anÁlisis comparativo de operaciÓn de la utilizaciÓn de … · 2014-06-12 · universidad mariano...
TRANSCRIPT

UNIVERSIDAD MARIANO GÁLVEZ DE GUATEMALAFACULTAD DE INGENIERÍA, MATEMÁTICA Y CIENCIAS FÍSICAS
ANÁLISIS COMPARATIVO DE OPERACIÓNDE LA UTILIZACIÓN DE UN PRECIPITADOR
ELECTROSTÁTICO VRS UNA TORRE LAVADORADE GASES (SCRUBBER) EN CALDERAS
DE BIOMASA EN INGENIO LA UNIÓN S.A.
DIEGO ARMANDO TELÓN GARCÍA
GUATEMALA, ABRIL DE 2014
UNIVERSIDAD MARIANO GÁLVEZ DE GUATEMALAFACULTAD DE INGENIERÍA, MATEMÁTICA Y CIENCIAS FÍSICAS
ANÁLISIS COMPARATIVO DE OPERACIÓN DE LA UTILIZACIÓN DE UNPRECIPITADOR ELECTROSTÁTICO VRS UNA TORRE LAVADORA DE GASES
(SCRUBBER) EN CALDERAS DE BIOMASA EN INGENIO LA UNIÓN S.A.
TRABAJO DE GRADUACIÓN
PRESENTADO POR:
DIEGO ARMANDO TELÓN GARCÍA
previo a optar al Grado Académico de
LICENCIADO EN INGENIERÍA INDUSTRIAL
y al Título Profesional de
INGENIERO INDUSTRIAL
Guatemala, Abril de 2014

iii
AUTORIDADES Y TRIBUNALQUE PRACTICÓ EL EXAMEN DEL TRABAJO DE GRADUACIÓN
DECANO DE LA FACULTAD: Ing. Rolando Estuardo Torres Salazar
SECRETARIO DE LA FACULTAD: Ing. Mauricio García García
PRESIDENTEDEL TRIBUNAL EXAMINADOR: Ing José Enrique Busto Valdez
SECRETARIO: Ing Leonel Estuardo Gamboa Arévalo
VOCAL: Ing Gildardo Hernán Cardona Alvarez

iv

v
Artículo 8o.: RESPONSABILIDAD
Solamente el autor es responsable de los conceptos expresados
en el trabajo de tesis. Su aprobación en manera alguna implica
responsabilidad para la Universidad.

±L
ÍNDICE GENERAL
ÍNDICE DE FIGURAS IX
ÍNDICE DE TABLAS X
GLOSARIO XI
JUSTIFICACIÓN XII
RESUMEN XIII
OBJETIVOS XIV
INTRODUCCIÓN XV
1 INFORMACIÓN DE FASE DE INVESTIGACIÓN DE LA EMPRESA 11.1 Descripción productiva de la empresa 1
1.1.1 Producción de azúcar 1
1.1.2 Generación y cogeneración de energía eléctrica 3
1.2 Áreas del proceso de producción de azúcar 5
1.2.1 Área de maquinaria 5
1.2.1.1 Patio de caña 5
1.2.1.2 Molinos 5
1.2.2 Área de fabricación 8
1.3 Situación actual de la empresa 11
1.3.1 Tecnológica 11
1.3.2 Económica 11
1.3.3 Social 12
2 DESCRIPCIÓN DE PRECIPITADORES ELECTROSTÁTICOS 132.1 Introducción 13
2.2 Tipos de precipitadores electrostáticos 13
2.2.1 Precipitador de placa-alambre 14
2.2.2 Precipitadores de placa plana 17
2.2.3 Precipitadores tubulares 19
2.2.4 Precipitadores húmedos 20

±II
2.2.5 Precipitadores de dos etapas 20
2.3 Equipos auxiliares 22
2.4 Características de la partícula 25
2.5 Características del gas 25
2.6 Limpieza 26
2.7 Características de construcción 27
3 TEORÍA DE TORRES LAVADORAS DE GASES (SCRUBBER) 293.1 Descripción de la operación de las torres lavadoras (Scrubber) 29
3.2 Diseño de Scrubber en operación en la caldera de condensación 31
3.3 Tipos de torres lavadoras 36
3.3.1 Torre rociadora 36
3.3.2 Torre de lecho empacado 37
3.3.3 Torre lavadora de lecho flotante 38
3.3.4 Torre lavadora centrífuga 38
3.3.5. Torre lavadora tipo Venturi 40
3.4. Evaluación económica del proyecto Scrubber instalado en caldera 6 decondensación 41
3.5. Fundamentos de la evaluación del proyecto de instalación de un Scrubber,lavador de gases caldera No. 6 43
3.6 Riesgos del proyecto al no tener la operación del Scrubber en la calderaNo.6 43
4 ANÁLISIS COMPARATIVO DE UN PRECIPITADOR ELECTROSTÁTICOVS. UNA TORRE LAVADORA DE GASES 45
4.1 Innovación de nuevas tecnologías en la extracción de ceniza en unacaldera de carbón- biomasa 45
4.2 Costo de instalación del precipitador electrostático 50
4.3 Costo de instalación de torre lavadora de gases (Scrubber) 51
4.4 Análisis FODA de un precipitador electrostático 53
4.5 Análisis FODA de una torre lavadora de gases 54
4.6 Comparativo de operación entre un precipitador electrostático vs. una torrelavadora de gases 55
4.6.1 Gráficas de comparación costo – eficiencia 56
±III
5 CONCLUSIONES 606 RECOMENDACIONES 617 BIBLIOGRAFÍA 628 ANEXOS 64

I·
ÍNDICE DE FIGURAS
Figura 1 - Patio de caña 6Figura 2 - Molinos 6Figura 3 – Evaporadores 9Figura 4 – Tachos 10Figura 6 - Dispositivo de control y equipo auxiliar típico 23Figura 7 – Scrubber 32Figura 8 - Diagrama HPB ingeniería e equipamientos Ltda. 33Figura 10 - Eficiencia 57Figura 11 - Costo de operación 58Figura 12 - Ceniza a operar 58Figura 13 - Filtro de mangas 64Figura 14 - Torre lavadora de gases (Scrubber) 65Figura 15 - Precipitador electrostático 66Figura 16 - Precipitador electrostático 67
·
ÍNDICE DE TABLAS
Tabla 1 - Análisis costo-eficiencia (ceniza a operar) 56
Tabla 2 - Insumos y costo total de operación 59

·I
GLOSARIO
Bagazo Es el residuo que se obtiene al extraer el jugo de la
caña.
Bunker Es un combustible residual que se obtiene de la
destilación y refinación de los hidrocarburos.
Ceniza Es el producto que se obtiene de la combustión de un
sólido (bagazo).
EPA Agencia de Protección Ambiental de Estados Unidos.
FODA Herramienta sencilla que permite obtener una mejor
perspectiva de la situación estratégica de una
organización.
PES Precipitador electrostático. Es un dispositivo utilizado
para la descontaminación del aire, que utiliza las
fuerzas eléctricas.
SCRUBBER Sistema de tratamiento primario de gases que busca
remover partículas sólidas.
Zafra Es la etapa de mayor actividad productiva de azúcar en
el ingenio.

·II
JUSTIFICACIÓN
La implementación de un precipitador electrostático en una caldera de carbón-
biomasa obedece a las expectativas de las empresas industriales azucareras en
general, de mejorar la eficiencia en sus sistemas productivos, buscando siempre la
innovación y aplicación de nuevas tecnologías que permitan competir en los
niveles más altos de vanguardia a nivel nacional e internacional.
Ingenio La Unión S.A., buscando la excelencia en todo terreno para incrementar
su valor cuantitativo y además mejorar sus valores cualitativos en las operaciones
que realiza en el departamento de generación de energía, recurre al uso de
nuevas tecnologías.
Dentro de los factores primordiales tomados en cuenta por Ingenio La Unión S.A.
para la justificación del proyecto de implementación de un precipitador
electrostático en una caldera de carbón-biomasa, está la reducción de
contaminación del medio ambiente de partículas emitidas a la atmósfera, la
reducción o eliminación de agua en el proceso de captación de partículas de
ceniza en los gases de combustión y en un enfoque general, tomando en cuenta
estos factores mencionados, mejorar la eficiencia de recolección de ceniza con
estos nuevos equipos.

·III
RESUMEN
En el presente trabajo se realiza una investigación de las nuevas tecnologías que
están sobresaliendo en el área industrial, específicamente tecnología aplicada en
calderas biomasa-carbón en el año 2014.
Los precipitadores electrostáticos son equipos con tecnología innovadora que se
están empezando a utilizar en el siglo XXI en la extracción de ceniza en gases de
combustión de calderas en ingenios azucareros, los cuales están dedicados a la
generación de energía. En el siguiente informe se presenta un análisis entre los
costos de instalación, operación y beneficios de la implementación de un
precipitador electrostático vs. una torre lavadora de gases (Scrubber) en dos
calderas de biomasa en funcionamiento, en Ingenio La Unión S.A.
Se desea dar al lector una idea más amplia y un enfoque más práctico de la
utilización de estos equipos, que a la fecha de la investigación están siendo
utilizados en las plantas de generación de energía a nivel nacional en Guatemala.

·I±
OBJETIVOS
- GENERAL
Realizar un análisis comparativo de un precipitador electrostático vs. una
torre lavadora de gases a base de agua, tomando en consideración sus
principios de funcionamiento, sus características principales y factores
adicionales para su correcta aplicación y la interpretación clara que permita
facilitar los procesos industriales en Ingenio La Unión.
- ESPECÍFICOS
1. Definir la diferencia de operación y beneficios entre un precipitador
electrostático y una torre lavadora de gases por medio de agua, que le
permita al Ingenio hacer sus procesos más eficientes.
2. Definir la eficiencia en la recolección de contaminantes (ceniza) por
medio de estos equipos, que le permita a Ingenio La Unión S.A. alinearse
a sus objetivos de responsabilidad social empresarial (RSE).
3. Definir la diferencia en diseño y aplicación de un precipitador del tipo
seco y colector captador de hollín a base de agua.

X±
INTRODUCCIÓN
Ingenio La Unión S.A. es un grupo agroindustrial dedicado a la producción
de caña de azúcar, azúcar, electricidad y mieles. Comprometidos a mantener
niveles de rentabilidad adecuados y sostenibles, en función de inversiones
estratégicas necesarias para poder cumplir con los valores definidos por la alta
dirección como responsabilidad social empresarial, se toma en consideración la
implementación de nuevas tecnologías aplicadas al proceso de generación de
energía, como es el caso de precipitadores electrostáticos para la extracción o
colección de ceniza en los gases de combustión, buscando la reducción de
residuos de combustible no quemados al ambiente y afluentes de agua natural, así
como la reducción de altas temperaturas en los gases de combustión que
contribuyen al efecto invernadero.
El precipitador electrostático es un equipo eléctrico desarrollado
industrialmente a partir de 1906, donde a través de los años se le han
implementado nuevas tecnologías para ser aplicadas en la recolección de cenizas
en calderas de carbón-biomasa (Manual de costos de control de contaminación
del aire de la EPA) para eliminar partículas de polvo, humo o vapor que se
encuentran suspendidas en el aire o en otros gases.
A pesar de ser más caros que otros colectores mecánicos (Tabla I –
Análisis costos-eficiencia), los precipitadores electrostáticos son más eficientes,
sobre todo en la eliminación de partículas muy pequeñas y permiten trabajar a
mayores temperaturas que otros (filtros de manga – ver anexo, Figura 11). Los
precipitadores electrostáticos se usan para eliminar la contaminación atmosférica
de las chimeneas de los equipos industriales como, por ejemplo, las calderas de
vapor y los hornos de cemento. Además, se utilizan para recoger vapores de ácido
sulfúrico y de ácido fosfórico, y para recuperar compuestos de sodio en la sosa y
en molinos de pasta de sulfato.
1
1 INFORMACIÓN DE FASE DE INVESTIGACIÓN DE LA EMPRESA
1.1 Descripción productiva de la empresa
Ingenio La Unión S.A. utiliza la caña de azúcar como recurso natural,
proceso que inicia desde su cultivo y cosecha, continuando por un proceso
de extracción del jugo de la caña, que finaliza con su cristalización. En la
optimización de los recursos, la empresa toma los residuos de la caña y los
utiliza como elementos de combustión, a partir de la cual obtiene el vapor
que se utiliza durante el proceso de cogeneración de energía eléctrica, la
cual sirve para el funcionamiento de diversos equipos en el proceso y
también para su venta a la red nacional.
1.1.1 Producción de azúcarEl proceso de comercialización de azúcar en Guatemala ha tenido
varios cambios en los últimos años (1960 - 2014). En un inicio los
compradores de azúcar se dirigían a los ingenios para adquirir dicho
producto. Podían adquirir la calidad en existencia con un tamaño
único de 1 quintal. Esto permitió la creación de una industria
intermedia en la cual algunos vendían bolsas de 12 onzas a un valor
de una libra (Molina Calderón, 2005).
A inicios de los noventa según Molina Calderón (2005), surgieron
empresas con un enfoque distinto: atención al cliente. Con este
nuevo enfoque se comenzó a distribuir el azúcar en los centros
urbanos, y de esta forma los compradores dejaron de llegar a los
ingenios para adquirir el producto. Gracias a este nuevo enfoque y a
la implementación de procesos más eficientes se aplico lo mismo a
diversas áreas de la panela. Esta gobernó por muchos años el
mercado de edulcorantes con un 50%, sin embargo disminuyó a
menos de 1.5%.

2
En los noventa surge también la oferta de calidad. Surgen en el
mercado cinco calidades diferentes las cuales se obtienen a cinco
precios distintos: azúcar estándar, morena, superior y refina. Además
se ofrece en tamaños de 25 libras, 4,600, 2,300, 200, 460 y 400
gramos. Con la apertura del mercado hacia el consumidor, se
obtienen grandes ventas de consumo interno en Guatemala, las
cuales han crecido a un ritmo mayor que el mismo incremento de la
población.
Con la nueva estructura de ventas, se ha logrado también que el
precio de venta de azúcar fuera menor en Guatemala que en
cualquier otro país.
El proceso de globalización que experimentan todos los países en el
mundo, inclusive los subdesarrollados como Guatemala, no ha
dejado de ejercer cierta influencia en el mercado proteccionista del
azúcar, debido a que aducen que solo beneficia a unas cuantas
empresas que controlan el comercio y la industria. No es inverosímil
por lo tanto, que el comercio internacional del azúcar se liberará de la
misma forma que está sucediendo a nivel mundial con otros
comercios. Hoy en día, los ingenios, cuando producen azúcar cruda
a granel, depositan el producto (grano) en grandes montañas, las
cuales son cargadas en forma mecánica en camiones de palangana
con capacidad de 400 quintales (Molina Calderón, 2005).
EXPOGRANEL, empresa responsable del almacenamiento,
inspección y embarque del azúcar para la exportación, la cual es
producida por los ingenios guatemaltecos, permitió a esta industria
competir en el mercado internacional en igualdad de condiciones y
con costos racionales iguales que los más eficientes en el mercado.

