesiformuoja kondensatas ir neatsiranda ledas, o tai ypač svarbu, kai pastate įrengti vitrininiai langai. Šildoma gali būti visa stiklo plokštuma arba jos dalis.
Stiklas su šviesos diodais. Yra gaminamas dvisluoksnis stiklas, kurio viduje įklijuoti šviesos diodai (5.6 pav.). Šviesos diodas (LED) – tai puslaidininkinis p-n sandūros įtaisas, skleidžiantis optinę spinduliuotę, kai yra sužadinamas elektros srovės (IEV 845-04-40).
5.6 pav. Laiptų pakopos, pagamintos iš stiklo su šviesos diodais
5.3. Gaminių iš stiklo savybės Stiklo paketai. Tai stiklinis elementas, susidedantis iš vieno
(vientiso arba daugiasluoksnio) ar kelių hermetiškai sujungtų lakštų. Vien skaidrumo stiklui nepakanka, stiklinimui naudojami gaminiai pirmiausia turi efektyviai sulaikyti šilumą patalpų viduje ir gerai izoliuoti triukšmą. Gaminių šilumos perdavimo koeficientai pateikti 5.2 lentelėje.

61
5.2 lentelė. Stiklo paketų šilumos perdavimo koeficientai Stiklo paketų aprašymas Šilumos perdavimo
koeficientas, W/m2 · K
Vienas stiklo lakštas (4 mm) 5,8 Paketas iš dviejų stiklo lakštų 2,8
Paketas iš dviejų stiklo lakštų, užpildytas argono dujomis
2,7 Paketas iš dviejų stiklo lakštų su vienu selektyviniu
stiklu (kieta danga) 1,7
Paketas iš dviejų stiklo lakštų su vienu selektyviniu stiklu (kieta danga), užpildytas argono dujomis
1,5 Paketas iš dviejų stiklo lakštų su vienu selektyviniu
stiklu (minkšta danga) 1,4
Paketas iš dviejų stiklo lakštų su vienu selektyviniu stiklu (minkšta danga), užpildytas argono dujomis
1,2 Paketas iš trijų stiklo lakštų su dviem selektyviniais
stiklais užpildytas argono dujomis 0,8
Paketas iš trijų stiklo lakštų su dviem selektyviniais stiklais, užpildytas ksenono dujomis
0,4
Stiklo paketams gaminti naudojamas grūdintas, laminuotas, skaidrus, raštuotas, atspindintis, selektyvinis stiklas. Į paketo vidų gali būti įmontuotos įvairios 8, 18, 25 mm pločio dekoratyvinės grotelės. Paketo vidus pripildomas šilumos ir garso izoliacinių savybių turinčių inertinių dujų. Inertinių dujų šilumos laidumo koeficientai – argono 0,017; kriptono 0,009; ksenono 0,005 W/m · K. Stiklo paketų pavyzdžiai pateikti 5.7 paveiksle.
Darant tokius paketus, aplink visą gaminio kontūrą naudojamas rėmelis, gaminamas iš aliuminio arba kompozitinės medžiagos (specialaus stiklaplasčio, sustiprinto smulkiais metalo siūleliais, kad atlaikytų didesnius mechaninius įtempimus ir turėtų didesnį šiluminį atsparumą, aplinkos temperatūrai kylant iki 100 oC). Rėmelis gali būti 6–10 mm storio, jo viduje yra absorbuojanti medžiaga, kuri, paketą hermetizavus, iš jo vidaus ištraukia drėgmės likučius (5.8 pav.).

62
5.7 pav. Stiklo paketų pavyzdžiai: 1 – vienkameris; 2 – dvikameris;
3 – vienkameris su vienoje pusėje esančiu laminuotu stiklu; 4 – dvikameris su pertvara iš šilumą atspindinčios plėvelės
5.8 pav. Rėmelis: 1 – absorbuojanti medžiaga; 2 – rėmelio medžiaga iš
aliuminio, plastiko arba kompozitinės medžiagos; 3 – armuojantis elementas
Stiklo paketai gali būti dedami į medinius, polivinilchlorido PVC (5.9 pav.), aliumininius profilius.

63
a b 5.9 pav. Langų rėmų iš PVC pavyzdys: a – rėmas sustiprintas cinkuotu
plieniniu profiliu; b – rėmas sustiprintas profiliu iš stiklaplasčio PVC rėmo pagrindinėje kameroje statomas armuojantis
sustiprinantis įdėklas, pagamintas iš cinkuoto plieno, rečiau iš aliuminio arba stiklaplasčio. Įtempimai šiems įdėklams perduodami drenažinės kameros horizontaliomis standumo briaunomis per sujungimus. Drenažinė kamera skirta vandeniui nuvesti, kuris patenka, lyjant stipriam lietui ir pučiant vėjui. Esminiai lango eksploatacines savybes apibūdinantys rodikliai pateikti 5.3 lentelėje.
Stiklo blokai. Jie naudojami didesnio drėgnumo patalpų sienoms ir pertvaroms. Pirtis, dušas, vonia – tinkamiausia vieta stiklo blokams. Iš blokų daromos ištisos sienos ten, kur nepakanka erdvės ir šviesos. Jais apipavidalinamos lubos, grindys ir kt. Stiklo blokus galima montuoti bet kokioje plokštumoje – horizontalioje, vertikalioje ir pasvirusioje. Tačiau lubos neturi turėti apkrovos iš viršaus. Grindims naudojami blokai būna tuščiaviduriai ir pusiniai su tam tikra faktūra.
Sienos iš stiklo blokų plotas negali viršyti 15 m2, nes patys blokai pakankamai sunkūs (2,5–4,5 kg), ir dėl didelių apkrovų apatinės eilės gali paprasčiausiai sutrupėti. Jei ketinama keletą blokų montuoti jau pastatytoje sienoje, būtina labai tiksliai išgręžti reikiamą ertmę, nes siūlė tarp blokelių neturi viršyti 10–12 mm.

64
Naudojami plastikiniai intarpai, dėl kurių siena gaunama lygi, o siūlės vienodo storio. 5.3 lentelė. Esminiai lango eksploatacines savybes apibūdinantys rodikliai
Rodiklis Deklaruojamas lygis arba klasė Reikalavimai
Mechaninis patvarumas Klasė
Priklauso nuo eksploatavimo sąlygų (dydžių, varstymų dažnio,
besinaudojančiųjų atsargumo) Atsparumas kartotiniam varstymui
Klasė Priklauso nuo eksploatavimo sąlygų
(dydžių, varstymų dažnio, besinaudojančiųjų atsargumo)
Atsparumas smūgiui Klasė Priklauso nuo įstiklinimo Šilumos
perdavimo koeficientas
W/(m2·K) ≤1,6 (yra sąlygų) Oru
sklindančio garso
izoliavimas dB, pvz. 32(–2, –5)
Priklauso nuo pastato garso izoliavimo klasės
Oro skverbtis Klasė Priklauso nuo vietovės tipo, vėjo
greičio ir aukščio Nepralaidu-
mas vandeniui
Klasė Priklauso nuo vietovės tipo, vėjo greičio ir aukščio
Atsparumas vėjo
apkrovai Klasė Priklauso nuo vietovės tipo, vėjo
greičio ir aukščio
Per 16–18 valandų nerekomenduojama dėti daugiau nei trijų stiklo blokų eilių, nes reikia palaukti, kol siūlės sukibs, sukietės.
Dėl papildomo sienos tvirtumo ją reikia armuoti. Į cementines siūles dedami metaliniai 4–6 mm skersmens strypeliai.
Siūles tarp stiklo blokų galima nudažyti specialiais mišiniais, skirtais akmens ar keraminėms plytelėms, arba tiesiog galima naudoti spalvotą cementą. Pagrindinės stiklo blokų savybės yra:

65
− gniuždomasis stipris 4–7,5 MPa; − šilumos perdavimo koeficientas U=1,8–2,8 W/(m² · K),
(šilumos laidumo koeficientas λ=0,47 W/(m · K); − garso izoliacija 47 dB; − laidumas šviesai 70 %; − atsparumas ugniai EI30 – EI90. Stiklo blokai skirstomi į vienkamerius ir dvikamerius.
Dvikameriame bloke tarp dviejų pusblokių įdėtas stiklo audinys arba plona stiklinė plėvelė. Toks blokas turi 2 ertmes, todėl jo šiluminės savybės geresnės.

66
6. PLONASLUOKSNIAI VIENETINIAI DIRBINIAI SIENŲ, GRINDŲ APDAILAI IR JŲ GAMYBOS TECHNOLOGIJOS 6.1. Keraminių plytelių savybės ir jų gamybos technologijos
Pastatų išorės ir vidaus apdailai naudojamos keraminės apdailos plytelės. Tai plokštelės, pagamintos iš molio ar kitos neorganinės žaliavos, dažniausiai naudojamos grindų dangai ir sienų apdailai. Plytelės klasifikuojamos pagal formavimo būdą ir įmirkį. Pagal formavimo būdą skirstomos į A grupę – keraminės plytelės, suformuotos juostiniu (ekstruziniu) būdu, B grupę – pussausių miltelių presavimo būdu ir C grupę – liejimo būdu.
Pussausio presavimo plytelės pagal keraminės šukės vandens įmirkį skirstomos į 3 grupes (6.1 pav.).
6.1 pav. Keraminių plytelių skirstymas pagal keraminės šukės
vandens įmirkį Plytelės žymimos, atsižvelgiant į gamybos būdą ir įmirkį,
pavyzdžiui: AIb grupės plytelės yra juostinio formavimo keraminės plytelės, kurių įmirkis 0,5–3 %. AIIa ir AIIb plytelių grupės padalintos į dvi dalis: AIIa-1, AIIa-2 bei AIIb-1, AIIb-2 – šie gaminiai turi skirtingas gaminių specifikacijas.
Keraminių apdailos plytelių charakteristikos, apibūdinančios jų kokybę, yra tokios: matmenys ir paviršiaus kokybė, vandens įmirkis,

67
trūkstamasis stipris, lenkimo stipris, atsparumas dilimui, tiesinis šiluminis plėtimasis, terminis atsparumas, glazūruotų plytelių atsparumas trūkinėjimui, atsparumas šalčiui, trinties koeficientas, plėtimasis dėl drėgmės poveikio, nedideli atspalvių skirtumai, atsparumas smūgiui, atsparumas dėmių susidarymui, atsparumas rūgštims ir šarmams bei buitiniams valikliams, švino ir kadmio išsiskyrimas iš glazūruotų plytelių. Reikalavimus plytelėms reglamentuoja LST EN 14411 „Keraminės plytelės. Apibrėžtys, klasifikavimas, charakteristikos ir ženklinimas“ standartas. Pastatų išorėje naudojamų plytelių kokybines charakteristikas nusako plytelių atsparumas šalčiui, kuris nustatomas pagal EN ISO 10545-12.
Pagal formą plytelės būna kvadratinės, stačiakampės, trikampės, šešiakampės, aštuoniakampės, pusinės. Pagal paskirtį skirstomos į sienines, kampines, karnizines ir skirtas grindims. Pagal briaunos kraštą skirstomos į plyteles su suapvalintu ir nupjautu (tiesiu) kraštu. Plytelės gali būti glazūruotos arba neglazūruotos, jos yra nedegios ir atsparios šviesos poveikiui. Sieninių stačiakampių keraminių plytelių, skirtų vidaus darbams, pavyzdys pateiktas 6.2 paveiksle.
6.2 pav. Stačiakampių keraminių plytelių pavyzdys
Aprašant plytelių matmenis ir paviršiaus kokybę, svarbu ilgis, plotis, storis bei šių matmenų vidurkio nuokrypis nuo gaminimo

68
matmens, taip pat kraštinių tiesumas, stačiakampiškumas, paviršiaus plokštumas, paviršiaus kokybė.
Plytelių ilgio pločio ir storio nuokrypių reikalavimai pateikti 6.1 ir 6.2 lentelėse.
6.1 lentelė. Reikalavimai juostinio formavimo plytelių ilgio pločio ir storio nuokrypiams nuo gaminimo matmenų
Plytelių apibūdinimas Plytelės matmenų nuokrypis grupė apibūdinimas ilgis plotis storis AIb tiksliosios ± 1,0 % ± 1,0 % ± 10 %
paprastosios ± 2,0 % ± 2,0 % ± 10 % AIIa-1 tiksliosios ± 1,25 % ± 1,25 % ± 10 %
paprastosios ± 2,0 % ± 2,0 % ± 10 % AIIa-2 tiksliosios ± 1,5 % ± 1,5 % ± 10 %
paprastosios ± 2,0 % ± 2,0 % ± 10 % AIIb-1, AIIb-2, AIII
tiksliosios ± 2,0 % ± 2,0 % ± 10 % paprastosios ± 2,0 % ± 2,0 % ± 10 %
6.2 lentelė. Reikalavimai sauso presavimo plytelių ilgio pločio ir storio nuokrypiams nuo gaminimo matmenų
Plytelių apibūdinimas Plytelės matmenų nuokrypis grupė gaminio
paviršiaus plotas, cm2
ilgis plotis storis
BIa, BIb, BIIa, BIIb
≤90 ± 1,2 % ± 1,2 % ± 10 % 90–190 ± 1,0 % ± 1,0 % ± 10 % 190–410 ± 0,75 % ± 0,75 % ± 5 % >410 ± 0,6 % ± 0,6 % ± 5 %
BIII grupės plytelės gali būti gaminamos be tarpo riboklio ir su tarpo ribokliu. Todėl reikalavimai šioms plytelėms skiriasi (6.3 lentelė).
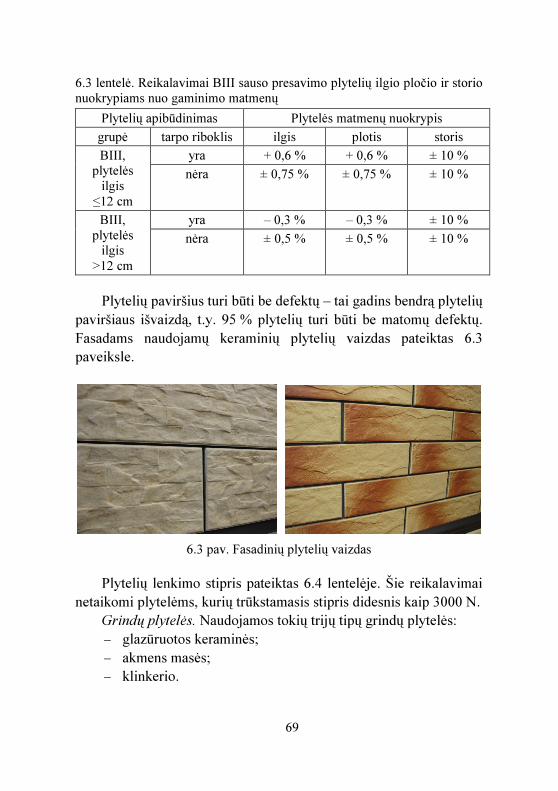
69
6.3 lentelė. Reikalavimai BIII sauso presavimo plytelių ilgio pločio ir storio nuokrypiams nuo gaminimo matmenų
Plytelių apibūdinimas Plytelės matmenų nuokrypis grupė tarpo riboklis ilgis plotis storis BIII,
plytelės ilgis
≤12 cm
yra + 0,6 % + 0,6 % ± 10 % nėra ± 0,75 % ± 0,75 % ± 10 %
BIII, plytelės ilgis
>12 cm
yra – 0,3 % – 0,3 % ± 10 % nėra ± 0,5 % ± 0,5 % ± 10 %
Plytelių paviršius turi būti be defektų – tai gadins bendrą plytelių
paviršiaus išvaizdą, t.y. 95 % plytelių turi būti be matomų defektų. Fasadams naudojamų keraminių plytelių vaizdas pateiktas 6.3 paveiksle.
6.3 pav. Fasadinių plytelių vaizdas
Plytelių lenkimo stipris pateiktas 6.4 lentelėje. Šie reikalavimai netaikomi plytelėms, kurių trūkstamasis stipris didesnis kaip 3000 N.
Grindų plytelės. Naudojamos tokių trijų tipų grindų plytelės: − glazūruotos keraminės; − akmens masės; − klinkerio.

70
6.4 lentelė. Reikalavimai plytelių lenkimo stipriui Plytelių grupė Lenkimo stipris, N/mm2
Vidutinė vertė Pavienė vertė AIb ≤23 ≤18
AIIa-1 ≤20 ≤18 AIIa-2 ≤13 ≤11 AIIb-1 ≤17,5 ≤15 AIIb-2 ≤9 ≤8 AIII ≤8 ≤7 BIa ≤35 ≤32 BIb ≤30 ≤27 BIIa ≤22 ≤20 BIIb ≤18 ≤16
BIII, plytelės storis ≥7,5 mm ≤12 ≤12 BIII, plytelės storis <7,5 mm ≤15 ≤15 Grindų plytelės naudojamos vidaus ir išorės grindų viršutiniam
dėvimajam sluoksniui įrengti gyvenamosiose ar komercinės paskirties patalpose. Paprastai plytelių lenkimo stipris priklauso nuo plytelių storio. Gyvenamuosiuose ir visuomeniniuose pastatuose pakanka 8–10 mm storio plytelių, techninės paskirties patalpose naudojamos plytelės, kurių storis iki 18 mm.
Neglazūruotoms plytelėms nustatomas atsparumas giliajam dilimui, o glazūruotų – paviršiaus dilimui. Plytelių atsparumas dilimui pasirenkamas pagal jų paskirtį. Svetainėse, virtuvėse, prieškambariuose, verandose patartina kloti ne žemesnės nei 3 dilumo klasės plyteles. 5 dilumo klasės plytelės naudojamos gyvenamosioms, gamybinėms ir visuomeninėms patalpoms, kuriose itin intensyviai vaikštoma. Patalpose, kuriose intensyvus žmonių srautas, rekomenduojama naudoti neglazūruotas arba akmens masės plyteles.

71
Kietumas apibūdina plytelės paviršiaus atsparumą mechaniniam poveikiui. Visuomeninėse patalpose rekomenduojama kloti plyteles, kurių kietumas pagal Moso skalę lygus 8.
Grindų plytelių pagrindinių charakteristikų palyginimas pateiktas 6.5 lentelėje.
6.5 lentelė. Grindų plytelių savybės Charakteristika
Keraminės glazūruotos plytelės
Akmens masės plytelės
Klinkerinės plytelės
vandens įmirkis 3–10 % <0,5 % 2–4 % lenkimo stipris >27 MPa 48 MPa 38 MPa
kietumas 4–7 >8 5–7 dilumas 120 mm3 140 mm3 >100 mm3
atsparumas šalčiui >50 ciklų >50 ciklų >50 ciklų
atsparumas techniniam poveikiui
be pakitimų be pakitimų be pakitimų atsparumas cheminiam poveikiui
be pakitimų be pakitimų be pakitimų
Glazūruotos grindų plytelės gaminamos pussausio presavimo būdu, pagal vandens įmirkį jos priklauso I ir II grupei. Šios plytelės naudojamos vidaus patalpų grindims gyvenamuosiuose ir komercinės paskirties pastatuose.
Grindų plytelių pasirinkimo rekomendacijos skirtingos paskirties patalpoms pateiktos 6.6 lentelėje.
Apibendrinant keraminių grindų plytelių naudojimo rekomendacijas, galima teigti, kad keraminės grindų plytelės – universali medžiaga, dekoratyvi, gali būti naudojama patalpose, kurioms keliami aukšti reikalavimai švarai, kur yra galimas rūgščių, riebalų, šarmų ir kitų cheminių medžiagų poveikis, patalpose, kur

72
dideli žmonių srautai, didelė drėgmė. Tai tinkama danga, klojant šildomas grindis.
6.6 lentelė. Grindų plytelių pasirinkimo rekomendacijos Grindų plytelių naudojimo vieta
Keraminės glazūruotos plytelės
Akmens masės plytelės
Klinkerinės plytelės
gyvenamosios patalpos + + +
intensyvaus judėjimo patalpos
– + + sunkiosios pramonės gamybos patalpos
– + –
garažai, autoservisai – + +
balkonai, terasos – + –+ baseinai + + +
Plytelės paprastai formuojamos kambario temperatūroje juostinio formavimo ir presavimo būdu, tada išdžiovinamos ir degamos reikalingoms savybėms įgauti pakankamoje temperatūroje.
Juostinio formavimo plytelės gaminamos iš plastiškos masės juostiniu presu ir paskui pagal nustatytus matmenis išpjaunamos. Tokiu būdu pagamintos plytelės gali būti tiksliosios ir paprastosios. Pagal apdorojimą, vykstantį po juostinio formavimo, skiriamos skeltos ir atskiro formavimo plytelės (įmirkis ne didesnis kaip 6 %).
Akmens masės plytelės gaminamos iš molio, kuriame didelis kiekis Al2O3 (apie 25 %) ir mažas Fe2O3 (mažiau nei 1,5 %), lauko špatų, smėlio, pridedant priedų masės takumui pagerinti – skystojo stiklo ir natrio tripolifosfato, taip pat dedama maltų neatitiktinių gaminių. Lauko špatų kiekis nuo bendros masės mišinio gali siekti 62 %. Iš žaliavų mišinio malūne ruošiamas šlikeris (šlikerio drėgmė

73
35,5 %, malimo trukmė 8–9 valandos.), kuris po košimo džiovinamas ir iš jo ruošiami presavimo milteliai (jų drėgnis 6 %). Plytelės presuojamos hidrauliniais presais, džiovinamos ritininėse džiovyklose ir degamos vienkamerėse ritininėse krosnyse 1130 oC aukščiausioje degimo temperatūroje. Prieš degimą apatinė plytelių pusė angobuojama. Angoba – tai pralaidus arba nepralaidus vandeniui matinis keraminis apdailos sluoksnis (plytelė su angobuotu paviršiumi laikoma neglazūruota plytele). Pagrindinės akmens masės plytelių charakteristikos – labai mažas įmirkis (iki 0,5 %), didelis lenkimo stipris, jos yra kietos, jų atsparumas šalčiui didesnis kaip 50 ciklų, taip pat jos patvarios terminiam ir cheminiam poveikiui. Šios plytelės gali būti naudojamos terasoms, lodžijoms, laiptams rengti pastatų išorėje. Akmens masės plytelės gali būti papildomai dengiamos glazūra.
Klinkerinės keraminės plytelės gaminamos iš sunkiai lydaus molio, lauko špatų ir maltų neatitiktinių plytelių (brokuoti gaminiai). Klinkerinės plytelės degamos 1200 oC temperatūroje.
Keraminėms plytelėms gaminti molis greiferiniu kranu tiekiamas į bunkerį. Iš ten molis patenka į dantytus velenus. Ten žaliavos valcuojamos – apdirbamos, praleidžiant tarp dviejų skirtingomis kryptimis besisukančių velenų.
Priedai iš bunkerių ir apdirbtas molis dozuojami automatinėmis svarstyklėmis ant transporterio, kuriuo žaliavos gabenamos į rutulinį malūną. Kad į formavimo masę nebūtų primalama geležies, kuri gali pakeisti išdegtos keraminės šukės spalvą, malūnas išklotas gumine iškloja. Į malūną taip pat pripilama reikiamas kiekis vandens.
Malūne paruoštas šlikeris supilamas į du baseinus ir perkošiamas per vibracinius sijotuvus. Perkoštas šlikeris sandėliuojamas baseinuose. Šiuose baseinuose įrengti mechaniniai maišytuvai, kad šlikeris neišsisluoksniuotų. Į šlikerį patekę geležies junginiai pašalinami magnetiniais separatoriais. Iš baseinų šlikeris siurbliu tiekiamas į purkštuvinę džiovyklą. Oras, pašildytas termogeneratoriumi su dujiniu degikliu, išcentriniu ventiliatoriumi tiekiamas į džiovyklą iš viršaus. Džiovykloje oras pereina per

74
spiralinį difuzorių, kuris sudaro pastovų sūkurinį srautą ir leidžiasi iki išmetimo angos.
Plytelės presuojamos hidrauliniais presais. Supresuoti pusgaminiai pakrovimo įrenginiu gabenami į džiovyklą. Džiovykloje plytelės transportuojamos besisukančiais plieniniais ritinėliais, kurie sukasi per grandininę pavarą. Džiovykla sudaryta iš dviejų atkarpų: terminės radiacijos ir ventiliacijos. Terminės radiacijos dalyje veikia gyvatukinis šilumokaitis, kurio viduje cirkuliuoja dujinių degiklių degimo produktai. Šios džiovyklos dalies kameros vidus veidrodinis, todėl čia efektyviai veikia infraraudonasis spinduliavimas. Ventiliacijos atkarpoje plytelės džiovinamos, ir vanduo pašalinamas pašildytu oru, kuris tiekiamas perforuotais vamzdžiais virš plytelių ir po jomis. Išdžiovintos plytelės sugrupuojamos ir viena eile transporteriu pernešamos į glazūravimo liniją.
Visoje glazūravimo linijoje plytelės transportuojamos diržinės pavaros konvejeriu. Jos nuvalomos šepečiais ir drėkinimo kameroje sudrėkinamos vandeniu. Sauso glazūravimo įrenginio panaudojimas leido praplėsti gaminamų plytelių asortimentą. Plytelių paviršius tolygiai padengiamas sausa glazūra, granulėmis, smėliu, frita. Taip galima gauti panašų į natūralaus marmuro paviršių ar blizgantį paviršių. Taip paruoštos plytelės patenka į angobavimo įrangą. Ten nailoniniu šepetėliu, drėkinamu vandeniu, nuo šoninių plytelių sienelių pašalinamos dulkės. Nuvalius dulkes, plytelė pasukama 90° kampu, ir nuvalomos kitos dvi jos sienelės. Ugniai atsparaus molio angoba apatinė plytelės pusė dengiama, norint apsaugoti degimo krosnies ritinėlius nuo užteršimo. Linijos atkarpose, kur susidaro dulkės, įrengti nupučiamieji ventiliatoriai dulkėms ir nešvarumams pašalinti nuo plytelių paviršiaus. Iš glazūravimo linijos plytelės patenka į kaupimo skyrių. Ten jos sukraunamos į kaupimo vagonėlius. Vagonėliai dviem bėgių eilėmis mechaniniais stumtuvais transportuojami į džiovyklą, kurioje prieš degimą išdžiovinama glazūra. Išdžiovintos plytelės iškraunamos iš kaupimo vagonėlių ir gabenamos į krosnį.
75
Krosnies prieangio atkarpoje iš pusgaminių pašalinamas vandens likutis, pusgaminiai pamažu įšyla. Porcelianiniais ritinėliais plytelės transportuojamos į pašildymo ir degimo zoną, paskui į spartaus aušinimo zoną. Spartaus aušinimo zonoje temperatūra nukrinta iki 500 °C. Tuomet plytelės patenka į natūralaus aušinimo ir galutinio aušinimo zoną.
Išdegus plytelės transportuojamos į kokybės kontrolės postą, kur atliekamas jų rūšiavimas ir pakavimas. Supakuotos plytelės išvežamos į sandėlį.
Dirbinių glazūravimas. Dažniausiai glazūruojamos keraminės plytelės ir čerpės. Glazūravimas gali būti atliekamas:
− skysta glazūra; − sausa glazūravimo mase. Prieš glazūruojant dirbiniai nuvalomi besisukančiais šepečiais ir
drėkinimo kameroje sudrėkinami vandeniu. Glazūra tiekiama į glazūravimo įrenginį, iš kurio teka ant linija judančių dirbinių. Dirbiniai linijoje transportuojami diržinės pavaros konvejeriu.
Glazūruoti dirbiniai gali būti apdorojami poliravimo įrenginyje, kuris skirtas glazūros paviršiaus spalviniams efektams gauti. Dirbinių dekoravimui naudojamos šilkografijos mašinos. Šilkografijos metodo esmė ta, kad ant nailoninio arba kaproninio tinklelio padaromas piešinys trafaretas. Šilkografijos mašina pro trafaretą pratrina dažus. Gautas piešinys užfiksuojamas degant. Piešinys trafaretas ruošiamas taip:
− dailininko nupieštas paveikslas nufotografuojamas; − tinklelis įtempiamas ant medinio rėmelio ir padengiamas
polichlorviniliniu laku; − išdžiūvęs ir sukietėjęs lakas padengiamas karštu želatinos
tirpalu; − tirpalas per 4–6 valandas tamsoje džiovinamas ir tampa
jautrus šviesai; − ant želatinos sluoksnio priklijuojama fotojuosta su piešiniu ir
10–15 minučių apšviečiama stipriu šviesos srautu;
76
− želatina po tamsiomis juostelės vietomis išlieka tirpi vandenyje, o šviesos paveikta želatina netirpsta;
− fotojuostelė nuimama ir plaunama karštu vandeniu; − piešinys išsiplauna, ir atsidengia nailoninis tinklelis; − tinklelis nuvalomas butilacetatu, kuris ištirpina
polichlorvinilinį laką; − nuvaloma likusi želatina; − paruoštas naudoti trafaretas įtvirtinamas šilkografijos
mašinoje. Prie šilkografijos mašinos atvažiavęs dirbinys sustoja, ant jo
gumine juosta pro tinklelį pratrinami dažai. Jei dirbinys dekoruojamas dviejų ar trijų spalvų piešiniais, naudojamos dvi ar trys šilkografijos mašinos, kuriose atviros yra tik tam tikrai spalvai skirtos piešinio dalys.
Sausojo glazūravimo įrenginys leidžia praplėsti dirbinių asortimentą. Šiuo įrenginiu dirbinių paviršius padengiamas sausa glazūra, granulėmis, smėliu, frita.
Dirbiniai gali būti dekoruojami aerografu. Šis įrenginys suprojektuotas taip, kad purškiant nesusidarytų glazūros lašeliai.
Dažniausiai šalia glazūravimo įrenginių stovi maišytuvai nepanaudotai glazūrai rekuperuoti. Įrenginys sudarytas iš nerūdijančio plieno bako, įstatomo siurblio ir vibruojančio sieto, kuriuo valoma iš glazūravimo įrenginio nutekanti perteklinė glazūra.
6.2. Mozaikinės plytelės iš uolienų Iš uolienų gaminamos mozaikinės plytelės pastatų vidaus
apdailai. Mozaikinių plytelių vaizdas pateiktas 6.4 paveiksle.

77
6.4 pav. Mozaikinių plytelių iš uolienų pavyzdžiai
Paprastai šios plytelės gaminamos pagal principinę technologinę schemą, pateiktą 6.5 paveiksle. Mozaikinėms plytelėms gaminti naudojami likę išpjautų plokščių iš uolienų gabalai. Šie gabalai lieka, apipjaustant plokščias briaunas. Likę didesni gabalai atrenkami, ir atliekamas jų skersinis ir išilginis apipjaustymas, paskui gauti gabaliukai rūšiuojami pagal spalvą ir formą. Iš atrūšiuotų gabaliukų vėliau surenkamos plytelės. Kad suformuoti tarpeliai tarp gabalėlių būtų tokie pat, gabalėliai blogąja puse į viršų sudedami į specialiai pagamintas metalines ar plastikines formas, o tinklelis, pateptas klijais, uždedamas ant surinktų į formą uolienų viršaus.
6.5 pav. Mozaikinių plytelių iš uolienų principinė technologinė schema
Tokiu būdu gaunamos apytiksliai 300×300 mm keturkampio formos plokštelės, sudarytos iš mažų gabalėlių. Gamyboje naudojant

78
tinkliuką, tarpeliai tarp uolienų gabalėlių išlieka tapatūs, o norint gauti mažesnių matmenų plokštelę, belieka tik perkirpti tinklelį reikiamose vietose. Šios plokštelės klijuojamos ant paviršiaus taip pat kaip ir kitos plytelės.
Mozaikinės plytelės gali būti gaminamos iš tos pačios rūšies uolienų gabalėlių, o gali būti ir kombinuotos, t.y. tokios, kuriose naudojamos skirtingos formos ar spalvų uolienos (6.3 pav.). Į vieną plokštelę gali būti suklijuoti net nevienodo storio uolienos gabalėliai – taip daroma, norint išgauti reljefiškumą ir apimtį.
6.3. Mozaikinės plytelės iš stiklo
Mozaikinės plytelės iš stiklo gali būti gaminamos skirtingais būdais. Vienas iš jų – valcavimas. Iš žaliavų išlydomas stiklo lydalas ir homogenizavus ataušinamas iki gaminių formavimo temperatūros. Lydalas valcuojamas periodinėmis ir tolydinėmis valcavimo staklėmis. Lydalas staklių volais spaudžiamas iš vienos arba abiejų pusių ir kartu tempiamas. Periodiniu būdu valcuojama ant nejudamo stalo su apykraščiais: ant išpiltos lydalo porcijos ridenamas vienas arba du volai. Šis būdas lakštiniam stiklui gaminti netaikomas, nes yra nenašus, ir gaunama bloga gaminių kokybė (lydalas liečiasi su šaltu oru). Taip gaminamos vitražų detalės ir stambūs, stori spalvoti stiklo lakštai.
Tolydiniu būdu valcuojama tarp dviejų vandeniu vėsinamų tuščiavidurių volų, iš lydkrosnės per slenkstį tekant stiklo lydalo srovei. Taip gaunamas lygus žaliavinis, raštuotas, armuotas, banguotas lakštinis bei profiliuotas stiklas ir mozaikinės bei stambesnės apdailos plytelės. Tolydinis valcavimas – našus gamybos būdas, bet gaunamo lakšto kokybė prastesnė, todėl toks valcuotas lakštinis stiklas šlifuojamas ir poliruojamas.
Mozaikinių plytelių iš stiklo pavyzdžiai pateikti 6.6 paveiksle.
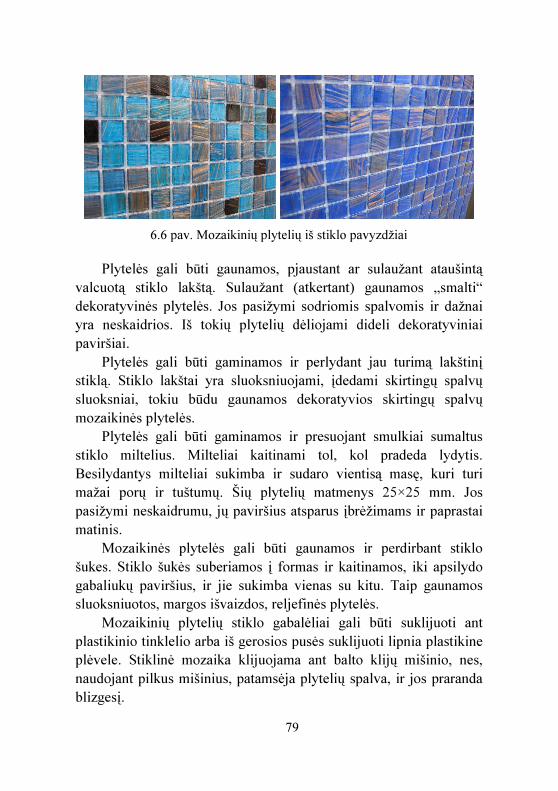
79
6.6 pav. Mozaikinių plytelių iš stiklo pavyzdžiai
Plytelės gali būti gaunamos, pjaustant ar sulaužant ataušintą valcuotą stiklo lakštą. Sulaužant (atkertant) gaunamos „smalti“ dekoratyvinės plytelės. Jos pasižymi sodriomis spalvomis ir dažnai yra neskaidrios. Iš tokių plytelių dėliojami dideli dekoratyviniai paviršiai.
Plytelės gali būti gaminamos ir perlydant jau turimą lakštinį stiklą. Stiklo lakštai yra sluoksniuojami, įdedami skirtingų spalvų sluoksniai, tokiu būdu gaunamos dekoratyvios skirtingų spalvų mozaikinės plytelės.
Plytelės gali būti gaminamos ir presuojant smulkiai sumaltus stiklo miltelius. Milteliai kaitinami tol, kol pradeda lydytis. Besilydantys milteliai sukimba ir sudaro vientisą masę, kuri turi mažai porų ir tuštumų. Šių plytelių matmenys 25×25 mm. Jos pasižymi neskaidrumu, jų paviršius atsparus įbrėžimams ir paprastai matinis.
Mozaikinės plytelės gali būti gaunamos ir perdirbant stiklo šukes. Stiklo šukės suberiamos į formas ir kaitinamos, iki apsilydo gabaliukų paviršius, ir jie sukimba vienas su kitu. Taip gaunamos sluoksniuotos, margos išvaizdos, reljefinės plytelės.
Mozaikinių plytelių stiklo gabalėliai gali būti suklijuoti ant plastikinio tinklelio arba iš gerosios pusės suklijuoti lipnia plastikine plėvele. Stiklinė mozaika klijuojama ant balto klijų mišinio, nes, naudojant pilkus mišinius, patamsėja plytelių spalva, ir jos praranda blizgesį.

80
Jei naudojamas skaidrus stiklas, prieš klijuojant gabaliukus ant tinklelio jų blogoji pusė nudažoma arba padengiama blizgios folijos sluoksniu (6.7 pav.).
6.7 pav. Mozaikinės plytelės iš skaidraus stiklo
6.4. Fasado plokštės su cemento rišamąja medžiaga Fasadiniai lakštai gali būti gaminami ir iš cemento, celiuliozės
(procesinio pluošto), polivinilalkoholio pluošto ir vandens. Polivinilalkoholio pluoštas (PVA) atlieka armuojančią funkciją. Principinė technologinė gaminių gamybos schema pateikta 6.8 paveiksle.
Sudėtinės medžiagos sumaišomos maišyklėse, iš kurių kaip vientisa masė keliauja į formavimo įrenginį. Įrenginys masę išpurškia ant sietelių, pro sietelius ištraukiamas vandens perteklius. Sieteliai gautą masę perneša ant formavimo būgno. Ant jo surenkama reikiamo storio pusgaminio plokštė. Pusgaminis perpjaunamas ir išvyniojamas ant stalo. Ten supjaustomas į gabalus; supjausčius jam gali būti suteikiamas dekoratyvinis reljefas. Po šios operacijos pusgaminiai surenkami ant padėklų, dedami vienas ant kito ir vežami į brandinimo kamerą. Ten jie kietėja, įgaudami reikiamą stiprį. Po brandinimo plokštės nuimamos nuo padėklų ir sudedamos viena ant kitos. Taip sukrauti gaminiai apdengiami polietileno plėvele ir sandėliuojami iki dažymo.

