analysis of alternatives for the use of trichloroethylene
TRANSCRIPT
ANALYSIS OF ALTERNATIVES
1
Analysis of Alternatives for the use of trichloroethylene as an
extraction solvent for removal of process oil and formation of the
porous structure in polyethylene based separators used in lead-acid
batteries
Legal name of applicant(s): ENTEK International Limited
Mylord Crescent
Camperdown Industrial Estate
Killingworth, Newcastle upon Tyne NE12 5XG, UK
Submitted by: ENTEK International Limited
Substance: Trichloroethylene, CAS 79-01-6; EC 201-167-4
Use title: Use of trichloroethylene as an extraction solvent for removal of process oil and formation
of the porous structure in polyethylene based separators used in lead-acid batteries
Use number: USE 1
2
CONTENTS
SUMMARY ................................................................................................................................................................. 7
ACTIONS AND TIMEFRAME FOR IDENTIFICATION AND DEVELOPMENT OF A SUITABLE AND
AVAILABLE ALTERNATIVE. ......................................................................................................................... 15
2. ANALYSIS OF SUBSTANCE FUNCTION ....................................................................................................... 17
2.1 OVERVIEW AND BACKGROUND .................................................................................................................. 17
2.2 MANUFACTURE OF POLYETHYLENE-BASED SEPARATORS - PROCESS DESCRIPTION ................. 20
2.3 CONSIDERATION OF OBSTACLES OR DIFFICULTIES IDENTIFIED OR EXPECTED IN RELATION TO
FINDING AN ALTERNATIVE FULFILLING OR REPLACING THE EQUIVALENT FUNCTION OF TRI. 24
3 ANNUAL TONNAGE .......................................................................................................................................... 30
4 IDENTIFICATION OF POSSIBLE ALTERNATIVES ................................................................................... 31
4.1 LIST OF POSSIBLE ALTERNATIVES ............................................................................................................. 31
4.2 DESCRIPTION OF EFFORTS MADE TO IDENTIFY POSSIBLE ALTERNATIVES.................................... 41
4.2.1 Research and Development ............................................................................................................................ 42
4.2.1.1 Solvent Alternatives ............................................................................................................................ 42
4.2.2 Manufacturing Alternatives ............................................................................................................................ 55
4.2.3 Consultations .................................................................................................................................................. 65
5. SUITABILITY AND AVAILABILITY OF POSSIBLE ALTERNATIVES ................................................... 67
5.1 INTRODUCTION ................................................................................................................................................ 67
5.2 N- HEXANE ........................................................................................................................................................ 67
5.2.1 Substance ID and properties ........................................................................................................................... 67
5.2.2 Technical feasibility ............................................................................................................................ 69
5.2.3 Reduction of overall risk due to transition to the alternative .......................................................................... 75
5.2.4 Economic feasibility ............................................................................................................................ 78
5.2.5 Availability ..................................................................................................................................................... 83
5.2.6 Conclusion on suitability and availability for n-hexane ................................................................................. 83
5.3 DICHLOROMETHANE ...................................................................................................................................... 85
5.3.1 Substance ID and properties ........................................................................................................................... 85
5.3.2 Technical feasibility ............................................................................................................................ 87

3
5.3.3 Reduction of overall risk due to transition to the alternative .......................................................................... 87
5.3.4 Economic feasibility....................................................................................................................................... 92
5.3.5 Availability ..................................................................................................................................................... 93
5.3.6 Conclusion on suitability and availability for dichloromethane ..................................................................... 93
5.4 TETRACHLOROETHYLENE ............................................................................................................................ 95
5.4.1 Substance ID and properties ........................................................................................................................... 95
5.4.2 Technical feasibility ............................................................................................................................ 97
5.4.3 Reduction of overall risk due to transition to the alternative .......................................................................... 97
5.4.4 Economic feasibility ...................................................................................................................................... 102
5.4.5 Availability ..................................................................................................................................................... 103
5.4.6 Conclusion on suitability and availability for tetrachloroethylene ................................................................. 103
5.5 VERTREL® SDG ................................................................................................................................................ 105
5.5.1 Substance ID and properties ................................................................................................................ 105
5.5.2 Technical feasibility ....................................................................................................................................... 108
5.5.3 Reduction of overall risk due to transition to the alternative .......................................................................... 108
5.5.4 Economic feasibility ............................................................................................................................ 116
5.5.5 Availability ..................................................................................................................................................... 117
5.5.6 Conclusion on suitability and availability for Vertrel® SDG .......................................................................... 117
5.6 HFE-72DE............................................................................................................................................................ 119
5.6.1 Substance ID and properties ........................................................................................................................... 119
5.6.2 Technical feasibility ............................................................................................................................ 120
5.6.3 Reduction of overall risk due to transition to the alternative .......................................................................... 121
5.6.4 Economic feasibility....................................................................................................................................... 124
5.6.5 Availability ..................................................................................................................................................... 125
5.6.6 Conclusion on suitability and availability for HFE-72DE .............................................................................. 125
5.7 N-PROPYL BROMIDE ....................................................................................................................................... 126
5.7.1 Substance ID and properties ........................................................................................................................... 126
5.7.2 Technical feasibility ............................................................................................................................ 127
5.7.3 Reduction of overall risk due to transition to the alternative .......................................................................... 128
5.7.4 Economic feasibility....................................................................................................................................... 131

4
5.7.5 Availability ..................................................................................................................................................... 132
5.7.6 Conclusion on suitability and availability for n-propyl bromide .................................................................... 132
5.8 D-LIMONENE ..................................................................................................................................................... 133
5.8.1 Substance ID and properties ........................................................................................................................... 133
5.8.2 Technical feasibility ............................................................................................................................ 135
5.8.3 Reduction of overall risk due to transition to the alternative .......................................................................... 135
5.8.4 Economic feasibility....................................................................................................................................... 138
5.8.5 Availability ..................................................................................................................................................... 139
5.8.6 Conclusion on suitability and availability for D-limonene ............................................................................. 139
5.9 ACETONE ........................................................................................................................................................... 140
5.9.1 Substance ID and properties ........................................................................................................................... 140
5.9.2 Technical feasibility ............................................................................................................................ 141
5.9.3 Reduction of overall risk due to transition to the alternative .......................................................................... 141
5.9.4 Economic feasibility....................................................................................................................................... 145
5.9.5 Availability ..................................................................................................................................................... 146
5.9.6 Conclusion on suitability and availability for Acetone ................................................................................... 146
5.10 ASSESSMENT OF TECHNICAL ALTERNATIVES ........................................................................................ 146
5.10.1 Lead Acid Battery Classifications ....................................................................................................... 146
5.10.2 Alternative separator products ............................................................................................................. 147
6 OVERALL CONCLUSIONS ON SUITABILITYAND AVAILABILITY OF POSSIBLE ALTERNATIVES
FOR USE OF TRICHLOROETHYLENE AS AN EXTRACTION SOLVENT FOR REMOVAL OF PROCESS
OIL AND FORMATION OF THE POROUS STRUCTURE IN POLYETHYLENE BASED SEPARATORS
USED IN LEAD-ACID BATTERIES ....................................................................................................................... 150
6.1 OVERALL CONCLUSION................................................................................................................................. 150
6.2 ACTIONS AND TIMEFRAME FOR IDENTIFICATION AND DEVELOPMENT OF A SUITABLE AND
AVAILABLE ALTERNATIVE. ......................................................................................................................... 154
ANNEX I – JUSTIFICATION FOR CONFIDENTIALITY CLAIMS ................................................................. 160
REFERENCES ........................................................................................................................................................... 163
WEB REFERENCES ................................................................................................................................................. 165

6
List of Abbreviations
AoA Analysis of Alternatives
C&L Classification & Labelling
CAS Chemical Abstracts Service
CEFIC The European Chemical Industry Council
CLP Classification, Labelling and Packaging
CMR Carcinogen, mutagen or reproductive toxin (as defined in Article 57 of
REACH)
CSR Chemical Safety Report
DCM Dichloromethane (methylene chloride)
ECHA European Chemicals Agency
EEA European Economic Area
eSDS extended Safety Data Sheet
ESR Existing Substances Regulation
EU European Union
GHG Greenhouse gas
LABS Lead acid battery separator
NPV Net present value
PBT Persistent, Bioaccumulative, and Toxic (as defined in Article 57 and
Annex XIII of REACH)
PEC Predicted environmental concentration
PNEC Predicted no effect concentration
RAR Risk Assessment Report
RMM Risk Management Measure
SEA Socio Economic Analysis
SEAC Socio Economic Analysis Committee
SLI Starting, lighting, and ignition
SVHC Substance of Very High Concern
TCE or Tri-CE or
TRI
Trichloroethylene
UHMWPE Ultra high molecular weight polyethylene
7
USE OF TRICHLOROETHYLENE AS AN EXTRACTION
SOLVENT FOR REMOVAL OF PROCESS OIL AND
FORMATION OF THE POROUS STRUCTURE IN
POLYETHYLENE BASED SEPARATORS USED IN LEAD-ACID
BATTERIES
SUMMARY
Entek International Ltd. is a producer of lead acid battery separators. The function of a battery separator is to
prevent the positive and negative electrodes of the lead-acid battery from touching and short-circuiting,
whilst allowing the electrodes to communicate via ion transport through the electrolyte (i.e. sulphuric acid).
Battery separators have 50 to 60% porosity with a mean pore diameter of approximately 0.1 micron: these
pores are large enough for ion transport through the separator thickness, but small enough to ensure that
dendrites do not grow through the separator and cause a short circuit. The battery separator is formulated to
retain structural and electrical integrity for multiple years whilst submerged in sulphuric acid solution,
challenged by the vibration and jarring that a battery is subjected to under the bonnet of an automobile and
with exposure to temperature extremes.
Battery separators are a specialty product with very specific technical qualities and there are only a few
manufacturers, especially as compared to the complete battery. The manufacturing process for battery
separators requires a large capital investment and a high degree of technical skill in order to meet quality and
cost targets. Because the product is essential to the modern, sealed flooded lead-acid battery – the most cost-
effective and reliable Starting, Lighting and Ignition (SLI) power source available for automobiles – major
battery makers seek to ensure their uninterrupted supply and consistent performance of the material by
requiring contractual commitments for supply and severe limitations on the separator producer’s ability to
change materials, process or product specifications.
During the manufacture of ENTEK’s polyethylene separators, precipitated silica and UltraHigh Molecular
Weight PolyEthylene (UHMWPE) are combined with a process oil and various minor ingredients to form a
mixture that is extruded at elevated temperature to form an oil-filled sheet. The oil-filled sheet is calendered
(rolled out) to the desired thickness, and the majority of the process oil is extracted with TRI. The sheet is
then passed through a dryer and hot air oven to remove the TRI, leaving behind a microporous structure in
the separator sheet. Finally, the sheet is cut at multiple positions to form rolls of separator sheet that have the
appropriate profile for customers’ battery designs. The term “profile” refers to the width, backweb
thickness, number of ribs, rib height, and shoulder design of the separator as shown in Figure 1.2.
The conclusion of the analysis of alternatives is that there are currently no alternatives that are both suitable
and available to the applicant for the replacement of the Annex XIV substance function. A number of

8
possible solvent alternatives have been tested at laboratory scale or otherwise analysed by ENTEK.
Although it was found that for one or two of the substances there is potential for the replacement of TRI, a
considerable amount of further research is required to determine the commercial feasibility of these
substances.
It is very important to note that all of the described alternatives are still at a very early stage of investigation
and none can be considered commercially feasible without extensive further research and development. It is
important to make a distinction between technical feasibility and commercial feasibility. As used herein,
the criteria for technical feasibility in the early stages of the Stage-Gate Research and Development process
(see Figure 4.11) are simply to show that a porous material can be produced which is chemically compatible
with sulphuric acid (i.e., the electrolyte in a lead-acid battery). Even if technical feasibility can be
demonstrated in the laboratory, commercial feasibility can only be confirmed after economic scale-up of the
manufacturing process and customer qualification of lead-acid batteries containing any battery separator
produced with an alternative solvent.
If ENTEK is able through further research to determine that an alternative substance is commercially
feasible, ENTEK would have to demonstrate to its customers that it can produce separators that consistently
meet customer requirements. Battery manufacturers sell products with multi-year warranties, making them
extremely adverse to risks that could result in higher warranty claims. In addition, battery manufacturers that
produce batteries for original equipment manufacturers are held to very strict standards and any major
product change needs to be approved by these end customers. As a result, it is common for battery
manufacturers to contractually bind battery separator suppliers not to change raw materials, process or
product specifications without prior approval and verification of product performance via extensive lab
testing, field testing, process validation and product validation; the battery manufacturers are similarly bound
by their customers. ENTEK is subject to these restrictions.
Given the long-term promise of battery performance reflected in battery warranties, the logic of ENTEK’s
customers in severely curtailing ENTEK’s ability to make changes in material, process and product is
sound. The performance of a battery separator is derived from the raw materials used to make it, the
equipment the separator was made on, and the operating conditions under which the equipment was run.
Given the number of raw materials and the complexity of a battery separator line, the possible combinations
of material, equipment, and process settings is immense. Prototyping a new process in the lab, engineering
and constructing the commercial solution, finding the correct process conditions and validating the finished
separator product is a lengthy and complex undertaking.
ENTEK is fully aligned with the goal of REACH to reduce the use of substances of concern in the European
Union and research into the possible replacement of TRI is already underway. We recognize that finding a
safe and satisfactory substitute for TRI in our battery separator process is a desirable outcome for all
stakeholders. We do not have that substitute in hand today and it will take a highly skilled research,

9
engineering and production team to find and implement that substitute. ENTEK believes that it has the right
team and will continue to invest in the reduction and ultimate potential replacement of TRI.
ENTEK requests a 12-year authorization period to allow continuing with the development of the materials,
process, and products required to satisfy customers and safeguard the well-being of associates, local
community, and the EU at large. In the 12 years requested ENTEK will continue to invest in research to find
a suitable alternative to TRI that will both satisfy the customers’ demands and improve on the human and
environmental safety in the production of battery separators.

10
Table 1.1 Summary of essential criteria for substance function
Essential criterion for substance
function
Justification/explanation
1. Task performed by Annex XIV
substance
TRI is used to remove (extract) naphthenic process oil from
polyethylene/silica sheet during the manufacture of battery
separators for onward use in lead acid batteries in
automobiles. The use of TRI maintains fire and explosion
safety in ENTEK’s continuous manufacturing process. It
also enables effective recovery and reuse of TRI by distillation or carbon adsorption/desorption.
Lead acid battery separators are primarily composed of
UHMWPE, precipitated silica and oil. UHMWPE is a
unique polymer that requires a large percentage of process
oil to be extruded in sheet form. This polymer imparts the
necessary mechanical properties for handling in the
manufacturing process. It also imparts high puncture
strength demanded by customers.
There is significantly less oil in the finished product than the
amount of oil required for manufacturing separators;
therefore, a solvent is required to remove the majority of the
oil from the extruded sheet. After removal of the required
amount of oil, the solvent must then be evaporated from the
sheet. This step leaves behind the required amount of
porosity to enable ion transport in a battery.
The solvent must be highly miscible with the process oil and
nonflammable in the ENTEK continuous separator
manufacturing process. After removal of the process oil the
oil/solvent mixture must be distilled into its separate
components for reuse in the manufacturing process.
The solvent is also recaptured after evaporation from the
separator sheet in both vapour and liquid form. The vapour
is recovered through adsorption/desorption in a carbon bed
system and the liquid is phase separated from the condensed
steam/solvent mixture formed in the dryer.
2. What critical properties and quality
criteria must the substance fulfill?
Non-flammability
A non-flammable solvent is critical to worker and equipment
safety. Additionally, this characteristic makes it compatible
with the ENTEK continuous manufacturing process.
A high degree of solvency with process
oil
The solvent must have a high degree of solvency for the
process oil so that the oil can be extracted efficiently.
Reasonable vapour pressure for effective
evaporation
The vapour pressure determines the ability of the solvent to
be evaporated and recovered from the continuous process, enabling recycling of the substance.
Condensable in a steam atmosphere
A reversible recovery of solvent using
distillation and high surface area carbon
The recovery processes require a solvent that can be
condensed in a steam atmosphere and that can be captured on
carbon and subsequently released and recovered.
3. Function conditions

11
Ambient/room temperature processing
Effective extraction of oil from the sheet in closed solvent
baths allows efficient use of energy and control and capture
of solvent vapour. The recovery of process oil is
accomplished through distillation of the oil TRI mixture removed from the extractors.
Recovery of process solvent and process
oil
TRI is recovered in both vapour and liquid form at different
points in the manufacturing process. Liquid TRI is
recovered via distillation of the oil/TRI mixture and from
phase separation of the water/TRI mixture condensed during
the drying stage. Finally, TRI vapour is recovered through
adsorption/desorption in the carbon beds. The recovered TRI
is then reused in the ENTEK continuous separator manufacturing process.
4. Process and performance constraints
Product
Upon evaporation of the solvent, the finished separator must
have sufficient porosity and wettability to provide low
electrical (ionic) resistance.
Performance of the separator in lead acid
batteries and acceptance of product by customers.
It is essential that the separator provides mechanical integrity
so that the separator can be enveloped at high speeds and to
prevent grid wire puncture during battery assembly or
operation. It is also essential that any trace amount of the
solvent left in the separator will not negatively affect the electrochemical performance of the lead acid batteries.
Compatibility with the process equipment
for making polyethylene separators.
TRI is stable and nonreactive with the grade of Stainless
Steel used throughout the ENTEK plant for equipment that
handles solvent (e.g. piping, valves, fittings, carbon beds,
extractor and dryer).
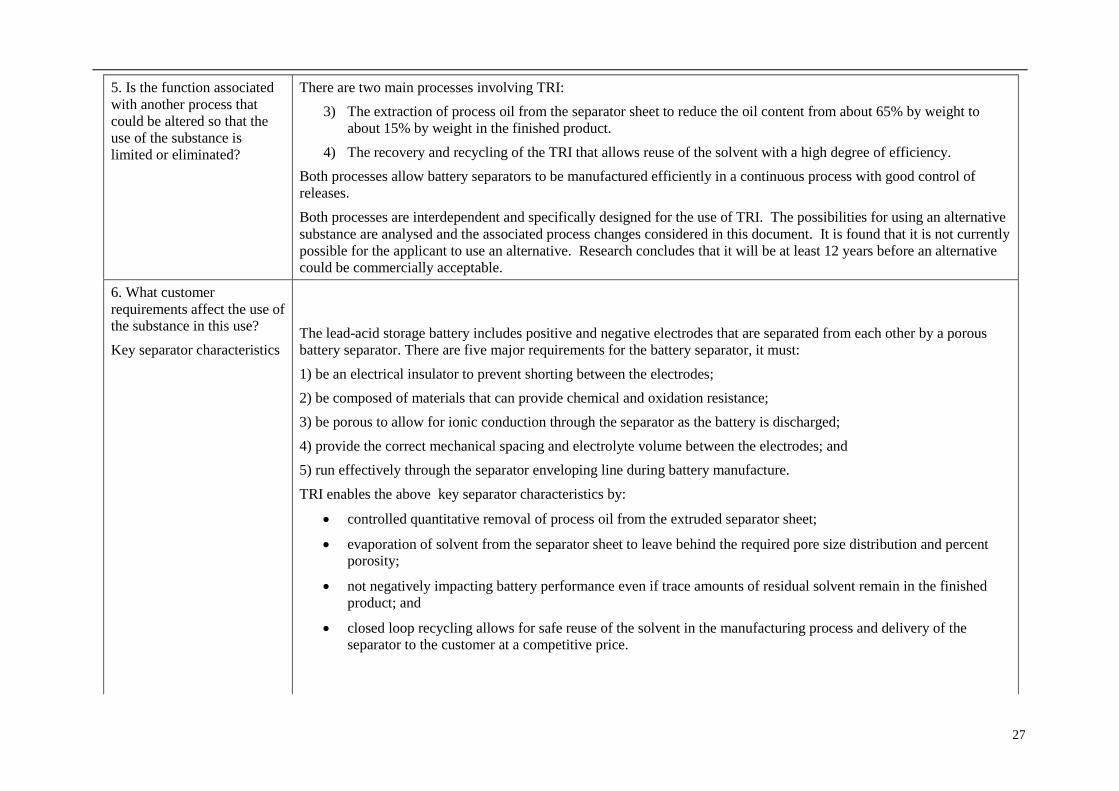
5. Is the function associated with another
process that could be altered so that the
use of the substance is limited or eliminated?
There are two main processes involving TRI:
1) The extraction of process oil from the separator sheet
to reduce the oil content from about 65% by weight to about 15% by weight in the finished product.
2) The recovery and recycling of the TRI that allows
reuse of the solvent with a high degree of efficiency.
Both processes allow battery separators to be manufactured
efficiently in a continuous process with good control of releases.
Both processes are interdependent and specifically designed
for the use of TRI. The possibilities for using an alternative
substance are analysed and the associated process changes
considered in this document. It is found that it is not
currently possible for the applicant to use an alternative.
Research concludes that it will be at least 12 years before an alternative could be commercially acceptable.
6. What customer requirements affect the
use of the substance in this use?
Key separator characteristics
The lead-acid storage battery includes positive and negative

12
electrodes that are separated from each other by a porous
battery separator. There are five major requirements for the
battery separator, it must:
1) be an electrical insulator to prevent shorting between the
electrodes;
2) be composed of materials that can provide chemical and oxidation resistance;
3) be porous to allow for ionic conduction through the
separator as the battery is discharged;
4) provide the correct mechanical spacing and electrolyte
volume between the electrodes; and
5) run effectively through the separator enveloping line
during battery manufacture.
TRI enables the above key separator characteristics by:
controlled quantitative removal of process oil from
the extruded separator sheet;
evaporation of solvent from the separator sheet to
leave behind the required pore size distribution and percent porosity;
not negatively impacting battery performance even if
trace amounts of residual solvent remain in the finished product; and
closed loop recycling allows for safe reuse of the
solvent in the manufacturing process and delivery of the separator to the customer at a competitive price.
Security of supply
Separators are a critical component in lead acid batteries
used throughout Europe. Security of supply is of critical
importance for battery manufacturers. Each supply location
plays a critical role in the security of supply for the battery
manufacturers. Each supplier is expected to have robust
processes to ensure timely delivery of this critical
component. For example, annual analysis and reporting on
risks to continuous operation and mitigation efforts for these risks, for example, fire safety, may be contractually required.
7. Are there particular industry sector
requirements or legal requirements for
technical acceptability that must be met
and that the function must deliver?
Battery Council International (BCI), Society of Automotive
Engineers (SAE), and European Norm (EN) specifications must be met for both separators and lead-acid batteries.
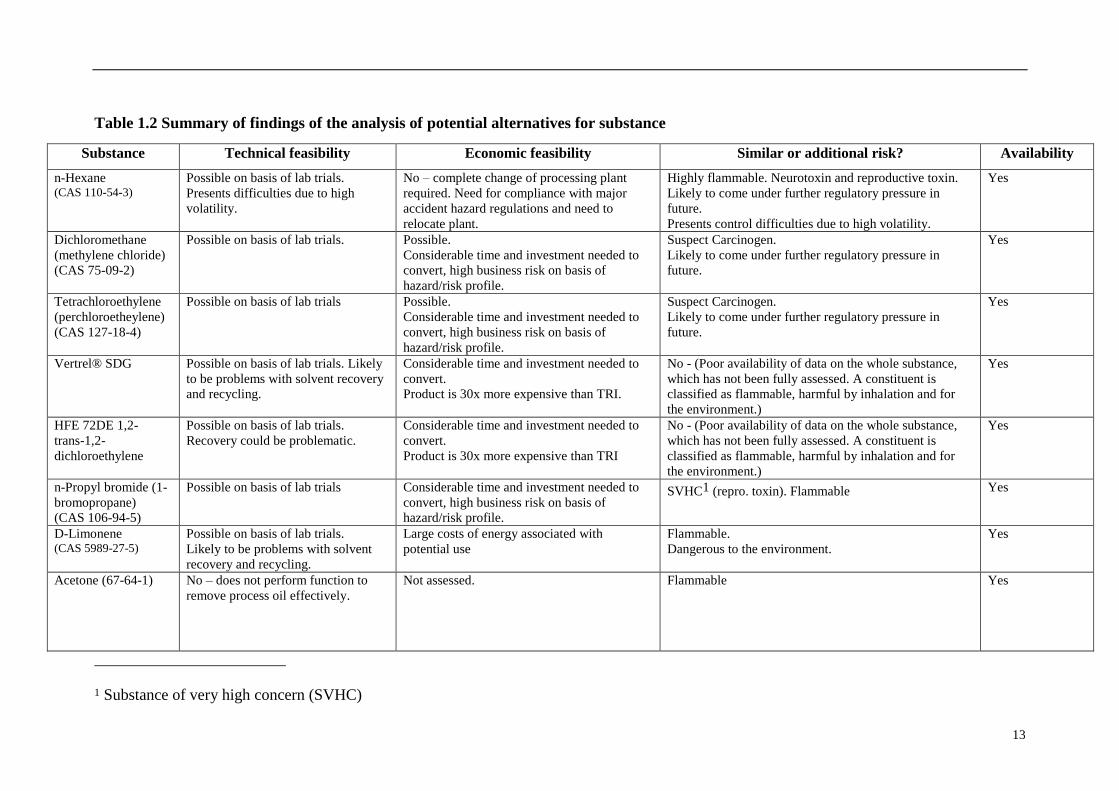
Table 1.2 (Table 5.1 in the main report) presents a summary of the solvents that were researched for their
potential to replace TRI in the ENTEK process. Each substance is evaluated against the criteria of technical
feasibility, economic feasibility, risk and availability.
13
Table 1.2 Summary of findings of the analysis of potential alternatives for substance
Substance Technical feasibility Economic feasibility Similar or additional risk? Availability
n-Hexane (CAS 110-54-3)
Possible on basis of lab trials.
Presents difficulties due to high
volatility.
No – complete change of processing plant
required. Need for compliance with major
accident hazard regulations and need to
relocate plant.
Highly flammable. Neurotoxin and reproductive toxin.
Likely to come under further regulatory pressure in
future.
Presents control difficulties due to high volatility.
Yes
Dichloromethane
(methylene chloride)
(CAS 75-09-2)
Possible on basis of lab trials.
Possible.
Considerable time and investment needed to
convert, high business risk on basis of
hazard/risk profile.
Suspect Carcinogen.
Likely to come under further regulatory pressure in
future.
Yes
Tetrachloroethylene
(perchloroetheylene)
(CAS 127-18-4)
Possible on basis of lab trials Possible.
Considerable time and investment needed to
convert, high business risk on basis of
hazard/risk profile.
Suspect Carcinogen.
Likely to come under further regulatory pressure in
future.
Yes
Vertrel® SDG Possible on basis of lab trials. Likely
to be problems with solvent recovery
and recycling.
Considerable time and investment needed to
convert.
Product is 30x more expensive than TRI.
No - (Poor availability of data on the whole substance,
which has not been fully assessed. A constituent is
classified as flammable, harmful by inhalation and for
the environment.)
Yes
HFE 72DE 1,2- trans-1,2-
dichloroethylene
Possible on basis of lab trials.
Recovery could be problematic.
Considerable time and investment needed to
convert.
Product is 30x more expensive than TRI
No - (Poor availability of data on the whole substance,
which has not been fully assessed. A constituent is
classified as flammable, harmful by inhalation and for
the environment.)
Yes
n-Propyl bromide (1-
bromopropane)
(CAS 106-94-5)
Possible on basis of lab trials Considerable time and investment needed to
convert, high business risk on basis of
hazard/risk profile.
SVHC1 (repro. toxin). Flammable Yes
D-Limonene (CAS 5989-27-5)
Possible on basis of lab trials.
Likely to be problems with solvent
recovery and recycling.
Large costs of energy associated with
potential use
Flammable.
Dangerous to the environment.
Yes
Acetone (67-64-1) No – does not perform function to
remove process oil effectively.
Not assessed. Flammable Yes
1 Substance of very high concern (SVHC)
14
Solvent substances that showed some promise in ‘bench-scale’ trials are also under some regulatory scrutiny
in the EU and elsewhere. In recent years, TRI has changed classification as a Cat. 2 carcinogen to a Cat 1B
carcinogen and only very recently has it been decided by ECHA that TRI should be considered to be a non-
threshold carcinogen (for the purposes of authorisation application as least). n-Hexane is a neurotoxin and a
reproductive toxin and tetrachloroethylene and methylene chloride are both currently classified as
carcinogens (Category 2, H351), and are subject to evaluation under CoRAP (now concluded) and
restrictions, respectively. It is therefore unlikely to be sustainable in terms of business planning to invest in
substances with these risk profiles that (based on their properties) would present similar challenges for
emission/release control as TRI. The implementation of a solvent alternative must therefore take account of
possible regulatory changes that would have a severe impact on the use of the substance in the future. It is
clear that for substances that show the possibility for being an alternative to TRI in the ENTEK process,
tetrachloroethylene and methylene chloride, that the regulatory and risk profile of these substances now and
in the future rule them out as likely options. n-Hexane, while used by an ENTEK competitor in France, is
ruled out as it is not compatible with the ENTEK continuous separator manufacturing process due to its
flammability and volatility in addition to its properties as a neurotoxin and a reproductive toxin.
Confidential

15
ACTIONS AND TIMEFRAME FOR IDENTIFICATION AND DEVELOPMENT OF A
SUITABLE AND AVAILABLE ALTERNATIVE.
There are a number of technical barriers to the use of an alternative solvent in the ENTEK continuous
separator manufacturing process. Even with no alternative currently technically feasible, however, we
consider how an industrial-scale trial of a solvent could be implemented and describe that in terms of actions
and associated timescales. First ENTEK must analyse interaction between the alternative solvent and its
equipment and likely retrofit its equipment to adapt the metallurgy to the specific solvent and develop any
appropriate solvent recovery systems. ENTEK must then gain customer approval of its process and resulting
separator products made with the alternative solvent. To gain such approval, ENTEK must make a
significant quantity of samples for its various customers to test in the production of batteries. For the
customer qualification of the process, the samples must be made on the production equipment that will be
used to manufacture separators on an ongoing commercial basis. To avoid cross-contamination with TRI,
these samples can only be run during a temporary plant shutdown period using the existing plant
infrastructure. Concurrently, ENTEK would undertake the engineering study to design the converted plant
and the trial results would feed into that engineering work. A 78 week programme is estimated for the time
needed to get feedback on each trial from customers. ENTEK would be required to conduct at least three
separate trials to gain broad customer approval. In order to continue to meet current customer demand, plant
shutdowns of a sufficient duration are only scheduled in the month of December. The total elapsed time in
this plan is estimated to be a minimum of nine years. This time frame would not be adequate if ENTEK
received any negative feedback from customers or if customers delay in their willingness to participate in the
trials. It is noted that no replacement solvent is currently commercially feasible and possible candidate
replacement solvents each pose similar or greater risks than TRI.
If ENTEK is unable to identify an alternative solvent for use in the ENTEK continuous separator
manufacturing process, ENTEK would then analyse whether a change to its process would make an
alternative solvent technically feasible. Such a change would be more significant than the process outlined
above and take significantly more engineering, procurement and construction. A temporary plant shutdown
alone as outlined above may not accommodate a commercial scale trial as required by the customers.
Depending on the process change, a longer shut down or complete plant reconstruction would be required
16
resulting in the longer term shutdown of the plant. If an alternative solvent requiring something less than
complete reconstruction of the plant could be identified, ENTEK would need at minimum of twelve years to
implement such process changes in addition to the trials required for customer approvals set forth above.
Any difficulties in implementation or negative customer reactions would result in a longer implementation
timeline.
Confidential

17
2. ANALYSIS OF SUBSTANCE FUNCTION
2.1 OVERVIEW AND BACKGROUND
Entek International Ltd. is a producer of lead acid battery separators that are made of polyethylene,
precipitated silica and a process oil. Most flooded lead acid batteries use these separators. This type of
battery is used in motor vehicles to provide power for starting, lighting and ignition (SLI). Polyethylene
separators are microporous and require large amounts of precipitated silica to be sufficiently acid-wettable
(i.e., to fill the pore space in the separator and present a continuous volume of acid through the separator to
the lead plates in the battery). The volume fraction of precipitated silica and its distribution in the separator
control electrical properties, while the volume fraction and orientation of polyethylene in the separator
control mechanical properties. The porosity range for commercial polyethylene separators is 50-60%.
During the manufacture of ENTEK’s polyethylene separators, precipitated silica and ultrahigh molecular
weight polyethylene (UHMWPE) are combined with a process oil and various minor ingredients to form a
mixture that is extruded at elevated temperature to form an oil-filled sheet. The oil-filled sheet is calendered
(rolled out) to the desired thickness, and the majority of the process oil is extracted with TRI. The sheet is
then passed through a dryer and hot air oven to remove the TRI, leaving behind a microporous structure in
the separator sheet. Finally, the sheet is cut at multiple positions to form rolls of separator sheet that have the
appropriate profile for customers’ battery designs. The term “profile” refers to the width, backweb
thickness, number of ribs, rib height, and shoulder design of the separator as shown in Figure 2.1.

18
Figure 2.1. Schematic drawing of a lead-acid battery separator.
The polyethylene separator sheet is typically delivered to lead acid battery manufacturers in roll form.
The separator provides mechanical integrity for high speed enveloping and prevents sharp grid wires or
plates from shorting the battery during assembly. The separator is fed to a machine that forms ‘envelopes’
by cutting the separator material, inserting an electrode, and sealing its edges (see Figure 2.2). The electrode
is either a positive or negative grid that is pasted with electrochemically active material. Together with the
separator envelope, it forms an electrode package. The electrode package is then alternated with the other
electrode (positive or negative) type to form a stack in which the separator acts as a physical spacer and an
electronic insulator between the grids (i.e., electrodes). After making series and parallel connections
between the grids, an electrolyte (i.e., sulphuric acid) is then introduced into the assembled battery to
facilitate ionic conduction within the battery. The battery then goes through an electrochemical formation
step prior to final inspection and shipment.
Figure 2.2. Schematic drawing of a lead-acid battery and the depiction of a separator
envelope surrounding an electrode.
Shoulder Region Ribs
Shoulder Region
Backweb Backweb

19
Battery manufactures require a microporous polyethylene separators with a material composition that
provides good puncture resistance, high oxidation resistance and low electrical resistance. These
characteristics are critical for the separator to function properly both during and after formation of the
battery. UHMWPE is the material widely chosen for lead-acid battery separators because it can impart
excellent mechanical properties while serving as a “binder” for the large quantities of precipitated silica
necessary to provide wettability.
The repeat unit of polyethylene is shown below:
(-CH2CH2-)x
where x represents the average number of repeat units in an individual polymer chain. In the case of
polyethylene used in many film and molded part applications, x equals about 103-10
4 whereas for UHMWPE
x equals about 105. This difference in the number of repeat units is responsible for the higher degree of chain
entanglement and the unique properties of UHMWPE.
A specific desired property is the ability of UHMWPE to resist material flow even when heated above its
crystalline melting point (135°C). This phenomenon is a result of the long relaxation times required for
individual chains to slip past one another, and therefore, UHMWPE is not a true thermoplastic. It requires a
plasticizer such as a naphthenic process oil (as explained below) to assist in solubilizing and disentangling
the polymer chains under the high temperature and shear conditions inside a twin screw extruder. After the
extrudate passes through the die and between the calender rolls that emboss a rib pattern, the sheet is cooled
so that the oil phase separates from the polymer to form regions that will eventually become pores after
removal of the oil. There is always a controlled amount of oil left in the finished separator because it has a
positive impact upon the oxidation resistance of the separator. The residual oil is believed to reside within
the UHMWPE fibrils that are dispersed throughout the separator. In this case, the oil serves as a reactive
species for scavenging oxygen and other oxidizing agents that can attack the long polymer chains and cause
embrittlement of the separator.
The primary purpose of the hydrophilic silica is to increase the acid wettability of the separator, thereby
lowering its electrical (ionic) resistivity. In the absence of silica, the sulphuric acid would not wet the
hydrophobic polyethylene fibrils and ion transport would not occur, resulting in an inoperable battery.
Consequently, the silica component of the separator typically accounts for between 55% and 70% by weight
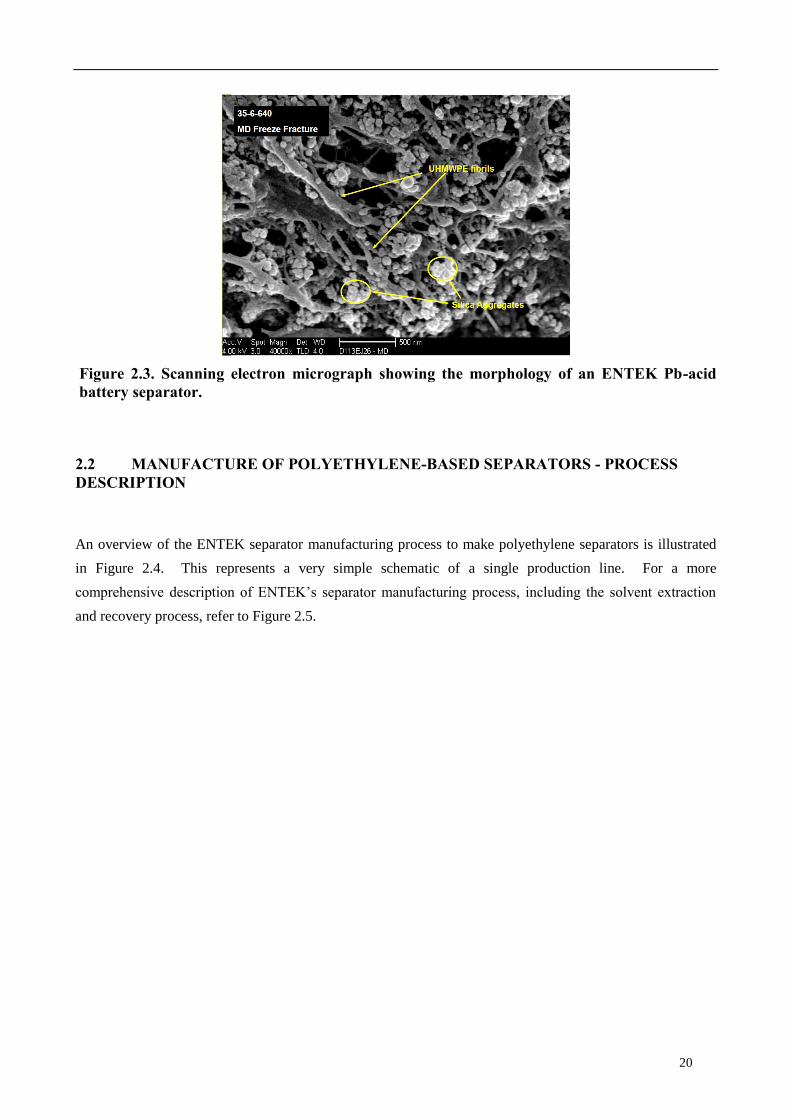
of the separator. Figure 2.3 shows the typical structure of a microporous separator.
20
Figure 2.3. Scanning electron micrograph showing the morphology of an ENTEK Pb-acid
battery separator.
2.2 MANUFACTURE OF POLYETHYLENE-BASED SEPARATORS - PROCESS
DESCRIPTION
An overview of the ENTEK separator manufacturing process to make polyethylene separators is illustrated
in Figure 2.4. This represents a very simple schematic of a single production line. For a more
comprehensive description of ENTEK’s separator manufacturing process, including the solvent extraction
and recovery process, refer to Figure 2.5.