3
En años anteriores (1990 – 2000), con la competencia fuerte de
mercados como el de Australia, se obtuvo el contrato para proveer
azúcar a Corea, mostrando así que su eficiencia ha logrado rebajar
costos a los compradores los cuales prefieren al puerto de
Guatemala que a otros orígenes. El contraste de lo que sucedió hace
30 años en las exportaciones ejemplifica los cambios que han sido
requeridos en la industria para poder hacerle frente a sus propias
necesidades de crecimiento.
Los productos de la industria azucarera en Guatemala, normalmente
exportados, son:
Azúcar cruda a granel
Azúcar blanca en sacos
Azúcar cruda en sacos
Azúcar refinada en sacos y azúcar blanca a granel
1.1.2 Generación y cogeneración de energía eléctrica
Entre los diversos productos con los que cuenta el Ingenio La Unión
S.A. se encuentra la cogeneración de energía eléctrica.
Este es un proceso de optimización de recursos, debido a que el
bagazo obtenido del proceso de extracción de la caña de azúcar es
utilizado como combustible para alimentar las calderas; así también
el vapor producido sirve para generar energía eléctrica, la cual se
consume internamente en la fábrica o se vende a la red nacional. La
planta de generación está compuesta de un sistema caldera-
turbogenerador-torre de enfriamiento-auxiliar, la cual trabaja en forma
independientemente del ingenio.
4
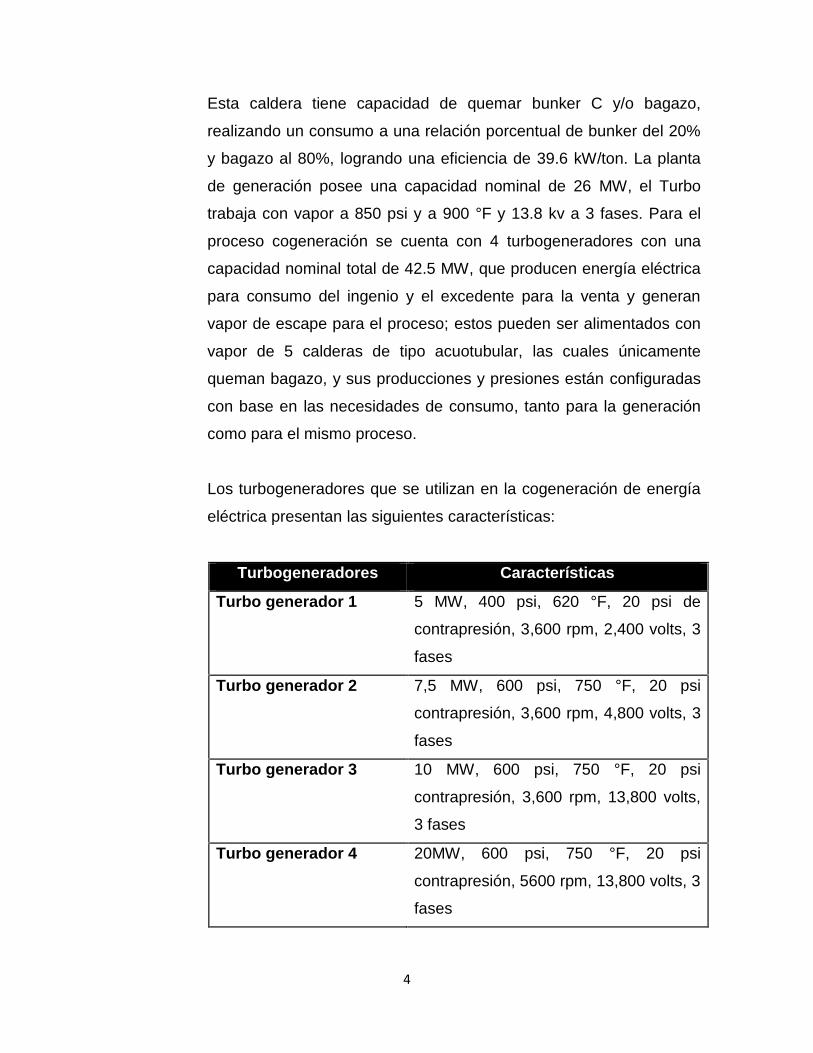
Esta caldera tiene capacidad de quemar bunker C y/o bagazo,
realizando un consumo a una relación porcentual de bunker del 20%
y bagazo al 80%, logrando una eficiencia de 39.6 kW/ton. La planta
de generación posee una capacidad nominal de 26 MW, el Turbo
trabaja con vapor a 850 psi y a 900 °F y 13.8 kv a 3 fases. Para el
proceso cogeneración se cuenta con 4 turbogeneradores con una
capacidad nominal total de 42.5 MW, que producen energía eléctrica
para consumo del ingenio y el excedente para la venta y generan
vapor de escape para el proceso; estos pueden ser alimentados con
vapor de 5 calderas de tipo acuotubular, las cuales únicamente
queman bagazo, y sus producciones y presiones están configuradas
con base en las necesidades de consumo, tanto para la generación
como para el mismo proceso.
Los turbogeneradores que se utilizan en la cogeneración de energía
eléctrica presentan las siguientes características:
Turbogeneradores Características
Turbo generador 1 5 MW, 400 psi, 620 °F, 20 psi de
contrapresión, 3,600 rpm, 2,400 volts, 3
fases
Turbo generador 2 7,5 MW, 600 psi, 750 °F, 20 psi
contrapresión, 3,600 rpm, 4,800 volts, 3
fases
Turbo generador 3 10 MW, 600 psi, 750 °F, 20 psi
contrapresión, 3,600 rpm, 13,800 volts,
3 fases
Turbo generador 4 20MW, 600 psi, 750 °F, 20 psi
contrapresión, 5600 rpm, 13,800 volts, 3
fases
5
1.2 Áreas del proceso de producción de azúcar1.2.1 Área de maquinaria
En esta área se encuentran los equipos que consumen más potencia
mecánica en toda la planta. Es donde se ingresa la materia prima
(caña de azúcar), la cual es lavada y desfibrada en el departamento
de caña; luego en el departamento de molinos se muele y es extraído
el jugo; es de este proceso de donde se obtiene el bagazo, el cual es
enviado al departamento de calderas para que sirva como
combustible para la producción de vapor, aunque también tiene
otros usos dentro de la planta del ingenio.
1.2.1.1 Patio de caña
En este departamento se realiza la recepción de la caña en
conductores anchos los cuales tienen por nombre: mesas de
caña (Figura 1). Estas tienen una longitud igual a la de las
jaulas transportadoras que son haladas por los camiones
cañeros; se utilizan descargadores hidráulicos para
descargarlas y de esta forma poder lavarla. Anteriormente se
lavaba con 18,000 GPM de agua caliente con
aproximadamente 140 0F, sin embargo actualmente es lavada
en seco. La caña lavada es enviada al conductor principal, en
donde con elementos rotatorios conocidos como picadoras,
que consumen 1,000 HP girando a 700 rpm, es desmenuzada
para enviarla de una manera adecuada a los molinos.
1.2.1.2 MolinosEl proceso parece ser simple: se le exprime el jugo a la caña,
luego a este se le evapora el agua, y se tiene el azúcar. En
términos generales así es, sin embargo en la práctica existen

6
complicaciones que no permiten que el proceso sea así de
sencillo. La zafra inicia al terminar las lluvias y concluye
cuando las lluvias no permiten que los camiones, por el lodo,
puedan entrar al campo a obtener la caña.
Figura 1 - Patio de caña
Fuente: elaboración propia. Fotografía tomada en Ingenio la Unión S.A. en
febrero de 2014.
Figura 2 - Molinos
Fuente: elaboración propia. Fotografía tomada en Ingenio la Unión S.A. en
febrero de 2014.
7
Extracción del jugo:
Lavado: la caña se lava en seco para quitarle polvo,
tierra, o material suelto (el cual no contiene azúcar) y
luego se inspecciona para asegurar que no pasen
materiales que puedan dañar el equipo como cadenas
usadas en el manejo o piedras.
Preparación: la caña se corta en picadoras y luego se
desfibra antes de ser molida. La extracción de azúcar
depende en gran parte de la preparación que se le
proporcione a la caña.
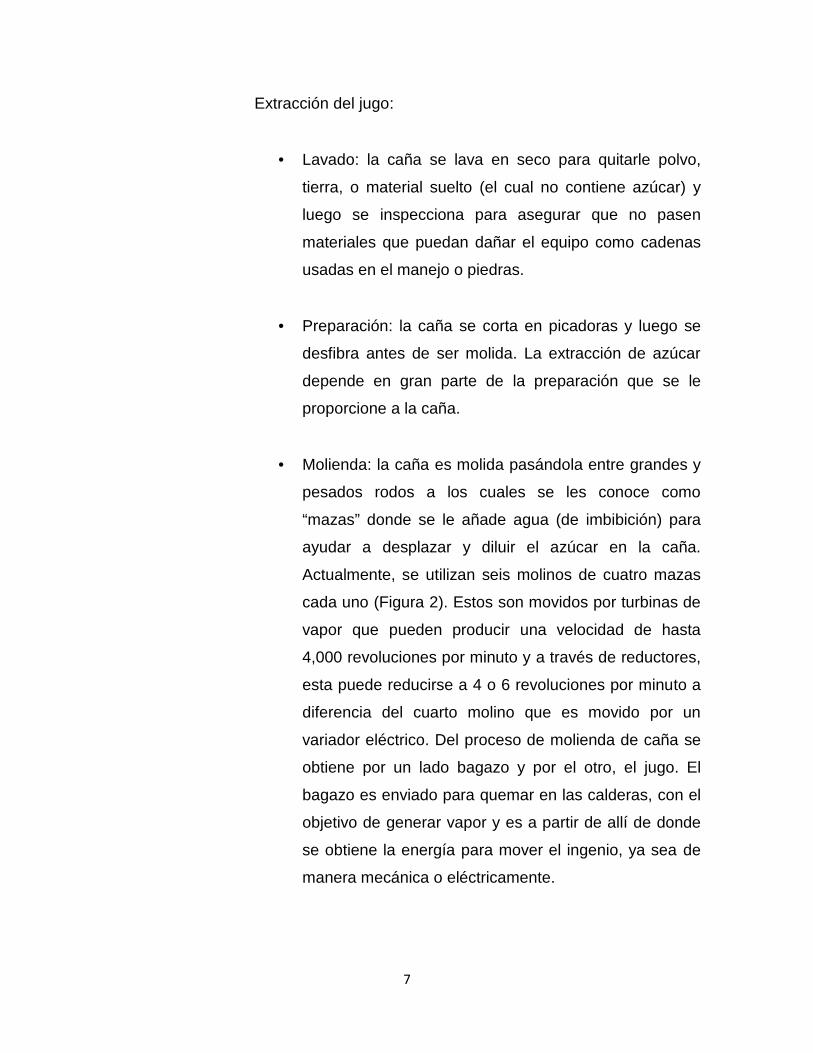
Molienda: la caña es molida pasándola entre grandes y
pesados rodos a los cuales se les conoce como
“mazas” donde se le añade agua (de imbibición) para
ayudar a desplazar y diluir el azúcar en la caña.
Actualmente, se utilizan seis molinos de cuatro mazas
cada uno (Figura 2). Estos son movidos por turbinas de
vapor que pueden producir una velocidad de hasta
4,000 revoluciones por minuto y a través de reductores,
esta puede reducirse a 4 o 6 revoluciones por minuto a
diferencia del cuarto molino que es movido por un
variador eléctrico. Del proceso de molienda de caña se
obtiene por un lado bagazo y por el otro, el jugo. El
bagazo es enviado para quemar en las calderas, con el
objetivo de generar vapor y es a partir de allí de donde
se obtiene la energía para mover el ingenio, ya sea de
manera mecánica o eléctricamente.

8
Filtrado del jugo: el jugo obtenido de la caña en los
molinos (guarapo), pasa por un filtro donde se
remueven todos los residuos de bagazo.
Pesado de los jugos: para controlar el proceso y el
balance de masa y energía, los jugos son pesados
antes de seguir su camino.
1.2.2 Área de fabricación
En esta área se procesa el jugo de la caña; el mismo pasa por
diferentes estaciones hasta llevarlo a su cristalización y envase. Las
operaciones necesarias para trasformar en azúcar el jugo de caña,
son las siguientes:
Clarificación:
Calentamiento del jugo: este se calienta a más de 3020C, por
arriba de su punto de ebullición y luego se traslada a un
recipiente donde se eliminan todas las burbujas de aire, las
cuales pueden retardar la clarificación.
Sulfatación: el guarapo (jugo) es blanqueado por sulfatación
con óxido sulfuroso (SO2) el cual proviene de la quema de
azufre y posteriormente se neutraliza con cal.
Clarificación: la cal permite la eliminación de los sólidos en
suspensión al formar un precipitado que se puede remover por
filtración. El sólido resultante se llama cachaza y el guarapo
clarificado procede a evaporarse.

9
Evaporación y cristalización: para evaporar el agua de los
jugos se utilizan evaporadores en serie (Figura 3), donde la
concentración del azúcar es llevada del 16% al 60%. Estos
evaporadores también son llamados de múltiple efecto debido
a que el vapor resultante del proceso de evaporación del
primero es utilizado para evaporar el agua del jugo del
segundo y así sucesivamente. El jugo es concentrado hasta
aproximadamente 60%. Es de aquí de donde se obtiene la
meladura. Posteriormente pasa a un proceso de clarificación y
continúa hacia los tachos (Figura 4), en donde se intensifica
su concentración hasta el punto de saturación; es en ese
momento donde se forma el cristal o grano de azúcar, el cual
aún se encuentra cubierto de una capa de miel. Esta masa es
cocida y descargada en los cristalizadores, en donde al enfriar
se sigue adhiriendo sacarosa al cristal.
Figura 3 – Evaporadores
Fuente: elaboración propia. Fotografía tomada en Ingenio la Unión S.A. en
febrero de 2014.