81
6.8 pav. Fasado plokščių su cemento rišamąja medžiaga gamybos
principinė technologinė schema Prieš dažymą apžiūrimas plokščių paviršius, atrenkami
neatitiktiniai gaminiai. Gaminiai dažomi dviem sluoksniais, dažus įtrinant į plokštes ir užliejant ant paviršiaus.
Fasadinės plokštės atitinka EN 12467 standarto reikalavimus. Šių plokščių storis 8 ir 12 mm, o matmenys iki 3,1×1,5 m, jos nedegios, atitinta A2-s1-d0 klasės reikalavimus, naudojamos ventiliuojamų fasadų apdailai. Priklausomai nuo naudojamos konstrukcijos tipo, plokštės tvirtinamos kniedėmis ar varžtais. Šios plokštės atsparios UV spinduliams, didelė jų spalvų įvairovė (per 30 spalvų ir atspalvių), jos gali būti reljefinio paviršiaus ar padengtos
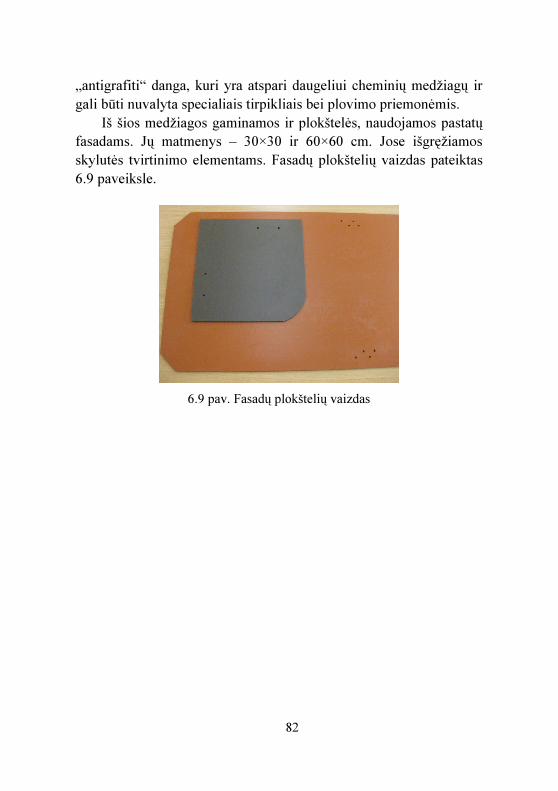
82
„antigrafiti“ danga, kuri yra atspari daugeliui cheminių medžiagų ir gali būti nuvalyta specialiais tirpikliais bei plovimo priemonėmis.
Iš šios medžiagos gaminamos ir plokštelės, naudojamos pastatų fasadams. Jų matmenys – 30×30 ir 60×60 cm. Jose išgręžiamos skylutės tvirtinimo elementams. Fasadų plokštelių vaizdas pateiktas 6.9 paveiksle.
6.9 pav. Fasadų plokštelių vaizdas
83
7. APDAILOS DIRBINIŲ IŠ PLASTIKŲ GAMYBOS TECHNOLOGIJOS Medžiagos iš plastikų naudojamos pastatų išorės ir vidaus
apdailai. Statyboje sunaudojama daugiau nei ketvirtadalis pagamintų polimerinių kompozicijų.
Plastikus sudaro tokios medžiagos: rišamosios, dažomosios medžiagos, užpildai, plastifikatoriai, stabilizatoriai, kietikliai, polimerizacijos iniciatoriai ir kiti priedai.
Rišamosios medžiagos plastikuose yra gamtiniai ir sintetiniai polimerai. Užpildai gali būti kietos, dujinės ir skystos medžiagos. Paprastai plastikams naudojami tokie užpildai: maltos chemogeninės kilmės uolienos, neorganinės trupintos ar maltos medžiagos, medienos medžiagos, celiulioziniai lakštai. Pluoštiniai ir sluoksniuoti užpildai padidina plastikų mechaninį stiprį, kietumą, lankstumą, sumažina trapumą. Plastifikatoriai gali būti nelakios stambiamolekulinės medžiagos, nedidelės molekulinės masės polimerai. Stabilizatoriai trukdo polimero oksidacijai, senėjimui, dėl to sumažėja mechaninis stipris, elastingumas. Dažomųjų medžiagų į plastikus dedama spalvai pakeisti.
Plastikinės medžiagos yra atsparios cheminiams poveikiams (dirbiniai iš PVC atsparūs daugumos rūgščių, šarmų, druskų tirpalų, vandenyje tirpių organinių junginių poveikiui), elektrocheminei korozijai, yra ilgaamžės (eksploatacijos trukmė per 50 metų), jų paviršius nešiurkštus, ant jo nesikaupia nuosėdos ir purvas, jos lengvos ir lengvai montuojamos, taip pat ir pigesnės.
7.1. Plastikai su chemogeninės kilmės užpildais Dirbiniai iš plastikų su chemogeninės kilmės užpildais
(dažniausiai naudojama malta kreida) formuojami ekstrudiniu būdu. Taip gali būti formuojami vienasluoksniai ir daugiasluoksniai gaminiai. Statyboje naudojami tokie ekstrudiniu būdu suformuoti apdailos dirbiniai:
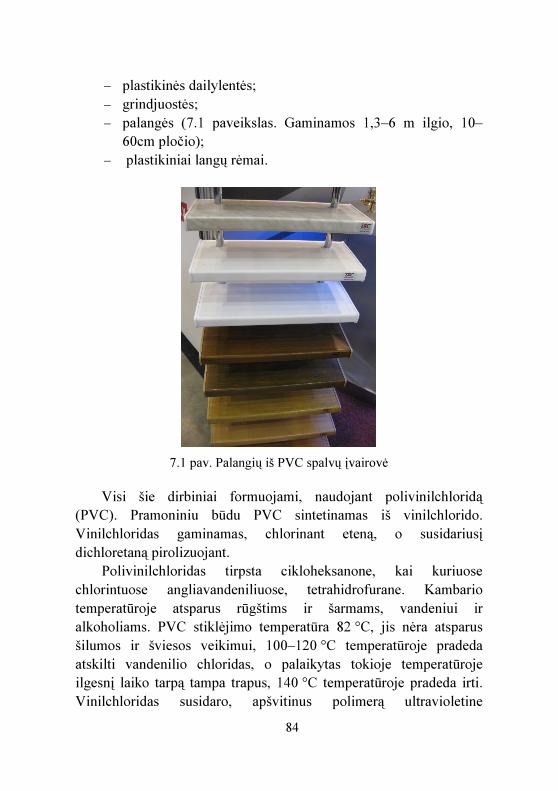
84
− plastikinės dailylentės; − grindjuostės; − palangės (7.1 paveikslas. Gaminamos 1,3–6 m ilgio, 10–
60cm pločio); − plastikiniai langų rėmai.
7.1 pav. Palangių iš PVC spalvų įvairovė
Visi šie dirbiniai formuojami, naudojant polivinilchloridą (PVC). Pramoniniu būdu PVC sintetinamas iš vinilchlorido. Vinilchloridas gaminamas, chlorinant eteną, o susidariusį dichloretaną pirolizuojant.
Polivinilchloridas tirpsta cikloheksanone, kai kuriuose chlorintuose angliavandeniliuose, tetrahidrofurane. Kambario temperatūroje atsparus rūgštims ir šarmams, vandeniui ir alkoholiams. PVC stiklėjimo temperatūra 82 °C, jis nėra atsparus šilumos ir šviesos veikimui, 100–120 °C temperatūroje pradeda atskilti vandenilio chloridas, o palaikytas tokioje temperatūroje ilgesnį laiko tarpą tampa trapus, 140 °C temperatūroje pradeda irti. Vinilchloridas susidaro, apšvitinus polimerą ultravioletine
85
spinduliuote, šią reakciją galima sustabdyti, surišant išsiskiriantį HCl stabilizatoriais: neorganinėmis arba organinėmis švino druskomis, cinko organiniais junginiais, epoksidais. Stabilizuotas PVC išlaiko trumpalaikę 190 °C temperatūrą, termiškai apdorotas tampa atsparus atmosferos poveikiui.
Šiandien PVC – plačiausiai naudojamas termoplastikas. Kadangi PVC sudėtyje yra chloro, gamybos procese sunaudojama mažiau metileno, todėl PVC tampa santykinai pigesne medžiaga nei PE ir PP.
PVC į gamyklą gali būti atvežamas granulėmis automobiliniu transportu. Iš autovežio cisternos PVC pneumosiurbliu iškraunamas į silosus, kur yra laikomas. Iš ten PVC granulės patenka į malimo ir maišymo įrenginį, kuriame PVC sumaišomas su užpildu ir stabilizatoriumi. Mišinys permalamas, kad būtų užtikrintas masės homogeniškumas, ir taip paruoštas patenka į tarpinį bunkerį, iš kurio pro dozavimo įrangą paduodamas į estruderį.
Principinė ekstrudinių dirbinių gamybos technologinė schema pateikta 7.2 paveiksle.
Užpildas taip pat gali būti atvežamas automobilinėmis cisternomis ir sandėliuojamas silosuose arba atvežamas 1 t maišuose ir laikomas sandėliuose. Iš silosų arba iš maišų užpildas pneumosiurbliais tiekiamas į malimo ir maišymo vietą. Ten į mišinį įdedama ir stabilizatoriaus mišinio, kuris atvežamas automobiliniu transportu maišais po 25 kg. Į maišymo įrenginį stabilizatorius tiekiamas rankiniu būdu.
Mišinys iš sandėliavimo bunkerio per dozatorių toliau paduodamas į ekstruderį, kuriame bus lydoma žaliava. Padavimo metu mišinys, keliaudamas vamzdžiais, nuo trinties įkaista, įgyja pradinę temperatūrą. Ekstruderis – tai įrenginys, kuriame, veikiant slėgiui, išspaudžiama formavimo masė. Ekstruderyje yra vienas ar keletas sraigtų, kurie sukdamiesi stumia pirmyn kaitinamas plastiko granules ar miltelius, paversdamas juos formuoti tinkama mase.

86
7.2 pav. Ekstrudinės linijos principinė technologinė schema: 1 – užpildas; 2 – polimeras; 3 – perdirbimui skirtas trupintas plastikas; 4 – užpildo
talpykla; 5 – polimero talpykla; 6 – maišymo įrenginys; 7 – paruoštos masės talpykla; 8 – trupinto plastiko padavimo įrenginys; 9 – masės padavimo įrenginys; 10 – ekstruderis; 11 – formavimo įrenginys; 12 – kalibratorius su vakuuminiu aušintuvu; 13 – aušinimo vandeniu vonelė; 14 – žymėjimo
įrenginys; 15 – griebtuvas; 16 – pjaustymo įrenginys; 17 – gaminio nuėmimo nuo linijos įrenginys
Ekstruderyje temperatūra pakeliama iki 195 °C, tokioje temperatūroje mišinys išsilydo. Išsilydęs jis tampa lengvai formuojamas, galima formuoti vientisą ar kombinuotą nenutrūkstamą gaminį. Tuo metu vis paduodama žaliava, o jau išlydyta stumiama į dirbinio formavimo galvutę, esančią formavimo įrenginyje. Formavimo galvutėje temperatūra siekia iki 210 °C.
Suformuotas dirbinys toliau patenka į kalibratorių kur jam suteikiamas tikslus išorinis matmuo. Užtikrinti ypač tikslų sienelės storį galima, naudojant ultragarsinį kalibratorių, kuris matuoja dirbinio sienelės storį ultragarsu.
Iš kalibratoriaus dar šiltas, ką tik suformuotas ir kalibruotas dirbinys patenka į vakuuminę aušinimo vonelę. Joje palaikomas pastovus slėgis, neleidžiantis dirbiniui subliūkšti, deformuotis ar kitaip pakeisti formavimo metu įgytą formą, kol dirbinys pasieks optimalią temperatūrą. Dirbiniui keliaujant per vakuuminį aušintuvą, jis visą laiką per laistymo angas yra laistomas tam tikros temperatūros vandeniu.

87
Vakuuminiame aušintuve atvėsintas dirbinys jau išlaiko jam suteiktą formą ir toliau patenka į paprastą aušinimo vonelę, kurioje vandens čiurkšlėmis atvėsinamas.
Pastoviam linijos greičiui užtikrinti reikalingas griebtuvas, kuris traukia dirbinį per visą gamybinę liniją. Greitis yra pritaikytas prie kitų linijos įrenginių pajėgumų, o svarbiausia – prie pagrindinio įrenginio ekstruderio žaliavos lydymo greičio. Paprastai linija juda apie 4 m per minutę greičiu.
Dirbinys iš griebtuvo išstumiamas į pjaustymo įrenginį, kuris, prisitaikydamas prie gamybos linijos greičio, pjausto jį į įvairius gamyklos deklaruojamus gabalus.
Atvėsintas dirbinys jau atitinka visus jam keliaus reikalavimus, bet prieš tai jį dar reikia pažymėti, supjaustyti ir nuimti nuo gamybos linijos. Dirbinys žymimas tam tikrais intervalais. Žymėjimo įrenginys pagamintą produkciją pažymi – ant dirbinio užrašoma pagaminimo data, sertifikato, partijos numeris, atsparumo klasė. Tai padeda užtikrinti dirbinio kokybę, ištaisyti gamybos broką ir nustatyti bei pašalinti jo atsiradimo priežastis.
Daugumos statyboje naudojamų termoplastinių dirbinių gamyboje minkštėjimas prasideda gana neaukštoje temperatūroje (60−120 ºC), todėl kai kuriems termoplastiniams dirbiniams būtina numatyti temperatūrų apribojimus, juos naudojant tam tikroms sritims.
Plastikinė apdaila tinka bet kokios paskirties patalpoms – gyvenamosioms, administracinėms ir negyvenamosioms: virtuvėms, sanitariniams mazgams (tualetams, vonioms), koridoriams, mansardoms, laiptinėms, salėms, balkonams, biurams, cechams, rūsiams, garažams, sandėliams ir t. t. Šie gaminiai netinka apdailai tik patalpose, kuriose temperatūra aukštesnė kaip +70 °C.
Dirbiniams Iš PVC (dailylentėms, grindjuostėms, palangėms) būdingas didelis spalvų, matmenų pasirinkimas, atsparumas atmosferos poveikiui – drėgmei, temperatūros pokyčiams, taip pat ultravioletiniams spinduliams.
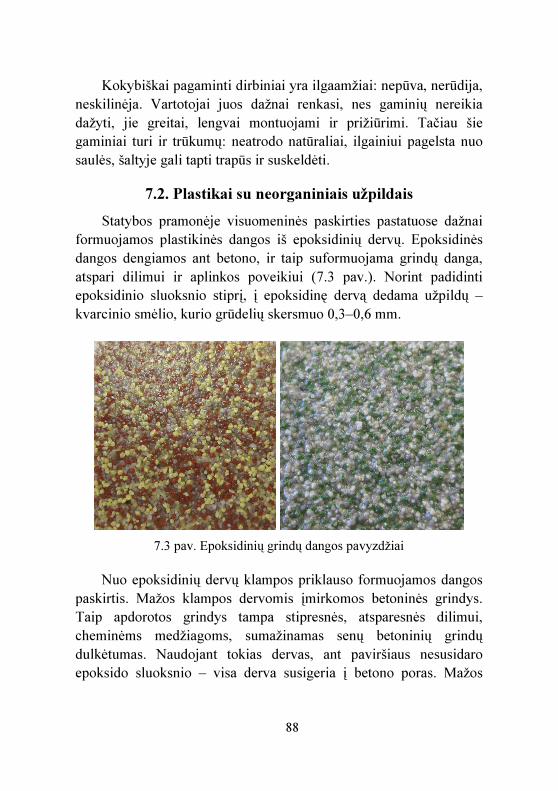
88
Kokybiškai pagaminti dirbiniai yra ilgaamžiai: nepūva, nerūdija, neskilinėja. Vartotojai juos dažnai renkasi, nes gaminių nereikia dažyti, jie greitai, lengvai montuojami ir prižiūrimi. Tačiau šie gaminiai turi ir trūkumų: neatrodo natūraliai, ilgainiui pagelsta nuo saulės, šaltyje gali tapti trapūs ir suskeldėti.
7.2. Plastikai su neorganiniais užpildais Statybos pramonėje visuomeninės paskirties pastatuose dažnai
formuojamos plastikinės dangos iš epoksidinių dervų. Epoksidinės dangos dengiamos ant betono, ir taip suformuojama grindų danga, atspari dilimui ir aplinkos poveikiui (7.3 pav.). Norint padidinti epoksidinio sluoksnio stiprį, į epoksidinę dervą dedama užpildų – kvarcinio smėlio, kurio grūdelių skersmuo 0,3–0,6 mm.
7.3 pav. Epoksidinių grindų dangos pavyzdžiai
Nuo epoksidinių dervų klampos priklauso formuojamos dangos paskirtis. Mažos klampos dervomis įmirkomos betoninės grindys. Taip apdorotos grindys tampa stipresnės, atsparesnės dilimui, cheminėms medžiagoms, sumažinamas senų betoninių grindų dulkėtumas. Naudojant tokias dervas, ant paviršiaus nesusidaro epoksido sluoksnio – visa derva susigeria į betono poras. Mažos

89
klampos epoksidinės dervos gali būti naudojamos grindims, prieš jas padengiant didesnės klampos dervomis.
Prieš dengiant paviršių epoksidinėmis dangomis, jis pašiurkštinamas suslėgto vandens srove arba smėliasrove. Epoksidinės dangos ant švaraus ir suremontuoto paviršiaus tepamos teptuku, voleliu arba šepečiu. Pagrindo drėgnumas neturi viršyti 4 %. Dengiant epoksidine derva, ji skiedžiama vandeniu, pagrindo drėgnumas gali būti 8 %. Dengiama dviem sluoksniais, pirmas sluoksnis – poroms užpildyti. Kai pagrindas labai poringas, naudojamos mažos klampos impregnuojančios epoksidinės dervos.
Užpildai beriami ant dar nesukietėjusios, suformuotos dangos. Dangai sukietėjus, šepečiu nušluojami silpnai besilaikantys užpildai. Suformuotas paviršius gaunamas šiurkštus.
Liejami dirbiniai iš poliesterinių dervų ir užpildų („dirbtinis akmuo“) yra lengvesni nei betono gaminiai. Šie dirbiniai nelaidūs vandeniui, atsparūs šalčiui, lengvai valomi, atsparūs agresyvioms terpėms. Iš poliesterinių dervų, užpildų ir priedų gaminami santechnikos dirbiniai, stalviršiai, palangės.
Poliesterinės dervos gaunamos, polikondensuojant įvairius alkoholius ir rūgštis. Jos gali būti termoplastinės ir termoreaktyvios. Tai priklauso nuo polikondensacijos reakcijoje dalyvaujančių alkoholių molekulių struktūros. Dervos tankis – 1,19 g/cm3; lenkimo stipris – 130 MPa; tamprumo modulis – 3650 MPa; tempimo stipris – 70 MPa; susitraukimas džiūvant – 7–8 %.
Dirbinių iš sintetinių dervų pagrindas – natūralios mineralinės medžiagos, pavyzdžiui, kvarcas, bazaltas ir granitas. Šios uolienos surišamos su sintetine derva. Kaip priedai naudojami dervos kietikliai, kietėjimo reakcijos stabilizatoriai, katalizatoriai, plastifikuojantieji priedai ir kita.
Gamyba prasideda nuo žaliavų atsivežimo autotransportu. Užpildai atvežami sunkvežimiais, kurių krovinio vežimo dalis uždengta, kad neišsibarstytų smulkūs, birūs užpildai. Derva transportuojama cisternomis. Užpildai džiovinami, frakcionuojami ir

90
trupinami, jei reikia – malami. Atskiros frakcijos sudedamos į skirtingus bunkerius.
Tada paruošta žaliava dozuojama ir pilama ant juostinio transporterio. Dozuojamų frakcijų kiekis priklauso nuo to, kokio mišinio tirštumo reikia. Nuo juostinio transporterio žaliava patenka į elevatorių, kuris ją suberia į sauso maišymo maišyklę. Ten sumaišomos skirtingų dydžių daleles, kad, sumaišius su derva, nesusidarytų skirtingų frakcijų sluoksniai. Iš sauso maišymo maišyklės užpildai patenka į maišyklę, į kurią siurbliu paduodamas reikiamas poliesterinės dervos bei priedų kiekis. Mišinys ruošiamas nuolatinio maišymo maišytuvuose ne žemesnėje kaip 15 °C temperatūroje. Maišoma tol, kol masė tampa tolygi.
Sumaišyta masė liejimo kaušu supilstoma į formas, kuriose su vibracijos pagalba mišinys tolygiai užpildo formas. Formuojant dirbinius, būtina atsižvelgti į susitraukimo galimybę, nors poliesterio dervos su priedais susitraukimas yra palyginti mažas – 0,3–0,5 %. Norint paspartinti kietinimo procesą, reikia produktą apdoroti termiškai. Juostinis transporteris perkelia medžiagą į terminio apdorojimo kamerą, kur vyks polimerizacija. Egzoterminės reakcijos metu nuo šilumos poveikio mišinio temperatūra pakyla iki 60–70 °C. Vėliau temperatūra pakeliama iki 90 °C. Šioje temperatūroje produktas laikomas 1,5–2 valandas.
Termiškai apdoroti gaminiai sukraunami ant europadėklų ir gabenami į sandėlį. Gaunamo produkto charakteristikos:
− lenkimo stipris ≥22 MPa; − gniuždymo stipris ≥90 MPa; − tempimo stipris ≥14 MPa; − elastingumo modulis apie 25 kN/mm2; − tankis 2,1–2,3 g/cm3; − aukštas cheminis atsparumas.

91
7.3. Plastikai su medienos užpildais Medienos ir plastiko kompozitas kitaip dar vadinamas WPC
(angl. wood-plastic composite). WPC medžiaga buvo pradėta kurti dar 1960 metais.
Pagrindinės jos sudedamosios dalys yra medienos atliekos ir termoplastikai. Iš medienos atliekų paminėtinos tokios: medienos drožlės, miltai, pjuvenos, dulkės, gali būti naudojamos žemės ūkio augalų liekanos. Šiems kompozitams naudojami termoplastikai – polipropilenas (PP), polietilenas (PE), polivinilchloridas (PVC).
Iš WPC medžiagos gaminamos lentos, naudojamos išorėje, – fasaduose, terasose, statant lieptelius, laiptų pakopas, tvoras, suoliukus, jas galima naudoti kaip langų, durų apvadus. Ši medžiaga savybėmis pranoksta natūralios medienos gaminius ar gaminius iš plastikų su chemogeninės kilmės užpildais. Jie nereikalauja jokios papildomos priežiūros eksploatuojant, yra perdirbami. Ši medžiaga neskilinėja, nepūva, neblunka.
WPC medžiagas apibūdinantis standartas – LST CEN/TS 15534-2 „Medienos ir plastikų kompozitai (WPC). 2 dalis. WPC medžiagų apibūdinimas“.
WPC dirbiniams gaminti tinka termoplastikai, kurių formavimo temperatūra iki 200 °C. Organiniai užpildai WPC produkte sudaro 50–70 %. Papildomai gali būti naudojami mineraliniai užpildai: kalcio karbonatas, talkas (steatitas), kaolinitinis molis, žėrutis (mica), stiklo pluoštas, taip pat priedai: plastifikatoriai ir stabilizatoriai.
WPC gamyba sudaryta iš tokių etapų: − žaliavų paruošimo; − žaliavų mišinio sumaišymo ir išlydymo; − aušinimo; − mechaninio apdirbimo. − gaminio formavimo ir aušinimo. Gaminant WPC, žaliavos pirmiausia sumaišomos. Maišant
sudedama užpildas ir priedai. Mišinys gali būti iš karto kaitinamas ir formuojamas į dirbinį arba daromos granulės tolesniam apdorojimui (7.4 pav.). Kai iš karto formuojami dirbiniai, gamintojai išlydytą
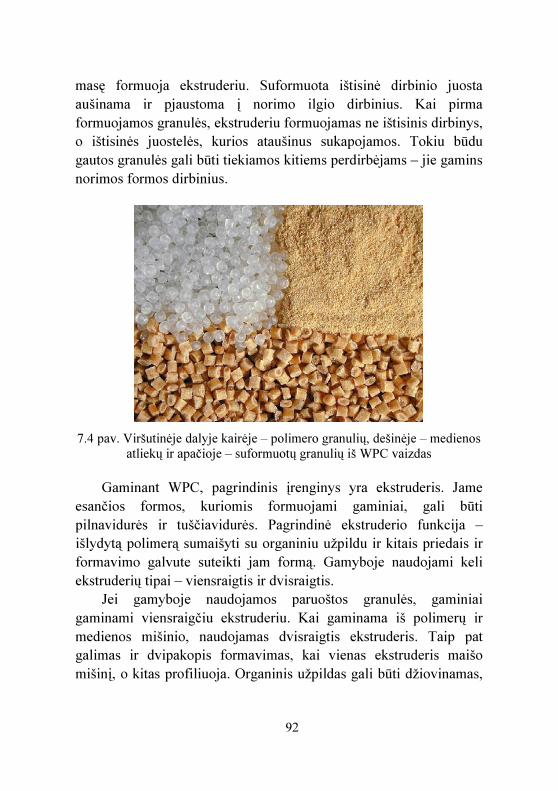
92
masę formuoja ekstruderiu. Suformuota ištisinė dirbinio juosta aušinama ir pjaustoma į norimo ilgio dirbinius. Kai pirma formuojamos granulės, ekstruderiu formuojamas ne ištisinis dirbinys, o ištisinės juostelės, kurios ataušinus sukapojamos. Tokiu būdu gautos granulės gali būti tiekiamos kitiems perdirbėjams – jie gamins norimos formos dirbinius.
7.4 pav. Viršutinėje dalyje kairėje – polimero granulių, dešinėje – medienos
atliekų ir apačioje – suformuotų granulių iš WPC vaizdas Gaminant WPC, pagrindinis įrenginys yra ekstruderis. Jame
esančios formos, kuriomis formuojami gaminiai, gali būti pilnavidurės ir tuščiavidurės. Pagrindinė ekstruderio funkcija – išlydytą polimerą sumaišyti su organiniu užpildu ir kitais priedais ir formavimo galvute suteikti jam formą. Gamyboje naudojami keli ekstruderių tipai – viensraigtis ir dvisraigtis.
Jei gamyboje naudojamos paruoštos granulės, gaminiai gaminami viensraigčiu ekstruderiu. Kai gaminama iš polimerų ir medienos mišinio, naudojamas dvisraigtis ekstruderis. Taip pat galimas ir dvipakopis formavimas, kai vienas ekstruderis maišo mišinį, o kitas profiliuoja. Organinis užpildas gali būti džiovinamas,

93
prieš ruošiant mišinį, arba dvipakopio formavimo metu pirmame ekstruderyje.
WPC gaminant iš polietileno (WPC-PE), dažniausiai naudojamas didelės molekulinės masės polietilenas (HDPE), kurio tankis 960 kg/m3.
Dirbiniai, kuriems gaminti naudojamas šis polimeras (7.5 pav.), yra minkštesni, todėl juos lengviau pjauti, į juos lengviau sukti varžtus, tačiau jų lenkimo ir gniuždymo stipris mažesnis, jie turi mažesnį dylamąjį atsparį. Polietilenas atsparus cheminių medžiagų poveikiui, įskaitant ir stipriąsias rūgštis (sieros, druskos, azoto).
WPC gaminių, kurie pagaminti, naudojant polipropileną (WPC-PP), yra mažai, jie sudaro tik apie 10 % rinkos. Polipropileno savybės pranašesnės už polietileno. Jis lengvesnis, stipresnis, stangresnis, jo slidumas mažesnis, mažesnis ir dylamasis atsparis. WPC, pagamintas iš polipropileno (WPC-PP), yra ganėtinai kietas, todėl jį sunku tvirtinti vinimis ar varžtais. WPC gaminiai, pagaminti iš PP, montuojami specialiomis tvirtinimo kabėmis ar specialiomis sistemomis. Taip pat WPC-PP daug sunkiau pjauti, palygti su WPC-PE. Polipropilenas labiau linkęs oksiduotis, taigi reikia gerokai didesnio kiekio antioksidantų ir stabilizatorių negu PE.
WPC produktų, pagamintų iš PVC medžiagos (WPC-PVC), rinkoje mažiau negu pagamintų iš polipropileno. WPC terasinių lentų, pagamintų PVC pagrindu, rinkoje yra apie 11 % Didžiausias PVC privalumas – tai, kad jis labai atsparus degimui.

94
7.5 pav. Lentų iš WPC vaizdas
Iš WPC gaminami ir langų rėmai. Šie rėmai ypatingi tuo, kad jiems nereikia armuojančių elementų, kaip rėmams iš polivinilchlorido. Rėmo iš WPC pjūvis pateiktas 7.6 paveiksle.
7.6 pav. Lango rėmo iš WPC pjūvis

95
7.4. Sluoksniuoti gaminiai iš plastikų Šie dirbiniai gaminami iš popieriaus (kartono), išmirkyto
sintetinėse karbamido ar fenolformaldehido dervose. Viršutiniams sluoksniams gali būti naudojamas baltintas, spalvotas arba įvairiais raštais išmargintas kartonas. Kartonas mirkomas mirkymo mašinose. Išmirkytas patenka į džiovinimo kamerą, kurioje pašildomas karštu oru. Išdžiovintas kartonas vyniojamas ant būgno ir pjaustomas į lakštus. Iš kelių lakštų formuojami paketai, jie dedami į presą ir suspaudžiami tarp poliruotų nerūdijančio plieno lakštų. Presavimui naudojamas slėgis 10–11 MPa ir 125–140 °C temperatūra. Plastikas sukietėja. Kietėjimo trukmė 4–5 minutės vienam lakšto storio milimetrui. Sukietėjusio lakšto kraštai apipjaunami. Lakštų matmenys: ilgis 1000–3000 mm, plotis 600–1600 mm, storis 1–5 mm. Tankis siekia 1,4 g/cm3, gniuždymo stipris 140–160 MPa, tempimo stipris 90–130 MPa, lenkimo stipris apie 100 MPa. Tokie sluoksniuotieji plastikai atsparūs silpnoms rūgštims ir šarmams.
Šiuo metu fasadinių sluoksniuotų gaminių iš plastikų rinkoje aktyviai pozicijas užima HPL plokštės (7.7 pav.). Trumpinys HPL reiškia dideliu slėgiu laminuotą sluoksniuotąją medžiagą – angliškai „high pressure laminates“, lietuviškai – DSL, „didelio slėgio apdailos laminatai“. Svarbios šių plokščių charakteristikos – atsparumas atmosferos poveikiui ir ultravioletiniams saulės spinduliams. Bendrų ir privalomų Europos Sąjungos standartų HPL plokštėms nėra.
Pagal standartą EN 438-1 „Didelio slėgio apdailos laminatai“ HPL fasadų plokštės klasifikuojamos pagal EDF tipo bandymus. E žymuo reiškia, kad plokštės skirtos fasadui, D yra ypač atsparios atmosferos poveikiui, o F – nedegios. HPL naudojimo fasadams pavyzdys pateiktas 7.8 paveiksle. Ypač atsparių HPL plokščių atsparumas atmosferos poveikiui deklaruojamas pagal EN ISO 4892-2 standartą „Plastics - Methods of exposure to laboratory light sources – Part 2: Xenon-arc lamps“. Šios plokštės bandomos, imituojant visus įmanomus atmosferos poveikius 3000 valandų, o tai teoriškai atitinka 50 eksploatacijos metų.
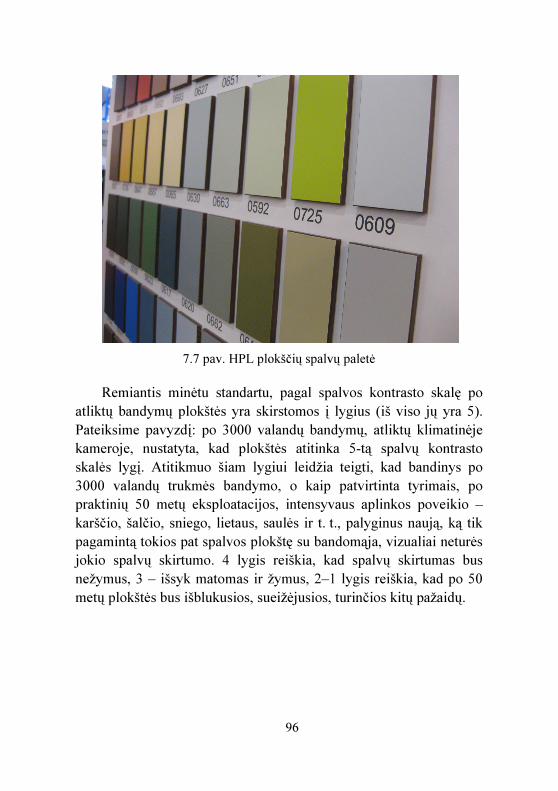
96
7.7 pav. HPL plokščių spalvų paletė
Remiantis minėtu standartu, pagal spalvos kontrasto skalę po atliktų bandymų plokštės yra skirstomos į lygius (iš viso jų yra 5). Pateiksime pavyzdį: po 3000 valandų bandymų, atliktų klimatinėje kameroje, nustatyta, kad plokštės atitinka 5-tą spalvų kontrasto skalės lygį. Atitikmuo šiam lygiui leidžia teigti, kad bandinys po 3000 valandų trukmės bandymo, o kaip patvirtinta tyrimais, po praktinių 50 metų eksploatacijos, intensyvaus aplinkos poveikio – karščio, šalčio, sniego, lietaus, saulės ir t. t., palyginus naują, ką tik pagamintą tokios pat spalvos plokštę su bandomąja, vizualiai neturės jokio spalvų skirtumo. 4 lygis reiškia, kad spalvų skirtumas bus nežymus, 3 – išsyk matomas ir žymus, 2–1 lygis reiškia, kad po 50 metų plokštės bus išblukusios, sueižėjusios, turinčios kitų pažaidų.

97
7.8 pav. HPL naudojimo fasaduose pavyzdys
Standarto EN ISO 4892-2 reikalavimai yra labai griežti. Tie gamintojai ar produkto pardavėjai, kurie plokščių atsparumą aplinkos poveikiui nurodo pagal EN ISO 4892-2 ir EN ISO 4892-3 (Plastics – Methods of exposure to laboratory light sources – Part 3: Fluorescent UV lamps) reikalavimus, užtikrina net 4 spalvos kontrasto lygio plokštės kokybę ir tai, kad ji neturės pažaidų ir spalvos skirtumo daugiau kaip 50 metų.
Pagal minėtą standartą EN ISO 4892-3 nurodomas atsparumas ultravioletinių spalvų poveikiui nustato, kad plokštės 1500 valandų buvo bandomos klimatinėje kameroje, jų paviršius apžiūrimas, ir pažaidos klasifikuojamos 5 lygių spalvų kontrasto skalėje.
HPL plokščių tankis 1,45 g/cm3, lenkimo stipris ≥90 MPa, tempimo stipris ≥80 MPa, tamprumo modulis ≥9500 MPa, šilumos laidumo koeficientas 0,3 W/(m · K), temperatūrinio plėtimosi koeficientas 18 · 10-6 1/K.

98
8. KERAMINIŲ MŪRO IR STOGO GAMINIŲ SAVYBĖS BEI GAMYBOS TECHNOLOGIJOS 8.1. Keraminiai mūro gaminiai pastatų fasadams ir vidaus apdailai
Keraminių mūro gaminių savybės. Keraminių mūro gaminių reikalavimai yra išdėstyti LST EN 771-1 „Mūro gaminių techniniai reikalavimai. 1 dalis. Keraminiai mūro gaminiai“ standarte.
Standarte pateiktoje HD keraminių dirbinių apibrėžtyje teigiama, kad didelio tariamojo sausojo tankio keraminis dirbinys (sausasis tankis >1,0 g/cm3) gali būti naudojamas apsaugotame arba neapsaugotame mūre. HD keraminiai mūro dirbiniai gali būti:
− pilnaviduriai; − su įduba; − su vertikaliomis kiaurymėmis. HD keraminiams mūro dirbiniams priskiriamos paprastosios,
klinkerinės plytos ir keraminiai blokai pertvaroms bei keraminiai blokai atitvaroms.
Keraminiai HD mūro dirbiniai turi atitikti tokius standarte išdėstytus pagrindinius punktus:
− matmenis ir jų vidutines vertes leidžiamąsias nuokrypas; − formą; − gniuždomąjį stiprį; − atsparumo šalčiui klasę. Ir papildomus punktus: − tariamąjį sausąjį tankį bei neto sausąjį tankį ir jų
leidžiamąsias nuokrypas; − vandens įmirkį; − pradinį vandens įgerties greitį; − šilumines savybes; − aktyvių tirpiųjų druskų kiekį; − brinkimą;
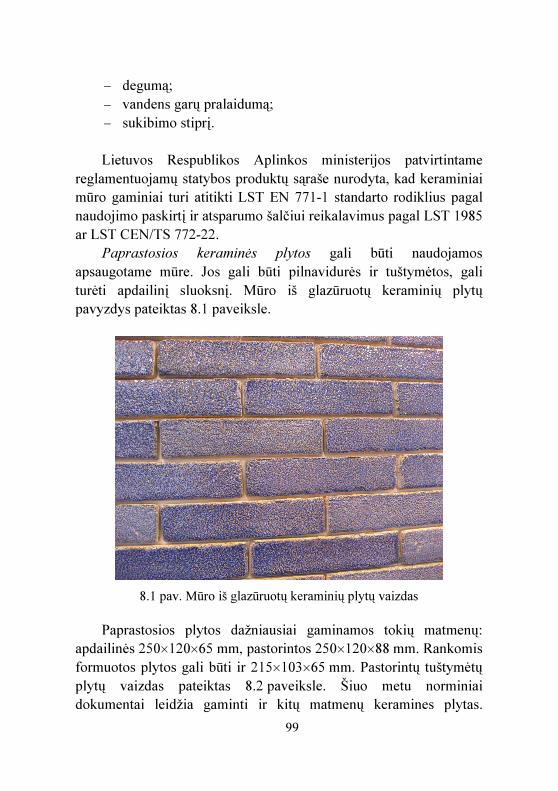
99
− degumą; − vandens garų pralaidumą; − sukibimo stiprį. Lietuvos Respublikos Aplinkos ministerijos patvirtintame
reglamentuojamų statybos produktų sąraše nurodyta, kad keraminiai mūro gaminiai turi atitikti LST EN 771-1 standarto rodiklius pagal naudojimo paskirtį ir atsparumo šalčiui reikalavimus pagal LST 1985 ar LST CEN/TS 772-22.
Paprastosios keraminės plytos gali būti naudojamos apsaugotame mūre. Jos gali būti pilnavidurės ir tuštymėtos, gali turėti apdailinį sluoksnį. Mūro iš glazūruotų keraminių plytų pavyzdys pateiktas 8.1 paveiksle.
8.1 pav. Mūro iš glazūruotų keraminių plytų vaizdas
Paprastosios plytos dažniausiai gaminamos tokių matmenų: apdailinės 250×120×65 mm, pastorintos 250×120×88 mm. Rankomis formuotos plytos gali būti ir 215×103×65 mm. Pastorintų tuštymėtų plytų vaizdas pateiktas 8.2 paveiksle. Šiuo metu norminiai dokumentai leidžia gaminti ir kitų matmenų keramines plytas.
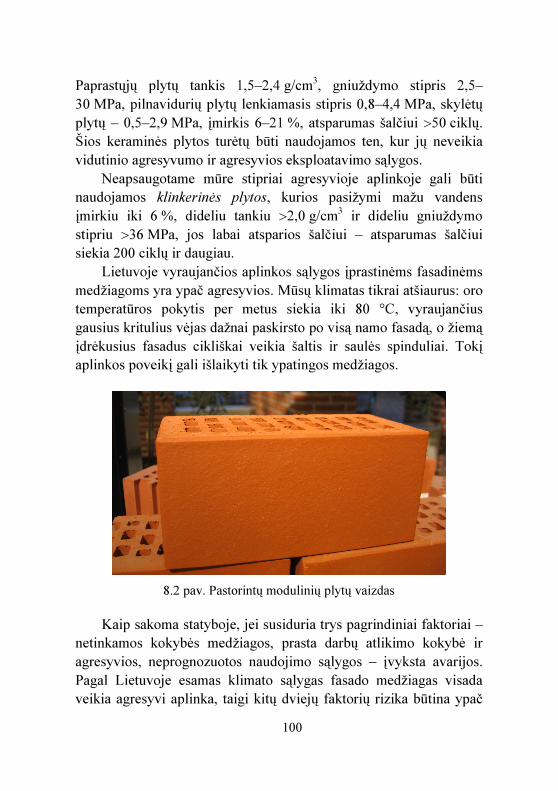
100
Paprastųjų plytų tankis 1,5–2,4 g/cm3, gniuždymo stipris 2,5–30 MPa, pilnavidurių plytų lenkiamasis stipris 0,8–4,4 MPa, skylėtų plytų – 0,5–2,9 MPa, įmirkis 6–21 %, atsparumas šalčiui >50 ciklų. Šios keraminės plytos turėtų būti naudojamos ten, kur jų neveikia vidutinio agresyvumo ir agresyvios eksploatavimo sąlygos.
Neapsaugotame mūre stipriai agresyvioje aplinkoje gali būti naudojamos klinkerinės plytos, kurios pasižymi mažu vandens įmirkiu iki 6 %, dideliu tankiu >2,0 g/cm3 ir dideliu gniuždymo stipriu >36 MPa, jos labai atsparios šalčiui – atsparumas šalčiui siekia 200 ciklų ir daugiau.
Lietuvoje vyraujančios aplinkos sąlygos įprastinėms fasadinėms medžiagoms yra ypač agresyvios. Mūsų klimatas tikrai atšiaurus: oro temperatūros pokytis per metus siekia iki 80 °C, vyraujančius gausius kritulius vėjas dažnai paskirsto po visą namo fasadą, o žiemą įdrėkusius fasadus cikliškai veikia šaltis ir saulės spinduliai. Tokį aplinkos poveikį gali išlaikyti tik ypatingos medžiagos.
8.2 pav. Pastorintų modulinių plytų vaizdas
Kaip sakoma statyboje, jei susiduria trys pagrindiniai faktoriai – netinkamos kokybės medžiagos, prasta darbų atlikimo kokybė ir agresyvios, neprognozuotos naudojimo sąlygos – įvyksta avarijos. Pagal Lietuvoje esamas klimato sąlygas fasado medžiagas visada veikia agresyvi aplinka, taigi kitų dviejų faktorių rizika būtina ypač
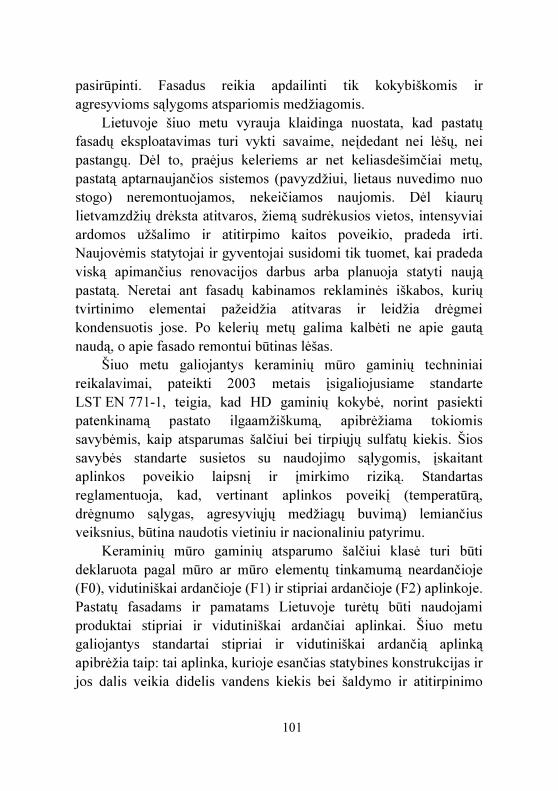
101
pasirūpinti. Fasadus reikia apdailinti tik kokybiškomis ir agresyvioms sąlygoms atspariomis medžiagomis.
Lietuvoje šiuo metu vyrauja klaidinga nuostata, kad pastatų fasadų eksploatavimas turi vykti savaime, neįdedant nei lėšų, nei pastangų. Dėl to, praėjus keleriems ar net keliasdešimčiai metų, pastatą aptarnaujančios sistemos (pavyzdžiui, lietaus nuvedimo nuo stogo) neremontuojamos, nekeičiamos naujomis. Dėl kiaurų lietvamzdžių drėksta atitvaros, žiemą sudrėkusios vietos, intensyviai ardomos užšalimo ir atitirpimo kaitos poveikio, pradeda irti. Naujovėmis statytojai ir gyventojai susidomi tik tuomet, kai pradeda viską apimančius renovacijos darbus arba planuoja statyti naują pastatą. Neretai ant fasadų kabinamos reklaminės iškabos, kurių tvirtinimo elementai pažeidžia atitvaras ir leidžia drėgmei kondensuotis jose. Po kelerių metų galima kalbėti ne apie gautą naudą, o apie fasado remontui būtinas lėšas.
Šiuo metu galiojantys keraminių mūro gaminių techniniai reikalavimai, pateikti 2003 metais įsigaliojusiame standarte LST EN 771-1, teigia, kad HD gaminių kokybė, norint pasiekti patenkinamą pastato ilgaamžiškumą, apibrėžiama tokiomis savybėmis, kaip atsparumas šalčiui bei tirpiųjų sulfatų kiekis. Šios savybės standarte susietos su naudojimo sąlygomis, įskaitant aplinkos poveikio laipsnį ir įmirkimo riziką. Standartas reglamentuoja, kad, vertinant aplinkos poveikį (temperatūrą, drėgnumo sąlygas, agresyviųjų medžiagų buvimą) lemiančius veiksnius, būtina naudotis vietiniu ir nacionaliniu patyrimu.
Keraminių mūro gaminių atsparumo šalčiui klasė turi būti deklaruota pagal mūro ar mūro elementų tinkamumą neardančioje (F0), vidutiniškai ardančioje (F1) ir stipriai ardančioje (F2) aplinkoje. Pastatų fasadams ir pamatams Lietuvoje turėtų būti naudojami produktai stipriai ir vidutiniškai ardančiai aplinkai. Šiuo metu galiojantys standartai stipriai ir vidutiniškai ardančią aplinką apibrėžia taip: tai aplinka, kurioje esančias statybines konstrukcijas ir jos dalis veikia didelis vandens kiekis bei šaldymo ir atitirpinimo