21
Mix preparationFiller - silciapolyethyleneProcess oil
Extrusion(formation of sheet)
Drying (steam)(removal of TRI)
Extraction(of oil with TRI)
Hot air oven(removal of TRI)
Winding and slitting(finished separator rolls)
Calendering(formation of sheet)
Figure 2.4. Simple schematic of the ENTEK separator manufacturing process, showing a single processing line.
22
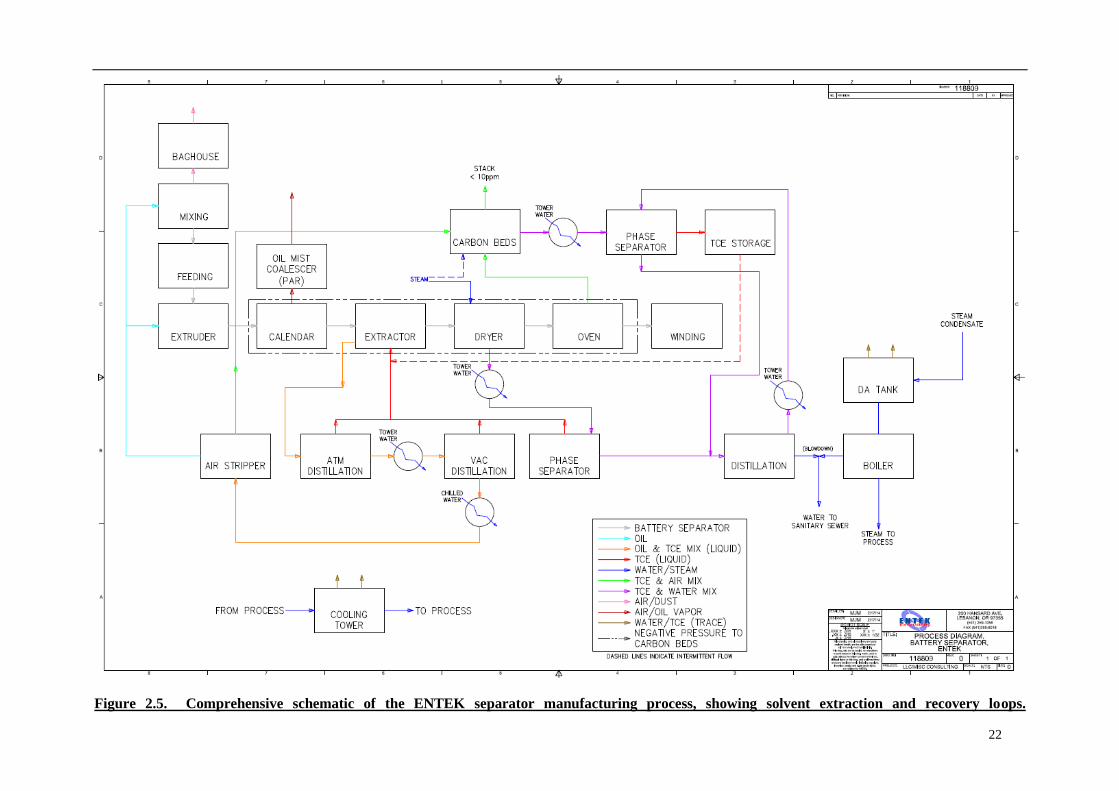
Figure 2.5. Comprehensive schematic of the ENTEK separator manufacturing process, showing solvent extraction and recovery loops.
23
A critical step in the manufacturing process is the extraction of a controlled amount of process oil from the
sheet and subsequent removal of the extraction solvent to form a microporous separator. ENTEK uses the
Annex XIV substance TRI as its extraction solvent. The purpose and function of the TRI in this use is to
perform the extraction of process oil by displacing the majority of the oil in the sheet. This is followed by
evaporation of the TRI to leave behind interconnected pores in the finished separator.
There are seven critical requirements for an extraction solvent (as fulfilled by TRI) in the ENTEK
manufacturing process:
1. Non-flammability.
2. Miscibility with a process oil that is a plasticizer for UHMWPE.
3. Recoverable in high purity via distillation of oil/solvent mixtures.
4. High affinity for activated carbon to promote vapour recovery.
5. Minimal solubility in water.
6. A low health and safety risk when exposure is managed within accepted limits.
7. Chemical stability under the conditions used for extraction, drying and recovery.
In the ENTEK process, TRI is recovered by distillation of the oil-TRI mixture that results from extraction of
the sheet. Trichloroethylene is also recovered during the drying step, as both a liquid that has been
condensed from the steam-TRI mixture in the dryer and as a vapour that is adsorbed in a carbon bed recovery
system (see Figure 2.5). Based on the critical requirements for an extraction solvent as set forth above, the
following selection criteria were developed to analyze potential alternatives.
Following are the primary selection criteria for an extraction solvent in the ENTEK process:
1. Hazard rating: non-flammable.
2. High degree of solvency for the process oil.
3. Reasonable vapour pressure for effective evaporation.
4. Low surface tension to prevent pore collapse due to capillary forces exerted during evaporation of
the solvent from the sheet.
5. Condensable in a steam atmosphere.
6. Minimal solubility in water.
7. Reversible recovery of high purity solvent using distillation and vapour adsorption/desorption onto
activated carbon in a continuous process.
8. Low environmental, health, and safety risk when exposure is managed within acceptable limits.
9. Chemical stability under the conditions used for extraction, drying, and recovery.
10. Available in required quantity at reasonable cost.
11. A finished separator that meets customer requirements for battery production and performance.
24
These selection criteria have guided ENTEK’s choice of TRI as its extraction solvent. First and foremost,
ENTEK believes that it is prudent to use a non-flammable solvent to ensure the safety of its workforce and
capital investment. The use of any flammable solvent is not compatible with ENTEK’s continuous separator
manufacturing process (raw materials to finished separator rolls). The requirement for a non-flammable
solvent quickly consolidates the potential solvent options.
A high degree of solvency for the ENTEK process oil is important because it ultimately determines the
residence time that is required in the extractor. The solvent also needs to have a vapour pressure that is
compatible with recovery in distillation and drying steps.
In the ENTEK process, the TRI is evaporated from the sheet with steam in the dryer. The ability to utilize
steam is beneficial because a condensable atmosphere can be created such that cooling coils at the bottom of
the dryer can be utilized to condense a large portion of the TRI as a liquid mixed with water. The phase
separation of the TRI/water mixture is readily accomplished, and a reduced amount of TRI vapour is sent to
carbon beds for recovery. This is a much less energy intensive option as compared to using hot air to
evaporate the TRI from the separator sheet and then sending 100% of it to the carbon beds in vapour form.
Finally, solvent cost and availability are important to ensure that the ENTEK separator manufacturing
process remains profitable.
2.3 CONSIDERATION OF OBSTACLES OR DIFFICULTIES IDENTIFIED OR
EXPECTED IN RELATION TO FINDING AN ALTERNATIVE FULFILLING OR
REPLACING THE EQUIVALENT FUNCTION OF TRI.
The guidance in the analysis of alternative template document from ECHA requests the applicant to “Present
the list of essential criteria for fulfilling the substance function that served as the basis for the assessment of
the alternatives. Justify why these criteria are the most relevant for the selection of the possible alternatives
by linking the criteria to the function, tasks and conditions under which the substance is used in the specific
use applied for”. The functions of TRI as a process solvent for the extraction of process oil from
polyethylene sheet are set out above. Table 2.1 below is a summary of the essential criteria with a short
explanation/comment to justify why that is the case; however, the detailed arguments are set out in the
subsequent sections. The table also takes account of the checklist for Annex XIV Substance Function
suggested in the ECHA Guidance on Authorisation Applications.
25
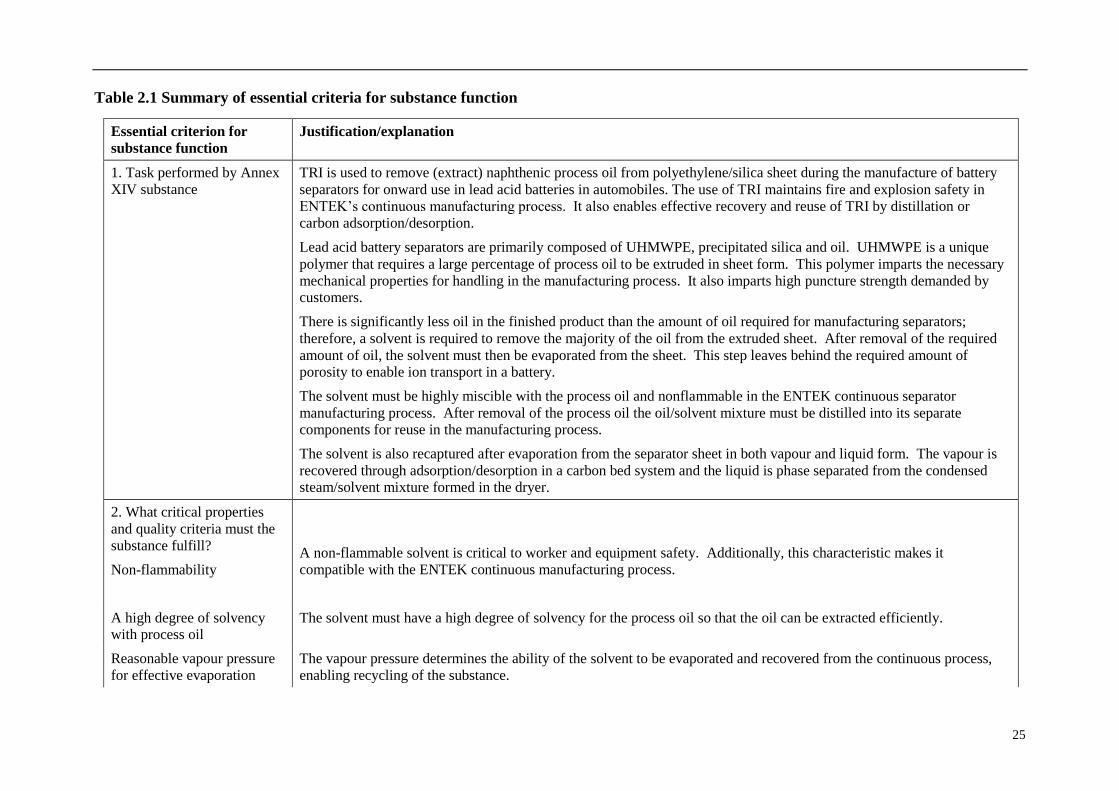
Table 2.1 Summary of essential criteria for substance function
Essential criterion for
substance function
Justification/explanation
1. Task performed by Annex
XIV substance
TRI is used to remove (extract) naphthenic process oil from polyethylene/silica sheet during the manufacture of battery
separators for onward use in lead acid batteries in automobiles. The use of TRI maintains fire and explosion safety in
ENTEK’s continuous manufacturing process. It also enables effective recovery and reuse of TRI by distillation or
carbon adsorption/desorption.
Lead acid battery separators are primarily composed of UHMWPE, precipitated silica and oil. UHMWPE is a unique
polymer that requires a large percentage of process oil to be extruded in sheet form. This polymer imparts the necessary
mechanical properties for handling in the manufacturing process. It also imparts high puncture strength demanded by customers.
There is significantly less oil in the finished product than the amount of oil required for manufacturing separators;
therefore, a solvent is required to remove the majority of the oil from the extruded sheet. After removal of the required
amount of oil, the solvent must then be evaporated from the sheet. This step leaves behind the required amount of porosity to enable ion transport in a battery.
The solvent must be highly miscible with the process oil and nonflammable in the ENTEK continuous separator
manufacturing process. After removal of the process oil the oil/solvent mixture must be distilled into its separate components for reuse in the manufacturing process.
The solvent is also recaptured after evaporation from the separator sheet in both vapour and liquid form. The vapour is
recovered through adsorption/desorption in a carbon bed system and the liquid is phase separated from the condensed steam/solvent mixture formed in the dryer.
2. What critical properties
and quality criteria must the
substance fulfill?
Non-flammability
A non-flammable solvent is critical to worker and equipment safety. Additionally, this characteristic makes it
compatible with the ENTEK continuous manufacturing process.
A high degree of solvency with process oil
The solvent must have a high degree of solvency for the process oil so that the oil can be extracted efficiently.
Reasonable vapour pressure
for effective evaporation
The vapour pressure determines the ability of the solvent to be evaporated and recovered from the continuous process,
enabling recycling of the substance.

26
Condensable in a steam
atmosphere
A reversible recovery of
solvent using distillation and
high surface area carbon
The recovery processes require a solvent that can be condensed in a steam atmosphere and that can be captured on
carbon and subsequently released and recovered.
3. Function conditions
Ambient/room temperature
processing
Effective extraction of oil from the sheet in closed solvent baths allows efficient use of energy and control and capture of
solvent vapour. The recovery of process oil is accomplished through distillation of the oil TRI mixture removed from the extractors.
Recovery of process solvent
and process oil
TRI is recovered in both vapour and liquid form at different points in the manufacturing process. Liquid TRI is
recovered via distillation of the oil/TRI mixture and from phase separation of the water/TRI mixture condensed during
the drying stage. Finally, TRI vapour is recovered through adsorption/desorption in the carbon beds. The recovered TRI is then reused in the ENTEK continuous separator manufacturing process.
4. Process and performance constraints
Product
Upon evaporation of the solvent, the finished separator must have sufficient porosity and wettability to provide low
electrical (ionic) resistance.
Performance of the separator
in lead acid batteries and
acceptance of product by
customers.
It is essential that the separator provides mechanical integrity so that the separator can be enveloped at high speeds and to
prevent grid wire puncture during battery assembly or operation. It is also essential that any trace amount of the solvent left in the separator will not negatively affect the electrochemical performance of the lead acid batteries.
Compatibility with the
process equipment for
making polyethylene separators.
TRI is stable and nonreactive with the grade of Stainless Steel used throughout the ENTEK plant for equipment that
handles solvent (e.g. piping, valves, fittings, carbon beds, extractor and dryer).
27
5. Is the function associated
with another process that
could be altered so that the
use of the substance is
limited or eliminated?
There are two main processes involving TRI:
3) The extraction of process oil from the separator sheet to reduce the oil content from about 65% by weight to
about 15% by weight in the finished product.
4) The recovery and recycling of the TRI that allows reuse of the solvent with a high degree of efficiency.
Both processes allow battery separators to be manufactured efficiently in a continuous process with good control of
releases.
Both processes are interdependent and specifically designed for the use of TRI. The possibilities for using an alternative
substance are analysed and the associated process changes considered in this document. It is found that it is not currently
possible for the applicant to use an alternative. Research concludes that it will be at least 12 years before an alternative
could be commercially acceptable.
6. What customer
requirements affect the use of the substance in this use?
Key separator characteristics
The lead-acid storage battery includes positive and negative electrodes that are separated from each other by a porous
battery separator. There are five major requirements for the battery separator, it must:
1) be an electrical insulator to prevent shorting between the electrodes;
2) be composed of materials that can provide chemical and oxidation resistance;
3) be porous to allow for ionic conduction through the separator as the battery is discharged;
4) provide the correct mechanical spacing and electrolyte volume between the electrodes; and
5) run effectively through the separator enveloping line during battery manufacture.
TRI enables the above key separator characteristics by:
controlled quantitative removal of process oil from the extruded separator sheet;
evaporation of solvent from the separator sheet to leave behind the required pore size distribution and percent porosity;
not negatively impacting battery performance even if trace amounts of residual solvent remain in the finished
product; and
closed loop recycling allows for safe reuse of the solvent in the manufacturing process and delivery of the separator to the customer at a competitive price.

28
Security of supply
Separators are a critical component in lead acid batteries used throughout Europe. Security of supply is of critical
importance for battery manufacturers. Each supply location plays a critical role in the security of supply for the battery
manufacturers. Each supplier is expected to have robust processes to ensure timely delivery of this critical component.
For example, annual analysis and reporting on risks to continuous operation and mitigation efforts for these risks, for
example, fire safety, may be contractually required.
7. Are there particular
industry sector requirements
or legal requirements for
technical acceptability that
must be met and that the function must deliver?
Battery Council International (BCI), Society of Automotive Engineers (SAE), and European Norm (EN) specifications
must be met for both separators and lead-acid batteries.

29
Section 4 below sets out the research, development, and engineering undertaken by ENTEK to identify and
investigate potential alternatives. Section 6 considers the steps needed to phase in potential alternatives
including the technical and commercial barriers that must be overcome.

30
3 ANNUAL TONNAGE
The applied for tonnage is within the tonnage band 10-100 tonnes per year.
31
4 IDENTIFICATION OF POSSIBLE ALTERNATIVES
4.1 LIST OF POSSIBLE ALTERNATIVES
As described in Section 2, the function of the Annex XIV substance (TRI or TCE) in the manufacture of
polyethylene separators for lead-acid batteries is as a solvent to extract process oil from the sheet in required
to impart specific qualities to the sheet. In addition, the choice of solvent allows effective extraction
recovery and recycling of solvent. This identification of possible alternatives therefore focuses on possible
solvents that could be suitable for replacement of TRI and their compatibility with the ENTEK continuous
separator manufacturing process and end-product. There are other separator technologies available that are
currently available (i.e., it is possible to use separators in lead acid batteries that are not polyethylene based,
see section 4.2.2). While the substance function does not direct the investigation of these technical
alternatives, the need for consideration of them is acknowledged, as this analysis should be in line with the
non-use scenario set out in the Socio Economic Analysis (SEA), which considers what the response would
be should polyethylene separators made using TRI not be available.
ENTEK scientists and engineers with detailed knowledge of the ENTEK continuous separator manufacturing
process have investigated possible alternatives to TRI. The list of possible substance alternatives was
identified as follows:
1. n-Hexane
2. Dichloromethane (methylene chloride)
3. Tetrachloroethylene (perchloroethylene)
4. Vertrel® SDG - an engineered mixture of non-flammable hydrofluorocarbons (HFCs) and trans-1,2-
dichloroethylene (t-DCE).
5. HFE 72DE trans-1,2-dichloroethylene CAS 156-60-5 (68 – 72%); ethyl nonafluoroisobutyl ether
CAS 163702-06-5 (4 – 16%); ethyl nonafluorobutyl ether CAS 163702-05-4 (4 – 16%); methyl
nonafluoroisobutyl ether CAS 163702-08-7 (2 – 8%); methyl nonafluorobutyl ether CAS 163702-
07-6 (2 – 8%)
6. n-Propyl bromide (1-bromopropane)
7. D-Limonene
8. Acetone
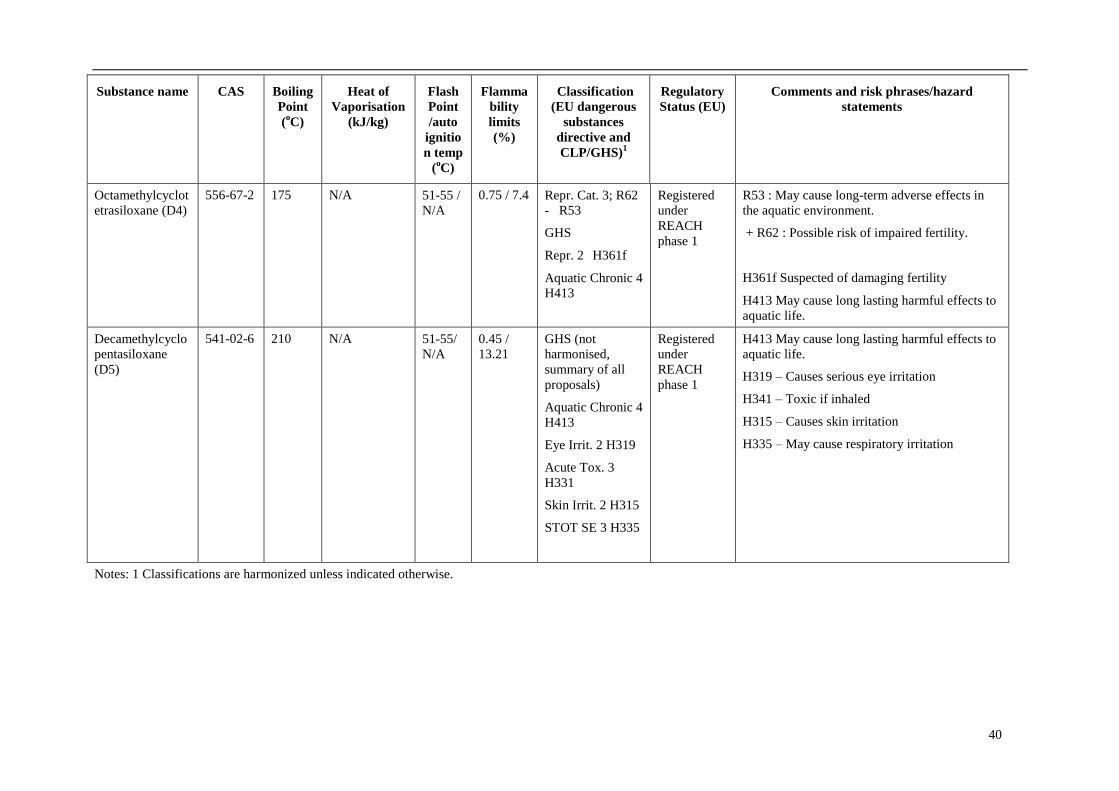
Other solvents (such as 1,2–dichloroethylene, alcohols (e.g. propan-2-ol and n-butanol) and siloxanes (such
as octamethylcyclotetrasiloxane (D4) and decamethylcyclopentasiloxane (D5)) and approaches to extraction
were considered, but eliminated because of chemical or equipment incompatibilities. For example, water

32
cannot be used as the extraction solvent since it is not miscible with the process oil. Additionally, while
supercritical carbon dioxide can be used as an extraction solvent for certain applications (e.g., decaffeination
of coffee beans), it requires a closed pressure vessel and is not a viable option in the ENTEK separator
manufacturing process because it is not possible to use this in a continuous process.
Table 4.1 below sets out a list of possible substance alternatives, which was a starting point for research on
possible replacement substances in the ENTEK continuous separator manufacturing process. Key
physicochemical properties as well as classification and labelling requirements in the EU are key
considerations for technical feasibility and hazards profile. In addition, consideration is given to the status of
substances under the REACH Regulation to give an initial indication of availability and regulatory status.
33
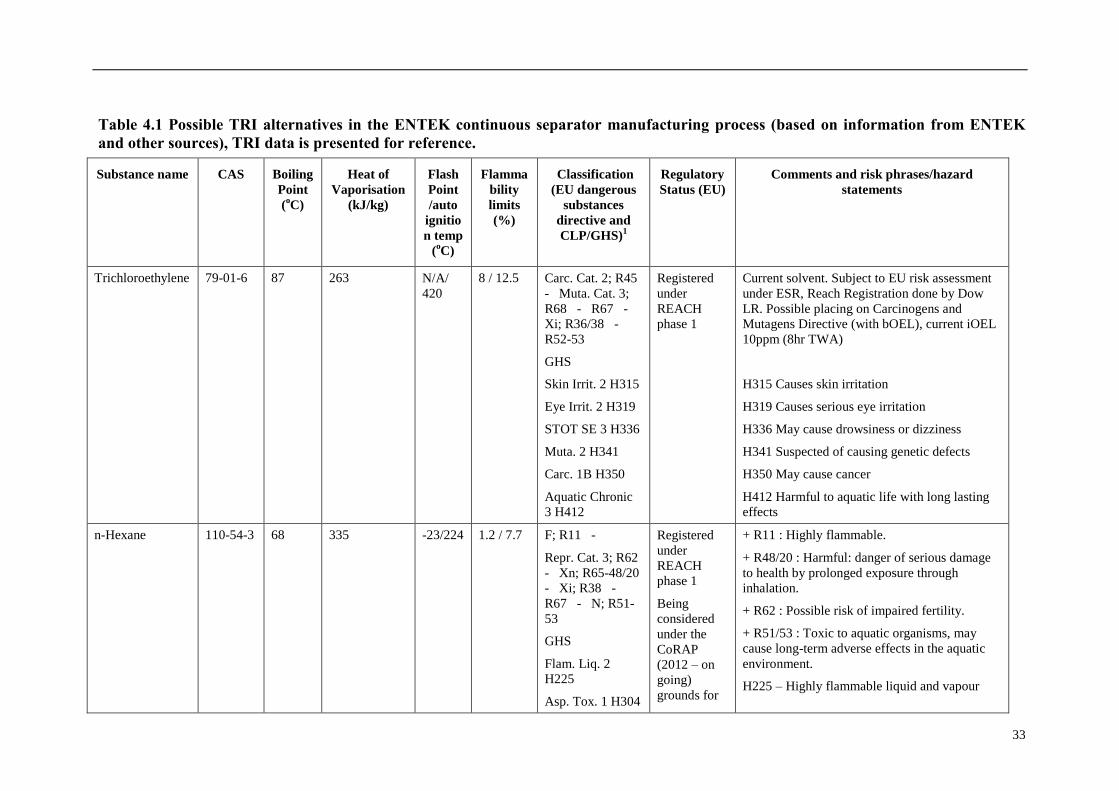
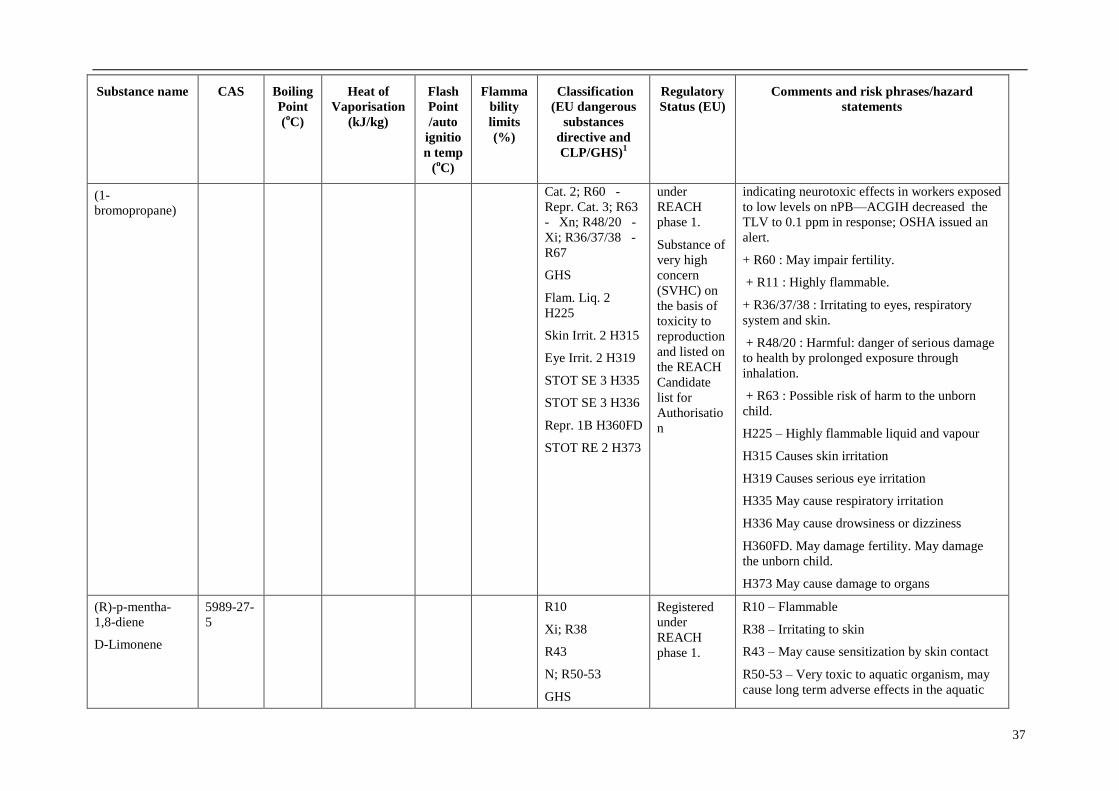
Table 4.1 Possible TRI alternatives in the ENTEK continuous separator manufacturing process (based on information from ENTEK
and other sources), TRI data is presented for reference.
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
Trichloroethylene 79-01-6 87 263 N/A/
420
8 / 12.5 Carc. Cat. 2; R45
- Muta. Cat. 3;
R68 - R67 -
Xi; R36/38 -
R52-53
GHS
Skin Irrit. 2 H315
Eye Irrit. 2 H319
STOT SE 3 H336
Muta. 2 H341
Carc. 1B H350
Aquatic Chronic
3 H412
Registered
under
REACH
phase 1
Current solvent. Subject to EU risk assessment
under ESR, Reach Registration done by Dow
LR. Possible placing on Carcinogens and
Mutagens Directive (with bOEL), current iOEL
10ppm (8hr TWA)
H315 Causes skin irritation
H319 Causes serious eye irritation
H336 May cause drowsiness or dizziness
H341 Suspected of causing genetic defects
H350 May cause cancer
H412 Harmful to aquatic life with long lasting
effects
n-Hexane 110-54-3 68 335 -23/224 1.2 / 7.7 F; R11 -
Repr. Cat. 3; R62
- Xn; R65-48/20
- Xi; R38 -
R67 - N; R51-
53
GHS
Flam. Liq. 2
H225
Asp. Tox. 1 H304
Registered
under
REACH
phase 1
Being
considered
under the
CoRAP
(2012 – on
going)
grounds for
+ R11 : Highly flammable.
+ R48/20 : Harmful: danger of serious damage
to health by prolonged exposure through
inhalation.
+ R62 : Possible risk of impaired fertility.
+ R51/53 : Toxic to aquatic organisms, may
cause long-term adverse effects in the aquatic
environment.
H225 – Highly flammable liquid and vapour
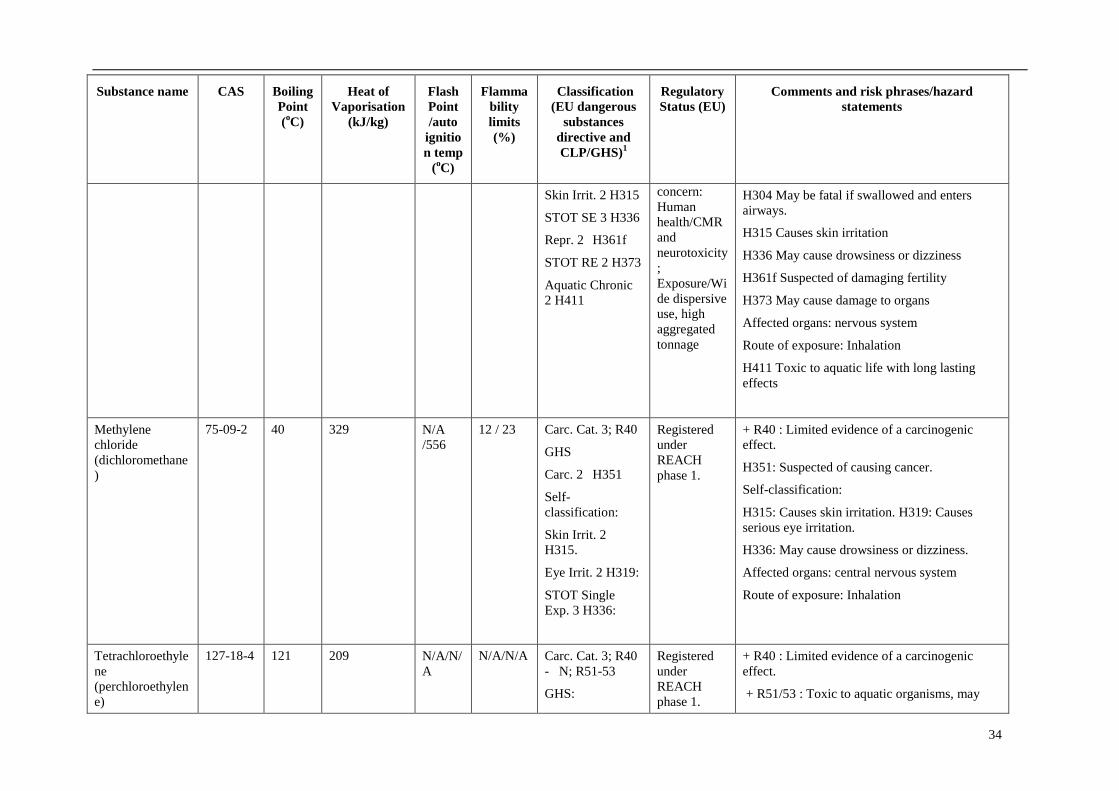
34
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
Skin Irrit. 2 H315
STOT SE 3 H336
Repr. 2 H361f
STOT RE 2 H373
Aquatic Chronic
2 H411
concern:
Human
health/CMR
and
neurotoxicity
;
Exposure/Wi
de dispersive
use, high
aggregated
tonnage
H304 May be fatal if swallowed and enters
airways.
H315 Causes skin irritation
H336 May cause drowsiness or dizziness
H361f Suspected of damaging fertility
H373 May cause damage to organs
Affected organs: nervous system
Route of exposure: Inhalation
H411 Toxic to aquatic life with long lasting
effects
Methylene
chloride
(dichloromethane
)
75-09-2 40 329 N/A
/556
12 / 23 Carc. Cat. 3; R40
GHS
Carc. 2 H351
Self-
classification:
Skin Irrit. 2
H315.
Eye Irrit. 2 H319:
STOT Single
Exp. 3 H336:
Registered
under
REACH
phase 1.
+ R40 : Limited evidence of a carcinogenic
effect.
H351: Suspected of causing cancer.
Self-classification:
H315: Causes skin irritation. H319: Causes
serious eye irritation.
H336: May cause drowsiness or dizziness.
Affected organs: central nervous system
Route of exposure: Inhalation
Tetrachloroethyle
ne
(perchloroethylen
e)
127-18-4 121 209 N/A/N/
A
N/A/N/A Carc. Cat. 3; R40
- N; R51-53
GHS:
Registered
under
REACH
phase 1.
+ R40 : Limited evidence of a carcinogenic
effect.
+ R51/53 : Toxic to aquatic organisms, may

35
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
Carc. 2 H351
Aquatic Chronic
2 H411
Self-
classification:
Skin Irrit. 2 H315
Eye Irrit. 2 H319:
Skin Sens. 1B
H317.
STOT Single
Exp. 3 H336:
Considered
under the
CoRAP
(2013 – on
going)
grounds for
concern:
Human
health/CMR;
Environment
/Suspected
PBT;
Exposure/Wi
de dispersive
use;
Aggregated
tonnage:
cause long-term adverse effects in the aquatic
environment.
H351: Suspected of causing cancer.
H411: Toxic to aquatic life with long lasting
effects.
CoRAP completed with final decision provided
in July 2014: no further data needs identified.
‘Concern clarified; No need of further risk
management measures’
Self-classification:
H315: Causes skin irritation.
H319: Causes serious eye irritation.
H317: May cause an allergic skin reaction.
H336: May cause drowsiness or dizziness.
Affected organs: central nervous system
Route of exposure: Inhalation
Vertrel® SDG N/A 43 N/A no
flashpo
int /
N/A
7 / 14 No harmonised
classification is
available for the
mixture. The
constituent trans-
dichloroethylene
CAS 156-60-5
(65-90%) has the
following
harmonised
classification:
Constituent
CAS
138495-42-8
(5-25%) has
been
registered
under
REACH
phase not
determined.
Constituent
For trans-dichloroethylene CAS 156-60-5:
+ R11 : Highly flammable
+ R20: Harmful by inhalation
+ R52/53 : Harmful to aquatic organisms, may
cause long-term adverse effects in the aquatic
environment.
H225: Highly flammable liquid and vapour
H332: Harmful if inhaled
H411: Harmful to aquatic life with long lasting
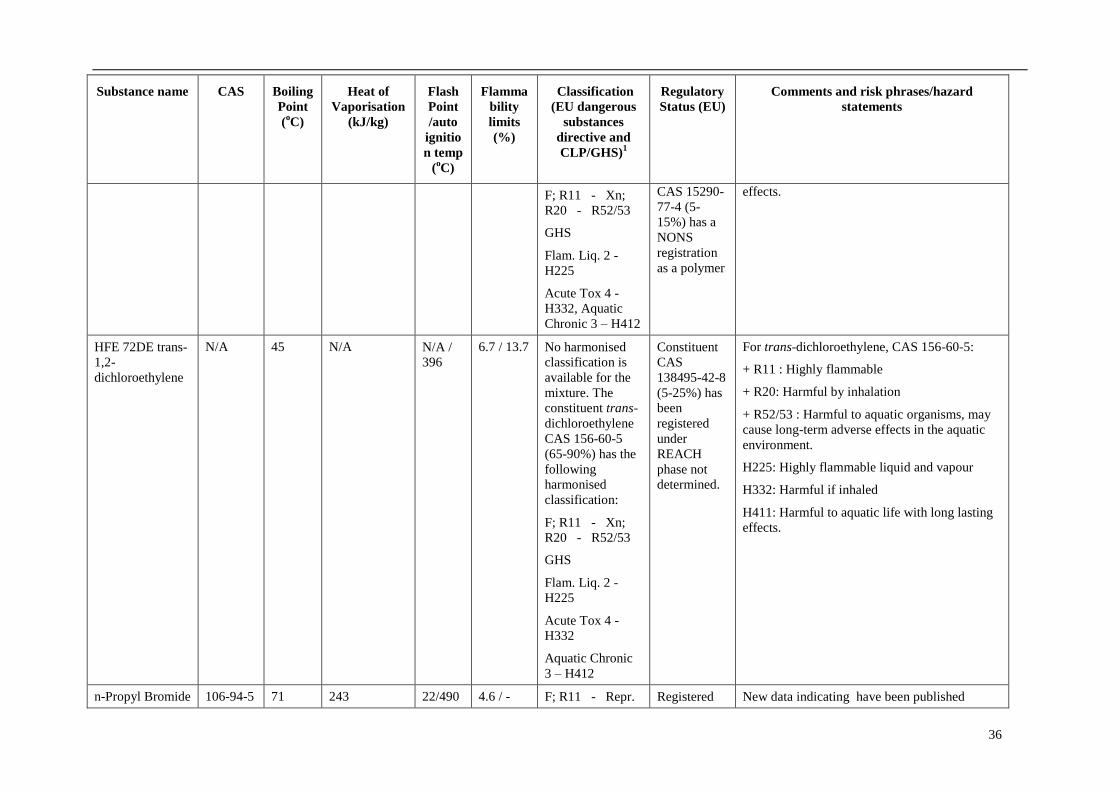
36
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
F; R11 - Xn;
R20 - R52/53
GHS
Flam. Liq. 2 -
H225
Acute Tox 4 -
H332, Aquatic
Chronic 3 – H412
CAS 15290-
77-4 (5-
15%) has a
NONS
registration
as a polymer
effects.
HFE 72DE trans-
1,2-
dichloroethylene
N/A 45 N/A N/A /
396
6.7 / 13.7 No harmonised
classification is
available for the
mixture. The
constituent trans-
dichloroethylene
CAS 156-60-5
(65-90%) has the
following
harmonised
classification:
F; R11 - Xn;
R20 - R52/53
GHS
Flam. Liq. 2 -
H225
Acute Tox 4 -
H332
Aquatic Chronic
3 – H412
Constituent
CAS
138495-42-8
(5-25%) has
been
registered
under
REACH
phase not
determined.
For trans-dichloroethylene, CAS 156-60-5:
+ R11 : Highly flammable
+ R20: Harmful by inhalation
+ R52/53 : Harmful to aquatic organisms, may
cause long-term adverse effects in the aquatic
environment.
H225: Highly flammable liquid and vapour
H332: Harmful if inhaled
H411: Harmful to aquatic life with long lasting
effects.
n-Propyl Bromide 106-94-5 71 243 22/490 4.6 / - F; R11 - Repr. Registered New data indicating have been published
37
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
(1-
bromopropane)
Cat. 2; R60 -
Repr. Cat. 3; R63
- Xn; R48/20 -
Xi; R36/37/38 -
R67
GHS
Flam. Liq. 2
H225
Skin Irrit. 2 H315
Eye Irrit. 2 H319
STOT SE 3 H335
STOT SE 3 H336
Repr. 1B H360FD
STOT RE 2 H373
under
REACH
phase 1.
Substance of
very high
concern
(SVHC) on
the basis of
toxicity to
reproduction
and listed on
the REACH
Candidate
list for
Authorisatio
n
indicating neurotoxic effects in workers exposed
to low levels on nPB—ACGIH decreased the
TLV to 0.1 ppm in response; OSHA issued an
alert.
+ R60 : May impair fertility.
+ R11 : Highly flammable.
+ R36/37/38 : Irritating to eyes, respiratory
system and skin.
+ R48/20 : Harmful: danger of serious damage
to health by prolonged exposure through
inhalation.
+ R63 : Possible risk of harm to the unborn
child.
H225 – Highly flammable liquid and vapour
H315 Causes skin irritation
H319 Causes serious eye irritation
H335 May cause respiratory irritation
H336 May cause drowsiness or dizziness
H360FD. May damage fertility. May damage
the unborn child.
H373 May cause damage to organs
(R)-p-mentha-
1,8-diene
D-Limonene
5989-27-
5 R10
Xi; R38
R43
N; R50-53
GHS
Registered
under
REACH
phase 1.
R10 – Flammable
R38 – Irritating to skin
R43 – May cause sensitization by skin contact
R50-53 – Very toxic to aquatic organism, may
cause long term adverse effects in the aquatic

38
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
Flam. Liq. 3
H226
Skin Irrit. 2 H315
Skin Sens. 1
H317
Aquatic Acute 1
H400
Aquatic Chronic
1 H410
environment.
H226 – Flammable liquid and vapour
H315 Causes skin irritation
H317 May cause and allergic skin reaction
H400 – Very toxic to aquatic life
H410 – Very toxic to aquatic life with long
lasting effects.
Acetone
(representative of
various ketones)
67-64-1 57 525 -20/465 2.5 / 12.8 F; R11 - Xi;
R36 - R66 -
R67
GHS
Flam. Liq. 2
H225
Eye Irrit. 2 H319
STOT SE 3 H336
Registered
under
REACH
phase 1.
+ R11 : Highly flammable.
+ R36 : Irritating to eyes.
+ R66: Repeated exposure may cause skin
dryness or cracking
+ R67: Vapours may cause drowsiness and
diziness
H225 – Highly flammable liquid and vapour
H319 Causes serious eye irritation
H336 May cause drowsiness or dizziness
1,2-
Dichloroethylene
540-59-0 60.1 305.4 2/ 460 5.6/12/8 F; R11 - Xn;
R20 - R52-53
Flam. Liq. 2
H225
Acute Tox. 4*
H332
Aquatic Chronic
Not yet
registered
under
REACH
+ R11 : Highly flammable.
+ R20 : Harmful by inhalation.
+ R52/53 : Harmful to aquatic organisms, may
cause long-term adverse effects in the aquatic
environment.
H225 – Highly flammable liquid and vapour
H332 – Harmful if inhaled