10
Figura 4 – Tachos
Fuente: elaboración propia. Fotografía tomada en Ingenio la Unión S.A. en
febrero de 2014.
Separación: en las centrífugas, la miel es separada del cristal
con ayuda de un lavado con agua caliente. En este punto, el
azúcar con 0.40% de humedad es transportada hacia la
secadora, mientras que la miel final o melaza (la cual contiene
sacarosa que no puede ser económicamente extraída), es
bombeada hacia grandes tanques para su almacenamiento,
donde será enviada al puerto para su exportación, elaboración
de alcohol o para alimento de ganado.
Secado y envasado: posteriormente, cuando el azúcar sale de
las centrifugas, es llevada a unos secadores rotativos para
disminuir su humedad. Estos secadores son unos cilindros en
los cuales los cristales se elevan y dejan caer por medio de
unos dientes, en una corriente de aire caliente. Luego es
envasada en sacos o en jumbo si es azúcar blanca para

11
consumo, o también es enviada a una bodega a granel en
caso sea crudo.
1.3 Situación actual de la empresa
Ingenio La Unión S.A. continúa sosteniendo niveles altos de productividad,
logrando de esta manera un equilibro entre las diferentes áreas y campos
de su estructura, integrando factores tecnológicos y humanos. Existe un
compromiso de la alta gerencia de realizar inversiones en las diversas
áreas de la empresa, con el objetivo único de mejorar sus niveles de
competitividad.
1.3.1 Tecnológica
Ingenio La Unión S.A. mantiene una constante evolución tecnológica
la cual está orientada a la optimización en el uso de los recursos,
materias primas, insumos y energía. Esto lo ha logrado gracias a la
implementación de nuevas tecnologías de procesos (combustión
combinada en calderas, sistemas hidráulicos en los molinos, etc.),
sistemas de monitoreo y control (control en línea por medio de una
red industrial) y control estadístico, el cual ha sido herramienta
fundamental para lograr la correcta selección y orientación del
crecimiento tecnológico. Actualmente la empresa obtiene excelentes
resultados (rendimiento y eficiencia) gracias a la implementación de
equipos de tecnología avanzada.
1.3.2 Económica
La situación económica del Ingenio, se ve afectada en parte por los
precios del mercado nacional e internacional del azúcar, sin embargo
al ser una empresa solvente y estable, puede hacer inversiones tanto

12
en el área agrícola así como también en el área de fábrica, lo cual le
permite mantener al ingenio en altos niveles de competitividad.
Poseer una solvencia económica le ha permitido hacer inversiones
en el campo de la tecnología, orientado hacia la mejora en calidad y
eficiencia de sus procesos, lo que le permite competir en el mercado
nacional e internacional.
1.3.3 Social
Dentro de su estructura administrativa, la empresa cuenta con un
programa de recursos humanos enfocado a capacitación, educación
y salud. El ingenio ha creado un programa de educación enfocado a
los adultos, conformado por primaria, básico y bachillerato; en el
mismo participan los trabajadores de las diversas unidades
residentes en la costa sur.
En el área de capacitación, la empresa implementa frecuentemente
programas para el personal, tanto en el área administrativa como el
área técnica, para así fortalecer toda su estructura. En el área de
salud, la empresa cuenta con enfermera de planta y médico
ambulatorio; además ofrece servicio de odontología a bajo costo.

13
2 DESCRIPCIÓN DE PRECIPITADORES ELECTROSTÁTICOS2.1 Introducción
Un precipitador electrostático (PES) es un dispositivo que se utiliza para
atrapar partículas mediante su ionización, es decir las atrae por una carga
electrostática inducida. Este es empleado para reducir la contaminación
atmosférica producida por desechos industriales gaseosos y humos.
El proceso general consiste en “utilizar fuerzas eléctricas para mover las
partículas fuera de la corriente de gas y sobre las placas del colector. A las
partículas se les asigna una carga eléctrica forzándolas a que pasen a
través de una corona, una región en la cual fluyen iones gaseosos. El
campo eléctrico hace que las partículas cargadas se dirijan hacia las
paredes, ya que proviene de electrodos que se mantienen a un alto voltaje
en el centro de la línea de flujo” (EPA, 2002). La ¡Error! No se encuentrael origen de la referencia. muestra los componentes de un precipitador
electrostático.
Las partículas deben ser removidas para evitar que se reencausen en la
corriente de gas, y esto se logra desprendiéndolas de las placas,
permitiendo así que se deslice hacia una tolva desde donde son
evacuadas.
2.2 Tipos de precipitadores electrostáticos
Existen diversas configuraciones para los PES, las cuales se han
desarrollado para propósitos específicos o por propia evolución económica;
se describirán a continuación algunas de estas configuraciones para tener
un concepto más amplio de su uso y evolución. Los tipos de precipitador
que se van a analizar son:
1. De placa-alambre

14
2. De placa plana
3. Tubular
4. Húmedo
5. De dos etapas
Figura
5
-
Componentes de un precipitador
FFuent
Fuente: EPA (junio, 2002). Controles de materia particulada.
2.2.1 Precipitador de placa-alambre
Los PES de placa-alambre son utilizados en variedad de aplicaciones
industriales, incluyendo hornos de cemento, calderas que queman
15
carbón, incineradores de residuos no peligrosos, hornos básicos de
oxígeno, hornos de chimenea abierta, hornos de vidrio y baterías de
hornos de coque.
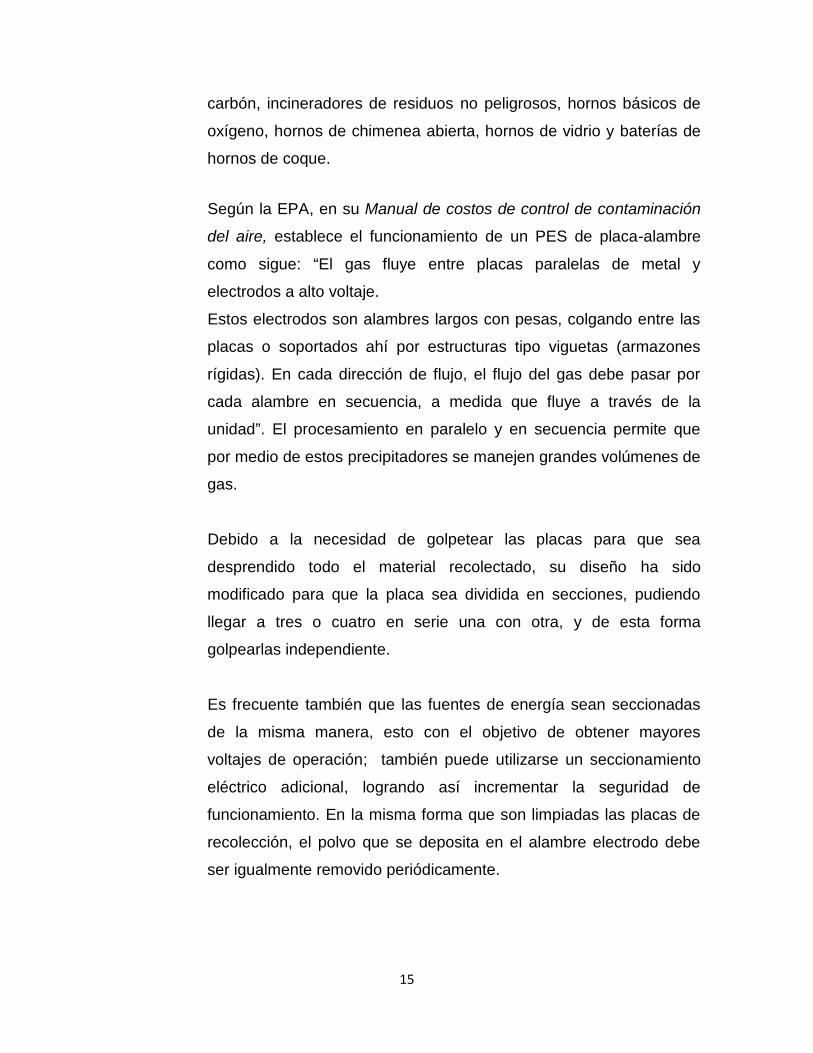
Según la EPA, en su Manual de costos de control de contaminación
del aire, establece el funcionamiento de un PES de placa-alambre
como sigue: “El gas fluye entre placas paralelas de metal y
electrodos a alto voltaje.
Estos electrodos son alambres largos con pesas, colgando entre las
placas o soportados ahí por estructuras tipo viguetas (armazones
rígidas). En cada dirección de flujo, el flujo del gas debe pasar por
cada alambre en secuencia, a medida que fluye a través de la
unidad”. El procesamiento en paralelo y en secuencia permite que
por medio de estos precipitadores se manejen grandes volúmenes de
gas.
Debido a la necesidad de golpetear las placas para que sea
desprendido todo el material recolectado, su diseño ha sido
modificado para que la placa sea dividida en secciones, pudiendo
llegar a tres o cuatro en serie una con otra, y de esta forma
golpearlas independiente.
Es frecuente también que las fuentes de energía sean seccionadas
de la misma manera, esto con el objetivo de obtener mayores
voltajes de operación; también puede utilizarse un seccionamiento
eléctrico adicional, logrando así incrementar la seguridad de
funcionamiento. En la misma forma que son limpiadas las placas de
recolección, el polvo que se deposita en el alambre electrodo debe
ser igualmente removido periódicamente.

16
El documento citado anteriormente establece que “las fuentes de
energía de los PES convierten el voltaje industrial de corriente alterna
(CA) (220 a 480 V), a voltaje pulsante de corriente directa (CD) en el
rango de 20,000 a 100,000 V, según se necesite.
El suministro consiste de un transformador grande, rectificadores de
alto voltaje y, a veces, filtros capacitores. La unidad puede
suministrar voltaje rectificado de cd, ya sea de media onda o de onda
completa.
Hay componentes auxiliares y controles para permitir ajustar el
voltaje al valor más alto posible sin excesivo chisporroteo y para
proteger la fuente y los electrodos, en caso de que ocurra un arco
fuerte o un corto circuito”.
Al aplicar el alto voltaje a los electrodos, el aire circundante al
conductor se rompe eléctricamente, manifestándose en forma de
halo luminoso a su alrededor, efecto que se conoce como “corona”.
Generalmente, a los electrodos se les dará una polaridad negativa
debido a que la misma soporta un voltaje mayor contrario a una
corona positiva, antes que ocurran chispas.
Al aplicar el voltaje, se generan iones en la corona, los cuales siguen
las líneas del campo eléctrico, originándose en los alambres hasta
las placas recolectoras. De esta forma, cada alambre establece una
zona de carga por medio de la cual las partículas deben pasar.
Las partículas que pasan por la zona de carga interceptan algunos
de estos iones, los cuales se adhieren a ellas. Según su tamaño, las
partículas pueden absorber desde decenas de iones, para el caso de
partículas pequeñas de aerosol (<1 µm diámetro), hasta decenas de
miles de iones, para el caso de las partículas más grandes (>10 µm
17
diámetro), antes que su carga total llegue a ser lo suficientemente
grande para repeler nuevos iones.
Conforme las partículas atraviesan cada alambre sucesivo, estas son
llevadas cada vez más cerca de las paredes de recolección. Aún así,
la turbulencia en el gas las mantiene generalmente uniformemente
mezcladas. Es decir que el proceso de recolección es al final una
competencia entre las fuerzas eléctricas y dispersoras.
Al final, las partículas se acercan tanto a las paredes recolectoras
que la turbulencia decae a niveles bajos y por tanto las partículas son
recolectadas.
Los precipitadores electrostáticos fueran extremadamente eficientes
si lograran que las partículas recolectadas fueran desprendidas hacia
la tolva. El problema con el proceso de golpes hacia las placas para
el desprendimiento de las partículas, es que un porcentaje
(típicamente el 12% para cenizas volátiles de carbón) es proyectado
de nuevo a la corriente de gas.
Aunque estas partículas son reencauzadas para procesarse en las
siguientes secciones, es en la última sección donde no tienen
oportunidad de ser recapturadas, ocasionando que escapen de la
unidad.
2.2.2 Precipitadores de placa plana
Los precipitadores de placas planas (patente de la Corporación
United McGill), incrementan el campo eléctrico promedio, el cual
puede ser usado para la recolección de partículas y además

18
proporcionan un área superficial aumentada para la misma
recolección de las partículas.
Debido a que las coronas no pueden generarse sobre las placas
planas por sí mismas, se colocan electrodos generadores de coronas
por la parte de adelante, y a veces por la parte de atrás de las zonas
de recolección de las placas planas. Estos pueden ser agujas
puntiagudas y adherirse a los bordes de las placas o alambres de
corona independientes.
Los precipitadores de placas planas, a diferencia de los PES
tubulares o los de placa alambre, están diseñados para operar
igualmente bien con polaridad ya sea positiva o negativa. Sin
embargo la mayor parte de fabricantes utiliza polaridad positiva
debido a que esto reduce la generación de ozono. “Un PES de placa
plana opera con poca o ninguna corriente de corona fluyendo a
través del polvo recolectado, excepto directamente bajo las agujas o
alambres de la corona” (EPA, 2002).
Esta forma de operar tiene dos consecuencias. En primer lugar la
unidad es menos susceptible a la corona invertida a diferencia de las
unidades convencionales, debido a que no se genera corona
invertida en el polvo recolectado y además las partículas cargadas
con ambas polaridades de iones poseen una gran superficie de
recolección disponible. La segunda es que la falta de corriente en la
capa recolectada causa una fuerza eléctrica que provoca la remoción
de la capa de la superficie de recolección; conduciendo así a grandes
pérdidas por golpeteo.
“Los PES de placa plana parecen tener amplia aplicación para
partículas de alta resistividad con diámetros másicos medio (DMMs)

19
pequeños (de 1 a 2 μm). Estas aplicaciones muestran que la
fortaleza del diseño está en que las fuerzas eléctricas
desprendedoras son más débiles para las partículas pequeñas que
para las grandes” (EPA, 2002). Esta información permitirá tomar
decisiones de implementación dependiendo del material a recolectar.
El documento citado anteriormente indica que las cenizas de carbón
han sido recolectadas satisfactoriamente con este tipo de PES, pero
una baja velocidad de flujo parece ser crítica para evitar pérdidas
altas por golpeteo.
2.2.3 Precipitadores tubulares
“Los PES originales eran tubulares, como las chimeneas donde eran
colocados, con los electrodos a alto voltaje, orientados a lo largo del
eje del tubo” (EPA, 2002).
Este tipo de precipitadores ha sido utilizado en la limpieza de gas
subproducto de los homos de coque, plantas de adición de ácido
sulfúrico y de sinterización de acero y hierro. Estos aún son utilizados
para algunas aplicaciones, en la que muchos tubos operan en
paralelo para manejar así mayores flujos de gas. La forma que
adquieren los tubos es como la de un panal circular, con forma
cuadrada o hexagonal y el gas fluyendo hacia abajo o hacia arriba.
Según la EPA en su Manual de costos de control de contaminación
del aire, establece el funcionamiento de un PES tubular como sigue:
esencialmente es una unidad de una etapa y es única, en que tiene a
todo el gas pasando a través de la región del electrodo. El electrodo
a alto voltaje opera a un mismo voltaje en toda la longitud del tubo y
la corriente varía a lo largo de su longitud a medida que las partículas
son removidas del sistema.