102
kaita, taip pat bet kokios agresyviosios medžiagos – ledą tirpinančios medžiagos, jūros, chloringas arba gruntinis vanduo.
Šiuo metu atsparumas šalčiui turi būti vertinamas pagal numatomoje keraminių gaminių naudojimo vietoje galiojančius nurodymus, o atitinkamas Europos standartas (atsparumo šalčiui nustatymo metodas) įsigalios vėliau. Tokiu nurodymu yra dabar Lietuvoje galiojantis standartas LST 1985:2006. Pagal jį fasaduose naudojamų keraminių mūro gaminių atsparumą šalčiui galima apibūdinti atsparumo šalčiui klasėmis. Atsparumo šalčiui klasė atitinka nurodytu metodu nustatytą skaičių šaldymo ir atitirpinimo kaitos ciklų, po kurių gaminiuose neatsiranda standarte apibūdintų suirčių (duobučių, kapiliarinių, paviršinių, skersinių įtrūkių, sluoksninių, žvyninių atsilupimų, atplaišų, atskilimų, lūžių, atsisluoksniavimų). Šiame standarte pateikti metodai pagrįsti ilgamečiais keraminių mūro gaminių atsparumo šalčiui tyrimo rezultatais ir ilgą laiką Lietuvoje taikytais atsparumo šalčiui nustatymo metodais bei šios charakteristikos rodikliais ir statinių projektavimo Lietuvos sąlygomis praktika. Šiame standarte leidžiamas naudoti tiek tūrinis, tiek vienpusis atsparumo šalčiui nustatymo metodas. Pagal jį nustatyta atsparumo šalčiui charakteristika apibūdina keraminių mūro gaminių tinkamumą naudoti neardančioje (F0), vidutiniškai ardančioje (F1) ir stipriai ardančioje (F2) aplinkoje. Keraminių mūro gaminių atsparumas šalčiui apibūdinamas 8.1 lentelėje nurodytomis atsparumo šalčiui klasėmis.
Gamintojas gaminio etiketėje arba gaminį lydinčiuose prekės dokumentuose turi nurodyti ne tik atsparumo šalčiui klasę, ciklų skaičių, bet ir bandymo metodą, pavyzdžiui, F2/100/vienpusis žymimas gaminys, kurio atsparumas šalčiui buvo nustatytas vienpusiu šaldymo ir atitirpinimo metodu, atliekant 100 ciklų bandymą, priskiriamas F2 atsparumo šalčiui klasei. Aptartas keraminių mūro gaminių atsparumo šalčiui nustatymo standartas galios, iki įsigalios atitinkamas Europos standartas, kurį šiuo metu

103
rengia Europos standartizacijos komiteto (CEN) technikos komitetas CEN/TC 125 Masonry (Mūrininkystė).
8.1 lentelė. Atsparumo šalčiui klasės pagal LST 1985:2006
Atsparumo šalčiui klasė
Ciklų skaičius, nustatant tūriniu
šaldymo ir atitirpinimo kaitos metodu
Ciklų skaičius, nustatant vienpusiu
šaldymo ir atitirpinimo kaitos metodu
F.0 15 0
F.1
25 15 35 25 50 35 75 50 100 75
F.2 – 100
Naujai įsigaliosiančiame standarte pagrindinis dėmesys bus kreipiamas tik į keraminių mūro gaminių nustatymo rezultatus, gautus vienpusiu šaldymo ir atitirpinimo kaitos metodu. Pastatų fasaduose įrengtuose iš paskirties neatitinkančių keraminių plytų galima matyti suirimus, atsiradusius dėl pasikartojančio įdrėkusių elementų užšalimo ir atitirpimo kaitos (8.3 pav.).
Prieš dešimtmetį išpopuliarėjo interjerai iš senų keraminių mūro elementų. Vis daugiau individualių namų ar restauruojamų patalpų savininkų įsigydavo naudotų, senų keraminių plytų, kurios jau buvo ilgai tarnavusios mūrinėse senųjų pastatų, statytų prieš Antrąjį pasaulinį karą, konstrukcijose. Taip statiniui suteikiamas „senovinio autentiškumo“ įvaizdis, sukuriama tam tikra atmosfera. Šie mūro gaminiai buvo plačiai naudojami, restauruojant patalpas, atliekant įvairių patalpų dekorą, o kartais ir dailinant individualių namų fasadus. Šios naudotos plytos buvo atrenkamos, ardant senus statinius. Spaudoje prieš kelerius metus aprašyta atvejų, kai plytų pardavėjai ardydavo ir parduodavo net architektūros paminklus.
104
8.3 pav. Suirusių keraminių mūro gaminių vaizdas
Senų keraminių plytų naudojimas pastaraisiais metais buvo įgavęs tokį mastą, kad senos, iš pastatų išimtos konstrukcijos buvo vežamos net iš Kaliningrado srities (Rusija).
Kadangi senų plytų paklausa didelė, o vietų, iš kur jų galima paimti, smarkiai sumažėjo, vis dažniau senų plytų vietoje naudojamos „sendintos“ plytos. Šias plytas gamina visi pagrindiniai keraminių plytų gamintojai. Lietuvoje tokių plytų galima įsigyti iš Vokietijos, Olandijos, Belgijos, Estijos ir Latvijos gamintojų.
Šiuolaikinė keramikos pramonė gamina „sendintas“ plytas labai panašias į senas, o šių gaminių savybes kontroliuoja gamintojas. „Sendintomis“ vadinamos keraminės plytos išore nesiskiria nuo senų gaminių (8.4 pav.), o jų kaina panaši į standartinių keraminių mūro gaminių.
Kad plytos atrodytų senos, laiko ir aplinkos paveiktos, jas galima gaminti rankiniu būdu medinėse formose. Norint kokybiškai atlikti restauracijos ar dekoro darbus, reikėtų naudoti tokius keramikos pramonės gaminamus mūro gaminius.
Šių plytų ilgis, plotis ir aukštis gana plačiai varijuoja. Netipinių matmenų plytų vaizdas pateiktas 8.5 paveiksle. Pagal šiuo metu galiojantį standartą LST EN 771-1 HD (didelio tankio) keraminių mūro gaminių matmenų skirtumas tarp deklaruojamosios ir vidutinės vertės, gautos matuojant bandinius, turi būti ne didesnis už vienos iš

105
toliau deklaruojamų leidžiamųjų nuokrypių klasių vertę. Šios klasės yra T1, T2 arba Tm. T1 ir T2 klasės turi griežtai reglamentuotas ribas, iki kurių gali nukrypti gaminių matmenys (8.2 lentelė).
8.4 pav. Sendintų plytų mūre vaizdas
8.2 lentelė. Reikalavimai, keliami HD mūro gaminių matmenų nuokrypoms
Parametras Nuokrypų klasė T1 Nuokrypų klasė T2
matmuopagaminimo4,0± mm
arba 3 mm * matmuopagaminimo25,0± mm
arba 2 mm * Nuokrypos: ilgis, plotis ir
aukštis * Pasirenkama didesnė vertė
Klasė Tm – tai gamintojo deklaruota nuokrypa, kuri gali būti
didesnė arba mažesnė kaip kitų klasių. Dažniausiai „sendintų“ keraminių plytų leidžiamosios nuokrypos atitinka Tm klasę.

106
8.5 pav. Netipinių matmenų plytos
Išnagrinėkime pavyzdį: paimkime keraminį mūro gaminį, kurio pagaminimo matmenys 250×120×65 mm. Gamintojas deklaruoja, kad jo keraminio mūro gaminio ilgio, pločio, aukščio nuokrypos atitinka Tm nuokrypų klasės vertę ir yra lygios ± 15 mm. Vadinasi, plytos ilgis, plotis ir aukštis gali nukrypti nuo pagaminimo matmenų iki 15 mm tiek į mažesnę, tiek į didesnę pusę, o jei plytos leidžiamosios nuokrypos atitiktų T1 klasę, ilgis galėtų nukrypti nuo 250 mm ± 6 mm, o T2 klasę – ± 4 mm. Dėl to renkantis „sendintas“ keramines plytas, reikėtų pasidomėti leidžiamomis gamintojo deklaruotomis matmenų nuokrypomis. Esant tokioms dažnai didesnėms nei standartinių apdailinių keraminių mūro plytų matmenų nuokrypoms, su šiomis plytomis mūryti konstrukcijas gana sudėtinga, reikalinga aukštesnė darbų atlikimo kokybė.
Renkantis „sendintus“ keraminius mūro gaminius, nevertėtų pamiršti ir kitų svarbių reikalavimų – gniuždomojo stiprio rodiklio ir atsparumo šalčiui klasės, nes keraminiai gaminiai gali būti naudojami labai įvairiai, ir kiekvienam panaudojimui reikalingas jį atitinkantis charakteristikų lygis.
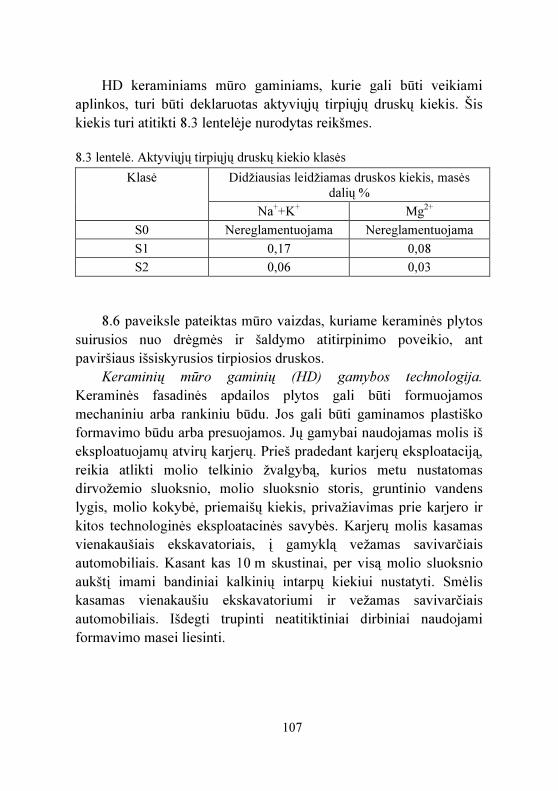
107
HD keraminiams mūro gaminiams, kurie gali būti veikiami aplinkos, turi būti deklaruotas aktyviųjų tirpiųjų druskų kiekis. Šis kiekis turi atitikti 8.3 lentelėje nurodytas reikšmes.
8.3 lentelė. Aktyviųjų tirpiųjų druskų kiekio klasės
Klasė Didžiausias leidžiamas druskos kiekis, masės dalių %
Na++K+ Mg2+ S0 Nereglamentuojama Nereglamentuojama S1 0,17 0,08 S2 0,06 0,03
8.6 paveiksle pateiktas mūro vaizdas, kuriame keraminės plytos
suirusios nuo drėgmės ir šaldymo atitirpinimo poveikio, ant paviršiaus išsiskyrusios tirpiosios druskos.
Keraminių mūro gaminių (HD) gamybos technologija. Keraminės fasadinės apdailos plytos gali būti formuojamos mechaniniu arba rankiniu būdu. Jos gali būti gaminamos plastiško formavimo būdu arba presuojamos. Jų gamybai naudojamas molis iš eksploatuojamų atvirų karjerų. Prieš pradedant karjerų eksploataciją, reikia atlikti molio telkinio žvalgybą, kurios metu nustatomas dirvožemio sluoksnio, molio sluoksnio storis, gruntinio vandens lygis, molio kokybė, priemaišų kiekis, privažiavimas prie karjero ir kitos technologinės eksploatacinės savybės. Karjerų molis kasamas vienakaušiais ekskavatoriais, į gamyklą vežamas savivarčiais automobiliais. Kasant kas 10 m skustinai, per visą molio sluoksnio aukštį imami bandiniai kalkinių intarpų kiekiui nustatyti. Smėlis kasamas vienakaušiu ekskavatoriumi ir vežamas savivarčiais automobiliais. Išdegti trupinti neatitiktiniai dirbiniai naudojami formavimo masei liesinti.

108
8.6 pav. Plytų suirimas ir tirpiųjų druskų išsiskyrimas
Keraminių dirbinių formavimo masė turi būti vienalytė. Formavimo masę keraminėms apdailos plytoms gali sudaryti molis, liesikliai – smėlis ir degti trupinti neatitiktiniai dirbiniai, išdegantieji priedai, priedai druskoms surišti ir spalvai suteikti, vanduo. Visus komponentus pirmiausia reikia tinkamai paruošti ir tik tada gerai sumaišyti. Iš visų žaliavų reikia pašalinti žalingas priemaišas – taip padidėja naudingų komponentų koncentracija. Didelę reikšmę formavimo masės savybėms turi žaliavų smulkinimas. Nuo jo priklauso tiek pusgaminio, tiek ir išdegto dirbinio poringumas. Blogai, kai žaliavos ne tik nepakankamai, bet ir per daug susmulkinamos. Formavimo masė turi būti gerai sumaišyta ir gerai formuotis. Apdailos plytos formuojamos iš plastiškos tešlos, turinčios 20–25 % drėgmės. Dažnai iškastas karjeruose molis laikomas pusę metų – pūdomas atviro arba uždaro tipo molio saugyklose, o paruošta gamykloje formavimo masė paliekama išsigulėti 5–10 parų. Molio masės išlaikymo metu suardomi ryšiai tarp atskirų molio grūdelių, pasikeičia molio savitasis paviršius,

109
suvienodėja drėgmė, padidėja masės vienalytiškumas, palengvėja maišymo procesas, formavimas.
Principinė keraminių apdailos plytų technologinė schema, kai plytos formuojamos mechaniniu būdu, pateikta 8.7 paveiksle. Atvežtas į gamyklą molis autotransportu (1) išverčiamas į dėžinį tiektuvą (2) ir patenka ant juostinio transporterio (3), kuris gabena jį į akmenų atrinkimo valcus (4). Iš valcų molis juostiniu transporteriu gabenamas į būgninę džiovyklą (5), kurioje išdžiovinamas iki 8 % drėgmės ir kartu smulkiai sutrupinamas.
Iš būgninės džiovyklos molis juostiniu transporteriu paduodamas į dezintegratorių (6) ir jame dar papildomai malamas –dalelių skersmuo iki 2 mm. Iš dezintegratoriaus molis elevatoriumi (7) patenka į sraigtinį transporterį (8), kuris molį paduoda ant sietų (9) (sieto akučių skersmuo 1 mm). Dalelės, praėjusios pro sieto akutes, patenka į molio laikymo bunkerį (10), o nepraėjusios grąžinamos į dezintegratorių malti pakartotinai. Paruoštas molis laikomas bunkeryje, iš kurio per juostinį svorinį dozatorių tiekiamas ant bendro žaliavų transporterio (3).
Atvežtas į gamyklą smėlis pilamas į smėlio priėmimo bunkerį su sietu, iš kurio juostiniu transporteriu pateks į smėlio bunkerį (12). Sieto akučių skersmuo 1 mm. Iš smėlio bunkerio per juostinį svorinį dozatorių (13) smėlis paduodamas ant bendro žaliavų transporterio (3).
Neatitiktiniai dirbiniai elektrovežiu (15) atvežami iš rūšiavimo aikštelės ir pilami į dėžinį tiektuvą. Iš ten patenka ant juostinio transporterio, kuriuo paduodami į žiauninį trupintuvą (16) pirminiam trupinimui, o vėliau – į plaktukinį trupintuvą (17) smulkiam trupinimui (dalelių dydis mažesnis kaip 1 mm). Iš plaktukinio trupintuvo elevatoriumi susmulkinti neatitiktiniai dirbiniai pakeliami iki sietų. Dalelės, perėjusios 1 mm skersmens skylučių sietus, patenka į trupintų neatitiktinių dirbinių bunkerį (11), o nepraėjusios grąžinamos pakartotinai trupinti į plaktukinį trupintuvą. Paruošti trupinti neatitiktiniai dirbiniai iš bunkerio (11) per juostinį svorinį dozatorių (13) dozuojami ant bendro žaliavų transporterio (3).

110
8.7 pav. Keraminių plytų gamybos principinė technologinė schema: 1 – autotransportas; 2 – dėžinis tiektuvas; 3 – juostinis transporteris; 4 – malimo valcai; 5 – būgninė džiovykla; 6 – dezintegratorius;
7 – elevatorius; 8 – sraigtinis transporteris; 9 – sietai; 10 – molio bunkeris; 11 – trupintų neatitiktinių plytų bunkeris; 12 – smėlio bunkeris;
13 – dozatoriai; 14 – bunkeris su sietu; 15 – elektrovežis; 16 – žiauninis trupintuvas; 17 – plaktukinis trupintuvas; 18 – aeroloviai; 19 – dvivelenis maišytuvas; 20 – vandens dozatorius; 21 – minklės dėžė; 22 – valcai; 23 – vakuuminis presas; 24 – bitumo purkštuvas; 25 – transporteris;
26 – pjaustymo automatas; 27 – pakrovimo automatas; 28 – džiovyklos vežimėlis; 29 – kamerinė džiovykla; 30 – transporteris; 31 – pakrovimo
automatas; 32 – krosnies vežimėliai; 33 – išlaikymo kamera; 34 – tunelinė krosnis; 35 – iškrovimo automatas; 36 – pakavimo automatas
Per dozatorius medžiagos paduodamos ant bendrojo žaliavų juostinio transporterio, kuris visus formavimo masės komponentus gabena į dvivelenę maišyklę (19), ir ten masė gerai išmaišoma. Paskui masė juostiniu transporteriu gabenama į kitą dvivelenę maišyklę, kurioje formavimo masė išmaišoma, paduodant reikiamą kiekį vandens iš vandens dozatoriaus (20). Toliau kruopščiai išmaišyta masė gabenama juostiniu transporteriu išsigulėti į
111
aikštelėje esančias saugyklas (21), ir ten masė išlaikoma iki 24 valandų – tai padeda suvienodinti masės savybes, ypač drėgnį. Nustatyta, kad sandėliuojant masę 12 valandų, neatitiktinių dirbinių sumažėja 30 %, išdžiovintų pusgaminių stipris padidėja 40 %, o degtų – 20 %.
Dirbiniai formuojami iš plastiškos tešlos, turinčios 20–25 % drėgmės. Šis metodas yra seniausias, tačiau ir šiandien tebėra labiausiai paplitęs keraminių dirbinių gamyboje. Formavimo masė iš išlaikymo sandėlių dėžiniu tiektuvu paduodama ant juostinio transporterio, kuris ją gabena į smulkaus malimo valcus (22), atstumas tarp volų yra 0,8 mm, po valcų masė juostiniu transporteriu patenka į vakuuminį juostinį presą (23). Apdailos plytos formuojamos juostiniu vakuuminiu presu (8.8 pav.). Preso vidinėje vakuumavimo kameroje esančio sraigtinio veleno vaizdas pateiktas 8.9 paveiksle. Formuojant dirbinius juostiniu vakuuminiu presu, išsiurbiamas masės porose esantis oras, išvakuumuota masė yra plastiškesnė, iš jos geriau formuojami dirbiniai, o suformuoti, išdžiovinti ir išdegti jie būna stipresni.
Jei plytų paviršius dengiamas bitumine plėvele, tai išeinanti iš preso molio juosta ja padengiama (24). Bituminė plėvelė susideda iš vienos dalies bitumo ir dviejų dalių vaitspirito. Ruošiant mišinį, bitumas šildomas tol, kol pradeda tirpti, vėliau skiedžiamas vaitspiritu ir maišomas, iki galutinai ištirpsta. Paruoštas mišinys siurbliais tiekiamas į bakelį prie preso, kur yra skirstytuvas, iš kurio jis savitaka bėga ant molio juostos. Apsauginė plėvelė yra nelaidi vandeniui, todėl pro ją nevyksta drėgmės difuzija, ir ant gaminių paviršiaus nesusidaro druskų išsūdų. Tačiau bitumine plėvele plytų galima ir nedengti, tada įmirkiui sumažinti jau išdegtos keraminės plytos gali būti dengiamos hidrofobinėmis medžiagomis.

112
8.8 pav. Juostinio vakuuminio preso schema:
1, 2 – judesio perdavimo sistema; 3 – maišytuvas; 4 – išstūmimo sraigtas; 5 – vakuumo kamera; 6 – presavimo galvutė; 7 – korpusas; 8 – sraigtinis
velenas; 9 – pagrindas; 10 – judesio perdavimo velenas
8.9 pav. Juostinio vakuuminio preso vakuumavimo kameroje
esančio sraigtinio veleno vaizdas Iš juostinio vakuuminio preso molio juosta gali patekti į reljefo
formavimo įrenginį. Šis įrenginys suformuoja reikiamo piešinio reljefą ant viršutinio ir šoninių juosto paviršių. Reljefo formavimo įrenginio vaizdas pateiktas 8.10 paveiksle.

113
8.10 pav. Reljefo formavimo įrenginio vaizdas
Juostinio vakuuminio preso suformuotą molio juostą daugiastygis pjaustymo automatas (26) pjausto į dirbinio dydžio gabalus, plytų pakrovimo automatu (27) suformuoti gaminiai dedami ant džiovinimo vagonėlių (28), ir šie stumiami į kamerinę džiovyklą (29).
Šviežiai suformuoti pusgaminiai yra nestiprūs, lengvai deformuojami, o kaitinami trūkinėja. Džiovinant pusgaminių stipris didėja, tad išdžiovinti kaitinami nesutrūkinėja.
Kamerinėse džiovyklose džiovinimo procesas reguliuojama, keičiant šilumnešio temperatūrą, santykinį oro drėgnį ir oro judėjimo greitį. Iš kamerinės džiovyklos džiovinimo vagonėliai nustumiami į pusgaminių aikštelę, kurioje pusgaminiai automatu (31) pakraunami į paketus. Iš paketų automatas juos krauna ant degimo vagonėlių (32), jie elektriniu perdavimo vežimėliu nustumiami į išlaikymo kamerą (33), o toliau į tunelinę krosnį (34).
Degama formavimo masė virsta keramine šuke, įgydama visai naujas, keraminei šukei būdingas fizikines ir mechanines savybes: pasidaro kieta kaip akmuo, nebrinkstanti vandenyje, įgauna tam tikrą atsparumą šalčiui, metalinį skambesį ir kitų vertingų savybių.
114
Degimo krosnyje formavimo masėje vyksta įvairios reakcijos – dažniausiai skilimo ir naujų junginių sintezė. Tų reakcijų metu visada kristalizuojasi ir persikristalizuoja naujadarai.
Degimo metu vyksta šie procesai: 1. 20–150°C – pusgaminis išdžiūsta. Tuo metu negalima
staigiai kelti temperatūros, nes susidarę vandens garai pusgaminio šukėje išvysto didelį slėgį, ir dėl to gali sutrūkinėti;
2. 200–400 °C – išdega organinės medžiagos, suskyla sulfidai; 3. 400–650°C – vyksta molio mineralų dehidratacija, iš
neišdegusių organinių medžiagų susidaro anglis, β kvarcas virsta α kvarcu;
4. 600–1000 °C – skyla karbonatai, ir išsiskiria CO2. Išdega likusios organinės medžiagos, padidėja šukės poringumas;
5. 1 000–1100 °C – vyksta intensyvios kietos fazės reakcijos, išdega susidariusi anglis, sumažėja poringumas, atsiranda lydalas.
Išdegtus dirbinius reikia vėsinti pamažu, kad nesutrūkinėtų.
Dirbiniai gali būti staigiai aušinami iki 800 °C. Esant 800–700 °C temperatūrai, labai lėtai reikia vėsinti daug stiklo fazės turinčius gaminius, nes šiame temperatūrų intervale stingsta lydalas, ir persikristalizuoja kvarcas, dėl to keraminėje šukėje gali susidaryti per dideli vidiniai įtempimai.
Iš krosnies degimo vežimėliai elektriniu perdavimo vežimėliu nustumiami iki iškrovimo automato (35), ir jis pakrauna pagamintą produkciją ant transporterio, kuriuo judančios plytos rūšiuojamos. Jei plytos dengiamos hidrofobinėmis medžiagomis, tai išrūšiuotos patenka į apipurškimo įrenginį. Apipurškimo įrenginio vaizdas pateiktas 8.11 paveiksle. Atitinkančios keliamus reikalavimus plytos patenka į pakavimo įrenginį (36), po kurio gali būti tiekiamos tiesiai vartotojui arba į pagamintos produkcijos sandėlį. Atrinkti neatitiktiniai dirbiniai juostiniu transporteriu siunčiami į trupintuvus, perdirbami ir naudojami kaip priedas.

115
8.11 pav. Gaminių apipurškimo įrenginio vaizdas
Gaminant „sendintas“ plytas, išrūšiuotos jos dedamos į būgnus, kur pripilama ir skiedinio. Sukant būgną, aštrūs plytų kampai ir briaunos apsitrina ir aptrupa, plytos pasidengia plona skiedinio plėvele, kuri pakeičia jų spalvą. Tokiu būdu paruoštos plytos atrodo kaip ilgus metus išbuvusios mūro konstrukcijoje.
Gaminant plytas, kurių spalva nevienoda, per visą plytų ilgį yra naudojamas degimo krosnies dujų aplinkos reguliavimas. Degimo metu keraminės plytos dalį laiko dega redukcinėje aplinkoje, dėl to ant degimo vežimėlių sukrautų plytų rietuvių išorė patamsėja, o rietuvės viduje plytų spalva išlieka nepakitusi. Nuimant tokias plytas nuo degimo vagonėlių, rūšiuojama rankomis – reikia, kad produkcijos pakavimo metu plytos būtų permaišomos.
8.2. Keraminiai gaminiai ventiliuojamiems pastatų fasadams
Iš sukepusios keramikos gaminami dirbiniai, skirti ventiliuojamiems pastatų fasadams rengti. Plokštės pavyzdys pateiktas 8.12 paveiksle.

116
8.12 pav. Keraminės plokštės ventiliuojamiems pastatų fasadams Šios plokštės gaminamos juostinio (ekstruzinio) formavimo
būdu. Formavimo masė ruošiama taip pat kaip ir B tipo keraminėms plytelėms. Gaunami gaminiai yra stambiagabaričiai, jie atsparūs atmosferos poveikiui, įgeria nedidelį kiekį vandens, neblunka saulėje, tačiau tokių gaminių tankis didelis (>2000 kg/m3). Kad gaminiai būtų lengvesni, jie gaminami su ištisinėmis kiaurymėmis. Tokie dirbiniai tvirtinami prie fasado, naudojant specialius tvirtinimo elementus, kurie gali būti paslėpti. Gaminių kraštai tvirtinimo metu persidengia, taip užtikrinama, kad po jais nepateks lietaus vandens.
8.3. Keraminės stogų dangos: klasifikacija, techniniai duomenys, reikalavimai, naudojimas Keraminės čerpės – viena iš seniausių statybinių medžiagų,
naudojamų stogams dengti. Čerpės dažniausiai gaminamos plastiškuoju būdu iš lengvai lydžių molių, perpresuojant gautą masę juostiniu vakuuminiu presu. Taip pat jos gali būti presuojamos iš

117
pussausių miltelių. Molis turi būti plastiškas, nejautrus džiovinimui, neužterštas karbonatiniais intarpais ir augalų liekanomis.
Keramikos pramonė gamina tokių tipų čerpes (pagal LST EN 1304 „Užkaitinio dengimo keraminės čerpės. Gaminių apibrėžimai ir reikalavimai“):
− banguotosios – „S“ profilio čerpės, neturinčios nei šoninių, nei galinių užkaitų;
− čerpės su šoniniais ir galiniais užkaitais – čerpės, kurios skersai ir išilgai sujungiamos vieno arba kelių užkaitų sistema;
− čerpės tik su galiniais užkaitais – čerpės, turinčios skersinę, tačiau neturinčios išilginės užkaitų sistemos;
− čerpės tik su šoniniais užkaitais – čerpės, turinčios išilginę, tačiau neturinčios skersinės užkaitų sistemos;
− lovinės – lovio formos čerpės, kurių forma leidžia arba keisti dengiamąjį ilgį, arba jų dengiamasis ilgis fiksuotas auselėmis. Jos yra arba lygiagrečiomis briaunomis, arba kūginės;
− plokščiosios – čerpės be užkaitų, dažniausiai plokščio paviršiaus, kuris gali būti nežymiai skersai ir (arba) išilgai išgaubtas;
− jungiamosios keraminės čerpės gaminiai, kurie papildo čerpes ir atlieka techninę funkciją;
− kintamo dengiamojo ilgio – čerpės su šoniniais ir galiniais užkaitais, kurių forma leidžia keisti dengiamąjį ilgį;
− kintamo dengiamojo pločio – čerpės su šoniniais ir galiniais užkaitais, kurių forma leidžia keisti dengiamąjį plotį.
Visuose keturiuose štampuotos užkaitinės čerpės kraštuose yra
grioveliai, kuriais jos stogo dangoje sukabinamos viena su kita. Čerpės dengiamoji plokštuma taip pat išvagota grioveliais – jais nuteka vanduo. Apatinėje čerpės pusėje yra dvi keteros čerpei už stogo grebėsto užkabinti ir / ar auselė su skylute čerpei prie grebėsto pririšti.

118
Užkaitų paviršiais čerpės dengia viena kitą, todėl jos dengiamuoju plotu laikoma tik matoma (neuždengta) dalis. Juostinių užkaitinių ir S formos bei lovinių čerpių užkaitai yra tik abiejuose ilguosiuose kraštuose. Užkaitų briaunelės ir grioveliai riboja čerpių pasislinkimą ir didina pasipriešinimą vandens skverbimuisi (8.13 pav.). Minimalus stogo nuolydis, dengiant stogą čerpėmis, – 10–40°, priklausomai nuo pasirinkto čerpių tipo.
8.13 pav. Užkaitų pavyzdžiai
Čerpių paviršius gali būti visiškai arba iš dalies padengtas angobu arba glazūra. Glazūruotos čerpės gali būti įvairių spalvų, čerpių pavydžiai pateikti 8.14 paveiksle.
Čerpėms keliami tokie pagrindiniai reikalavimai: jos turi būti gerai išdegtos, nelaidžios vandeniui, vandenyje įmirkytų užkaitinių čerpių 1 m2 dangos masė – ne didesnė kaip 50 kg, juostinių plokščiųjų – ne didesnė kaip 65 kg, kraiginių čerpių 1 m masė – ne didesnė kaip 12 kg, plokščiosios čerpės turi išlaikyti ne mažesnę kaip 600 N, o užkaitinės plokščiosios – 900 N lenkimo jėgą. Čerpės turi būti atsparios šalčiui, turi išlaikyti ne mažiau kaip 100 šaldymo ir atitirpinimo kaitos ciklų.
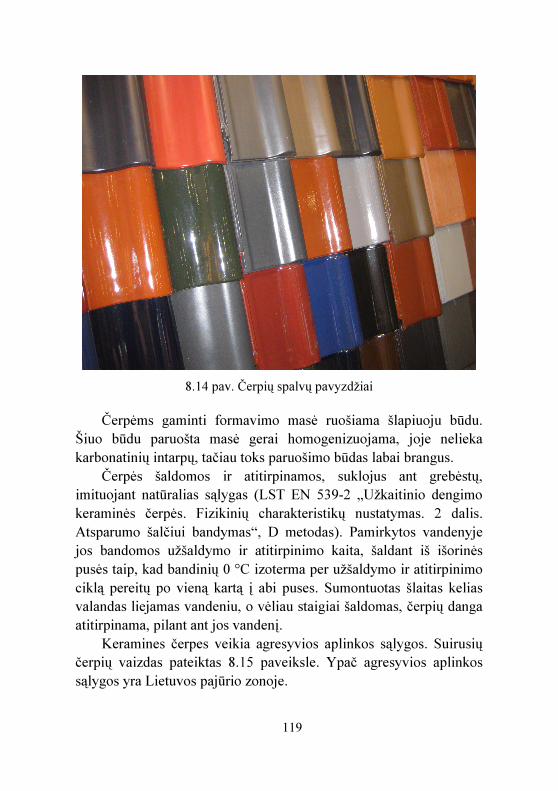
119
8.14 pav. Čerpių spalvų pavyzdžiai
Čerpėms gaminti formavimo masė ruošiama šlapiuoju būdu. Šiuo būdu paruošta masė gerai homogenizuojama, joje nelieka karbonatinių intarpų, tačiau toks paruošimo būdas labai brangus.
Čerpės šaldomos ir atitirpinamos, suklojus ant grebėstų, imituojant natūralias sąlygas (LST EN 539-2 „Užkaitinio dengimo keraminės čerpės. Fizikinių charakteristikų nustatymas. 2 dalis. Atsparumo šalčiui bandymas“, D metodas). Pamirkytos vandenyje jos bandomos užšaldymo ir atitirpinimo kaita, šaldant iš išorinės pusės taip, kad bandinių 0 °C izoterma per užšaldymo ir atitirpinimo ciklą pereitų po vieną kartą į abi puses. Sumontuotas šlaitas kelias valandas liejamas vandeniu, o vėliau staigiai šaldomas, čerpių danga atitirpinama, pilant ant jos vandenį.
Keramines čerpes veikia agresyvios aplinkos sąlygos. Suirusių čerpių vaizdas pateiktas 8.15 paveiksle. Ypač agresyvios aplinkos sąlygos yra Lietuvos pajūrio zonoje.
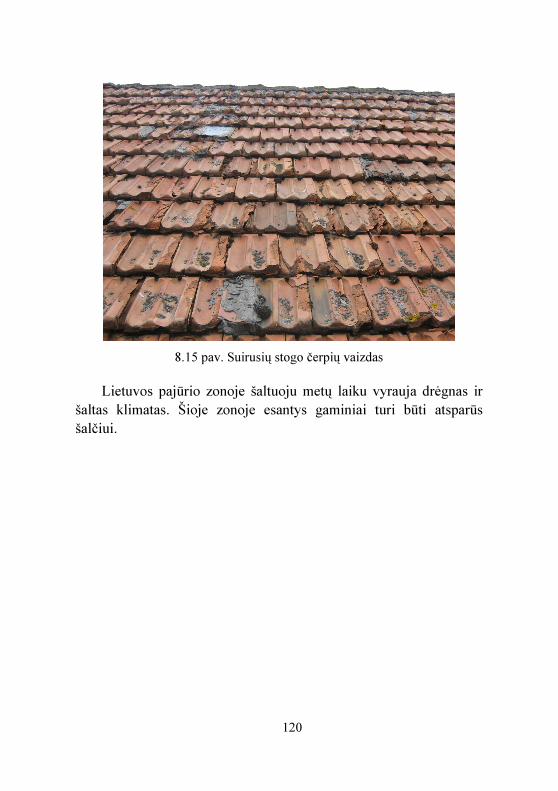
120
8.15 pav. Suirusių stogo čerpių vaizdas
Lietuvos pajūrio zonoje šaltuoju metų laiku vyrauja drėgnas ir šaltas klimatas. Šioje zonoje esantys gaminiai turi būti atsparūs šalčiui.
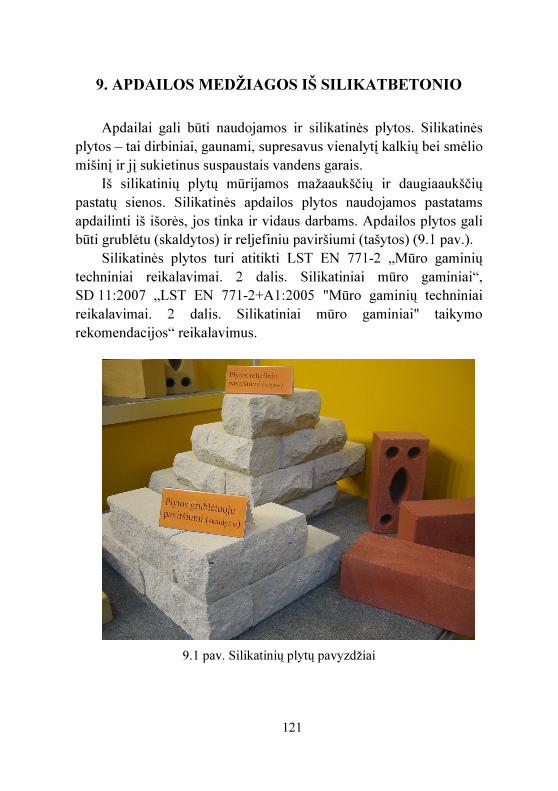
121
9. APDAILOS MEDŽIAGOS IŠ SILIKATBETONIO Apdailai gali būti naudojamos ir silikatinės plytos. Silikatinės
plytos – tai dirbiniai, gaunami, supresavus vienalytį kalkių bei smėlio mišinį ir jį sukietinus suspaustais vandens garais.
Iš silikatinių plytų mūrijamos mažaaukščių ir daugiaaukščių pastatų sienos. Silikatinės apdailos plytos naudojamos pastatams apdailinti iš išorės, jos tinka ir vidaus darbams. Apdailos plytos gali būti grublėtu (skaldytos) ir reljefiniu paviršiumi (tašytos) (9.1 pav.).
Silikatinės plytos turi atitikti LST EN 771-2 „Mūro gaminių techniniai reikalavimai. 2 dalis. Silikatiniai mūro gaminiai“, SD 11:2007 „LST EN 771-2+A1:2005 "Mūro gaminių techniniai reikalavimai. 2 dalis. Silikatiniai mūro gaminiai" taikymo rekomendacijos“ reikalavimus.
9.1 pav. Silikatinių plytų pavyzdžiai

122
Plytų paviršius gali imituoti gamtinio akmens spalvą ir paviršių, plytos gali būti baltos arba spalvotos.
Silikatinių plytų gniuždymo stipris 5–75 MPa, tankis 1 600–2300 kg/m3, įmirkis >6 %; šilumos laidumo koeficientas λ – 0,70–0,9 W/(m · K), atsparumas šalčiui 15–50 ciklų.
Pagrindinę silikatinių plytų formavimo mišinio dalį 92–94 % sudaro užpildai, likusią – 6–8 % gesintos arba negesintos kalcitinės kalkės.
Užpildu naudojamas švarus kvarcinis smėlis. Silikatiniame mišinyje turi būti kuo mažiau tuštumų, jas turi užpildyti rišančioji medžiaga, dėl to smėlio grūdeliai turi būti įvairaus dydžio. Tinkamiausio smėlio grūdeliai turi būti aštriabriauniai, turintys šiurkštų paviršių (tokiam paviršiui gauti smėlis gali būti malamas). Turintys tokį paviršių grūdeliai geriausiai sukimba su kalkėmis. Smėlis, naudojamas silikatiniams gaminiams gaminti, turi būti švarus; priemaišos, esančios užpilde, trukdo kalkėms sukibti ir reaguoti su smėlio grūdeliais, mažina dirbinių stiprį, atsparumą šalčiui, dėl jų dirbinių paviršiuje gali atsirasti dėmių, organinės priemaišos išpučia kietinamus gaminius. Svarbiausio smėlio mineralo smėlyje turi būti >70 %. Naudojamo smėlio stambumo modulis 1,1–1,6; savitasis paviršius >300 cm2/g; tankis 2600 kg/m3.
Silikatiniams dirbiniams gaminti naudojamos kalkės turi būti švarios, šviežiai išdegtos, kalcitinės, greitai besigesinančios, jų aktyvumas turi būti >70 %, MgO kiekis neturi viršyti 5 %. Gali būti naudojamos gesintos arba negesintos kalkės.
Silikatiniams dirbiniams gaminti naudojami priedai: formavimo mišinių plastikliai, rišimosi bei kietėjimo procesų lėtikliai arba greitikliai, hidrofobiniai bei armuojantys, stabilizuojantys. Pigmentai, dedami į silikatinę formavimo masę, turi būti atsparūs šarmams, nereaguoti su formavimo mišinio komponentais, būti atsparūs aukštai temperatūrai ir drėgmei. Gali būti naudojami tokie pigmentai: ochra, geležies junginiai, umbra, kobaltas, kadmis, ultramarinas, suodžiai, pirito degenos, chromo oksidas.