39
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
3 H412 H412 Harmful to aquatic life with long lasting
effects
Examples of alcohols
Propan-2-ol 67-63-0 82 45.39 12/399 2.0/12.7 F; R11 - Xi;
R36 - R67
GHS
Flam. Liq. 2 H225
Eye Irrit. 2 H319
STOT SE 3 H336
Registered
under
REACH
phase 1.
+ R11 : Highly flammable.
+ R36 : Irritating to eyes.
+ R67: Vapours may cause drowsiness and
diziness
H225 – Highly flammable liquid and vapour
H319 – Causes serious eye irritation
H336 – May cause drowsiness or dizziness
n-Butanol 71-36-3 117.7 52.35 37/343 1.4 / 11.2 R10 – Xn; R22 –
Xi; R37/38-41 –
R67
GHS
Flam. Liq. 3
Acute Tox – 4
Skin irrit. 2
Eye Dam. 1
STOT SE 3 H335
STOT SE 3 H336
Registered
under
REACH
phase 1.
+ R10 : Flammable.
+ R22: Harmful if swallowed
+ R37/38 : Irritating to respiratory system and
skin.
+ R41: Risk of serious damage to eyes
+ R67: Vapours may cause drowsiness and
diziness
H226 – Flammable liquid and vapour
H302 – Harmful if swallowed
H315 – Causes skin irritation
H318 – Causes serious eye damage
H335 – May cause respiratory irritation
H336 – May cause serious drowsiness or
dizziness
40
Substance name CAS Boiling
Point
(oC)
Heat of
Vaporisation
(kJ/kg)
Flash
Point
/auto
ignitio
n temp
(oC)
Flamma
bility
limits
(%)
Classification
(EU dangerous
substances
directive and
CLP/GHS)1
Regulatory
Status (EU)
Comments and risk phrases/hazard
statements
Octamethylcyclot
etrasiloxane (D4)
556-67-2 175 N/A 51-55 /
N/A
0.75 / 7.4 Repr. Cat. 3; R62
- R53
GHS
Repr. 2 H361f
Aquatic Chronic 4
H413
Registered
under
REACH
phase 1
R53 : May cause long-term adverse effects in
the aquatic environment.
+ R62 : Possible risk of impaired fertility.
H361f Suspected of damaging fertility
H413 May cause long lasting harmful effects to
aquatic life.
Decamethylcyclo
pentasiloxane
(D5)
541-02-6 210 N/A 51-55/
N/A
0.45 /
13.21
GHS (not
harmonised,
summary of all
proposals)
Aquatic Chronic 4
H413
Eye Irrit. 2 H319
Acute Tox. 3
H331
Skin Irrit. 2 H315
STOT SE 3 H335
Registered
under
REACH
phase 1
H413 May cause long lasting harmful effects to
aquatic life.
H319 – Causes serious eye irritation
H341 – Toxic if inhaled
H315 – Causes skin irritation
H335 – May cause respiratory irritation
Notes: 1 Classifications are harmonized unless indicated otherwise.
41
4.2 DESCRIPTION OF EFFORTS MADE TO IDENTIFY POSSIBLE
ALTERNATIVES
The alternative solvents listed above (see Table 3.1 below) were evaluated in the ENTEK R&D laboratory as
noted. Initial experiments involved collecting an oil-filled precursor polyethylene sheet from an ENTEK
production line. The oil-filled sheet was then cut into ~ 160 mm x ~160 mm pieces that were individually
placed in the alternative solvents for various time periods to evaluate extraction rates and efficiency. The
solvent-laden sheets were then dried in air and the resultant separator properties were evaluated. The major
characterization data that were collected from these laboratory experiments included:
Solubility of ENTEK process oil in each alternative solvent
Rate of process oil extraction for each alternative solvent
Shrinkage of solvent-laden separator upon drying
Impact of trace solvent in the separator on lead acid electrochemistry
Separator porosity
Separator electrical (ionic) resistance
Separator mechanical properties
In the case of dichloromethane (DCM), additional work was done on rolls of oil-filled precursor sheet that
were passed through a portable extractor-dryer unit to more closely mimic the ENTEK separator
manufacturing process. The DCM-dried separator was then compared to separator dried from TRI using the
same portable extractor-dryer unit.
It should be noted that in all cases, the laboratory and portable extractor-dryer experiments only give a partial
answer in regard to the feasibility of an alternative solvent. Full scale production trials are required before
any definitive decision can be made regarding the commercial feasibility of an alternative solvent. This is
necessary to ensure that expected throughputs can be met on existing equipment and that the final separator
properties and roll characteristics meet specification. Furthermore, closed loop recovery of any alternative
solvent must be demonstrated via distillation and vapour adsorption/desorption in carbon beds. Such large
scale trials would also be required by battery manufacturers attempting to qualify any new separator or
change to the separator manufacturing process with their OEM (original equipment manufacturer) customers
(see Section 5).
It is difficult to perform such trials at the ENTEK plant because the carbon bed, oil recirculation, and water
recovery systems for the four production lines are coupled together forming a highly integrated continuous
42
process system. Isolating a single production line to carry out a scaled production trial with an alternative
solvent would reduce the capacity of the plant serving current customers and require the duplication of
solvent and oil recovery systems in addition to specifying, ordering and installing specialty equipment. As
such, due to existing separator demand from the ENTEK plant, the only opportunity for such experiments to
be performed is during the annual shutdown period that takes place two weeks in December (see Section 5
for the REACH Solvent Conversion Plan).
4.2.1 Research and Development
Confidential
4.2.1.1 Solvent Alternatives
Table 4.2 lists the physico-chemical properties of TRI and other alternative solvents that have been
investigated by ENTEK. The human health and environmental classifications for each solvent are addressed
individually in a later portion of this analysis report.
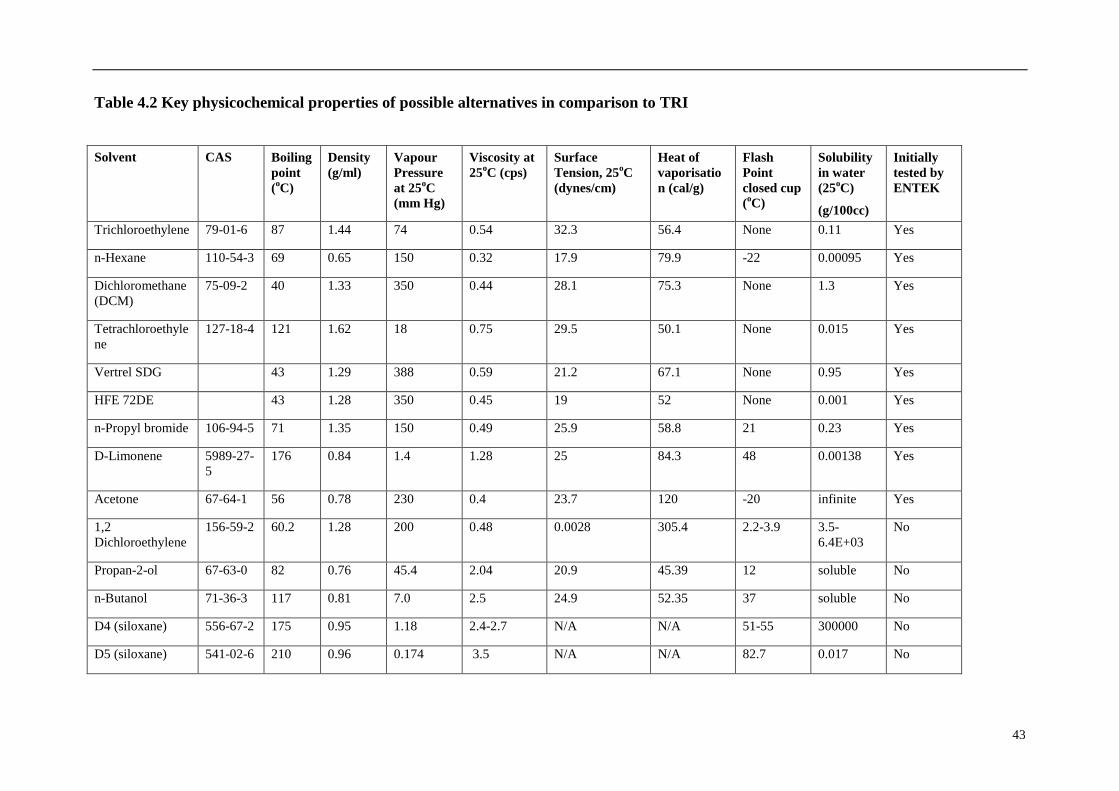
43
Table 4.2 Key physicochemical properties of possible alternatives in comparison to TRI
Solvent CAS Boiling
point
(oC)
Density
(g/ml)
Vapour
Pressure
at 25oC
(mm Hg)
Viscosity at
25oC (cps)
Surface
Tension, 25oC
(dynes/cm)
Heat of
vaporisatio
n (cal/g)
Flash
Point
closed cup
(oC)
Solubility
in water
(25oC)
(g/100cc)
Initially
tested by
ENTEK
Trichloroethylene 79-01-6 87 1.44 74 0.54 32.3 56.4 None 0.11 Yes
n-Hexane 110-54-3 69 0.65 150 0.32 17.9 79.9 -22 0.00095 Yes
Dichloromethane
(DCM)
75-09-2 40 1.33 350 0.44 28.1 75.3 None 1.3 Yes
Tetrachloroethyle
ne
127-18-4 121 1.62 18 0.75 29.5 50.1 None 0.015 Yes
Vertrel SDG 43 1.29 388 0.59 21.2 67.1 None 0.95 Yes
HFE 72DE 43 1.28 350 0.45 19 52 None 0.001 Yes
n-Propyl bromide 106-94-5 71 1.35 150 0.49 25.9 58.8 21 0.23 Yes
D-Limonene 5989-27-
5
176 0.84 1.4 1.28 25 84.3 48 0.00138 Yes
Acetone 67-64-1 56 0.78 230 0.4 23.7 120 -20 infinite Yes
1,2
Dichloroethylene
156-59-2 60.2 1.28 200 0.48 0.0028 305.4 2.2-3.9 3.5-
6.4E+03
No
Propan-2-ol 67-63-0 82 0.76 45.4 2.04 20.9 45.39 12 soluble No
n-Butanol 71-36-3 117 0.81 7.0 2.5 24.9 52.35 37 soluble No
D4 (siloxane) 556-67-2 175 0.95 1.18 2.4-2.7 N/A N/A 51-55 300000 No
D5 (siloxane) 541-02-6 210 0.96 0.174 3.5 N/A N/A 82.7 0.017 No
44
Solvency and Extraction Rate
The solubility of the alternative solvents with process oil (as used in the ENTEK separator manufacturing
process) was first estimated using Hansen solubility parameters from the literature. It should be noted that
no values were available for Vertrel® SDG.
‘Hansen Solubility Parameters’ (HSPs) are a set of parameters devised by Charles M. Hansen that determine
if any two compounds will dissolve into each other. The first parameter is δD which is a measure of
dispersion or Van Der Waals forces. The second parameter is δP which measures the energy related to polar
interactions and finally δH is a measure of energy resulting from hydrogen bonds. This allows a calculation
of whether two solvents will dissolve. These three parameters combined with the interaction radius of the
species being dissolved can determine whether a solvent will dissolve the compound in question.
The Hansen solubility parameters for the solvents were calculated based upon their thermodynamic
properties as defined below:
Ra2 = 4(δD1 – δD2)² + (δP1 – δP2)² + (δH1 – δH2)²
δ: partial/Hansen solubility parameter
D, P, H: dispersion, polar, and hydrogen bonding components of the solubility parameter
1 denotes solvent, 2 denotes oil
Ra: solubility parameter distance in the Hansen solubility space
Minimization of Ra is desired
RED = Ra/R0
R0: Solubility sphere of the oil, centred at (δD2, δP2, δH2)
R0 is determined experimentally
Solubility occurs when the distance Ra lies within the sphere: RED number <1
Solvency of oil in a solvent is higher as R0 approaches zero.

45
The Hansen solubility parameters for the naphthenic process oil used in the ENTEK continuous separator
manufacturing process were estimated from the work of Levin and Redelius (Energy & Fuels 2008; vol. 22,
issue 5, pp. 3395-3401).
Table 4.2 lists the relevant Hansen solubility parameters and the RED value that was calculated for each
alternative solvent and its interaction with a naphthenic process oil. In the case of acetone, the RED value is
greater than 1, indicating that it is a relatively poor solvent for the oil. All other solvents show strong
interaction with oil.
Table 4.2 Comparative Hansen solubility parameters
Solvent δ D(MPa)0.5 δ p(MPa)
0.5 δ H(MPa)0.5 Ra
2 Ra RED
n- Hexane 14.9 0 0 18.8 4.3 0.4
HFE 72 de 16.3 6.9 2.5 52.3 7.2 0.7
Dichloromethane 18.2 6.3 6.1 70.7 8.4 0.8
Trichloroethylene 18 3.1 5.3 34.1 5.8 0.6
n-Propylbromide 16.4 7.9 4.8 65.5 8.1 0.8
Tetrachloroethylene 18.3 5.7 0 78.5 8.9 0.9
D-Limonene 16.6 0.6 0 21.2 4.9 0.5
Acetone 15.5 10.4 7 116.6 10.8 1.1
In addition to the above calculations, ENTEK also performed laboratory experiments to evaluate the
extraction rate using the alternative solvents. These experiments were performed on oil-filled precursor
sheets obtained from a separator production line. The extraction was performed at room temperature with an
excess amount of solvent under agitation in a large beaker. Samples were removed after certain time
periods, dried, and then weighed to determine the amount of oil that had been extracted. The experiment was
repeated three different times for each solvent.
Figure 4.1 shows the results of the extraction experiment. The dashed line represents a residual oil value of
15 wt. % which is the target value for ENTEK separator production. It is clear from the data that acetone
cannot be used as the extraction solvent as was predicted from the Hansen solubility calculations. Compared
to TRI, samples extracted with tetrachloroethylene or D-limonene have higher residual oil contents for a
given extraction time. These data indicate that both solvents are less efficient at oil extraction than TRI.
While they still might be viable in a production process, ENTEK would be forced to slow down its
production lines, increase the length of its extractors, or heat the alternative solvent to an elevated
temperature in its extractors.
Although Hansen solubility parameters were not available for Vertrel® SDG, the extraction data show that
both it and hexane actually exhibit faster extraction rates than TRI. Based upon the extraction rate data,

46
diffusion coefficients were calculated from the slope of the lines shown in Figure 3.2 for each alternative
solvent. A relative diffusion coefficient ratio was then calculated from the slope for each solvent divided by
the TRI slope. Table 3.3 shows that n-hexane, Vertrel® SDG, HFE 72 DE, and dichloromethane would all
provide faster oil extraction compared to TRI. Significantly longer extraction times were exhibited by n-
propyl bromide, tetrachloroethylene and D-limonene. Finally, acetone can be eliminated as a potential
alternative solvent based upon its slow extraction rate for naphthenic process oil.
Oil Filled Flatsheet Extraction: Room Temperature
0%
10%
20%
30%
40%
50%
60%
70%
0 10 20 30 40 50 60 70 80 90 100
Time (sec.)
Resid
ual O
il C
on
ten
t
DCM Acetone n-Hexane Tetra-CE nPB HFE 72DE D-Limonene Vertrel SDG Tri-CE
Figure 4.1. Residual oil content vs. time for various extraction solvents.
Oil Filled Flatsheet Extraction: Room Temperature
0.001
0.010
0.100
1.000
0 10 20 30 40 50 60 70 80 90 100
Time (sec.)
Dim
en
sio
nle
ss C
on
ce
ntr
ati
on
, C
/C0
DCM Acetone n-Hexane Tetra-CE nPB HFE 72DE D-Limonene Vertrel SDG Tri-CE
Figure 4.2. Dimensionless concentration vs time for various extraction solvents.
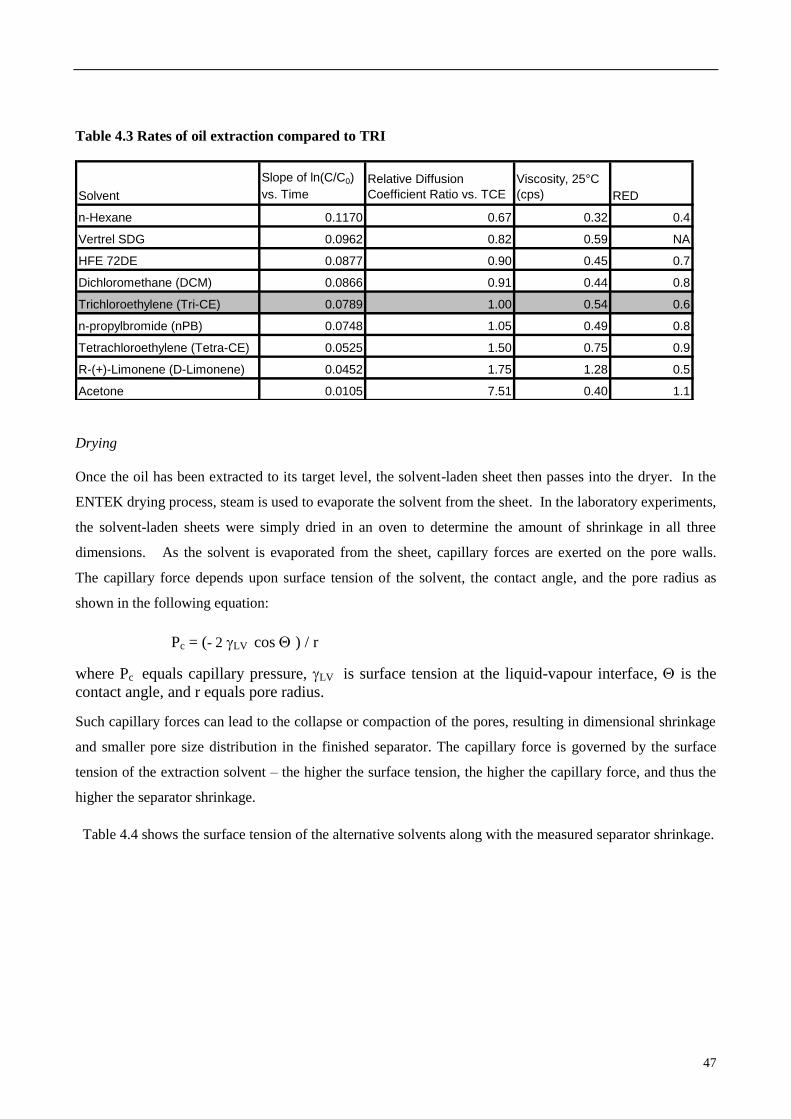
47
Table 4.3 Rates of oil extraction compared to TRI
Solvent
Slope of ln(C/C0)
vs. Time
Relative Diffusion
Coefficient Ratio vs. TCE
Viscosity, 25°C
(cps) RED
n-Hexane 0.1170 0.67 0.32 0.4
Vertrel SDG 0.0962 0.82 0.59 NA
HFE 72DE 0.0877 0.90 0.45 0.7
Dichloromethane (DCM) 0.0866 0.91 0.44 0.8
Trichloroethylene (Tri-CE) 0.0789 1.00 0.54 0.6
n-propylbromide (nPB) 0.0748 1.05 0.49 0.8
Tetrachloroethylene (Tetra-CE) 0.0525 1.50 0.75 0.9
R-(+)-Limonene (D-Limonene) 0.0452 1.75 1.28 0.5
Acetone 0.0105 7.51 0.40 1.1
Drying
Once the oil has been extracted to its target level, the solvent-laden sheet then passes into the dryer. In the
ENTEK drying process, steam is used to evaporate the solvent from the sheet. In the laboratory experiments,
the solvent-laden sheets were simply dried in an oven to determine the amount of shrinkage in all three
dimensions. As the solvent is evaporated from the sheet, capillary forces are exerted on the pore walls.
The capillary force depends upon surface tension of the solvent, the contact angle, and the pore radius as
shown in the following equation:
Pc = (- 2 LV cos ) / r
where Pc equals capillary pressure, LV is surface tension at the liquid-vapour interface, is the
contact angle, and r equals pore radius.
Such capillary forces can lead to the collapse or compaction of the pores, resulting in dimensional shrinkage
and smaller pore size distribution in the finished separator. The capillary force is governed by the surface
tension of the extraction solvent – the higher the surface tension, the higher the capillary force, and thus the
higher the separator shrinkage.
Table 4.4 shows the surface tension of the alternative solvents along with the measured separator shrinkage.
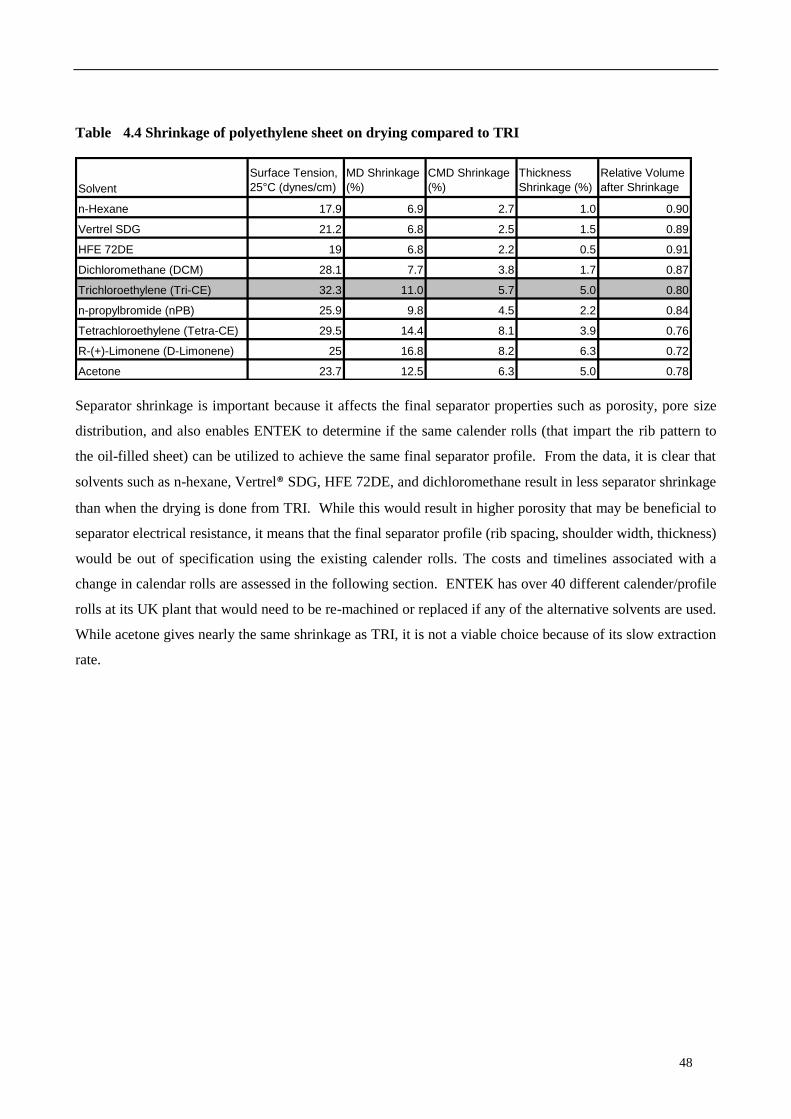
48
Table 4.4 Shrinkage of polyethylene sheet on drying compared to TRI
Solvent
Surface Tension,
25°C (dynes/cm)
MD Shrinkage
(%)
CMD Shrinkage
(%)
Thickness
Shrinkage (%)
Relative Volume
after Shrinkage
n-Hexane 17.9 6.9 2.7 1.0 0.90
Vertrel SDG 21.2 6.8 2.5 1.5 0.89
HFE 72DE 19 6.8 2.2 0.5 0.91
Dichloromethane (DCM) 28.1 7.7 3.8 1.7 0.87
Trichloroethylene (Tri-CE) 32.3 11.0 5.7 5.0 0.80
n-propylbromide (nPB) 25.9 9.8 4.5 2.2 0.84
Tetrachloroethylene (Tetra-CE) 29.5 14.4 8.1 3.9 0.76
R-(+)-Limonene (D-Limonene) 25 16.8 8.2 6.3 0.72
Acetone 23.7 12.5 6.3 5.0 0.78
Separator shrinkage is important because it affects the final separator properties such as porosity, pore size
distribution, and also enables ENTEK to determine if the same calender rolls (that impart the rib pattern to
the oil-filled sheet) can be utilized to achieve the same final separator profile. From the data, it is clear that
solvents such as n-hexane, Vertrel® SDG, HFE 72DE, and dichloromethane result in less separator shrinkage
than when the drying is done from TRI. While this would result in higher porosity that may be beneficial to
separator electrical resistance, it means that the final separator profile (rib spacing, shoulder width, thickness)
would be out of specification using the existing calender rolls. The costs and timelines associated with a
change in calendar rolls are assessed in the following section. ENTEK has over 40 different calender/profile
rolls at its UK plant that would need to be re-machined or replaced if any of the alternative solvents are used.
While acetone gives nearly the same shrinkage as TRI, it is not a viable choice because of its slow extraction
rate.
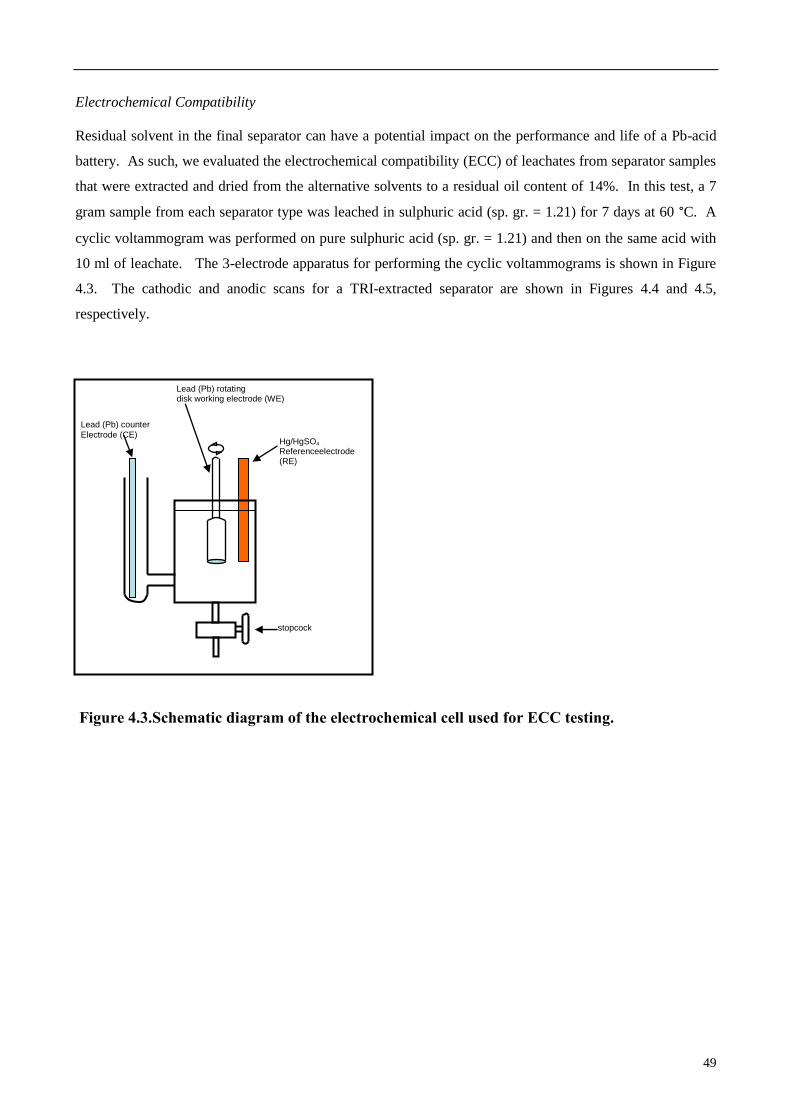
49
Electrochemical Compatibility
Residual solvent in the final separator can have a potential impact on the performance and life of a Pb-acid
battery. As such, we evaluated the electrochemical compatibility (ECC) of leachates from separator samples
that were extracted and dried from the alternative solvents to a residual oil content of 14%. In this test, a 7
gram sample from each separator type was leached in sulphuric acid (sp. gr. = 1.21) for 7 days at 60 °C. A
cyclic voltammogram was performed on pure sulphuric acid (sp. gr. = 1.21) and then on the same acid with
10 ml of leachate. The 3-electrode apparatus for performing the cyclic voltammograms is shown in Figure
4.3. The cathodic and anodic scans for a TRI-extracted separator are shown in Figures 4.4 and 4.5,
respectively.
Figure 4.3.Schematic diagram of the electrochemical cell used for ECC testing.
stopcock
Hg/HgSO4
Referenceelectrode (RE)
Lead (Pb) counter
Electrode (CE)
Lead (Pb) rotating disk working electrode (WE)

50
-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
-1.8 -1.6 -1.4 -1.2 -1.0 -0.8
Cu
rre
nt (m
A)
Voltage vs. Ref.
120601 TCE-extracted - Cathodic Scan
blank leachate
Figure 4.4. Cathodic scan for TRI-extracted separator shows only a small increase in
hydrogen overpotential with little change in the charge or discharge peaks.
-7.0
-6.0
-5.0
-4.0
-3.0
-2.0
-1.0
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0.8 1.0 1.2 1.4 1.6 1.8
Cu
rre
nt (m
a)
Voltage vs. Reference
120606 TCE-extracted - Anodic Scan
blank
leachate
Figure 4.5. Anodic scan for TRI-extracted separator shows no change in oxygen evolution, or
in the charge and discharge peaks.
Hydrogen evolution current
Discharge peak
Charge peak
Oxygen evolution currennt
Charge peak
Discharge peak
Oxygen evolution currennt

51
ENTEK performed ECC tests on separators extracted from each of the alternative solvents. Leachates from
all of the separators had a minimal impact upon the behavior of either the negative (cathodic scan) or
positive (anodic scan) lead electrode. Leachates from separators extracted with the alternative solvents had a
larger increase in the hydrogen over-potential (> 50 mV at 1 mA) as compared to the TRI-extracted
separator. The increase in hydrogen overpotential could actually lead to some beneficial results in a lead-
acid battery (e.g., reduced water loss). As such, all of the alternative solvents appear viable based upon ECC
testing.
Separator Properties
The two most important battery separator properties are electrical (ionic) resistance and mechanical strength,
in particular puncture strength. Battery separators, extracted to 14% residual oil with the alternative
solvents, were tested in accordance with Battery Council International (BCI) test procedure #03B3 to
measure electrical resistance. In this test, the separators were first boiled in water for 10 minutes and then
soaked in sulphuric acid (sp.gr = 1.28) for 20 minutes prior to measuring their electrical (ionic) resistance in
a Palico Low Resistance Measuring System unit. The Palico measures the resistance drop between carbon
electrodes while the separator covers an open orifice that allows current to travel through it. The resistance
drop is then multiplied by the open orifice area to give units of mohm-cm2. Electrical resistivity (mohm-cm)
was obtained for each separator type by dividing the electrical resistance (mohm-cm2) by the backweb
thickness (cm).
As shown in Figures 4.6 and 4.7, the electrical resistance and electrical resistivity of the separators is
independent of the extraction solvent, even though differences in shrinkage were observed during drying
from the alternative solvents. This result would indicate that some of the porosity in separators that shrank
the least is not being filled with acid and thus not contributing to ionic conduction. As used in these figures
TCE means TRI.

52
Alternative TCE Solvents: Boiled ER
14% Residual Oil, 2.3:1
0
20
40
60
80
100
120
Tri-CE DCM Vertrel SDG n-Hexane Tetra-CE n-PB HFE 72DE D-Limonene
Ele
ctr
ical R
esis
tan
ce (
mΩ
-cm
²)
Figure 4.6. Electrical resistance (mohm-cm
2) of battery separators extracted with various
solvents to a 14% residual oil content.
Alternative TCE Solvents Study: Boiled ER
14% Residual Oil, 2.3:1
0
500
1000
1500
2000
2500
3000
3500
Tri-CE DCM Vertrel SDG n-Hexane Tetra-CE n-PB HFE 72DE D-
Limonene
Ele
ctr
ica
l R
es
isti
vit
y (
mΩ
-cm
)
Figure 4.7. Electrical resistivity (mohm-cm) of battery separators extracted with various
solvents to a 14% residual oil content.

53
The tensile strength of the separators was measured in an Instron machine in both the machine direction
(MD) and cross-machine direction (CMD) at a cross-head speed of 500 mm/min. The puncture strength of
the separators was measured in accordance with BCI test procedure # 03B11 using a 1.9 mm diameter
flathead pin. The absolute puncture strength was then divided by the backweb thickness to provide a
comparison of the separators produced from different extraction solvents.
As shown in Figures 4.7 and 4.8, there is no statistical difference in the MD and CMD tensile strength for
any of the separators. Figure 4.9 shows that puncture strength, normalized for backweb thickness, is also
nearly the same for all separator types. The slight increase in puncture strength (~ 5%) for the separator
extracted with D-limonene is considered insignificant.
Alternative TCE Solvents Study: MD Tensile
14% Residual Oil, 2.3:1
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
Tri-CE DCM Vertrel SDG n-Hexane Tetra-CE n-PB HFE 72DE D-Limonene
Peak
Str
ess
- M
D (
MP
a)
Figure 4.8. Machine-direction (MD) tensile strength for separators extracted and dried from
alternative solvents.
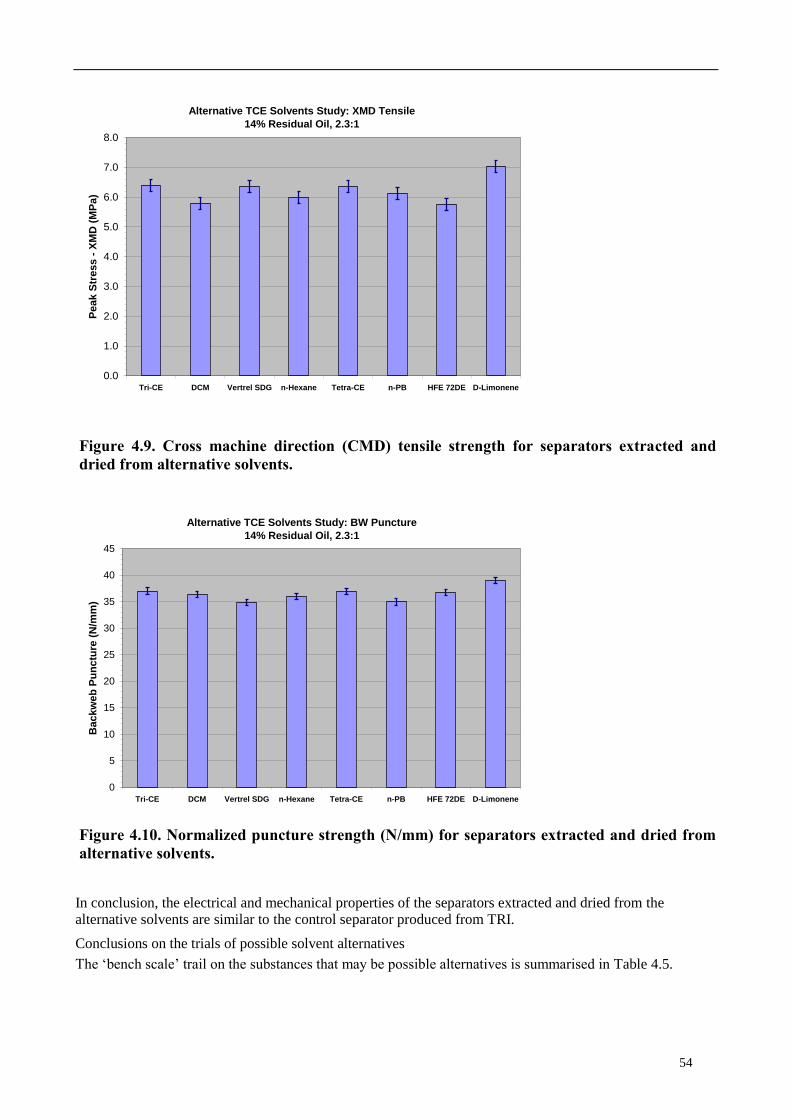
54
Alternative TCE Solvents Study: XMD Tensile
14% Residual Oil, 2.3:1
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
Tri-CE DCM Vertrel SDG n-Hexane Tetra-CE n-PB HFE 72DE D-Limonene
Peak
Str
ess
- X
MD
(M
Pa)
Figure 4.9. Cross machine direction (CMD) tensile strength for separators extracted and
dried from alternative solvents.
Alternative TCE Solvents Study: BW Puncture
14% Residual Oil, 2.3:1
0
5
10
15
20
25
30
35
40
45
Tri-CE DCM Vertrel SDG n-Hexane Tetra-CE n-PB HFE 72DE D-Limonene
Backw
eb
Pu
nctu
re (
N/m
m)
Figure 4.10. Normalized puncture strength (N/mm) for separators extracted and dried from
alternative solvents.
In conclusion, the electrical and mechanical properties of the separators extracted and dried from the alternative solvents are similar to the control separator produced from TRI.
Conclusions on the trials of possible solvent alternatives
The ‘bench scale’ trail on the substances that may be possible alternatives is summarised in Table 4.5.

55
Table 4.5 Summary of solvent trials on polyethylene sheet compared to TRI
Solvent Hansen
(predicted
solvation
with oil -
lower is
better)
Residual oil
extraction
time
(compare
with TRI
extracted)
Sheet properties – (compare with TRI
extracted)
Shrinkage Electrochemical
properties
Stength and
puncture
n-Hexane 0.4 faster lower similar similar
Dichloromethane
(DCM)
0.8 faster lower similar similar
Tetrachloroethylene 0.9 slower higher similar similar
Vertrel SDG N/A faster lower similar similar
HFE 72DE 0.7 faster lower similar similar
n-Propyl bromide 0.8 slower similar similar similar
D-Limonene 0.5 slower higher similar similar
Acetone 1.1 fail similar similar similar
It is stressed that the above trial will only give an indication of the potential for other solvents to perform the
oil extraction function of TRI. As indicated in Table 2.1 there are a number of other critical functions of TRI
that would also need to be fulfilled in order for TRI to be replaced. A key property is the compatibility with
the solvent capture and recycling system that allows recovery and reuse of the solvent in the ENTEK
process. It is not a surprise that n-hexane is an effective solvent for extraction of oil from PE separator sheet,
since it is known that n-hexane is used for this purpose in the production of PE separators. However, a
critical consideration for the selection of possible alternatives is the hazard/risk profile of the substance and
this is considered in depth in Section 5.
4.2.2 Manufacturing Alternatives
Confidential

56

57

58

59

60

61

62

63
64

65
4.2.2 Data searches
ENTEK is aware of the solvent substitution work that has been done in the pharmaceutical industry
(www.acs.org/gcipharmaroundtable) and at the Toxics Use Reduction Institute (TURI) of the University of
Massachusetts-Lowell (www.turi.org). A review of the work done at these organizations reveals that there
are no clear alternatives to TRI for battery separator applications.
4.2.3 Consultations
ENTEK is working directly with Dow Chemical and Safechem regarding the continued use of TRI in battery
separator production. In addition, ENTEK has hired Peter Fisk Associates to serve as Project Manager to
coordinate the multiple aspects of our authorization application. ENTEK has also consulted with Professor
James Hutchinson, who heads up the Green Chemistry program at the University of Oregon, which is located
near the ENTEK-US manufacturing plant.

66
ENTEK is also working with several battery separator customers to better understand the costs and timeline
for original equipment manufacture’s (OEM) approval of batteries that would be built with separators from a
new or modified separator manufacturing process. Details of these consultations are in the SEA report.

67
5. SUITABILITY AND AVAILABILITY OF POSSIBLE ALTERNATIVES
5.1 INTRODUCTION
As detailed in Section 3.2 a research programme was initiated to identify possible viable substance
alternatives.
Confidential
In all cases however, none of these possible alternatives is either suitable or presently available to ENTEK
and thus the application for authorisation is made on the basis that no alternative can be used to replace TRI
in the ENTEK process for some years.
5.2 N- HEXANE
5.2.1 Substance ID and properties
Chemical Name(s): hexane
Other names: Methyl pentane, n-Hexane, Hexyl hydride
Trade Name(s): Skellysolve B; n-C6H14; Esani; Heksan; Hexanen; Hexyl hydride; Gettysolve-B; NCI-
C60571; NSC 68472
CAS Number: 110-54-3
EC Number: 203-777-6
Molecular Formula: C6H14
Molecular weight: 86.18
Classification and Labelling
The harmonised classifications according to the CLP regulation no. 1272/2008 and according to the
Dangerous Substances Directive 67/548/EEC are presented in the tables below.

68
Classification
area
CLP - according to Regulation No
1272/2008 Annex VI
Dangerous Substance Directive –
according to Directive 67/548/EEC
Physicochemical Flam. Liq. 2 F; R11
Health Asp. Tox. 1 Repr. Cat. 3; R62
Skin Irrit. 2 Xn; R65-48/20
STOT SE 3 Xi; R38
Repr. 2 R67
STOT RE 2
Environmental Aquatic Chronic 2 N; R51-53
Hazard
Statements
H225: Highly flammable liquid and vapour 11: Highly flammable
H304: May be fatal if swallowed and enters
airways
65-48/20: Harmful: danger of serious
damage to health, may cause lung damage
if swallowed
H315: Causes skin irritation 38: Irritating to skin
H336: May cause drowsiness or dizziness 67: Vapours may cause drowsiness and
dizziness
H361f: Suspected of damaging fertility 62: Possible risk of impaired fertility
H373: May cause damage to organs
through prolonged or repeated exposure
H411: Toxic to aquatic life with long
lasting effects
51-53: Toxic to aquatic organisms, may
cause long-term adverse effects in the
aquatic environment
Hexane is a highly volatile hydrocarbon that is a major component of gasoline. A summary of the physico-
chemical properties are presented in Table 5.1. The human health and environmental classifications for
hexane are listed above.
Table 5.1 Physico-Chemical Properties of hexane
Properties Characteristics of Chemical
Source(s) of Information
Flammability Highly flammable HSDB, 2013
Vapour pressure 20 kPa at 25°C HSDB, 2013
Boiling point 68.73°C HSDB, 2013
69
Properties Characteristics of Chemical
Source(s) of Information
Melting point -95.35°C HSDB, 2013
Water solubility 9.5 mg/L at 25 °C HSDB, 2013
Log Kow 3.90 HSDB, 2013
5.2.2 Technical feasibility
As discussed in Section 4.2.1, n-hexane is an effective solvent for naphthenic process oils and the laboratory
scale experiments showed that separators treated with hexane have properties that are similar to the TRI-
extracted separators. ENTEK knows that one of its separator competitors uses hexane as an extraction
solvent at its plant in France (and also at their US plant in Owensboro, Kentucky), but it must be recognized
that this competitor does not use a continuous process for the manufacture of battery separators. In the n-
hexane process, oil-filled sheet is manufactured in very large rolls that are subsequently unwound and passed
through a shallow pan extractor filled with hexane. The extraction equipment is located outside the main
building, and the operators monitor the operation behind an explosion-proof wall.
It is believed that this multistep, staged process (in contrast to the ENTEK continuous separator
manufacturing process) is used by a competitor to partially isolate the explosion and fire risk associated with
the extraction and drying of the oil filled sheet. In their case, the extrusion and calendering part of the
process and the final slitting process for converting jumbo rolls into finished slit rolls with the appropriate
width for enveloping are isolated from the highest risk step of extraction and drying with n-hexane. In a
continuous separator manufacturing process, the risk cannot be decoupled from the extrusion, calendering
and slitting operations in order to result in a product that is usable by the battery manufacturer in its
enveloping process.
Further consideration of the feasibility of replacement of TRI with n-hexane is considered in detail below.
Substituting n-hexane for TRI at ENTEK International LTD
The three major concerns for substituting hexane for TRI in the ENTEK battery separator plant in Newcastle,
UK are:
1. Flammability of n-hexane and lack of possibilities in the current ENTEK plant design for handling
an R11 substance in the process.
2. Capital equipment and operational modifications unrelated to flammability – for example in the
processes for oil extraction and solvent recovery - required to allow substitution.
3. Customer acceptance of the substitution.