20
No hay rutas de escabullimiento alrededor de la región de
recolección, pero las deformidades de la corona pueden permitir que
algunas partículas eviten cargarse en una fracción considerable de la
longitud del tubo.
Este tipo de precipitadores son de los menos utilizados y son
aplicados más comúnmente cuando la partícula es húmeda o
pegajosa. Son usualmente limpiados con agua y tienen pérdidas por
reencauzamiento menor que la de los PES de partículas secas.
2.2.4 Precipitadores húmedos
“Cualquiera de las configuraciones del precipitador, discutidas
anteriormente, puede operar con paredes húmedas en vez de secas.
El flujo del agua puede aplicarse intermitente o continuamente, para
lavar las partículas recolectadas hacia un cárcamo (fosa que se hace
en el suelo para capturar agua) para su disposición” (EPA, 2002).
El trabajar bajo una configuración de pared húmeda en los
precipitadores tiene sus ventajas y desventajas. La ventaja es que no
se tiene problemas con el reencauzamiento por golpeteo. La
desventaja es la mayor dificultad de lavado, además del hecho de
que el lodo que se recolecta debe ser manejado con aun mayor
cuidado que un producto seco, aumentando así los gastos de
disposición del material.
2.2.5 Precipitadores de dos etapas
“Los precipitadores descritos previamente son todos paralelos en
naturaleza, los electrodos de descarga y de recolección están lado a
lado. El precipitador de dos etapas, inventado por Penney, es un

21
dispositivo en serie con el electrodo de descarga o ionizador,
precediendo a los electrodos de recolección” (EPA, 2002). Estos
operan con polaridad positiva para reducir así la generación de
ozono (para los casos de aplicaciones en interiores).
El documento citado anteriormente establece que “las ventajas de
esta configuración incluyen más tiempo para cargar las partículas,
menos propensión a corona invertida y construcción económica para
tamaños pequeños”.
Estos precipitadores son utilizados frecuentemente en volúmenes de
flujo de gas de hasta 50,000 Acfm (ft3/min), y es aplicado a fuentes
submicrométricas emitiendo humos, rocíos de aceite, gases de
combustión y otros particulados pegajosos.
Pueden colocarse módulos en paralelo o en arreglos serie-paralelo,
consistentes de un prefiltro mecánico, ionizador, celda de la placa
recolectora, postfiltro y caja de poder. El preacondicionamiento de los
gases es normalmente parte del sistema.
La limpieza puede ser por lavado con agua de los módulos
removidos del sistema, hasta automático in situ, por aspersión del
colector con detergente, seguido de secado por sopletes con aire
(EPA, 2002).
Se considera que los precipitadores de dos etapas son tipos de
dispositivos separados y distintos comparados con los PES grandes
de una etapa, de alto volumen de gas. Los dispositivos más
pequeños son vendidos usualmente como sistemas en paquete
prediseñados (EPA, 2002).
22
2.3 Equipos auxiliares
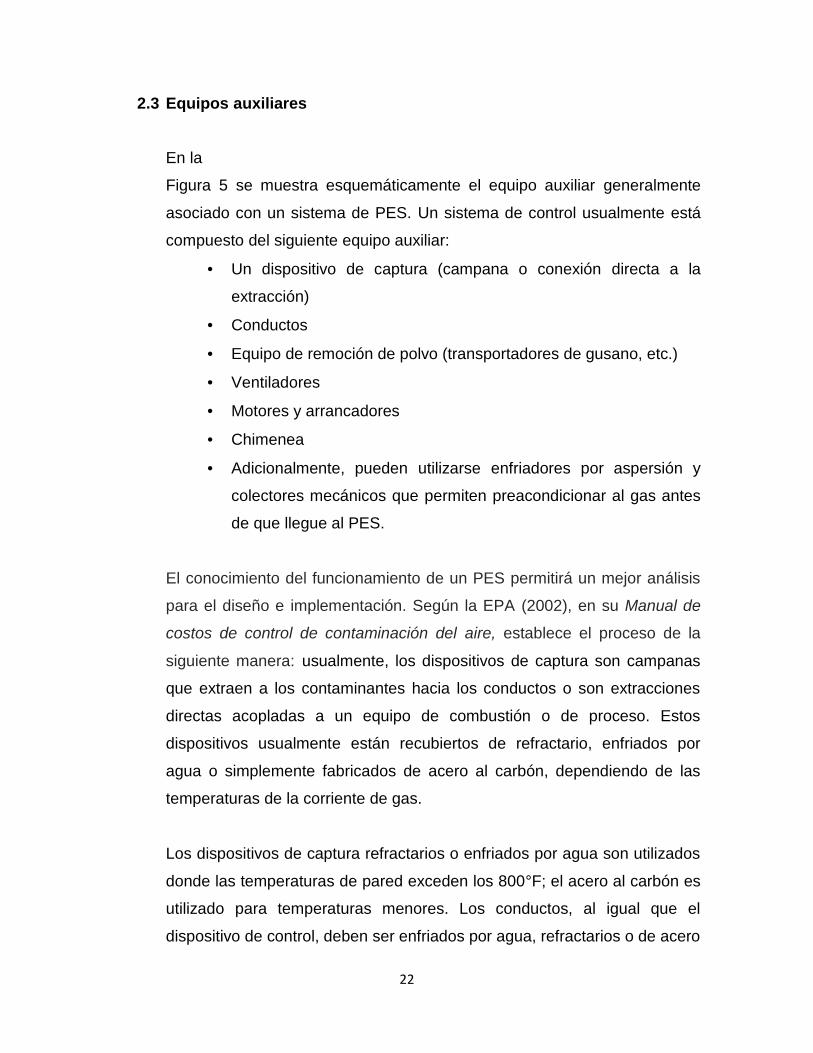
En la
Figura 5 se muestra esquemáticamente el equipo auxiliar generalmente
asociado con un sistema de PES. Un sistema de control usualmente está
compuesto del siguiente equipo auxiliar:
Un dispositivo de captura (campana o conexión directa a la
extracción)
Conductos
Equipo de remoción de polvo (transportadores de gusano, etc.)
Ventiladores
Motores y arrancadores
Chimenea
Adicionalmente, pueden utilizarse enfriadores por aspersión y
colectores mecánicos que permiten preacondicionar al gas antes
de que llegue al PES.
El conocimiento del funcionamiento de un PES permitirá un mejor análisis
para el diseño e implementación. Según la EPA (2002), en su Manual de
costos de control de contaminación del aire, establece el proceso de la
siguiente manera: usualmente, los dispositivos de captura son campanas
que extraen a los contaminantes hacia los conductos o son extracciones
directas acopladas a un equipo de combustión o de proceso. Estos
dispositivos usualmente están recubiertos de refractario, enfriados por
agua o simplemente fabricados de acero al carbón, dependiendo de las
temperaturas de la corriente de gas.
Los dispositivos de captura refractarios o enfriados por agua son utilizados
donde las temperaturas de pared exceden los 800°F; el acero al carbón es
utilizado para temperaturas menores. Los conductos, al igual que el
dispositivo de control, deben ser enfriados por agua, refractarios o de acero

23
inoxidable para procesos calientes o de acero al carbón para temperaturas
del gas por debajo de 1,150°F (temperaturas de la pared del conducto <
800°F).
Los conductos deben dimensionarse para velocidades del gas de
aproximadamente 4,000 pies/min para el caso promedio, para prevenir la
deposición de las partículas en los conductos. Las partículas grandes o
densas pueden requerir velocidades mayores, pero raramente se usarán
velocidades más bajas. Las cámaras de aspersión pueden requerirse para
procesos en los que la adición de humedad o la disminución de la
temperatura o del volumen de gas, pueden mejorar la precipitación o
proteger al PES contra torceduras.
Para procesos de combustión con temperaturas de los gases debajo de
aproximadamente 700°F, no se requerirá de enfriamiento y los gases de
extracción pueden entregarse directamente al precipitador (EPA, 2002).
Figura 5 - Dispositivo de control y equipo auxiliar típico
Fuente: EPA (junio 2002) Controles de materia particulada.

24
En el caso en que la mayor parte del flujo de contaminantes son partículas
relativamente grandes, se pueden usar colectores mecánicos, como los
ciclones, esto para reducir la carga al precipitador, especialmente cuando
son concentraciones altas de entrada. Los ventiladores son utilizados para
proporcionar la potencia impulsora para el movimiento del aire y estos
pueden ser montados antes o después del PES.
Una chimenea, se encarga de ventear la corriente limpia a la atmósfera. En
ocasiones son utilizados los transportadores de gusano o neumáticos para
lograr retirar el polvo que se encuentra en el fondo de las tolvas.
Para los precipitadores húmedos se necesita que se inyecte o rocíe una
corriente de agua para lavado, esto debe hacerse cerca de la tapa de las
placas colectoras, en intervalos de tiempo o ya sea de forma continua. Las
partículas recolectadas fluyen así con el agua hacia un cárcamo desde el
cual el fluido es bombeado. Mientras que una porción del fluido puede ser
reciclado, logrando así reducir la cantidad total de agua requerida, el resto
es bombeado hacia una fosa de asentamiento o también puede ser pasado
a través de un proceso de remoción de agua y por último la subsecuente
disposición del lodo.
El equipo de acondicionamiento de gas es ocasionalmente utilizado para
mejorar el funcionamiento del precipitador al cambiar la resistividad, que
forma parte del diseño original; sin embargo este equipo es más utilizado
para mejorar precipitadores existentes. El proceso es como se describe: “El
equipo inyecta un agente en la corriente del gas antes del PES.
Usualmente, el agente se mezcla con las partículas y altera su resistividad
para promover una velocidad de migración mayor y por consiguiente, una
eficiencia de recolección mayor” (EPA, 2002).
25
2.4 Características de la partícula
Para el proceso de recolección es necesario que la partícula cuente con
varias características. Se asume que las partículas son esféricas o lo
suficientemente esféricas para que sean descritas por algún diámetro
esférico equivalente. Aquellas partículas irregulares podrían no
comportarse en formas que puedan ser fácilmente descritas.
La primera característica es la masa de las partículas que fluirán en la
corriente de gas, es decir, la carga (cantidad) de partículas. Esta es
importante debido a que el PES opera en un amplio rango de cargas como
un equipo de eficiencia constante, por tanto la carga de entrada
determinará la carga de salida. Si la carga de entrada se torna muy
grande, entonces la operación del PES se alterará, generalmente para
empeorar. La cantidad usualmente es determinada colocando un filtro en
la corriente de gas, este entonces recolecta un volumen de gas conocido y
así se determina la ganancia en peso del filtro.
La segunda característica de las partículas que va a tomarse en cuenta es
la distribución de su tamaño, frecuentemente expresada la masa
acumulada por debajo de un tamaño dado de partícula. Es decir, un PES
recolectará todas las partículas de diámetro >10 μm, mejor que las
menores a 10 μm.
2.5 Características del gas
Las características del gas más importantes para el diseño del precipitador
son el flujo volumétrico del gas y la temperatura del gas.
“El flujo volumétrico, multiplicado por el SCA de diseño, da el área total de
placa requerida por el PES. Si el flujo volumétrico es conocido a una

26
temperatura, puede ser conocido a otra temperatura, aplicando la ley del
gas ideal” (EPA, 2002).
2.6 Limpieza
Para limpiar los materiales recolectados de las placas de los
precipitadores generalmente se procede de las siguientes maneras: (1)
golpeteo severo, continuo o intermitente, de las placas con pistones o
martillos automáticos, generalmente a lo largo de los bordes superiores; y
(2) en el caso de los PES húmedos que se utiliza agua.
El golpeteo causa desprendimiento del material, el cual caerá a lo largo de
la placa hasta que se asienta en una tolva para polvo. La intensidad y
frecuencia del golpeteo, así como las características del polvo, determinan
qué tanto material es reencauzado y qué tanto del polvo llega a la tolva
permanentemente.
Para PES húmedos, debe considerarse el manejo de aguas residuales.
Para sistemas simples con polvos inocuos, el agua con partículas
recolectadas por el PES puede descargarse del sistema del PES a un
clarificador removedor de sólidos (ya sea dedicado al PES o parte del
sistema de tratamiento de aguas residuales de la planta), y de ahí a
disposición final.
La tolva debe diseñarse de modo que todo el material en ella se deslice
hasta el fondo, donde puede ser evacuado periódicamente, a medida que
la tolva se llena. El polvo es removido a través de una válvula hacia un
sistema de manejo de polvo, tal como un transportador neumático.
27
Las tolvas son con frecuencia suministradas con calor auxiliar para
prevenir la formación de grumos o plasta y la obstrucción subsecuente del
sistema de manejo de polvo.
2.7 Características de construcción
El uso del término “geometría de placa-alambre” puede ser algo confuso.
Puede referirse a tres tipos diferentes de electrodos de descarga:
alambres con pesas colgadas de una estructura de soporte en la tapa del
PES, marcos de alambre en los cuales los alambres están ensartados
tensamente en un marco rígido de soporte, o electrodos rígidos
construidos de una sola pieza de metal.
En años recientes ha habido una tendencia a utilizar marcos de alambre o
electrodos de descarga rígidos en lugar de electrodos de descarga de
alambres con pesas (particularmente en aplicaciones de calderas que
queman carbón). Esta tendencia ha sido estimulada por el deseo del
usuario de incrementar la confiabilidad del PES. Los marcos de alambre y
los electrodos rígidos son menos propensos a fallas por rompimiento y son
fáciles de limpiar con equipo de limpieza del tipo por impulso.
Otras diferencias en construcción resultan de la selección de la relación
del ancho del pasaje de gas (línea de flujo), o del espaciamiento del
electrodo de descarga al electrodo de recolección. Típicamente, el
espaciamiento del electrodo de descarga al de recolección varía de 11 a
19 cm. (4.3 a 7.5 pulg.).
El tener gran espaciamiento entre los electrodos de descarga y de
recolección permite que se utilicen campos eléctricos mayores, lo cual
tiende a mejorar la recolección de polvo. Para generar campos eléctricos
más grandes, sin embargo, las fuentes de poder deben producir voltajes