123
Dalis naudojamo užpildo yra smulkiai malama, dėl to padidėja silikatinių dirbinių stipris. Dalis smėlio malama rutuliniuose malūnuose kartu su kalkėmis. Gaunamos smulkiosios dalelės geriau užpildo poras tarp nemalto smėlio grūdelių, padaugėja kontaktų skaičius tarp mišinio grūdelių, susidaro mikrokapiliarai, kurie padidina vandens paviršinį įtempimą pusgaminyje, padidėja dirbinių tankis.
Autoklavinių silikatinių dirbinių gamyboje naudojant iki 10 % smulkiai malto kvarcinio smėlio, žymiai padidėja dirbinių stipris.
Silikatinių plytų gamyba susideda iš tokių pagrindinių technologinių operacijų: smėlio kasimo, sijojimo, gabalinių kalkių trupinimo ir malimo, maltų kalkių bei smėlio mišinio paruošimo, šio mišinio gesinimo, plytų formavimo, kietinimo autoklavuose ir gaminių sandėliavimo. Principinė technologinė silikatinių plytų gamybos schema pateikta 9.2 paveiksle.
9.2 pav. Principinė technologinė silikatinių plytų gamybos schema Silikatinės plytos formuojamos presais, naudojant 15–30 MPa
slėgį, o kietinamos autoklavuose 0,8–1,3 MPa slėgyje (tai atitinka 175–200 ºC temperatūrą) sočiųjų garų aplinkoje.

124
Gaminant silikatinius dirbinius, kalkių ir smėlio mišinys gali būti gesinamas reaktoriniu būdu. Reaktoriuose mišinys gesinamas 1,5–4 valandas.
Autoklavinis kietinimas – paskutinė ir pati svarbiausia technologinė operacija, gaminant silikatinius autoklavinius dirbinius. Jos metu pasiekiamas pagrindinis silikatinių dirbinių stipris. Šios operacijos tikslas – pagreitinti cheminę reakciją, vykstančią tarp rišamosios medžiagos ir užpildo. Autoklavinio kietinimo metu susidaro silikatinis akmuo. Autoklavinio kietinimo esmė – per trumpiausią laiką surišti kuo daugiau kalkių su kvarcu.
Esant hidroterminėms sąlygoms autoklave, kvarcinis smėlis reaguoja su kalkėmis, sudarydamas didelio stiprio medžiagą – kalcio hidrosilikatus: x Ca(OH)2 + y SiO2 + n H2O → x CaO ⋅ y SiO2 ⋅ p H2O (9.1)
Sočiųjų garų aplinkoje (kai drėgnis yra 100 %) kvarcinis smėlis įgauna cheminį aktyvumą ir pradeda greitai reaguoti su kalkėmis, sudarydamas didelio stiprio vandenyje netirpstantį junginį – kalcio hidrosilikatus. Šioje reakcijoje susidarę kalcio hidrosilikatai suriša kvarcinio smėlio grūdelius į monolitą.
Dirbiniams yra parenkamas tam tikras autoklavinio kietinimo režimas, kurį gali sudaryti: tolydus temperatūros ir slėgio kėlimas (1,5–2 val.), izoterminis kietinimas (4–8 val.), temperatūros ir slėgio mažinimas (2–4 val.). Visas autoklavinio kietinimo ciklas trunka 10–14 valandų.
Dirbinių stiprio ir atsparumo šalčiui augimas po autoklavinio kietinimo nesibaigia. Kalcio hidroksidai, įeinantys į silikatinių dirbinių sudėtį, veikiami ore esančiu anglies oksidu, karbonizuojasi. Proceso metu susidaro karbonatai. Karbonizacijos reikšmė nepaprastai didelė, nes karbonizacijos ir hidratacijos procesai lemia statybinių medžiagų ilgaamžiškumą. Dėl CO2 poveikio pasikeičia silikatinių dirbinių mineraloginė sudėtis ir savybės. Priklausomai nuo aplinkos temperatūros, santykinio drėgnio, gaminių porėtumo, CO2 difuzijos greičio karbonizacija vyksta nevienodu greičiu, ir jos metu

125
susidaro skirtingi junginiai. Dirbinių stiprio ir atsparumo šalčiui augimas, laikui bėgant, tęsiasi; kalkių dalis, chemiškai nesureagavusi su kvarcu autoklavinio kietinimo metu, reaguoja su atmosferoje esančiu CO2, sudarydama stiprų kalcio karbonatą: Ca(OH)2 + CO2 → CaCO3 + H2O (9.2)
Karbonizacija – pakankamai lėtas procesas, kadangi CO2 koncentracija atmosferoje nėra didelė ir siekia apie 0,03 %, tačiau susidaranti karbonatinė plėvelė smarkiai padidina dirbinių stiprumą, mažina vandens įmirkį.
Silikatinės plytos ir blokai gali būti klasifikuojami pagal jų normatyvinio gniuždymo stiprio klases (9.1 lentelė).
9.1 lentelė. Silikatinių plytų ir blokų klasifikacija pagal normatyvinį gniuždymo stiprį
Gniuždymo stiprio klasė Normatyvinis gniuždymo stipris, N/mm2 5 7,5 10 15 20 25 30 35 40 45 50 60 75
5,0 7,5 10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,0 50,0 60,0 75,0
Normatyvinio gniuždymo stiprio vertė gaunama, gniuždymo
stiprį padauginus iš koeficiento 0,8, kuris įvertina kondicionavimą džiovykloje, ir iš formos daugiklio, pateikto 9.2 lentelėje.
126
9.2 lentelė. Formos daugiklis, įvertinantis dirbinių paruoštu paviršiumi matmenis Aukštis, mm
Plotis, mm 50 100 150 200 ≥250
40 0,8 0,7 – – – 50 0,85 0,75 0,7 – – 65 0,95 0,85 0,75 0,7 0,65 100 1,15 1 0,9 0,8 0,75 150 1,3 1,2 1,1 1 0,95 200 1,4 1,35 1,25 1,15 1,1 ≥250 1,55 1,45 1,35 1,25 1,15
Silikatinės plytos gali būti klasifikuojamos pagal jų tariamojo
sausojo tankio klases, klasifikacija pateikta 9.3 lentelėje.
9.3 lentelė. Silikatinių plytų ir blokų klasifikacija pagal tariamąjį (bruto) sausąjį tankį
Tariamojo (bruto) sausojo tankio klasė
Tankio intervalas, kg/m3 2,4 2,2 2,0 1,8 1,6 1,4 1,2 1,0 0,9 0,8 0,7 0,6 0,5
>2200 2010–2200 1810–2000 1610–1800 1410–1600 1210–1400 1010–1200 905–1000 805–900 705–800 605–700 505–600 ≤500
Kadangi silikatiniai dirbiniai yra ne tokie atsparūs vandens ir
drėgmės poveikiui, iš jų negalima mūryti pamatų, cokolių, kitų
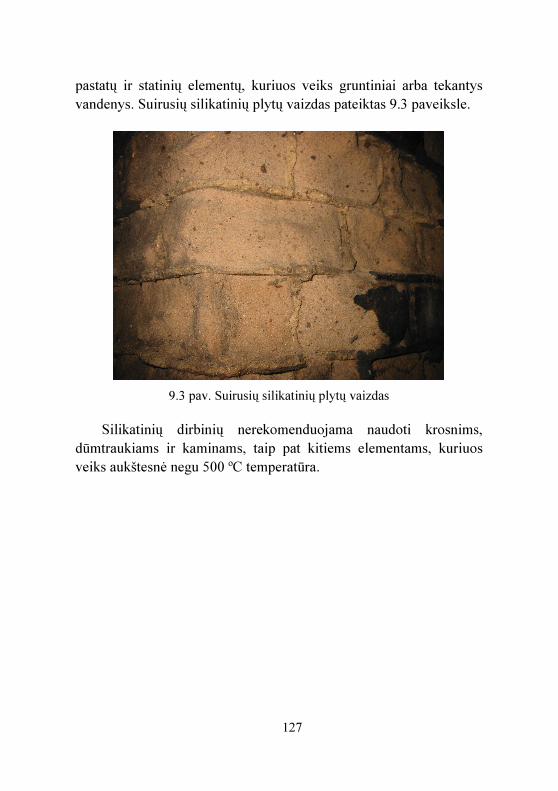
127
pastatų ir statinių elementų, kuriuos veiks gruntiniai arba tekantys vandenys. Suirusių silikatinių plytų vaizdas pateiktas 9.3 paveiksle.
9.3 pav. Suirusių silikatinių plytų vaizdas
Silikatinių dirbinių nerekomenduojama naudoti krosnims, dūmtraukiams ir kaminams, taip pat kitiems elementams, kuriuos veiks aukštesnė negu 500 ºC temperatūra.

128
10. APDAILOS MEDŽIAGOS IŠ GIPSO, JŲ GAMYBOS TECHNOLOGIJOS IR NAUDOJIMO REKOMENDACIJOS 10.1. Gipso rišamųjų medžiagų savybės
Gipso rišamosiomis medžiagomis vadinamos orinės rišamosios medžiagos, kurios susideda iš įvairių kalcio sulfato hidratinių fazių: pushidratinio (CaSO4 · 0,5H2O) ir anhidrito (CaSO4), todėl jos skirstomos į pushidrates ir anhidritines.
Gipsinės rišamosios medžiagos gaminamos iš gamtinio gipso, gamtinio anhidrito, kai kurių chemijos pramonės atliekų (fosfogipso, borogipso), kuriose yra daug dihidračio ar bevandenio kalcio sulfato arba, stabdant sieros dioksido išmetimą į atmosferą (deginant įvairų sieros turintį kurą) – tai dažnai naudojamas procesas, kurio pabaigoje susidaro dideli gipso kiekiai. Gamtinis gipsas yra nuosėdinė uoliena, sudaryta iš gipso mineralo (CaSO4 · 2H2O) ir kitų priemaišų (10.1 pav.).
10.1 pav. Gamtinio gipso uolienos vaizdas

129
Pushidratis gipsas būna α arba β modifikacijos. Rišamoji medžiaga, sudaryta iš β CaSO4 · 0,5H2O modifikacijos, vadinama statybiniu gipsu, o sudaryta iš α CaSO4 · 0,5H2O modifikacijos, – aukštaverčiu gipsu.
Aukštavertis gipsas gaunamas sočiuose vandens garuose arba druskų tirpaluose, 105–125 °C temperatūroje dehidratuojant gipsą iki pushidračio (CaSO4 · 0,5H2O). Statybinis gipsas, gaunamas ore, 105–170 °C temperatūroje dehidratuojant gipsą iki pushidračio (CaSO4 · 0,5H2O): CaSO4 ⋅ 2H2O→CaSO4 ⋅ 0,5H2O+1,5H2O – 580 kJ/kg. (10.1)
Gamtinis anhidritas taip pat yra nuosėdinė uoliena, sudaryta iš mineralo anhidrito (CaSO4) ir įvairių priemaišų. Pagrindinis anhidritinių rišamųjų medžiagų junginys – bevandenis kalcio sulfatas CaSO4 (anhidritas). Anhidrito kietumas pagal Moso skalę yra 3,2; tankis 2,9 g/cm3.
Gipso rišamosios medžiagos statyboje naudojamos tiesiogiai arba iš jų gaminami statyboje naudojami produktai (10.2 pav.).
10.2 pav. Gipso rišamųjų medžiagų naudojimo schema
Gipso rišamosios medžiagos pagal LST EN 13279-1 žymimos A raide. Pagal paskirtį šių medžiagų žymėjimas yra toks:
− A1 – rišamosios medžiagos (sausų miltelių pavidalo gaminiai), skirtos naudoti tiesiogiai arba naudojamos tolesnei gamybai;
130
− A2 – rišamosios medžiagos, skirtos tiesiogiai naudoti statybvietėje;
− A3 – rišamosios medžiagos, skirtos tolesnei gamybai (gipso blokų, gipso kartoninių plokščių, kabinamųjų lubų elementų).
Gipsinėse rišamosiose medžiagose kalcio sulfato kiekis turi būti
≥50 %. Šios rišamosios medžiagos laikomos tik sausose patalpose. Statybinio gipso milteliai, sumaišyti su vandeniu, sudaro
plastišką tešlą, kuri greitai, per kelias minutes, jungiasi ir kietėja. Ji kietėja, garuojant vandeniui, todėl, norint pagreitinti kietėjimą, gipsinius dirbinius reikia džiovinti. Pushidračio gipso hidratacija išreiškiama egzotermine vandens prisijungimo reakcija: CaSO4 ⋅ 0,5H2O + 1,5H2O → CaSO4 ⋅ 2H2O + 133 kJ/kg. (10.2)
Pushidračio gipso hidratacijos metu susidaro dihidratis gipsas, o iš jo augančių kristalų formuojasi gipsinio akmens karkasas. Pushidračio gipso hidratacijos procesą galima suskirstyti į 3 etapus:
− pirmame, kuris trunka 20–40 minučių, susidaro karkasas iš smulkių susipynusių ir suaugusių kristalų;
− antrame tirpsta smulkiausi, defektinės struktūros kristalėliai, o jų vietoje auga kiti, taisyklingos sandaros kristalai. Augant didesniems taisyklingos sandaros kristalams, atsiranda įtempimai, dėl to šio etapo pabaigoje susiformavusio akmens stipris šiek tiek sumažėja;
− trečiame gipso akmuo džiūsta, ir jo stiprumas didėja, kol visas laisvas vanduo išgaruoja.
Paprastai pushidratės gipso rišamosios medžiagos pradeda rištis
po 2–20 minučių. Rišimosi trukmė priklauso nuo žaliavų savybių, mineralinės sudėties, dehidratacijos režimo. Gaminant dirbinius, dėl greito rišimosi paruoštą tešlą ar skiedinį reikia labai greitai sunaudoti, kol dar neprarado plastiškumo. Kai kada tenka sulėtinti arba paspartinti rišimosi pabaigą, todėl, gaminant gipsinius dirbinius,

131
naudojami cheminiai priedai – rišimosi lėtikliai ar greitikliai. Taip pat dirbiniams gali būti naudojami priedai ir įmaišos: mikroužpildai, plaušai, statybinės kalkės, orą įtraukiantys, vandens atsiskyrimą mažinantys priedai, plastikliai.
Sukietėjusio gaminių stipris priklauso nuo miltelių sumalimo smulkumo, sumaišyti naudoto vandens kiekio ir aplinkos drėgnio. Kuo daugiau sunaudojama vandens dirbiniams gaminti, tuo gipso akmuo būna akytesnis ir mažesnio stiprio, todėl vandens būtina naudoti minimaliai, kad būtų galima suformuoti ir sutankinti dirbinį.
Vandens kiekis normaliai tirštai tešlai gauti priklauso nuo pushidračio gipso kristalų dydžio. β pushidračiam gipsui užmaišyti sunaudojama 50–70 %, α pushidračiam gipsui – 35–40 % vandens.
Kietėjant gipsiniam rišikliui, jo tūris padidėja iki 1 %, ir gipsas greitai užpildo formas. Gaunamų gaminių paviršius lygus, gaminiai atsparūs ugniai. Jie įkaista lėtai ir suyra tik po 5–7 valandų. Sukietėjusių gipso rišamųjų medžiagų šilumos laidumo koeficientas priklauso nuo sukietėjusios medžiagos tankio. Šilumos laidumo koeficiento skaičiuotinės vertės, esant 23 ºC temperatūrai ir 50 % santykinei drėgmei, pateiktos 10.1 lentelėje.
10.1 lentelė. Sukietėjusių gipsinių rišiklių šilumos laidumo koeficiento vertės Tankis, g/cm3 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 Šilumos laidumo koef.,
W/(m · K) 0,18 0,22 0,26 0,30 0,34 0,39 0,43 0,47 0,51 0,56
Aukštavertis gipsas savo savybėmis skiriasi tuo, kad pasižymi
dideliu tankiu, dideliu stipriu, mažomis deformacijomis, taip pat greitai kietėja. Aukštavertis gipsas naudojamas gipsiniams dirbiniams ir formoms lieti.
Gipsinės rišamosios medžiagos ir jų gaminiai plačiai naudojami įvairiose statybų srityse dėl daugelio teigiamų savybių:
132
− trumpos rišimosi ir džiūvimo trukmės; − plataus kietėjimo trukmės diapazono, naudojant įvairius
priedus; − pakankamo stiprio; − ilgaamžiškumo (apsaugant nuo drėgmės); − palyginti mažo šilumos, garso laidumo; − didelio cheminio atsparumo; − didelio atsparumo ugniai; − saugumo; − paprastumo naudoti. Pagrindinis gipso trūkumas – mažas atsparumas drėgmei, todėl
jis naudojamas ten, kur jį galima apsaugoti nuo drėgmės. Jei po kietėjimo gipso akmuo vėl patenka į vandenį, vyksta atvirkščias procesas – kontaktai tarp gipso kristalų tirpsta, ir stipris mažėja. Gipso dirbiniai yra poringi, todėl drėgmė absorbuojama iš oro, kai jo santykinis drėgnis didesnis kaip 70 %. Padidinti atsparumą vandens poveikiui galima, naudojant organinius polimerinius priedus, trikomponenčius mišinius.
Pastaraisiais metais daug gipso rišančiųjų medžiagų naudojama gipsatinkiams, gipso kartoninėms plokštėms, gipso blokams gaminti.
10.2. Gipso kartoninių plokščių gamybos technologija Apdailai naudojamos gipso kartoninės plokštės. Šios plokštės
susideda iš gipsinės šerdies, aptaisytos ir tvirtai sujungtos su stipraus patvaraus kartono lakštais. Pagal tam tikro plokščių tipo paskirtį kartoniniai paviršiai gali būti skirtingi, o šerdyje gali būti priedų papildomoms savybėms suteikti. Ilgieji šonai padengti kartonu ir profiliuoti taip, kad būtų pritaikyti naudojimui.
Principinė technologinė gipso kartoninių plokščių gamybos schema pateikta 10.3 paveiksle. Gipsinė rišančioji medžiaga pakraunama į talpyklą (1), iš kurios iškrovimo įrenginiu (2) per elevatorių (3) ir tarpinį bunkerį (4) masiniu dozatoriumi (5) velenų sistema tiekiama į maišymo įrenginį (19).
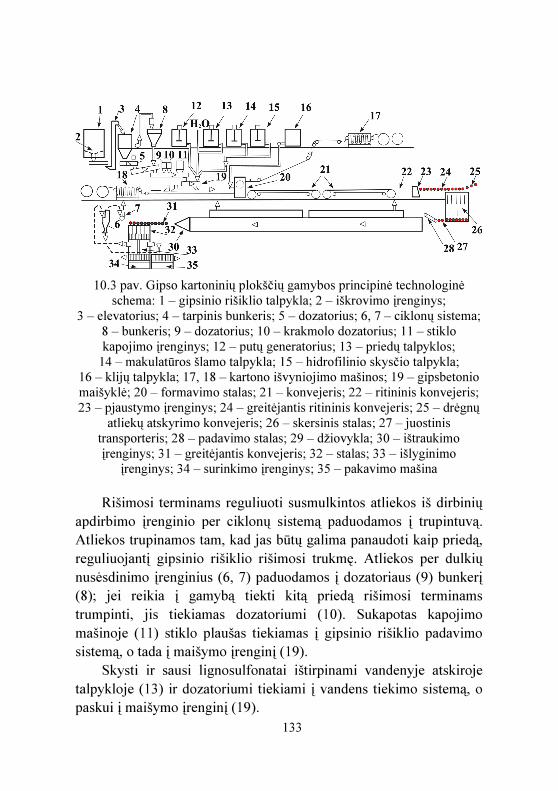
133
10.3 pav. Gipso kartoninių plokščių gamybos principinė technologinė
schema: 1 – gipsinio rišiklio talpykla; 2 – iškrovimo įrenginys; 3 – elevatorius; 4 – tarpinis bunkeris; 5 – dozatorius; 6, 7 – ciklonų sistema;
8 – bunkeris; 9 – dozatorius; 10 – krakmolo dozatorius; 11 – stiklo kapojimo įrenginys; 12 – putų generatorius; 13 – priedų talpyklos; 14 – makulatūros šlamo talpykla; 15 – hidrofilinio skysčio talpykla;
16 – klijų talpykla; 17, 18 – kartono išvyniojimo mašinos; 19 – gipsbetonio maišyklė; 20 – formavimo stalas; 21 – konvejeris; 22 – ritininis konvejeris; 23 – pjaustymo įrenginys; 24 – greitėjantis ritininis konvejeris; 25 – drėgnų
atliekų atskyrimo konvejeris; 26 – skersinis stalas; 27 – juostinis transporteris; 28 – padavimo stalas; 29 – džiovykla; 30 – ištraukimo įrenginys; 31 – greitėjantis konvejeris; 32 – stalas; 33 – išlyginimo
įrenginys; 34 – surinkimo įrenginys; 35 – pakavimo mašina Rišimosi terminams reguliuoti susmulkintos atliekos iš dirbinių
apdirbimo įrenginio per ciklonų sistemą paduodamos į trupintuvą. Atliekos trupinamos tam, kad jas būtų galima panaudoti kaip priedą, reguliuojantį gipsinio rišiklio rišimosi trukmę. Atliekos per dulkių nusėsdinimo įrenginius (6, 7) paduodamos į dozatoriaus (9) bunkerį (8); jei reikia į gamybą tiekti kitą priedą rišimosi terminams trumpinti, jis tiekiamas dozatoriumi (10). Sukapotas kapojimo mašinoje (11) stiklo plaušas tiekiamas į gipsinio rišiklio padavimo sistemą, o tada į maišymo įrenginį (19).
Skysti ir sausi lignosulfonatai ištirpinami vandenyje atskiroje talpykloje (13) ir dozatoriumi tiekiami į vandens tiekimo sistemą, o paskui į maišymo įrenginį (19).
134
Jei gaminami drėgmei atsparūs gipso kartoniniai lakštai, naudojami hidrofobizuojantys priedai, kurie laikomi bunkeryje (15). Šie priedai tiekiami į vandens tiekimo sistemą, o tada į maišymo įrenginį (19).
Dispersinė armuojanti pulpa iš kartono atliekų, makulatūros ir vandens ruošiama šlamo maišytuve, paruošta ji keliauja į šlamo laikymo talpyklą (14), o sudozuotas šlamas tiekiamas į maišymo įrenginį (19).
Kartono lakštai, skirti abiem gipso kartoninėms pusėms, paduodami į kartono vyniojimo įrenginius (17, 18), kurie pastovia jėga tempia kartono lapus. Kartono lakštai centruojami automatiškai. Kad susidarytų kraštelis, kartono lakšto kraštuose iš vidinės pusės padaromas griovelis. Krašteliai formuojami įrenginiais, esančiais ant formavimo stalo (20).
Formavimo masė iš maišymo įrenginio (19) tiekiama ant kartono lakšto, kuris bus apdailinė gipso kartoninio lakšto pusė. Ant formavimo stalo po kartono lakštu įtaisytos vibroplokštelės, kurios pašalina iš formavimo masės didelius oro burbuliukus ir vienodai paskirsto masę ant kartono lakšto. Kitas kartono lakštas formavimo stale sujungiamas klijais, tiekiamais iš talpyklos (16). Taip suformuojama plokštė. Nuo formavimo stalo ištisinė gipso kartoninė plokštė per išlyginimo įrenginius keliauja ant rišimosi konvejerio (21). Nuo šio konvejerio ištisinė plokštė patenka ant ritininio konvejerio (22) ir juo juda iki pjaustymo įrenginio (23). Pjaustymo įrenginys atpjauna nustatyto ilgio plokštės gabalus. Formavimo masė, plokštėje judėdama ritininiu konvejeriu, jau turi būti susirišusi. Prieš pjaustymo įrenginį ant plokštės apdailinės pusės yra žymima ašinė linija, o ant kitos pusės gamintojo ir dirbinio žymenys. Supjaustytos plokštės ritininiu konvejeriu didesniu greičiu (24) nukreipiamos ant skersinio stalo (26), ant kurio surenkamos po dvi apdailinėmis pusėmis į viršų. Tada jos juostiniu transporteriu (27) patenka ant padavimo stalo (28), ir jis jas paskirsto į tam tikrą tunelinės džiovyklos (29) aukštį. Perėję ritininį konvejerį (24), nekokybiški gaminiai išimami iš gamybos (25). Džiovinti naudojama

135
tunelinė konvekcinė daugiaaukštė džiovykla, kurioje šilumnešis yra dujų ir oro mišinys. Plokštės dviem eilėmis aštuoniais aukštais ritininiais konvejeriais juda tuneline džiovykla. Džiovinimo trukmė priklauso nuo plokščių judėjimo greičio, tunelinės džiovyklos ilgio ir plokščių storio.
Išdžiovintos plokštės ištraukiamos iš džiovyklos iškrovimo įrenginiu (30), turinčiu aušinimo sistemą. Greitėjančiu konvejeriu (31) plokštės patenka ant skersinio stalo (32), kur sudedamos po dvi apdailinėmis pusėmis į vidų ir perduodamos ant išlyginimo įrenginio (33). Ten plokštės apipjaunamos, tikslinami jų matmenys.
Pakoregavus matmenis, plokštės sukraunamos ant surinkimo įrenginio (34). Surinktas reikiamas plokščių kiekis perstumiamas į pakavimo mašiną (35). Supakuotos plokštės perrišamos metaline arba polipropilenine juosta ir vežamos į sandėlį.
10.3. Gipso kartoninių plokščių savybės Plokštės, kurių gamybai naudojamas gipsas, gali būti skirstomos
pagal paskirtį, storį, suformuotą kraštą ir gamyboje naudojamas medžiagas. Pagal suformuotą kraštą skiriamos tokios plokščių rūšys:
− su keturkampiu kraštu; − su nusklembtu kraštu; − su kūgišku kraštu (10.4 pav.); − su pusapvaliu kraštu; − su pusapvaliu kūgišku kraštu; − su apvaliu kraštu. Pagal storį ir paskirtį skiriami tokie gipso kartoninių plokščių
tipai: − paprasta gipso kartoninė plokštė (9,5; 12,5 mm storio
nuožulniu apvalintu arba nuožulniu kraštu); − impregnuota gipso kartoninė plokštė (12,5 mm storio
nuožulniu apvalintu arba nuožulniu kraštu), naudojama drėgnose patalpose;

136
− speciali impregnuota gipso kartoninė plokštė (9,5 mm storio lygiu kraštu), naudojama kaip skydas nuo vėjo;
− ugniai atspari gipso kartoninė plokštė (12,5; 15 mm storio lygiu kraštu);
− ugniai atspari impregnuota gipso kartoninė plokštė (12,5 mm storio nuožulniu apvalintu arba nuožulniu kraštu), naudojama drėgnose patalpose;
− gipso kartoninė plokštė lenktiems elementams (6,5 mm storio nuožulniu kraštu);
− tvirta gipso kartoninė plokštė (12,5 mm storio nuožulniu kraštu);
− tvirta gipso kartoninė plokštė (12,5 mm storio lygiu kraštu), skirta grindims;
− rentgeno spinduliams nelaidi gipso kartoninė plokštė (12,5 mm storio nuožulniu apvalintu kraštu) su švino (0,5–3 mm) sluoksniu;
− gipso plaušo plokštė (12,5 mm storio lygiu kraštu), armuota celiulioziniais priedais;
− impregnuota gipso plaušo plokštė (12,5 mm storio lygiu kraštu), naudojama skydinių ir karkasinių namų statyboje;
− nedegi plokštė (15, 20, 25, 30 mm storio lygiu kraštu); vietoje kartono – stiklo pluoštas, naudojamos laikančiąsias konstrukcijas apsaugoti nuo ugnies;
− perforuota garso absorbcinė plokštė (12,5 mm storio lygiu kraštu); vietoje kartono naudojamas stiklo pluošto audinys.
10.4 pav. Kūgiškas gipso kartoninės plokštės kraštas: 1 – geroji pusė;
2 – blogoji pusė Pagal standartą LST EN 520 „Gipso kartoninės plokštės.
Apibrėžtys, reikalavimai ir bandymų metodai“ gipso kartoninių
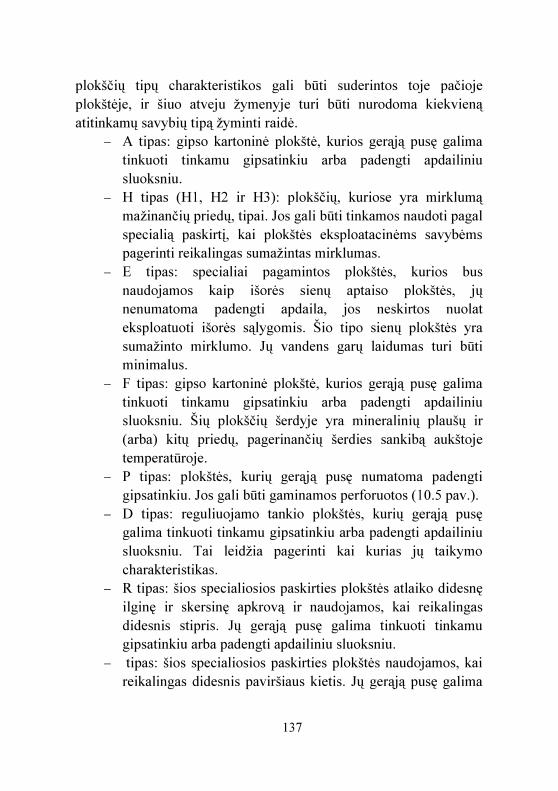
137
plokščių tipų charakteristikos gali būti suderintos toje pačioje plokštėje, ir šiuo atveju žymenyje turi būti nurodoma kiekvieną atitinkamų savybių tipą žyminti raidė.
− A tipas: gipso kartoninė plokštė, kurios gerąją pusę galima tinkuoti tinkamu gipsatinkiu arba padengti apdailiniu sluoksniu.
− H tipas (H1, H2 ir H3): plokščių, kuriose yra mirklumą mažinančių priedų, tipai. Jos gali būti tinkamos naudoti pagal specialią paskirtį, kai plokštės eksploatacinėms savybėms pagerinti reikalingas sumažintas mirklumas.
− E tipas: specialiai pagamintos plokštės, kurios bus naudojamos kaip išorės sienų aptaiso plokštės, jų nenumatoma padengti apdaila, jos neskirtos nuolat eksploatuoti išorės sąlygomis. Šio tipo sienų plokštės yra sumažinto mirklumo. Jų vandens garų laidumas turi būti minimalus.
− F tipas: gipso kartoninė plokštė, kurios gerąją pusę galima tinkuoti tinkamu gipsatinkiu arba padengti apdailiniu sluoksniu. Šių plokščių šerdyje yra mineralinių plaušų ir (arba) kitų priedų, pagerinančių šerdies sankibą aukštoje temperatūroje.
− P tipas: plokštės, kurių gerąją pusę numatoma padengti gipsatinkiu. Jos gali būti gaminamos perforuotos (10.5 pav.).
− D tipas: reguliuojamo tankio plokštės, kurių gerąją pusę galima tinkuoti tinkamu gipsatinkiu arba padengti apdailiniu sluoksniu. Tai leidžia pagerinti kai kurias jų taikymo charakteristikas.
− R tipas: šios specialiosios paskirties plokštės atlaiko didesnę ilginę ir skersinę apkrovą ir naudojamos, kai reikalingas didesnis stipris. Jų gerąją pusę galima tinkuoti tinkamu gipsatinkiu arba padengti apdailiniu sluoksniu.
− tipas: šios specialiosios paskirties plokštės naudojamos, kai reikalingas didesnis paviršiaus kietis. Jų gerąją pusę galima
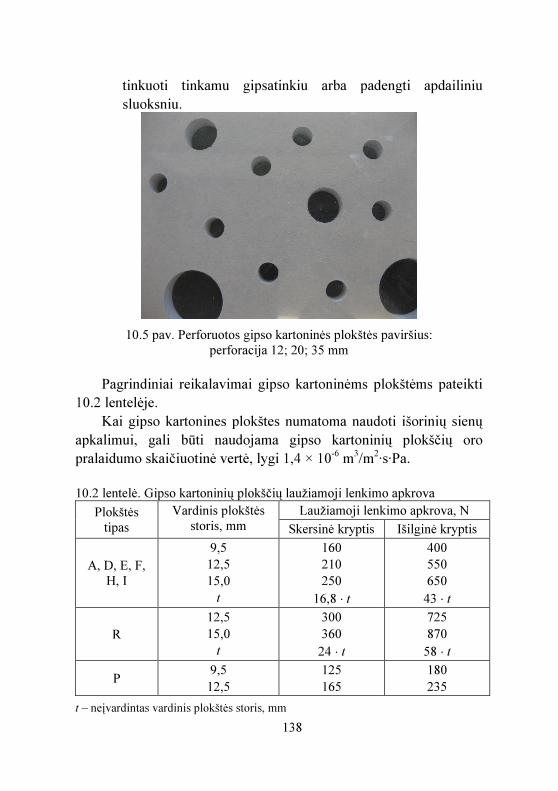
138
tinkuoti tinkamu gipsatinkiu arba padengti apdailiniu sluoksniu.
10.5 pav. Perforuotos gipso kartoninės plokštės paviršius:
perforacija 12; 20; 35 mm Pagrindiniai reikalavimai gipso kartoninėms plokštėms pateikti
10.2 lentelėje. Kai gipso kartonines plokštes numatoma naudoti išorinių sienų
apkalimui, gali būti naudojama gipso kartoninių plokščių oro pralaidumo skaičiuotinė vertė, lygi 1,4 × 10-6 m3/m2·s·Pa.
10.2 lentelė. Gipso kartoninių plokščių laužiamoji lenkimo apkrova
Plokštės tipas
Vardinis plokštės storis, mm
Laužiamoji lenkimo apkrova, N Skersinė kryptis Išilginė kryptis
A, D, E, F, H, I
9,5 12,5 15,0
t
160 210 250
16,8 ⋅ t
400 550 650 43 ⋅ t
R 12,5 15,0
t
300 360 24 ⋅ t
725 870 58 ⋅ t
P 9,5 12,5
125 165
180 235
t – neįvardintas vardinis plokštės storis, mm
139
H tipo plokštės paviršinis mirklumas, nustatytas gerojoje arba blogojoje plokštės pusėje, neturi būti didesnis kaip 180 g/m2.
Atskirų plokščių tipų vardiniai matmenys pateikti 10.3 lentelėje. Gipso kartoninėms plokštėms yra nustatomas plotis, ilgis, storis,
nuokrypos nuo šių matmenų, formos ir paviršiaus defektai. Taip pat atliekamas galų stačiakampiškumo nustatymo bandymas (10.6 pav.).
Matuojant galų stačiakampiškumą, plokštės uždedamos viena ant kitos taip, kad sutaptų vienos jų šonas ir vienas kampas. Apverčiama viršutinė plokštė taip, kad sutaptų tie patys galai, kaip ir matuojant pirmą kartą, ir užtikrinama, kad viršutinės plokštės kampas sutaptų su tuo pačiu apatinės plokštės kampu, kuris buvo naudotas, matuojant pirmą kartą. Išmatuojamas naujas atstumas ∆2 tarp priešingų šonų galų. Bandomos trys plokštės, todėl viena turi būti naudojama du kartus.
10.3 lentelė. Atskirų plokščių tipų vardiniai matmenys
Tipai Vardiniai pločiai, mm
Vardiniai ilgiai, mm
Vardiniai storiai, mm
P 400, 600, 900, 1 200
1200, 1500, 1800, 2000
9,5, 12,5
A, H, D, E, F, I
600, 900, 1200, 1250
1200, 1500, 1800, 2000
9,5, 12,5, 15
Vienos plokštės stačiakampiškumas, išreikštas milimetrais
metrui, apibūdinamas puse sumos ir apskaičiuojamas pagal formulę:
ω∆+∆
221 , mm, (10.3)
čia: ∆1 ir ∆2 – atstumas, išmatuotas pagal 10.4 paveikslą; ω – plokštės plotis.
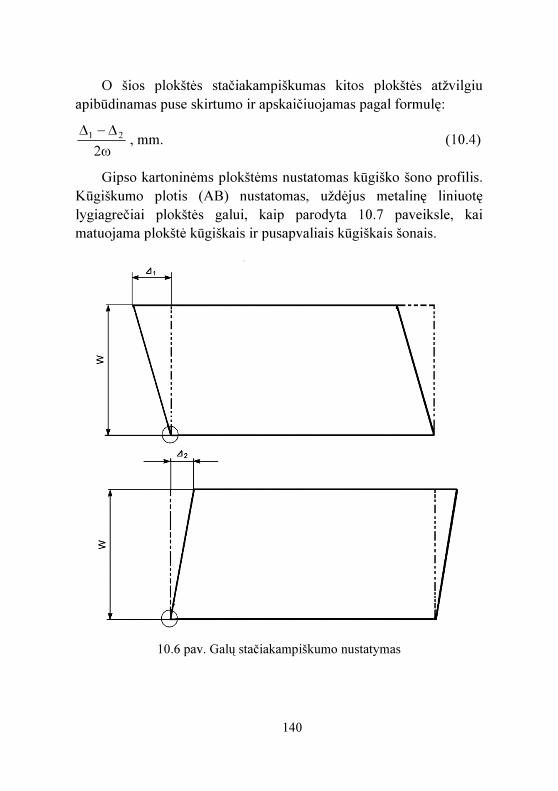
140
O šios plokštės stačiakampiškumas kitos plokštės atžvilgiu apibūdinamas puse skirtumo ir apskaičiuojamas pagal formulę:
ω∆−∆
221 , mm. (10.4)
Gipso kartoninėms plokštėms nustatomas kūgiško šono profilis. Kūgiškumo plotis (AB) nustatomas, uždėjus metalinę liniuotę lygiagrečiai plokštės galui, kaip parodyta 10.7 paveiksle, kai matuojama plokštė kūgiškais ir pusapvaliais kūgiškais šonais.
10.6 pav. Galų stačiakampiškumo nustatymas
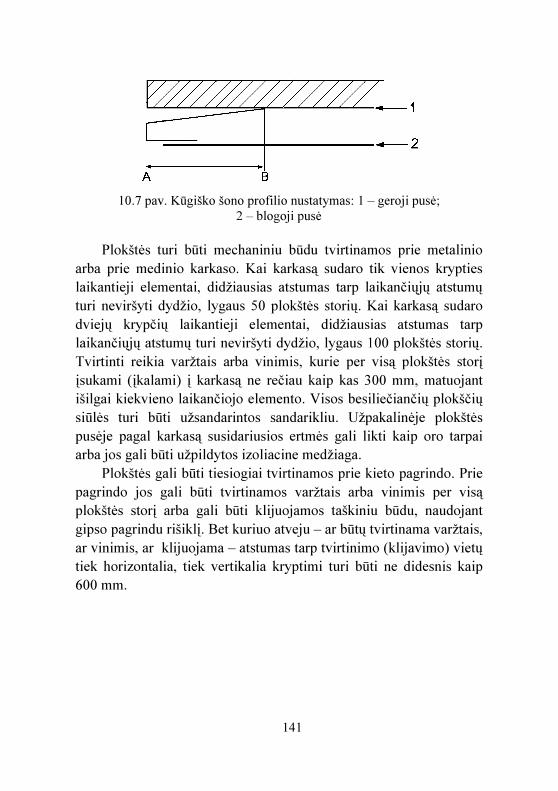
141
10.7 pav. Kūgiško šono profilio nustatymas: 1 – geroji pusė;
2 – blogoji pusė Plokštės turi būti mechaniniu būdu tvirtinamos prie metalinio
arba prie medinio karkaso. Kai karkasą sudaro tik vienos krypties laikantieji elementai, didžiausias atstumas tarp laikančiųjų atstumų turi neviršyti dydžio, lygaus 50 plokštės storių. Kai karkasą sudaro dviejų krypčių laikantieji elementai, didžiausias atstumas tarp laikančiųjų atstumų turi neviršyti dydžio, lygaus 100 plokštės storių. Tvirtinti reikia varžtais arba vinimis, kurie per visą plokštės storį įsukami (įkalami) į karkasą ne rečiau kaip kas 300 mm, matuojant išilgai kiekvieno laikančiojo elemento. Visos besiliečiančių plokščių siūlės turi būti užsandarintos sandarikliu. Užpakalinėje plokštės pusėje pagal karkasą susidariusios ertmės gali likti kaip oro tarpai arba jos gali būti užpildytos izoliacine medžiaga.
Plokštės gali būti tiesiogiai tvirtinamos prie kieto pagrindo. Prie pagrindo jos gali būti tvirtinamos varžtais arba vinimis per visą plokštės storį arba gali būti klijuojamos taškiniu būdu, naudojant gipso pagrindu rišiklį. Bet kuriuo atveju – ar būtų tvirtinama varžtais, ar vinimis, ar klijuojama – atstumas tarp tvirtinimo (klijavimo) vietų tiek horizontalia, tiek vertikalia kryptimi turi būti ne didesnis kaip 600 mm.
142
11. DAŽYMUI NAUDOJAMOS MEDŽIAGOS, JŲ TIPAI, SUDĖTINĖS DALYS IR GAMYBOS TECHNOLOGIJOS Pastatų išorės ir vidinių patalpų apdailai naudojamos įvairios
apdailos rūšys. Dabartiniais laikais apdailos medžiagų kokybė, asortimentas ir gamybos būdai gerėja.
Dažai – klampus skystis arba milteliai, turintys pigmentų, kuriais padengus pagrindą, susidaro neskaidri plėvelė su apsauginėmis, dekoratyvinėmis arba specialiosiomis techninėmis savybėmis.
Dažai yra kompozitai. Jie sudaryti iš pigmentų, rišamosios medžiagos, užpildo bei papildomų komponentų.
Pigmentai – tai sausi spalvoti, labai smulkūs milteliai, suteikiantys dažų mišiniui spalvą.
Rišamosios medžiagos suklijuoja pigmento daleles vieną su kita ir dažomu paviršiumi. Dažų savybės priklauso nuo rišamųjų medžiagų savybių.
Tirpikliai suteikia dažams gebėjimą lengvai teptis ant paviršiaus ir garuodami labiausiai nulemia džiūvimą. Jie suteikia galimybę gauti skystai klampios konsistencijos sudėtį, nenaudojant papildomai rišiklio. Tokiais komponentais gali būti organiniai tirpikliai ir vanduo.
Rišiklis ir organinis tirpiklis sudaro laką, o lakas su pigmentu –emalį.
Lakų ir emalių trūkumas tai, kad juose yra organinio tirpiklio, tad jie nuodingi, yra gaisro ir sprogimo pavojus. Dengiama jais specialiose hermetiškose kamerose, kur įrengta ventiliacija. Lakai ir emaliai turi iki 50 % lakių organinių tirpiklių.
Papildomų medžiagų į dažus dedama tik nedideliais kiekiais, tai sikatyvai, tirštikliai ir priemonės nuo pelijimo.
Daugelio medžiagų, naudojamų statyboje, paviršius grubus, šiurkštus, turi struktūros defektų. Jį sudaro skirtingo diametro poros ir kapiliarai. Tai daro įtaką paviršiaus savybėms, gali sugerti rišiklį.
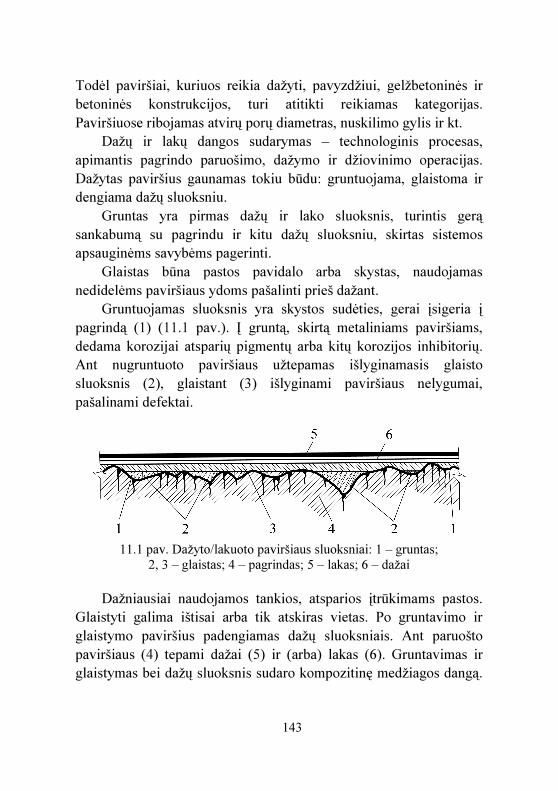
143
Todėl paviršiai, kuriuos reikia dažyti, pavyzdžiui, gelžbetoninės ir betoninės konstrukcijos, turi atitikti reikiamas kategorijas. Paviršiuose ribojamas atvirų porų diametras, nuskilimo gylis ir kt.
Dažų ir lakų dangos sudarymas – technologinis procesas, apimantis pagrindo paruošimo, dažymo ir džiovinimo operacijas. Dažytas paviršius gaunamas tokiu būdu: gruntuojama, glaistoma ir dengiama dažų sluoksniu.
Gruntas yra pirmas dažų ir lako sluoksnis, turintis gerą sankabumą su pagrindu ir kitu dažų sluoksniu, skirtas sistemos apsauginėms savybėms pagerinti.
Glaistas būna pastos pavidalo arba skystas, naudojamas nedidelėms paviršiaus ydoms pašalinti prieš dažant.
Gruntuojamas sluoksnis yra skystos sudėties, gerai įsigeria į pagrindą (1) (11.1 pav.). Į gruntą, skirtą metaliniams paviršiams, dedama korozijai atsparių pigmentų arba kitų korozijos inhibitorių. Ant nugruntuoto paviršiaus užtepamas išlyginamasis glaisto sluoksnis (2), glaistant (3) išlyginami paviršiaus nelygumai, pašalinami defektai.
11.1 pav. Dažyto/lakuoto paviršiaus sluoksniai: 1 – gruntas;
2, 3 – glaistas; 4 – pagrindas; 5 – lakas; 6 – dažai Dažniausiai naudojamos tankios, atsparios įtrūkimams pastos.
Glaistyti galima ištisai arba tik atskiras vietas. Po gruntavimo ir glaistymo paviršius padengiamas dažų sluoksniais. Ant paruošto paviršiaus (4) tepami dažai (5) ir (arba) lakas (6). Gruntavimas ir glaistymas bei dažų sluoksnis sudaro kompozitinę medžiagos dangą.