70
The high flammability of n-hexane is the foremost concern. Comparing n-hexane to TRI:
Hexane Trichloroethylene
Flash Point -22°C -
Auto-Ignition Temperature 225°C 414°C
Lower Flammability Limit 1.1 vol. % 12.0 vol. %
Upper Flammability Limit 7.5 vol. % 40.0 vol. %
Boiling Point 68.5°C 87.6°C
Vapour Pressure in mm Hg @ 20°C 121 60
R Phrases for Flammability R11 -
Trichloroethylene’s auto-ignition temperature is quite high and its flammability limits are above the range
that would be measured around process equipment under any foreseeable process scenario.
Trichloroethylene is classed by most sources as non-flammable, for example by the European Chlorinated
Solvent Association. These factors make the use of TRI a negligible risk for fire or explosion in the battery
separator process.
In contrast to TRI, hexane has the R11 risk phrase ‘highly flammable’, a significantly lower auto-ignition
temperature and flammability limits that could be reached during normal process operations. Hexane is
approximately twice as volatile as TRI at room temperature: the combination of high volatility and low
flammability limits makes the possibility of fire quite high in a process not specifically designed for the use
of hexane.
Mitigating the risk of fire and explosion in the use of hexane for making battery separators will require
extensive engineering design, equipment and facilities modifications, and changes to operational practices.
71
Engineering Design Changes for Hexane Use
Processing highly flammable liquids in an industrial process requires careful attention to sources of ignition.
Electric motors, electrically powered instruments, lighting, electrical panels, junction boxes, rotating
equipment and any item capable of carrying a static charge are all areas of concern. Battery separator sheet
in both the oil-filled (~65% oil by weight) and finished state (~15% oil by weight) can carry a high static
charge. In a battery separator process using hexane all of these ignition sources pose a serious hazard to
human health and capital investment. Mitigating the risks posed by these ignition sources would be both
prudent and legally mandated.
The analysis of risk begins by defining the areas within the production process that are at risk of fire and
explosion due to the presence of the flammable compound. There are three zones to be considered:
1. Zone 0: Explosive gas-air mixture is continuously present or present for long periods
2. Zone 1: Area in which an explosive gas-air mixture is likely to occur for short periods in normal
operation
3. Zone 2: Area in which an explosive gas-air mixture is not likely to occur and, if it does occur,
will only exist for a short time due to abnormal process conditions.
An ATEX2 notified body must certify equipment rated for and used within zones 0 and 1. Manufacturers
can self-certify equipment for use in zone 2.
Broadly speaking, the following engineering analysis and changes in ENTEK capital equipment would be
required:
2 Directive 94/9/EC of the European Parliament and the Council of 23 March 1994 on the approximation of the laws of
the Member States concerning equipment and protective systems intended for use in potentially explosive atmospheres.
If a conformity assessment procedure under the Directive calls for third-party intervention, this is then undertaken by
so-called "Notified Bodies", who are appointed by the Member States because they have the relevant expertise and
facilities to undertake the required procedures.
This might include a "Type Examination", which involves an assessment made of the product against the EHSRs of the
Directive, or even (amongst others) a report of the manufacturer's quality assurance procedures to ensure that the "type"
will continue to comply with the requirements.
Whilst these Bodies are given a number and are listed in the NANDO Information System prior to their operation, the
activities of Notified Bodies are a matter for Member States, as they are appointed under their authority.
In addition, whilst the Notified Body has various responsibilities under the Directive, the manufacturer (or authorised
representative) always remains responsible for the compliance of the equipment.
72
1. Analyse for and define the zone classification for hexane-air mixtures in the battery separator
process.
2. In any locations defined as zone 0 or 1, replace all equipment not specifically certified for use in
zones 0 or 1 with properly rated equipment.
a. At minimum, the following items would need to be replaced: electric motors, electrically
powered instruments, electrical devices, electrical enclosures and most/all electrical wiring.
b. ENTEK’s affiliate ENTEK Manufacturing LLC, designs and builds capital equipment for
making battery separator. Some or all of this equipment would be within zone 0 or zone 1
classified locations. Whether this equipment could be certified ex post is unknown at this
time; it is possible that some or all of the existing process equipment would have to be re-
engineered, built, certified and installed according to ATEX requirements to satisfy the
regulator’s requirements.
3. In locations defined as zone 2, equipment can be self-certified by the manufacturer. This fact would
not relieve ENTEK of the legal and moral obligation to provide a safe workplace.
Hexane Process Areas Likely To Be Classified Zone 0, 1 or 2
A provisional analysis of ATEX classifications for the processes where hexane would be present in making
battery separators was undertaken to judge the scope and cost of the conversion from TRI to hexane. The
results of that analysis are shown in the table on the next page.
Flammable mixtures of hexane and air would or could be present within and/or around all battery separator
processes starting with the oil extraction step through the sheet finishing operation at the winder.
Further, the distillation equipment that would be used to separate hexane from oil could be expected to have
flammable hexane and air mixtures around the equipment under upset conditions.
The carbon beds used to recover the oil-extracting solvent could have explosive mixtures within the carbon
beds under normal operating conditions; explosive mixtures could be present outside the carbon beds and
their associated condensers, decanters, and storage tanks under upset conditions.
All hexane storage tanks could contain explosive mixtures of hexane and air; under upset conditions there
could be explosive mixtures outside the tanks.
ENTEK’s provisional analysis of likely ATEX zone classifications for a battery separator process using
hexane indicates extensive areas of zone 0, 1 and 2 classification. All equipment in zones 0 and 1 would
need to be ATEX certified. This zone would likely include the extractors, dryers, ovens, sheet finishing,
carbon beds and hexane storage tanks. Most of this equipment is currently built internally by ENTEK
utilizing our proprietary knowledge of battery separator manufacturing to afford the company a competitive

73
advantage in the battery separator market. The equipment in these areas currently installed in ENTEK’s
Newcastle facility was not designed for use with a flammable solvent like hexane. It is likely that this
equipment would need to be re-designed, built, and installed to obtain the legally mandated ATEX
certification for using hexane.

74
75
Physical Isolation of Processes Using Hexane
One of the most effective safety measures for processes classified as zone 0 or zone 1 is physical isolation.
Isolation entails housing the process in an unmanned room separated from the zone 3 and unclassified
process areas by walls. High ventilation rates within the enclosed space insure that flammable gases do not
build up to dangerous levels. The isolated room is equipped with fire suppression equipment and explosion-
relief venting. Isolating the zone 0 or zone 1 processes serves as a reminder to personnel who occasionally
work in these areas that special precautions are required to work in the classified area.
Unfortunately, the ENTEK process was designed in 1988 to be a continuous process using a non-flammable
liquid solvent for oil extraction. There was no provision in the design for isolating any part of the process
and no extra room was planned into the production facility to house such a process. These facts mean that
physical isolation would be very difficult to implement at ENTEK’s facility.
5.2.3 Reduction of overall risk due to transition to the alternative
Hexane is subject to a SCOEL recommendation for an occupational exposure limit for the protection of
workers at EU level8. The iOEL is summarised as follows:
8 hour TWA: 20 ppm [72 mg/m3]
STEL (15 min): No STEL or "skin" notation was considered to be necessary-
Table 5.2 below summarises further information on the hazard profile of the substance.
8 Recommendation from the Scientific Committee on Occupational Exposure Limits on Tetrachloroethylene
(perchloroethylene) SCOEL/SUM/133, June 2009
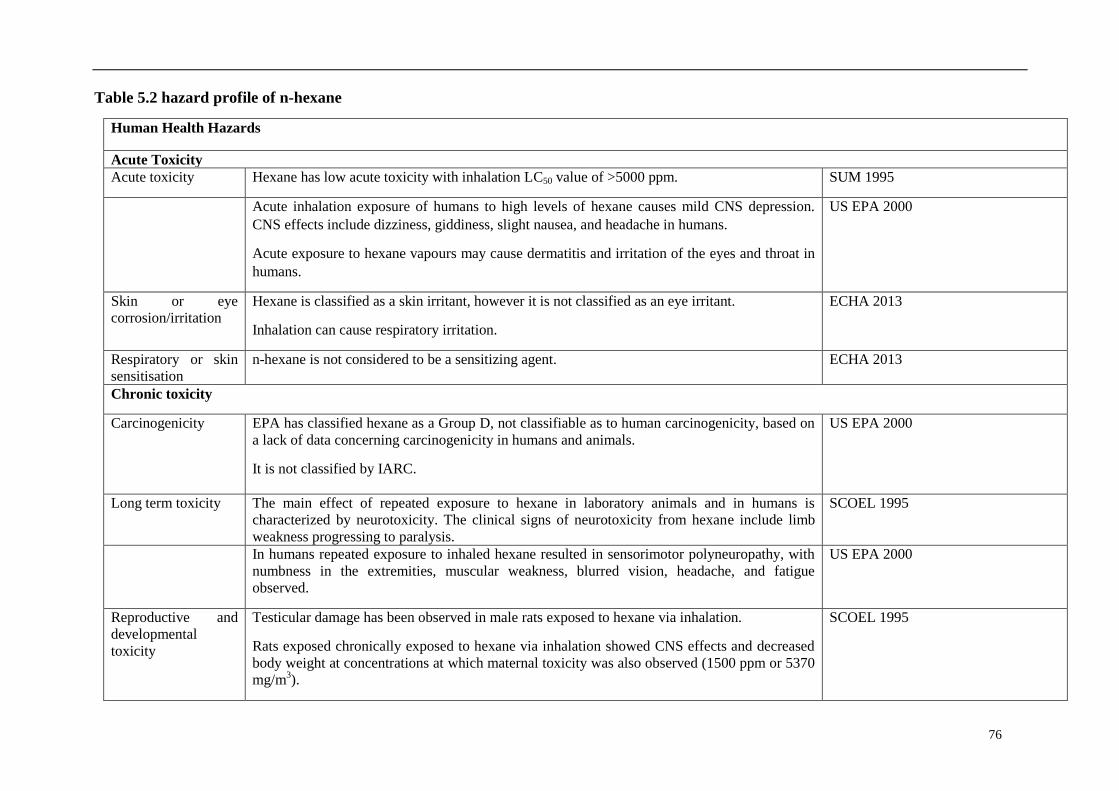
76
Table 5.2 hazard profile of n-hexane
Human Health Hazards
Acute Toxicity
Acute toxicity Hexane has low acute toxicity with inhalation LC50 value of >5000 ppm. SUM 1995
Acute inhalation exposure of humans to high levels of hexane causes mild CNS depression.
CNS effects include dizziness, giddiness, slight nausea, and headache in humans.
Acute exposure to hexane vapours may cause dermatitis and irritation of the eyes and throat in
humans.
US EPA 2000
Skin or eye
corrosion/irritation
Hexane is classified as a skin irritant, however it is not classified as an eye irritant.
Inhalation can cause respiratory irritation.
ECHA 2013
Respiratory or skin
sensitisation
n-hexane is not considered to be a sensitizing agent. ECHA 2013
Chronic toxicity
Carcinogenicity EPA has classified hexane as a Group D, not classifiable as to human carcinogenicity, based on
a lack of data concerning carcinogenicity in humans and animals.
It is not classified by IARC.
US EPA 2000
Long term toxicity The main effect of repeated exposure to hexane in laboratory animals and in humans is
characterized by neurotoxicity. The clinical signs of neurotoxicity from hexane include limb
weakness progressing to paralysis.
SCOEL 1995
In humans repeated exposure to inhaled hexane resulted in sensorimotor polyneuropathy, with
numbness in the extremities, muscular weakness, blurred vision, headache, and fatigue
observed.
US EPA 2000
Reproductive and
developmental
toxicity
Testicular damage has been observed in male rats exposed to hexane via inhalation.
Rats exposed chronically exposed to hexane via inhalation showed CNS effects and decreased
body weight at concentrations at which maternal toxicity was also observed (1500 ppm or 5370
mg/m3).
SCOEL 1995
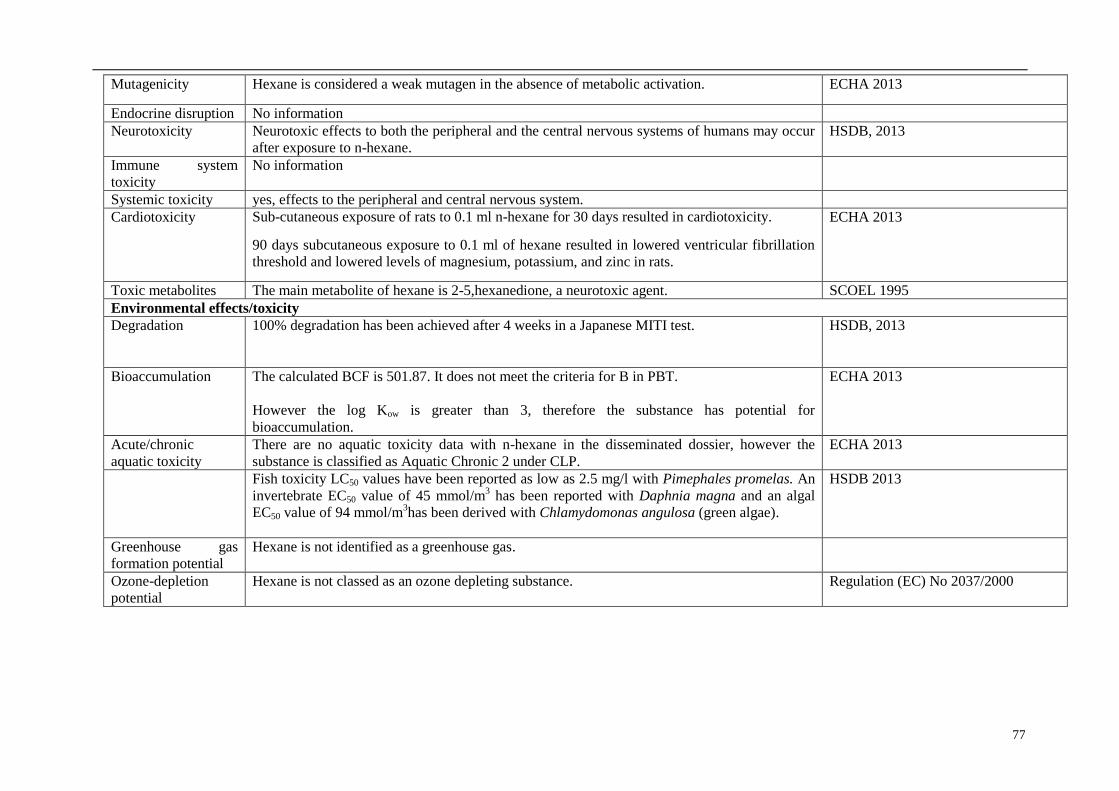
77
Mutagenicity Hexane is considered a weak mutagen in the absence of metabolic activation. ECHA 2013
Endocrine disruption No information
Neurotoxicity Neurotoxic effects to both the peripheral and the central nervous systems of humans may occur
after exposure to n-hexane.
HSDB, 2013
Immune system
toxicity
No information
Systemic toxicity yes, effects to the peripheral and central nervous system.
Cardiotoxicity Sub-cutaneous exposure of rats to 0.1 ml n-hexane for 30 days resulted in cardiotoxicity.
90 days subcutaneous exposure to 0.1 ml of hexane resulted in lowered ventricular fibrillation
threshold and lowered levels of magnesium, potassium, and zinc in rats.
ECHA 2013
Toxic metabolites The main metabolite of hexane is 2-5,hexanedione, a neurotoxic agent. SCOEL 1995
Environmental effects/toxicity
Degradation 100% degradation has been achieved after 4 weeks in a Japanese MITI test.
HSDB, 2013
Bioaccumulation The calculated BCF is 501.87. It does not meet the criteria for B in PBT.
However the log Kow is greater than 3, therefore the substance has potential for
bioaccumulation.
ECHA 2013
Acute/chronic
aquatic toxicity
There are no aquatic toxicity data with n-hexane in the disseminated dossier, however the
substance is classified as Aquatic Chronic 2 under CLP.
ECHA 2013
Fish toxicity LC50 values have been reported as low as 2.5 mg/l with Pimephales promelas. An
invertebrate EC50 value of 45 mmol/m3 has been reported with Daphnia magna and an algal
EC50 value of 94 mmol/m3has been derived with Chlamydomonas angulosa (green algae).
HSDB 2013
Greenhouse gas
formation potential
Hexane is not identified as a greenhouse gas.
Ozone-depletion
potential
Hexane is not classed as an ozone depleting substance.
Regulation (EC) No 2037/2000

78
n-Hexane is metabolised to 2-5,hexanedione, a neurotoxic agent. Acute exposure to hexane can cause
respiratory and skin irritation, and effects to the central and peripheral nervous systems (such as dizziness),
which may result in damage to peripheral nerves. The substance is in fact classified for acute effects under
CLP as an Aspiration Toxicant 1, Skin Irritant 2 and STOT SE 3, with the associated hazard statements,
amongst others, H335 and H336 (may cause respiratory irritation and may cause drowsiness or dizziness).
The main effect of repeated exposure to hexane is neurotoxicity, which may progress to paralysis. It may
also cause testicular damage and maternal toxicity. It is classified under CLP as a Reproductive toxicant 2
and STOT RE 3. It is therefore not considered to be a safe substance from a human health point of view.
In addition, hexane has the potential to bioaccumulate in the environment (log Kow >3), even though it does
not meet the criteria for B in PBT due to its bioaccumulation factor being below the threshold value for B
(501.9 against the cut-off value of 2000 L/kg) and it is toxic to fish in short-term toxicity studies with the
lowest LC50 value of 2.4 mg/L (no long-term aquatic toxicity data are available). Hexane is classified under
CLP as Aquatic Chronic 2.
PBT and CMR
As a reproductive toxicant category 2, hexane would be considered to meet the toxicity (T) criterion for PBT,
but not the reproductive toxicity (R) criterion for CMR, thus it is not has been proposed as a substance of
very high concern (SVHC).
Hexane is being assessed in the REACH CoRAP program due to concerns for human health/CMR and
neurotoxicity; exposure/wide dispersive use and high aggregated tonnage.
5.2.4 Economic feasibility
Cost Estimate to Change ENTEK’s UK Facility to n-hexane
n-Hexane is not a “drop-in” solvent replacement for TRI as noted above. It would mean the replacing large
parts (if not completely) the existing production process and equipment. As per the ECHA SEA guidance,
the lost (book) value of existing equipment is considered a ‘sunk cost’ and therefore not considered in the
analysis. The additional capital and operating costs of making PE SLI battery separators is however relevant
to the assessment of economic feasibility.
Changing the ENTEK facility over to use hexane as an oil-extracting fluid in place of TRI would require a
long-term engineering effort, engagement of ATEX authorities, permitting, and capital equipment design,
build, install and start-up efforts. At this time, it is not known whether the existing facility could be re-
engineered and re-built to safely use hexane. These facts make any cost estimate for the change from TRI to
n- hexane subject to large uncertainty. In order to model this uncertainty:

79
Scenario 1 considers the economic feasibility of retrofitting the existing equipment to be able to use
hexane; and
Scenario 2 considers the economic feasibility of new equipment to use hexane.
Scenario 1
Scenario 1 is the least expensive conversion scenario in terms of time and capital investment as it assumes it
is possible to convert the existing equipment and certify it per ATEX requirements to use hexane. An
extensive engineering study and consultation with an ATEX notified body would be needed to determine if
this option is feasible. Assuming this approach is found to be feasible, a first-pass estimate of the timeline
and cost is estimated below at €9.98 million over 45 months (3.75 years). This time excludes qualification
time required by battery manufacturers (minimum 2 years of 24 months – See SEA section 3.2).
Hexane Conversion Time and Cost: Modify Equipment
Preliminary Engineering Analysis Months Cost (ϵ)
Engage ATEX consulting resource 1 € 37,619
Classify Existing Processes into ATEX Zones 4 € 149,048
Identify Opportunities to Re-Classify 3 € 106,429
Determine Feasibility of Conversion 3 € 106,429
Draft Conversion Plan 1 € 35,476
Total for ATEX-Related Activities 12 € 435,000
Prototyping and Design Data Acquisition
Extraction, Drying, Oven, Distillation, Carbon Recovery 12 € 869,643
Design/Build
Design Equipment 9 € 790,089
Build Equipment 9 € 2,928,214
Install Equipment 3 € 4,925,536
Total For Design/Build Activities 21 € 8,643,839
Grand Total 45 € 9,948,482

80
Table 5.3 shows that the minimum cost to ENTEK is ~ €55million net present value (NPV). It is considered
a minimum costs as it excludes some additional costs like redundancy (over the period 2016-2019) and
assumes post 2019, ENTEK can make equivalent profits. This assumption is however highly unlikely since
the new battery separator would (i) still need to be qualified by customers (up to 2 years) given the
significant changes in the production process, (ii) assumes ENTEK would not have lost any market share due
to no sales after the sunset date (April 2016) to 2019, and (iii) assumes profit margins would be similar
compared to using TRI (which is highly unlikely given no new plants across the world has chosen hexane
over TRI).
Table 5.3 Minimum economic costs to ENTEK of switching to hexane (scenario 1)
COSTS TO ENTEK (€ million) 2016 2017 2018 2019 Total NPV
Capex costs € 0.44 € 0.87 € 1.77 € 6.88 € 9.95 € 7.85
Best estimates of lost profit (until new
production using n-Hexane is online) € 10.14 € 15.21 € 15.21 € 15.21 € 55.78 € 46.79
Total cost € 10.58 € 16.08 € 16.98 € 22.09 € 65.73 € 54.64 Notes:
1. Based on a discount rate of 7% and a base period of 2016
2. Lost profit figures have been taken from the SEA (See SEA Section 4.2.1) – lost profit is lower in 2016 as it
assumes continued production (and therefore profits from sales) with TCE up until the sunset date.
When comparing the minimum cost of switching to hexane is at least €54.6m with the cost of building
additional production lines at the existing US site (in Oregon) which is €48m (see Section 4.2.2 of the SEA);
which enables ENTEK to avoid any production/sales disruption (i.e. can provide battery separators to the
existing markets after the sunset date), it is clear that switching to hexane is not economically feasible.
Factoring in the additional time (2 years) for product qualification, this increases lost profit beyond 2019 (i.e.
up to 2021), resulting in a total cost to ENTEK of €76 million (NPV). If it is also assumed that it takes a
further 5 years for ENTEK to recover their market share (i.e. 80% of lost profit in 2022, declining linearly to
0% in 2026) then the net cost to ENTEK is €93 milion (NPV). This further reinforce the conclusion that
hexane is not economically feasible.
Scenario 2
The Scenario 1 estimate (€93 million) assumes that the existing equipment can be modified to use hexane in
place of TRI despite the substantial differences in physical properties and processing characteristics of the
two substances. This assumption is unlikely to be satisfied for at least some of the existing equipment and
quite possibly all of it, which is modelled below as Scenario 2. It will only be clear at the end of the
“Prototyping and Design Data Acquisition” phase of the project if all new equipment is required.

81
The most time-consuming and costly option for conversion to hexane is the need to replace all existing
equipment in ATEX zones 0 and 1. A first-pass estimate of the time and cost to accomplish the conversion
is estimated below at €43.86million over 84 months (7 years). This time excludes qualification time required
by battery manufacturers (minimum 2 years of 24 months – See SEA section 3.2).:
Hexane Conversion Time and Cost: New Equipment
Preliminary Engineering Analysis Months Cost (ϵ)
Engage ATEX consulting resource 1 € 37,619
Classify Existing Processes into ATEX Zones 4 € 149,048
Identify Opportunities to Re-Classify 3 € 106,429
Determine Feasibility of Conversion 3 € 106,429
Draft Conversion Plan 1 € 35,476
Total for ATEX-Related Activities 12 € 435,000
Prototyping and Design Data Acquisition
Extraction, Drying, Oven, Distillation, Carbon Recovery 12 € 869,643
Design/Build
Design Equipment 24 € 3,054,286
Build Equipment 24 € 29,945,714
Install Equipment 12 € 9,552,143
Total For Design/Build Activities 60 € 42,552,143
Grand Total 84 € 43,856,786
Table 5.4 shows that the minimum cost to ENTEK under scenario 2 is ~ €107 million (NPV). Similarly to
scenario 1, it is considered a minimum costs as it excludes some additional costs like redundancy (over the
period 2016-2022) and assumes post 2022, ENTEK can make equivalent profits. This assumption is
however highly unlikely since the new battery separator would (i) still need to be qualified by customers (up
to 2 years) given the significant changes in the production process, (ii) assumes ENTEK would not have lost
any market share due to no sales after the sunset date (April 2016) to 2022, and (iii) assumes profit margins
would be similar compared to using TRI (which is highly unlikely given no new plants across the world has
chosen hexane over TRI).
Table 5.4 Minimum economic costs to ENTEK of switching to hexane (scenario 2)
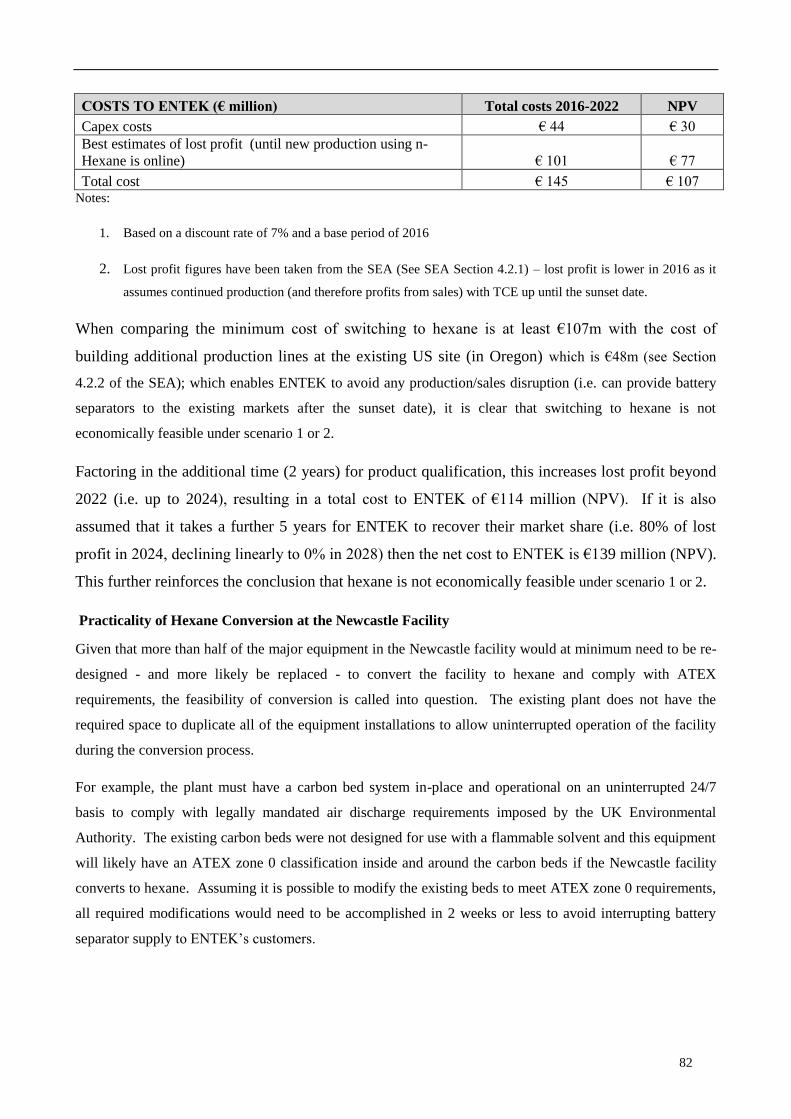
82
COSTS TO ENTEK (€ million) Total costs 2016-2022 NPV
Capex costs € 44 € 30
Best estimates of lost profit (until new production using n-
Hexane is online) € 101 € 77
Total cost € 145 € 107 Notes:
1. Based on a discount rate of 7% and a base period of 2016
2. Lost profit figures have been taken from the SEA (See SEA Section 4.2.1) – lost profit is lower in 2016 as it
assumes continued production (and therefore profits from sales) with TCE up until the sunset date.
When comparing the minimum cost of switching to hexane is at least €107m with the cost of
building additional production lines at the existing US site (in Oregon) which is €48m (see Section
4.2.2 of the SEA); which enables ENTEK to avoid any production/sales disruption (i.e. can provide battery
separators to the existing markets after the sunset date), it is clear that switching to hexane is not
economically feasible under scenario 1 or 2.
Factoring in the additional time (2 years) for product qualification, this increases lost profit beyond
2022 (i.e. up to 2024), resulting in a total cost to ENTEK of €114 million (NPV). If it is also
assumed that it takes a further 5 years for ENTEK to recover their market share (i.e. 80% of lost
profit in 2024, declining linearly to 0% in 2028) then the net cost to ENTEK is €139 million (NPV).
This further reinforces the conclusion that hexane is not economically feasible under scenario 1 or 2.
Practicality of Hexane Conversion at the Newcastle Facility
Given that more than half of the major equipment in the Newcastle facility would at minimum need to be re-
designed - and more likely be replaced - to convert the facility to hexane and comply with ATEX
requirements, the feasibility of conversion is called into question. The existing plant does not have the
required space to duplicate all of the equipment installations to allow uninterrupted operation of the facility
during the conversion process.
For example, the plant must have a carbon bed system in-place and operational on an uninterrupted 24/7
basis to comply with legally mandated air discharge requirements imposed by the UK Environmental
Authority. The existing carbon beds were not designed for use with a flammable solvent and this equipment
will likely have an ATEX zone 0 classification inside and around the carbon beds if the Newcastle facility
converts to hexane. Assuming it is possible to modify the existing beds to meet ATEX zone 0 requirements,
all required modifications would need to be accomplished in 2 weeks or less to avoid interrupting battery
separator supply to ENTEK’s customers.
83
If a re-build and re-installation of new beds is required, the old carbon beds would need to be removed and
the new carbon beds installed to effect the conversion to hexane. This too would need to be accomplished in
2 weeks or less to avoid interrupting battery separator supply.
Now, consider the entire conversion process from TRI to hexane. The ENTEK Newcastle facility does not
have the infrastructure to run TRI and hexane processes in parallel, nor does it have enough space to install a
second process using hexane in parallel with the existing TRI process. Extensive removal of the equipment
designed for TRI, installation of the new hexane-using equipment, and re-wiring to ATEX zone 0 through 2
standards would have to be performed to bring the facility into compliance for hexane use. The plant outage
to accomplish this much work would take up to 12 months, an undertaking that would remove a substantial
amount of battery separator supply from the EU market. ENTEK would break contractual supply
commitments to customers and likely deal its business a commercial blow from which it would never
recover.
5.2.5 Availability
The substance has been registered under REACH at a 10,000 to 100,000 tonnes per annum band, therefore it
can be considered to be readily available.
5.2.6 Conclusion on suitability and availability for n-hexane
n-Hexane is not a technically feasible alternative because the extraction and drying steps are an integral part
of the continuous process that ENTEK uses to manufacture battery separators. The potential consequence of
a fire or explosion with over ~34,000 litres of hexane being circulated in a closed loop process at the UK
plant would be catastrophic. The extraction and drying steps could not be isolated without a complete
retrofit of the ENTEK manufacturing process and the plant infrastructure. The large cost to switch to hexane
compared to the costs of building additional production lines in the US, means this alternative is also not
economically feasible. Even if such a project were completed at great capital expense, the human health
risks associated with hexane are substantial and would not justify a change from the current extraction
solvent.
As mentioned in Section 4, n-hexane is known to be used for the production of PE separators, but there are
key technological reasons why ENTEK (and others) has opted for a continuous closed loop process using
TRI. Interestingly, the competitor that uses n-hexane in France and one of its US operations, has elected to
use TRI at its other three manufacturing locations (Thailand, China, USA) which have been more recently
acquired or built. This fact indicates that this competitor views TRI as a better choice for the production of
separators as compared to n-hexane.
84
As well as the technological disadvantages of the use of n-hexane there are clear risk indicators for not
switching to n-hexane, due to its flammability and its toxicity. As indicated in this section below, n-hexane
is currently classified as a reproductive toxin (albeit as a suspected reproductive toxin - Cat 3.) and it is also
indicated to have specific target organ toxicity affecting the nervous system (STOT RE 2, H373). Although
the substance is not currently an SVHC it is on the CoRAP list.
Given the volatility of n-hexane and its low DNEL (long term DNEL for neurotoxicity for workers is 75
mg/m3 (~21 ppm)) (the SCOEL iOEL (1995) is 72 mg/m
3 (20 ppm)) 8 hour TWA), the problems associated
with control of this substance are similar to TRI and the impacts to health, whilst not cancer, can cause long-
term illness. The conclusion from a hazard and risk management point of view is that there is no advantage
in use of n-hexane over TRI, the only advantage is that n-hexane is not designated as a SVHC today,
although the indications are that it could well be subject to further restrictions on use in the future.
The toxicological profile and the continued regulatory pressure on dangerous substances like n-hexane, mean
that the considerable investment to switch from TRI to n-hexane cannot be easily justified.
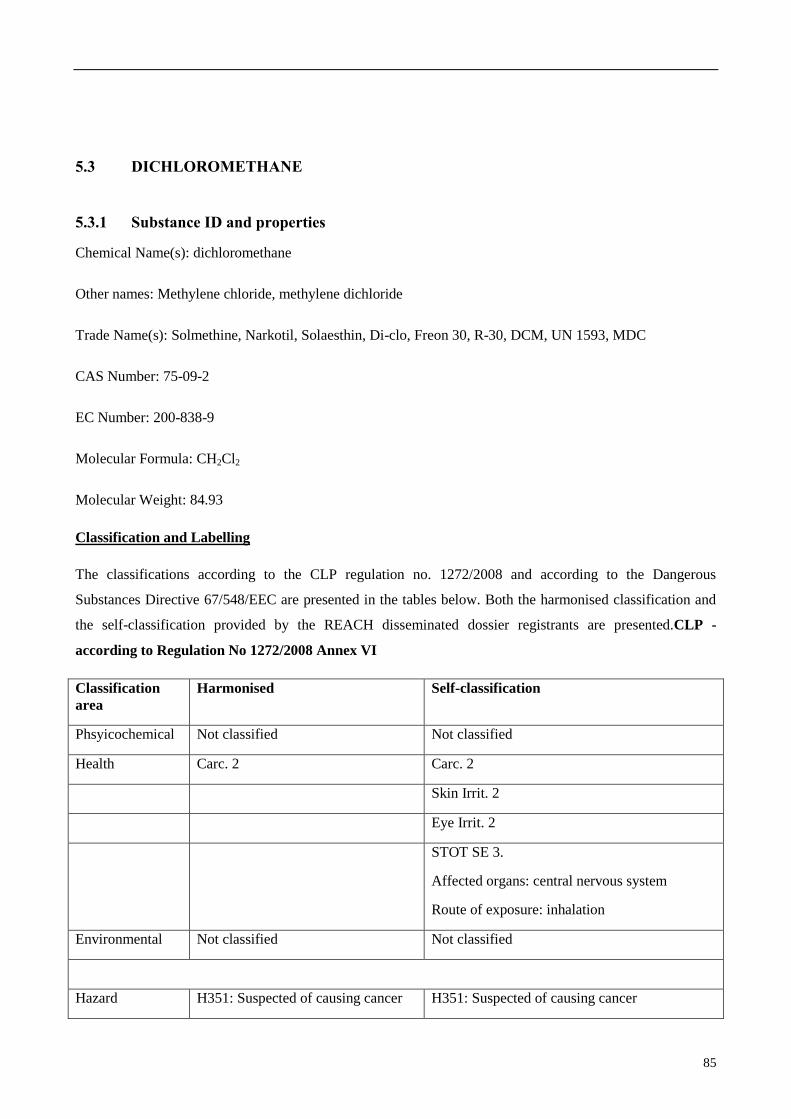
85
5.3 DICHLOROMETHANE
5.3.1 Substance ID and properties
Chemical Name(s): dichloromethane
Other names: Methylene chloride, methylene dichloride
Trade Name(s): Solmethine, Narkotil, Solaesthin, Di-clo, Freon 30, R-30, DCM, UN 1593, MDC
CAS Number: 75-09-2
EC Number: 200-838-9
Molecular Formula: CH2Cl2
Molecular Weight: 84.93
Classification and Labelling
The classifications according to the CLP regulation no. 1272/2008 and according to the Dangerous
Substances Directive 67/548/EEC are presented in the tables below. Both the harmonised classification and
the self-classification provided by the REACH disseminated dossier registrants are presented.CLP -
according to Regulation No 1272/2008 Annex VI
Classification
area
Harmonised Self-classification
Phsyicochemical Not classified Not classified
Health Carc. 2 Carc. 2
Skin Irrit. 2
Eye Irrit. 2
STOT SE 3.
Affected organs: central nervous system
Route of exposure: inhalation
Environmental Not classified Not classified
Hazard H351: Suspected of causing cancer H351: Suspected of causing cancer
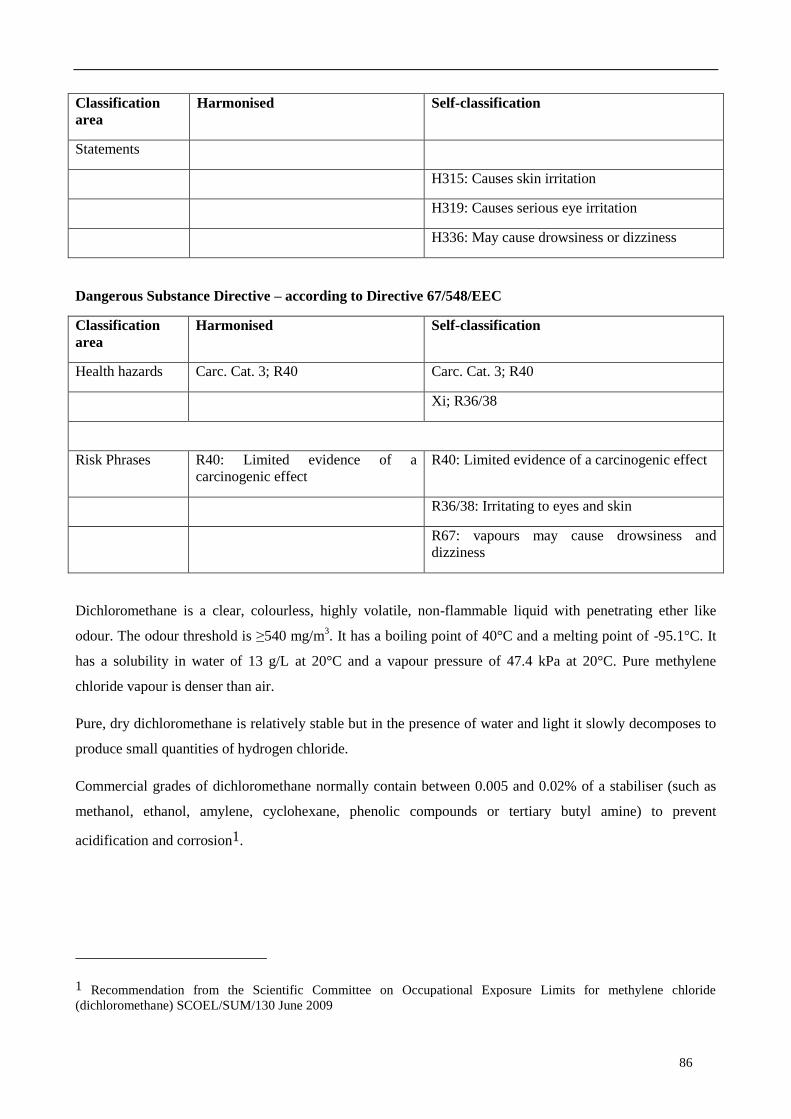
86
Classification
area
Harmonised Self-classification
Statements
H315: Causes skin irritation
H319: Causes serious eye irritation
H336: May cause drowsiness or dizziness
Dangerous Substance Directive – according to Directive 67/548/EEC
Classification
area
Harmonised Self-classification
Health hazards Carc. Cat. 3; R40 Carc. Cat. 3; R40
Xi; R36/38
Risk Phrases R40: Limited evidence of a
carcinogenic effect
R40: Limited evidence of a carcinogenic effect
R36/38: Irritating to eyes and skin
R67: vapours may cause drowsiness and
dizziness
Dichloromethane is a clear, colourless, highly volatile, non-flammable liquid with penetrating ether like
odour. The odour threshold is ≥540 mg/m3. It has a boiling point of 40°C and a melting point of -95.1°C. It
has a solubility in water of 13 g/L at 20°C and a vapour pressure of 47.4 kPa at 20°C. Pure methylene
chloride vapour is denser than air.
Pure, dry dichloromethane is relatively stable but in the presence of water and light it slowly decomposes to
produce small quantities of hydrogen chloride.
Commercial grades of dichloromethane normally contain between 0.005 and 0.02% of a stabiliser (such as
methanol, ethanol, amylene, cyclohexane, phenolic compounds or tertiary butyl amine) to prevent
acidification and corrosion1.
1 Recommendation from the Scientific Committee on Occupational Exposure Limits for methylene chloride
(dichloromethane) SCOEL/SUM/130 June 2009
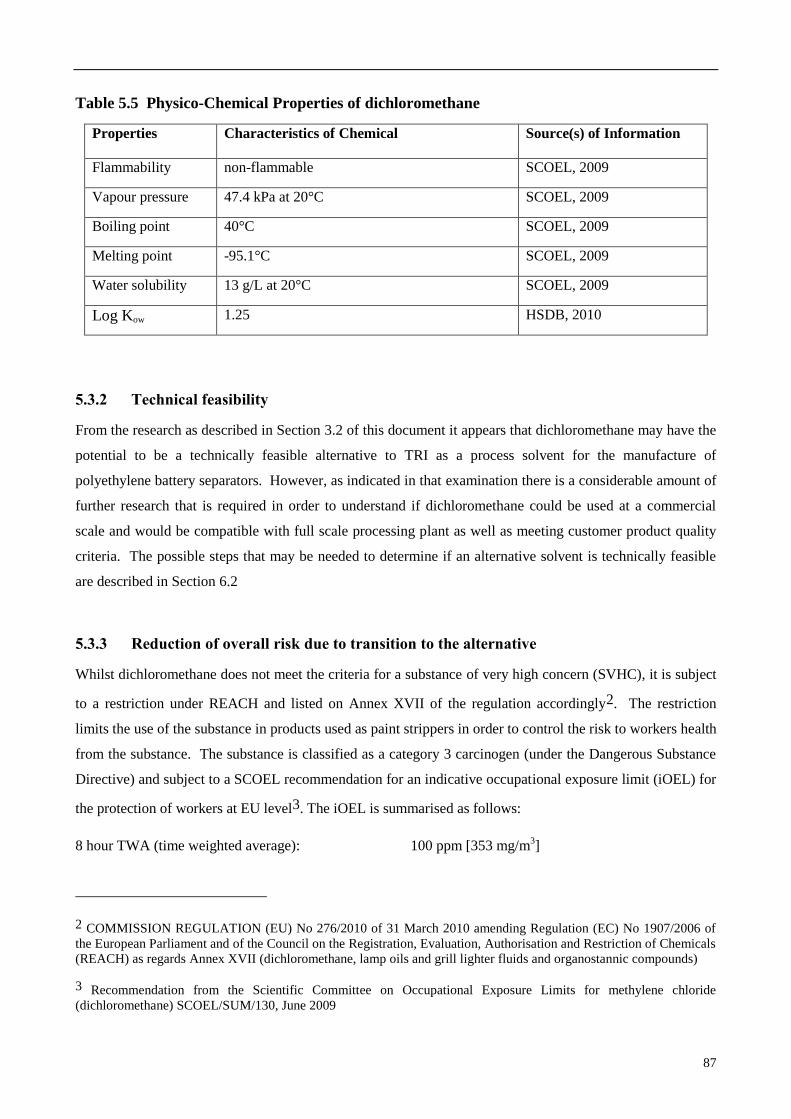
87
Table 5.5 Physico-Chemical Properties of dichloromethane
Properties
Characteristics of Chemical
Source(s) of Information
Flammability non-flammable SCOEL, 2009
Vapour pressure 47.4 kPa at 20°C SCOEL, 2009
Boiling point 40°C SCOEL, 2009
Melting point -95.1°C SCOEL, 2009
Water solubility 13 g/L at 20°C SCOEL, 2009
Log Kow 1.25 HSDB, 2010
5.3.2 Technical feasibility
From the research as described in Section 3.2 of this document it appears that dichloromethane may have the
potential to be a technically feasible alternative to TRI as a process solvent for the manufacture of
polyethylene battery separators. However, as indicated in that examination there is a considerable amount of
further research that is required in order to understand if dichloromethane could be used at a commercial
scale and would be compatible with full scale processing plant as well as meeting customer product quality
criteria. The possible steps that may be needed to determine if an alternative solvent is technically feasible
are described in Section 6.2
5.3.3 Reduction of overall risk due to transition to the alternative
Whilst dichloromethane does not meet the criteria for a substance of very high concern (SVHC), it is subject
to a restriction under REACH and listed on Annex XVII of the regulation accordingly2. The restriction
limits the use of the substance in products used as paint strippers in order to control the risk to workers health
from the substance. The substance is classified as a category 3 carcinogen (under the Dangerous Substance
Directive) and subject to a SCOEL recommendation for an indicative occupational exposure limit (iOEL) for
the protection of workers at EU level3. The iOEL is summarised as follows:
8 hour TWA (time weighted average): 100 ppm [353 mg/m3]
2 COMMISSION REGULATION (EU) No 276/2010 of 31 March 2010 amending Regulation (EC) No 1907/2006 of
the European Parliament and of the Council on the Registration, Evaluation, Authorisation and Restriction of Chemicals
(REACH) as regards Annex XVII (dichloromethane, lamp oils and grill lighter fluids and organostannic compounds)
3 Recommendation from the Scientific Committee on Occupational Exposure Limits for methylene chloride
(dichloromethane) SCOEL/SUM/130, June 2009
88
STEL 15 min (short term exposure limit): 200 ppm [706 mg/m3]
BLVs (biological limit value): 4 % COHb4
0.3 mg dichloromethane / l urine
1 mg dichloromethane / l blood
Notation: ‘Skin’
SCOEL carcinogen group: C (genotoxic carcinogen for which a practical threshold is supported and a health
–based OEL is proposed).
The UK Work Exposure Limit (WEL) has set the same TWA, but a higher STEL 300 ppm (1060 mg/m3).
Based on the production of carbon monoxide as a metabolite in the blood, the IPCS (1996) has set an
exposure limit of 177 mg/m3.
Table 5.6 below summarises further information on the hazard profile of the substance.
4 A relevant toxic metabolite of methylene chloride is carbon monoxide. For carbon monoxide SCOEL has
recommended an OEL of 20 ppm, compatible with a biological limit (BLV) of 4% COHb (SCOEL/SUM/57D). [COHb
= Carboxyhaemoglobin]