28
de operación más altos. Por lo tanto, es necesario balancear los ahorros
en costos logrados con mayores espaciamientos entre electrodos, contra
los costos más altos de las fuentes de poder que producen voltajes de
operación más altos.
La mayoría de los PES son construidas de acero mediano. Las corazas
(carcasas) de los PES son construidas típicamente de placas de acero
mediano de 3/16 a 1/4 de pulg. Los electrodos de recolección son
generalmente fabricados de acero mediano de menor calibre. Un espesor
de calibre 18 es común, pero variará con el tamaño y severidad de la
aplicación.
Los alambres de los electrodos de descarga vienen en varias formas
desde redondas hasta cuadradas o con púas. Un diámetro de 2.5 mm (0.1
pulg.), es común para alambres con pesas, pero otras formas utilizadas
tienen diámetros efectivos mucho mayores, electrodos cuadrados de 64
mm (0.25 pulg.).
Puede utilizarse acero inoxidable para aplicaciones corrosivas, pero es
raro, excepto en PES húmedos. Se ha encontrado que los electrodos de
descarga de acero inoxidable son propensos a fallas por fatiga en PES
secos con sistemas de limpieza de electrodos del tipo por impacto.
Los precipitadores utilizados para recolectar rocío de ácido sulfúrico en
plantas de ácido sulfúrico, son construidos de acero, pero las superficies
en contacto con el rocío del ácido están recubiertas de plomo. Los
precipitadores utilizados en las calderas de recuperación de licor negro en
las plantas de papel tienen envolvente de vapor. De estos dos, las
calderas de recuperación tienen con mucho el mayor número de
aplicaciones de PES.

29
3 TEORÍA DE TORRES LAVADORAS DE GASES (SCRUBBER)
3.1 Descripción de la operación de las torres lavadoras (Scrubber)
Una torre lavadora o también llamado Scrubber, es un equipo utilizado para
remover las partículas o gases que son generados por un proceso de
impacto o intercepción con un líquido que realiza el trabajo de lavador. Una
torre lavadora tiene la ventaja de poder remover partículas desde 0.2 a 10
micras de tamaño.
El mecanismo principal utilizado por una torre lavadora para poder remover
polvo se realiza incrementando el tamaño de las partículas para que
puedan ser removidas fácilmente. El segundo mecanismo consiste en
atrapar las partículas de polvo en una película líquida, para que estas sean
arrastradas y removidas por la corriente líquida.
Todas las torres lavadoras tienen una sección de contacto gas- líquido,
seguida de una sección donde las partículas húmedas son removidas por
fuerzas inerciales. El acondicionamiento de las partículas de polvo se lleva
a cabo poniendo en contacto estas con gotas de líquido, para producir un
aglomerado partículas-liquido. Por ejemplo, cuando una partícula de 5
micras choca con una gota líquida de 50 micras, la masa o la nueva
combinación partícula de polvo-gota de líquido se ve aumentada por un
factor de 1,000. Debido al incremento tanto en masa como en tamaño, la
partícula resultante puede ser más fácilmente removible a corriente
gaseosa por separación inercial.
Los choques entre partículas de polvo y gotas líquidas se llevan a cabo de
acuerdo con el tipo de torre lavadora que se va a utilizar; pudiendo ser
estos choques por gravitación, choque, impulsión mecánica de las gotas
liquidas, etc.
30
La ventaja de la torre lavadora es la de poder remover partículas y gases al
mismo tiempo. Otro factor es que, en lugar de agua, se puede utilizar otro
tipo de líquidos químicos como soluciones ácidas o alcalinas para
neutralizar los gases.
Las desventajas de una torre lavadora es la remoción de las partículas del
líquido lavador. Esta separación debe hacerse por sedimentación,
centrifugación, etc.; esto para no pasar de un problema de contaminación
atmosférica a un problema de contaminación de aguas.
Los análisis teóricos de los mecanismos de remoción de partículas en una
torre lavadora no han sido tan profundos como en los casos de ciclones,
filtros de tela, y precipitadores electrostáticos. La selección y diseño de una
torre lavadora se basan generalmente en ensayos para el caso específico
en consideración.
Hay que tener en cuenta que mientras las partículas de polvo sean más
pequeñas, la remoción es más fácil, y la caída de presión más alta. En
conclusión, se determina que a mayor eficiencia de remoción de las
partículas, mayor será la caída de presión.
Los requerimientos de energía para que una torre lavadora alcance cierta
eficiencia son a veces referidos, como la “potencia de contacto”. Bajo este
concepto se asume que el proceso de contacto entre la fase líquida y
gaseosa se disipe cierta potencia por la turbulencia generada por ambas
fases. Este gasto de energía, al final convertido en calor, puede ser
expresado como potencia por unidad de flujo volumétrico de gas (EPA,
2004). Este valor representa la energía efectiva o utilizada para poner en
íntimo contacto el gas con la corriente líquida, y no debe incluir las pérdidas
por fricción.

31
Es así como este valor neto de energía suministrada ha sido correlacionado
con la eficiencia de remoción para casi todos los tipos de torre lavadoras.
En general, se puede decir que una potencia de contacto baja equivalente a
cada de presión de 6 pulg de agua, es necesaria para remover el 100% de
las partículas con tamaño mayor a 5 micras.
Una potencia de contacto medio, equivalente a una caída de presión de 10
a 12 pulg de agua, remueve partículas de 1 a 2 micras con eficiencia del
90%. En este caso, de requerirse la remoción de partículas submicrónicas,
con un diámetro promedio de 0.4 micras, las caídas de presión serán de un
mínimo de 35 pulgadas de agua para eficiencias entre 90% y 95% (EPA,
2004).
3.2 Diseño de Scrubber en operación en la caldera de condensación
Ingenio La Unión S.A. actualmente cuenta con una caldera Babcok and
Wilcox, con capacidad de 900 psi y 250,000 Lb/hr de vapor, y tiene como
finalidad aprovisionar de vapor a un turbogenerador General Electric de
condensación, con capacidad de producir 26 MW de energía eléctrica.
Durante los meses de noviembre a abril, la caldera consume como
combustible biomasa (bagazo) residuo de la molienda de caña de azúcar
del ingenio; al empezar la operación de la caldera teniendo bagazo como
combustible empieza también la operación del Scrubber, tomando en
cuenta que se tiene un caudal de gases de combustión a la entrada del
Scrubber de 251,165 Kg/hr a una temperatura de 363.2 °F con una cantidad
de ceniza de 4,081 mg/m³; se solicita al área del clarificador de ceniza que
es el área de limpieza del agua que lleva la ceniza de la combustión de las
calderas, que abran la válvula de 8” que inyecta agua al sistema Scrubber
de la caldera 6, con una presión de 20 Psi y un caudal de 230 m³/hr.
32
El Scrubber cuenta en su diseño con 72 aspersores de agua (spray
ball) como se muestran en la figura 7, distribuidos en 25 aspersores, a una
altura de la base de 13.68 metros y 47 aspersores a una altura de 9.56
metros; en la parte superior el caudal de agua es de 90 m³/hr y en la parte
inferior de inyección de agua, de 140 m³/hr con una temperatura del agua
de 104°F.
Figura 6 – Scrubber
Fuente: ENG. Comercio y mantenimiento de válvulas industriales, calderas y accesorios.
En la figura 8 se observa el diseño y las rutas del agua para realizar
el trabajo de la extracción de ceniza de los gases de combustión.

33
Figura 7 - Diagrama HPB ingeniería e equipamientos Ltda.
Fuente: HPB Ingeniería.

34
Los gases de combustión de la caldera entran al Scrubber a una altura de
12.5 metros y se direccionan a la parte inferior por medio de conos
desviadores; luego entran a un ducto inferior pasando por la primera etapa
de aspersores, al realizar el agua su función de separar la ceniza de los
gases, estos siguen subiendo por la presión negativa que ejercen los
ventiladores inducidos a una presión de 7” H2O; después de pasar por la
primera etapa son dirigidos a la segunda etapa de aspersión, donde una
segunda fila de aspersores liberan agua a presión de 20 psi para que las
cenizas, lodos, bagazo no quemado y arena puedan ser atrapados.
Luego de las dos etapas de atrapamiento de partículas los gases salen del
Scrubber para dirigirse a los ventiladores inducidos que los liberan por la
chimenea al ambiente.
Después de que los gases pasan por el sistema de agua del Scrubber,
salen con una cantidad de ceniza menor a 160 mg/m³; por tal motivo, el
sistema tiene la capacidad de colección de ceniza de 1,417 Kg/hr.
El agua en la salida del sistema tiene un caudal de 219 m³/hr; esto indica
que en los gases se pierden 11 m³/hr de agua, caudal que debe ser
inyectado como make up para mantener un buen funcionamiento del
sistema.
El agua que sale del Scrubber luego se direcciona hacia el sistema de
decantación, el cual se encarga de separar cenizas, lodos, bagazo no
quemado y arena existente en el agua por medio de sistema de gravedad
más la ayuda de coagulantes y químicos, materiales que son separados y
descargados a camiones, los cuales trasladan el material hacia el campo
utilizado como abono orgánico en la cosecha de la caña de azúcar.
35
El agua recirculada por el sistema de decantación (agua limpia) es
bombeada nuevamente hacia el Scrubber, para comenzar nuevamente el
ciclo de limpieza.
El Scrubber fue diseñado e instalado en la caldera 6 en el 2,005 debido a
que la ceniza que salía en los gases de combustión de la caldera eran
depositados en gran cantidad en los transformadores de potencia,
interruptores y unidades de medición instaladas en la subestación de 69
KV, además de generar grandes cantidades de ceniza al medio ambiente.
Los puntos mencionados anteriormente generaban un riesgo latente de que
podían concurrir en lo siguiente:
En el peor de los casos, el riesgo de tener los bushings de algún
transformador de potencia contaminado con ceniza y este llegara a
dañarse durante el tiempo de zafra, dejaría fuera de línea la planta
de generación de 26 MW o al ingenio.
Se tendrían penalizaciones por parte de la EEGSA, pérdida de
ingresos por concepto de potencia no entregada (US$ 453,000
mensuales), desvío de potencia y compra de potencia con Polywatt
(US$ 204,000), compra de energía al spot por no cumplir con el 80%
de la energía mínima durante la hora pico (US$ 90,000). Se
afectaría el factor de disponibilidad del siguiente año.
El tiempo de reparación podría oscilar entre 1 o 2 meses,
dependiendo de la disponibilidad de los bushings; además, para
repararlo se requiere de llevar el transformador a un lugar
sumamente limpio para hacer el cambio.

36
3.3 Tipos de torres lavadoras3.3.1 Torre rociadora
Este tipo de torre lavadora es generalmente vertical y de sección
circular. El líquido o agua que efectúa el lavado cae por gravedad y el
gas contaminado fluye de abajo hacia arriba. El gas que ha sido
pasado por el proceso de lavado y va libre de partículas
contaminantes, es desalojado por la parte superior de la torre.
Con el fin de aumentar la posibilidad de contacto del líquido lavador
con las partículas contaminantes, se acostumbra colocar algunos
bafles perpendiculares al flujo.
Las partículas más grandes generalmente quedan removidas al
hacer contacto con el agua que se encuentra en la base de la torre.
Este tipo de torre lavadora es usado casi únicamente como
tratamiento primario, para disminuir la temperatura de los gases o
remover partículas ente 5 y 10 micras.
CARACTERÍSTICAS DE TORRES ROCIADORASCapacidad máxima 2,800 m3/min. (100,000.00 pies3 / min.)
Velocidad de los gases 30 a 60 metros / min.(100 a 200 pies /min.)
Concentración departículas
mayor de 1.0 gramo/ pie3
Tamaño de partículascaptadas
mayor a 10 micras
Caída de presión 0.7 - 2.5 pulg. de agua
Consumo de agua 65 - 260 1/ 1,000 m3 gas(0.5 - 2 gal / 1,000 pies cúbicos gas)
Eficiencia 70 a 80%