144
Kompozitinės dangos gaunamos tada, kai dengiamas paviršius poringas ir chemiškai aktyvus.
Realiai dažų dangų paviršiaus ilgaamžiškumą nustatyti sunku. Jeigu norima prailginti dangos tarnavimo laiką, reikia padidinti daugiasluoksnės dangos storį. Tačiau reikia pabrėžti, kad tik ploni dažų sluoksniai yra ilgaamžiai. Jei paviršių norime padengti storesniu sluoksniu, reikia dažyti keletą kartų.
11.1. Dažų ir lakų klasifikacija bei savybės Dažančiosios medžiagos ir dangos klasifikuojamos pagal
cheminį ir eksploatacinį požymius. Klasifikuojant pagal cheminius požymius ir žymėjimą, atsižvelgiama į plėvėdario rūšį, prigimtį ir paskirtį.
Dažančiosios medžiagos gali būti skirstomos: − pagal rišiklio medžiagą – akrilinės, lateksinės, vinilinės,
poliamidinės, poliesterinės, uretaninės , gliftalinės ir t.t. − pagal blizgumą – matinės, kiaušinio lukšto, pusiau blizgios,
blizgios; − pagal naudojimo sritį – statybinės, dailininkų ir pan. − pagal skiedžiamų medžiagų rūšį – bendrosios paskirties
vandeninės, bendrosios paskirties nevandeninės. Gruntai pagal paskirtį gali būti skirstomi į paviršiaus stiprinimo,
vandens dispersinius bei sintetinius. Dažai pagal paskirtį skirstomi į: − bendrosios paskirties – šie dar skirstomi į vandeninius
dispersinius (viniliniai, akriliniai, lateksiniai ir kt.) bei nevandeninius (alkidiniai, chlorkaučiukiniai, ftaliniai ir kt.);
− specialiosios paskirties (fasadiniai, stogo, grindų, priešgaisriniai, izoliaciniai ir kt.);
− kitos paskirties (aliejiniai, antiseptiniai dažai medienai, antikoroziniai metalo, emulsiniai).
Būna ir specialių chemiškai, termiškai atsparių dangų.

145
Dažančiosios medžiagos gali būti skirstomos ir pagal tepimo metodą – tepamos teptuku, voleliu, purkštuvu ar mentele, pagal džiovinimo sąlygas – šaltos, karštos, taip pat pagal blizgesį.
Dažai pagal konsistenciją gali būti skysti, pastos pavidalo, o pagal reologines charakteristikas priklauso struktūrinėms sistemoms. Joms būdingas plastinis ir pseudoplastinis tekėjimas, susietas su skirtingu struktūros susidarymu medžiagos masėje. Stipriai struktūruoti dažai tepami tiktai purškimo būdu, teptuku, voleliu, bet ne merkiant ar užpilant. Kiekvieną dažų padengimo metodą atitinka optimalus klampis, kuriam esant, paviršiuje neatsiranda defektų. Dažų klampį galima nustatyti viskozimetru, o matuojamas jis sekundėmis. Dažų gyvybingumas nustatomas laiku, kuriam esant, sistemos klampis, sumaišius komponentus, nesikeičia.
Dažų savybių nustatymas kietėjant atliekamas ant kieto nesideformuojančio paviršiaus (metalo, stiklo). Plėvelės susidarymo procesas susijęs su cheminiais ir fizikiniais procesais, dažams kietėjant, garuojant tirpikliui ar išyrant vandeninei dispersijai. Paviršiaus sukietėjimo laipsnį galima apibūdinti kietumo rodikliu. Vienas iš paprasčiausių metodų – kietumo nustatymas pagal specialaus prietaiso švytuoklės svyravimų silpnėjimą. Dažų technologinis padengimas priklauso nuo rišiklio išdžiūvimo laiko, kai skysti dažai/lakai, padengti plonu sluoksniu, sukietėja ir virsta plėvele. Skiriamos 5 džiūvimo stadijos.
11.2. Pagrindiniai dažų komponentai Lakų ir dažų gamybai naudojami plėvėdarės medžiagos,
užpildai, plastifikatoriai, tirpikliai, sikatyvai, taip pat pagalbinės medžiagos (stabilizatoriai, dispergatoriai ir kt.).
Rišikliai, arba plėvėdariai, sujungia pigmento daleles ir sudaro ploną plėvelę, kuri stipriai laikosi ant nudažyto paviršiaus.
Rišikliai skirstomi į neorganinius (kalkės, cementas, skystas stiklas) bei organinius (kazeinas, klijai, polimerai, aliejai).
Nuo rišiklio savybių priklauso technologinės ir eksploatacinės savybės, taip pat ir dangos ilgaamžiškumas.

146
Nevandeninės rišamosios medžiagos skirstomos į aliejines, lakines, sintetines dervas.
Natūralūs rišikliai – augaliniai riebalai tirpsta daugelyje organinių tirpiklių. Jie gaminami, perdirbant aliejinių augalų sėklas ir vaisius (linus, kanapes ir pan.). Pagal gebėjimą kietėti ore jie skirstomi į džiūstančiuosius, pusiau džiūstančiuosius ir nedžiūstančiuosius.
Aliejus gali „išdžiūti“ kietėdamas dėl oksidacijos. Šį procesą pagreitina sikatyvai („siko“ reiškia „džiovinti“, „išdžiovinti“). Natūralus aliejus – tai 100 % augalinio aliejaus, „Oksolio“ aliejus – 55 % aliejaus ir 45 % vaitspirito, kombinuotas aliejus –70 % aliejaus ir 30 % vaitspirito. Kombinuotieji aliejai – gliftalio, pentaftalio, perchlorvinilio ir kt. Gliftalio aliejus gaunamas, kaitinant linų aliejų, ftalio anhidritą ir gliceriną.
Augalinės kilmės klijų rišiklis yra sakai, krakmolas, kazeinas. Gyvulinės kilmės klijai gaminami iš įvairaus maisto ir odos
pramonės atliekų (kaulų, kremzlių, ragų, kailio ir pan.) Sintetiniai klijai – tai sintetinių dervų pagrindu pagaminti
polimeriniai dispersiniai dažų arba klijų mišiniai, pavyzdžiui, polivinilo acetatiniai, latekso, karboksimetilceliulioziniai klijai.
Sintetiniai rišikliai – įvairios polimerinės medžiagos, kurių gamyba kiekvienais metais plečiasi. Jie naudojami lakams, emaliams, įeina į pastų, vandeninių dispersinių dažų sudėtį.
Lakai – tai įvairių natūralių ar sintetinių dervų tirpalai vandenyje, aliejuose arba organiniuose tirpikliuose. Vandeniniai lakai – organinių junginių polimerų vandeniniai tirpalai. Bituminiai lakai gaminami bitumo pagrindu. Nitrolakai yra nitroceliuliozės žaliava.
Pigmentai – tai sausi dažantys milteliai, netirpstantys vandenyje, aliejuje ir kituose tirpikliuose. Pagal kilmę skirstomi į mineralinius ir organinius, o pagal gavimo būdą – į gamtinius ir dirbtinius (11.1 lentelė). Gamtiniai (neorganiniai) – kalkės, kaolinas, kreida, grafitas, ochra, geležies surikas. Gamtiniai mineraliniai pigmentai gaunami, mechaniškai perdirbant gamtines medžiagas: jas mala, sijoja arba
147
nusodina. Dirbtiniai mineraliniai pigmentai gaunami, termiškai perdirbant mineralinę žaliavą, pavyzdžiui, degtą umbrą, umbrą. Taip pat dirbtiniai pigmentai gali būti gaunami sintetinant. Sintetiniai (neorganiniai) pigmentai – tai cinko baltalas, suodžiai, ultramarinas, mėlis, sintetiniai (organiniai) – mėlynas, raudonas, oranžinis ir kt. Metaliniai pigmentai – auksinė bronza, aliuminio pudra.
Pagal cheminę sudėtį pigmentai skirstomi į organinius ir neorganinius. Neorganiniai savo ruožtu – į oksidus, druskas ir metalus.
11.1 lentelė. Pigmentų klasifikacija pagal prigimtį
Mineraliniai Organiniai Metaliniai milteliai Gamtiniai Dirbtiniai
Kreida Kalkės Kaolinas Ochra Mumija Umbra
Geležies surikas Mangano oksidas Grafitas
Cinko baltasis Titano baltasis Švino baltasis
Sausasis litoponas
Cinko kronas Degta umbra Dažymo suodžiai
Chromo oksidas Berlyno mėlis
Geltonasis pigmentas Skaisčiai raudonas
pigmentas Raudonasis pigmentas
Šviesiai mėlynas pigmentas
Aliuminio pudra Cinko dulkės Auksinė bronza
Pagal paskirtį būna dekoratyviniai, apsauginiai dekoratyviniai,
apsauginiai antikoroziniai bei specialios paskirties pigmentai. Atsižvelgiant į spalvą, pigmentai skirstomi į achromatinius
(baltieji, pilkieji) ir chromatinius (spalvotieji). Pastaruoju metu tarp baltų pigmentų dėl unikalių savybių,
atsparumo ir nekenksmingumo plačiai paplitęs baltasis, turintis titano dioksido. Yra dvi TiO2 modifikacijos: rutilas ir anatazas. Rutilo modifikacija atsparesnė atmosferos poveikiui ir cheminiams reagentams. Didelis ilgaamžiškumas to baltojo pigmento, kuris apdorotas aliuminio hidroksidu arba paviršių modifikuojančiomis

148
medžiagomis. Dėl gerų dengiamųjų savybių ir didelio spalvos intensyvumo į jį galima įmaišyti iki 70 % (mišinio masės) užpildo. Naudojami litoponiniai ir cinko baltasis pigmentai. Cinko oksidas (ZnO) ir litoponas (BaSO4 + ZnS) yra mažai nuodingi, dėl to naudojami dažų, skirtų vidaus darbams, gamybai. Viduje draudžiama naudoti nuodingus pigmentus, pavyzdžiui, švino baltąjį (2 PbCO3 + Pb(OH)2). Šis pigmentas naudojamas dėl ypač geros kokybės, retais atvejais ten, kur nedraudžia saugumo reikalavimai, jis naudojamas kaip antikorozinė apsauga.
Iš geltonųjų pigmentų naudojami ochra, cinko bei švino kronai, taip pat yra ir kitokių geltonųjų pigmentų. Ochra (Fe2O3 ⋅ 3H2O su molio priemaišomis) gali būti nuo šviesiai iki tamsiai pilkos bei auksinės spalvos. Cinko kronas (ZnCrO4) yra citrininio atspalvio, jis tirpsta šarmuose. Švino krono PbCrO4 spalva gali būti nuo šviesiai citrininės iki oranžinės. Jo negalima maišyti su kalkėmis ir cementu. Tokie pigmentai yra nuodingi, bet turi antikorozinių savybių. Marso geltonieji (Fe2O3 ⋅ 3H2O) gali būti su gipso priemaišomis. Juos galima maišyti su įvairiais rišikliais, bet negalima su skystuoju stiklu, nes masė greitai tirštėja.
Rudieji ir raudonieji pigmentai – mumija, švino surikas, raudonasis kronas, geležies oksidas Fe2O3 ir kt. Švino surikas Pb3O4, tamsiai raudonos spalvos, naudojamas atikoroziniam metalų dažymui. Natūralioji mumija (moliai su 19–35 % geležies oksidų) – plytų raudonumo pigmentas, tinka įvairioms dažų sudėtims, vidaus ir išorės darbams, tačiau neapsaugo metalo nuo korozijos. Švino kronas (PbCrO4 ⋅ Pb(OH)2) – ryškiai raudonos spalvos, atsparus šviesai, šarmams, pasižymi antikorozinėmis savybėmis, tinka vidaus ir išorės darbams. Raudonasis geležies oksidas (Fe2O3) – tamsiai raudonos spalvos dirbtinis pigmentas, gali būti naudojamas įvairiems tikslams.
Žalieji pigmentai – chromo oksidas, švino, cinko žalieji ir kt. Chromo oksidas (Cr2O3) – žolės žalumo, patvarus atmosferos ir reagentų poveikiui. Galima maišyti su įvairiais rišikliais.
Mėlynieji pigmentai – ultramarinas, miloris ir kiti. Ultramarinas (Na2O⋅Al2O3 ⋅ 2,8SiO2)2,5 ⋅ Na2S) – mėlynos spalvos, bet gali būti ir
149
kitokių spalvų, tinka vidaus ir išorės darbams. Norint naudoti kalkiniuose mišiniuose, reikia iš anksto patikrinti atsparumą šarmams. Geležies mėlynieji (miloris (Fe7CN18) – tamsiai mėlynos intensyvios spalvos mineraliniai pigmentai. Netinka naudoti su šarminiais rišikliais.
Prie juodųjų pigmentų priskiriami suodžiai, grafitas, mangano dioksidas, geležies oksidas (Fe3O4) ir kt. Medžio suodžiai gaunami, deginant sakingą medieną, o naftos suodžiai – akmens anglies dervą arba naftą. Vartojami su įvairiais rišikliais. Amorfinis grafitas yra tamsiai pilki, sidabrinio blizgesio milteliai. Kristalinis grafitas – žvyneliai arba kristalai. Gaminamas iš akmens anglies, labai patvarūs ir karščiui atsparūs pigmentai. Tinka maišyti su rišikliais. Geležies juodieji (Fe3O4) atsparūs atmosferos poveikiams, bet neatsparūs rūgštims. Vartojami kaip gruntas.
Be tradicinių sausų miltelių pigmentų, daromi pigmentai pastų koncentratai, emulsijos ir mikrokapsulės. Šiuo metu plačiai naudojami tonuojantys koncentratai arba tonavimo pastos.
Pigmento dispersiškumas lemia visas jo pagrindines savybes. Kuo smulkesnės dalelės, tuo geresnis pigmento dengiamumas ir dažomoji savybė. Pigmento polidispersinė sudėtis leidžia gauti tankų paviršių, minimaliai sunaudojant rišiklio.
Smulkumas (dispersiškumas) nustatomas persijojus arba perkošus pigmentą per sietą.
Dengiamumas – tai savybė tolygiai padengti dažomą paviršių plonu nepermatomu sluoksniu. Dengiamumas išreiškiamas gramais pigmentų arba dažų, reikiamų padengti vieną kvadratinį metrą paviršiaus, kad nesimatytų juostelių per stiklo plokštelę.
Spalvos intensyvumas – pigmento savybė perduoti savo spalvą dažams, kuriuose yra ir kitų spalvų pigmentų.
Atsparumas šviesai – pigmento savybė nekeisti spalvos, veikiant saulės šviesai, ypač ultravioletiniams spinduliams. Daugelis gamtinių pigmentų atsparūs šviesai, kai kurie organiniai pigmentai iššviesėja eksploatuojant.

150
Imlumas aliejui apibūdinamas aliejaus kiekiu, kurio reikia dažų pastai pagaminti iš 100 g pigmento.
Atsparumas atmosferiniams veiksniams – pigmento savybė atlaikyti ilgalaikį atmosferos poveikį, vandens, deguonies, rūgščių, dujų, drėkimo ir džiūvimo, šaldymo ir atitirpimo poveikį.
Atsparumas šarmams reikalingas tuo atveju, kai pigmentai liečiasi su šarminiais tirpalais. Jie nenaudojami, gaminant dažus, kuriais bus dengiami betonai. Šarmams atsparūs beveik visi gamtiniai pigmentai, taip pat ir daugelis dirbtinių (titano baltasis, chromo oksidas, organiniai pigmentai). Rūgštims atspariems dažams naudojami tiktai rūgštims atsparūs pigmentai (chromo oksidas, titano baltasis, grafitas).
Dirbtinių organinių pigmentų ir neorganinės kilmės priedų mišinys – balti, šviesiai pilki, mėlyni (šviesūs ir tamsūs), žali, geltoni, oranžiniai, įvairių raudonų atspalvių milteliai. Jie naudojami vandeninėms emulsijoms, lateksiniams, emaliniams ir kreidiniams dažams spalvinti.
Dažalai – tai tirpių spalvotų medžiagų tirpalai įvairiuose skysčiuose, daugiausia organinės sintezės produktai. Gaminami iš anilino, naftaleno, antracito ir kitų angliavandenilių. Dažalus pavertus netirpiais junginiais arba juos surišus polimerais ir tada sumalus, gaunami pigmentai.
Užpildų dedama į apdailai skirtas medžiagas joms atpiginti, pagerinti dekoratyvines ir apsaugines savybes. Užpildai – tai netirpstantys smulkaus malimo milteliai, kurie dažams nesuteikia spalvos ir neužtikrina dengiamumo. Jie naudojami reikiamai dažų konsistencijai užtikrinti. Tokie užpildai gali būti talkas, diatomitas, maltas smėlis, žėrutis ir ypač dažnai kreida bei klintys. Pastaruoju metu pradėti naudoti ir organiniai polimeriniai (polietileno, polipropileno, polivinilchlorido ir pan.) milteliai.
Priešgaisriniams išsipučiantiems dažams užpildais gali būti naudojami organiniai arba mineraliniai užpildai. Mineraliniai – vermikulitas, perlitas, talkas ir kiti. Organiniai – melaminas ir kiti.
151
11.3. Dažų rūšys Aliejiniai dažai – tai dažai iš pigmentų ir džiūstančių ar pusiau
džiūstančių aliejų. Aliejiniai dažai kietėja, polimerizuojantis alyvai, nekeičia savo tūrio kietėdami, pasižymi atsparumu ir ilgaamžiškumu. Susidaranti plėvelė lygi, blizganti, atspari vandeniui, plovimo medžiagoms, nepralaidi vandeniui ir garui.
Aliejiniai dažai gaminami gamyklose, aliejų trinant su pigmentais specialiuose įrenginiuose. Trinant susidaro vienalytė suspensija, kurioje kiekviena pigmento arba užpildo dalelė turi apvalkalėlį iš rišiklio, adsorbuoto ant jų paviršiaus. Skiriami tirštai trinti ir skystai trinti aliejiniai dažai. Tirštai trinti dažai gaminami pastos konsistencijos ir praskiedžiami iki reikiamo tirštumo, pridedant aliejaus. Skystai trinti dažai gaminami jau tinkami naudoti su 40–50 % aliejaus. Aliejiniai dažai naudojami išorei ir vidui. Dažniausiai jie naudojami apsaugoti geležines konstrukcijas nuo korozijos, langų rėmus ir kitus medinius elementus nuo drėgmės, taip pat dažyti paviršius, kurie dyla ir dažnai plaunami vandeniu (grindys, sienų apatinės dalys ir pan.).
Lakai ir emaliniai dažai. Lakai yra plėveles sudarantys sintetiniai arba natūralių dervų organiniuose tirpikliuose tirpalai. Jie sudaro kietas, peršviečiamas (blizgančias) plėveles, stipriai sukibusias su paviršiais. Lakų dangos paviršiaus kokybei pagerinti dedama plastifikatorių, kietiklių ir kitų specialių priedų.
Pagal susidarymo mechanizmą ir savybes lakai skirstomi į dvi grupes:
− džiūstantys, sudarantys tirpias plėveles; − kietėjantys, sudarantys negrįžtamai netirpias plėveles. Statyboje dažniausiai naudojami aliejiniai–derviniai, sintetiniai
bealiejai, bituminiai ir asfaltiniai lakai. Aliejiniai–derviniai lakai yra tirpalai, modifikuoti augaliniais
natūraliais aliejais ir alkidinėmis dervomis (gliftalio, pentaftalio ir kt.) organiniuose tirpikliuose. Tokie lakai naudojami daugiausia po

152
aliejiniais dažais ir gerai paruoštam medžiui, taip pat vidaus ir išorės darbams.
Sintetiniai bealiejai lakai – tai perchlorvinilinė derva organiniuose tirpikliuose. Tai bespalviai lakai, kurie išdžiūsta per 2 valandas 20 o C temperatūroje. Jie naudojami aliejinėms dangoms lakuoti, gerinant jų antikorozines savybes. Bituminiai ir asfaltiniai lakai yra naftos bitumo ar asfalto, arba jų mišinių ir augalinių aliejų tirpalai organiniuose tirpikliuose. Jie naudojami metaliniams paviršiams gruntuoti po antikorozine danga, taip pat kaip geležinių ir kitų metalinių paviršių danga. Akmens anglies lakai – tai akmens anglies pikio mišiniai organiniuose tirpikliuose. Jie naudojami kaip antikorozinė danga dengti ketines ir kitas geležines konstrukcijas bei gaminius.
Emaliniai dažai – tai pigmento suspensija lake. Statybiniai emaliniai dažai turi pasižymėti kietumu, atsparumu atmosferos poveikiui, gražia išvaizda, sugebėjimu gerai džiūti. Jie džiūva ne ilgiau kaip 1–2 paras, esant įprastinei temperatūrai. Sintetiniams emaliams priskiriami alkidiniai, perchlorviniliniai emaliai. Alkidiniai emaliniai dažai – pigmento suspensija gliftalio, pentaftalio, alkistiroliniame ir kituose alkidiniuose lakuose. Išoriniams darbams naudojamos gliftalio ir pentaftalio emaliai. Perchlorviniliniai emaliniai dažai naudojami gruntuotų metalinių paviršių pirminei apdailai ir betoninių fasadinių paviršių apdailai. Taip pat naudojamos silicio organiniai emaliai. Silicio organinės dangos yra hidrofobinės, atsparios atmosferai, apsaugo išorines atitvarines konstrukcijas nuo drėgmės, bet netrukdo natūraliai patalpų ventiliacijai. Kaučiuko emalio dangos pasižymi dideliu atsparumu vandeniui ir korozijai, jos naudojamos metalinių ir gelžbetoninių konstrukcijų apsaugai nuo korozijos.
Vandens dispersiniai dažai yra sudaryti iš dviejų nesimaišančių skysčių, kuriame vienos dalelės pasiskirsčiusios kitoje dispersinėje arba išorinėje fazėje, taip pat emulsiklio, trukdančio dalelėms sulipti, pigmento ir specialių priedų. Sudėtingą sistemą sudaro

153
plastifikatoriai, emulgatoriai, pigmentų ir užpildų dispergatoriai, tirštikliai, konservantai.
Vandenį, kaip išorinę fazę, sugeria poringas pagrindas, ant kurio tepami dažai, ir jis dalinai išgaruoja. Tokiu atveju vyksta fazių pakitimas ir emulsijos suirimas, dalelės sukimba, ir susidaro lygus paviršius. Sukietėjusi danga įgyja matinį atspalvį, tampa atspari vandeniui, palaidi orui. Be to, vandens dispersiniai dažai nenuodingi, technologiški, kadangi juos galima lengvai praskiesti iki reikiamo klampio.
Vandens dispersinių dažų asortimente pirmaujančią vietą užima polivinilacetatiniai dažai. Tai vandens polivinilaceto dispersija, plastifikuota dibutilftalatu, su pigmentu ir priedais. Dažai pasižymi tam tikru atsparumu vandeniui, pakankamu sukibimu su betonu, tinku, medžiu.
Akrilo dažai gana atsparūs atmosferiniam poveikiui ir ilgaamžiai. Jie naudojami pastatų fasadų, drėgnų patalpų apdailai. Akrilo dažai perspektyvūs, nes žaliavų bazė ir toliau plečiasi. Silicio organiniai vandens dispersiniai dažai naudojami taip pat kaip ir akrilo dažai. Jie paviršiaus dangai suteikia hidrofobiškumą, kuris žymiai prailgina dangos ir konstrukcijos ilgaamžiškumą.
Butadienstirolinių dažų rišiklis sudarytas iš gliftalinio lako. Butadienstiroliniai dažai daugiausia naudojami aukštos kokybės pastatų apdailai. Vandens dispersinių dažų pramonės vystymasis vyksta jų nenusiplaunamumo didinimo ir eksploatavimo laiko ilginimo linkme.
Pastos. Pastatų apdailai naudojamos pastos, kurios iš karto padengia iki 1000 µm storio danga. Pastos gaminamos sintetinių dervų ir vandens dispersinių polimerų pagrindu. Yra polimercementinių, polimergipsinių pastų. Naudojamos ir pastos, kurių pagrindas – polivinilacetatiniai dažai. Pastatų fasadų apdailai plačiai naudojamos pastos ir kitų vandens dispersinių dažų pagrindu. Pastos paprastai naudojamos, gaunant kompleksinę dangą, pasižyminčią vienu metu tinko ir dažų danga, palyginti lengvai tepant ir sutrumpinant tepimo procesą.

154
Miltelių tipo dažai – tai smulkiadispersinės pigmentinės kompozicijos polimerų pagrindu. Milteliai purškiami (įkaitinami iki darbinio klampumo), arba jais dengiami įkaitinti paviršiai. Milteliniai dažai – smulkiadispersiniai mišiniai, sudaryti iš kietų polimerų, užpildų, pigmentų ir specialių priedų. Pagrindinės savybės: optimalus smulkumas, birumas, piltinis tankis. Miltelių tipo dažus skystinant, t. y. padarant skysto būvio, dalelės sulimpa ir sukietėja, susidaro chemiškai atsparus paviršius. Pagrindinė šių dažų žaliava – termoplastikai (polietilenas, polivinilchloridas, poliamidas) ir reaktoplastikai (epoksidinės dervos, poliuretanai ir kt.). Dangas formuoti galima plačiame temperatūrų intervale. Danga dedama ant paviršiaus įvairiais metodais.
Dažai, naudojant neorganines rišamąsias medžiagas. Tai kalkiniai, cementiniai, silikatiniai dažai. Kalkinių dažų rišamoji medžiaga – gesintos kalkės. Vandens sulaikomumui padidinti į dažus dedama specialių priedų: kalcio chlorido, natrio chlorido, kartais polimerų. Tokių dangų tarnavimo laikas ore neilgas. Cementinių dažų rišamoji medžiaga – balti ir spalvoti portlandcemenčiai. Vandens sulaikomumui padidinti dedama gesintų kalkių miltelių ir kalcio chlorido. Cementiniai dažai naudojami išorės darbams ir vidinei drėgnų patalpų apdailai, tepant ant betono, tinko.
Silikatiniai dažai – tai kalio silikato ir aktyvių užpildų vandeninė suspensija. Jie yra atsparūs vandeniui. Silikatiniais dažais dažomi pastatų fasadai, taip pat dažai naudojami medinių konstrukcijų apsaugai nuo pelijimo.
Kazeininiai ir klijiniai dažai. Dažai yra pigmentų, klijų arba kazeino vandeninės suspensijos. Klijiniai dažai gaminami, naudojant sintetinius klijus (karboksimetilceliuliozę ar kitus polimerus). Kad padidėtų stipris ir atsparumas vandeniui, pilama aliejų. Klijiniai dažai neatsparūs vandeniui, tad naudojami pastatų vidinei apdailai.
Glaistas. Pastos tipo dažymo medžiaga, naudojama išlyginti paviršių prieš dažant. Glaistas tepamas ant gruntuoto paviršiaus. Glaistas turi daug užpildo (kreidos, talko), todėl pigmentas nebūtinas. Naudojami glaistai – lako, aliejiniai, klijiniai, vandens

155
dispersiniai, cementiniai. Glaisto klampa didesnė nei dažų. Tepamas sluoksnis iki 3 mm. Išdžiūvęs ir sukietėjęs išlyginamas abrazyvine medžiaga. Tepamas keletu sluoksniu, gali būti purškiamas.
Aliejinis glaistas (rišamoji medžiaga – karboksimetilceliuliozė arba kaulų klijai ir pokostas) gali būti naudojamas ir betono bei tinko paviršiams glaistyti, prieš dažant aliejiniais, sintetiniais ir vandeniniais dispersiniais dažais. Aliejinis klijinis glaistas (rišamoji medžiaga – karboksimetilceliuliozė arba kaulų klijai ir pokostas, kuris sudaro 4 % glaisto masės) skirtas pokostu gruntuotiems medžio (išskyrus grindis), betono ir tinko paviršiams glaistyti prieš dažant aliejiniais, sintetiniais ir vandeniniais dispersiniais dažais. Gipsinis glaistas tinka tik sausoms patalpoms. Cementiniais glaistais dengiami kieti, stiprūs, švarūs ir drėgmei atsparūs paviršiai – betonas, kalkiniai ir cementiniai tinkai. Cementiniai glaistai ilgiau džiūva. Polimerinis glaistas tinka glaistyti cementinio, kalkinio, gipsinio tinko paviršius. Polimerinį glaistą reikėtų naudoti sausose patalpose. Organinis glaistas (rišamoji medžiaga – organiniai gyvūniniai klijai) skirtas betono ir tinko paviršiams glaistyti, prieš dažant vandeniniais dispersiniais, aliejiniais, sintetiniais, klijiniais dažais ar klijuojant apmušalus. Lateksinis glaistas su sintetiniu lateksu ir karboksimetilceliulioze skirtas gruntuotiems medžio, betono ir tinko paviršiams glaistyti, prieš dažant aliejiniais, sintetiniais, vandeniniais dispersiniais, klijiniais dažais. Akrilinis glaistas naudojamas betono ir tinkuotiems paviršiams lyginti prieš dažant.
Gruntas. Medžiaga, sudaranti apatinį dažų denginio sluoksnį, modifikuoja pagrindo paviršių dėl geresnio sukibimo su dažais, taip pat atlieka ir kitas funkcijas: antiseptines, rūdis surišančias, saugo nuo korozijos. Gruntai naudojami metalų apsaugai.
Gruntai vadinami pagal tam tikrą polimerinę dervą – akriliniai, alkidiniai, lateksiniai, silikatiniai, silikoniniai, poliuretaniniai ir kt.
Gruntai skirstomi į vandeninius ir nevandeninius. Jie gali būti bendrosios paskirties (pavyzdžiui, vandeniniai dispersiniai, skirti vidaus ir išorės darbams), giluminiai, taip pat specialiosios paskirties.

156
Bendrosios paskirties gruntai gali būti paviršiaus stiprinimo, vandeniniai dispersiniai, sintetiniai, gruntiniai lakai, bituminis, silikatinis, silikoninis gruntavimo aliejus. Jie naudojami prieš dažant paviršius atitinkamais dažais.
Giluminiai gruntai naudojami surišti porėtus paviršius: atmosferinių sąlygų paveiktą tinką ar betoną, kreiduotą paviršių.
Specialieji gruntai gali būti izoliuojamieji, pasyvinamieji, apsauginiai, fosfatuojamieji, gruntai rūdžių rišikliai.
11.4. Dažų gamybos procesai Žaliavų ruošimas: dažų žaliavos sukraunamos į specialius
bunkerius. Žaliavų rūšys priklauso nuo gaminamų dažų rūšies (10.2 pav.).
Žaliavų rūšiavimas: iš priėmimo bunkerių žaliavos dozuojamos per dozatorius ir specialias svarstykles.
Dažų masės ruošimas ir maišymas: masė maišoma maišyklėje arba rutuliniuose malūnuose. Dažų kokybės maišymo efektyvumas tiesiogiai priklauso nuo maišyklės charakteristikų. Kuo didesnis jos našumas ir greitis, tuo geriau ir greičiau dažų komponentai sumaišomi.
Masės vibravimas ir sijojimas: gauta masė perleidžiama per vibrosijotuvą. Sijojimas – neatsiejamas dažų gamybos procesas.
Masės ruošimas džiovinimui: iš vibrosijotuvo dažų masė patenka ant transporterių ir tiekiama į džiovyklą.

157
11.2 pav. Principinė dažų gamybos schema
Masės džiovinimas: dažų masės džiovinimas yra procesas, kuris gali užtrukti nuo 1 iki 3 parų. Tai priklauso nuo gaminamų dažų paskirties ir panaudojimo. Džiovykloje temperatūra gali siekti iki 700 °C. Tokiu būdu dažų masė išlydoma ir išdžiovinama.
Masės aušinimas: iš džiovyklos dažų masė patenka į aušinimo įrenginį, kur yra ataušinama iki tam tikros temperatūros. Toliau masė ruošiama smulkiai ir stambiai malti.
Smulkusis ir grubusis malimas: dažų masė automatiškai perleidžiama per du įrenginius. Iš pradžių malama grubaus malimo įrenginyje, paskui smulkinama.
Vibravimas: prieš dažų rūšiavimo procesą dažai vėl turi pereiti per vibrosijotuvą. Ši operacija reikalinga tam, kad dažų masė būtų sutankinta.

158
Rūšiavimo linija: perėję vibrosijotuvą, dažai rūšiuojami ant transporterių ir ruošiami pakavimo linijai.
Pakavimo linija: dažai pakuojami labai įvairiai. Jei jie skirti statybai, juos transportuoja cisternomis, plieninėmis, medinėmis ir fanerinėmis statinėmis, metalinėmis dėžutėmis, stikline tara, popieriniais maišais.
Sandėliavimas: dažymo medžiagos laikomos nedegiose, sausose, gerai vėdinamose patalpose, ne žemesnėje kaip +5 °C ir ne aukštesnėje kaip +35 °C temperatūroje. Kai kurių tirpiklių garai (kaip ir kai kurie pigmentai) žalingi žmogaus sveikatai, o dalis tirpiklių pavojingi gaisro atžvilgiu. Tad į šias savybes reikia atsižvelgti, laikant medžiagas ir dirbant su jomis.
Dažų maišymo proceso pagrindu laikomas ilgas visos maišyklės ilgio strypas su pjūklais, kurie prasideda nuo pusės strypo. Pjūklų grėbliai labai aštrūs ir galingi. Pjūklai, išdėstyti arti vienas kito, sukasi pagal laikrodžio rodyklę, jų greitis milžiniškas – tai turbinos paviršiui suteikia ypatingą galingumą, ir, patekę į maišyklės vidų, dažų komponentai akimirksniu sumaišomi. Pats strypas nuleidžiamas į plastmasinę talpyklą, kurioje supiltos dažymo medžiagų žaliavos.