89
Table 5.6 hazard profile of dichloromethane
Chemical Properties
Characteristics of Chemical
Source(s) of Information
Human Health Hazards
Acute toxicity Low oral and dermal toxicity (>2000 mg/kg) and low inhalation toxicity (calculated 4
h LC50 86 mg/L).
ECHA, 2013
The acute toxicity of methylene chloride is low. The predominant effects in humans
are Central Nervous System (CNS) depression and elevated blood
carboxyhaemoglobin (CO-Hb) levels. These acute effects are reversible. Other target
organs include the liver and, occasionally, the kidney.
IPCS, 1996
Skin or eye corrosion/irritation Dermal contact causes a burning sensation, numbness, coldness and pain.
Eye contact with vapour can cause irritation. Contact with liquid methylene chloride
may cause corneal burns.
Heath Protection Agency IM sheet,
2011
Methylene chloride has been self-classified as a skin and eye irritant. ECHA, 2013
Respiratory or skin
sensitization
Not sensitizing
SIAP, 2011 and ECHA, 2013
Chronic toxicity
Carcinogenicity Carcinogenicity studies in rodents have shown an increase in liver and lung cancer
(when exposed to7100 and 14 100 mg/m3) and benign mammary gland tumors
following inhalation exposure to methylene chloride.
The relevance of the animal findings in humans is uncertain. From epidemiological
studies methylene chloride is not expected to be a human carcinogen.
ATSDR, 1998 IPCS, 1996 and HSDB,
2010
ECHA, 2013
Long term toxicity The predominant effects following repeated or long-term exposure to methylene
chloride are the same as for acute exposure. Mostly reversible symptoms of CNS
depression are seen in several species, including humans. Liver effects have also been
reported in animals following exposures as low as 25 ppm [88 mgm-3
] (continuous
exposure). The chronic NOAEL from an inhalation rat bioassay was 200 ppm (695
IPCS, 1996
ECHA, 2013
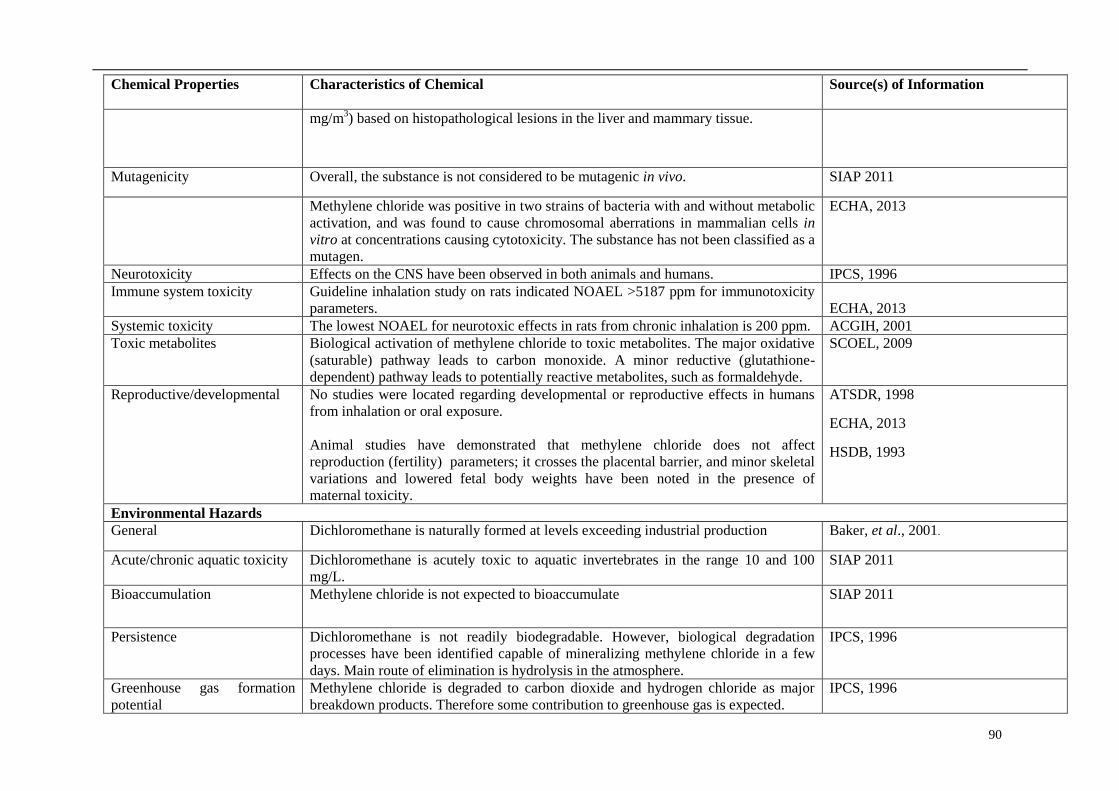
90
Chemical Properties
Characteristics of Chemical
Source(s) of Information
mg/m3) based on histopathological lesions in the liver and mammary tissue.
Mutagenicity Overall, the substance is not considered to be mutagenic in vivo. SIAP 2011
Methylene chloride was positive in two strains of bacteria with and without metabolic
activation, and was found to cause chromosomal aberrations in mammalian cells in
vitro at concentrations causing cytotoxicity. The substance has not been classified as a
mutagen.
ECHA, 2013
Neurotoxicity Effects on the CNS have been observed in both animals and humans. IPCS, 1996
Immune system toxicity Guideline inhalation study on rats indicated NOAEL >5187 ppm for immunotoxicity
parameters.
ECHA, 2013
Systemic toxicity The lowest NOAEL for neurotoxic effects in rats from chronic inhalation is 200 ppm. ACGIH, 2001
Toxic metabolites Biological activation of methylene chloride to toxic metabolites. The major oxidative
(saturable) pathway leads to carbon monoxide. A minor reductive (glutathione-
dependent) pathway leads to potentially reactive metabolites, such as formaldehyde.
SCOEL, 2009
Reproductive/developmental No studies were located regarding developmental or reproductive effects in humans
from inhalation or oral exposure.
Animal studies have demonstrated that methylene chloride does not affect
reproduction (fertility) parameters; it crosses the placental barrier, and minor skeletal
variations and lowered fetal body weights have been noted in the presence of
maternal toxicity.
ATSDR, 1998
ECHA, 2013
HSDB, 1993
Environmental Hazards
General Dichloromethane is naturally formed at levels exceeding industrial production Baker, et al., 2001.
Acute/chronic aquatic toxicity Dichloromethane is acutely toxic to aquatic invertebrates in the range 10 and 100
mg/L.
SIAP 2011
Bioaccumulation Methylene chloride is not expected to bioaccumulate SIAP 2011
Persistence Dichloromethane is not readily biodegradable. However, biological degradation
processes have been identified capable of mineralizing methylene chloride in a few
days. Main route of elimination is hydrolysis in the atmosphere.
IPCS, 1996
Greenhouse gas formation
potential
Methylene chloride is degraded to carbon dioxide and hydrogen chloride as major
breakdown products. Therefore some contribution to greenhouse gas is expected.
IPCS, 1996

91
Chemical Properties
Characteristics of Chemical
Source(s) of Information
Ozone-depletion potential Methylene chloride is not classified as an ozone depleting substance.
Regulation (EC) No 2037/2000
Monitoring - has the substance
been found in human or
environmental samples?
In ambient air in rural and remote areas, background levels of 0.07-0.29 µg/m3 have
been measured. In suburban and urban areas levels up to 2 and 15 µg/m3 have been
found.
Concentrations have been reported in the range below 10 µg/L in the surface water of
rivers in industrialized areas and up to 200 mg/L in industrial effluents, outfalls of
municipal water treatment plants and leachates of landfills.
Monitoring data typically fails to discriminate natural Dichloromethane from
industrial.
IPCS, 1996
92
Dichloromethane is of low short term toxicity to humans, however short-term effects as a result of inhalatory
exposure to dichloromethane vapours may cause CNS depression manifested through dizziness and
drowsiness. The substance has been self-classified as STOT SE 3 under CLP with the associated hazard
statement H316: may cause drowsiness or dizziness. Its vapours may cause eye irritation and skin contact
may also cause irritation and has been classified under CLP.
When heated to decomposition dichloromethane will produce phosgene, hydrogen chloride gas, and chlorine
gas which are toxic. In addition, it is metabolised to carbon monoxide, carbon dioxide and inorganic chloride
(HSDB 2010) in the body, which can result in secondary poisoning. Animal data suggests that the substance
may cause liver and lung cancer, while epidemiological data do not support a link of these effects in humans.
However the substance has been classified as Carcinogenic Category 3 under CLP. The SCOEL concluded
that taking together the current knowledge on the potential of human metabolic activation of
dichloromethane, it appears unlikely that this compound poses a practical carcinogenic risk to humans, under
conditions of current occupational exposures. In consequence, SCOEL has decided to assign
dichloromethane to the SCOEL carcinogen group C with a “practical” threshold (Bolt and Huici-Montagud
2008) and to derive an OEL based on non-cancer endpoints5.
5.3.4 Economic feasibility
Dichloromethane is not a “drop-in” solvent replacement for TRI as noted above. It would mean the
replacing large parts (if not completely) the existing production process and equipment. As per the ECHA
SEA guidance, the lost (book) value of existing equipment is considered a ‘sunk cost’ and therefore not
considered in the analysis. The additional capital and operating costs of making PE SLI battery separators is
however relevant to the assessment of economic feasibility.
A major consideration is the reengineering of processes in order to accommodate the alternative even if it
were technically feasible. This would need to include consideration of solvent recycling and emission
capture. This has not been estimated given the significant technical (feasibility) difficulties. As set out in
Section 6.2, it would take a minimum of 12 years to make a possible alternative solvent suitable. When
comparing the minimum cost of lost profit for 12 years of €116 million NPV (see SEA section
4.2.1 for details on lost profits, but using a discount rate of 7% rather than 4% in the SEA) with the
cost of building additional production lines at the existing US site (in Oregon) which is €48 million
(see Section 4.2.2 of the SEA); which enables ENTEK to avoid any production/sales disruption (i.e. can
provide battery separators to the existing markets after the sunset date), it is clear that switching to
dichloromethane is not economically feasible.

93
The €116 million is considered a minimum costs as it excludes any capital costs as well as some additional
costs like redundancy (over the period 2016-2027) and assumes post 2027, ENTEK can make equivalent
profits. This assumption is however highly unlikely since (i) it assumes ENTEK would not have lost any
market share due to no sales after the sunset date (April 2016) to 2027, and (ii) assumes profit margins would
be similar compared to using TRI. Optimistically factoring in that it would only takes a further 5 years
for ENTEK to recover their market share (i.e. 80% of lost profit in 2024, declining linearly to 0% in
2031) then the net cost to ENTEK is €125 million (NPV). This further reinforces the conclusion
that dichloromethane is not economically feasible.
5.3.5 Availability
Dichloromethane is registered under REACH at the 1,000 tonnes per annum level (Phase 1) and thus can be
assumed to be available to be supplied in the volumes required.
5.3.6 Conclusion on suitability and availability for dichloromethane
As described in Section 3 the R&D process identified that dichloromethane as a potential alternative for TRI.
While initial laboratory and pilot scale trials have been promising, however, there are numerous technical
and economic challenges that need to be evaluated before a final decision can be made on the suitability of
dichloromethane in the ENTEK separator manufacturing process. The large expected capital cost to switch
and loss in profits compared to the costs of building additional production lines in the US, means this
alternative is also not economically feasible.
From an engineering and operations standpoint, the high solubility of dichloromethane in water, its lower
adsorption affinity for activated carbon, and its potential degradation to hydrogen chloride in the presence of
steam are problematic. For example, manufacturers of carbon beds for TRI recovery – a system in which the
solvent routinely contacts steam and water at high temperatures – often recommend stainless steel grade
316L as a material of construction. Carbon bed manufacturers for dichloromethane recovery do not
recommend using 316L Stainless Steel, specifying a more expensive material such as Hastelloy for this
application. The ENTEK-UK plant utilizes 316L Stainless Steel for most of its piping and vessels in which
the extraction solvent becomes in contact with water and steam. Currently, the infrastructure would be at risk
of highly accelerated corrosion and subsequent failure with the use of dichloromethane. Failure of the
structure would pose a significant hazard to human health and the environment in the event of a major
release of dichloromethane.
5 Recommendation from the Scientific Committee on Occupational Exposure Limits for methylene chloride
(dichloromethane) SCOEL/SUM/130, June 2009

94
In addition to the technical challenges it can be seen from Section 4.3.3, that dichloromethane is a hazardous
substance and is classified as such. Although dichloromethane is not a substance of very high concern
(SVHC) it is a suspected carcinogen and subject to an indicative OEL (iOEL) at EU level as well as a
restriction under REACH. The substance would probably represent a reduction in risk, but since there are
concerns for the substance in terms of long term health risks this would have to be taken into consideration in
the further research being done to identify this substance as an alternative along with other substances that
may have a more favourable hazard and risk profile.
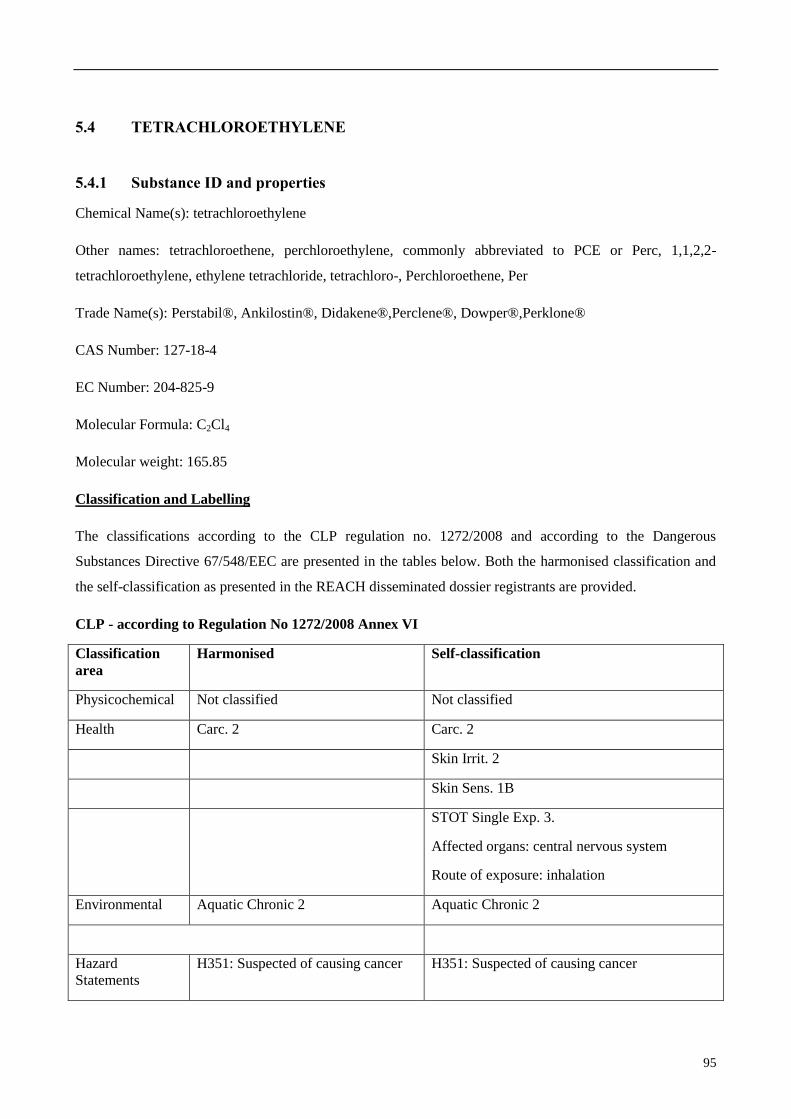
95
5.4 TETRACHLOROETHYLENE
5.4.1 Substance ID and properties
Chemical Name(s): tetrachloroethylene
Other names: tetrachloroethene, perchloroethylene, commonly abbreviated to PCE or Perc, 1,1,2,2-
tetrachloroethylene, ethylene tetrachloride, tetrachloro-, Perchloroethene, Per
Trade Name(s): Perstabil®, Ankilostin®, Didakene®,Perclene®, Dowper®,Perklone®
CAS Number: 127-18-4
EC Number: 204-825-9
Molecular Formula: C2Cl4
Molecular weight: 165.85
Classification and Labelling
The classifications according to the CLP regulation no. 1272/2008 and according to the Dangerous
Substances Directive 67/548/EEC are presented in the tables below. Both the harmonised classification and
the self-classification as presented in the REACH disseminated dossier registrants are provided.
CLP - according to Regulation No 1272/2008 Annex VI
Classification
area
Harmonised Self-classification
Physicochemical Not classified Not classified
Health Carc. 2 Carc. 2
Skin Irrit. 2
Skin Sens. 1B
STOT Single Exp. 3.
Affected organs: central nervous system
Route of exposure: inhalation
Environmental Aquatic Chronic 2 Aquatic Chronic 2
Hazard
Statements
H351: Suspected of causing cancer H351: Suspected of causing cancer

96
Classification
area
Harmonised Self-classification
H315: Causes skin irritation
H317: May cause an allergic skin reaction
H336: May cause drowsiness or dizziness
H411: Toxic to aquatic life with long
lasting effects
H411: Toxic to aquatic life with long lasting
effects
Dangerous Substance Directive – according to Directive 67/548/EEC
Classification
area
Harmonised Self-classification
Health hazards Carc. Cat. 3; R40 Carc. Cat. 3; R40
R38
Environmental
hazards
R51-53 R51/53
Risk Phrases R40: limited evidence of a
carcinogenic effect
R40: Limited evidence of a carcinogenic effect
R38: Irritating to skin
R51/53: Toxic to aquatic organisms,
may cause long-term adverse effects
in the aquatic environment.
R51/53: Toxic to aquatic organisms, may cause
long-term adverse effects in the aquatic
environment.
Tetrachloroethylene is a colourless, relatively volatile, non-flammable liquid, it is not considered to have
explosive properties and is not subject to auto-ignition. The physicochemical properties of
tertrachloroethylene are summarised in Table 5.7.
Table 5.7 Physico-Chemical Properties of tetrachloroethylene
Properties
Characteristics of Chemical
Source(s) of Information
Flammability non-flammable EU RAR 2005
Vapour pressure 1.9 kPa at 20°C EU RAR 2005
Boiling point 121.2°C EU RAR 2005
Melting point -22°C EU RAR 2005
Water solubility 149 mg/L EU RAR 2005
97
Properties
Characteristics of Chemical
Source(s) of Information
Log Kow 2.53 EU RAR 2005 6
5.4.2 Technical feasibility
From the research described in Section 3.2 of this document, it appears that tetrachloroethylene may be a
technically feasible alternative to TRI as a process solvent for the manufacture of polyethylene battery
separators. Although it exhibits a slower extraction rate compared to TRI, this property could potentially be
adjusted with temperature of the extraction bath. Further research is required to understand if
tetrachloroethylene could be used at a commercial scale, and to understand whether it would be compatible
with all manufacturing and recovery processes such that the resultant separator meets all customer
requirements. The possible steps to qualify an alternative solvent are described in Section 6.2.
5.4.3 Reduction of overall risk due to transition to the alternative
Tetracholoroethylene is classified as a category 2 carcinogen and subject to a SCOEL recommendation for
and occupational exposure limit for the protection of workers at EU level7. The iOEL is summarised as
follows:
8 hour TWA: 20 ppm [138 mg/m3]
STEL (15 min): 40 ppm [275 mg/m3]
BLVs (biological limit value): 0.4 mg tetrachloroethylene/l blood
3 ppm [0.435 mg/m3] tetrachloroethylene in end-exhaled air
SCOEL carcinogen group: D (non-genotoxic carcinogen with threshold)
Notation: ‘skin’
Table 5.8 below summarises further information on the hazard profile of the substance.
6 European Union Risk Assessment Report. Tetrachloroethylene, Part I – Environment, CAS No: 127-18-4, EINECS
No: 204-825-9 European Chemicals Bureau, 1st Priority List, volume 57. EUR 21680 EN. Final Report 2005, United
Kingdom
7 Recommendation from the Scientific Committee on Occupational Exposure Limits on Tetrachloroethylene
(perchloroethylene) SCOEL/SUM/133, June 2009

98
Table 5.8 hazard profile of tetrachloroethylene
Chemical Properties Characteristics of Chemical
Source(s) of Information
Human Health Hazards
Acute toxicity Acute toxicity in humans resulting from ingestion or inhalation resulted in
neurological effects such as dizziness, fatigue, coma, some deaths
(concentration unknown), kidney dysfunction, reversible liver damage.
Irritation of the respiratory tract following inhalation has also been observed.
ATSDR (1997)
IRIS (2012)
WHO (2006)
Acute toxicity in animals is low, effects are only reported at high concentrations
of oral or inhalation exposure to tetrachloroethylene. Effects include depression
of Central Nervous System (CNS), effects on liver, kidneys, and spleen; lung
hemorrhages were also observed in deceased rats.
ATSDR (1997)
IRIS (2012)
ECHA (2013)
Skin or eye
corrosion/irritation
Tetrachloroethylene was highly irritating to the eyes of humans following acute
exposure to a high dose of the vapours (930 ppm). While burning or stinging of
the eyes occurred at doses of 600 or 280 ppm, at 216 or 106 ppm the substance
was only very mildly irritating to a few volunteers.
Dry cleaning workers exposed to 20 ppm on average for 8 hours complained of
irritation.
SCOEL (2009)
Tetrachloroethylene is a skin irritant in humans, causing reddening and
blistering. Effects may persist for months after severe exposure has occurred.
SCOEL (2009)
Respiratory or skin
sensitization
Tetrachloroethylene has been demonstrated to be a weak dermal sensitizer in
animals, and is self-classified as a skin sensitiser. NEG-DECOS (2003) describe
two case reports of tetrachloroethylene skin sensitisation in humans.
ECHA, 2013
SCOEL (2009)
Chronic toxicity
Carcinogenicity Occupational exposure studies with dry cleaning workers show associations
between exposure to dry cleaning solvents and certain types of cancer, in
particular: bladder, multiple myeloma, kidney, oesophagus, cervix, breast, and
IRIS, 2012
WHO (2006)
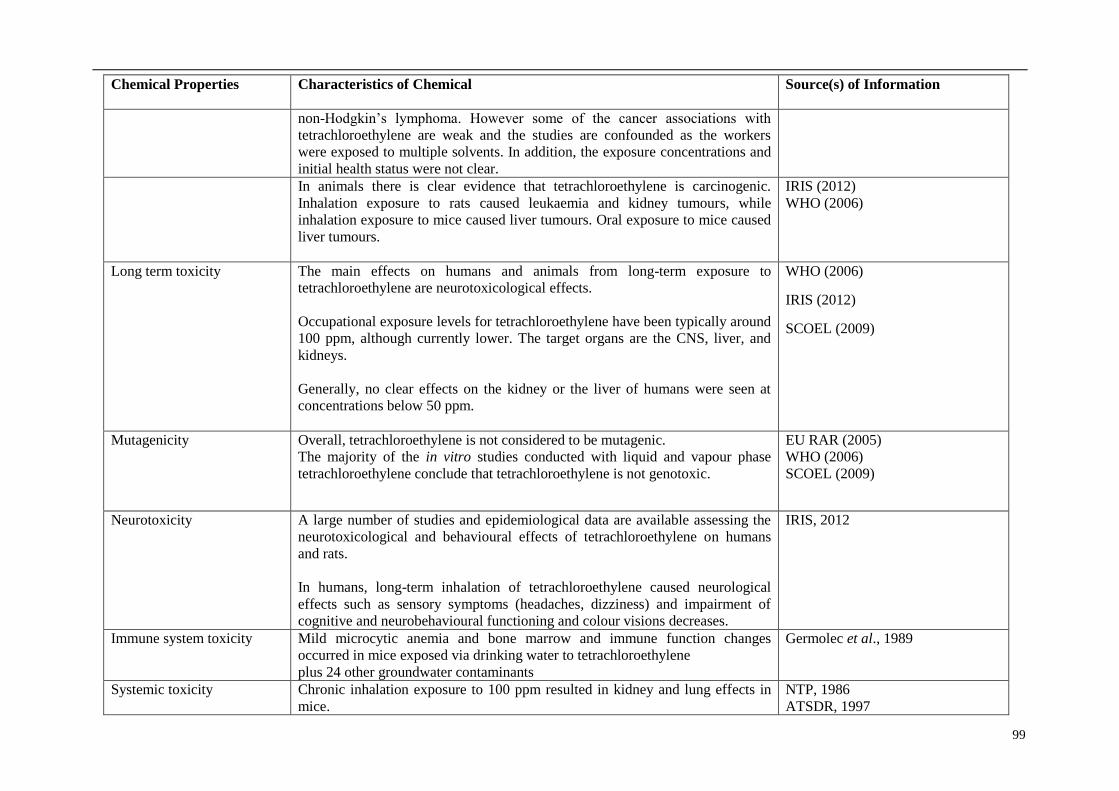
99
Chemical Properties Characteristics of Chemical
Source(s) of Information
non-Hodgkin’s lymphoma. However some of the cancer associations with
tetrachloroethylene are weak and the studies are confounded as the workers
were exposed to multiple solvents. In addition, the exposure concentrations and
initial health status were not clear.
In animals there is clear evidence that tetrachloroethylene is carcinogenic.
Inhalation exposure to rats caused leukaemia and kidney tumours, while
inhalation exposure to mice caused liver tumours. Oral exposure to mice caused
liver tumours.
IRIS (2012)
WHO (2006)
Long term toxicity The main effects on humans and animals from long-term exposure to
tetrachloroethylene are neurotoxicological effects.
Occupational exposure levels for tetrachloroethylene have been typically around
100 ppm, although currently lower. The target organs are the CNS, liver, and
kidneys.
Generally, no clear effects on the kidney or the liver of humans were seen at
concentrations below 50 ppm.
WHO (2006)
IRIS (2012)
SCOEL (2009)
Mutagenicity Overall, tetrachloroethylene is not considered to be mutagenic.
The majority of the in vitro studies conducted with liquid and vapour phase
tetrachloroethylene conclude that tetrachloroethylene is not genotoxic.
EU RAR (2005)
WHO (2006)
SCOEL (2009)
Neurotoxicity A large number of studies and epidemiological data are available assessing the
neurotoxicological and behavioural effects of tetrachloroethylene on humans
and rats.
In humans, long-term inhalation of tetrachloroethylene caused neurological
effects such as sensory symptoms (headaches, dizziness) and impairment of
cognitive and neurobehavioural functioning and colour visions decreases.
IRIS, 2012
Immune system toxicity Mild microcytic anemia and bone marrow and immune function changes
occurred in mice exposed via drinking water to tetrachloroethylene
plus 24 other groundwater contaminants
Germolec et al., 1989
Systemic toxicity Chronic inhalation exposure to 100 ppm resulted in kidney and lung effects in
mice.
NTP, 1986
ATSDR, 1997
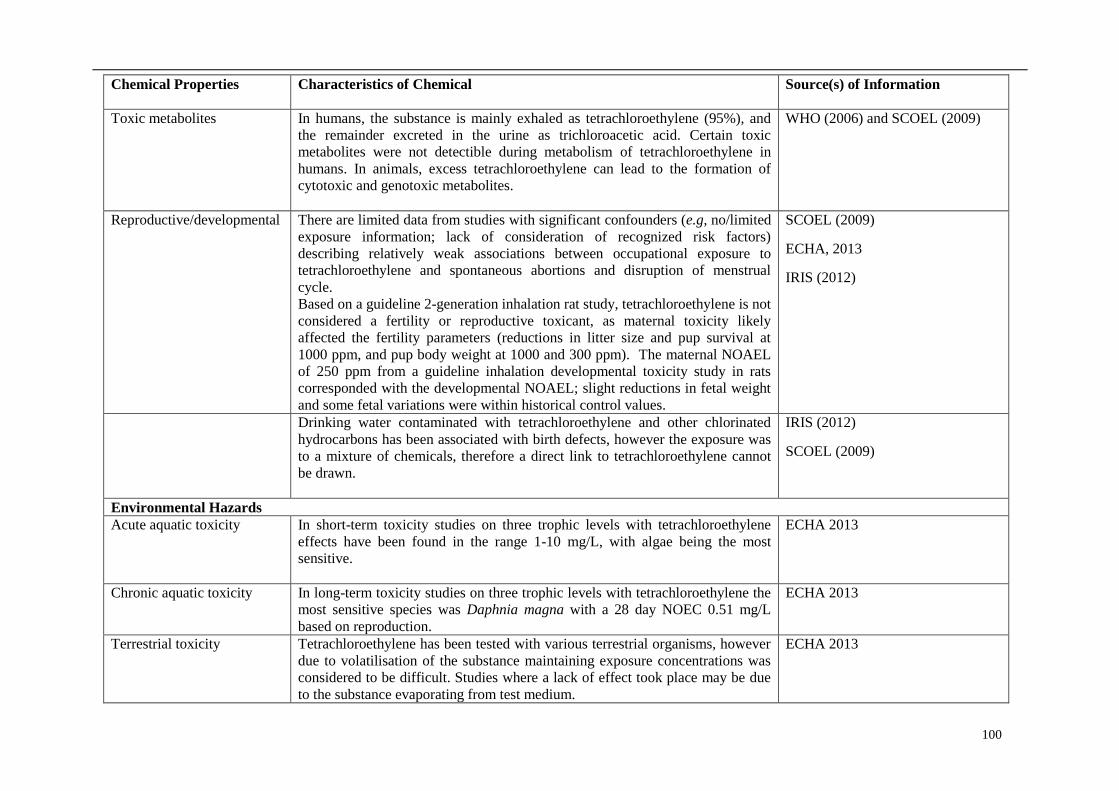
100
Chemical Properties Characteristics of Chemical
Source(s) of Information
Toxic metabolites In humans, the substance is mainly exhaled as tetrachloroethylene (95%), and
the remainder excreted in the urine as trichloroacetic acid. Certain toxic
metabolites were not detectible during metabolism of tetrachloroethylene in
humans. In animals, excess tetrachloroethylene can lead to the formation of
cytotoxic and genotoxic metabolites.
WHO (2006) and SCOEL (2009)
Reproductive/developmental There are limited data from studies with significant confounders (e.g, no/limited
exposure information; lack of consideration of recognized risk factors)
describing relatively weak associations between occupational exposure to
tetrachloroethylene and spontaneous abortions and disruption of menstrual
cycle.
Based on a guideline 2-generation inhalation rat study, tetrachloroethylene is not
considered a fertility or reproductive toxicant, as maternal toxicity likely
affected the fertility parameters (reductions in litter size and pup survival at
1000 ppm, and pup body weight at 1000 and 300 ppm). The maternal NOAEL
of 250 ppm from a guideline inhalation developmental toxicity study in rats
corresponded with the developmental NOAEL; slight reductions in fetal weight
and some fetal variations were within historical control values.
SCOEL (2009)
ECHA, 2013
IRIS (2012)
Drinking water contaminated with tetrachloroethylene and other chlorinated
hydrocarbons has been associated with birth defects, however the exposure was
to a mixture of chemicals, therefore a direct link to tetrachloroethylene cannot
be drawn.
IRIS (2012)
SCOEL (2009)
Environmental Hazards
Acute aquatic toxicity In short-term toxicity studies on three trophic levels with tetrachloroethylene
effects have been found in the range 1-10 mg/L, with algae being the most
sensitive.
ECHA 2013
Chronic aquatic toxicity In long-term toxicity studies on three trophic levels with tetrachloroethylene the
most sensitive species was Daphnia magna with a 28 day NOEC 0.51 mg/L
based on reproduction.
ECHA 2013
Terrestrial toxicity Tetrachloroethylene has been tested with various terrestrial organisms, however
due to volatilisation of the substance maintaining exposure concentrations was
considered to be difficult. Studies where a lack of effect took place may be due
to the substance evaporating from test medium.
ECHA 2013

101
Chemical Properties Characteristics of Chemical
Source(s) of Information
Effects have been reported in the range of a NOEC <0.1 mg/kg based on
nitrification with loam to 14 day LC50 945 mg/kg with earthworms.
Bioaccumulation Tetrachloroethylene has a low potential for bioaccumulation based on a
measured BCF in fish of 40-50 l/kg w. wt. and low log Kow.
ECHA 2013
Persistence Tetrachloroethylene is not readily biodegradable (0% degradation in 21 days).
However the substance is subject to anaerobic degradation, through reductive
dechlorination. Its degradation products are TRI, dichloroethylene, vinyl
chloride, ethene and ethane.
Tetrachloroethylene will evaporate from moist mediums. In soil and sediment,
the substance’s adsorption potential (high Koc 665) indicates that some
persistence is possible.
ECHA (2013), EU RAR (2005)
EU RAR (2005)
Greenhouse gas formation
potential
Tetrachloroethylene is not expected to significantly contribute to global
warming.
EU RAR (2005)
Ozone-depletion potential Tetrachloroethylene will degrade to substance which may enter the stratosphere,
carbon tetrachloride is the only known ozone depleting degradation product,
however the contribution of carbon tetrachloride from degradation of
tetrachloroethylene is considered negligible.
Overall the substance is not considered to have ozone depleting potential.
EU RAR (2005)
Tetrachloroethylene is not classed as an ozone depleting substance.
Regulation (EC) No 2037/2000
102
The main form of toxicity of the tetrachloroethylee is expressed through inhalation of its vapours, where the
substance can produce irritating effects to the eyes, lungs and at high enough concentrations dysfunction of
the Central Nervous System (CNS) in humans. It has been self-classified under CLP as Skin Irritant 2, as a
Skin Sensitiser 1B and as STOT SE 3, affecting the CNS through inhalation.
Overall, the SCOEL states that there are no clear repeated dose toxicity effects in humans exposed up to 25
ppm (173 mg/m3) tetrachloroethylene.
Tetrachloroethylene is classified as a possible carcinogen. The human evidence of its carcinogencity is
limited due to the presence of other solvents in exposure to humans data. However the substance is positively
carcinogenic in animal studies. It is classified as Carcinogenic 2 in the CLP. The NTP classified the
substance as “reasonably anticipated to be a human carcinogen”, while the SCOEL carcinogen group is D
(non-genotoxic carcinogen with threshold).
Tetrachloroethylene is toxic to aquatic and terrestrial organisms, with long-term effects reported with
Daphnia magna, 21-d NOEC 0.51 µg/L, and nitrification effects observed with Loam, a NOEC of ≤1 mg/kg
wwt has been derived. Tetrachloroethylene is classified under CLP as Aquatic Chronic 2.
PBT and CMR
Tetrachloroethylene does not fulfil the PBT criteria, because it does not fulfil the B and T criteria. It does
however fulfill the T criterion based on its classification as Carcinogenic 2 under CLP.
The substance is considered a CMR because it is classified as Carcinogenic 2.
Tetrachloroethylene is being assessed in the CoRAP program because it is a CMR agent, a suspected PBT, it
has wide and dispersive use with a high risk of exposure in the workplace, and a high aggregated tonnage in
the EU.
5.4.4 Economic feasibility
Tetrachloroethylene is not a “drop-in” solvent replacement for TRI as noted above. It would mean the
replacing large parts (if not completely) the existing production process and equipment. As per the ECHA
SEA guidance, the lost (book) value of existing equipment is considered a ‘sunk cost’ and therefore not
considered in the analysis. The additional capital and operating costs of making PE SLI battery separators is
however relevant to the assessment of economic feasibility.
A major consideration is the reengineering of processes in order to accommodate the alternative even if it
were technically feasible. This would need to include consideration of solvent recycling and emission
capture. This has not been estimated given the significant technical (feasibility) difficulties. As set out in
Section 6.2, it would take a minimum of 12 years to make a possible alternative solvent suitable. When
103
comparing the minimum cost of lost profit for 12 years of €116 million NPV (see SEA section 4.2.1
for details on lost profits, but using a discount rate of 7% rather than 4% in the SEA) with the cost
of building additional production lines at the existing US site (in Oregon) which is €48 million (see
Section 4.2.2 of the SEA); which enables ENTEK to avoid any production/sales disruption (i.e. can provide
battery separators to the existing markets after the sunset date), it is clear that switching to
tetrachloroethylene is not economically feasible.
The €116 million is considered a minimum costs as it excludes any capital costs as well as some additional
costs like redundancy (over the period 2016-2027) and assumes post 2027, ENTEK can make equivalent
profits. This assumption is however highly unlikely since (i) it assumes ENTEK would not have lost any
market share due to no sales after the sunset date (April 2016) to 2027, and (ii) assumes profit margins would
be similar compared to using TRI. Optimistically factoring in that it would only takes a further 5 years
for ENTEK to recover their market share (i.e. 80% of lost profit in 2024, declining linearly to 0% in
2031) then the net cost to ENTEK is €125 million (NPV). This further reinforces the conclusion
that tetrachloroethylene is not economically feasible.
5.4.5 Availability
Tetrachloroethylene is registered under REACH at a tonnage band of 100,000 to 1,000,000 tonnes per
annum level and thus can be assumed to be available to be supplied in the volumes required.
5.4.6 Conclusion on suitability and availability for tetrachloroethylene
As described in Section 3 the R&D process identified that tetracholoroethylene could be a potential
alternative for TRI. While initial laboratory trials show promise, there are numerous technical and economic
challenges that need to be evaluated before a final decision can be made; on the suitability of
tetrachloroethylene in the ENTEK separator manufacturing process. Further detail of the possible steps that
would need to be taken and the timing associated with those steps is described in section 5.
The large expected capital cost to switch and loss in profits compared to the costs of building additional
production lines in the US, means this alternative is also not economically feasible.
From an engineering and operations standpoint, the exceedingly low solubility of tetrachloroethylene in
water and its low vapour pressure could be advantageous in the areas of solvent containment and worker
exposure. The lower oil extraction rate of tetrachloroethylene can potentially be addressed by heating the
solvent. Nevertheless, further work is required to determine the impact of the higher extraction temperature
and boiling point on energy costs for separator manufacturing and solvent recovery.