37
3.3.2 Torre de lecho empacado
En este tipo de torre lavadora el líquido lavador, específicamente en
la torre tipo rociadora también fluye hacia abajo, y la corriente del gas
va fluyendo hacia arriba, abriéndose paso a través de un lecho que
puede estar comprendido por diferente material ya sea de cerámica,
plástico, madera etc. La forma de acomodamiento del material con
que va ser conformado debe ser esférica o muy irregular.
El objetivo principal de una torre de lecho es aumentar el contacto
gas-líquido de un lavador, siendo mucho mejor aquel lecho que
proporciona el máximo contacto con la misma caída de presión. Las
torres de lecho empacado se utilizan mucho para enfriamiento y
absorción de gas, pero remueven partículas cuando están en
concentración baja. Si es alta la concentración de partículas se
recomienda colocar esferas lívidas como lecho entre dos parrillas, y
que se puedan tener un movimiento libre bajo la corriente de gas y
líquido lavador, y así poder evitar un atascamiento de lecho.
CARACTERÍSTICAS DE LA TORRE LAVADORA DE LECHOEMPACADO
Concentración departículas en el gas
0.1 gr/pie3
Capacidad 1,400 m3/min. (50,000 pie3/min.)
Caída de presiónmanométrica
1-10 pulg. de agua
Líquido lavadorrequerido
650-2,000 pies de agua /1,000m3 gas(5 a 15 galones de agua/pie3 gas)
Velocidad corrientegaseosa
30-90 m/min. (100-300 pie/min.)
Eficiencia 90%
Diámetro de partículasremovidas
5 micras
38
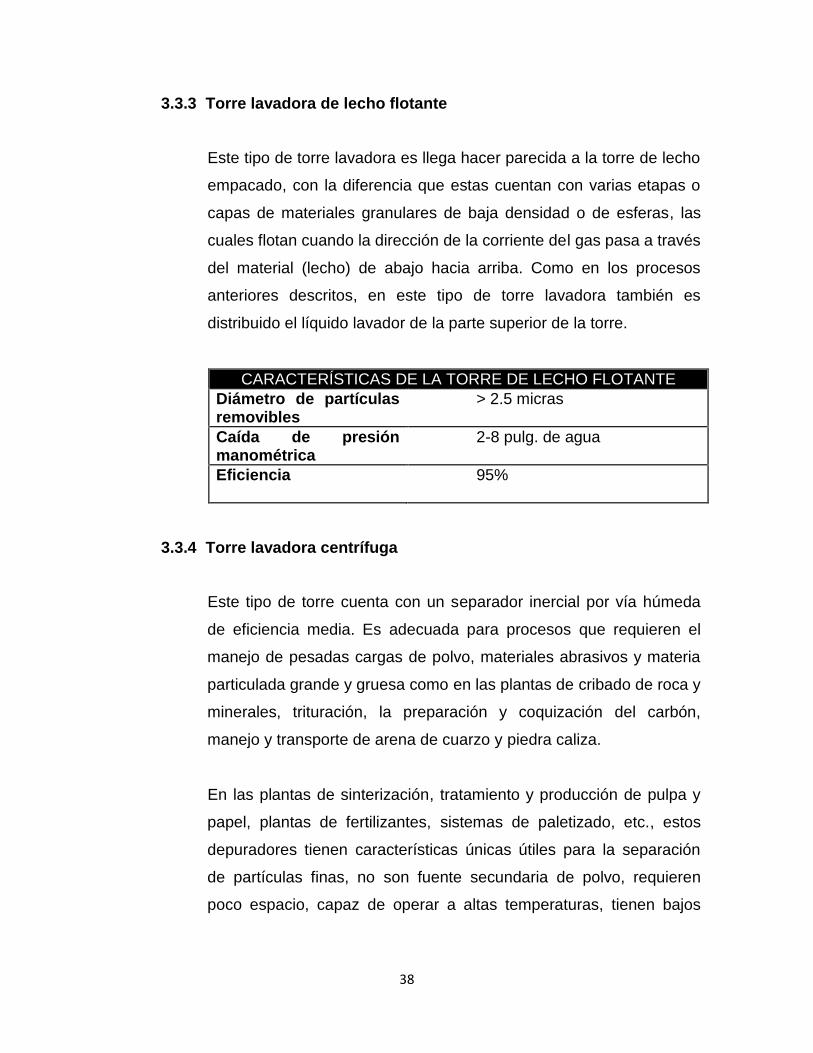
3.3.3 Torre lavadora de lecho flotante
Este tipo de torre lavadora es llega hacer parecida a la torre de lecho
empacado, con la diferencia que estas cuentan con varias etapas o
capas de materiales granulares de baja densidad o de esferas, las
cuales flotan cuando la dirección de la corriente del gas pasa a través
del material (lecho) de abajo hacia arriba. Como en los procesos
anteriores descritos, en este tipo de torre lavadora también es
distribuido el líquido lavador de la parte superior de la torre.
CARACTERÍSTICAS DE LA TORRE DE LECHO FLOTANTEDiámetro de partículasremovibles
> 2.5 micras
Caída de presiónmanométrica
2-8 pulg. de agua
Eficiencia 95%
3.3.4 Torre lavadora centrífuga
Este tipo de torre cuenta con un separador inercial por vía húmeda
de eficiencia media. Es adecuada para procesos que requieren el
manejo de pesadas cargas de polvo, materiales abrasivos y materia
particulada grande y gruesa como en las plantas de cribado de roca y
minerales, trituración, la preparación y coquización del carbón,
manejo y transporte de arena de cuarzo y piedra caliza.
En las plantas de sinterización, tratamiento y producción de pulpa y
papel, plantas de fertilizantes, sistemas de paletizado, etc., estos
depuradores tienen características únicas útiles para la separación
de partículas finas, no son fuente secundaria de polvo, requieren
poco espacio, capaz de operar a altas temperaturas, tienen bajos

39
costes de mantenimiento si no se requiere tratamiento adicional de
aguas residuales.
Una corriente de gas cargado de polvo se introduce tangencialmente
en la sección inferior de la parte cilíndrica de la torre de limpieza, se
introducen pequeñas gotas de agua en la corriente de flujo dirigido
hacia el exterior del atomizador. Estas gotas se ven atrapadas en la
corriente de gas y lanzadas hacia la pared por la fuerza centrífuga.
Durante este movimiento las gotas chocan con las partículas de
polvo, capturándolas.
El líquido de lavado junto con las partículas fluye hacia abajo por la
pared de la parte inferior del lavador de gases a partir de donde se
descarga en la tolva. En la parte superior del separador el gas limpio
es descargado a la atmósfera o dirigido hacía el sistema de tuberías.
El polvo separado se mezcla con agua y se descarga del lavador en
el drenaje o en el tanque de suspensión.
CARACTERÍSTICAS DE LA TORRE LAVADORA CENTRÍFUGA
Capacidad 85-200 m3/min. (3,000-70,000
pie3/min.)
Consumo de agua 600-1,200 m/min. (2,000-4,000 pie/min.)
Concentración departículas
l gramo/pie3
Diámetro de partículasremovidas
> 5 micras
Caída de presión 1-4 pulg. de agua
Eficiencia > 90%
40
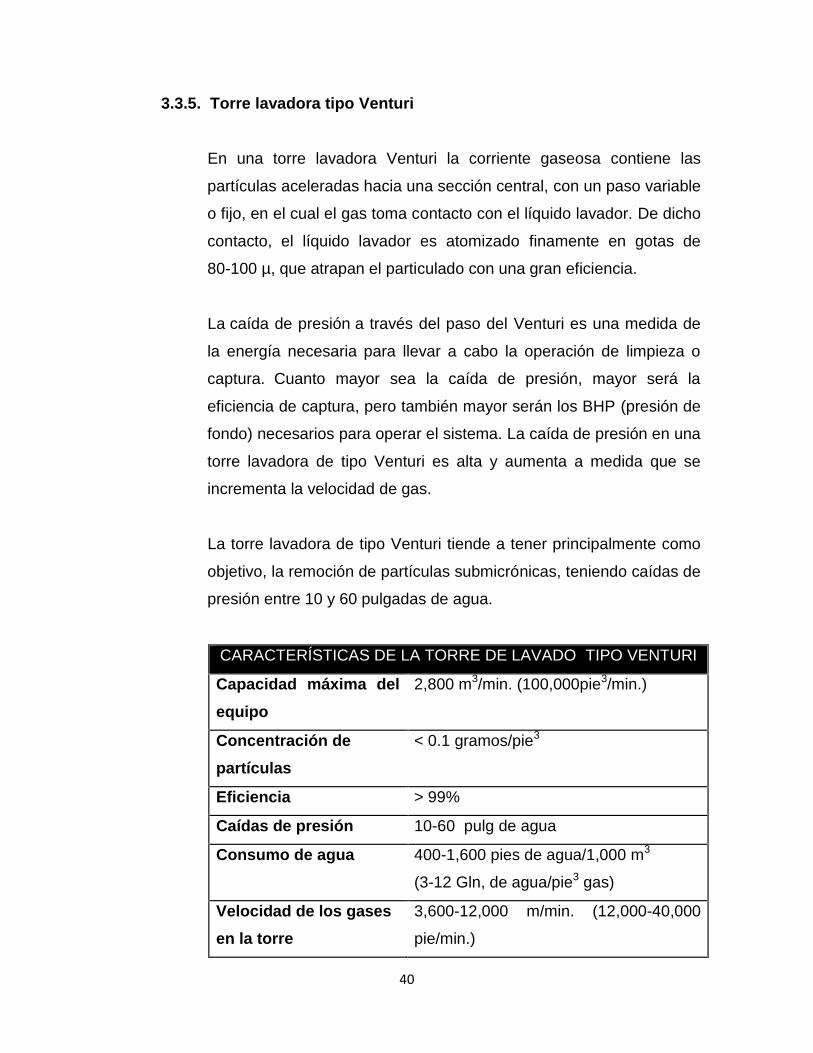
3.3.5. Torre lavadora tipo Venturi
En una torre lavadora Venturi la corriente gaseosa contiene las
partículas aceleradas hacia una sección central, con un paso variable
o fijo, en el cual el gas toma contacto con el líquido lavador. De dicho
contacto, el líquido lavador es atomizado finamente en gotas de
80-100 µ, que atrapan el particulado con una gran eficiencia.
La caída de presión a través del paso del Venturi es una medida de
la energía necesaria para llevar a cabo la operación de limpieza o
captura. Cuanto mayor sea la caída de presión, mayor será la
eficiencia de captura, pero también mayor serán los BHP (presión de
fondo) necesarios para operar el sistema. La caída de presión en una
torre lavadora de tipo Venturi es alta y aumenta a medida que se
incrementa la velocidad de gas.
La torre lavadora de tipo Venturi tiende a tener principalmente como
objetivo, la remoción de partículas submicrónicas, teniendo caídas de
presión entre 10 y 60 pulgadas de agua.
CARACTERÍSTICAS DE LA TORRE DE LAVADO TIPO VENTURI
Capacidad máxima delequipo
2,800 m3/min. (100,000pie3/min.)
Concentración departículas
< 0.1 gramos/pie3
Eficiencia > 99%
Caídas de presión 10-60 pulg de agua
Consumo de agua 400-1,600 pies de agua/1,000 m3
(3-12 Gln, de agua/pie3 gas)
Velocidad de los gasesen la torre
3,600-12,000 m/min. (12,000-40,000
pie/min.)

41
3.4. Evaluación económica del proyecto Scrubber instalado en caldera 6 decondensación
A continuación se presenta el estudio de evaluación económica del proyecto
realizado en el 2005, en Ingenio La Unión S.A., para la comparación de datos
de instalación del precipitador electrostático.

42
F
uente: Documentos internos de Ingenio La Unión S.A.

43
3.5. Fundamentos de la evaluación del proyecto de instalación de unScrubber, lavador de gases caldera No. 6
Debido a los problemas de contaminación en los aisladores que se han
dado en la subestación de 69 KV y siendo que toda la contaminación
proviene de los Scrubber actuales, se debe contactar a la empresa HPB
representada por Uni-System de Brasil, para que haga una oferta por la
ingeniería de un lavador de gases (Scrubber).
3.6 Riesgos del proyecto al no tener la operación del Scrubber en lacaldera No. 6
Provocan problemas operativos y el riesgo latente al que se exponen los
transformadores de potencia, interruptores, unidad de medición instalados
en la subestación de 69 KV. Además, existe un problema que se puede
magnificar en el futuro y es la gran cantidad de sólidos que se están
liberando al medio ambiente. Se logró determinar que los 2 problemas que
están provocando el ensuciamiento de los aisladores en la subestación y
que durante dos zafras han ocasionado un alto tiempo perdido e
indisponibilidad de la planta de generación son los siguientes:
En el clarificador de cenizas, se tiene en el agua una alta
concentración de cenizas recirculando en todo el sistema, y al entrar
al lavador de gases por la velocidad de los mismos es arrastrada por
los gases de combustión y depositada en los aisladores de la
subestación. Con la aprobación del proyecto del nuevo clarificador
de cenizas se espera resolver por completo este problema.
En el lavador de gases de la caldera 6, por poseer un diseño
inadecuado a las condiciones de operación de la caldera, arrastra
mucha ceniza mezclada con los gases que salen de él.

44
Para solucionar el problema del lavador de gases se contactó a la
empresa HPB representada por Uni-System de Brasil para que hiciera una
oferta por la ingeniería de un lavador de gases (Scrubber).

45
4 ANÁLISIS COMPARATIVO DE UN PRECIPITADOR ELECTROSTÁTICO VS.UNA TORRE LAVADORA DE GASES
4.1 Innovación de nuevas tecnologías en la extracción de ceniza en unacaldera de carbón- biomasa
Un impacto ambiental es producido por todo proceso de combustión, y en
especial el de los carbones con la producción de residuos sólidos. Esto no
solo afecta a los alrededores del territorio, sino que además existe el riesgo
de emisiones de partículas expulsadas hacia la atmósfera y la
contaminación del terreno y las aguas subterráneas, esto debido a un
proceso de lavado que realiza el agua que es infiltrada en el suelo; a este
proceso se le llama lixiviación.
Dependiendo de la tecnología de combustión de carbón utilizada, se puede
distinguir entre los residuos generados a partir del carbón pulverizado y los
residuos originados en la combustión de lecho fluidizado. Si bien todas las
categorías son importantes, se da mayor importancia a las cenizas
volantes, debido a que ellas por sí solas presentan el mayor porcentaje,
casi el 80 % de los residuos que se originan a partir del carbón pulverizado,
y especialmente porque son el material del cual se basa el sistema de
filtrado.
El precipitador electrostático fue desarrollado a partir de 1906 y es un
equipo electrónico utilizado para eliminar impurezas como humo, polvo o
vapor suspendidas en el aire, así como en otros gases.
Aunque los precipitadores electrostáticos son más caros que otros
colectores mecánicos, como por ejemplo los filtros de aire son más
eficientes, especialmente en la eliminación de partículas muy pequeñas;

46
además, permiten trabajar a temperaturas mayores que los filtros de
manga.
Los precipitadores electrostáticos son dispositivos utilizados para el control
de partículas y están basados en fuerzas eléctricas. Básicamente, un alto
voltaje (45,000 a 70,000 V) es aplicado a un alambre, el cual se ubica en el
centro del precipitador. La pared externa del precipitador es conectada a
tierra a potencial cero.
Dicho alambre en el centro del precipitador recibe el nombre de electrodo
de descarga, y a la pared externa se le llama electrodo colector. El
electrodo de descarga conserva un potencial negativo respecto del
electrodo colector, logrando de esta forma que el campo eléctrico esté
dirigido hacia el alambre.
El campo eléctrico que se forma cerca del alambre alcanza valores lo
suficientemente altos como para que se provoque una corona de descarga
en torno a él y también la formación de iones negativos y electrones como
por ejemplo los del O2. Conforme los iones negativos y los electrones son
acelerados hacia el electrodo colector por las líneas del campo eléctrico no
uniforme, todas las partículas que están suspendidas en la corriente de gas,
el cual ingresa horizontalmente y paralelo a las placas verticales, se cargan
por las colisiones y la captura de iones, y llegan a depositarse en la
superficie de los electrodos colectores.
Es así como el gas sale prácticamente libre de impurezas del precipitador.
Debido a que las partículas mayores de 10 mm de diámetro absorben
varias veces más iones que las que son menores de 1 mm de diámetro, las
fuerzas eléctricas serán mucho más fuertes en las partículas mayores.