159
12. DEKORATYVINIŲ TINKŲ IR MIŠINIŲ GAMYBOS TECHNOLOGIJOS Tinkai ir mišiniai gali būti šlapieji ir sausieji. Sausieji mišiniai
gaminami iš rišamųjų medžiagų, užpildų bei priedų. Tokie mišiniai su vandeniu maišomi naudojimo vietoje. Šlapieji mišiniai susideda iš rišamųjų medžiagų, užpildų, priedų, jeigu reikia, ir vandens. Taip pat gali būti naudojami ir nebaigti ruošti mišiniai. Tokie mišiniai koreguojami, dedant rišamųjų medžiagų, pavyzdžiui, cemento, gipso, anhidrito, bei užpildų.
12.1. Rišamosios medžiagos, naudojamos skiedinių ir mišinių gamyboje Lietuvoje skiediniai skirstomi į grupes (12.1 lentelė) pagal
panaudotas rišamąsias medžiagas.
12.1 lentelė. Skiedinių grupės Skiedinio grupė Panaudotos rišamosios medžiagos S I a Orinių gesintų kalkių tešla arba milteliai
b Orinės ar silpnai hidraulinės negesintos ar dalinai gesintos maltos kalkės
c Maltos hidraulinės kalkės d Kalkės ir organinės rišamosios medžiagos
S II a Kalkės ir cementas b Cementas, kalkės ir/ar kitos rišamosios medžiagos
S III a Portlandcementis b Cementas (įvairus)
S IV a Gipsinės rišamosios medžiagos b Gipsinės ir kitos rišamosios medžiagos
SV a Anhidritinės rišamosios medžiagos b Anhidritinės ir kitos rišamosios medžiagos
Rišamųjų medžiagų skiediniams ir mišiniams dažnai
naudojamos gipsinės rišamosios medžiagos. Jos pagal apdirbimo

160
temperatūrą skirstomos į dvi grupes: degtos žemoje temperatūroje (110–180 oC) ir aukštoje temperatūroje (600–800 °C). Žemoje temperatūroje gaunami α ir β pushidračiai gipsai. Aukštoje temperatūroje gaminamos anhidritinės rišamosios medžiagos.
Pushidratinis gipsas žymimas G-2, G-3... G-25. Skaičius rodo gniuždymo stiprį N/mm2 (MPa) po 2 valandų kietėjimo. Pagal kietėjimą pushidratis gipsas skirstomas į atmainas:
− A (greitai kietėjantis) atmainos gipsas pradeda rištis po 2 minučių ir baigia iki 15 minučių;
− B (normaliai kietėjantis) – pradeda rištis po 6 minučių ir baigia iki 30 minučių;
− C (lėtai kietėjantis) pradeda rištis po 20 minučių, o tokio gipso rišimosi pabaiga neribojama.
Anhidritinės rišamosios medžiagos žymimos A-5 ir A-20,
skaičius rodo gniuždymo stiprį po 28 parų N/mm2. Gipsas greitai rišasi, todėl į gipsinius skiedinius dedama
kietėjimą lėtinančių medžiagų (gesintų kalkių, borakso ir kt.). Tokių medžiagų dedama ne daugiau kaip 1–1,5 % gipso masės. Kad greičiau susirištų gipso skiedinys, dedama kalcio arba natrio sulfato, natrio chlorido ir kitų priedų. Kietėjimą greitinančių medžiagų reikia naudoti ribotus kiekius.
Vienas iš trūkumų yra mažas gipso atsparumas vandens poveikiui.
Kita skiedinių ir mišinių rišamoji medžiaga – kalkės. Jos pagal gamybos būdą skirstomos į negesintas gabalines orines, negesintas maltas orines, dalinai gesintas orines (dolomitines), gesintas orines, orinių kalkių tešlą, orinių kalkių pieną. Priklausomai nuo sunaudoto vandens kiekio gesinimui gaunamos įvairaus pavidalo kalkės. Jeigu naudojamas ribotas vandens kiekis (60–80 %), pagaminami milteliai. Gesinant gabalines kalkes vandens pertekliumi (200–250 %), gaunama kalkių tešla. Jeigu gesinama dar didesniu vandens kiekiu, gaunamas kalkių pienas.
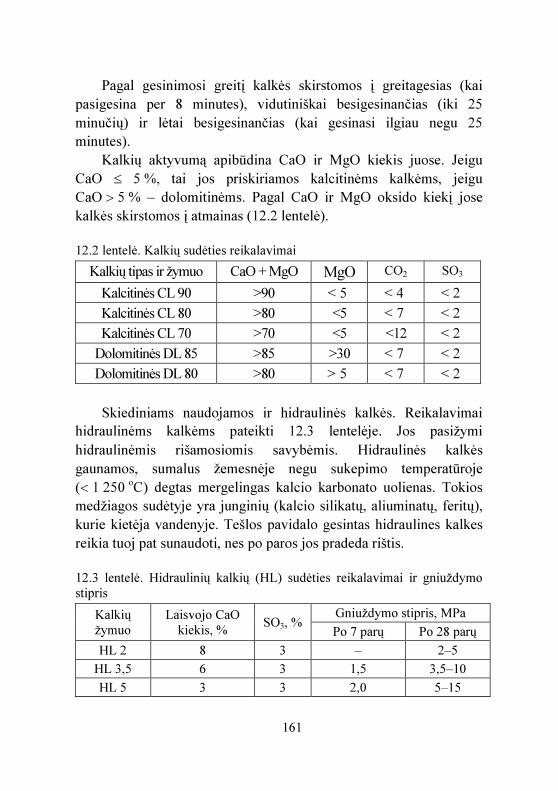
161
Pagal gesinimosi greitį kalkės skirstomos į greitagesias (kai pasigesina per 8 minutes), vidutiniškai besigesinančias (iki 25 minučių) ir lėtai besigesinančias (kai gesinasi ilgiau negu 25 minutes).
Kalkių aktyvumą apibūdina CaO ir MgO kiekis juose. Jeigu CaO ≤ 5 %, tai jos priskiriamos kalcitinėms kalkėms, jeigu CaO > 5 % – dolomitinėms. Pagal CaO ir MgO oksido kiekį jose kalkės skirstomos į atmainas (12.2 lentelė).
12.2 lentelė. Kalkių sudėties reikalavimai
Kalkių tipas ir žymuo CaO + MgO MgO CO2 SO3
Kalcitinės CL 90 >90 < 5 < 4 < 2 Kalcitinės CL 80 >80 <5 < 7 < 2 Kalcitinės CL 70 >70 <5 <12 < 2
Dolomitinės DL 85 >85 >30 < 7 < 2 Dolomitinės DL 80 >80 > 5 < 7 < 2 Skiediniams naudojamos ir hidraulinės kalkės. Reikalavimai
hidraulinėms kalkėms pateikti 12.3 lentelėje. Jos pasižymi hidraulinėmis rišamosiomis savybėmis. Hidraulinės kalkės gaunamos, sumalus žemesnėje negu sukepimo temperatūroje (< 1 250 oC) degtas mergelingas kalcio karbonato uolienas. Tokios medžiagos sudėtyje yra junginių (kalcio silikatų, aliuminatų, feritų), kurie kietėja vandenyje. Tešlos pavidalo gesintas hidraulines kalkes reikia tuoj pat sunaudoti, nes po paros jos pradeda rištis.
12.3 lentelė. Hidraulinių kalkių (HL) sudėties reikalavimai ir gniuždymo stipris
Kalkių žymuo
Laisvojo CaO kiekis, % SO3, % Gniuždymo stipris, MPa
Po 7 parų Po 28 parų HL 2 8 3 – 2–5 HL 3,5 6 3 1,5 3,5–10 HL 5 3 3 2,0 5–15

162
Viena iš pagrindinių rišamųjų medžiagų skiediniams yra portlandcementis.
Pagrindinės žaliavos klinkerio gamybai – kalcitinės uolienos, kuriose vyrauja CaO ir molis, kurio sudėtyje yra SiO2, Al2O3 ir Fe2O3. Klinkerio cheminę sudėtį apibūdina pagrindinių jo oksidų CaO, SiO2, Al2O3, Fe2O3 kiekis. Klinkeryje būna 63–64 % CaO, 21–24 % SiO2, 4–8 % Al2O3 ir 2–4 % Fe2O3. Klinkeris gaunamas, išdegus iki sukepimo smulkiai sumaltą vienalytį žaliavų mišinį, sudarytą iš klinties arba kreidos, molio ir koreguojančių priedų. Žaliavų mišinys turi būti toks, kad gerai sukeptų.
Portlandcemenčio savybes lemia klinkerio kokybė. Ji priklauso nuo jo cheminės ir mineralinės sudėties, degimo sąlygų ir klinkerio aušinimo režimo. Priedai tiktai reguliuoja jo savybes.
Gipso dedama cemento rišimosi trukmei reguliuoti. Neįdėjus gipso, klinkerio milteliai labai greitai susiriša. Be gipso priedo mišinių negalima panaudoti, o cemento akmuo būna nestiprus. Gipso dedama tiek, kad cemente būtų 1–3,5 % SO3.
Klinkerio sudėtyje yra trikalcio silikato (alito (C3S (Ca3SiO5; 3CaO ⋅ SiO2), dikalcio silikato (belito C2S (Ca2SiO4; 2CaO⋅SiO2), trikalcio aliuminato (C3A (3CaO ⋅ Al2O3), tetrakalcio aliumoferito (braumilerito C4AF (4CaO ⋅ Al2O3 ⋅ Fe2O3). Tokių mineralų klinkeryje būna: 37–60 % alito, 15–37 % belito, 6–15 % trikalcio aliuminato, 10–18 % braunmilerito.
Cementų grupei priklauso ir hidraulinės rišamosios medžiagos, kurių pagrindinės sudėtinės dalys – kalcio silikatai ir kalcio aliuminatai. Cementai skirstomi į įprastinius, aliuminatinius bei specialiuosius.
Pagal cheminę sudėtį arba klinkerį pakeičiančių priedų rūšį skiriamos 5 pagrindinės įprastinių cementų atmainos:
− portlandcementis – CEM I; − sudėtinis portlandcementis – CEM II; − šlakinis cementas – CEM III;

163
− pucolaninis cementas – CEM IV; − mišrusis cementas – CEM V. Portlandcementis CEM I gaunamas, sumalus portlandcemenčio
klinkerį su gipso priedu. Sudėtinis porlandcementis CEM II – sumalus portlandcemenčio klinkerį su vienu priedu arba priedų mišiniais (aukštakrosnių šlaku, hidrauliniais priedais, pelenais, degtu skalūnu). Šlakinis cementas CEM III – sumalus aukštakrosnių šlaką ir portlandcemenčio klinkerį. Pucolaninis cementas CEM IV– sumalus portlandcemenčio klinkerį ir hidraulinius priedus arba rūgščius pelenus. Mišrusis cementas CEM V – sumalus portlandcemenčio klinkerį, aukštakrosnių šlaką, pridėjus hidraulinių priedų arba rūgščių pelenų.
Vieni iš specialiųjų cementų yra baltasis ir spalvotieji portlandcemenčiai. Jiems gaminti naudojamos švarios klintys ir kreida bei kaolinas. Žaliavose ribojami dažančių oksidų (geležies, mangano, chromo ir kitų) kiekiai. Baltojo portlandcemenčio atveju išbalintas klinkeris malamas su gipsu. Gaminant spalvotuosius portlandcemenčius, dedama pigmentų – geležies, mangano, chromo, kobalto oksidų, kurie suteikia spalvą.
Pagal gniuždymo stiprį cementas skirstomas į klases. Gaminamas trijų pagrindinių klasių cementas: 32,5; 42,5; 52,5. Cemento klasės – standartinių cementinio skiedinio bandinių, kietėjusių 28 paras, su 95 % tikimybe garantuotas gniuždymo stipris, išreikštas N/mm2 (MPa).
12.2. Užpildai Užpildai yra pagrindinė sudedamoji sausųjų mišinių ir skiedinių
dalis. Užpildų gamybai naudojamos beveik visos akmens uolienos,
daug organinių žaliavų ir pramonės gamybos atliekų. Norint pagaminti reikiamos paskirties skiedinį, kur ir kokius užpildus naudoti sprendžiama kiekvienu konkrečiu atveju.

164
Statybinių skiedinių užpildas yra natūralus (upių ir raguvų) arba dirbtinis smėlis, gaunamas, trupinant įvairias uolienas (kalkakmenį, dolomitą, granitą, sienitą ir kt.).
Smėlyje, kuris vartojamas statybiniams skiediniams, neturi būti didesnių kaip 4–5 mm grūdelių.
Norint gauti lengvą skiedinį, imamas užpildas, gautas trupinant natūralias arba dirbtines poringas medžiagas – tufą, trasą, opoką, įvairų šlaką, termozitą, keramzitą, agloporitą, išpūstą perlitą ir kt.
Keramzito smėlis gaunamas, degant granules pakibusiame sluoksnyje, taip pat ir smulkinant stambias keramzito žvyro granules. Išpūstas perlitas gaunamas, degant vandens turinčias vulkanines uolienas, o išpūstas vermikulitas – degant vandens turinčius žėručius.
Dažnai skiediniams ir mišiniams naudojami granito, marmuro ir dolomito, kvarcito trupiniai, žvirgždas ir sijotas smėlis. Dekoratyviniai grūdeliai gaunami, trupinant ir sijojant dekoratyvinėmis savybėmis pasižyminčias uolienas ar atliekas, arba tik sijojant birias medžiagas (žvyrą, smėlį ir pan.). Gamybos atliekos gali būti įvairių spalvų stiklas, keramika, šlakas. Tokias medžiagas reikia trupinti ir frakcionuoti. Tam tikrais atvejais gali būti naudojamos ir spalvotos plastmasės atliekos.
Pagrindinės skiedinio užpildo frakcijos (mm): nuo 0 iki 1 mm (0/1 ), nuo 0 iki 2 mm (0/2), nuo 0 iki 4 mm(0/4), nuo 0 iki 8 (0/8), nuo 2 iki 4 mm (2/4), nuo 4 iki 8 mm (4/8).
Fasadų dekoratyviniai grūdeliai turi išlaikyti ne mažiau kaip 25 šaldymo ir atšildymo ciklus.
Leistinas molio bei dulkių priemaišų kiekis smėlyje turi būti ne didesnis kaip 2 %. Molio priemaišų – ne daugiau kaip 0,25 %.
Trupinant gamtines uolienas, gaunami labai smulkūs milteliai, vadinami mikroužpildais. Jie gerina kompozitų struktūrą, fizikines ir mechanines savybes. Kaip mikroužpildas gali būti naudojamos silicio dulkės, kurios pradiniu kietėjimo metu padidina betono, skiedinio stiprį.
Spalvotiesiems mišiniams gaminti naudojami pigmentai. Pigmentų rūšys – spalvoti, sausi, vandenyje ir organiniuose

165
tirpikliuose netirpūs milteliai. Gaminant statybinius mišinius pigmentams, svarbios tokios savybės: spalvos intensyvumas, atsparumas šviesai ir šarmams. Pigmentai gali būti: baltieji (kalkės, kreida, gipsas, talkas ir kt.), geltonieji (ochra, chromas ir kt.), rudieji ir raudonieji (umbra, geležies oksidas, mumija, švino surikas ir kt.), mėlynieji (kobalto bei geležies mėlynieji ir kt.), juodieji (suodžiai ir kt.)
Organinės kilmės pigmentai naudojami tinko skiediniams tik vidaus darbams.
12.3. Skiedinių klasifikacija Pagal tankį skiediniai skirstomi į sunkiuosius ir lengvuosius.
Sunkieji skiediniai yra tie, kurių tankis didesnis kaip 1300 kg/m3, lengvieji – kai jų tankis neviršija 1300 kg/m3. Sunkieji skiediniai gaminami, naudojant tankios struktūros užpildus. Lengvieji gaunami, kai naudojami poringieji užpildai arba sunkiųjų ir lengvųjų užpildų mišiniai.
Pagal naudojimo sritį skiediniai skirstomi į įprastinius, konstrukcijų montavimo ir specialiuosius izoliacinius, akustinius, rūgštims ir / ar kaitrai atsparius, klijuojančius, išlyginamuosius, plėtriuosius ir kt.
Tinko skiediniai gali būti GP (bendrosios paskirties tinko skiedinys); LW (lengvasis tinko skiedinys); CR (spalvotasis tinko skiedinys); OC (vienasluoksnis tinko skiedinys); R (renovacinis tinko skiedinys); T (termoizoliacinis tinko skiedinys).
Visi išorės tinko skiediniai, išskyrus vienasluoksnį, skirstomi į kategorijas (12.3 lentelė).
Mišinių konsistencija ženklinama, kaip nurodyta 12.4 lentelėje, naudojant sklidumo arba kūgio įsmigimo gylio rodiklius.
Pagrindiniai skiedinių kokybės rodikliai priklauso nuo skiedinio paskirties, jie gali būti tokie: gniuždymo stipris, tankis, vandens įgėris, atsparumas šalčiui, šilumos laidis ir kitos specialios savybės.
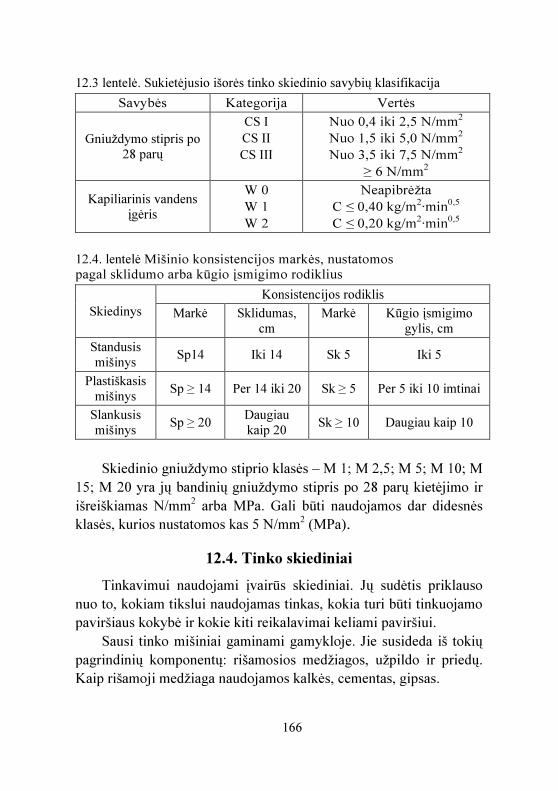
166
12.3 lentelė. Sukietėjusio išorės tinko skiedinio savybių klasifikacija Savybės Kategorija Vertės
Gniuždymo stipris po 28 parų
CS I CS II CS III
Nuo 0,4 iki 2,5 N/mm2
Nuo 1,5 iki 5,0 N/mm2
Nuo 3,5 iki 7,5 N/mm2
≥ 6 N/mm2
Kapiliarinis vandens įgėris
W 0 W 1 W 2
Neapibrėžta C ≤ 0,40 kg/m2·min0,5 C ≤ 0,20 kg/m2·min0,5
12.4. lentelė Mišinio konsistencijos markės, nustatomos pagal sklidumo arba kūgio įsmigimo rodiklius
Skiedinys Konsistencijos rodiklis
Markė Sklidumas, cm
Markė Kūgio įsmigimo gylis, cm
Standusis mišinys Sp14 Iki 14 Sk 5 Iki 5
Plastiškasis mišinys Sp ≥ 14 Per 14 iki 20 Sk ≥ 5 Per 5 iki 10 imtinai Slankusis mišinys Sp ≥ 20 Daugiau
kaip 20 Sk ≥ 10 Daugiau kaip 10 Skiedinio gniuždymo stiprio klasės – M 1; M 2,5; M 5; M 10; M
15; M 20 yra jų bandinių gniuždymo stipris po 28 parų kietėjimo ir išreiškiamas N/mm2 arba MPa. Gali būti naudojamos dar didesnės klasės, kurios nustatomos kas 5 N/mm2 (MPa).
12.4. Tinko skiediniai Tinkavimui naudojami įvairūs skiediniai. Jų sudėtis priklauso
nuo to, kokiam tikslui naudojamas tinkas, kokia turi būti tinkuojamo paviršiaus kokybė ir kokie kiti reikalavimai keliami paviršiui.
Sausi tinko mišiniai gaminami gamykloje. Jie susideda iš tokių pagrindinių komponentų: rišamosios medžiagos, užpildo ir priedų. Kaip rišamoji medžiaga naudojamos kalkės, cementas, gipsas.
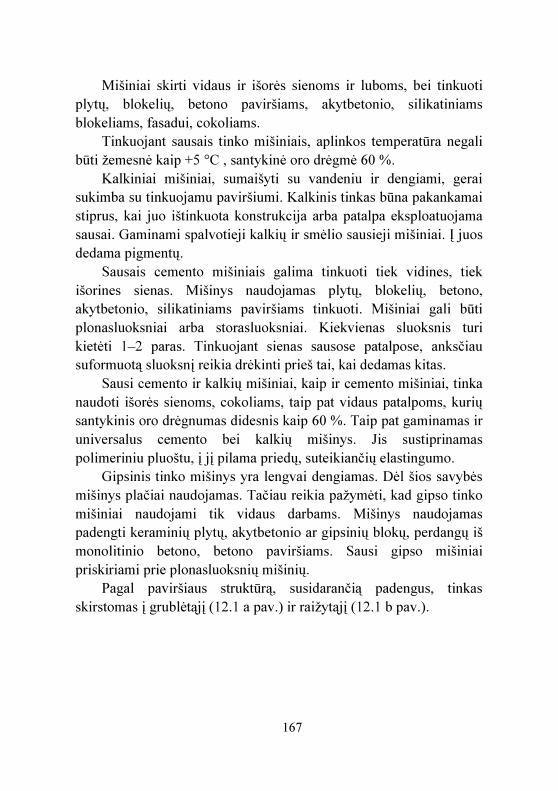
167
Mišiniai skirti vidaus ir išorės sienoms ir luboms, bei tinkuoti plytų, blokelių, betono paviršiams, akytbetonio, silikatiniams blokeliams, fasadui, cokoliams.
Tinkuojant sausais tinko mišiniais, aplinkos temperatūra negali būti žemesnė kaip +5 °C , santykinė oro drėgmė 60 %.
Kalkiniai mišiniai, sumaišyti su vandeniu ir dengiami, gerai sukimba su tinkuojamu paviršiumi. Kalkinis tinkas būna pakankamai stiprus, kai juo ištinkuota konstrukcija arba patalpa eksploatuojama sausai. Gaminami spalvotieji kalkių ir smėlio sausieji mišiniai. Į juos dedama pigmentų.
Sausais cemento mišiniais galima tinkuoti tiek vidines, tiek išorines sienas. Mišinys naudojamas plytų, blokelių, betono, akytbetonio, silikatiniams paviršiams tinkuoti. Mišiniai gali būti plonasluoksniai arba storasluoksniai. Kiekvienas sluoksnis turi kietėti 1–2 paras. Tinkuojant sienas sausose patalpose, anksčiau suformuotą sluoksnį reikia drėkinti prieš tai, kai dedamas kitas.
Sausi cemento ir kalkių mišiniai, kaip ir cemento mišiniai, tinka naudoti išorės sienoms, cokoliams, taip pat vidaus patalpoms, kurių santykinis oro drėgnumas didesnis kaip 60 %. Taip pat gaminamas ir universalus cemento bei kalkių mišinys. Jis sustiprinamas polimeriniu pluoštu, į jį pilama priedų, suteikiančių elastingumo.
Gipsinis tinko mišinys yra lengvai dengiamas. Dėl šios savybės mišinys plačiai naudojamas. Tačiau reikia pažymėti, kad gipso tinko mišiniai naudojami tik vidaus darbams. Mišinys naudojamas padengti keraminių plytų, akytbetonio ar gipsinių blokų, perdangų iš monolitinio betono, betono paviršiams. Sausi gipso mišiniai priskiriami prie plonasluoksnių mišinių.
Pagal paviršiaus struktūrą, susidarančią padengus, tinkas skirstomas į grublėtąjį (12.1 a pav.) ir raižytąjį (12.1 b pav.).

168
a b 12.1 pav. Tinko paviršiaus struktūra: grublėtoji (a); raižytoji (b)
Labiausiai paplitę akriliniai, silikoniniai, silikatiniai ir mineraliniai dekoratyvieji tinkai. Visiems dekoratyviesiems tinkams spalvinti naudojami pigmentai yra atsparūs ultravioletiniams spinduliams. Į silikatinius ir silikoninius tinkus negalima dėti cheminių pigmentų. Kuo ilgaamžiškesnė tinko apdaila, tuo mažiau išlaidų ir rūpesčių, atnaujinant pastato fasadą.
Silikatinių tinkų rišamoji medžiaga yra kalio silikatas. Jie, palyginti su kito tinko rūšimis, labai gerai praleidžia vandens garus ir neatsilupa.
Pagrindinė rišamoji akrilinių dekoratyvinių tinkų medžiaga – akrilo dervos. Šie tinkai dėl labai gerų atsparumo drėgmei ir mechaniniam poveikiui savybių tam tikrą laiką buvo labiausiai paplitę. Tačiau jie, palyginti su kitomis tinko rūšimis, prastai praleidžia vandens garus. Tinkuojant tokiais tinkais, pagrindas turi būti sausas.
Pagrindinė rišamoji silikoninių dekoratyviųjų tinkų medžiaga – akrilo dervos ir silikono dervų emulsija. Šie tinkai pasižymi geru atsparumu drėgmei ir atsparumu mechaniniam poveikiui.
Pagrindinė rišamoji mineralinių dekoratyvinių tinkų medžiaga – cementas. Šie tinkai dėl labai gero vandens garų pralaidumo ir pigiausios kainos yra labiausiai paplitę. Tačiau jie ne tokie atsparūs mechaniniams pažeidimams ir drėgmei.

169
Mozaikinių akrilinių dekoratyviųjų tinkų pagrindinė rišamoji medžiaga – akrilo dervos. Užpildas yra skaldyto granito spalvoti akmenėliai. Šie tinkai atsparūs drėgmei ir mechaniniam poveikiui.
12.5. Tinko skiedinio gamybos technologijos Skiediniams gaminti naudojamos kalkės, pagesintos iki miltelių,
arba maltos kalkės. Miltelinės hidratinės kalkės gaminamos iš negesintų kalkių. Gabalinės kalkės atvežamos vagonais, iškraunamos į sandėliavimo bunkerį. Tada trupinamos ir gesinamos. Miltelinės gesintos kalkės sukraunamos ir laikomos bunkeryje. Cementas į skiedinio mišinio mazgą pristatomas cementvežiu. Cementas sukraunamas į cemento silosus. Jeigu gaminamas nedidelis kiekis, galima atsivežti supakuotą maišais. Smėlis ir kiti užpildai atvežami vagonais arba automobiliais. Smėlis turi būti reikiamos granuliometrinės sudėties. Smėlis suskirstomas į frakcijas. Kiekviena frakcija paduodama į atskirą silosą. Vanduo naudojamas iš vandentiekio. Pigmentai ir kietieji priedai į gamyklą atvežami supakuoti maišais.
Iš bunkerių priedai ir pigmentai sraigtiniu tiektuvu pilami į elektronines svarstykles, o pasverti – į mišinio maišytuvą. Žaliavų mišinys maišomas priverstinio maišymo maišytuvuose. Priklausomai nuo sudėties maišoma apie 2–6 minutes. Maišytuvo tūris priklauso nuo gamybos apimties ir gali būti apie 1,5 m3. Pneumatiniais latakais mišinys išpilamas į tarpinį bunkerį ir toliau ant juostinio transporterio arba elevatoriaus. Šis pakelia mišinį į virš silosų esantį skirstymo mechanizmą, iš kurio jis patenka į jam skirtą silosą. Mišiniai vartotojui gali būti išvežami autotransportu sukrauti į 1 000 kg talpos maišus, bunkerius arba cisternas.
Mišraus šlapio mišinio ruošimo schema pateikta 12.2 paveiksle.

170
12.2 pav. Mišraus šlapio mišinio ruošimo schema
12.6. Sausų gipso mišinių gamyba
Sausų mišinių gamybos technologinės operacijos yra tokios: žaliavų sandėliavimas, inertinių medžiagų ir užpildų džiovinimas ir frakcionavimas; žaliavų ir priedų dozavimas, pagrindinių komponentų ir priedų maišymas, paruošto produkto pakavimas, produkcijos sandėliavimas. Sausų gipso mišinių technologinė gamybos schema pateikta 12.3 paveiksle.
Cementas Kalkės
Malimas arba gesinimas
Bunkeris
Dozatorius
Bunkeris
Dozatorius
Smėlis
Dozatorius
Dozatorius Vanduo
Skiedinio maišymas
Skiedinio bunkeris

171
12.3 pav. Sausų gipso mišinių technologinė gamybos schema
(paaiškinimai tekste) Inertiniai užpildai iš priėmimo bunkerio (1) per tiekimo bunkerį
(3) sraigtiniu maitintuvu (4) tiekiami į džiovimo būgną (5). Išdžiovinti užpildai transporteriu (6) ir elevatoriumi (7) patenka į vibrosietus (10), iš kur numetimo įrenginiu (9) numetami į silosus (11, 12, 13). Gipsinės rišamosios medžiagos ir dispersiniai užpildai į gamyklą atvežami autotransportu, o pneumotransportavimo įrenginiais užkeliami į silosus (15). Išpūstas perlitinis smėlis ir kiti komponentai (gesintos kalkės, cheminiai priedai) į gamyklą atvežami maišais. Iš maišų šios medžiagos išpakavimo poste (26) išdalinamos į reikiamos masės porcijas.
Pagrindinės žaliavos iš laikymo talpyklų sraigtiniai maitintuvais (20–24) tiekiamos į dozavimo įrenginį (16), o iš jo – į maišymo įrenginį. Iš anksto paruošti cheminiai priedai tiekiami į maišymo įrenginį (17) per specialią angą (25). Jei naudojamas perlitinis smėlis, jis iš siloso (14) tūriniu dozatoriumi (34) matuojamas ir

172
tiekiamas į maišymo įrenginį (17). Išmaišytos medžiagos iškraunamos į tiekimo bunkerį (18) ir sveriamos reikiamos masės porcijomis fasavimo mašina (19). Paruošti mišiniai pakuojami į 25 ir 30 kg maišus ir sandėliuojami. Galima paruoštus mišinius pakuoti į 0,5 t maišus arba transportuoti bunkeriais į statybvietę. Maišai saugomi sausuose uždaruose sandėliuose, kur ne žemesnė kaip 5 °C temperatūra. Garantinis mišinių laikas – 6 mėnesiai.

173
13. PLONASLUOKSNIŲ DANGALŲ SAVYBĖS IR GAMYBOS TECHNOLOGIJOS Plonasluoksniai dangalai gali būti naudojami vidaus sienų ir
lubų apdailai. Sienoms naudojami tapetai, o luboms – įtempiamos dangos. Tapetai – tai ritininė plonasluoksnė medžiaga, prie sienų paviršiaus tvirtinama klijais. Ritininės plonasluoksnės medžiagos sienoms skirstomos pagal pagrindo medžiagą. Šios medžiagos gali būti augalinės ar sintetinės kilmės.
Pagrindo medžiaga dengiama dekoratyvia danga, kuri ir suteikia paviršiui norimą dekoravimo efektą. Sąlyginai tapetai skirstomi į tokias grupes:
− popieriniai; − tekstiliniai; − flizelininiai; − stiklo pluošto; − viniliniai; − tapetai iš natūralių medžiagų. Tapetai gali būti gaminami iš laminuoto popieriaus, dirbtinio
šilko, viskozės ar poliamido. Dauguma tapetų padengti specialia danga, saugančia nuo tepimosi.
Popieriniai tapetai. Popieriniai tapetai dažniausiai klijuojami nedidelio drėgnumo ir taršos gyvenamosiose patalpose. Jie neplaunami, tačiau kai kuriuos iš jų galima valyti drėgnai. Šie tapetai dėl savo pigumo plačiai naudojama medžiaga. Jie gali būti paprastieji ir kombinuotieji. Paprastieji gaminami viensluoksniai ir dvisluoksniai.
Viensluoksniai paprastieji popieriniai tapetai – tai raštuotas skirtingo storio popierius, kuris gali būti ir reljefinis. Jie pralaidūs orui, tačiau nepatvarūs, neatsparūs ultravioletiniams spinduliams, degūs. Paviršius, prie kurio klijuojami šie tapetai, turi būti labai lygus, nes priklijavus išryškėja visi jo defektai.

174
Dvisluoksnių paprastųjų tapetų sluoksniai neklijuojami tarpusavyje, o raštas spausdinamas ant storo dvigubo popieriaus.
Kombinuotieji tapetai gaminami iš dviejų suklijuotų popieriaus sluoksnių. Tapetai pirmiausia ištepami (impregnuojami) klijais ir tik tada klijuojami ir išlyginami ant sienos. Sudrėkintas popierius išsitempia, o džiūdamas traukiasi, todėl suardomas reljefas, netiksliai suderinami kraštai, gali atsirasti pūslių bei plyšių.
Kombinuotieji tapetai dengiami specialiomis medžiagomis, didinančiomis atsparumą šviesai ir drėgmei, juos gaminant, gali būti įmaišoma smulkintų medienos plaušų, dėl kurių jie įgauna papildomo dekoratyvumo ir tampa panašūs į popierių, gaminamą rankomis. Taip pat yra gaminami ir drėgnam valymui atsparūs kombinuotieji tapetai su latekso danga – jie, neprarasdami savo savybių, išlaiko 15–20 drėgnų valymų, todėl tinka virtuvei ar prieškambariui.
Flizelininiai tapetai. Jie sudaryti iš augalinės kilmės pluošto ir yra tapatūs iš abiejų pusių. Juos galima dažyti vandens emulsiniais, lateksiniais arba akriliniais dažais (dažyti galima iki 5 kartų). Jie atsparūs plyšimui. Ypatingą tvirtumą, atsparumą dilimui ir drėgmei jie įgauna tik priklijuoti ir nudažyti. Todėl labai svarbu, kuo jie padengti. Jų nereikia impregnuoti klijais, todėl jie neišsitempia, o priklijuoti nesusitraukia. Klijuojant klijais padengiama tik siena, todėl tapetų juostas galima priderinti labai tiksliai. Iš šių tapetų gaminamos juostos, kurios klijuojamos horizontaliai iš karto virš grindjuosčių.
Tekstiliniai tapetai. Jie kilę iš audinių ir gobelenų, kuriais būdavo dengiamos sienos. Tekstilinių tapetų savikaina mažesnė, eksploatacinės savybės geresnės nei sienų dangos iš audinių ir gobelenų, nes ritininės dangos kraštas lieka nepakitęs ir neiširęs taip, kaip naudojant audinį, todėl ant sienos tapetų sudūrimai nepastebimi. Теkstiliniai tapetai – tai dvisluoksnė sienų danga, sudaryta iš viršutinio ir apatinio sluoksnių.
Apatinis sluoksnis gali būti iš popieriaus arba flizelino. Viršutinis sluoksnis – austinė medžiaga (šilkas, linas, džiutas,
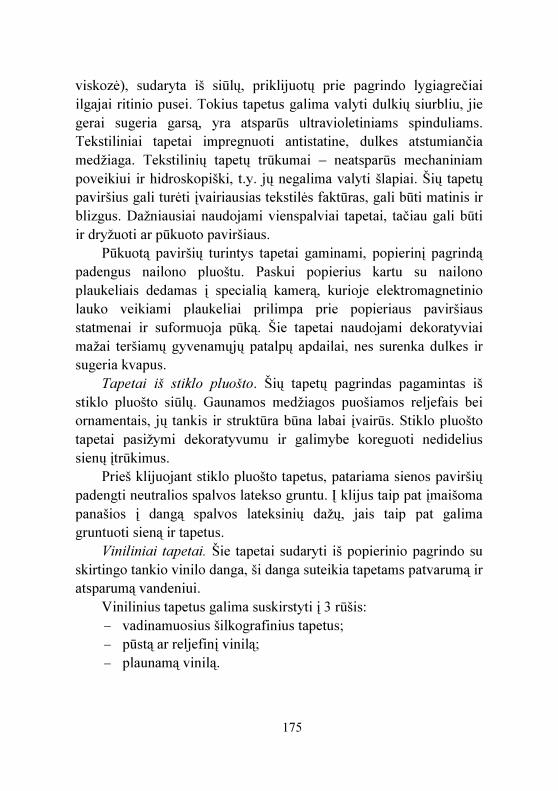
175
viskozė), sudaryta iš siūlų, priklijuotų prie pagrindo lygiagrečiai ilgajai ritinio pusei. Tokius tapetus galima valyti dulkių siurbliu, jie gerai sugeria garsą, yra atsparūs ultravioletiniams spinduliams. Tekstiliniai tapetai impregnuoti antistatine, dulkes atstumiančia medžiaga. Tekstilinių tapetų trūkumai – neatsparūs mechaniniam poveikiui ir hidroskopiški, t.y. jų negalima valyti šlapiai. Šių tapetų paviršius gali turėti įvairiausias tekstilės faktūras, gali būti matinis ir blizgus. Dažniausiai naudojami vienspalviai tapetai, tačiau gali būti ir dryžuoti ar pūkuoto paviršiaus.
Pūkuotą paviršių turintys tapetai gaminami, popierinį pagrindą padengus nailono pluoštu. Paskui popierius kartu su nailono plaukeliais dedamas į specialią kamerą, kurioje elektromagnetinio lauko veikiami plaukeliai prilimpa prie popieriaus paviršiaus statmenai ir suformuoja pūką. Šie tapetai naudojami dekoratyviai mažai teršiamų gyvenamųjų patalpų apdailai, nes surenka dulkes ir sugeria kvapus.
Tapetai iš stiklo pluošto. Šių tapetų pagrindas pagamintas iš stiklo pluošto siūlų. Gaunamos medžiagos puošiamos reljefais bei ornamentais, jų tankis ir struktūra būna labai įvairūs. Stiklo pluošto tapetai pasižymi dekoratyvumu ir galimybe koreguoti nedidelius sienų įtrūkimus.
Prieš klijuojant stiklo pluošto tapetus, patariama sienos paviršių padengti neutralios spalvos latekso gruntu. Į klijus taip pat įmaišoma panašios į dangą spalvos lateksinių dažų, jais taip pat galima gruntuoti sieną ir tapetus.
Viniliniai tapetai. Šie tapetai sudaryti iš popierinio pagrindo su skirtingo tankio vinilo danga, ši danga suteikia tapetams patvarumą ir atsparumą vandeniui.
Vinilinius tapetus galima suskirstyti į 3 rūšis: − vadinamuosius šilkografinius tapetus; − pūstą ar reljefinį vinilą; − plaunamą vinilą.

176
Šilkografinio efekto tapetai (pereinamas šilko ir perlamutro blizgesys) išgaunami dėl smulkiausių įraižų, atspindinčių šviesą. Pūsto paviršiaus viniliniai tapetai gali imituoti keramines plyteles, odą, zomšą, natūralius audinius, medieną, marmurą, granitą, tinką ir kitas apdailos medžiagas. Plaunami viniliniai tapetai skirti virtuvėms bei vonios kambariams, jie išsiskiria ypatingu atsparumu drėgmei, yra atsparūs ir ultravioletiniams spinduliams.
Pūsto vinilo tapetai gaminami šaltuoju būdu, įspaudžiant raštą į vinilo paviršių. Jų išorinis paviršius niekada nebūna lygus, visuomet turi ryškiai išreikštą reljefą. Pūsto vinilo tapetai ne tik nereikalauja kruopštaus sienų paruošimo (glaistymo ir kt.), bet ir paslepia sienų nelygumus.
Tapetai iš natūralių medžiagų. Šie tapetai pagaminti tik iš natūralių komponentų:
− augalinio pluošto (bambuko sizalio, džiuto, lino, nendrių, maraitės lapų);
− neaustos tekstilės. Tapetai – tai į ritinius susuktos medžiagos. Standartiniai ritinių
matmenys yra tokie: ilgis – 10,05 m, plotis – 50, 56, 60 cm. Gaminami ir kitų matmenų tapetų ritiniai, tačiau tai dažniausiai tekstiliniai tapetai ar fototapetai bei savaime limpančios plėvelės.
Įtempiamos lubos – tai plonasluoksnis dangalas luboms iš plastikų. Naudojami plastikai: poliesterinis audinys, impregnuotas poliuretanu, vinilplastikas. Įtempiamų lubų sistemą sudaro tik 2 komponentai – lubų membrana ir tvirtinimo profilis.
Šios plastikinės membranos įleidžiamos į specialius PVC (polivinilchlorido) profilius, sumontuotus pagal patalpos perimetrą viršutinėje sienos dalyje arba ant pagrindinių lubų. Pritvirtinta užsegimu prie profilio pagal visą patalpos perimetrą medžiaga įtempiama, ir padaromas idealiai lygus paviršius. Minimalus atstumas iki pagrindinių lubų – 9 mm. Įtempiamos lubos greitai montuojamos, jų paviršiaus nereikia lyginti ir dažyti, jų montavimo metu beveik nesusidaro statybinių šiukšlių. Jos atsparios drėgmei, o

177
paviršius visada lieka lygus ir švarus. Montuojant įtempiamas lubas, nereikia tvarkyti pagrindinių lubų, nes jos bus paslėptos.
Įtempiamose lubose galima greitai sumontuoti apšvietimo prietaisus ir signalizaciją, lengva įrengti elektros instaliaciją, padaryti keleto lygių lubas, paslėpti inžinerines komunikacijas.
Šios lubos pasižymi didele spalvų įvairove (120 spalvų), gali būti matinės, blizgančios, šviečiančios, ant jų nesikondensuoja drėgmė, jos tinka baseinuose ir vonios kambariuose.
Didžiausias naudingas audinio plotis yra 5,1 m, o ilgis neribojamas, todėl be siūlių galima montuoti lubas didelių plotų patalpose.

178
14. KILIMINIŲ DANGŲ SAVYBĖS IR GAMYBOS PRINCIPAI Kiliminės dangos – tai ruloninės medžiagos su neapsiūtais
kraštais. Kiliminės dangos gaminamos nuo seno. Prieš pramonės revoliuciją kiliminių dangų gamybai rankiniu būdu buvo naudojamos įvairiausios mazgų rišimo technikos. Atsiradus naujoms technologijoms ir perėjus nuo rankinės gamybos prie pramoninės, kiliminės dangos tapo visuotinai prieinamos. 1950 metais buvo suprojektuota srautinės siūtinių kiliminių dangų gamybos mašina, kuri gamino dangas vadinamuoju siuvimo (taftingo) metodu. Be taftingo, XX amžiuje pradėta naudoti ir kita audimo technologija – vėlimas. Garso sugėrimas, šilumos ir garso izoliacija – vienos iš pagrindinių kiliminių dangų savybių. Kiekvienas kiliminės dangos tipas turi savo tikslinę paskirtį (biuras, viešbutis, miegamasis ir pan.).
14.1. Kiliminių dangų struktūra Kiliminės dangos pjūvyje galima išskirti tokias sudėtines dalis:
pūkus, pirminį pagrindą, sutvirtinamąjį sluoksnį ir antrinį pagrindą. Kiekvieno tekstilės gaminio būtinoji medžiaga yra pluoštas.
Pluoštas gali būti natūralus ir dirbtinis. Natūralus skirstomas į augalinės ir gyvūninės kilmės. Iš natūralių augalinių medžiagų kilimų gamybai naudojami linas, medvilnė, džiutas, kokoso plaušas ir pan. Gyvūninės kilmės medžiagos – šilkas ir vilna. Dirbtinės kilmės medžiagos gali būti gaminamos iš augalinės arba mineralinės žaliavos, gali būti sintetinės.
Kiliminės dangos dažnai gaminamos iš poliamidinio ir polipropileno pluošto, taip pat iš vilnos. Medvilnė, poliakrilas, poliesteris ir viskozė naudojama gerokai rečiau.
Dangos pagrindas gali būti iš: − sintetinio džiuto pagrindo (AB); − veltinio pagrindo (VP).