104
In addition to the technical challenges it can be seen from Section 4.4.3 above that tetrachloroethylene is a
hazardous substance and is classified as such. Although tetrachloroethylene is not a substance of very high
concern it is a suspected carcinogen and subject to an indicative OEL (iOEL) at EU level. The substance
was evaluated under REACH in the Community Rolling Action Plan (CoRAP) due to concerns for human
health/CMR; environment/suspected PBT; exposure/wide dispersive use and aggregated tonnage (although
no further action to control risks was indicated). The substance would probably represent a reduction in risk
in respect of emissions control, but since there are concerns for the substance in terms of long term health
hazards this would have to be taken into consideration in the further research being done to identify this
substance as an alternative, along with other substances that may have a more favourable hazard and risk
profile.

105
5.5 VERTREL® SDG
Vertrel® SDG is the trade name of a chemical produced by DuPont. It has not been registered in the EU and
there is generally little information available on the substance outside of the information given in the two
Material Safety Data Sheets available online. Vertrel® SDG is a mixture and additional information is
available on its constituents (see Table 4.13).
5.5.1 Substance ID and properties
Vertrel® SDG is a mixture of non-flammable hydrofluorocarbons (HFCs) and trans-1,2-dichloroethylene (t-
DCE). Summary data for Vertrel® SDG is set out in Table 5.9 below.
Table 5.9 Composition of Vertrel® SDG.
Substance name CAS # Concentration
trans-dichloroethylene 156-60-5 65 - 90 %
1,1,1,2,2,3,4,5,5,5-decafluoropentane 138495-42-8 5 - 25 %
1,1,2,2,3,3,4-heptafluorocyclopentane 15290-77-4 5 - 15 %
The compositional information has been taken from the most recent available MSDS sheet, dated 2012.
Classification and Labelling
A classification and labelling for the substance mixture is not available.
The human health and environmental harmonised classifications for the constituents in Vertrel® SDG
according to the CLP regulation no. 1272/2008 and to the Dangerous Substances Directive 67/548/EEC are
presented in the tables below, where available.
Trans-dichloroethylene, CAS 156-60-5
Classification area CLP - according to Regulation No
1272/2008 Annex VI
Dangerous Substance Directive –
according to Directive 67/548/EEC
Physicochemical Flam. Liq. 2 F; R11
Health Acute Tox 4 Xn; 20
Environmental Aquatic Chronic 3 R52/53
Hazard Statements H225: Highly flammable liquid and
vapour
11: Highly flammable
H332: harmful if inhaled 20: Harmful by inhalation
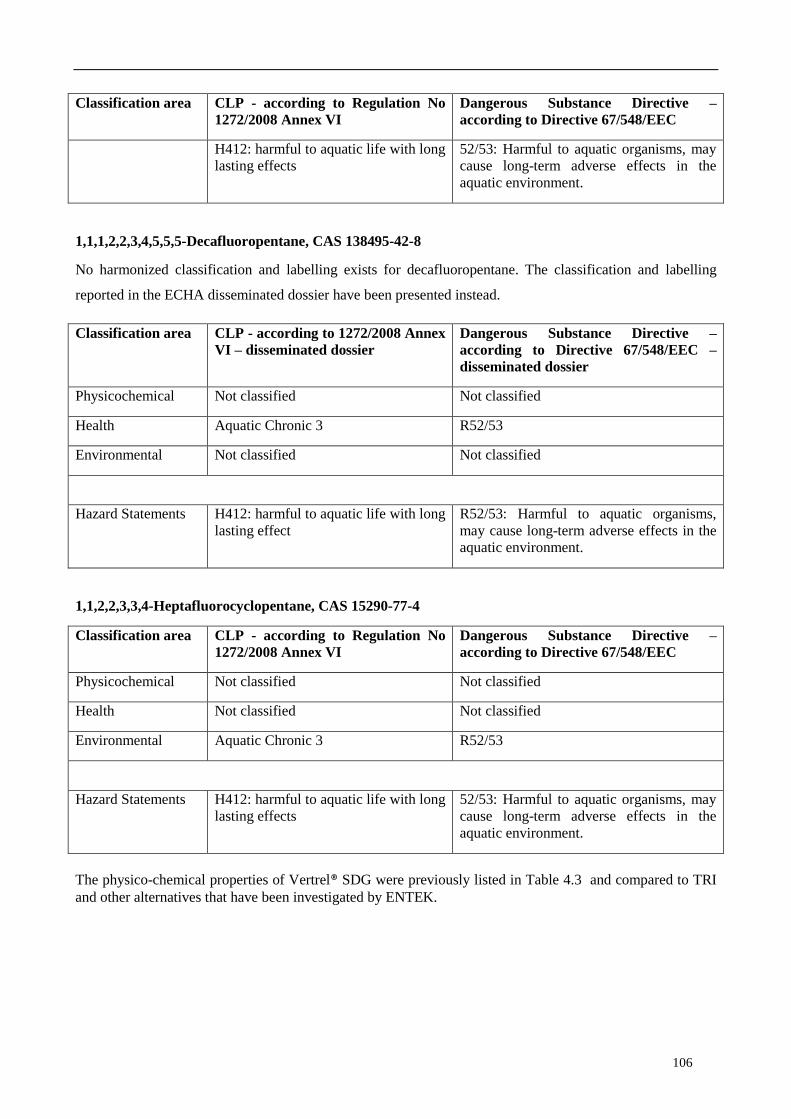
106
Classification area CLP - according to Regulation No
1272/2008 Annex VI
Dangerous Substance Directive –
according to Directive 67/548/EEC
H412: harmful to aquatic life with long
lasting effects
52/53: Harmful to aquatic organisms, may
cause long-term adverse effects in the
aquatic environment.
1,1,1,2,2,3,4,5,5,5-Decafluoropentane, CAS 138495-42-8
No harmonized classification and labelling exists for decafluoropentane. The classification and labelling
reported in the ECHA disseminated dossier have been presented instead.
Classification area CLP - according to 1272/2008 Annex
VI – disseminated dossier
Dangerous Substance Directive –
according to Directive 67/548/EEC –
disseminated dossier
Physicochemical Not classified Not classified
Health Aquatic Chronic 3 R52/53
Environmental Not classified Not classified
Hazard Statements H412: harmful to aquatic life with long
lasting effect
R52/53: Harmful to aquatic organisms,
may cause long-term adverse effects in the
aquatic environment.
1,1,2,2,3,3,4-Heptafluorocyclopentane, CAS 15290-77-4
Classification area CLP - according to Regulation No
1272/2008 Annex VI
Dangerous Substance Directive –
according to Directive 67/548/EEC
Physicochemical Not classified Not classified
Health Not classified Not classified
Environmental Aquatic Chronic 3 R52/53
Hazard Statements H412: harmful to aquatic life with long
lasting effects
52/53: Harmful to aquatic organisms, may
cause long-term adverse effects in the
aquatic environment.
The physico-chemical properties of Vertrel® SDG were previously listed in Table 4.3 and compared to TRI
and other alternatives that have been investigated by ENTEK.
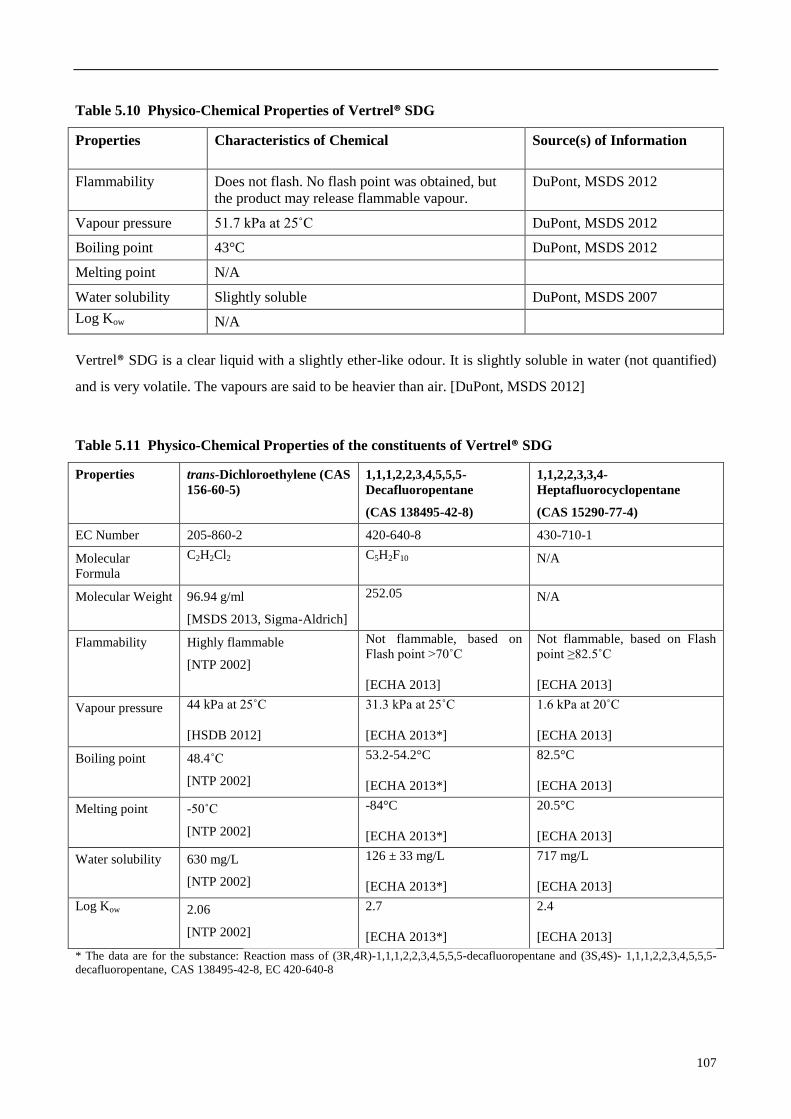
107
Table 5.10 Physico-Chemical Properties of Vertrel® SDG
Properties
Characteristics of Chemical
Source(s) of Information
Flammability Does not flash. No flash point was obtained, but
the product may release flammable vapour.
DuPont, MSDS 2012
Vapour pressure 51.7 kPa at 25˚C DuPont, MSDS 2012
Boiling point 43°C DuPont, MSDS 2012
Melting point N/A
Water solubility Slightly soluble DuPont, MSDS 2007
Log Kow N/A
Vertrel® SDG is a clear liquid with a slightly ether-like odour. It is slightly soluble in water (not quantified)
and is very volatile. The vapours are said to be heavier than air. [DuPont, MSDS 2012]
Table 5.11 Physico-Chemical Properties of the constituents of Vertrel® SDG
Properties
trans-Dichloroethylene (CAS
156-60-5)
1,1,1,2,2,3,4,5,5,5-
Decafluoropentane
(CAS 138495-42-8)
1,1,2,2,3,3,4-
Heptafluorocyclopentane
(CAS 15290-77-4)
EC Number 205-860-2 420-640-8 430-710-1
Molecular
Formula
C2H2Cl2 C5H2F10 N/A
Molecular Weight 96.94 g/ml
[MSDS 2013, Sigma-Aldrich]
252.05 N/A
Flammability Highly flammable
[NTP 2002]
Not flammable, based on
Flash point >70˚C
[ECHA 2013]
Not flammable, based on Flash
point ≥82.5˚C
[ECHA 2013]
Vapour pressure 44 kPa at 25˚C
[HSDB 2012]
31.3 kPa at 25˚C
[ECHA 2013*]
1.6 kPa at 20˚C
[ECHA 2013]
Boiling point 48.4˚C
[NTP 2002]
53.2-54.2°C
[ECHA 2013*]
82.5°C
[ECHA 2013]
Melting point -50˚C
[NTP 2002]
-84°C
[ECHA 2013*]
20.5°C
[ECHA 2013]
Water solubility 630 mg/L
[NTP 2002]
126 ± 33 mg/L
[ECHA 2013*]
717 mg/L
[ECHA 2013]
Log Kow 2.06
[NTP 2002]
2.7
[ECHA 2013*]
2.4
[ECHA 2013]
* The data are for the substance: Reaction mass of (3R,4R)-1,1,1,2,2,3,4,5,5,5-decafluoropentane and (3S,4S)- 1,1,1,2,2,3,4,5,5,5-
decafluoropentane, CAS 138495-42-8, EC 420-640-8
108
5.5.2 Technical feasibility
As discussed in Section 3.2.1, Vertrel® SDG appears to be an effective solvent for naphthenic process oils
and the resultant separators have properties that are similar to the TRI-extracted separators. There are
however major obstacles to the use of Vertrel® SDG as an alternative solvent in the ENTEK continuous
separator manufacturing process. Vertrel® SDG is highly volatile with a boiling point of only 43°C. As such,
ENTEK would need to efficiently contain and recover this solvent in its separator manufacturing operation.
The ability to adsorb and desorb the Vertrel° SDG chemical components from a carbon bed is unknown.
This solvent is often used in degreasing applications with the vapours released to the atmosphere. As such,
there has been little work on the efficient recovery of this solvent. In addition, due to the volatility and
vapour pressure of this substance there are likely to be much more evaporative losses (compared to TRI).
This would mean re-assessment and reengineering of emission capture and recycling in order to recycle the
substance and to control releases.
While initial laboratory trials showed promise, there are numerous technical challenges that need to be
evaluated before a decision could be made on the suitability of Vertrel® SDG in the ENTEK continuous
separator manufacturing process. From engineering and operations standpoints, the significantly higher
vapour pressure, the high solubility of Vertrel® SDG in water, its unknown adsorption affinity for activated
carbon, and potential degradation of its chemical components in the presence of steam are problematic.
5.5.3 Reduction of overall risk due to transition to the alternative
Table 5.12 below summarises further information on the hazard profile of the substance. Tables 5.13 to 5.15
summarise the available data on the hazard properties of Vertrel® SDG constituents. These have been
presented because the data for the mixture is poor and because from a risk point of view, once the substance
is released into the environment the properties of its individual constituents will determine the fate.
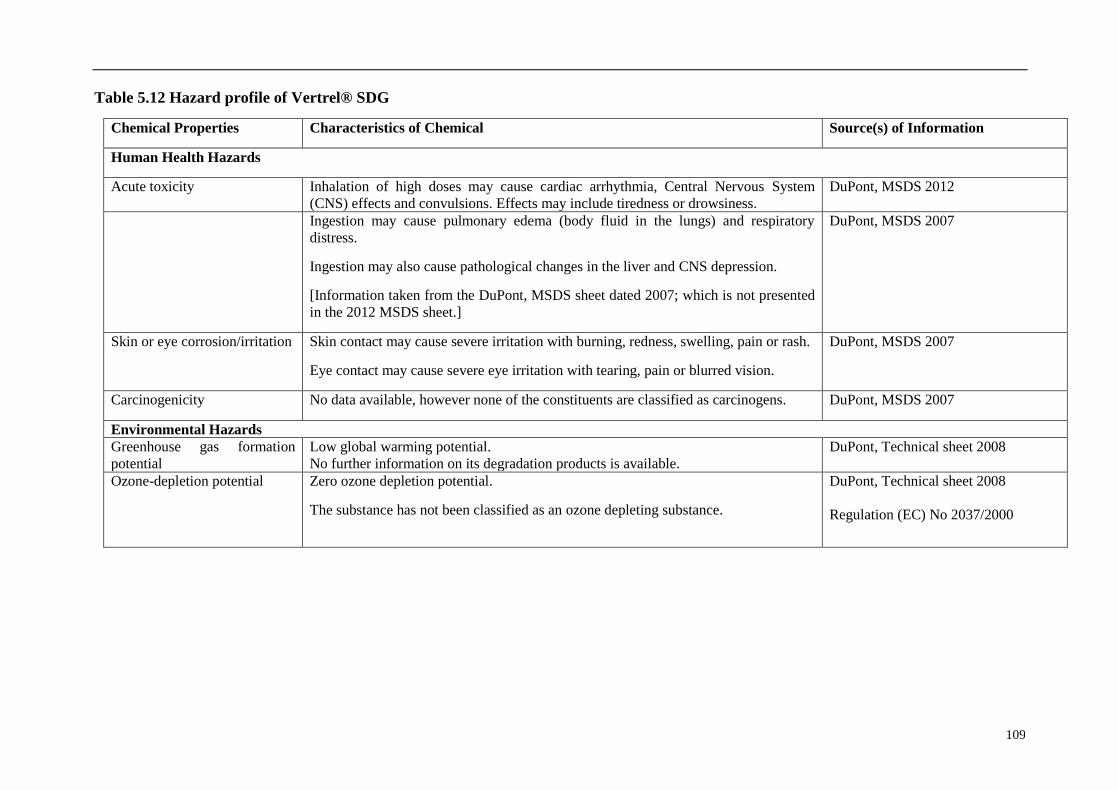
109
Table 5.12 Hazard profile of Vertrel® SDG
Chemical Properties Characteristics of Chemical Source(s) of Information
Human Health Hazards
Acute toxicity Inhalation of high doses may cause cardiac arrhythmia, Central Nervous System
(CNS) effects and convulsions. Effects may include tiredness or drowsiness.
DuPont, MSDS 2012
Ingestion may cause pulmonary edema (body fluid in the lungs) and respiratory
distress.
Ingestion may also cause pathological changes in the liver and CNS depression.
[Information taken from the DuPont, MSDS sheet dated 2007; which is not presented
in the 2012 MSDS sheet.]
DuPont, MSDS 2007
Skin or eye corrosion/irritation Skin contact may cause severe irritation with burning, redness, swelling, pain or rash.
Eye contact may cause severe eye irritation with tearing, pain or blurred vision.
DuPont, MSDS 2007
Carcinogenicity No data available, however none of the constituents are classified as carcinogens. DuPont, MSDS 2007
Environmental Hazards
Greenhouse gas formation
potential
Low global warming potential.
No further information on its degradation products is available.
DuPont, Technical sheet 2008
Ozone-depletion potential Zero ozone depletion potential.
The substance has not been classified as an ozone depleting substance.
DuPont, Technical sheet 2008
Regulation (EC) No 2037/2000

110
Table 5.13 Hazard profile of trans-dichloroethylene – constituent (65-90% of total)
Chemical Properties Characteristics of Chemical Source(s) of Information
Human Health Hazards
Acute Toxicity
Acute toxicity Inhalation 4 h LC50: 96.4 mg/l in rat, CNS effects observed. DuPont, MSDS 2012
Inhalation (duration unspecified) LC50: 2.2*105 mg/m3. NTP 2002
Not acutely toxic via oral or dermal administration DuPont, MSDS 2012
Skin or eye corrosion/irritation Skin irritant and mild eye irritant in rabbits.
1,2-Dichloroethylene can cause eye and skin irritation.
However it is not classified as a skin or eye irritant under CLP.
DuPont, MSDS 2012
HSDB, 2012
Respiratory or skin
sensitization
Cardiac sensitisation threshold limit: 7.9*105 mg/m3
However it is not classified as a sensitising agent under CLP.
DuPont, MSDS 2012
Chronic Toxicity

111
Chemical Properties Characteristics of Chemical Source(s) of Information
Long term toxicity Oral – rat 90 d study: No toxicologically significant effects were found.
Inhalation – rat. 90 d study: No toxicologically significant effects were found.
No further details are available.
DuPont, MSDS 2012
Generally, little toxicity is observed with ingestion of microencapsulated trans-1,2-
dichloroethylene.
NTP, 2002
Reproductive/developmental Animal testing showed no reproductive or developmental toxicity. No further details
are available.
Toxicity to the dams was not observed at concentrations below maternal toxicity
(6000 ppm).
DuPont, MSDS 2012
NTP, 2002
Mutagenicity Not genotoxic in vitro and in vivo DuPont, MSDS 2012 and NTP, 2002
Neurotoxicity trans-1,2-Dichloroethylene has been shown to cause central nervous system effects in
humans, characterized by dizziness, drowsiness, vertigo, and increased intracranial
pressure (ATSDR, 1990). CND depression has not been observed in chronic toxicity
studies with rats and mice.
NTP, 2002
Immune system toxicity Suppression in humoral immune status and decreased macrophage induction NTP, 2002
Environmental Hazards
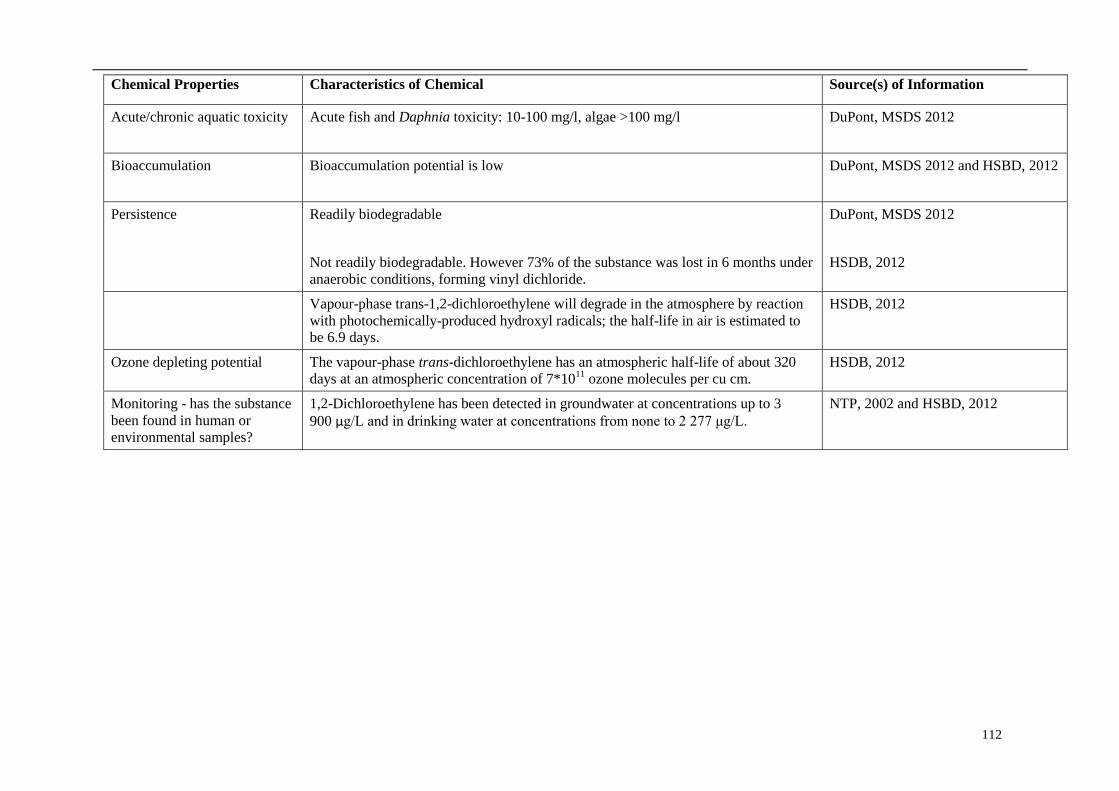
112
Chemical Properties Characteristics of Chemical Source(s) of Information
Acute/chronic aquatic toxicity Acute fish and Daphnia toxicity: 10-100 mg/l, algae >100 mg/l
DuPont, MSDS 2012
Bioaccumulation Bioaccumulation potential is low
DuPont, MSDS 2012 and HSBD, 2012
Persistence Readily biodegradable
Not readily biodegradable. However 73% of the substance was lost in 6 months under
anaerobic conditions, forming vinyl dichloride.
DuPont, MSDS 2012
HSDB, 2012
Vapour-phase trans-1,2-dichloroethylene will degrade in the atmosphere by reaction
with photochemically-produced hydroxyl radicals; the half-life in air is estimated to be 6.9 days.
HSDB, 2012
Ozone depleting potential The vapour-phase trans-dichloroethylene has an atmospheric half-life of about 320
days at an atmospheric concentration of 7*1011
ozone molecules per cu cm.
HSDB, 2012
Monitoring - has the substance
been found in human or
environmental samples?
1,2-Dichloroethylene has been detected in groundwater at concentrations up to 3
900 μg/L and in drinking water at concentrations from none to 2 277 μg/L.
NTP, 2002 and HSBD, 2012

113
Table 5.14 Hazard profile of 1,1,1,2,2,3,4,5,5,5-decafluoropentane – constituent (5-25% of total)
Chemical Properties Characteristics of Chemical Source(s) of Information
Human Health Hazards
Acute toxicity Oral LD50 >5000 mg/kg bw
Inhalation 4 h LC50 114 428 mg/m3 (11 100 ppm)
Dermal LD50 >5000 mg/kg bw
ECHA, 2013
Inhalation 4 h LC50 114 mg/l , rat. Central nervous system effects. Convulsions
Not acutely toxic via oral or dermal administration
DuPont, MSDS 2012
Skin or eye corrosion/irritation Not a skin or eye irritant. DuPont, MSDS 2012 and ECHA, 2013
Long term toxicity In an inhalation toxicity study with rats (duration unknown), no toxicologically
significant effects were found.
14 week NOAEL with rats: 500 ppm based on clinical signs of central nervous
system toxicity.
DuPont, MSDS 2012
ECHA, 2013
Mutagenicity No genotoxicity found in vitro and in vivo DuPont, MSDS 2012
Respiratory or skin
sensitization
Did not cause sensitisation in guinea pig.
The substance has not been classified as a sensitising agent.
DuPont, MSDS 2012
ECHA, 2013
Neurotoxicity The NOAEL for CNS effects in rats has been determined at 15 463 mg/m3. ECHA, 2013
Reproductive/developmental Animal testing showed no reproductive or developmental toxicity.
No further information provided.
DuPont, MSDS 2012
The NOAEL for reproduction was ≥3500 ppm (36081 mg/m3) in rats exposed for 90
days.
ECHA, 2013
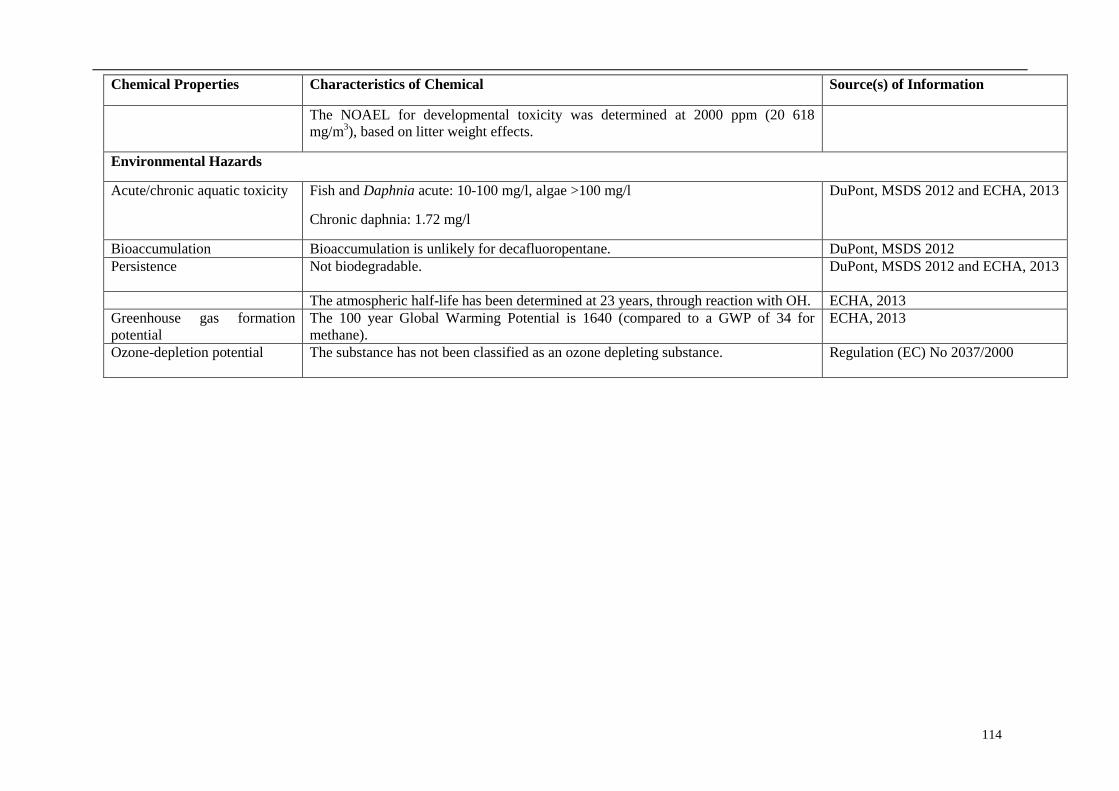
114
Chemical Properties Characteristics of Chemical Source(s) of Information
The NOAEL for developmental toxicity was determined at 2000 ppm (20 618
mg/m3), based on litter weight effects.
Environmental Hazards
Acute/chronic aquatic toxicity Fish and Daphnia acute: 10-100 mg/l, algae >100 mg/l
Chronic daphnia: 1.72 mg/l
DuPont, MSDS 2012 and ECHA, 2013
Bioaccumulation Bioaccumulation is unlikely for decafluoropentane. DuPont, MSDS 2012
Persistence Not biodegradable.
DuPont, MSDS 2012 and ECHA, 2013
The atmospheric half-life has been determined at 23 years, through reaction with OH. ECHA, 2013
Greenhouse gas formation
potential
The 100 year Global Warming Potential is 1640 (compared to a GWP of 34 for
methane).
ECHA, 2013
Ozone-depletion potential The substance has not been classified as an ozone depleting substance.
Regulation (EC) No 2037/2000

115
Table 5.15 Hazard profile of 1,1,2,2,3,3,4-heptafluorocyclopentane – constituent (5-15% of total)
Chemical Properties Characteristics of Chemical Source(s) of Information
Human Health Hazards
Acute toxicity Inhalation 4 h LC50 ca. 115 mg/l, rat
Oral and dermal: non toxic
DuPont, MSDS 2012 and ECHA, 2013
Skin or eye corrosion/irritation Skin irritation: non-irritant, Eye irritation: non-irritant DuPont, MSDS 2012 and ECHA, 2013
Long term toxicity Oral, rat: No toxicologically significant effects were found.
Inhalation, rat: No toxicologically significant effects were found.
DuPont, MSDS 2012
Oral NOAEL 1000 mg/kg bw/day, NOEL <15 mg/kg bw/day
Inhalation NOAEL 2.85 mg/L air, NOEC <2.85 mg/L air
ECHA, 2013
Mutagenicity Not genotoxic in vitro DuPont, MSDS 2012
Respiratory or skin
sensitization
Not sensitising DuPont, MSDS 2012 and ECHA, 2013
Cardiac sensitization was investigated in dogs, however results are not available. ECHA 2013
Environmental Hazards
Acute/chronic aquatic toxicity Fish, daphnia and algae acute: 10-100 mg/l
Algal 72 h NOEC: 25 mg/L
DuPont, MSDS 2012
and ECHA, 2013
Bioaccumulation No data DuPont, MSDS 2012
Persistence 0% degradation in 28 d
ECHA, 2013

116
Limited information is available on the hazard profile of Vertrel® SDG. Upon combustion the substance can
degrade to toxic substance such as hydrogen fluoride, fluorinated hydrocarbons, carbonyl fluoride, carbon
oxides and hydrogen chloride. The DuPont, MSDS (2012) sheet indicates that vapours are heavier than air
and can cause suffocation by reducing oxygen available for breathing.
The short-term exposure to high levels of Vertrel® SDG may cause effects to the central nervous system
(CNS) with symptoms including tiredness and drowsiness, changes to the heartbeat frequency and regularity
and convulsions. The substance itself does not have a harmonised classification and labelling nor is it
classified in its MSDS, however one of its constituents, trans-dichloroethyle (CAS 156-60-5, 65-90% of total
substance) is classified as Acute Toxicity 4. For this constituent effects to the CNS have been been observed
in rats. Effects to the CNS have also been observed in acute inhalation studies with the 1,1,1,2,2,3,4,5,5,5-
decafluoropentane (5-25% of total substance).
The substance is said to cause severe eye and skin irritation upon contact, and its constituents are described
as mild irritants.
The substance and some of its constituents cause cardiac sensitisation however neither are classified as such.
Data available on the constituents of Vertrel® SDG, indicate that they are not considered as readily
biodegradable substances and in short-term ecotox studies effects are reported in the range 10-100 mg/l. In
fact, where classification is reported, they are classified as Aquatic Chronic 3 under CLP.
5.5.4 Economic feasibility
It is understood that this material is currently some 40-50 times the cost of TRI. This is prohibitively
expensive. In addition, based upon laboratory testing results, Vertrel° SDG would result in less separator
shrinkage than occurs with TRI. This difference would result in all calender tools needing to be re-cut with a
new groove pattern to end up with a final separator having the desired profile. ENTEK has 43
calender/profile rolls (also known as tools) at its UK plant that would need to be re-machined. The time
period to convert all of these tools would be at least two years at an estimated cost of € 1.2 million.
Furthermore, a major consideration is the reengineering of processes in order to accommodate the alternative
even if it were technically feasible. This would need to include consideration of solvent recycling and
emission capture since the volatility of the substance is quite different from TRI.
Vertrel® SDG is not a “drop-in” solvent replacement for TRI, as noted above. It would mean the replacing
large parts (if not completely) the existing production process and equipment. As per the ECHA SEA
guidance, the lost (book) value of existing equipment is considered a ‘sunk cost’ and therefore not
considered in the analysis. The additional capital and operating costs of making PE SLI battery separators is
however relevant to the assessment of economic feasibility.
117
A major consideration is the reengineering of processes in order to accommodate the alternative even if it
were technically feasible. This would need to include consideration of solvent recycling and emission
capture. This has not been estimated given the significant technical (feasibility) difficulties. As set out in
Section 6.2, it would take a minimum of 12 years to make a possible alternative solvent suitable. When
comparing the minimum cost of lost profit for 12 years of €116 million NPV (see SEA section 4.2.1
for details on lost profits, but using a discount rate of 7% rather than 4% in the SEA) with the cost
of building additional production lines at the existing US site (in Oregon) which is €48 million (see
Section 4.2.2 of the SEA); which enables ENTEK to avoid any production/sales disruption (i.e. can provide
battery separators to the existing markets after the sunset date), it is clear that switching to Vertrel® SDG is
not economically feasible.
The €116 million is considered a minimum costs as it excludes any capital costs as well as some additional
costs like redundancy (over the period 2016-2027) and assumes post 2027, ENTEK can make equivalent
profits. This assumption is however highly unlikely since (i) it assumes ENTEK would not have lost any
market share due to no sales after the sunset date (April 2016) to 2027, and (ii) assumes profit margins would
be similar compared to using TRI. Optimistically factoring in that it would only takes a further 5 years
for ENTEK to recover their market share (i.e. 80% of lost profit in 2024, declining linearly to 0% in
2031) then the net cost to ENTEK is €125 million (NPV). This further reinforces the conclusion
that Vertrel® SDG is not economically feasible.
5.5.5 Availability
The product that is a substance mixture is commercially available.
5.5.6 Conclusion on suitability and availability for Vertrel® SDG
As described in Section 4.2 the R&D process identified that Vertrel® SDG is a potential alternative for TRI.
While initial laboratory trials show promise, there are numerous technical and economic challenges that need
to be evaluated before a decision can be made on the suitability of Vertrel® SDG in the ENTEK separator
manufacturing process.
The large expected capital cost to switch and loss in profits compared to the costs of building additional
production lines in the US, means this alternative is also not economically feasible.
From an engineering and operations standpoint, a significantly higher vapour pressure, the high solubility of
Vertrel® SDG in water, its unknown adsorption affinity for activated carbon, and potential degradation of its
chemical components in the presence of steam are problematic. From a hazard point of view, there is very

118
limited information on the substance, however. based on the available information it seems likely that the
substance will possess similar hazard properties to other solvents, since effects to the CNS and some
irritation potential have been observed. Extensive further testing would be required to ensure that the use
Vertrel® SDG would not pose similar hazard and risk levels compared to the continued use of TRI.
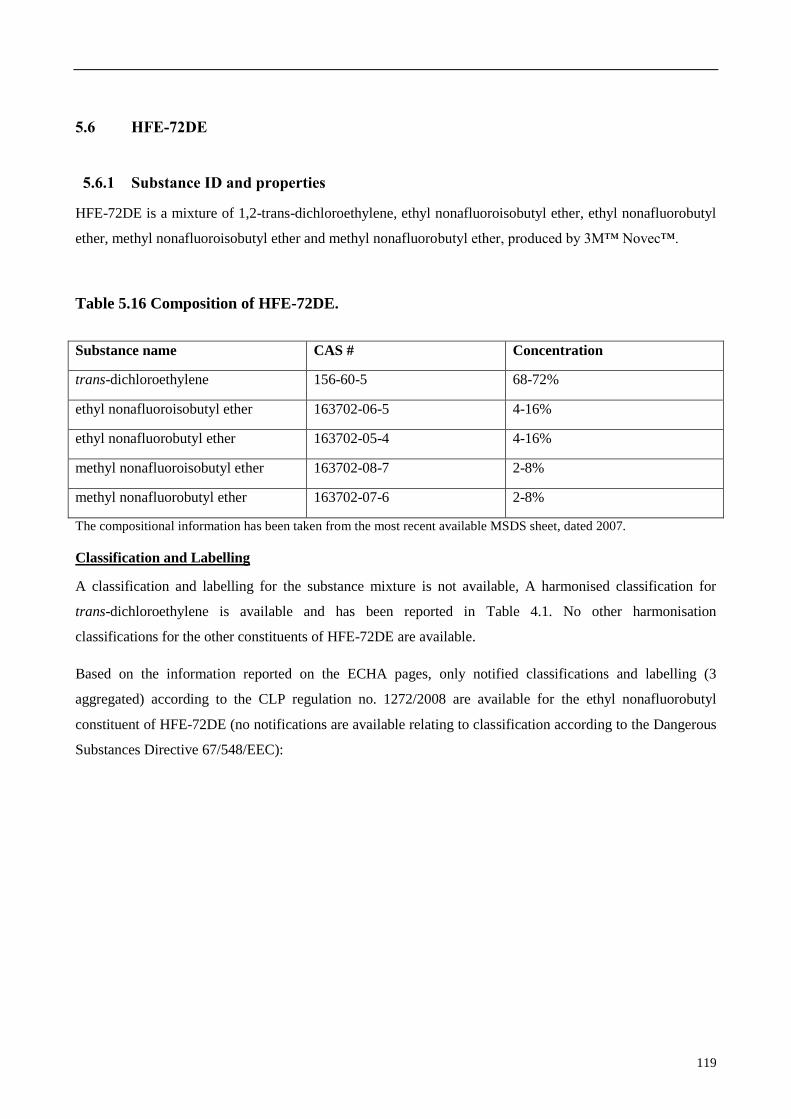
119
5.6 HFE-72DE
5.6.1 Substance ID and properties
HFE-72DE is a mixture of 1,2-trans-dichloroethylene, ethyl nonafluoroisobutyl ether, ethyl nonafluorobutyl
ether, methyl nonafluoroisobutyl ether and methyl nonafluorobutyl ether, produced by 3M™ Novec™.
Table 5.16 Composition of HFE-72DE.
Substance name CAS # Concentration
trans-dichloroethylene 156-60-5 68-72%
ethyl nonafluoroisobutyl ether 163702-06-5 4-16%
ethyl nonafluorobutyl ether 163702-05-4 4-16%
methyl nonafluoroisobutyl ether 163702-08-7 2-8%
methyl nonafluorobutyl ether 163702-07-6 2-8%
The compositional information has been taken from the most recent available MSDS sheet, dated 2007.
Classification and Labelling
A classification and labelling for the substance mixture is not available, A harmonised classification for
trans-dichloroethylene is available and has been reported in Table 4.1. No other harmonisation
classifications for the other constituents of HFE-72DE are available.
Based on the information reported on the ECHA pages, only notified classifications and labelling (3
aggregated) according to the CLP regulation no. 1272/2008 are available for the ethyl nonafluorobutyl
constituent of HFE-72DE (no notifications are available relating to classification according to the Dangerous
Substances Directive 67/548/EEC):

120
Ethyl nonafluoroisobutyl ether, CAS 163702-06-5
Classification area CLP - according to Regulation No 1272/2008
Annex VI
Phsyicochemica Not classified
Health Eye Irrit. 2
Environmental Aquatic Chronic 4
Hazard Statements H319: causes serious eye irritation
H412: may cause long lasting harmful effects to
aquatic organisms
Table 5.17 Physico-Chemical Properties of HFE-72DE
Properties
Characteristics of Chemical Source(s) of Information
Flammability LEL 6.7%
UEL 13.7%
3M, MSDS 2007
Vapour pressure 44kPa at 25 ºC 3M, MSDS 2007
Volatility Very volatile 3M, MSDS 2007
Boiling point 45˚C 3M, MSDS 2007
Melting point Not applicable 3M, MSDS 2007
Water solubility Negligible 3M, MSDS 2007
HFE-72DE is described as a clear, colourless liquid with a slight odour. Its use is intended as an industrial
only cleaning and coating solvent.
5.6.2 Technical feasibility
As discussed in Section 3.2.1, HFE-72DE is an effective solvent for naphthenic process oils and the resultant
separators have properties that are similar to the TRI-extracted separators. There are major obstacles to the
use of HFE-72DE as an alternative solvent in the ENTEK separator manufacturing process:
HFE-72DE is expensive and highly volatile with a boiling point of only 43 °C. As such, ENTEK would
want to efficiently contain and recover this solvent in its separator manufacturing operation. The ability to
adsorb and desorb the HFE-72DE chemical components from a large scale carbon bed system has not been
demonstrated. This solvent is often used in degreasing applications with the vapours released to the
atmosphere. As such, there has been little work on the efficient recovery of this solvent.