47
Una corona negativa tolera un voltaje más alto antes que se produzca
chispa a diferencia de una corona positiva, y es por ello que se imparte una
polaridad negativa a los electrodos.
Dentro del proceso existe un fenómeno que se denomina “Fuga furtiva”, que
corresponde al gas que se desvía hacia los alrededores de las zonas de
carga, por el espacio libre necesario en la parte superior del precipitador
electrostático. Este fenómeno impone un límite máximo a la eficiencia de
recolección.
Conforme las partículas comienzan a depositarse sobre la superficie
colectora, causa que se incremente el espesor de la capa de material
particulado. Esto causa que el campo eléctrico vaya disminuyendo, por lo
que es necesario periódicamente golpear las superficies colectoras; de esta
forma el material cae y es recogido en el fondo por medio de tolvas de
recolección. Gracias a este golpe periódico y la consecuente disminución en
la recolección, la eficiencia del precipitador no se ve disminuida.
Los precipitadores electroestáticos son altamente usados para eliminar la
contaminación atmosférica que se produce en chimeneas de los equipos
industriales, como por ejemplo los hornos de cemento y las calderas de
vapor. Además, se utilizan para recoger vapores de ácido fosfórico y de
ácido sulfúrico, y para recuperar compuestos de sodio en la sosa y también
en molinos de pasta de sulfato.
Casi todos los precipitadores tienen características de diseño similares.
Debido a que los fabricantes son distintos se observarán diferencias en los
aspectos físicos.
La precipitación electrostática hace que el material sea retirado de los
gases de combustión del proceso, por medio de las actividades siguientes:
Ionización: cargado de partículas.

48
Migración: transporte de las partículas cargadas a la superficie.
Recolección: precipitación de las partículas cargadas sobre las
superficies colectoras.
Disipación de la carga: neutralización de las partículas en las
superficies colectoras.
Desalojo: de partículas de las superficies colectoras a las tolvas
recibidoras.
Transporte: de las partículas desde las tolvas hasta el punto de
desecho.
El precipitador cuenta con tres elementos importantes:
La fuente de poder: un PES realiza su trabajo a base de fuerzas
eléctricas; este está formado por un transformador y un rectificador
de alto voltaje para cada una de las etapas específicas del
precipitador. La capacidad de un T-R (transformador-rectificador)
suele estar definida tanto por la superficie del PES que será
energizada, como por la ubicación del área dentro de la disposición
física del precipitador.
Los paneles de control, donde son ubicados los instrumentos del
panel y los circuitos de control del voltaje automático, forman la otra
parte de la fuente de poder. Los instrumentos utilizados en el panel
realizan el lenguaje del PES al indicar la relación del voltaje a la
corriente y otras más.
El precipitador: la mayor parte de los antiguos precipitadores tienen
diseños similares de construcción y cuentan con electrodos de
alambre con pesas; actualmente los electrodos han sido sustituidos
por lo electrodos espiralados, colocándolos sobre estructuras
verticales, debido a que generan una operación más confiable y
49
efectiva; en otras palabras, estos electrodos poseen ventajas sobre
los electrodos con pesas, como la aerodinámica, la efectividad de la
limpieza y la fatiga mecánica que sufren por las sacudidas. El
electrodo es un alambre doblado en forma de espiral y fabricado de
un material de alta aleación como el acero inoxidable.
Los cajones que forman las estructuras del PES constan de un número fijo
de cámaras pequeñas. Estas cámaras de gas están formadas por unas
placas metálicas colectoras, que están separadas una de la otra a una
distancia de 254 mm entre centros. Cada una de estas cámaras de gas
controla el porcentaje relativo del flujo total del gas de dicho proceso. El
espesor de cada placa es de 26 mm, aproximadamente.
Cuando el caudal del humus sea mayor, la sección transversal del PES
tendrá más cámaras de gas para cumplir con su demanda. Por ejemplo, en
un PES de tres etapas se podría asumir que la primera etapa recolecta un
80% del material procedente del proceso, la siguiente etapa otro 80% y la
etapa de salida el 80% del material que sale de la segunda etapa.
Para la eliminación del material (ceniza), luego de que el particulado se
acumule sobre los componentes de recolección internos del PES, la
eficiencia del sistema solo dependerá de que el material atrapado sea
exitosamente evacuado por los siguientes tres componentes básicos del
PES:
Los golpeadores: son considerados parte integral del PES, debido a
que el objetivo es proporcionar el impacto o sacudida a las placas
colectoras para que estas puedan desalojar el particulado (ceniza).
La tolva: son las encargadas de la recolección de la ceniza que es
atrapada por las placas colectoras, que a la vez son golpeadas por
50
martillos que hacen desprender la ceniza de las placas. El tamaño y
cantidad de la misma dependerán del diseño del PES.
El aparato de evacuación: es el sistema que se va utilizar para la
evacuación de la ceniza de las tolvas hasta el lugar donde se le va
colocar.
4.2 Costo de instalación del precipitador electrostático
Los costos se describirán de acuerdo con el montaje que se va a ejecutar
debido a que es un proyecto nuevo, el cual se desarrollará en 9 meses.
Ingeniería y supervisión
Ingeniero Mecánico Eléctrico
Supervisión en soldadura y manejo de personal
Mano de obra
Soldadores I
Ayudante III
Eléctrico
Instrumentista
Insumos y otros
Máquinas de soldar
Equipos de oxicorte
Electrodos (6010, 7018 y 308)
Polipastos (1,3 y 5 toneladas)
Eslingas o estrobos (polietileno y cable)
Equipo de seguridad (arnés, guantes, lentes, caretas, cascos, etc.)

51
Obra civil
Limpieza del área
Excavación para bases
Fundición de bases de columnas
Equipo auxiliar
Grúa de 60 toneladas
COSTOS DE MONTAJEIngeniería y supervisión US$ 18,000.00
Mano de obra US$ 95,000.00
Insumos y otros US$ 100,000.00
Obra civil US$ 40,000.00
Equipo auxiliar (Grúa) US$ 15,000.00
Total US$ 268,000.00
4.3 Costo de instalación de torre lavadora de gases (Scrubber)
Los costos se describirán de acuerdo con el montaje que se ejecutó; este
se desarrolló en 7 meses.
Ingeniería y supervisión
Ingeniero Mecánico
Supervisión en soldadura y manejo de personal
Mano de obra
Soldadores I
Ayudante III

52
Insumos y otros
Máquinas de soldar
Equipos de oxicorte
Electrodos (6010, 7018 y 308)
Polipastos (1,3 toneladas)
Eslingas o estrobos (polietileno y cable)
Equipo de seguridad (arnés, guantes, lentes, caretas, cascos, etc.)
Obra civil
Limpieza del área
Excavación para bases
Fundición de bases de columnas
Equipo auxiliar
Grúa de 50 toneladas
COSTOS DE MONTAJEIngeniería US$ 17,650.00
Materiales US$ 89,000.00
Mano de obra US$ 26,000.00
Insumos y otros US$ 13,000.00
Obra civil US$ 6,000.00
Equipo auxiliar US$ 10,000.00
Total US$ 163,650.00

53
4.4 Análisis FODA de un precipitador electrostático
Fuente: elaboración propia.
F
Eliminación de agua en el proceso de extracción de ceniza delos gases de combustión de la caldera.
Los precipitadores electrostáticos tienen un alto rendimientoque oscila entre un 95% a un 98%. Mayor eficiencia en laextracción de ceniza de los gases emitidos a la atmósfera.
Utilización de energía producida internamente para su propiaoperación.
Implementación de nueva tecnología en el procesamiento degases de combustión de una caldera acuotubular.
O
Ser líderes en tecnología y procesos más limpios
Mayor conocimiento en equipos nuevos
Reducir la contaminación al medio ambiente por los gases a laatmósfera.
Reducción de los costos por viajes para transportar la cenizaseca al campo como abono.
D
Detención de la operación del precipitador ante fallaseléctricas producidas en el sistema interno de la caldera.
Importaciones y exportaciones de sus partes internas.
Pocos conocimientos o datos de referencias para la operacióndel equipo.
No hay retorno de la inversión respecto de este equipo,solamente el cumplimiento de normas del medio ambiente.
A
Alto costo de equipos eléctricos
Falla del equipo completo por mala operación de la unidad(poca capacitación del personal).
Falla total del equipo por falla de uno de sus elementos(mecánico o eléctrico)
Incremento de costos por inflación (incremento del precio demateriales).

54
4.5 Análisis FODA de una torre lavadora de gases
Fuente: elaboración propia.
F
1. En una operación constante y eficiente, la extracción deceniza de los gases de combustión es casi del 90%.
2. Minimiza la temperatura de los gases de combustión almedio ambiente.
3. Durante su operación normal, sin problemas, el Scrubbermantiene un sello de agua que no permite entradas de aire ala caldera, minimizando las de la misma por falta de succiónde sus inducidos.
O
1. Implementación de nuevas tecnologías para mejorar laoperación del Scrubber.
2. Flexibilidad en la modificación de su estructura interna paramejoramiento de su proceso de operación.
D
1. Utilización de grandes cantidades de agua para laextracción de la ceniza de los gases de combustión.
2. Falla de sus elementos internos por la mezcla entre agua ylos componentes químicos de los gases producidos en lacombustión.
3. Equipos obsoletos en la industria de generación deenergía.
4. Taponamiento de sus elementos internos por la mezclaentre el agua y la ceniza.
5. Altos costos de mantenimiento por desgaste excesivo desus elementos internos.
6. Las caídas de presión dentro del Scrubber son altas.
7. La disposición de la salida de lodos es complicada demanejar.
1. Contaminación al medio ambiente (ríos, afluentes, etc.) porsalida de operación del Scrubber.
2. Inflación (mayores precios de los materiales utilizados parasu reparación)
3. Por su no operación crece la probabilidad de daños por laceniza expulsada al ambiente de los equipos a sualrededor (subestación eléctrica).
A

55
4.6 Comparativo de operación entre un precipitador electrostático vs. unatorre lavadora de gases
Tomando en cuenta la experiencia que se tiene con la operación de la torre
lavadora instalada en la caldera No. 6 (ver anexos), la extracción o recolección de
ceniza de los gases de combustión se hace utilizando una gran cantidad de agua
para dicha operación; una parte del agua se pierde en el proceso de evaporación
por el calor de los gases, el resto es dirigido hacia el sistema de tratamiento de
agua sucia para la separación de la ceniza del agua por medio de decantadores
naturales, en los cuales se le agrega floculante para aglomerar la ceniza y
separarla del agua limpia; esta es enviada de vuelta a la torre lavadora de la
caldera; en este proceso de tratamiento se pierde un 10% del agua que hay que
agregar al sistema para mantener el equilibrio del mismo.
El precipitador en teoría trabaja con 0% de agua; lo que en inicio es una ventaja o
mejora el no consumir un líquido de vital importancia que cada día es más escaso
con el tiempo; además, al no necesitar del equipo de tratamiento de aguas de
residuo de las torres de lavado, se incurre en entregar un producto como la ceniza,
la cual es utilizada como abono en el campo con 0% de humedad. El precipitador
electrostático trabaja con corriente eléctrica producida por la misma caldera-
turbogenerador (ver anexos, figuras 14 y 15).
El precipitador electrostático tiene la capacidad de recolección de ceniza de un
98%, mientras que las torres lavadoras trabajan aproximadamente en un 90% de
recolección de ceniza en gases de combustión. Uno de los mayores factores
tomados en cuenta en la comparación de operación es que la ceniza recolectada
dentro del precipitador electrostático es que tiene 0% de humedad, lo que mejora
la extracción hacia los camiones donde se descarga la ceniza y es transportada al
campo; con ello se reduce el costo de viajes en el tiempo, debido a que se tiene
más utilización de capacidad de volumen del camión, al no tener agua en la
ceniza.

56
Uno de los factores importantes tomados en cuenta para la implementación
del precipitador electrostático es que al momento de estar en operación en los
gases de combustión no salen con humedad que puede extenderse a los
alrededores de la caldera y perjudicar los equipos donde dicha agua cae; en caso
contrario, con la torre lavadora que tiende a dejar salir mucha humedad en los
gases que luego por gravedad caen en la subestación eléctrica, en este caso,
ocasiona disparos o desconexión eléctrica con la EEGSA (empresa eléctrica de
Guatemala S.A.), provocando costos elevados por cada problema de estos.
4.6.1 Gráficas de comparación costo – eficiencia
Para el siguiente análisis de costo y eficiencia con la que operan estos equipos,
hay que tomar en cuenta que las calderas tienen diferentes características y
operan a diferente flujo de gases y cantidad de ceniza.
Tabla I - Análisis costo - eficiencia (ceniza a operar)
COSTOINSTALACIÓN EFICIENCIA % % CENIZA A OPERAR Kg/hr
PRECIPITADOR
ELECTROSTÁTICO US$268,000.00 98 2,918.00
TORRE LAVADORA
(SCRUBBER) US$163,650.00 90 251.17
Fuente: elaboración propia.