179
Veltinio pagrindas yra atsparus gniuždymui, todėl tinka patalpoms, kur bus naudojamos kėdės su ratukais. Džiuto pagrindu pagamintos dangos turi didesnį šilumos laidumo koeficientą, dėl to naudojamos šildomoms grindims tiesti. Veltinio pagrindas brangesnis nei sintetinio džiuto pagrindas.
Natūralus džiutas dažniausiai naudojamas vilnonėms dangoms. Jis gaminamas iš natūralaus pluošto ir reaguoja į patalpos drėgmės skirtumus.
Dangos kokybę ir atsparumą taip pat nusako dangos tankis. Kuo danga tankesnė, tuo atsparesnė dėvėjimui. Kiliminės dangos tankis matuojamas dygsnių skaičiumi kvadratiniame metre. Kuo jis didesnis, tuo danga atsparesnė, tačiau kuo tankis didesnis, tuo danga kietesnė.
Pirminis pagrindas yra visose kiliminėse dangose, pagamintose siuvimo būdu. Jis sutvirtina pūkus ir užtikrina formos stabilumą. Priklausomai nuo kiliminės dangos naudojimo, pagrindas gali būti austas arba neaustas. Austas pirminis pagrindas gaminamas iš polipropileno. Neaustas gali būti ir iš poliamido. Pirminis pagrindas iš polipropileno gaminamas tokioms dangoms, kur baigto kilimo matmenys nesikeis. Neaustas poliamidinis sluoksnis dėl savo elastingumo plačiai naudojamas, pavyzdžiui, automobilių pramonėje, kur kiliminei dangai reikia suteikti reikiamą formą. Pagrindo siūlas iš pradžių laikosi netvirtai ir gali būti lengvai ištrauktas. Norint to išvengti, pusiau baigto kilimo kilpas būtina įtvirtinti, užtepant sutvirtinamąjį sluoksnį ir antrinį pagrindą.
Kad pusiau baigta kiliminė danga taptų tinkama naudoti, reikia tvirtai užfiksuoti kiliminio pūko siūlus. Tepamas specialus sutvirtinantis mišinys – lateksas arba dispersinė medžiaga, pagaminta, naudojant polivinilacetatą, polivinilchloridą, poliuretaną arba poliakrilatą. Siekiant kiliminei dangai suteikti antistatinių savybių ir padaryti ją atsparią ugniai, lateksas modifikuojamas priedais.
Užtepus tvirtinamąjį sluoksnį, tepamas antrinis pagrindas, matomas iš išvirkščiosios pusės, kuris tiesiogiai kontaktuos su

180
grindimis. Antrinis pagrindas yra tekstilės arba išputinto latekso sluoksnis. Jis kiliminei dangai suteikia papildomų savybių: stangrumą, elastingumą, atsparumą dėvėjimuisi, garso ir šilumos izoliavimą. Naudojami šie antrinio pagrindo tipai: natūralus arba dirbtinis džiutas, lateksas, siūlinis pagrindas. Dirbtinis džiutas paprastai gaminamas iš polipropileno ir labai retai iš maišyto sintetinio pluošto. Už natūralų jis pranašesnis, mat yra atsparus drėgmei. Patekus vandeniui, nevyksta jokių pokyčių, medžiaga nesėda, ir kiliminė danga išsaugo savo matmenis, nenusitrina, nepūva.
Antrinio pagrindo gaminimas iš lateksinės gumos trunka ilgai. Jį sudaro du tepimo etapai ir užtepto sluoksnio polimerizavimas. Antrinis pagrindas iš gumos ant pirminio užpurškiamas lygiu, plonu sluoksniu. Dažniausiai naudojamas lateksas iš sintetinės gumos su nedideliu papildų (kalcio karbonato) kiekiu. Cheminio suputojimo proceso aktyvatorius yra šiluma. Laikantis tam tikro temperatūros režimo, atliekamas polimerizavimas, ir susidaro antrinio pagrindo putos. Gumos kokybė nustatoma labai paprastai: jei poros didelės ir jų daug – guma tanki ir kokybiška. Danga su lateksiniu pagrindu išsaugo linijinius matmenis net ir drėgnai išvalyta. Danga sandariai priglunda prie grindų, todėl paviršiuje nesusidaro raukšlių ir klosčių. Šias dangas galima tiesti be klijų. Trūkumai – kiliminė danga tiesiama per visą grindų plotą, nuo sienos iki sienos. Kadangi guma turi savybę prilipti prie grindų paviršiaus, tikimybė paslinkti dangą, jos nepažeidžiant, labai maža. Negalima kloti ant parketo, jei neplanuojama grindų restauruoti. Prabėgus 5–7 metams po dangos patiesimo, lateksas praranda plastiškumą, ir guma pradeda skeldėti.
Šiandien natūralus veltinis kaip pagrindas pramoniniu būdu gaminamuose kilimuose nenaudojamas, o naudojamas dirbtinis. Jis gaminamas iš polipropileno. Dirbtinis veltinis pasižymi aukštomis šilumos ir garso izoliacinėmis savybėmis. Tiesiant pagrindas lengvai pjaustomas, o jo kraštai nebyra.
Siūlinis (tekstilinis) pagrindas naudojamas tik komercinių kiliminių dangų gamybai. Danga su tekstiliniu pagrindu lengvai ir be

181
klosčių patiesiama, ji nelūžta, saugo sutvirtinamąjį sluoksnį nuo subyrėjimo, yra lengvai pjaustoma ir paklojama beveik be siūlių.
14.2. Kiliminių dangų gamyba Yra 4 kiliminių dangų gamybos būdai: audimas, siuvimas
(taftingas), vėlimas ir pynimas. Siuvimo technologija (taftingas) – viena iš labiausiai paplitusių
kiliminių dangų gamybos technologijų. Pagrindinis šios technikos principas – austo arba neausto pagrindo persiuvimas pūkuotais siūlais. 1950 metais buvo sukurta mašina, kuri pūkinį verpalą sutvirtino, sinchroniškai dirbant adatoms ir kilpoms ištraukti skirtiems kabliukams. Ši mašina veikia panašiu kaip siuvimo mašina principu, bet turi daug viena arti kitos esančių adatų. Kiekviena adata perveria siūlą per pagrindą. Išvirkščioje pusėje siūlą perima kilpą padarantis kabliukas, ir jis formuoja vadinamąjį kilpinį pūką. Kabliukas gali turėti pjaunančius ašmenis, kurie perpjauna kilpą, kai tik ta suformuojama. Taip gaunamas pjautas pūkas. Vėliau audinys sutvirtinamas lateksu, kuris gali būti viensluoksnis ir dvisluoksnis. Pūko svoris priklauso nuo atstumo tarp adatų, dygsnių skaičiaus ploto vienete, pūko aukščio ir siūlo tipo.
Siuvimo technologijos populiarumą lėmė kiliminės dangos konstrukcijų įvairovė, gaunama, taikant šią technologiją. Dėl įvairių matricų, judinančių tinklelius su adatomis, naudojimo yra didelės galimybės keisti pūko aukštį ir pan.
Siuvimo technologija gautų kiliminių dangų viršuje yra labai daug kilpų. Vėliau jos gali būti perpjaunamos. Gali būti gaminamos kombinuotos dangos su pjautomis ir nepjautomis kilpomis.
Kiliminės dangos su kilpiniu pūku gali būti dygsniuotos ir standžiau, ir laisviau. Tai tvirtas kilimas, turintis kokybišką išvaizdą, jei tinkamas pūko aukštis ir tankis. Danga labai tanki, tad ją galima naudoti didelių apkrovų vietose. Kilpos gali būti ir vienodo, ir skirtingo aukščio. Jei skirtingo – paviršiuje sukuriamas erdvinis piešinys, vaizdas. Papildoma technologinė operacija yra viršūnėlių kirpimas ir iššukavimas.

182
Kiliminės dangos su kirptu (pjautu) pūku. Pagal pūkų ilgį kiliminės dangos su pjautu pūku skirstomos į trumpapūkes (pūko ilgis 2–3 mm), vidutinio ilgumo (3–5 mm) ir ilgapūkes (daugiau kaip 5 mm). Veliūriniai arba pliušiniai kilimai – tai gaminiai su žemu, lygiai nupjautu pūku. Dangos su kryžminėmis pjautinėmis kilpomis gaunamos tada, kai mašinos supina kilpas, kryžmai judant grotelėms su adatomis.
Veltinės dangos. Gaminant veltines kilimines dangas, naudojamos adatos turi ne auseles, o užkarpas per visą ilgį, kurios judėdamos aukštyn ir žemyn užkabina ir suvelia pluoštą taip, kad jis nesuyra. Kilimas pradedamas velti nuo savotiško voratinklio, kurį sudaro maždaug 10 cm ilgio tarpusavyje nesusiję plaušo gabaliukai. Jie paskirstyti per visą judančio konvejerio plotą. Konvejeris judina juos iš vietos į vietą, vienas sluoksnis uždedamas ant kito, ir taip sukuriama platesnė ir storesnė medžiaga. Tarp sluoksnių įspaudžiama drobė, ji susiuvama. Viskas keliauja į mašiną tarp dviejų plokščių. Nejudanti apatinė plokštė turi daugybę angų, kurių išdėstymas atitinka adatų išdėstymą judančioje viršutinėje plokštėje. Adatos judančią tarp plokščių medžiagą pramuša užgriebdamos pluošto ir pertraukdamos jį per drobę. Išėjusio iš mašinos kilimo išvirkščioji pusė padengiama arba klijais, arba plonu latekso sluoksniu, kuris užtepus suspaudžiamas. Be to, ant tokių dangų yra piešiami įvairūs piešiniai. Pagal išvaizdą ir patogumą veltinės dangos nusileidžia austinėms ir siūtoms dangoms, tačiau yra tvirtos ir atsparios dėvėjimuisi.
Austos dangos. Audžiant kiliminę dangą, pūko siūlai susipina su ataudais ir pagrindo siūlais, vėliau jie audžiami kartu. Austos džiuto dangos pavyzdys pateiktas 14.1 paveiksle. Austinės kiliminės dangos gaminamos lėtai ir sudėtingai, todėl jų kaina didesnė. Jų apatinė pusė yra pagrindinė dangos dalis, todėl net ir intensyviai dėvima bei valoma neatšoka. Danga atspari biuro kėdžių ratukams, ilgai išlaiko gerą išvaizdą. Daugumas tokio tipo kiliminių dangų turi vieną pjautinio pūko lygį, bet jos gali turėti ir skirtingo aukščio pūkų.

183
Gaminant kilimus su skirtingo aukščio pūkais, kartais pakaitomis naudojamas suspaustas pluoštas ir verpalai.
14.1 pav. Austinės džiuto dangos vaizdas
Naudojant minkštai ir kietai suktus verpalus, galima keisti kiliminės dangos struktūrą. Pūkas gali būti ir sintetinis, ir vilnonis.
Kiliminių dangų dažymas. Yra du pagrindiniai kiliminių dangų dažymo būdai: kai dažomi siūlai ir jau pagamintos dangos. Kartais šie metodai kombinuojami.
Siekiant kiliminei dangai suteikti vieną spalvą, siūtos kiliminės dangos, pagamintos iš baltų siūlų ar verpalų, nardinamos į dažymo vonią.
Dažnai, gaminant kilimines dangas, derinami balti siūlai ar verpalai su atitinkamo tipo dažikliais. Dažant tokią dangą dažymo vonioje, kiekvienas siūlelis sugeria tik jam skirtą dažiklį. Taip ant kiliminės dangos susidaro įvairiausios spalvos ir atspalviai.
Siūtos kiliminės dangos gali būti dažomos, naudojant spaudus. Jie gali būti dedami skirtingais būdais. Paprasčiausi iš jų šabloniniai. Gali būti naudojama ir spausdinimo technika. Dažai įtrinami per specialų trafaretą, ant kurio sumontuoti besisukantys voleliai.

184
Moderniausias kiliminių dangų dažymo būdas – dažymas arba spausdinimas srove.
Raštai kiliminėms dangoms suteikiami įvairiais būdais. Siūtos dangos dekoruojamos tik paprastais geometriniais piešiniais, o sudėtingesni raštai piešiami spausdinimo būdu.
Baigtų gaminių dažymo alternatyva yra pluošto dažymas. Pluoštas dažniausiai dažomas švariomis ir be priemaišų spalvomis. Dažai gali būti tepami, gaminant siūlus, arba gali būti dažomi jau pagaminti siūlai. Pirmu atveju dažoma siūlo vidus, antru – paviršius. Abiem atvejais dažomas ne gaminio paviršius, o pūko siūlai per visą ilgį. Iš tokių siūlų pagaminti kilimai ilgiau išsaugo savo spalvas.
14.3. Kiliminių dangų techninės charakteristikos Pagrindinė ilgo kiliminės dangos tarnavimo sąlyga – pūkų
medžiaga. Kiliminės dangos pūko tankis – viena iš svarbiausių charakteristikų. Kiliminės dangos tankį lemia dygsnių norma, mašinos klasės kombinacija, dygsnių kiekis ir verpalo storis. Pūko tankis matuojamas gramais kvadratiniame centimetre. Didesnio tankio kiliminės dangos naudojamos didelio žmonių susibūrimo vietose, nes jos tvirtesnės, jas sunkiau išdėvėti, jos ilgiau išlaikys pirminę išvaizdą.
Pūkų aukštis – antras pagal svarbą veiksnys, svarbus verpalų svoriui reguliuoti. Pūkų svoris – dar viena svarbi dangos charakteristika. Nedidelio tankio danga su aukštu pūku gali sverti tiek pat kiek didelio tankio danga su žemu pūku.
Aukšto plauko dangas rekomenduojama kloti patalpose, kur bus mažesni žmonių susibūrimai, mažiau vaikštoma. Aukšto plauko dangos turi polinkį veltis ypač intensyvaus judėjimo vietose. Patalpose, kuriose bus didesni žmonių srautai, reikia kloti žemos, tankios kilpos kiliminę dangą. Dėmės visada labiau matysis ant labai šviesios arba labai tamsios spalvos dangos.
Kiliminės dangos paviršinis pluoštas lemia jos dėvėjimosi savybes. 97 % kiliminių dangų gaminama iš sintetinių pluoštų.

185
Poliamidas (PA) – tai ypač stiprus ir atsparus dėvėjimui pluoštas. Dėl savo gerų eksploatacinių savybių jis plačiai naudojamas gaminti visuomeninėms patalpoms skirtas kilimines dangas. Poliamidas yra lankstus, atsistato po sunkių daiktų įspaudimų. Lydosi aukštoje temperatūroje. Yra didelis spalvų pasirinkimas.
Poliamidas yra neatsparus rūgštinių dažų dėmėms, o šių dažų yra daugelyje maisto produktų ir gėrimų. Taip pat neatsparus rūgštiniams valikliams. Norėdami pašalinti šią poliamido savybę, gamintojai dangas apdoroja fluoro cheminėmis medžiagomis. Tuomet dangos mažiau tepasi, jas lengviau valyti. Poliamidas yra statiškas. Įmaišyti modifikuotos anglies komponentai sumažina dangos statiškumą iki minimumo ir leidžia dangą naudoti patalpose, kur stovi kompiuteriai ir kita elektroninė įranga.
Poliamidinis pluoštas yra brangiausia, bet plačiausiai paplitusi sintetinė medžiaga. Jį lengva dažyti, todėl galima sukurti plačią spalvinę gamą. Pluošto savybės leidžia taikyti skirtingus pūko apdorojimo būdus, taigi galima sukurti įvairiausias kiliminių dangų kolekcijas. Jį galima naudoti vieną ir kaip kitų medžiagų – vilnos arba polipropileno – papildą. Iš maišytų pluoštų paprastai gaminami kilimai gyvenamiesiems pastatams.
Polipropilenas (PP) – pakankamai tvirtas, atsparus dėvėjimui, tačiau ne toks atsparus nei poliamidas. Jis linkęs veltis. Ant polipropileninės dangos stumdant sunkius daiktus, kėdes su ratukais galima negrįžtamai pažeisti pluoštą. Polipropilenas atsparus blukimui, neįgeria vandens, yra chemiškai inertiškas, todėl sunkiai dažomas (ribotas spalvų pasirinkimas), bet dėl tos pačios priežasties ant jo sunkiai susidaro dėmės. Šias dangas galima valyti su agresyviomis valymo priemonėmis, kai kurias – net su balikliais.
Polipropilenas – sąlyginai nebrangus pluoštas. Dažiklius polipropileninis audinys gauna tik prieš ekstruziją, t.y. verpalai turi būti nudažyti iki kilimo pagaminimo. Dėl to kiliminės dangos iš polipropileno visada ilgai išsaugo spalvas, nors jų spalvinė gama įvairove nepasižymi. Polipropilenas atsparus purvui. Jis hidrofobinis

186
ir nebijo medžiagų, kurių pagrindas – vanduo, bet riebalinės medžiagos jam pavojingos. Pluošto trūkumai – mažas atsparumas dėvėjimui ir ugniai. Polipropilenas lydosi +165 °C temperatūroje ir intensyviai naudojamas greitai susidėvi. Kiliminės dangos iš polipropileno gali būti tiek kilpinės vieno ar kelių lygių (14.2 pav.), tiek ir pjauto pūko. Didelio žmonių susibūrimo vietose verčiau naudoti polipropileninius kilimus su žemomis vieno lygio kilpomis.
14.2 pav. Kiliminės dangos su polipropileniniu plaušu vaizdas
Poliesterio plaušas. Pirmą kartą poliesteriniai pluoštai kilimų gamybai buvo panaudoti septintajame dešimtmetyje. Pagal atsparumą dėvėjimuisi šie pluoštai gerokai atsilieka nuo poliamido. Vizualiai pluoštas panašus į vilną. Priklausomai nuo priedų, poliesteris gali būti blizgantis arba matinis. Poliesteriniai pluoštai ypač tinka patogioms kiliminių dangų rūšims, kurių pūkų masė gali būti reguliuojama.
Akrilinis pluoštas. Šeštąjį XX amžiaus dešimtmetį akrilas užėmė ženklią rinkos dalį, nes gaminiai iš jo labai panašūs į vilnonius audinius. Akrilas – minkšta ir apdirbimui pasiduodanti medžiaga, ganėtinai pigi gaminant, bet turi savybę susisukti į kamuoliukus, todėl kilimus reikia dažniau valyti. Akrilas yra vidutiniškai atsparus
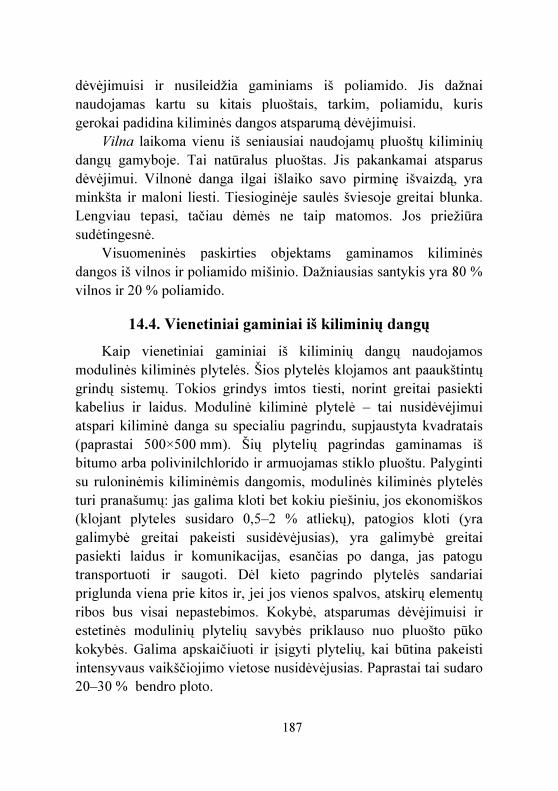
187
dėvėjimuisi ir nusileidžia gaminiams iš poliamido. Jis dažnai naudojamas kartu su kitais pluoštais, tarkim, poliamidu, kuris gerokai padidina kiliminės dangos atsparumą dėvėjimuisi.
Vilna laikoma vienu iš seniausiai naudojamų pluoštų kiliminių dangų gamyboje. Tai natūralus pluoštas. Jis pakankamai atsparus dėvėjimui. Vilnonė danga ilgai išlaiko savo pirminę išvaizdą, yra minkšta ir maloni liesti. Tiesioginėje saulės šviesoje greitai blunka. Lengviau tepasi, tačiau dėmės ne taip matomos. Jos priežiūra sudėtingesnė.
Visuomeninės paskirties objektams gaminamos kiliminės dangos iš vilnos ir poliamido mišinio. Dažniausias santykis yra 80 % vilnos ir 20 % poliamido.
14.4. Vienetiniai gaminiai iš kiliminių dangų Kaip vienetiniai gaminiai iš kiliminių dangų naudojamos
modulinės kiliminės plytelės. Šios plytelės klojamos ant paaukštintų grindų sistemų. Tokios grindys imtos tiesti, norint greitai pasiekti kabelius ir laidus. Modulinė kiliminė plytelė – tai nusidėvėjimui atspari kiliminė danga su specialiu pagrindu, supjaustyta kvadratais (paprastai 500×500 mm). Šių plytelių pagrindas gaminamas iš bitumo arba polivinilchlorido ir armuojamas stiklo pluoštu. Palyginti su ruloninėmis kiliminėmis dangomis, modulinės kiliminės plytelės turi pranašumų: jas galima kloti bet kokiu piešiniu, jos ekonomiškos (klojant plyteles susidaro 0,5–2 % atliekų), patogios kloti (yra galimybė greitai pakeisti susidėvėjusias), yra galimybė greitai pasiekti laidus ir komunikacijas, esančias po danga, jas patogu transportuoti ir saugoti. Dėl kieto pagrindo plytelės sandariai priglunda viena prie kitos ir, jei jos vienos spalvos, atskirų elementų ribos bus visai nepastebimos. Kokybė, atsparumas dėvėjimuisi ir estetinės modulinių plytelių savybės priklauso nuo pluošto pūko kokybės. Galima apskaičiuoti ir įsigyti plytelių, kai būtina pakeisti intensyvaus vaikščiojimo vietose nusidėvėjusias. Paprastai tai sudaro 20–30 % bendro ploto.
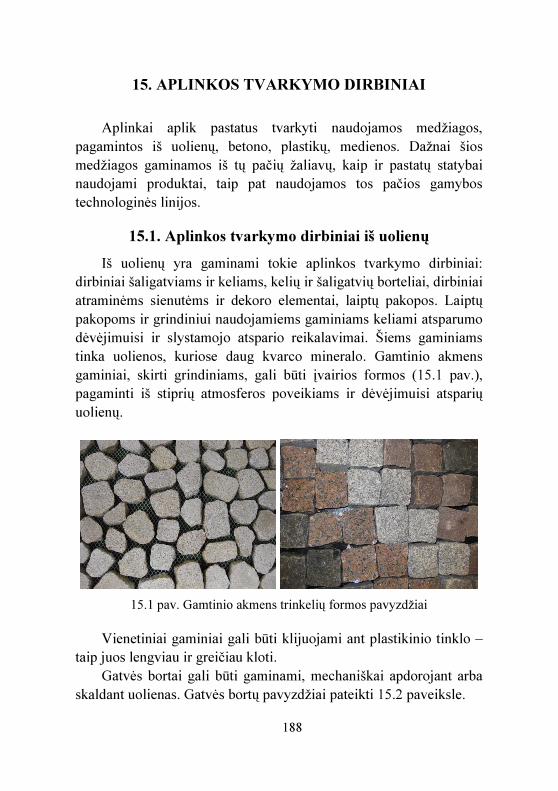
188
15. APLINKOS TVARKYMO DIRBINIAI Aplinkai aplik pastatus tvarkyti naudojamos medžiagos,
pagamintos iš uolienų, betono, plastikų, medienos. Dažnai šios medžiagos gaminamos iš tų pačių žaliavų, kaip ir pastatų statybai naudojami produktai, taip pat naudojamos tos pačios gamybos technologinės linijos.
15.1. Aplinkos tvarkymo dirbiniai iš uolienų Iš uolienų yra gaminami tokie aplinkos tvarkymo dirbiniai:
dirbiniai šaligatviams ir keliams, kelių ir šaligatvių borteliai, dirbiniai atraminėms sienutėms ir dekoro elementai, laiptų pakopos. Laiptų pakopoms ir grindiniui naudojamiems gaminiams keliami atsparumo dėvėjimuisi ir slystamojo atspario reikalavimai. Šiems gaminiams tinka uolienos, kuriose daug kvarco mineralo. Gamtinio akmens gaminiai, skirti grindiniams, gali būti įvairios formos (15.1 pav.), pagaminti iš stiprių atmosferos poveikiams ir dėvėjimuisi atsparių uolienų.
15.1 pav. Gamtinio akmens trinkelių formos pavyzdžiai
Vienetiniai gaminiai gali būti klijuojami ant plastikinio tinklo – taip juos lengviau ir greičiau kloti.
Gatvės bortai gali būti gaminami, mechaniškai apdorojant arba skaldant uolienas. Gatvės bortų pavyzdžiai pateikti 15.2 paveiksle.
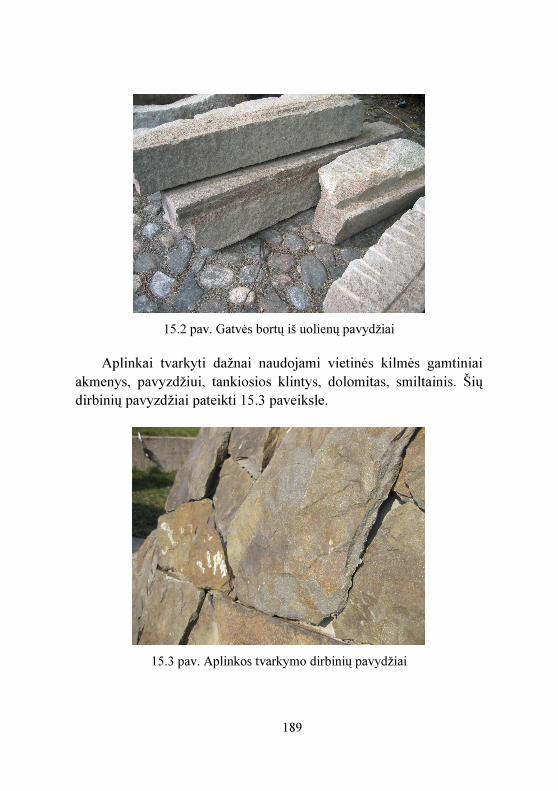
189
15.2 pav. Gatvės bortų iš uolienų pavydžiai
Aplinkai tvarkyti dažnai naudojami vietinės kilmės gamtiniai akmenys, pavyzdžiui, tankiosios klintys, dolomitas, smiltainis. Šių dirbinių pavyzdžiai pateikti 15.3 paveiksle.
15.3 pav. Aplinkos tvarkymo dirbinių pavydžiai

190
Klintys gali būti su dolomito, aleurito, smėlio, molio priemaišomis. Grynos klintys yra baltos arba šviesiai pilkos spalvos, su aleurito arba molio priemaiša – pilkos, tamsiai pilkos, su organinėmis medžiagomis – nuo tamsiai pilkos iki juodos, o su geležies priemaiša – gelsvos, rusvos ar rudos spalvos. Klintys susidaro iš 0,0001–20 mm dydžio ir įvairios formos kalcio kristalų. Jų struktūra labai įvairi – masyvi, sluoksniuota, gniutulinė ar kt. Klinčių tankis 1,5–2,6 g/cm3, gniuždymo stipris 0,4–100 MPa.
Dolomitas kasamas karjeruose, iki 10 metrų gylyje. Dolomito fizikinės mechaninės savybės skirtinguose klodo sluoksniuose skiriasi. Viršutinių sluoksnių dolomitas yra tankus ir stiprus su kavernomis, apatinių – silpnesnis. Dolomito uolienos kokybę mažina kavernos plyšiai, molio intarpai. Dolomito uolienos stipris yra 20–100 MPa, atsparumas šalčiui – daugiau kaip 15 ciklų.
Smiltainį sudaro iki 2 mm skersmens (dažniausiai kvarco ir feldšpato) smiltelės, jo yra įvairių rūšių. Jei kvarco kiekis viršija 90 %, toks smiltainis vadinamas kvarciniu. Smiltainio spalva ir struktūra priklauso nuo gamtinės rišamosios medžiagos. Susidarė smiltainis jūros dugne ar dykumose. Ši medžiaga naudojama kaip gamtiniai akmenys skaldai ir apdailai pastato viduje bei išorėje. 20–40 mm storio smiltainio plokštelės naudojamos lauko takeliams kloti.
Lietuvoje aplinkai tvarkyti dažnai naudojami dirbiniai, pagaminti iš skeltų arba ne lauko riedulių. Į Lietuvą daugiausia riedulių pateko, slenkant ledynams. Rieduliai yra įvairios mineralinės kilmės – granitai, pegmatitai, dioritai, gabrai, porfyrai, diabazas, sienitas, smiltainis. Rieduliai yra įvairaus dydžio, tačiau labai didelių aptinkama retai. Gaminių iš riedulių vaizdai pateikti 15.4 paveiksle.
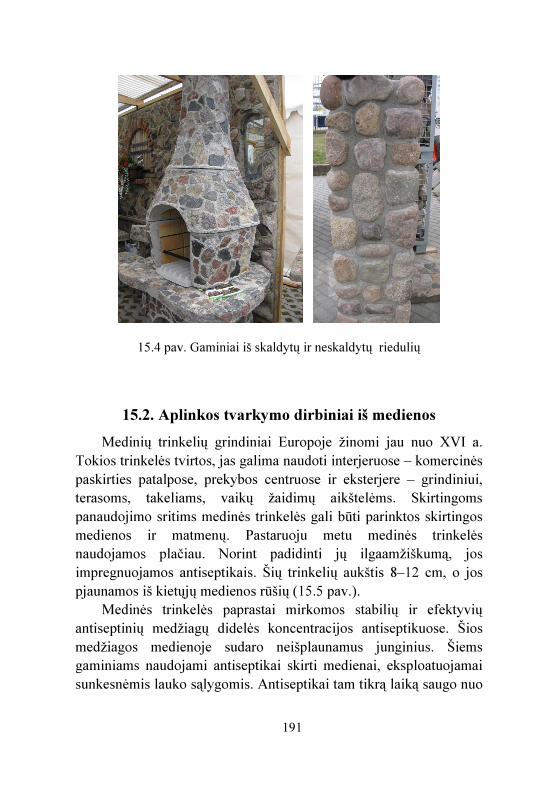
191
15.4 pav. Gaminiai iš skaldytų ir neskaldytų riedulių
15.2. Aplinkos tvarkymo dirbiniai iš medienos
Medinių trinkelių grindiniai Europoje žinomi jau nuo XVI a. Tokios trinkelės tvirtos, jas galima naudoti interjeruose – komercinės paskirties patalpose, prekybos centruose ir eksterjere – grindiniui, terasoms, takeliams, vaikų žaidimų aikštelėms. Skirtingoms panaudojimo sritims medinės trinkelės gali būti parinktos skirtingos medienos ir matmenų. Pastaruoju metu medinės trinkelės naudojamos plačiau. Norint padidinti jų ilgaamžiškumą, jos impregnuojamos antiseptikais. Šių trinkelių aukštis 8–12 cm, o jos pjaunamos iš kietųjų medienos rūšių (15.5 pav.).
Medinės trinkelės paprastai mirkomos stabilių ir efektyvių antiseptinių medžiagų didelės koncentracijos antiseptikuose. Šios medžiagos medienoje sudaro neišplaunamus junginius. Šiems gaminiams naudojami antiseptikai skirti medienai, eksploatuojamai sunkesnėmis lauko sąlygomis. Antiseptikai tam tikrą laiką saugo nuo

192
medieną ardančių grybelių, pelėsių, puvimą sukeliančių mikroorganizmų, medienos graužikų.
15.5 pav. Medinės trinkelės grindiniui
Antiseptikų veikimas pagrįstas dvejopu poveikiu medienai: − ardančių medieną organizmų išskiriamų medžiagų
nukenksminimas, pavyzdžiui, grybai, paveikti antiseptikų, nebegali išskirti medžiagų, tirpinančių ligniną ir celiuliozę bei maitintis gautais produktais;
− antiseptikuota mediena pati gali tapti atspari grybų išskiriamoms naikinančioms medžiagoms. Veikiant antiseptikams, grybai ir vabzdžiai žūsta, nes nutrūksta jų gyvybinė veikla.
Apdorotą antiseptikais medieną galima klijuoti, lakuoti ir dažyti įvairiais dažais (geriausia nevandeniniais), nes antiseptikai nekeičia medienos struktūros, ant paviršių nesusidaro druskos, jie beveik nesuteikia medienai spalvos.
Medienos antiseptikavimui naudojami 8–10 % koncentracijos tirpalai. Kai kuriuos antiseptikus galima skiesti vandeniu darbo vietoje. Antiseptikuotą medieną pageidautina 2–3 savaites saugoti
193
nuo lietaus ir tiesioginių saulės spindulių. Jeigu norima, kad antiseptikuota mediena įgautų spalvą, į ją reikia įdėti norimos spalvos vilnai skirtų anilino dažų. Antiseptikai silpnai koroduoja metalines detales – kontakto su antiseptiku vietose jos turi būti apsaugotos.
15.3. Aplinkos tvarkymo dirbiniai iš keramikos Aplinkai tvarkyti naudojami ir aplinkos poveikiams atsparūs
keraminiai dirbiniai. Prie tokių mūsų klimatinėmis sąlygomis gali būti priskiriami klinkeriniai keraminiai dirbiniai. Galima paminėti tokius: keraminės trinkelės grindiniams (keraminiai grindinio blokai), vejų krašto elementai, gaminiai vandeniui drenuoti ir nuvesti.
Keraminiai grindinio blokai (trinkelės) – tai tam tikrus formos ir matmenų reikalavimus atitinkantys dirbiniai, naudojami paviršiniam kelių grindinio sluoksniui. Šios statybinės medžiagos daugiausia naudojamos išorės grindiniams, tačiau gali būti naudojami ir vidui. Keraminiai grindinio blokai priskiriami sukepusiems keraminiams gaminiams, jų įmirkis ne didesnis kaip 5 %. Šių gaminių savybes reglamentuoja LST 1344 „Keraminiai grindinio blokai. Reikalavimai ir bandymo metodai“ standartas.
Priklausomai nuo degimo temperatūros, sumaišyto molio rūšių ir išdegimo laiko ir degimo aplinkos, dirbiniai įgauna pačias įvairiausias spalvas – nuo šviesiai geltonos iki juodos. Dirbiniai gali būti stačiakampiai ar bet kurios kitos formos (kvadratinės, rombo bei daugiakampio), kuri leidžia juos sukloti pagal pasikartojantį pavyzdį. Blokai gali turėti nusklembtas briaunas aplink vieną ar daugiau grindinio blokų paviršių, kurie formuoja viršutinę pusę.
Keraminiai grindinio blokai tvirti, įgeria mažai vandens, yra atsparūs atmosferos poveikiams, laikui bėgant, nekeičia spalvos, jų paviršius šiurkštus, atsparus trinčiai. Tokie blokai naudojami prekybos centrų, aikščių, lauko kavinių, privačių namų kiemams grįsti, gyvenamųjų kvartalų gatvėms, aikštėms, terasoms, dviračių takeliams, pėsčiųjų takams (15.6 pav.).

194
15.6 pav. Keraminių grindinio blokų naudojimo pavyzdys
Keraminius grindinio blokus galima kloti ant skirtingo pagrindo. Lanksti klojybos forma taikoma pėsčiųjų ar transporto keliams, tuo tarpu standi dažniausiai taikoma pėsčiųjų keliams. Lanksti klojybos forma tada, kai klojama ant smėlio, akmens dulkių, atsijų ar žvyro pagrindo; standi – kai grindinio blokai klojami ant skiedinio.
Lanksčiai klojybai skirti grindinio blokai gali turėti tarpo riboklius dviejuose arba daugiau paviršių, kurie yra statmeni grindinio paviršiui (15.7 a pav.). Blokai standžiai klojybai turi būti stačiakampiai ar kitos formos ir atskirti vienas nuo kito tik 10 mm skersmens siūle, jie tarpo riboklių (15.7 b pav.) turėti negali.
Keraminių grindinio blokų matmenų nuokrypiai priskiriami tam tikrai klasei, reikalavimai matmenų nuokrypių klasėms pateikti 15.1 lentelėje. Keraminių grindinio blokų forma, matmenys ir matmenų nuokrypiai nustatomi matuojant. Bloko ilgis, plotis ir storis 0,5 mm tikslumu išmatuojami, aprėpiant slankmačiu per kiekvieno matmens vidurį.

195
15.7 pav. Keraminiai grindinio blokai: a – su tarpo ribokliais;
b – be tarpo riboklių
15.1 lentelė. Keraminių grindinio blokų matmenų nuokrypių klasės Klasė Matmenų nuokrypiai (ne didesni kaip), mm R0 Nėra reikalavimų R1 0,6√d
Kai kurie gamintojai gali tiekti grindinio blokus, turinčius didesnius matmenų nuokrypius, negu nurodytas R1 klasei, tuo atveju tai deklaruoja gamintojas
Lanksčiai klojybai skirtų grindinio blokų gaminimo storis turi
būti ne mažesnis kaip 4 cm, gaminio ilgio ir storio santykis – ne didesnis kaip 6. Grindinio blokų, skirtų standžiai klojybai, gaminimo storis turi būti ne mažesnis kaip 3 cm. Nusklembtų briaunų plotis ir gylis (15.8 pav.) neturi būti didesni kaip 7 mm. Išmatuotas pavienio matmens didžiausios ir mažiausios išmatuotos vertės skirtumas turi atitikti tokią sąlygą: dmax. – dmin. <0,6 · √d (suapvalinta iki 1 mm), (15.1) čia: d – gaminimo matmuo, mm; jei ši sąlyga tenkinama, gaminiai priskiriami R1 klasei, jei ne – R0 klasei.

196
15.8 pav. Nusklembtų briaunų pločio ir gylio nustatymas
Pagal atsparumą šalčiui skiriamos tokios atsparumo šalčiui klasės:
− F0 − FP100. FP100 klasei priskiriami keraminiai blokai turi išlaikyti 100
šaldymo ir atitirpinimo ciklų, po kurių užrašomos atsiradusios pažaidos. Dirbinių, kurie priskiriami F0 klasės atsparumo šalčiui klasei, šis rodiklis nenustatomas. Pažaidų apibūdinimas pateiktas 15.2 lentelėje.
Keraminių blokų šaldymas atliekamas pagal LST EN 1344 standarto C priedo nurodymus. Pasverti grindinio blokai sudedami į izoliuotą talpyklą, pripildytą tekančio kambario temperatūros vandens. Talpykla uždaroma ir per 2–5 valandas vandens temperatūra pakeliama iki 80 ± 3 °C. Ši temperatūra, įskaitant 2–5 valandų temperatūros kėlimo laikotarpį, palaikoma iš viso 24 ± 1 valandas. Tada temperatūra per 2–5 valandas pažeminama iki kambario temperatūros. Tai pasiekiama, į talpyklą nuolat leidžiant tekantį kambario temperatūros vandenį. Bandinių panardinimo trukmė, skaičiuojama nuo proceso pradžios, turi būti ne mažesnė kaip 44 valandos ir ne didesnė kaip 56. Bandiniai į išorę nukreiptomis viršutinėmis pusėmis sumontuojami į vertikalią plokštę, kurios didžiausias aukštis apie 600 mm. Jungtys tarp keraminių grindinio blokų turi būti užsandarintos plonu akytos gumos sluoksniu. Plokštės šoninės sienos užsandarinamos apie 25 mm storio presuoto polistireninio putplasčio plokštėmis su

197
uždaromis apie 3 mm dydžio poromis, užpakalinės sienos – presuotu apie 50 mm storio polistireniniu putplasčiu.
Šaldymo periodai. Pirmasis šaldymo periodas trunka 6 valandas. Kiekvienas tolesnis – 120 ± 5 minutės. Oro temperatūra per 20–30 minučių nukrinta nuo +20 ± 3 iki –15 ± 3 °C ir 90–100 minučių išlaikoma, o visa šaldymo trukmė sudaro 120 ± 5 minučių.
Atitirpinimo periodai. Oro temperatūra per 15–20 minučių pakeliama –5 ± 3 iki 20 ± 3 °C. Visas šilto oro padavimo periodas, įskaitant temperatūros kėlimo, turi būti 20 ± 1 minutė. Toliau purškiamas vanduo, kurio temperatūra 18–25 °C, įpurškimo periodas, kai vanduo tokiu būdu iš viršaus tolygiai purškiamas ant plokštės, kad vandens plėvelė tolygiai pasiskirstytų virš visų blokų paviršiaus, trunka 120 ± 10 sekundžių.
Pasibaigus šimtajam šaldymo ir atitirpinimo ciklui, plokštė visiškai atitirpinama, ir kiekviena matoma bandomo paviršiaus pažaida užrašoma. Plokštė rūpestingai išardoma ir keraminių grindinio blokų briaunose ieškoma laminarinių plyšių (15.2 lentelė).
15.2 lentelė. Pažaidų, atsiradusių šaldymo metu, tipas ir apibūdinimas
Pažaidų apibūdinimas Tipas Nėra* 0
Duobutė (pvz., dėl kalkių išsiveržimo)* 1 Plaukinis įtrūkis ≤ 0,15 mm 2
Pradinis įtrūkis 3 Paviršinis įtrūkis > 0,15 mm* 4
Skersinis įtrūkis 5 Atplaiša, žvyninis lupimasis, atskilimas 6
Suirimas 7 Sluoksniavimasis 8
* Jeigu plaukiniai, pradiniai arba paviršiniai įtrūkiai pasirodo kartu su sluoksniavimusi, ir tai gali būti patvirtinta, perpjaunant keraminį grindinio bloką, šios pažaidos forminamos dokumentuose kaip sluoksniavimasis.