121
While initial laboratory trials showed promise, there are numerous technical challenges that need to be
evaluated before a decision could be made on the suitability of HFE-72DE in the ENTEK separator
manufacturing process. From engineering and operations standpoints, a significantly higher vapour pressure,
the high solubility of HFE-72DE in water, its unknown adsorption affinity for activated carbon, and potential
degradation of its chemical components in the presence of steam are problematic.
5.6.3 Reduction of overall risk due to transition to the alternative
Table 5.18 below summarises further information on the hazard profile of the substance as the whole
substance or of the constituents where available. The hazard profile of trans-dichloroethylene is presented in
Table 5.13.

122
Table 5.18 hazard profile of HFE-72DE
Human Health Hazards
Acute toxicity HFE-72DE is considered non-toxic by inhalation based on a 4-hour inhalation
study in rats (4-hour LC50 greater than 20 mg/L).
If thermal decomposition occurs: May be harmful if inhaled.
May be absorbed following inhalation and cause target organ effects.
MSDS (2007) – all
Skin or eye corrosion/irritation Moderate Eye Irritation
Moderate Skin irritation
Respiratory Tract Irritation: Signs/symptoms may include cough, sneezing, nasal
discharge, headache, hoarseness, and nose and throat pain.
MSDS (2007)
Carcinogenicity No data
Target Organ toxicity May cause target organ toxicity. Central Nervous System (CNS) Depression:
Signs/symptoms may include headache, dizziness, drowsiness, incoordination,
nausea, slowed reaction time, slurred speech, giddiness, and unconsciousness.
MSDS (2007)
Neurotoxicity Yes, see above
Respiratory or skin
sensitization
Cardiac Sensitization: Signs/symptoms may include irregular heartbeat (arrhythmia),
faintness, chest pain, and may be fatal.
MSDS (2007)
Toxic metabolites? N.A. but at elevated temperatures – extreme conditions of heat, the substance may
decompose into the following hazardous by-products:
Hydrogen chloride
Hydrogen fluoride
Perfluoroisobutylene (PFIB)
MSDS (2007)
Environmental Hazards
Acute/chronic aquatic toxicity Testing results indicate that ethyl nonafluoroisobutyl ether, ethyl nonafluorobutyl
ether, methyl nonafluoroisobutyl ether and methyl nonafluorobutyl ether have
insignificant toxicity to aquatic organisms at their saturation point (Lowest LC50,
MSDS (2007)

123
EC50, or IC50 >substance water solubility). MSDS (2007)
Bioaccumulation The majority of the constituents ares said to be unlikely to bioaccumulate based on
their volatilization properties. MSDS (2007)
Persistence No data on biodegradation. However they state: These compounds are highly volatile
and have high Henry's Law constants and are thus expected to move rapidly through
vaporization from solution in an aquatic compartment or from a soil surface in a
terrestrial compartment to the atmosphere.
MSDS (2007)
Greenhouse gas formation
potential
Global Warming Potential (GWP): 320 (100 year ITH, WMO 1998 method) for
methyl nonafluoroisobutyl ether and methyl nonafluorobutyl ether; 55 (100-yr ITH)
for ethyl nonafluoroisobutyl ether and ethyl nonafluorobutyl ether using the
calculation method outlined in Climate Change 2001; and essentially zero for 1,2-
trans-dichloroethylene.
GWP of product as formulated: approximately 43 (100-yr ITH).
MSDS (2007)
Ozone-depletion potential The substance has not been classified as an ozone depleting substance. The MSDS
sheet indicates that the substance has zero ozone depleting potential. Regulation (EC) No 2037/2000
and MSDS (2007)

124
Limited information is available on the hazard profile of HFE-72DE. Upon combustion the substance can
degrade to toxic substance such as hydrogen fluoride, hydrogen chloride and perfluoroisobutylene.
The short-term exposure to high levels of HFE-72DE may cause effects to the central nervous system (CNS)
with symptoms including dizziness, drowsiness, slowed reaction times and unconsciousness. The substance
itself does not have a harmonised classification and labelling nor is it classified in its MSDS, however one of
its constituents, trans-dichloroethylene (CAS 156-60-5, 68-72% of total substance) is classified as Acute
Toxicity 4. For this constituent effects to the CNS have been also been observed with rats.
HFE-72DE is said to cause mild eye and skin irritation upon contact, and its constituents are described as
mild irritants. The substance is also said to potentially cause irregular heartbeats and chest pain although it is
not classified as a respiratory sensitising agent.
The fluoro based constituents are said to not be toxic in short-term aquatic toxicity tests up to their limit of
solubility.
5.6.4 Economic feasibility
It is understood that this material is currently some 40-50 times the cost of TRI. In addition, based upon
laboratory testing results, HFE-72DE would result in less separator shrinkage than occurs with TRI. This
difference would result in all calender tools needing to be re-cut with a new groove pattern to end up with a
final separator having the desired profile. ENTEK has 43 calender/profile rolls (also known as tools) at its
UK plant that would need to be re-machined. The time period to convert all of these tools would be ~ 1 year
at an estimated cost of € 1.2 million. Furthermore a major consideration is the reengineering of processes in
order to accommodate the alternative even if it were technically feasible. This would need to include
consideration of solvent recycling and emission capture since the volatility of the substance is quite different
from TRI.
HFE-72DE is not a “drop-in” solvent replacement for TRI as noted above. It would mean the replacing large
parts (if not completely) the existing production process and equipment. As per the ECHA SEA guidance,
the lost (book) value of existing equipment is considered a ‘sunk cost’ and therefore not considered in the
analysis. The additional capital and operating costs of making PE SLI battery separators is however relevant
to the assessment of economic feasibility.
A major consideration is the reengineering of processes in order to accommodate the alternative even if it
were technically feasible. This would need to include consideration of solvent recycling and emission
capture. This has not been estimated given the significant technical (feasibility) difficulties. As set out in
Section 6.2, it would take a minimum of 12 years to make a possible alternative solvent suitable. When
comparing the minimum cost of lost profit for 12 years of €116 million NPV (see SEA section 4.2.1

125
for details on lost profits, but using a discount rate of 7% rather than 4% in the SEA) with the cost
of building additional production lines at the existing US site (in Oregon) which is €48 million (see
Section 4.2.2 of the SEA); which enables ENTEK to avoid any production/sales disruption (i.e. can provide
battery separators to the existing markets after the sunset date), it is clear that switching to HFE-72DE is not
economically feasible.
The €116 million is considered a minimum costs as it excludes any capital costs as well as some additional
costs like redundancy (over the period 2016-2027) and assumes post 2027, ENTEK can make equivalent
profits. This assumption is however highly unlikely since (i) it assumes ENTEK would not have lost any
market share due to no sales after the sunset date (April 2016) to 2027, and (ii) assumes profit margins would
be similar compared to using TRI. Optimistically factoring in that it would only takes a further 5 years
for ENTEK to recover their market share (i.e. 80% of lost profit in 2024, declining linearly to 0% in
2031) then the net cost to ENTEK is €125 million (NPV). This further reinforces the conclusion
that HFE-72DE is not economically feasible.
5.6.5 Availability
The substance mixture is commercially available.
5.6.6 Conclusion on suitability and availability for HFE-72DE
As described in Section 4 the R&D process identified that HFE-72DE is a potential alternative for TRI.
While initial laboratory trials indicate possibilities , there are numerous technical and economic challenges
that need to be evaluated before a final decision can be made on the suitability of HFE-72DE in the ENTEK
separator manufacturing process.
The large expected capital cost to switch and loss in profits compared to the costs of building additional
production lines in the US, means this alternative is also not economically feasible.
From an engineering and operations standpoint, a significantly higher vapour pressure, limited data for
recovery from activated carbon and potential degradation of its chemical components in the presence of
steam are problematic. The substance had a much higher cost compared to TRI (x 40-50 ). From a hazard
point of view, there is very limited information on the substance, however. based on the available
information it seems likely that the substance will possess similar hazard properties to other solvents, since
effects to the CNS and some irritation potential have been observed. Extensive further testing would be
required to ensure that the use HFE-72DE would not pose a similar level of hazard and risk compared to the
continued use of TRI.

126
5.7 N-PROPYL BROMIDE
The substance n-propyl bromide is a brominated hydrocarbon. Vapours may form explosive mixtures with
air, and the vapours may travel to source of ignition and flash back. Its vapours are heavier than air, so they
will spread along ground and collect in low confined areas.
N-Propyl bromide is a substance of very high concern (SVHC) under REACH on the basis of its
reproductive toxicity and it is therefore listed on the Candidate List for substance that can be recommended
for placing on Annex XIV.
5.7.1 Substance ID and properties
Chemical Name(s): n-propyl bromide
Other names: 1-bromopropane, 1-propyl bromide, n-bromopropane
CAS Number: 106-94-5
EC Number: 203-445-0
Molecular Formula: C3H7Br
Molecular Weight: 123
Classification and Labelling
The harmonised classifications according to the CLP regulation no. 1272/2008 and to the Dangerous
Substances Directive 67/548/EEC are presented in the tables below.
Classification
area
CLP - according to Regulation No
1272/2008 Annex VI
Dangerous Substance Directive –according to
Directive 67/548/EEC
Physicochemical Flam. Liq. 2 F; R11
Health Skin Irrit. 2 Repr. Cat. 3; R62
Eye Irrit. 2 Repr. Cat. 2; R60
STOT SE 3 (H335) Xn; R48/20
STOT SE 3 (H336) Xi; R36/37/38
Repr. 1B R67
STOT RE 2 (H373)
Environmental Not classified Not classified
Hazard H225: Highly flammable liquid and R11: Highly flammable

127
Classification
area
CLP - according to Regulation No
1272/2008 Annex VI
Dangerous Substance Directive –according to
Directive 67/548/EEC
Statements vapour
H315: Causes skin irritation R60: May impair fertility
H319: Causes serious eye irritation R36/37/38: Irritating to eyes, respiratory system
and skin
H335: May cause respiratory
irritation
R62: Possible risk of impaired fertility
H336: May cause drowsiness or
dizziness
R67: Vapours may cause drowsiness and
dizziness
H360FD: May damage fertility. May
damage the unborn child
R48/20: Harmful: Danger of serious damage to
health by prolonged exposure through inhalation
H373: May cause damage to organs
through prolonged or repeated
exposure
R63: Possible risk of harm to the unborn child
The physico-chemical properties of n-propyl bromide are set out in table 5.19, below.
Table 5.19 Physico-Chemical Properties of n-propyl bromide
Properties
Characteristics of Chemical
Source(s) of Information
Flammability highly flammable vapours HSDB 2009
Vapour pressure 14.8 kPa at 20 ˚C ECHA 2013
Boiling point 71 ˚C ECHA 2013
Melting point -110 ˚C ECHA 2013
Water solubility 2450 mg/L at 20 ˚C HSDB 2009
Log Kow 2.16 ECHA 2013
5.7.2 Technical feasibility
From the research described in Section 3.2 of this document, it appears that n-propyl bromide may be a
technically feasible alternative to TRI as a process solvent for the manufacture of polyethylene battery
separators. While n-propyl bromide exhibits nearly the same oil extraction rate as TRI, its low flashpoint,
higher water solubility, and potential degradation in a high temperature steam environment are of concern.
However, the substance is disregarded as an alternative on the basis of risk, since it is an SVHC, flammable
and decomposition could lead to the formation of hydrogen bromide.

128
Furthermore, the extraction step is an integral part of the continuous process that ENTEK uses to
manufacture battery separators. The potential consequence of a fire or explosion with over 34,000 litres of
n-propyl bromide being circulated in a closed loop process at the UK plant would be catastrophic. The
arguments set out for n-hexane in terms of the capital and operational costs of converting a separator plant
for use of a highly flammable substance apply here also (see section 5.2.4).
5.7.3 Reduction of overall risk due to transition to the alternative
Table 5.20 below summarises further information on the hazard profile of the substance.
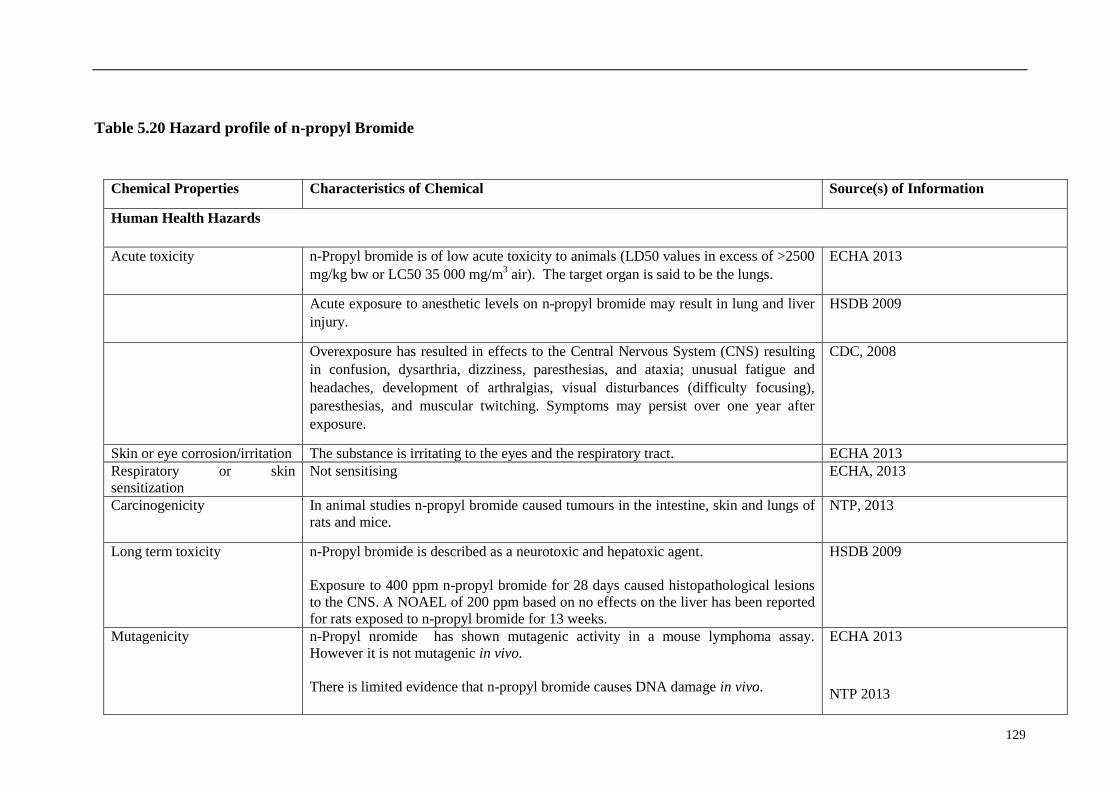
129
Table 5.20 Hazard profile of n-propyl Bromide
Chemical Properties Characteristics of Chemical Source(s) of Information
Human Health Hazards
Acute toxicity n-Propyl bromide is of low acute toxicity to animals (LD50 values in excess of >2500
mg/kg bw or LC50 35 000 mg/m3 air). The target organ is said to be the lungs.
ECHA 2013
Acute exposure to anesthetic levels on n-propyl bromide may result in lung and liver
injury.
HSDB 2009
Overexposure has resulted in effects to the Central Nervous System (CNS) resulting
in confusion, dysarthria, dizziness, paresthesias, and ataxia; unusual fatigue and
headaches, development of arthralgias, visual disturbances (difficulty focusing),
paresthesias, and muscular twitching. Symptoms may persist over one year after
exposure.
CDC, 2008
Skin or eye corrosion/irritation The substance is irritating to the eyes and the respiratory tract. ECHA 2013
Respiratory or skin
sensitization
Not sensitising ECHA, 2013
Carcinogenicity In animal studies n-propyl bromide caused tumours in the intestine, skin and lungs of
rats and mice.
NTP, 2013
Long term toxicity n-Propyl bromide is described as a neurotoxic and hepatoxic agent.
Exposure to 400 ppm n-propyl bromide for 28 days caused histopathological lesions
to the CNS. A NOAEL of 200 ppm based on no effects on the liver has been reported
for rats exposed to n-propyl bromide for 13 weeks.
HSDB 2009
Mutagenicity n-Propyl nromide has shown mutagenic activity in a mouse lymphoma assay.
However it is not mutagenic in vivo.
There is limited evidence that n-propyl bromide causes DNA damage in vivo.
ECHA 2013
NTP 2013

130
Chemical Properties Characteristics of Chemical Source(s) of Information
Endocrine disruption No information
Reproductive/developmental Rats exposed to n-propyl bromide showed effects in viability, sexual maturation and
body weight of offspring when exposed to doses above 100 ppm. Maternal toxicity
and feotoxicity was also observed in another study with rats exposed to doses in
excess of 100 ppm. The substance is classified as a reprotoxic substance (CLP
classification Repro 1B).
ECHA, 2013
Neurotoxicity n-Propyl bromide is a neurotoxic agent and acts by damaging the nerves in the arms,
legs, and body, and there is evidence suggesting this brain damage may also occur
after exposure to n-propyl bromide.
Cal/OSHA (undated)
HSDB 2009
Immune system toxicity Rats exposed to n-propyl bromide have experienced immunological effects. NTP 2013
Systemic toxicity No information
Toxic metabolites n-Propyl bromide may produce propylene oxide upon metabolisation. NTP 2013
Environmental Hazards
Acute/chronic aquatic toxicity n-Propyl bromide is of low acute toxicity to aquatic organisms, LC50 and EC50
values have been reported in the range 72 to 203 mg/L.
An algal NOEC of 12.4 mg/L is available.
ECHA 2013
Bioaccumulation n-Propyl bromide is considered to have a low bioaccumulation potential and does not
fulfil the B in the PBT criteria.
The BCF has been calculated to be 11.29 L/Kg wwt (Log BCF 1.05). Owing to this
and its low log Kow.
ECHA 2013
Persistence n-Propyl bromide is not readily biodegradable. ECHA 2013
Greenhouse gas formation
potential
n-Propyl bromide does not form greenhouses gases upon degradation.
Ozone-depletion potential The substance has been proposed as a replacement for ozone depleting solvents and it
is not classified as ozone depleting substance.
HSDB 2009 and Regulation (EC) No
2037/2000

131
n-Propyl bromide is considered a highly toxic substance due to its long lasting effects to the CNS following
repeated exposure and its reproductive toxicity. It is classified as a skin and eye irritant category 2, STOT SE
3, with the associated hazard phrase H335 (may cause respiratory irritation), STOT SE 3 with the associated
hazard phrase H336 (may cause drowsiness or dizziness) and STOT RE 2, with the associated hazard phrase
H373 (may cause damage to organs through prolonged or repeated exposure) and as a reproductive toxicant
category 1B under CLP. In addition, rats and mice exposed to n-propyl bromide have developed tumours in
the intestine, skin and lungs.
In short-term aquatic toxicity data the substance is not very toxic (with the lowest EC/LC50 being 72 mg/L).
Overall the hazard properties of n-propyl bromide do not make it a potential candidate for the substitution of
TRI.
PBT and CMR
n-Propyl bromide has been placed on ECHA’s candidate list as a substance of very high concern because of
its classification as reproductive toxin.
n-Propyl bromide does not fulfil the B criteria in the PBT assessment (see Table 5.8), therefore it is not
considered to be a candidate PBT or vPvB substance.
5.7.4 Economic feasibility
n-Propyl bromide is not a “drop-in” solvent replacement for TRI as noted above. It would mean the
replacing large parts (if not completely) the existing production process and equipment. As per the ECHA
SEA guidance, the lost (book) value of existing equipment is considered a ‘sunk cost’ and therefore not
considered in the analysis. The additional capital and operating costs of making PE SLI battery separators is
however relevant to the assessment of economic feasibility.
A major consideration is the reengineering of processes in order to accommodate the alternative even if it
were technically feasible. This would need to include consideration of solvent recycling and emission
capture. This has not been estimated given the significant technical (feasibility) difficulties. As set out in
Section 6.2, it would take a minimum of 12 years to make a possible alternative solvent suitable. When
comparing the minimum cost of lost profit for 12 years of €116 million NPV (see SEA section 4.2.1
for details on lost profits, but using a discount rate of 7% rather than 4% in the SEA) with the cost
of building additional production lines at the existing US site (in Oregon) which is €48 million (see
Section 4.2.2 of the SEA); which enables ENTEK to avoid any production/sales disruption (i.e. can provide
battery separators to the existing markets after the sunset date), it is clear that switching to n-Propyl bromide
is not economically feasible.
132
The €116 million is considered a minimum costs as it excludes any capital costs as well as some additional
costs like redundancy (over the period 2016-2027) and assumes post 2027, ENTEK can make equivalent
profits. This assumption is however highly unlikely since (i) it assumes ENTEK would not have lost any
market share due to no sales after the sunset date (April 2016) to 2027, and (ii) assumes profit margins would
be similar compared to using TRI. Optimistically factoring in that it would only takes a further 5 years for
ENTEK to recover their market share (i.e. 80% of lost profit in 2024, declining linearly to 0% in 2031) then
the net cost to ENTEK is €125 million (NPV). This further reinforces the conclusion that n-Propyl bromide
is not economically feasible.
5.7.5 Availability
The substance has been registered under REACH phase I at 1 000 to 10 000 tonnes per annum level.
Therefore it is considered to be sufficiently available.
5.7.6 Conclusion on suitability and availability for n-propyl bromide
The substance is classified as a reproductive toxin and is a CMR. As a result of this it is being considered as
an SVHC substance. In addition it may cause damage to the Central Nervous System.
On the basis of the substance leading to equal or greater risk it is not considered to be a possible alternative.
The large expected capital cost to switch and loss in profits compared to the costs of building additional
production lines in the US, means this alternative is also not economically feasible.

133
5.8 D-LIMONENE
Limonene is a naturally occurring terpene, found in citrus and other plants. It exists in two isomeric forms:
D- and L-limonene, and the racemic mixture diptene. The available data does not always distinguish between
two forms, in which case the substance is referred to as limonene. Commercial D-limonene generally has a
purity of 90-98%.
5.8.1 Substance ID and properties
Chemical Name(s): 1-methyl-4-(1-methylethenyl)-cyclohexene
Other names: 4-isopropenyl-1-methylcyclohexene, p-menth-1,8-diene, Racemic: DL-limonene; Dipentene
Trade Name(s): not available
CAS Number: 5989-27-5
EC Number: 227-813-5
Molecular Formula: C10H16
Molecular Weight: 136.24

134
Classification and Labelling
The harmonised classifications according to the CLP regulation no. 1272/2008 and according to the
Dangerous Substances Directive 67/548/EEC are presented in the tables below.
Classification
area
CLP - according to Regulation
No 1272/2008 Annex VI
Dangerous Substance Directive –according to
Directive 67/548/EEC
Physicochemical Flam. Liq. 3 R10
Health Skin Irrit. 2 Xi; R38
Skin Sens. 1 R43
Environmental Aquatic Acute 1 N; R50-53
Aquatic Chronic 1
Hazard
Statements
H315: Causes skin irritation R10: Flammable
H226: Flammable liquid and
vapour
R38: Irritating to skin
H317: May cause an allergic
skin reaction
R43: May cause sensitization by skin contact
H400: Very toxic to aquatic life R50/53: Very toxic to aquatic organisms, may cause
long-term adverse effects in the aquatic environment.
H410: Very toxic to aquatic life
with long lasting effects
Table 5.21 Physico-Chemical Properties of D-limonene
Properties
Characteristics of Chemical
Source(s) of Information
Flammability Flammable HBSD 200610
Vapour pressure 200 Pa at 16°C ECHA 2013
Boiling point 175-178°C ECHA 2013
Melting point -75°C ECHA 2013
Water solubility 13.8 mg/l at 25°C ECHA 2013
Log Kow 4.4 at 37°C ECHA 201311
10
HSDB 2006 for d-limonene, CAS 5989-27-5, accessed November 2013
135
D-Limonene is a slightly yellow liquid at room temperature, classified as a flammable liquid (Fla. Liq. 3
according to CLP and R10 according to DSD). The substance has a boiling point of 175-178°C and a melting
point of -75°C. It has a water solubility of 14 mg/1, a vapour pressure of 200 Pa at 16°C and a log Kow of 4.4
at 37°C.
D-Limonene has a flashpoint of 51°C above which explosive vapour/air mixtures may be formed (HSDB
2006). It is said to react violently with a mixture of iodine pentafluoride and tetrafluoroethylene, causing fire
and becoming an explosion hazard, and it may also react with oxidants. [ECHA 2013 and HSDB 2006].
D-Limonene is not an oxidising agent and is stable at ambient temperatures
5.8.2 Technical feasibility
From the research described in Section 3.2 of this document, it appears that D-limonene may be a technically
feasible alternative to TRI as a process solvent for the manufacture of polyethylene battery separators.
Although it exhibits a slower extraction rate compared to TRI, this property could potentially be adjusted
with temperature of the extraction bath. While the low solubility of D-limonene in water is potentially
advantageous, its high boiling point and high heat of vaporization would add significant costs to the solvent
recovery process. Further research is required to understand if D-limonene could be used at a commercial
scale, and whether it would be compatible with all manufacturing and recovery processes such that the
resultant separator meets all customer requirements.
5.8.3 Reduction of overall risk due to transition to the alternative
Table 5.22 below summarises further information on the hazard profile of the substance.
11
ECHA disseminated dossier on d-limonene, CAS 5989-27-5, accessed November 2013
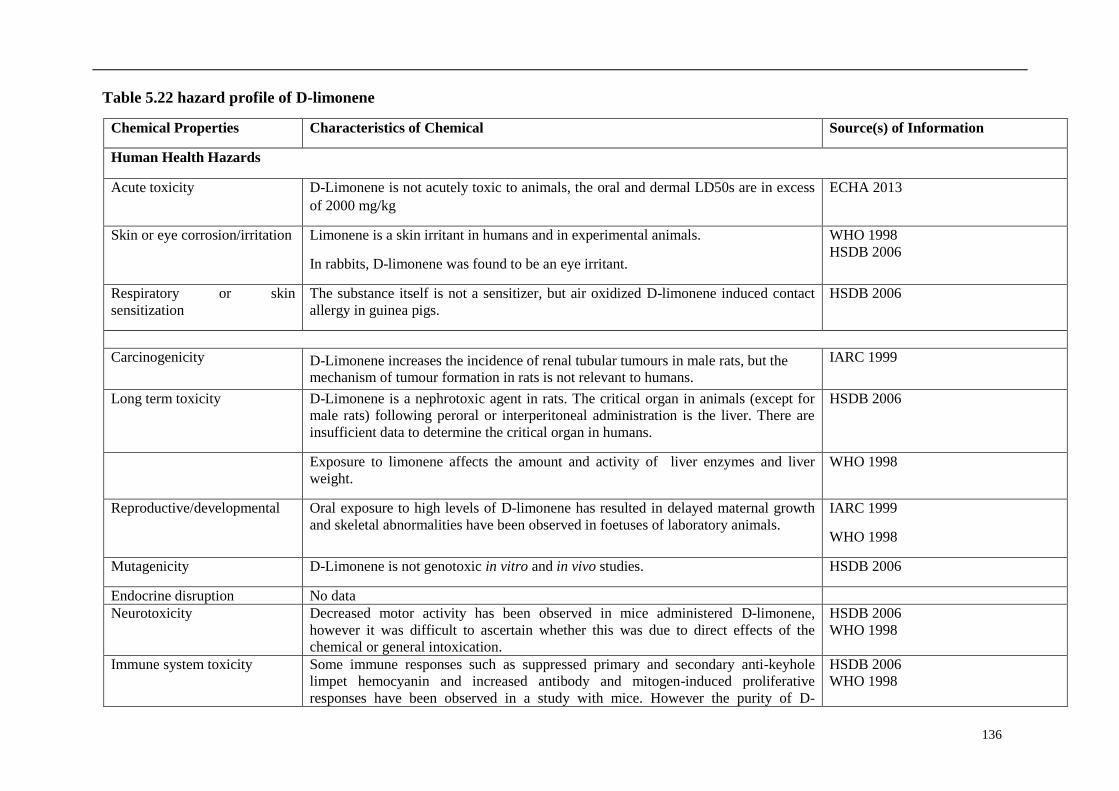
136
Table 5.22 hazard profile of D-limonene
Chemical Properties Characteristics of Chemical Source(s) of Information
Human Health Hazards
Acute toxicity D-Limonene is not acutely toxic to animals, the oral and dermal LD50s are in excess
of 2000 mg/kg
ECHA 2013
Skin or eye corrosion/irritation Limonene is a skin irritant in humans and in experimental animals.
In rabbits, D-limonene was found to be an eye irritant.
WHO 1998
HSDB 2006
Respiratory or skin
sensitization
The substance itself is not a sensitizer, but air oxidized D-limonene induced contact
allergy in guinea pigs.
HSDB 2006
Carcinogenicity D-Limonene increases the incidence of renal tubular tumours in male rats, but the
mechanism of tumour formation in rats is not relevant to humans.
IARC 1999
Long term toxicity D-Limonene is a nephrotoxic agent in rats. The critical organ in animals (except for
male rats) following peroral or interperitoneal administration is the liver. There are
insufficient data to determine the critical organ in humans.
HSDB 2006
Exposure to limonene affects the amount and activity of liver enzymes and liver
weight.
WHO 1998
Reproductive/developmental Oral exposure to high levels of D-limonene has resulted in delayed maternal growth
and skeletal abnormalities have been observed in foetuses of laboratory animals.
IARC 1999
WHO 1998
Mutagenicity D-Limonene is not genotoxic in vitro and in vivo studies. HSDB 2006
Endocrine disruption No data
Neurotoxicity Decreased motor activity has been observed in mice administered D-limonene,
however it was difficult to ascertain whether this was due to direct effects of the
chemical or general intoxication.
HSDB 2006
WHO 1998
Immune system toxicity Some immune responses such as suppressed primary and secondary anti-keyhole
limpet hemocyanin and increased antibody and mitogen-induced proliferative
responses have been observed in a study with mice. However the purity of D-
HSDB 2006
WHO 1998
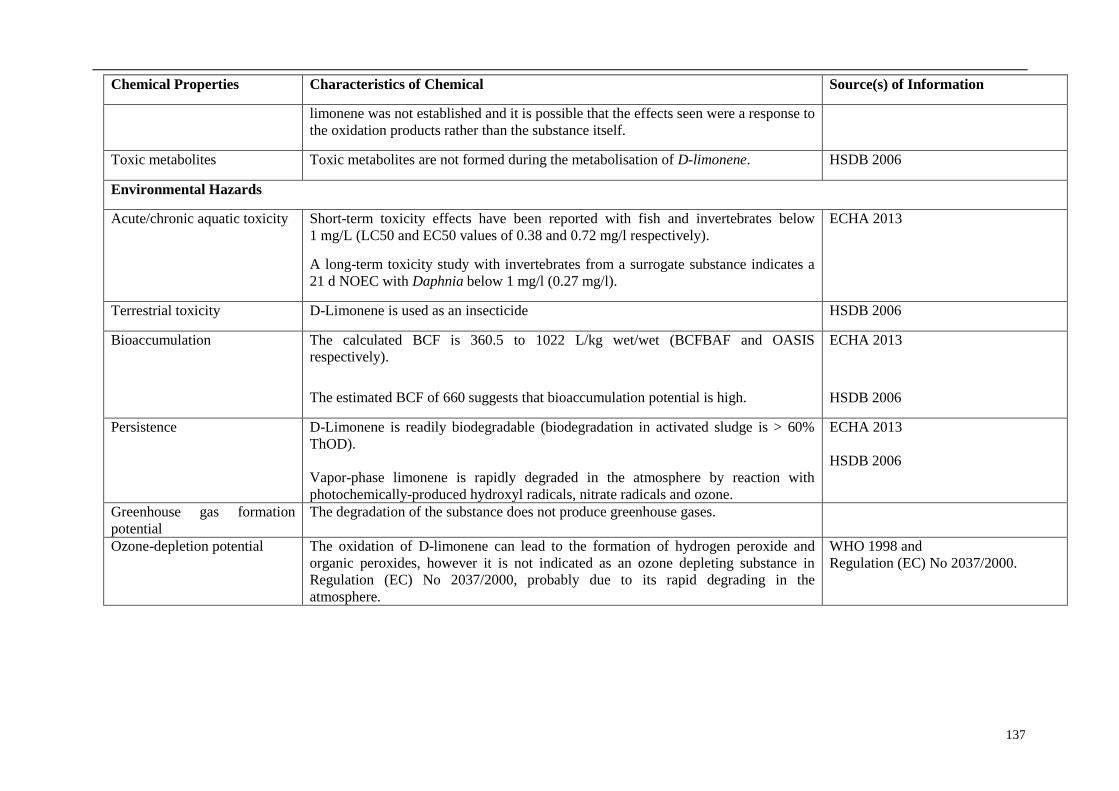
137
Chemical Properties Characteristics of Chemical Source(s) of Information
limonene was not established and it is possible that the effects seen were a response to
the oxidation products rather than the substance itself.
Toxic metabolites Toxic metabolites are not formed during the metabolisation of D-limonene. HSDB 2006
Environmental Hazards
Acute/chronic aquatic toxicity Short-term toxicity effects have been reported with fish and invertebrates below
1 mg/L (LC50 and EC50 values of 0.38 and 0.72 mg/l respectively).
A long-term toxicity study with invertebrates from a surrogate substance indicates a
21 d NOEC with Daphnia below 1 mg/l (0.27 mg/l).
ECHA 2013
Terrestrial toxicity D-Limonene is used as an insecticide HSDB 2006
Bioaccumulation The calculated BCF is 360.5 to 1022 L/kg wet/wet (BCFBAF and OASIS
respectively).
The estimated BCF of 660 suggests that bioaccumulation potential is high.
ECHA 2013
HSDB 2006
Persistence D-Limonene is readily biodegradable (biodegradation in activated sludge is > 60%
ThOD).
Vapor-phase limonene is rapidly degraded in the atmosphere by reaction with
photochemically-produced hydroxyl radicals, nitrate radicals and ozone.
ECHA 2013
HSDB 2006
Greenhouse gas formation
potential
The degradation of the substance does not produce greenhouse gases.
Ozone-depletion potential The oxidation of D-limonene can lead to the formation of hydrogen peroxide and
organic peroxides, however it is not indicated as an ozone depleting substance in
Regulation (EC) No 2037/2000, probably due to its rapid degrading in the
atmosphere.
WHO 1998 and
Regulation (EC) No 2037/2000.

138
D-Limonene, a terpene, is increasingly being used a solvent and is also used in food manufacturing and some
medicines. Therefore even though the substance is classified as a skin irritant category 2 and as a skin
sensitiser, the hazard properties of the substance to humans are considered sufficiently low to allow some
level of exposure to it.
D-Limonene is highly toxic to aquatic organisms in short- and long-term studies, and it is classified under
CLP as such: Aquatic Acute and Chronic category 1. D-Limonene is an active ingredient in biocidal
products, it is used as a repellent and as an insecticide. Therefore releases to the environment would need to
be monitored.
PBT and CMR
D-Limonene does not fulfil the PBT criteria, because it does not fulfil the P criteria based on rapid
biodegradation.
The substance is not considered as a CMR agent as it is not classified as a carcinogen, mutagenic or
reproductive agent.
5.8.4 Economic feasibility
The substance is disregarded on the basis of its flammability and in addition due to its heat of vaporization -
the energy costs required compared to TRI would be ~ 50% higher. D-Limonene is not a “drop-in” solvent
replacement for TRI as noted above. It would mean the replacing large parts (if not completely) the existing
production process and equipment. As per the ECHA SEA guidance, the lost (book) value of existing
equipment is considered a ‘sunk cost’ and therefore not considered in the analysis. The additional capital
and operating costs of making PE SLI battery separators is however relevant to the assessment of economic
feasibility.
A major consideration is the reengineering of processes in order to accommodate the alternative even if it
were technically feasible. This would need to include consideration of solvent recycling and emission
capture. This has not been estimated given the significant technical (feasibility) difficulties. As set out in
Section 6.2, it would take a minimum of 12 years to make a possible alternative solvent suitable. When
comparing the minimum cost of lost profit for 12 years of €116 million NPV (see SEA section 4.2.1 for
details on lost profits, but using a discount rate of 7% rather than 4% in the SEA) with the cost of building
additional production lines at the existing US site (in Oregon) which is €48 million (see Section 4.2.2 of the
SEA); which enables ENTEK to avoid any production/sales disruption (i.e. can provide battery separators to
the existing markets after the sunset date), it is clear that switching to D-Limonene is not economically
feasible.
139
The €116 million is considered a minimum costs as it excludes any capital costs as well as some additional
costs like redundancy (over the period 2016-2027) and assumes post 2027, ENTEK can make equivalent
profits. This assumption is however highly unlikely since (i) it assumes ENTEK would not have lost any
market share due to no sales after the sunset date (April 2016) to 2027, and (ii) assumes profit margins would
be similar compared to using TRI. Optimistically factoring in that it would only takes a further 5 years
for ENTEK to recover their market share (i.e. 80% of lost profit in 2024, declining linearly to 0% in
2031) then the net cost to ENTEK is €125 million (NPV). This further reinforces the conclusion
that D-limonene is not economically feasible.
5.8.5 Availability
The substance has been registered under REACH at a 10,000 to 100,000 tonnes per annum band, therefore it
can be considered to be readily available.
5.8.6 Conclusion on suitability and availability for D-limonene
As described in Section 3 the R&D process identified that D-limonene could be a potential alternative for
TRI. While initial laboratory scale evaluation shows promise, D-limonene is eliminated as a possible
alternative to TRI because it is flammable and based on its heat of vaporization the energy costs required
compared to TRI would be ~ 50% higher.
The large expected capital cost to switch and loss in profits compared to the costs of building additional
production lines in the US, means this alternative is also not economically feasible.