57
Figura 9- Costo de instalación
Fuente: elaboración propia.
Fuente: elaboración propia.
50 60 70 80 90 100
PRECIPITADOR ELECTROSTÁTICO
TORRE LAVADORA (SCRUBBER)
EFICIENCIA %
EFICIENCIA %
0.00
50,000.00
100,000.00
150,000.00
200,000.00
250,000.00
300,000.00
COSTO INSTALACIÓN
PRECIPITADORELECTROSTÁTICO US$
TORRE LAVADORA(SCRUBBER) US$
Figura 8 - Eficiencia
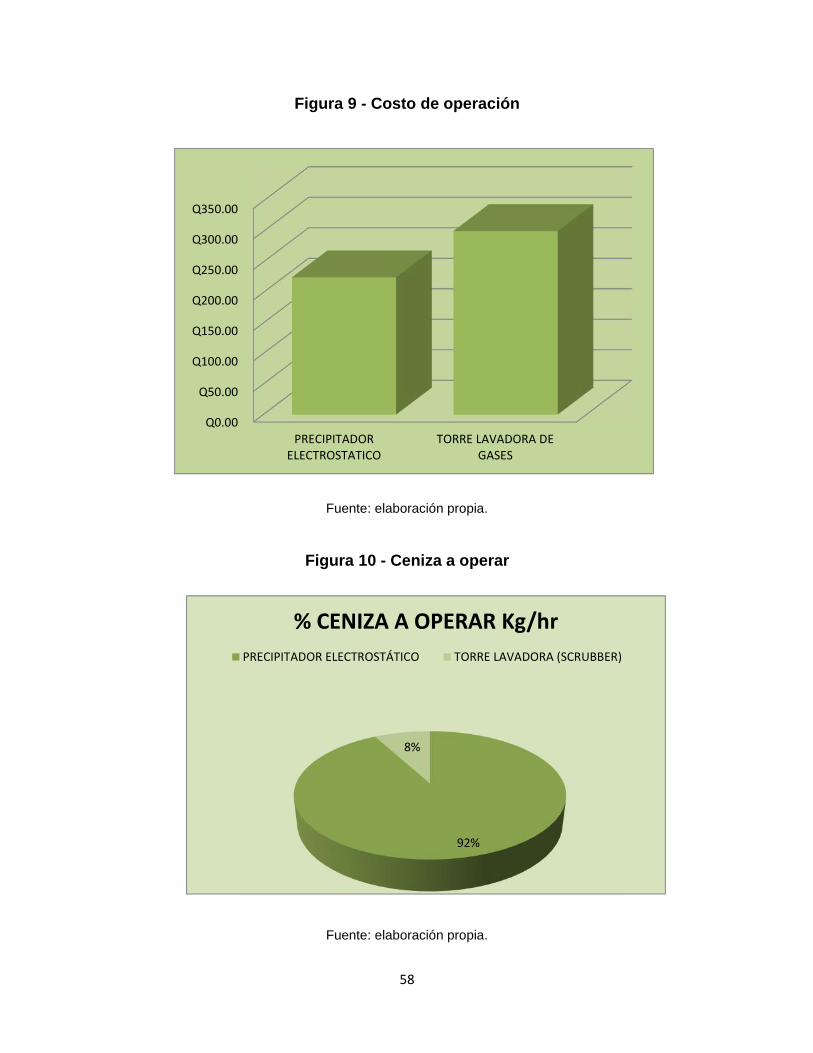
58
Figura 9 - Costo de operación
Fuente: elaboración propia.
Figura 10 - Ceniza a operar
Fuente: elaboración propia.
Q0.00
Q50.00
Q100.00
Q150.00
Q200.00
Q250.00
Q300.00
Q350.00
PRECIPITADORELECTROSTATICO
TORRE LAVADORA DEGASES
92%
8%
% CENIZA A OPERAR Kg/hrPRECIPITADOR ELECTROSTÁTICO TORRE LAVADORA (SCRUBBER)
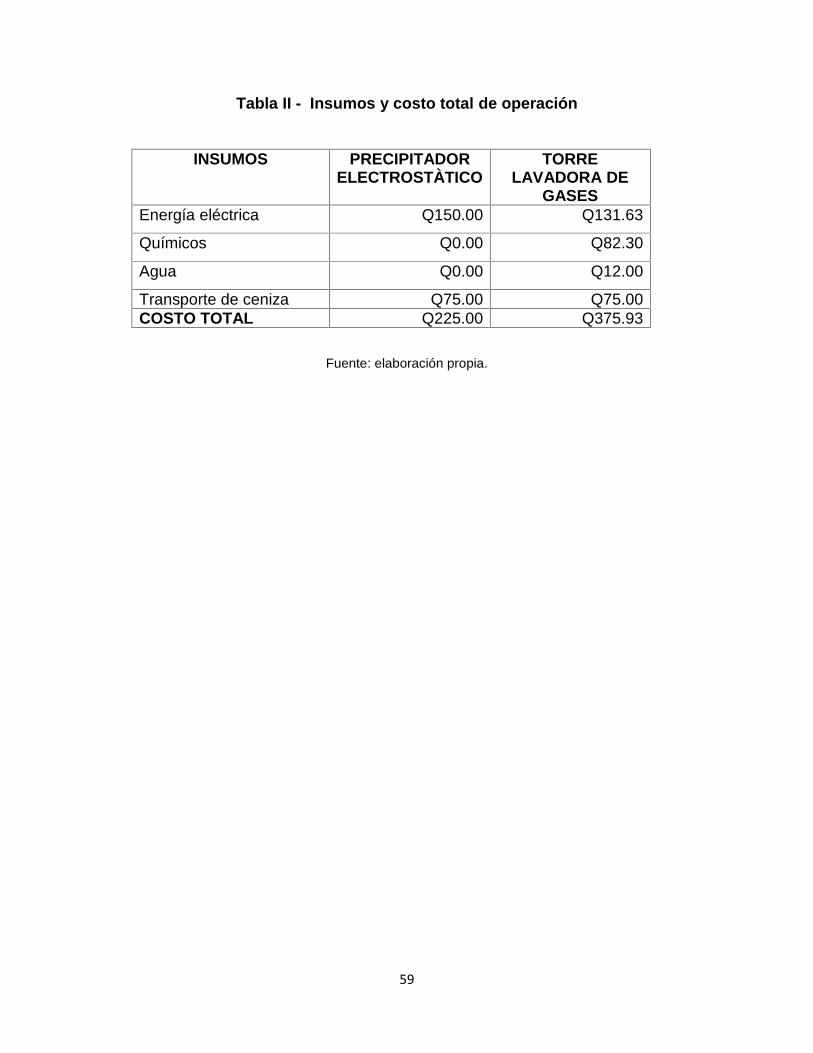
59
Tabla II - Insumos y costo total de operación
INSUMOS PRECIPITADORELECTROSTÀTICO
TORRELAVADORA DE
GASESEnergía eléctrica Q150.00 Q131.63
Químicos Q0.00 Q82.30
Agua Q0.00 Q12.00
Transporte de ceniza Q75.00 Q75.00COSTO TOTAL Q225.00 Q375.93
Fuente: elaboración propia.

60
5 CONCLUSIONES
1. Se definió con base en las diferencias de operación, que con la
implementación del precipitador electrostático en la caldera de carbón-
biomasa se obtendrá la eliminación de agua en el proceso de recolección de
ceniza de los gases de combustión, lo cual vuelve eficiente el proceso,
debido a que reduce los costos de tratamiento de agua y de la ceniza
recolectada.
2. Se definió que con la implementación del precipitador electrostático la
empresa alinea su operación a sus objetivos de responsabilidad social
empresarial, debido a que se busca reducir al mínimo la contaminación de
aguas residuales fuera del ingenio, y la contaminación del aire a través de
una mayor captación de ceniza en el proceso.
3. Por medio de la comparación de contaminantes en los dos equipos, se
determina que al ser estos operables en óptimas condiciones, el precipitador
electrostático da una eficiencia en la recolección de contaminantes (ceniza)
del 95% a 98%, con un costo de operación menor al de una torre lavadora de
gases que opera con una eficiencia del 85% a 90%.
4. Con la implementación del precipitador electrostático se elimina
completamente la humedad en la ceniza (residuo de la combustión de la
caldera), la cual es enviada al campo como abono orgánico para la caña de
azúcar, debido a que la humedad en la ceniza no es un factor que interfiere
con el proceso natural de crecimiento de la caña de azúcar.
61
6 RECOMENDACIONES
1. La gerencia deberá de estar totalmente comprometida en el tema de la
mejora continua, implementación de nuevas tecnologías y la responsabilidad
social empresarial, para reconocer que las inversiones de mediano plazo son
importantes y necesarias para la obtención de resultados económicos a largo
plazo.
2. Con los datos de la investigación realizadas, Ingenio La Unión S. A. debe
evaluar la implementación de esta tecnología de recolección de ceniza en
seco, así como el impacto económico en las demás calderas, para lo cual
deberá:
o Realizar un estudio a las calderas ya instaladas en el Ingenio La Unión,
las cuales operan con equipos a base de agua.
3. Realizar un estudio de los equipos que sufrirán mayor desgaste en el
precipitador (martillos, electrodos de descarga, placas colectoras, etc.) y
evaluar si estos pueden ser fabricados en la empresa o tener en inventario
para mantenimiento, ya que son fabricados en La India y no se tienen
repuestos en el país.
4. Capacitar al personal que estará a cargo de la operación del precipitador
electrostático, debido a que es tecnología nueva con condiciones de
operación relativamente nuevas en la industria azucarera.
5. Entablar conversaciones y buscar corporaciones que permitan el acceso al
personal que estará a cargo de la operación de la caldera (precipitador
electrostático) para asistir durante el período previo al arranque por primera
vez de la caldera, y así adquirir conocimientos de las experiencias tenidas en
otros ingenios donde esta tecnología ya se ha implementado.

62
BIBLIOGRAFÍA
1. Colombia, Unidades Tecnológicas de Santander (2004). Torres lavadoras
(SCRUBBER). Bucaramanga-Santander, Tecnología Ambiental.
2. Danielson, John A., (1973). Air pollution engineering manual. Agencia de
Protección Ambiental de Estados Unidos.
3. Disante, L. Ringler S. & Zuccotti, J. (2006). Precipitadores electroestáticos.
Argentina, Facultad Regional San Nicolás, Universidad Tecnológica
Nacional.
4. EPA. Agencia de Protección Ambiental. (2002). Manual de costos de control
de contaminación del aire. Estados Unidos.
5. ETS, Inc. Roanoke. (1999). Precipitadores electrostáticos. VA 24018-
4394. En Controles de materia particulada. EPA 452/B-02-002.
6. Innovative Strategies and Economics Group OAQPS U.S. (1999). Controles
de materia particulada. Environmental Protección Agency, Research
Triangle Park NC 27711 Precipitaderos Electrostáticos. En W. Vatavuk
(Comp). EPA 452/B-02-002.
7. Molina Calderón, José (2005). De trapiche a Ingenio: la aventura de una
empresa familiar, Ingenio La Unión.
8. Research Triangle Institute, Research Triangle Park NC27709 (1999).
Precipitadores electrostáticos. En J. Turner, P. Lawless, T. Yamamoto, D.
Coy (Comp), Controles de materia particulada, (EPA 452/B-02-002).

63
CITAS BIBLIOGRÁFICAS
1. Documentos internos de la empresa, Ingenio La Unión S.A.

64
7 ANEXOS
Figura 11 - Filtro de mangas
Fuente: Ingeniería Innova.

65
Figura 12 - Torre lavadora de gases (Scrubber)
Fuente: elaboración propia. Fotografía tomada en Ingenio la Unión S.A.
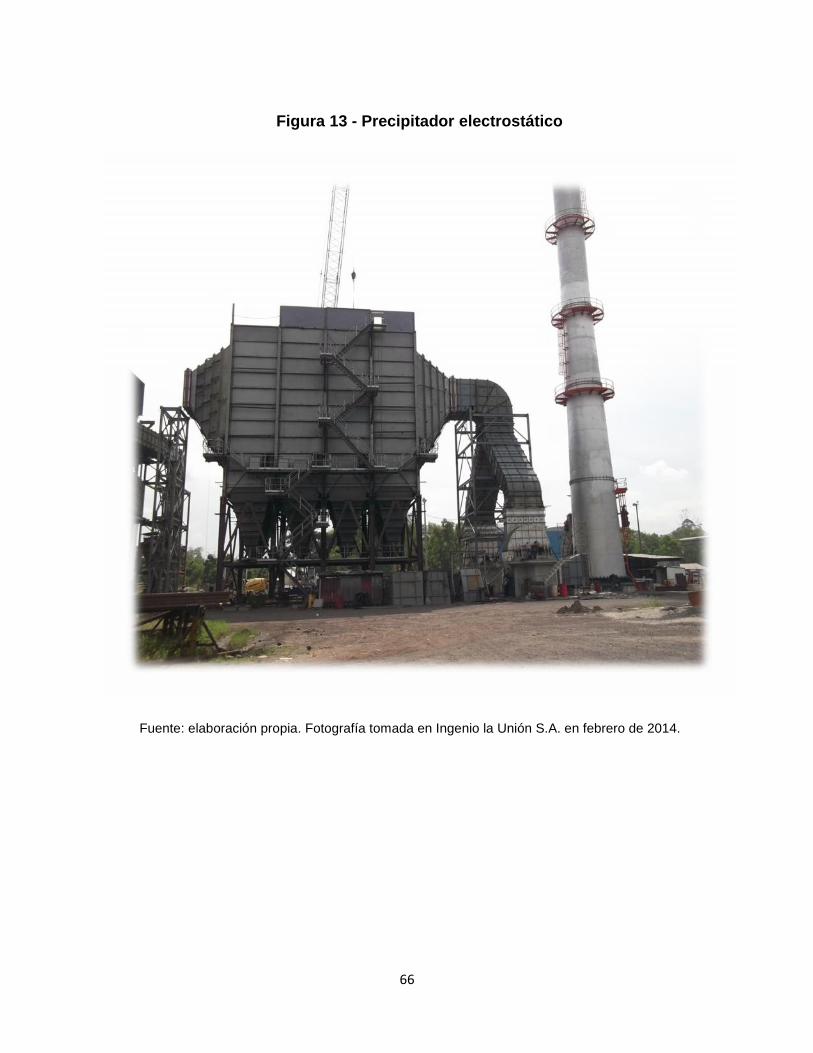
66
Fuente: elaboración propia. Fotografía tomada en Ingenio la Unión S.A. en febrero de 2014.
Figura 13 - Precipitador electrostático

67
Fuente: elaboración propia. Fotografía tomada en Ingenio la Unión S.A. en febrero de 2014.
Figura 14 - Precipitador electrostático