198
Pagal skersinę ardančiąją apkrovą blokai skirstomi į klases. Blokas ne mažiau kaip 16 ir ne daugiau kaip 72 valandas mirkomas vandenyje. Kiekvienas keraminio grindinio blokas viršutine puse į viršų atremiamas ant 2 savaime susireguliuojančių cilindrinių plieninių atramų. Atstumas tarp atramų turi būti toks, kad kiekviena iš jų būtų 15 ±1 mm nuo bandinio galų (15.9 pav.). Apkrova padalinama iš išmatuoto pavienio grindinio bloko pločio. Reikalavimai skersinės ardančiosios apkrovos klasėms pateikti 15.3 lentelėje.
15.9 pav. Blokų skersinės ardančiosios apkrovos nustatymas
15.3 lentelė. Reikalavimai skersinei ardančiajai apkrovai
Klasė Skersinė ardančioji apkrova, N/mm Vidutinė vertė Mažiausia pavienė vertė
T0 Nedeklaruojama Nedeklaruojama T1 30 15 T2 30 24 T3 80 50 T4 80 64
Šie skersinės ardančiosios apkrovos reikalavimai netaikomi tik papildomiesiems gaminiams arba grindinio blokams, kurių gabaritinis ilgis didesnis negu 80 mm. T0 klasė taikoma tik grindinio blokams, pritaikytiems standžiai klojybai, kur grindinio blokai yra surišti cementinio skiedinio siūlėmis ir panašiame skiedinyje pakloti ant kieto pagrindo. Gamintojas gali deklaruoti vidutinę vertę ir mažiausią pavienę vertę, kurios yra didesnės negu tos, kurios atitinka T4 klasę.
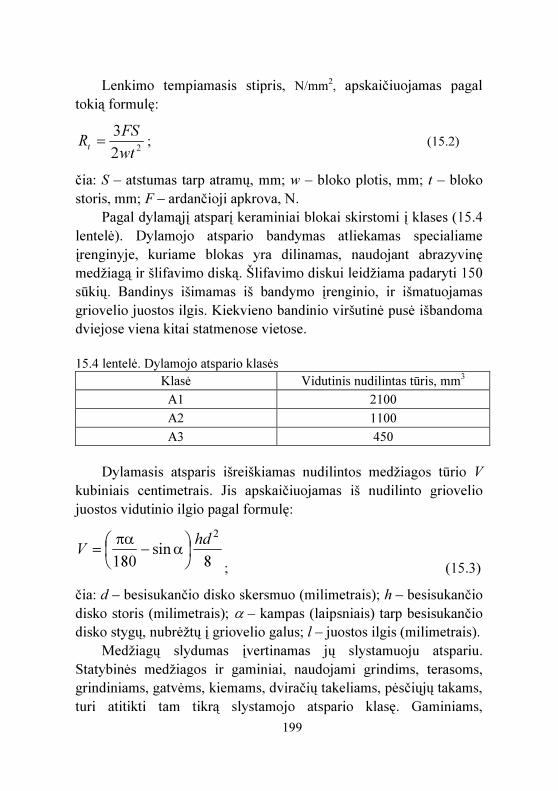
199
Lenkimo tempiamasis stipris, N/mm2, apskaičiuojamas pagal tokią formulę:
223wtFSRt = ; (15.2)
čia: S – atstumas tarp atramų, mm; w – bloko plotis, mm; t – bloko storis, mm; F – ardančioji apkrova, N.
Pagal dylamąjį atsparį keraminiai blokai skirstomi į klases (15.4 lentelė). Dylamojo atspario bandymas atliekamas specialiame įrenginyje, kuriame blokas yra dilinamas, naudojant abrazyvinę medžiagą ir šlifavimo diską. Šlifavimo diskui leidžiama padaryti 150 sūkių. Bandinys išimamas iš bandymo įrenginio, ir išmatuojamas griovelio juostos ilgis. Kiekvieno bandinio viršutinė pusė išbandoma dviejose viena kitai statmenose vietose.
15.4 lentelė. Dylamojo atspario klasės
Klasė Vidutinis nudilintas tūris, mm3 A1 2100 A2 1100 A3 450
Dylamasis atsparis išreiškiamas nudilintos medžiagos tūrio V
kubiniais centimetrais. Jis apskaičiuojamas iš nudilinto griovelio juostos vidutinio ilgio pagal formulę:
8sin
180
2hdV
α−πα=; (15.3)
čia: d – besisukančio disko skersmuo (milimetrais); h – besisukančio disko storis (milimetrais); α – kampas (laipsniais) tarp besisukančio disko stygų, nubrėžtų į griovelio galus; l – juostos ilgis (milimetrais).
Medžiagų slydumas įvertinamas jų slystamuoju atspariu. Statybinės medžiagos ir gaminiai, naudojami grindims, terasoms, grindiniams, gatvėms, kiemams, dviračių takeliams, pėsčiųjų takams, turi atitikti tam tikrą slystamojo atspario klasę. Gaminiams,

200
naudojamiems išvardintiems paviršiams formuoti, gali būti nustatomas slystamojo atspario ilgalaikiškumas – slytamasis atsparis turi būti užtikrinamas per visą gaminių ekploatacijos trukmę, su sąlyga, kad bus atliekama normali jų įprastinė priežiūra, ir jie nebus šlifuoti arba poliruoti, siekiant gauti labai lygų paviršių.
Pagal slystamąjį atsparį keraminiai grindinio blokai skirstomi į klases (15.5 lentelė). Slystamasis atsparis nustatomas keraminį bloką 2 valandas išmirkius 20 °C vandenyje. Išmirkytas blokas bandomas specialiame švytuokliniame bandymo įrenginyje (15.10 pav.). Švytuoklinis trinties matuoklis (14.7 pav.) sudarytas iš tokių pagrindinių dalių: skalės (1), rodyklės (2), švytuoklės (3), guminio šliaužiklio (4), lygmens nustatymo sraigto (5), bandinio (6), bandinio laikiklio (7).
15.10 pav. Švytuoklinis bandymo įrenginys
Švytuoklės peties, įskaitant šliaužiklį, masė yra 1,5 kg. Šliaužiklis sudarytas iš guminės pagalvėlės, kurios matmenys tokie: ilgis 25,4 mm, plotis 76,2 mm, storis 6,4 mm, o masė 32 g (15.11 pav.). Šliaužiklio briaunos turi būti stačiakampės ir švariai atpjautos, o guma neužteršta. Prieš naudojant jis apdorojamas taip,
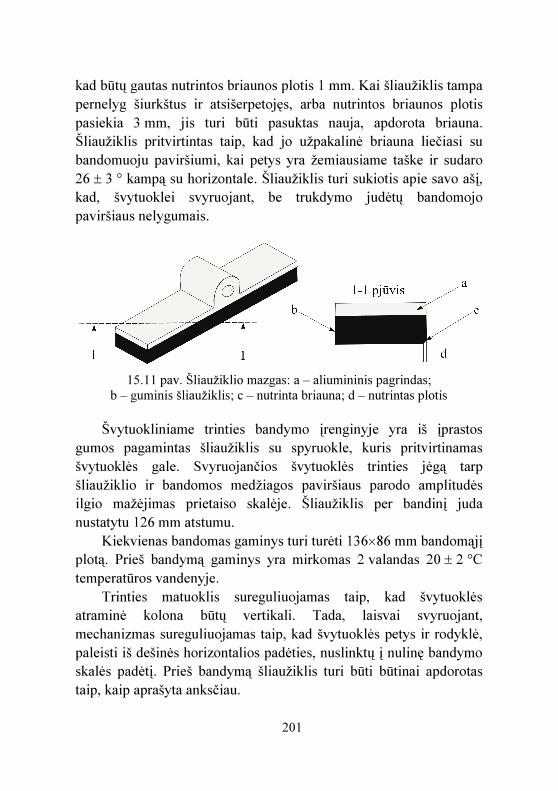
201
kad būtų gautas nutrintos briaunos plotis 1 mm. Kai šliaužiklis tampa pernelyg šiurkštus ir atsišerpetojęs, arba nutrintos briaunos plotis pasiekia 3 mm, jis turi būti pasuktas nauja, apdorota briauna. Šliaužiklis pritvirtintas taip, kad jo užpakalinė briauna liečiasi su bandomuoju paviršiumi, kai petys yra žemiausiame taške ir sudaro 26 ± 3 ° kampą su horizontale. Šliaužiklis turi sukiotis apie savo ašį, kad, švytuoklei svyruojant, be trukdymo judėtų bandomojo paviršiaus nelygumais.
15.11 pav. Šliaužiklio mazgas: a – aliumininis pagrindas;
b – guminis šliaužiklis; c – nutrinta briauna; d – nutrintas plotis Švytuokliniame trinties bandymo įrenginyje yra iš įprastos
gumos pagamintas šliaužiklis su spyruokle, kuris pritvirtinamas švytuoklės gale. Svyruojančios švytuoklės trinties jėgą tarp šliaužiklio ir bandomos medžiagos paviršiaus parodo amplitudės ilgio mažėjimas prietaiso skalėje. Šliaužiklis per bandinį juda nustatytu 126 mm atstumu.
Kiekvienas bandomas gaminys turi turėti 136×86 mm bandomąjį plotą. Prieš bandymą gaminys yra mirkomas 2 valandas 20 ± 2 °C temperatūros vandenyje.
Trinties matuoklis sureguliuojamas taip, kad švytuoklės atraminė kolona būtų vertikali. Tada, laisvai svyruojant, mechanizmas sureguliuojamas taip, kad švytuoklės petys ir rodyklė, paleisti iš dešinės horizontalios padėties, nuslinktų į nulinę bandymo skalės padėtį. Prieš bandymą šliaužiklis turi būti būtinai apdorotas taip, kaip aprašyta anksčiau.

202
Bandinio padėtis nustatoma tiksliai taip, kad šliaužiklio kelias būtų lygiagretus su bandinio ilgąja ašimi per visą šliaužimo ilgį. Švytuoklės peties aukštis sureguliuojamas: visas guminis šliaužiklis turi liestis per tiksliai apibrėžtą svirimo ilgį. Bandinio ir guminio šliaužiklio paviršiai drėkinami, dėl to šliaužiklis iš nustatyto kelio neiškrypsta.
Švytuoklė ir rodyklė paleidžiamos iš horizontalios padėties, švytuoklė sulaikoma, jai svyrant atgal, ir užrašoma rodyklės padėtis skalėje. Bandymas kartojamas 5 kartus, kiekvieną kartą iš naujo drėkinant bandinį. Jei 5 rodmenys skiriasi daugiau kaip trimis vienetais, bandymas kartojamas, kol visi rodmenys bus pastovūs. Ši vertė ir yra užrašoma. Bandinys apsukamas 180°, ir bandymas kartojamas. Slystamojo atspario klasės pateiktos 15.5 lentelėje.
15.5 lentelė. Slystamojo atspario klasės
Klasė Vidutinė slystamojo atspario vertė U0 Nedeklaruojama U1 35 U2 45 U3 55
Kai kurie gamintojai gali deklaruoti aukštesnes vertes.
Lanksčiai klojybai skirtų keraminių grindinio blokų, tam tikrais atvejais naudojamų išorėje pramonėje ir žemės ūkyje, atsparumas rūgščiai nustatomas metodu, pagal kurį matuojami įprastomis sąlygomis gauti masės nuostoliai dėl rūgšties poveikio.
Naudojamos rūgštys: − sieros rūgštis H2SO4 : d (20 °C) = 1,064 g/cm3 iki
1,068 g/cm3; − azoto rūgštis HNO3 : d (20 °C) = 1,053 g/cm3 iki
1,056 g/cm3. Jeigu dėl galimo atsitiktinio rūgšties išsiliejimo į eismo zoną
reikalaujama atsparumo rūgšties poveikiui, nuostoliai negali viršyti 7

203
%. Grindinio blokai, atitinkantys šiuos reikalavimus, turi būti žymimi „C klase“. Gamintojas gali deklaruoti mažesnę negu 7 % vertę.
Ilgaamžiškumas, spalvos patvarumas ir atsparumas šalčiui – keraminių grindinio blokų ypatybės, dėl kurių šis gaminys laikomas viena iš ekonomiškiausių statybos bei apdailos medžiagų, tinkančių visuomeninės bei privačios paskirties pastatams bei juos supančiai aplinkai.
Keraminės trinkelės gali būti ir skaldomos (pagamintos iš nevisiškai perpjautų gaminių: gaminys yra dalinamas į lygias dalis, paliekant ploną nepadalintą sluoksnį) (15.12 pav.), jos gali būti suskaldytos, jau klojant grindinį. Tai pat iš keramikos gaminami elementai, skirti apželdintai važiuojamajai daliai formuoti (15.13 paveikslas a), iš jų gali būti formuojami latakai (15.13 paveikslas b) ar jie naudojami kaip vejos kraštą formuojantys elementai (15.13 paveikslas d), gaminami ir elementai, skirti vandeniui drenuoti nuo paviršiaus į gruntą (15.13 paveikslas c, e), taip pat skaldyti tinkami gaminiai (15.13 paveikslas f).
15.12 pav. Keraminių grindinio trinkelių pavyzdžiai

204
15.13 pav. Keraminių grindinio elementų pavyzdžiai
15.4. Aplinkos tvarkymo dirbiniai iš betono
Betoniniai grindinio blokai (betoninės trinkelės) – tai gaminiai, atitinkantys tam tikrus formos ir matmenų reikalavimus, naudojami kelių grindinio paviršiniam sluoksniui. Šie gaminiai naudojami išorės grindiniams, tačiau gali būti naudojami ir tarnybinės paskirties vidaus patalpoms. Betoniniai grindinio blokai gaminami iš betono mišinio vibropresavimo būdu.
Betoniniai grindinio blokai gali būti gaminami iš vientiso betono mišinio arba būti sudaryti iš kelių sluoksnių. Viršutinis apdailos sluoksnis gali būti formuojamas iš balto marmuro ar įvairių spalvų granito. Blokai būna natūralios pilkos spalvos arba spalvoti (15.14 pav.).
Gaminiai gali būti stačiakampiai ar bet kurios kitos formos (kvadratinės, rombo, daugiakampio), ir tai leidžia juos kloti pagal pasikartojantį pavyzdį. Blokai gali turėti tarpo riboklius dviejuose arba daugiau paviršių, kurie yra statmeni grindinio paviršiui (15.15 paveikslas a), gali turėti nusklembtas briaunas aplink vieną ar
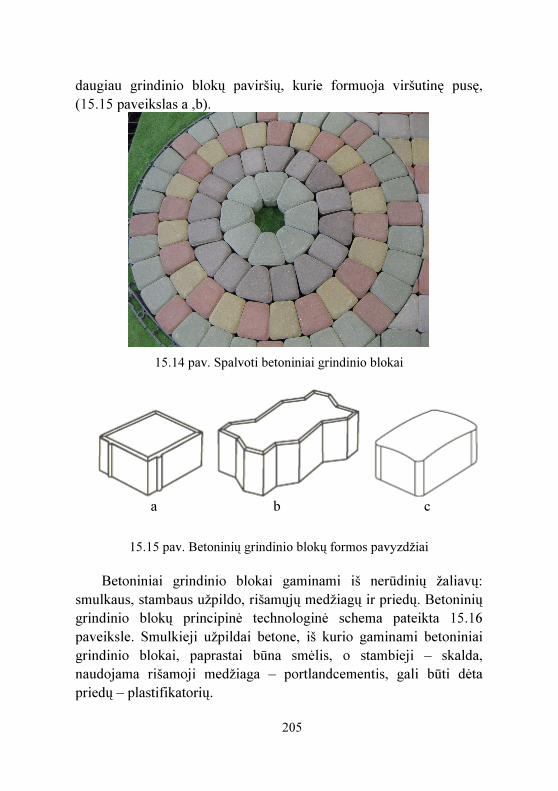
205
daugiau grindinio blokų paviršių, kurie formuoja viršutinę pusę, (15.15 paveikslas a ,b).
15.14 pav. Spalvoti betoniniai grindinio blokai
a b c 15.15 pav. Betoninių grindinio blokų formos pavyzdžiai
Betoniniai grindinio blokai gaminami iš nerūdinių žaliavų: smulkaus, stambaus užpildo, rišamųjų medžiagų ir priedų. Betoninių grindinio blokų principinė technologinė schema pateikta 15.16 paveiksle. Smulkieji užpildai betone, iš kurio gaminami betoniniai grindinio blokai, paprastai būna smėlis, o stambieji – skalda, naudojama rišamoji medžiaga – portlandcementis, gali būti dėta priedų – plastifikatorių.
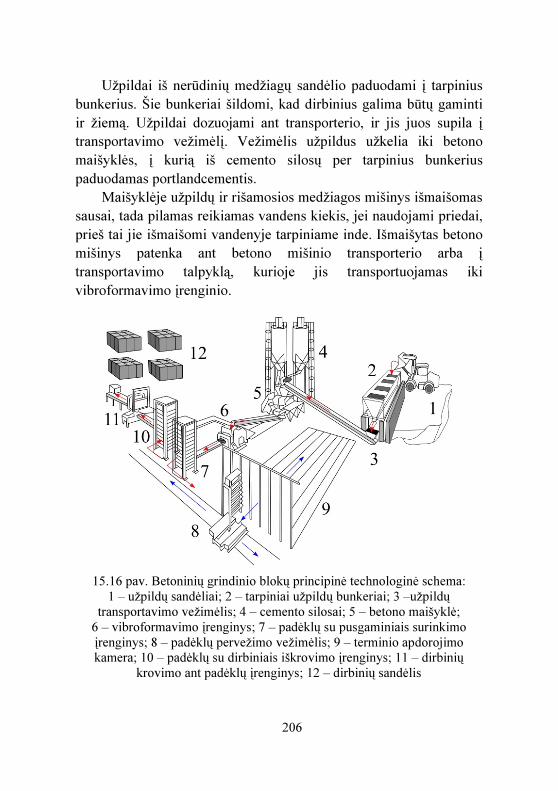
206
Užpildai iš nerūdinių medžiagų sandėlio paduodami į tarpinius bunkerius. Šie bunkeriai šildomi, kad dirbinius galima būtų gaminti ir žiemą. Užpildai dozuojami ant transporterio, ir jis juos supila į transportavimo vežimėlį. Vežimėlis užpildus užkelia iki betono maišyklės, į kurią iš cemento silosų per tarpinius bunkerius paduodamas portlandcementis.
Maišyklėje užpildų ir rišamosios medžiagos mišinys išmaišomas sausai, tada pilamas reikiamas vandens kiekis, jei naudojami priedai, prieš tai jie išmaišomi vandenyje tarpiniame inde. Išmaišytas betono mišinys patenka ant betono mišinio transporterio arba į transportavimo talpyklą, kurioje jis transportuojamas iki vibroformavimo įrenginio.
15.16 pav. Betoninių grindinio blokų principinė technologinė schema:
1 – užpildų sandėliai; 2 – tarpiniai užpildų bunkeriai; 3 –užpildų transportavimo vežimėlis; 4 – cemento silosai; 5 – betono maišyklė; 6 – vibroformavimo įrenginys; 7 – padėklų su pusgaminiais surinkimo įrenginys; 8 – padėklų pervežimo vežimėlis; 9 – terminio apdorojimo kamera; 10 – padėklų su dirbiniais iškrovimo įrenginys; 11 – dirbinių
krovimo ant padėklų įrenginys; 12 – dirbinių sandėlis
207
Betono mišinys pilamas į vibroformavimo įrenginio betono mišinio talpyklą, iš kurios keliauja į įrenginio formavimo dalį. Betoninės trinkelės formuojamos ant padėklų. Švarūs, paruošti padėklai patenka į formavimo įrenginio formavimo dalį. Ant padėklo nuleidžiama betoninių grindinio blokų forma ir užpildoma betoniniu mišiniu iš įrenginio talpyklos. Ant užpildytos mišiniu formos nusileidžia vibropresavimo štampas, jis vienu metu vibruoja ir presuoja betono mišinį. Visas formavimo procesas įrenginyje paprastai vyksta 10 sekundžių. Po vibravimo ir presavimo štampas pakeliamas, tada pakeliama ir įrenginio forma. Ant padėklo lieka suformuoti pusgaminiai, kurie jau turi pradinę formą, tačiau dar nėra stiprūs ir gali subyrėti. Padėklas su pusgaminiais keliauja ant padėklų surinkimo lentynų, ir jos vežimėliu nustumiamos į terminio apdorojimo kamerą, kur palaikoma nustatyta temperatūra ir drėgmė. Išbuvę nustatytą laiką, pusgaminiai terminio apdorojimo kameroje įgauna pradinį stiprį ir iš jos išvežami į padėklų su dirbiniais iškrovimo įrenginį. Šiame įrenginyje dirbiniai nuimami nuo padėklų ir kraunami į krūvas vienas ant kito, iki susirinks reikiama eilė. Dirbiniai apsukami polietileno plėvele ir vežami į sandėlį, kuris gali būti ir atviro tipo. Po nustatyto laiko dirbiniai įgauna projektinį stiprį.
Betoniniai grindinio blokai tvirti, jų stipris 40–50 MPa, įgeria mažai vandens <5 %, yra atsparūs atmosferos poveikiams, atsparumas šalčiui iki 200 ciklų, laikui bėgant, nekeičia spalvos, jų paviršius šiurkštus, atsparus trinčiai, dilumas iki 0,4 g/cm2. Šie blokai naudojami prekybos centrų, aikščių, lauko kavinių, privačių namų kiemams grįsti, gyvenamųjų kvartalų gatvėms, aikštėms, terasoms, dviračių takeliams, pėsčiųjų takams ir t. t.
Betoniniai grindinio blokai grindžiami tiesiai ant žvyro ir smėlio arba ant betono pagrindo.
Betoniniai grindinio blokai turi pakankamą slystamąjį atsparį, jei jų viršutinė pusė nėra šlifuota arba poliruota arba taip pagaminta, kad būtų labai lygi. Jei blokai gali būti klojami daugiau negu viena padėtimi, skirtingos atitinkamų viršutinių pusių paviršių slystamojo atspario vertės turi būti žinomos. Nepoliruotų grindinio blokų

208
slystamojo atspario vertės gali būti suklasifikuotos ir įvertintos slystamojo atspario klase.
Betoninių grindinio blokų forma, matmenys ir matmenų nuokrypiai (15.6 lentelė) nustatomi matuojant. Blokų matmenys matuojami skirtingose pusėse ne arčiau kaip 20 mm nuo bloko kraštų. Rezultatai apskaičiuojami milimetrų tikslumu.
Jei betoniniai grindinio blokai sudaryti iš kelių skirtingų betono mišinio sluoksnių, viršutinio sluoksnio storis turi būti ne mažesnis kaip 4 mm. Kiekvieno bloko išmatuoto ilgio matmenys neturi skirtis daugiau kaip 3 mm. Blokų tekstūra ir spalva tikrinamos, apžiūrint blokus dienos šviesoje iš 2 m atstumo ir palyginus juos su etalonu. Taip pat tikrinama, ar blokai turi pažaidų, įskilimų ar nudaužimų.
15.6 lentelė. Betoninių grindinio blokų matmenų nuokrypiai
Bloko apibūdinimas Bloko matmenys Plotis Storis Ilgis
Blokas, kurio ilgis < 100 mm ± 2 mm ± 2 mm ± 3 mm Blokas, kurio ilgis ≥ 100 mm ± 3 mm ± 3 mm ± 4 mm
Betoninių grindinio blokų tankis nustatomas, matuojant juos
slankmačiu ir sveriant svarstyklėmis, o įmirkis – mirkant 20 ± 5 °C vandenyje. Vandens lygis virš bloko paviršiaus turi sudaryti ne mažiau kaip 2, o tarpai tarp bandinių – ne mažiau kaip 1,5 cm. Blokai mirkomi mažiausiai 3 paras arba iki to momento, kai įmirkyto bandinio masė po 24 valandų mirkymo skiriasi mažiau nei 0,1 %. Po mirkymo bandiniai išdžiovinami džiovykloje 105 ± 5 °C temperatūroje.
Pagal vandens įmirkio rezultatus betoniniai grindinio blokai skirstomi į klases (15.7 lentelė).
15.7 lentelė. Blokų klasės pagal vandens įmirkį
Klasė Žymėjimas Vandens įmirkis % pagal masę 1 A nereglamentuojama 2 B ≤6
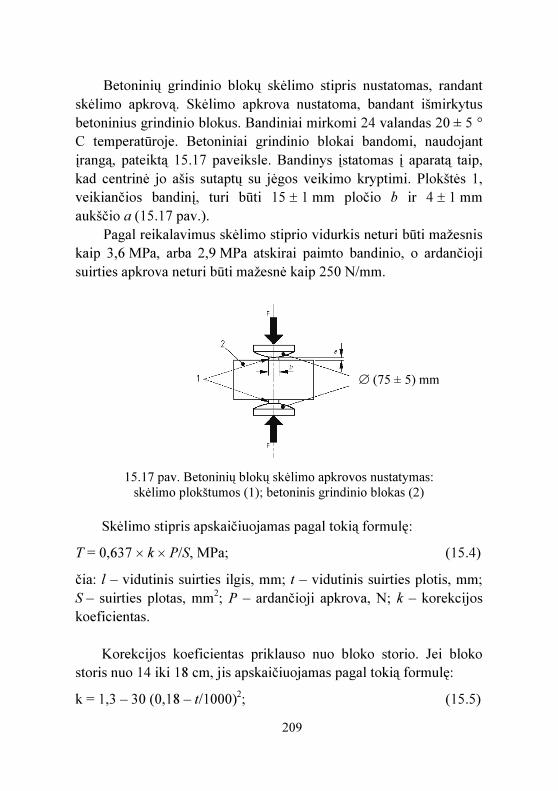
209
Betoninių grindinio blokų skėlimo stipris nustatomas, randant skėlimo apkrovą. Skėlimo apkrova nustatoma, bandant išmirkytus betoninius grindinio blokus. Bandiniai mirkomi 24 valandas 20 ± 5 ° C temperatūroje. Betoniniai grindinio blokai bandomi, naudojant įrangą, pateiktą 15.17 paveiksle. Bandinys įstatomas į aparatą taip, kad centrinė jo ašis sutaptų su jėgos veikimo kryptimi. Plokštės 1, veikiančios bandinį, turi būti 15 ± 1 mm pločio b ir 4 ± 1 mm aukščio a (15.17 pav.).
Pagal reikalavimus skėlimo stiprio vidurkis neturi būti mažesnis kaip 3,6 MPa, arba 2,9 MPa atskirai paimto bandinio, o ardančioji suirties apkrova neturi būti mažesnė kaip 250 N/mm.
15.17 pav. Betoninių blokų skėlimo apkrovos nustatymas: skėlimo plokštumos (1); betoninis grindinio blokas (2)
Skėlimo stipris apskaičiuojamas pagal tokią formulę: T = 0,637 × k × P/S, MPa; (15.4) čia: l – vidutinis suirties ilgis, mm; t – vidutinis suirties plotis, mm; S – suirties plotas, mm2; P – ardančioji apkrova, N; k – korekcijos koeficientas.
Korekcijos koeficientas priklauso nuo bloko storio. Jei bloko
storis nuo 14 iki 18 cm, jis apskaičiuojamas pagal tokią formulę: k = 1,3 – 30 (0,18 – t/1000)2; (15.5)
∅ (75 ± 5) mm
210
Jei bloko storis didesnis kaip 18 cm, k = 1,3; jei bloko storis mažesnis kaip 14 cm, koeficientas pasirenkamas pagal 15.8 lentelę.
15.8 lentelė. Korekcijos koeficiento reikšmės t, mm
40 50 60 70 80 90 100 110 120 130 140
k 0,71 0,79 0,87 0,94 1 1,06 1,11 1,15 1,19 1,23 1,25
Suirties ardančioji apkrova (10 N/mm tikslumu) apskaičiuojama pagal tokią formulę: F = P/l, N/mm (15.6) čia: P – ardančioji apkrova, N; l – vidutinis suirties ilgis, mm.
Betonas yra ilgaamžiška ir patvari medžiaga. Eksploatacijos
metu aplinkos tvarkymo elementus veikia fizikiniai mechaniniai ir fizikiniai cheminiai veiksniai, o ypač agresyvi cheminė aplinka. Betono atsparumas agresyvios aplinkos poveikiui lemia iš jo pagamintų konstrukcijų ilgaamžiškumą. Betono sudėtis ir sudedamosios medžiagos turi leisti išlaikyti tinkamą gaminių eksploatacinių savybių lygį. Praktikoje gaminių ilgaamžiškumo lygis priklauso nuo projektavimo, medžiagų parinkimo ir projekto įvykdymo derinimo. Reikiamos ilgaamžiškumo savybės priklauso nuo konstrukcijų eksploatavimo trukmės, jų panaudojimo ir nuo naudojamų apsauginių priemonių, planinės priežiūros, taip pat nuo irimo padarinių. Labai svarbūs ir tokie parametrai: projektavimo kruopštumas, konstrukcinė sistema, atskirų konstrukcijų forma, konstrukcinio bei architektūrinio išbaigtumo lygis, medžiagų suderinamumas, darbų atlikimo kokybė.
Pagal LST EN 206-1 „Betonas. 1 dalis. Techniniai reikalavimai, savybės, gamyba ir atitiktis“ standartą aplinkos poveikiai skirstomi į aplinkos poveikių klases:
XO – kai nėra korozijos ar agresijos rizikos; XC1–XC4 – kai yra karbonizacijos sukeliama korozija;
211
XD1–XD3 – kai yra chloridų, bet ne jūros vandens sukelta korozija;
XS1–XS3 – kai yra jūros vandens chloridų sukeliama korozija; XF1–XF4 – kai yra šaldymo ir atšildymo poveikis su druska
arba be jos; XA1–XA3 – kai yra cheminis poveikis. Pagal šias aplinkos poveikių klases yra pateiktos betono sudėčių
parinkimo rekomendacijos, kuriose atsispindi didžiausias vandens cemento santykis, mažiausia betono stiprio klasė, mažiausias cemento kiekis kg/m3 betono, mažiausias oro kiekis procentais ir kai kurie kiti reikalavimai. Pavyzdžiui, vertikalūs betono paviršiai, veikiami lietaus ir šalčio, priskiriami XF1 aplinkos poveikio klasei, turi būti pagaminti iš C30/37 klasės betono, kuriame mažiausias cemento kiekis 300 kg/m3, o didžiausias vandens ir cemento santykis 0,55, naudojant užpildus su reikiamu atsparumu šalčiui.
Korozija – tai sukietėjusio cementinio akmens irimas dėl įvairių fizikinių ir cheminių veiksnių. Suirusių betoninių grindinio blokų vaizdas pateiktas 15.18 paveiksle. Korozija gali būti cheminė (ją sukelia cheminės reakcijos tarp sukietėjusio cemento komponentų ir vandenyje ar dujose esančių junginių) ir fizikinė.
Fizikinės korozijos priežastis yra daugkartinis cikliškas sukietėjusio betono drėkinimas ir džiūvimas, užšalimas ir atšilimas, taip pat druskų kristalizacija sukietėjusio betono kapiliaruose.
Cheminė korozija skirstoma į 5 tipus: − korozija, kai išplaunamos tirpios medžiagos; − rūgštinė korozija; − karbonatinė korozija; − sulfatinė korozija; − magnezinė korozija. Pagrindinė korozijos, kai išplaunamos tirpios medžiagos,
priežastis yra ta, kad vandenyje tirpsta kalcio hidroksidas, kuris
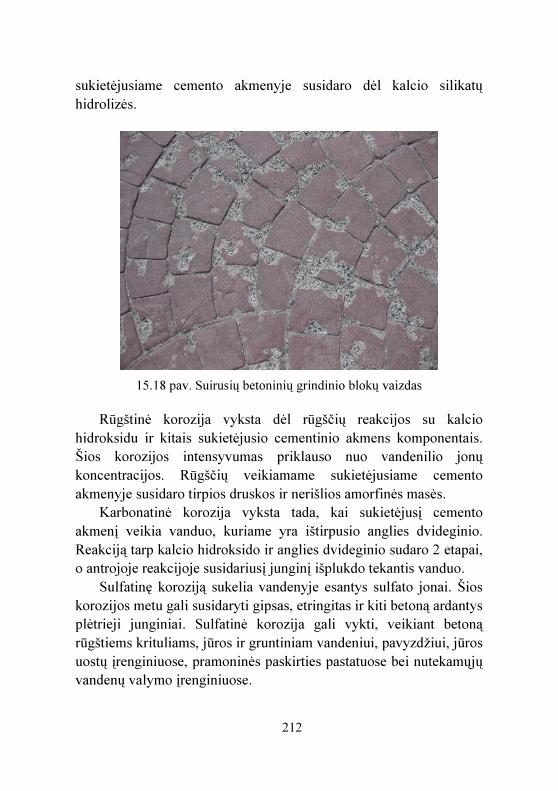
212
sukietėjusiame cemento akmenyje susidaro dėl kalcio silikatų hidrolizės.
15.18 pav. Suirusių betoninių grindinio blokų vaizdas
Rūgštinė korozija vyksta dėl rūgščių reakcijos su kalcio hidroksidu ir kitais sukietėjusio cementinio akmens komponentais. Šios korozijos intensyvumas priklauso nuo vandenilio jonų koncentracijos. Rūgščių veikiamame sukietėjusiame cemento akmenyje susidaro tirpios druskos ir nerišlios amorfinės masės.
Karbonatinė korozija vyksta tada, kai sukietėjusį cemento akmenį veikia vanduo, kuriame yra ištirpusio anglies dvideginio. Reakciją tarp kalcio hidroksido ir anglies dvideginio sudaro 2 etapai, o antrojoje reakcijoje susidariusį junginį išplukdo tekantis vanduo.
Sulfatinę koroziją sukelia vandenyje esantys sulfato jonai. Šios korozijos metu gali susidaryti gipsas, etringitas ir kiti betoną ardantys plėtrieji junginiai. Sulfatinė korozija gali vykti, veikiant betoną rūgštiems krituliams, jūros ir gruntiniam vandeniui, pavyzdžiui, jūros uostų įrenginiuose, pramoninės paskirties pastatuose bei nutekamųjų vandenų valymo įrenginiuose.

213
Magnezinės korozijos metu gali veikti magnio ir sulfato jonai ar magnio sulfato junginiai.
Gaminių apsaugos būdai nuo agresyvios aplinkos gali būti tokie: − atitinkamo cemento parinkimas; − labai tankaus betono naudojimas; − specialių priedų, mikroužpildų naudojimas; − apsauginio sluoksnio naudojimas. Esant agresyviai cheminei aplinkai, kai sulfato jonų
koncentracija didesnė kaip 600mg/l, naudojamas sulfatams atsparus cementas.
Įprastinius betoninius šaligatvio elementus Lietuvoje veikia tokie kenksmingi aplinkos poveikiai:
− jie cikliškai sudrėksta ir išdžiūva; − retkarčiais gali ilgai mirkti vandenyje; − juos gali veikti ledą tirpinančios druskos; − juos veikia šaltis ir atitirpimas; − taip pat gali veikti kiti nepaminėti aplinkos poveikiai (UV
spinduliai, rūgštūs krituliai).
15.19 pav. Netinkamas lietaus nuvedimo sistemos įrengimas, kuris gali būti
šių gaminių suirties priežastis
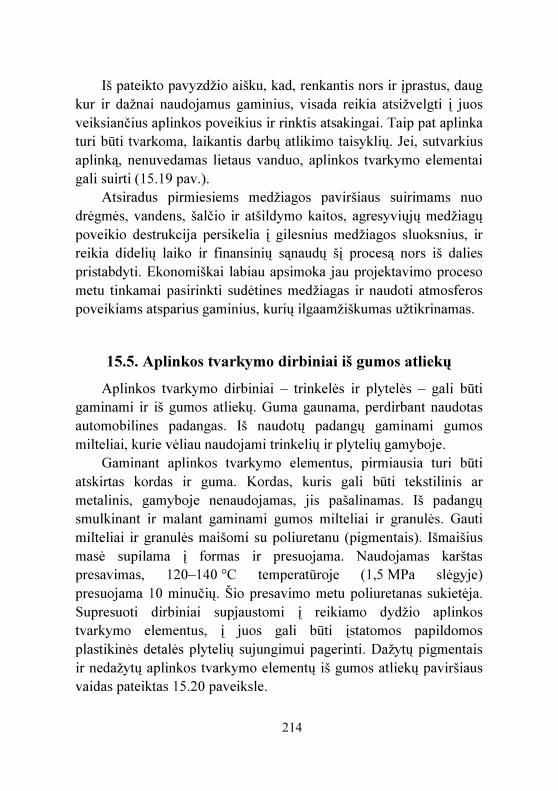
214
Iš pateikto pavyzdžio aišku, kad, renkantis nors ir įprastus, daug kur ir dažnai naudojamus gaminius, visada reikia atsižvelgti į juos veiksiančius aplinkos poveikius ir rinktis atsakingai. Taip pat aplinka turi būti tvarkoma, laikantis darbų atlikimo taisyklių. Jei, sutvarkius aplinką, nenuvedamas lietaus vanduo, aplinkos tvarkymo elementai gali suirti (15.19 pav.).
Atsiradus pirmiesiems medžiagos paviršiaus suirimams nuo drėgmės, vandens, šalčio ir atšildymo kaitos, agresyviųjų medžiagų poveikio destrukcija persikelia į gilesnius medžiagos sluoksnius, ir reikia didelių laiko ir finansinių sąnaudų šį procesą nors iš dalies pristabdyti. Ekonomiškai labiau apsimoka jau projektavimo proceso metu tinkamai pasirinkti sudėtines medžiagas ir naudoti atmosferos poveikiams atsparius gaminius, kurių ilgaamžiškumas užtikrinamas.
15.5. Aplinkos tvarkymo dirbiniai iš gumos atliekų Aplinkos tvarkymo dirbiniai – trinkelės ir plytelės – gali būti
gaminami ir iš gumos atliekų. Guma gaunama, perdirbant naudotas automobilines padangas. Iš naudotų padangų gaminami gumos milteliai, kurie vėliau naudojami trinkelių ir plytelių gamyboje.
Gaminant aplinkos tvarkymo elementus, pirmiausia turi būti atskirtas kordas ir guma. Kordas, kuris gali būti tekstilinis ar metalinis, gamyboje nenaudojamas, jis pašalinamas. Iš padangų smulkinant ir malant gaminami gumos milteliai ir granulės. Gauti milteliai ir granulės maišomi su poliuretanu (pigmentais). Išmaišius masė supilama į formas ir presuojama. Naudojamas karštas presavimas, 120–140 °C temperatūroje (1,5 MPa slėgyje) presuojama 10 minučių. Šio presavimo metu poliuretanas sukietėja. Supresuoti dirbiniai supjaustomi į reikiamo dydžio aplinkos tvarkymo elementus, į juos gali būti įstatomos papildomos plastikinės detalės plytelių sujungimui pagerinti. Dažytų pigmentais ir nedažytų aplinkos tvarkymo elementų iš gumos atliekų paviršiaus vaidas pateiktas 15.20 paveiksle.
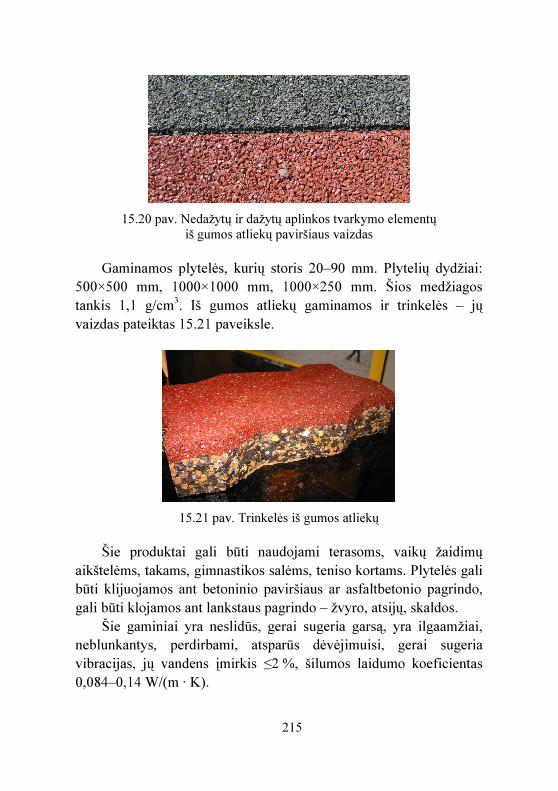
215
15.20 pav. Nedažytų ir dažytų aplinkos tvarkymo elementų
iš gumos atliekų paviršiaus vaizdas Gaminamos plytelės, kurių storis 20–90 mm. Plytelių dydžiai:
500×500 mm, 1000×1000 mm, 1000×250 mm. Šios medžiagos tankis 1,1 g/cm3. Iš gumos atliekų gaminamos ir trinkelės – jų vaizdas pateiktas 15.21 paveiksle.
15.21 pav. Trinkelės iš gumos atliekų
Šie produktai gali būti naudojami terasoms, vaikų žaidimų aikštelėms, takams, gimnastikos salėms, teniso kortams. Plytelės gali būti klijuojamos ant betoninio paviršiaus ar asfaltbetonio pagrindo, gali būti klojamos ant lankstaus pagrindo – žvyro, atsijų, skaldos.
Šie gaminiai yra neslidūs, gerai sugeria garsą, yra ilgaamžiai, neblunkantys, perdirbami, atsparūs dėvėjimuisi, gerai sugeria vibracijas, jų vandens įmirkis ≤2 %, šilumos laidumo koeficientas 0,084–0,14 W/(m · K).

216
LITERATŪRA Bliujus, V.; Alkevičienė, D. 2007. Statyba. Tinkavimo darbai. Vilnius:
Lietuvos darbo rinkos mokymo tarnyba. 159 p. Butavičienė, V. 2008. Pastato dažymas ir apmušalų klijavimas.Vilnius:
Mintis. 270 p. Daunoravičius, M.; Vektaris, B. 2008. Statybinės biriosios apdailos
medžiagos. Kaunas: Technologija. 138 p. Duggal, S. K. 2007. Building Materials. London and New York: Taylor and
Francis. 390 p. Kičaitė, A.; Mačiulaitis, R.; Žurauskienė, R.; Nagrockienė, D.;
Malaiškienė, J. 2006. Statybinės medžiagos: laboratoriniai darbai. 2 dalis. Vilnius: Technika. 112 p.
Kula, D.; Ternaux, E. 2010. Materiology. The creative‘s guide to materials and technologies. Amsterdam and Birksauser. 329 p.
Lyons, A. 2010. Materials for architects and builders. Elsevier Ltd. 420 p. Mačiulaitis, R.; Žurauskienė, R. 2007. Mažo poringumo statybinė keramika
iš vietinių ir technogeninių žaliavų: monografija. Vilnius: Technika. 220 p.
Nagrockienė, D.; Žurauskienė, R. 2007. Statybinės medžiagos ir jų gaminiai. Vilnius: Technika. 184 p.
Naujokaitis, A. 2010. Statybinės medžiagos. Sausieji statybiniai mišiniai. Vilnius: Technika. 364 p.
Newell, J. 2009. Essentials of modern material science and engineering. Wiley. 325 p.
Snell, C.; Callahan, T. 2009. Building Green. A complete how-to guide to alternative building methods. New York/London: Lark books. 611 p.
Vektaris, B. 1998. Smulkiagrūdžiai statybiniai mišiniai ir skiediniai. Kaunas: Technologija. 230 p.
Žemaitaitis, A. 2001. Polimerų fizika ir chemija. Kaunas: Technologija. 567 p.
Žurauskienė, R.; Nagrockienė, D. 2008. Statybinių medžiagų ir dirbinių technologija. Vilnius: Technika. 188 p.