140
5.9 ACETONE
Acetone is an organic compound naturally found in the body. It occurs as a metabolic by-product of animals
and plants and is emitted by volcanoes and during forest fires. Its main use is as a solvent to dissolve paints,
varnishes, oils, resins etc.
5.9.1 Substance ID and properties
Chemical Name(s): acetone, 2-propanone
Other names: propan-2-one, dimethyl ketone, dimethyl formaldehyde, dimethylketal, β-ketopropane, ketone
propane, ketone methyl, propanone, 2-propanone, pyroacetic acid, pyroacetic ether, pyroacetic spirit
(archaic)
CAS Number: 67-64-1
EC Number: 200-662-2
Molecular Formula: C3H6O
Molecular Weight: 58.08
Classification and Labelling
The harmonised classifications according to the CLP regulation no. 1272/2008 and according to the
Dangerous Substances Directive 67/548/EEC are presented in the tables below.
Classification
area
CLP - according to Regulation
No 1272/2008 Annex VI
Dangerous Substance Directive –according to
Directive 67/548/EEC
Physicochemical Flam. Liq. 2 F; R11
Health Eye Irrit. 2 Xi; R36
STOT SE 3
Affected organs: narcotic effect
Route of exposure: inhalation
R66
R67
Environmental No classification No classification
Hazard
Statements
H225: Highly flammable liquid and
vapour
11: Highly flammable

141
H319: Causes serious eye irritation 36: Irritating to eyes
H336: May cause drowsiness or
dizziness
66: Repeated exposure may cause skin dryness or
cracking
EUH066: Repeated exposure may
cause skin dryness or cracking.
67: Vapours may cause drowsiness and dizziness
Table 5.23 Physico-Chemical Properties of Acetone
Properties
Characteristics of Chemical
Source(s) of Information
Flammability Highly flammable (flash point below 20˚C) ECHA 2013
Vapour pressure 24.3 kPa at 20˚C OECD 1999
Boiling point 56.1˚C ECHA 2013
Melting point -94.8˚C ECHA 2013
Water solubility Soluble ECHA 2013
Log Kow -0.24 OECD 1999
Acetone is a colourless liquid at room temperature with a mildly pungent and somewhat aromatic odour.
Acetone is flammable, owing to its low flash point (below 20˚C). The vapour/air mixtures are explosive and
heating will cause a rise in pressure with the risk of bursting.
5.9.2 Technical feasibility
As discussed in Section 4.2.1, acetone is a poor solvent and not fully miscible with naphthenic process oils.
While other ketones such a methyl ethyl ketone (MEK) and methyl iso-butyl ketone (MIBK) would be
expected to have a higher degree of solvency for the process oil, all of these compounds have high
flammability. As such, acetone and other ketones are not viable in the ENTEK separator manufacturing
process. As for n-hexane this leads to considerable difficulties and costs which are set out in section 5.2.4.
5.9.3 Reduction of overall risk due to transition to the alternative
Acetone is generally of low toxicity, however it is subject to a SCOEL recommendation for an occupational
exposure limit for the protection of workers at EU level12. The iOEL is summarised as follows:
8 hour TWA: 500 ppm [1210 mg/m3]

142
STEL (15 min): 1000 ppm [2420 mg/m3]
Notation: none
The UK’s Health and Safety Executive (HSE) has issued a long term work exposure limit (WEL) of (8h)
500 ppm (1210 mg/m3), and a short term WEL of (15min) 1500 ppm (3620 mg/m
3).
Table 5.24 below summarises further information on the hazard profile of the substance.
12 Recommendation from the Scientific Committee on Occupational Exposure Limits on Acetone
SEG/SUM/74, March 1997
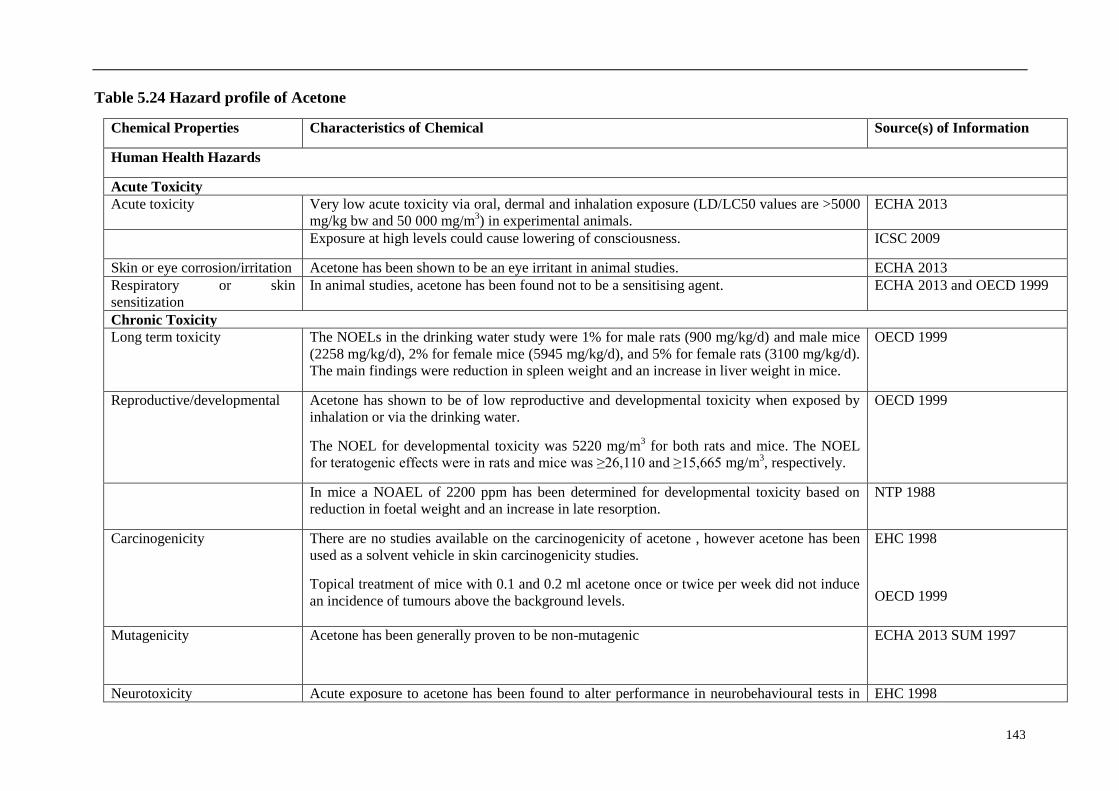
143
Table 5.24 Hazard profile of Acetone
Chemical Properties Characteristics of Chemical Source(s) of Information
Human Health Hazards
Acute Toxicity
Acute toxicity Very low acute toxicity via oral, dermal and inhalation exposure (LD/LC50 values are >5000
mg/kg bw and 50 000 mg/m3) in experimental animals.
ECHA 2013
Exposure at high levels could cause lowering of consciousness. ICSC 2009
Skin or eye corrosion/irritation Acetone has been shown to be an eye irritant in animal studies. ECHA 2013
Respiratory or skin
sensitization
In animal studies, acetone has been found not to be a sensitising agent. ECHA 2013 and OECD 1999
Chronic Toxicity
Long term toxicity The NOELs in the drinking water study were 1% for male rats (900 mg/kg/d) and male mice
(2258 mg/kg/d), 2% for female mice (5945 mg/kg/d), and 5% for female rats (3100 mg/kg/d).
The main findings were reduction in spleen weight and an increase in liver weight in mice.
OECD 1999
Reproductive/developmental Acetone has shown to be of low reproductive and developmental toxicity when exposed by
inhalation or via the drinking water.
The NOEL for developmental toxicity was 5220 mg/m3 for both rats and mice. The NOEL
for teratogenic effects were in rats and mice was ≥26,110 and ≥15,665 mg/m3, respectively.
OECD 1999
In mice a NOAEL of 2200 ppm has been determined for developmental toxicity based on
reduction in foetal weight and an increase in late resorption.
NTP 1988
Carcinogenicity There are no studies available on the carcinogenicity of acetone , however acetone has been
used as a solvent vehicle in skin carcinogenicity studies.
Topical treatment of mice with 0.1 and 0.2 ml acetone once or twice per week did not induce
an incidence of tumours above the background levels.
EHC 1998
OECD 1999
Mutagenicity Acetone has been generally proven to be non-mutagenic
ECHA 2013 SUM 1997
Neurotoxicity Acute exposure to acetone has been found to alter performance in neurobehavioural tests in EHC 1998
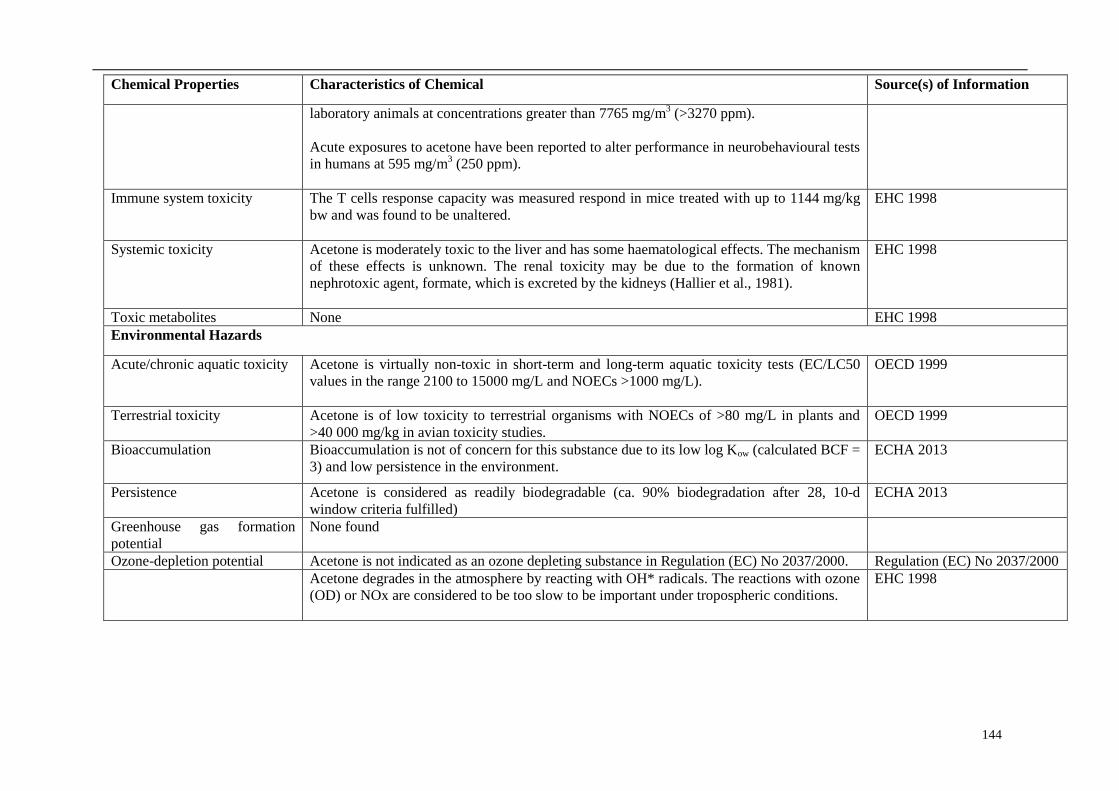
144
Chemical Properties Characteristics of Chemical Source(s) of Information
laboratory animals at concentrations greater than 7765 mg/m3 (>3270 ppm).
Acute exposures to acetone have been reported to alter performance in neurobehavioural tests
in humans at 595 mg/m3 (250 ppm).
Immune system toxicity The T cells response capacity was measured respond in mice treated with up to 1144 mg/kg
bw and was found to be unaltered.
EHC 1998
Systemic toxicity Acetone is moderately toxic to the liver and has some haematological effects. The mechanism
of these effects is unknown. The renal toxicity may be due to the formation of known
nephrotoxic agent, formate, which is excreted by the kidneys (Hallier et al., 1981).
EHC 1998
Toxic metabolites None EHC 1998
Environmental Hazards
Acute/chronic aquatic toxicity Acetone is virtually non-toxic in short-term and long-term aquatic toxicity tests (EC/LC50
values in the range 2100 to 15000 mg/L and NOECs >1000 mg/L).
OECD 1999
Terrestrial toxicity Acetone is of low toxicity to terrestrial organisms with NOECs of >80 mg/L in plants and
>40 000 mg/kg in avian toxicity studies.
OECD 1999
Bioaccumulation Bioaccumulation is not of concern for this substance due to its low log Kow (calculated BCF =
3) and low persistence in the environment.
ECHA 2013
Persistence Acetone is considered as readily biodegradable (ca. 90% biodegradation after 28, 10-d
window criteria fulfilled)
ECHA 2013
Greenhouse gas formation
potential
None found
Ozone-depletion potential Acetone is not indicated as an ozone depleting substance in Regulation (EC) No 2037/2000. Regulation (EC) No 2037/2000
Acetone degrades in the atmosphere by reacting with OH* radicals. The reactions with ozone
(OD) or NOx are considered to be too slow to be important under tropospheric conditions.
EHC 1998

Acetone does not have a high toxicity profile. Exposure to high levels of acetone can cause
depression of the Central Nervous System (CNS) and it is classified as such under CLP
(STOT SE3). It is also an eye irritant in animals. No other significant hazards have been
found for human health and the environment.
PBT/CMR and any other regulatory actions
Acetone does not fulfil any of the criteria for PBT and is not classified as a CMR agent. No
regulatory action is currently being taken with this substance.
5.9.4 Economic feasibility
The substance is disregarded on the basis of not being technically feasible. Acetone is not a
“drop-in” solvent replacement for TRI as noted above. It would mean the replacing large
parts (if not completely) the existing production process and equipment. As per the ECHA
SEA guidance, the lost (book) value of existing equipment is considered a ‘sunk cost’ and
therefore not considered in the analysis. The additional capital and operating costs of making
PE SLI battery separators is however relevant to the assessment of economic feasibility.
A major consideration is the reengineering of processes in order to accommodate the
alternative even if it were technically feasible. This would need to include consideration of
solvent recycling and emission capture. This has not been estimated given the significant
technical (feasibility) difficulties. As set out in Section 6.2, it would take a minimum of 12
years to make a possible alternative solvent suitable. When comparing the minimum cost of
lost profit for 12 years of €116 million NPV (see SEA section 4.2.1 for details on lost profits,
but using a discount rate of 7% rather than 4% in the SEA) with the cost of building
additional production lines at the existing US site (in Oregon) which is €48 million (see
Section 4.2.2 of the SEA); which enables ENTEK to avoid any production/sales disruption
(i.e. can provide battery separators to the existing markets after the sunset date), it is clear that
switching to acetone is not economically feasible.
The €116 million is considered a minimum costs as it excludes any capital costs as well as
some additional costs like redundancy (over the period 2016-2027) and assumes post 2027,
ENTEK can make equivalent profits. This assumption is however highly unlikely since (i) it
assumes ENTEK would not have lost any market share due to no sales after the sunset date
(April 2016) to 2027, and (ii) assumes profit margins would be similar compared to using
TRI. Optimistically factoring in that it would only takes a further 5 years for ENTEK to
recover their market share (i.e. 80% of lost profit in 2024, declining linearly to 0% in 2031)

146
then the net cost to ENTEK is €125 million (NPV). This further reinforces the conclusion
that acetone is not economically feasible.
5.9.5 Availability
Acetone is widely used and available. In the EU it is distributed at 1*105 to 1*10
6 tonnes per
annum range.
5.9.6 Conclusion on suitability and availability for Acetone
Acetone is not a viable alternative because of its poor miscibility with the naphthenic process
oils. The potentially large expected capital cost to switch and loss in profits compared to the
costs of building additional production lines in the US, means this alternative is also not
economically feasible.
5.10 ASSESSMENT OF TECHNICAL ALTERNATIVES
This section is addresses the possible alternatives to PE battery separators, i.e. separators that
can be used in lead-acid batteries that are not produced with TRI. The focus of this analysis
of alternatives is on replacement of the function of TRI, that is finding a way of extracting oil
from PE separators without using TRI. However, since the analysis of alternatives should be
in-line with the non-use scenario the possible alternatives to PE separators are discussed here.
Some understanding of lead-acid batteries is set out first so that the possibilities of use for
other types of is clear, before considering the possible alternatives.
5.10.1 Lead Acid Battery Classifications
Lead acid batteries are often classified into the following categories based on their application
and use:
1. SLI (Starter, Lighting, and Ignition) --- used in automobiles
2. Start-Stop --- designed to operate in automobiles where internal combustion
engine shuts off during stops to reduce CO2 emissions;
3. Stationary --- used for back-up power supply for telecommunication, electric
utility, or computer systems.
4. Motive Power --- industrial batteries used to power forklifts, floor scrubbers,
etc.
5. Special Purpose --- military equipment, submarines, etc.
In terms of maintenance, lead acid batteries are classified as follows:
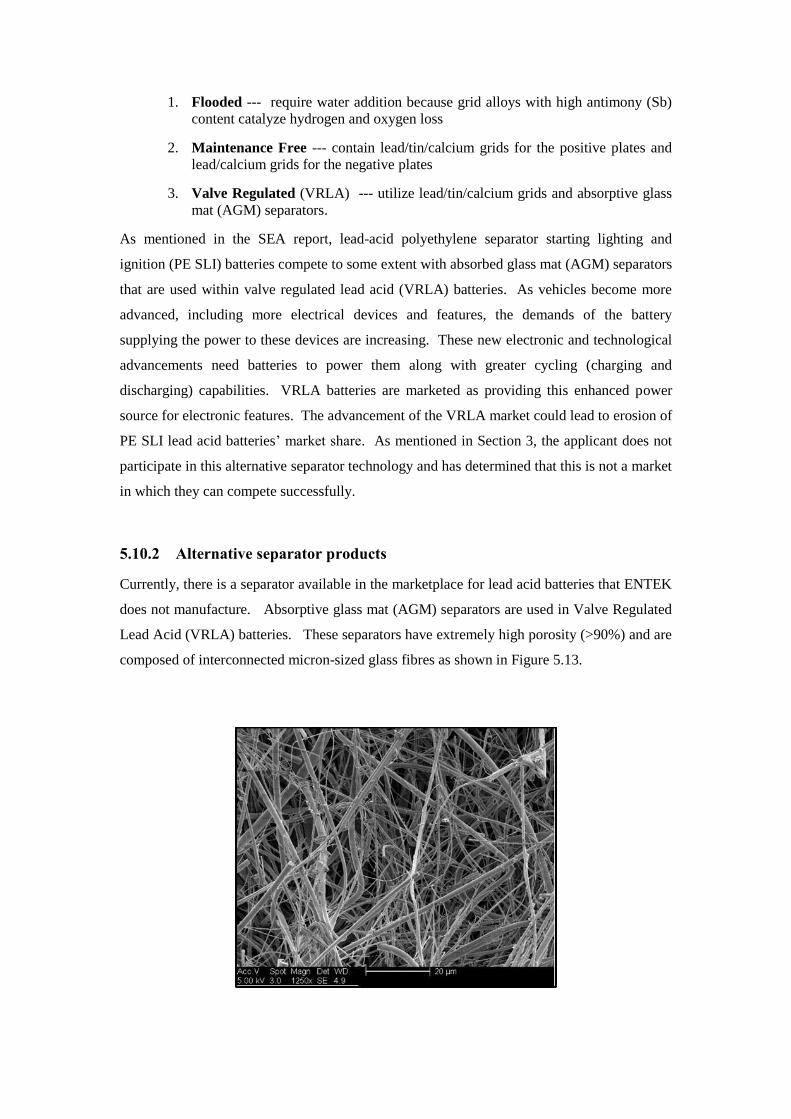
1. Flooded --- require water addition because grid alloys with high antimony (Sb)
content catalyze hydrogen and oxygen loss
2. Maintenance Free --- contain lead/tin/calcium grids for the positive plates and
lead/calcium grids for the negative plates
3. Valve Regulated (VRLA) --- utilize lead/tin/calcium grids and absorptive glass
mat (AGM) separators.
As mentioned in the SEA report, lead-acid polyethylene separator starting lighting and
ignition (PE SLI) batteries compete to some extent with absorbed glass mat (AGM) separators
that are used within valve regulated lead acid (VRLA) batteries. As vehicles become more
advanced, including more electrical devices and features, the demands of the battery
supplying the power to these devices are increasing. These new electronic and technological
advancements need batteries to power them along with greater cycling (charging and
discharging) capabilities. VRLA batteries are marketed as providing this enhanced power
source for electronic features. The advancement of the VRLA market could lead to erosion of
PE SLI lead acid batteries’ market share. As mentioned in Section 3, the applicant does not
participate in this alternative separator technology and has determined that this is not a market
in which they can compete successfully.
5.10.2 Alternative separator products
Currently, there is a separator available in the marketplace for lead acid batteries that ENTEK
does not manufacture. Absorptive glass mat (AGM) separators are used in Valve Regulated
Lead Acid (VRLA) batteries. These separators have extremely high porosity (>90%) and are
composed of interconnected micron-sized glass fibres as shown in Figure 5.13.
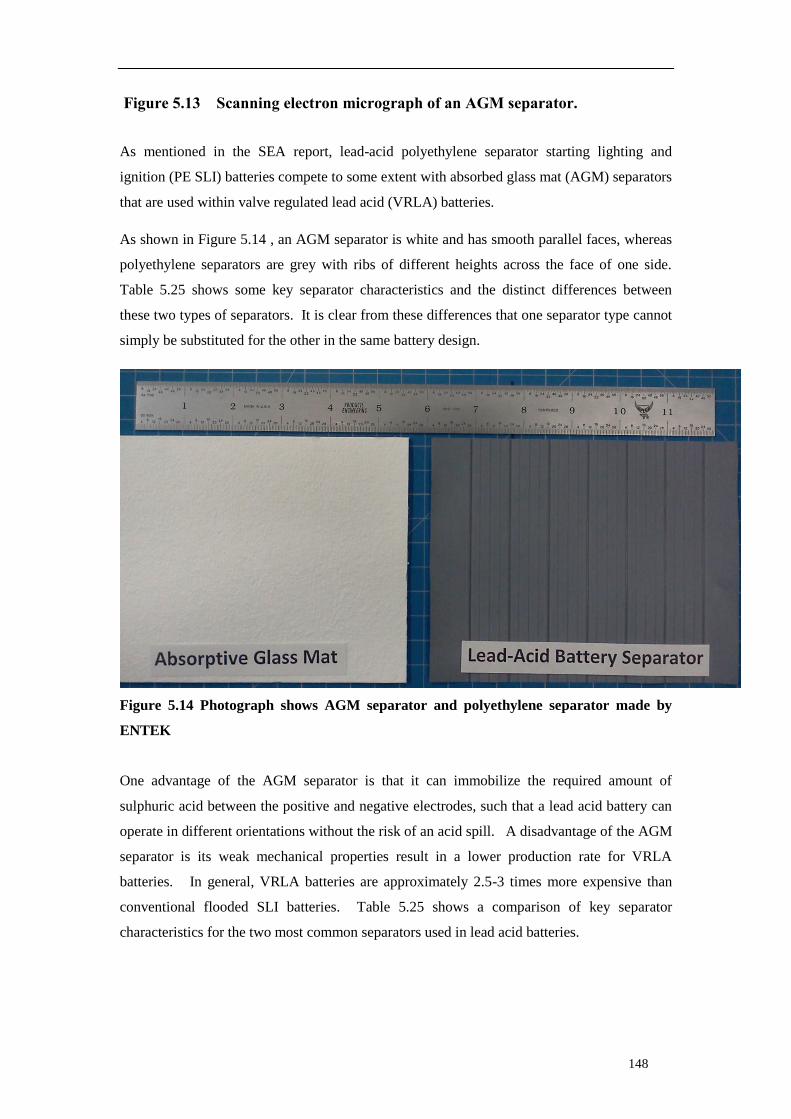
148
Figure 5.13 Scanning electron micrograph of an AGM separator.
As mentioned in the SEA report, lead-acid polyethylene separator starting lighting and
ignition (PE SLI) batteries compete to some extent with absorbed glass mat (AGM) separators
that are used within valve regulated lead acid (VRLA) batteries.
As shown in Figure 5.14 , an AGM separator is white and has smooth parallel faces, whereas
polyethylene separators are grey with ribs of different heights across the face of one side.
Table 5.25 shows some key separator characteristics and the distinct differences between
these two types of separators. It is clear from these differences that one separator type cannot
simply be substituted for the other in the same battery design.
Figure 5.14 Photograph shows AGM separator and polyethylene separator made by
ENTEK
One advantage of the AGM separator is that it can immobilize the required amount of
sulphuric acid between the positive and negative electrodes, such that a lead acid battery can
operate in different orientations without the risk of an acid spill. A disadvantage of the AGM
separator is its weak mechanical properties result in a lower production rate for VRLA
batteries. In general, VRLA batteries are approximately 2.5-3 times more expensive than
conventional flooded SLI batteries. Table 5.25 shows a comparison of key separator
characteristics for the two most common separators used in lead acid batteries.

Table 5.25 Key separator characteristics for the two most common separators
used in lead acid batteries
Attribute Polyethylene Separator Absorptive Glass Mat
Backweb Thickness (mm) 0.15-0.25 1.5
Overall Thickness (mm) 0.6-1.9 1.5
Porosity (%) 55-60 93
Puncture Strength (N) 5-10 1
Electrical Resistance (mΩ-
cm²) 80-105 40
VRLA batteries are widely used in large portable electrical devices, off-grid power systems
and similar roles, where large amounts of storage are needed at a lower cost than other low-
maintenance technologies such as lithium-ion. VRLA batteries are also used in ‘start-stop’
vehicle applications because of their excellent cycle life and low susceptibility to acid
stratification. The higher cost of VRLA batteries limits their adoption to only luxury
vehicles, whereas an Extended Flooded Battery (EFB) design which uses a polyethylene
separator is used in more modest vehicles with fewer electrical loads. There exists a growing
market for EFB for new vehicles, but also a significant market for battery replacement in
existing automobiles (the so-called ‘car park’). Although, it might be possible in some cases,
for a VLRA battery to be used for battery replacement, the much greater cost without the
added benefit would not be justified. In addition it is known that VRLA batteries are limited
to specific sizes (indicated by DIN number specification), so that the selection of a VRLA for
replacement would be limited. A more comprehensive analysis of the market for battery
types and the after sales (battery replacement) market for EFB in the European car park is
presented in the SEA.
150
6 OVERALL CONCLUSIONS ON SUITABILITYAND AVAILABILITY
OF POSSIBLE ALTERNATIVES FOR USE OF
TRICHLOROETHYLENE AS AN EXTRACTION SOLVENT FOR
REMOVAL OF PROCESS OIL AND FORMATION OF THE POROUS
STRUCTURE IN POLYETHYLENE BASED SEPARATORS USED IN
LEAD-ACID BATTERIES
6.1 OVERALL CONCLUSION
The conclusion of this analysis of alternatives is that there are no alternatives that are suitable
and available to the applicant for the replacement of the Annex XIV substance function. A
number of possible solvent alternatives have been tested at laboratory scale by ENTEK.
Although it was found that for one or two of the alternatives (see Table 6.1 below) there was
some potential for the replacement of TRI, a considerable amount of further research would
be required to determine the technical feasibility of these substances at a commercial scale.
In addition, the customer acceptability of the products manufactured using an alternative
would also have to be ensured.
Confidential
Table 6.1 below presents a summary of the solvents that were researched for their potential to
replace TRI in the ENTEK process. Each substance is evaluated against the criteria of
technical feasibility, economic feasibility, risk and availability. It should be noted that:
1. The assessment of economic feasibility can be complex and is not simply a case of
comparison of the cost of the possible alternative with the Annex XIV substance.
2. In some cases where the possible alternative has already be shown as not technically
feasible or will lead to equal or greater risk than the Annex XIV substance, there is
little point in the assessment of economic feasibility, because that becomes irrelevant.
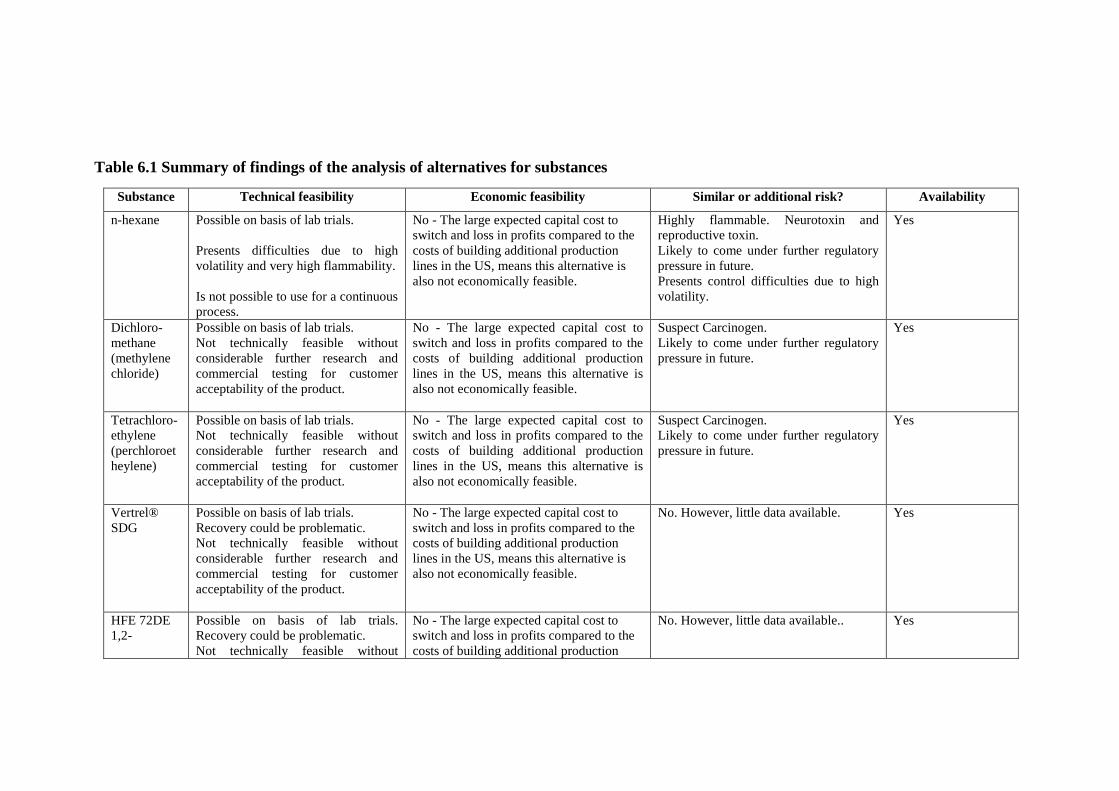
Table 6.1 Summary of findings of the analysis of alternatives for substances
Substance Technical feasibility Economic feasibility Similar or additional risk? Availability
n-hexane Possible on basis of lab trials.
Presents difficulties due to high
volatility and very high flammability.
Is not possible to use for a continuous
process.
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
lines in the US, means this alternative is
also not economically feasible.
Highly flammable. Neurotoxin and
reproductive toxin.
Likely to come under further regulatory
pressure in future.
Presents control difficulties due to high
volatility.
Yes
Dichloro-
methane
(methylene
chloride)
Possible on basis of lab trials.
Not technically feasible without
considerable further research and
commercial testing for customer
acceptability of the product.
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
lines in the US, means this alternative is
also not economically feasible.
Suspect Carcinogen.
Likely to come under further regulatory
pressure in future.
Yes
Tetrachloro-
ethylene
(perchloroet
heylene)
Possible on basis of lab trials.
Not technically feasible without
considerable further research and
commercial testing for customer
acceptability of the product.
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
lines in the US, means this alternative is
also not economically feasible.
Suspect Carcinogen.
Likely to come under further regulatory
pressure in future.
Yes
Vertrel®
SDG
Possible on basis of lab trials.
Recovery could be problematic.
Not technically feasible without
considerable further research and
commercial testing for customer
acceptability of the product.
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
lines in the US, means this alternative is
also not economically feasible.
No. However, little data available. Yes
HFE 72DE
1,2-
Possible on basis of lab trials.
Recovery could be problematic.
Not technically feasible without
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
No. However, little data available.. Yes

152
considerable further research and
commercial testing for customer
acceptability of the product.
lines in the US, means this alternative is
also not economically feasible.
n-propyl
bromide (1-
bromopropa
ne)
Possible on basis of lab trials.
Not technically feasible without
considerable further research and
commercial testing for customer
acceptability of the product.
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
lines in the US, means this alternative is
also not economically feasible.
SVHC (repro. toxin). Flammable Yes
D-Limonene Possible on basis of lab trials.
Likely to be problems with solvent
recovery and recycling.
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
lines in the US, means this alternative is
also not economically feasible.
Flammable.
Dangerous to the environment.
Yes
Acetone No – does not perform function to
remove process oil effectively.
No - The large expected capital cost to
switch and loss in profits compared to the
costs of building additional production
lines in the US, means this alternative is
also not economically feasible.
No Yes

As addressed in this Section, consideration of an alternative solvent should take into account
the risks of using the substance in the specific process. A key consideration that is closely
associated with this is the regulatory status and pressures on a potential alternative (since
these are related to hazard and risk). The introduction of a potential alternative into a process
requires considerable time and money to test the technical feasibility at a commercial scale
and to ensure consumer approval of the final product. It would therefore be a considerable
business risk for a firm to invest in process-change that would have a very limited life-span.
In the case of some solvents, notably n-hexane, this could mean not only rebuilding of a
facility but relocation of a plant all of which would come at considerable cost which is judged
to make the possibility to convert to the use of n-hexane not economically feasible.
As indicated in Section 4, solvent substances that showed some promise in ‘bench-scale’
trials are also under some regulatory scrutiny in the EU and elsewhere. Although not perhaps
meeting the current specific criteria for SVHC and therefore not potentially subject to the
need for authorization today, this may change in the future, this could easily be the case for n-
hexane which is a neurotoxin and a reproductive toxin. Indeed, recent years have seen TRI
change from classification as a Cat. 2 carcinogen to a Cat. 1B carcinogen today the status of
TRI as a non-threshold carcinogen has been adopted by ECHA for the purpose of assessing
authorisations applications. Tetrachloroethylene and methylene chloride are both currently
classified as carcinogens (Category 2, H351), and subject to evaluation under CoRAP (now
concluded) and restrictions, respectively. It is therefore unlikely to be sustainable in terms of
business planning to invest in substances with these risk profiles that (based on their
properties) would present similar challenges for emission/release control as TRI. The
implementation of a solvent alternative must therefore take account of possible regulatory
changes that would have a severe impact on the use of the substance in the future. It is clear
that for substance that showed the possibility for being alternatives to TRI in the ENTEK
process, n-hexane, tetrachloroethylene and methylene chloride that the regulatory and risk
profile of these substance now and in the future would rule them out as sensible options. In
particular for n-hexane since it is a particular focus due to its known use for the process of
making PE separators the financial implications of converting the facility or relocating the
facility have been set out and it has been concluded that it would not be economically viable
for ENTEK to convert or rebuild or relocate its UK plant to use n-hexane.

154
6.2 ACTIONS AND TIMEFRAME FOR IDENTIFICATION AND
DEVELOPMENT OF A SUITABLE AND AVAILABLE ALTERNATIVE.
There are a number of technical barriers to the use of an alternative solvent in the ENTEK
continuous separator manufacturing process. Even with no alternative currently technically
feasible, we consider how an industrial-scale trial of a solvent could be implemented and
describe that in terms of actions and associated timescales. First ENTEK must analyse
interaction between the alternative solvent and its equipment and likely retrofit its equipment
to adapt the metallurgy to the specific solvent and develop any appropriate solvent recovery
systems. ENTEK must then gain customer approval of its process and resulting separator
products made with the alternative solvent. To gain such approval, ENTEK must make a
significant quantity of samples for its various customers to test in the production of batteries.
For the customer qualification of the process, the samples must be made on the production
equipment that will be used to manufacture separators on an ongoing commercial basis. To
avoid cross-contamination with TRI, these samples can only be run during a temporary plant
shutdown period using the existing plant infrastructure. Concurrently, ENTEK would
undertake the engineering study to design the converted plant and the trial results would feed
into that engineering work. A 78 week program is estimated for the time needed to get
feedback on each trial from customers. ENTEK would be required to conduct at least three
separate trials to gain broad customer approval. In order to continue to meet current customer
demand, plant shutdowns of a sufficient duration are only scheduled in the month of
December. The total elapsed time in this plan is estimated to be a minimum of nine years.
This estimated time frame would not be adequate if ENTEK received any negative feedback
from customers or if customers delay in their willingness to participate in the trials. It is
noted that no replacement solvent is currently technically feasible without trials and extensive
restructuring of the plant, and possible candidate replacement solvents each pose similar or
greater risks than TRI.
A plan, to indicate the main actions and timescales that would be required in order to
investigate the technical feasibility and commercial viability of two alternatives solvents, is
set out below.
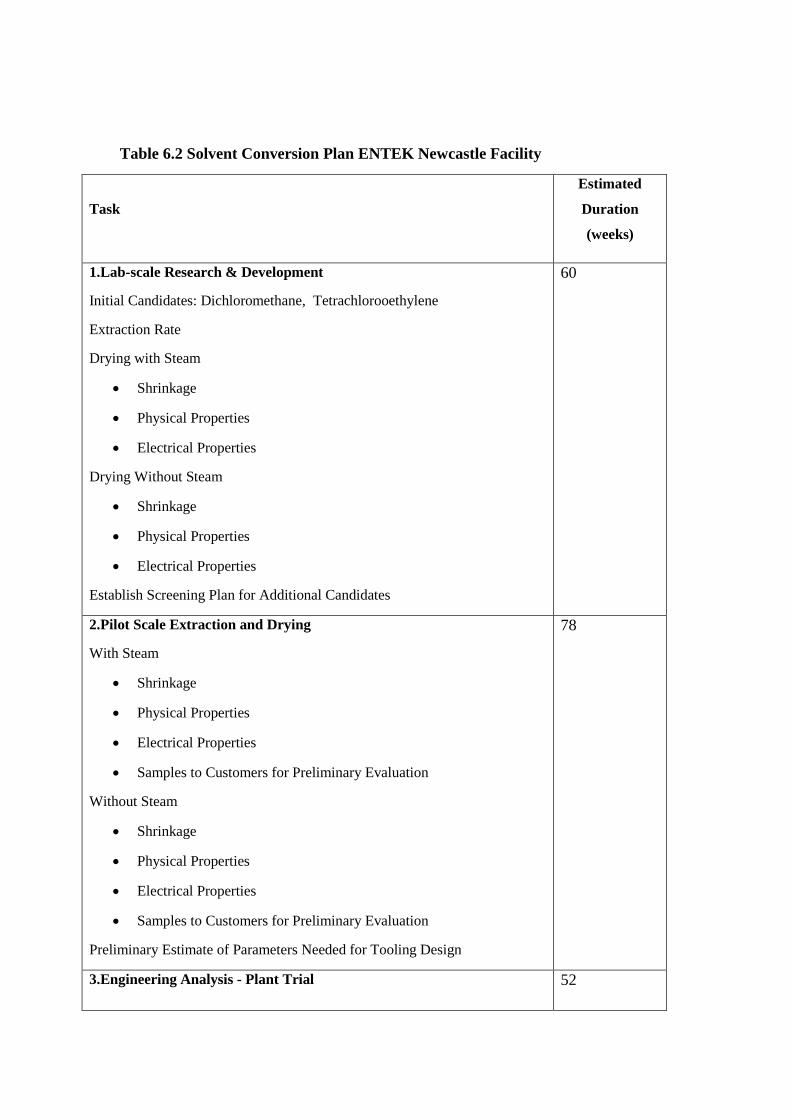
Table 6.2 Solvent Conversion Plan ENTEK Newcastle Facility
Task
Estimated
Duration
(weeks)
1.Lab-scale Research & Development
Initial Candidates: Dichloromethane, Tetrachlorooethylene
Extraction Rate
Drying with Steam
Shrinkage
Physical Properties
Electrical Properties
Drying Without Steam
Shrinkage
Physical Properties
Electrical Properties
Establish Screening Plan for Additional Candidates
60
2.Pilot Scale Extraction and Drying
With Steam
Shrinkage
Physical Properties
Electrical Properties
Samples to Customers for Preliminary Evaluation
Without Steam
Shrinkage
Physical Properties
Electrical Properties
Samples to Customers for Preliminary Evaluation
Preliminary Estimate of Parameters Needed for Tooling Design
78
3.Engineering Analysis - Plant Trial 52

156
Identify all Physical and Thermodynamic Properties Required for Detailed
Design
Evaluate Available Data and Fill in Database
Estimate Properties, as needed
Identify all Current Unit Operations
Develop Mathematical Models for all Unit Operations
Estimate Model Accuracy
Identify Where Physical Testing is Needed
Develop Physical Testing Methods as Required
Identify Need for Upgraded/New Unit Operations
Preliminary Design of Upgraded/New Unit Operations
Preliminary Cost Estimate for Upgraded/New Unit Operations
Material Balance
Energy Balance
Production Scenario: Volumes and Yields
Economic Analysis of Alternatives
Implementation Plan for Conversion
4.Research and Development Confirmation of Engineering Design
Plant-Level Trial
Trial Plan
Design of Upgraded/New Unit Operations for Trial
Build/Procurement of Required Unit Operations and Equipment
Installation
Start-Up
Run Trials
20
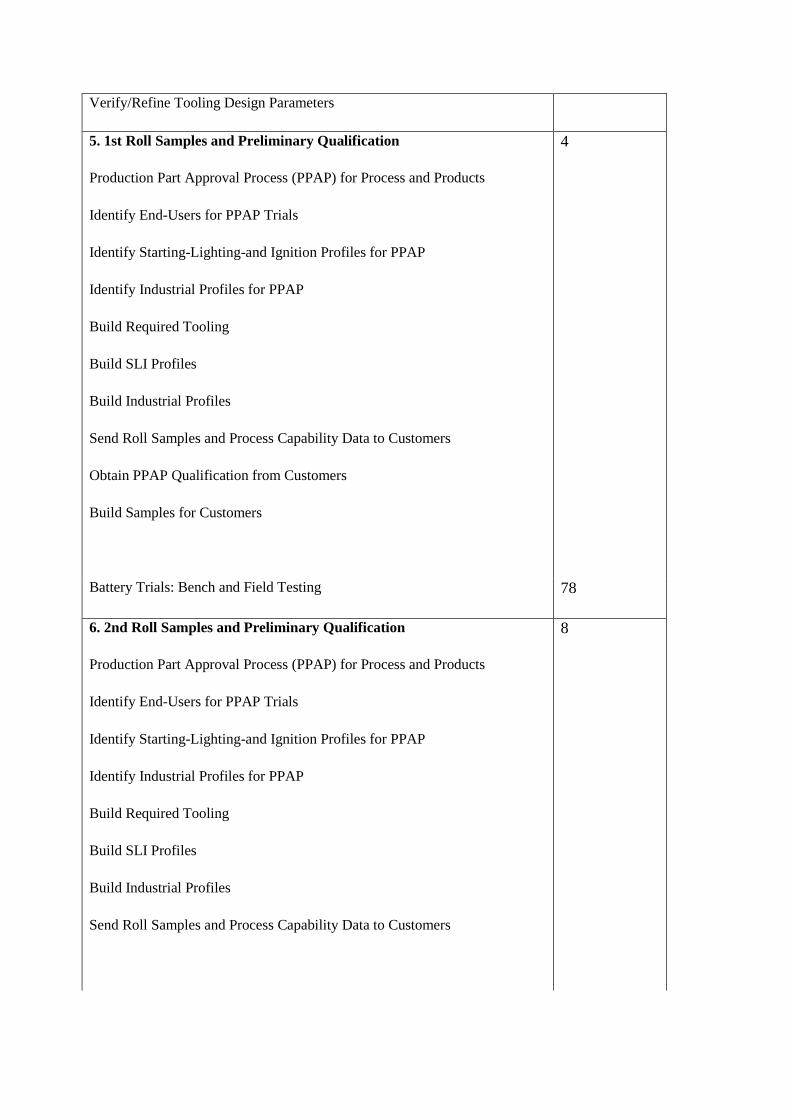
Verify/Refine Tooling Design Parameters
5. 1st Roll Samples and Preliminary Qualification
Production Part Approval Process (PPAP) for Process and Products
Identify End-Users for PPAP Trials
Identify Starting-Lighting-and Ignition Profiles for PPAP
Identify Industrial Profiles for PPAP
Build Required Tooling
Build SLI Profiles
Build Industrial Profiles
Send Roll Samples and Process Capability Data to Customers
Obtain PPAP Qualification from Customers
Build Samples for Customers
4
Battery Trials: Bench and Field Testing 78
6. 2nd Roll Samples and Preliminary Qualification
Production Part Approval Process (PPAP) for Process and Products
Identify End-Users for PPAP Trials
Identify Starting-Lighting-and Ignition Profiles for PPAP
Identify Industrial Profiles for PPAP
Build Required Tooling
Build SLI Profiles
Build Industrial Profiles
Send Roll Samples and Process Capability Data to Customers
8

158
Battery Trials: Bench and Field Testing 78
7.Final Roll Samples and Full Product/Process Qualification
Production Part Approval Process (PPAP) for Process and Products
Identify End-Users for PPAP Trials
Identify Starting-Lighting-and Ignition Profiles for PPAP
Identify Industrial Profiles for PPAP
Build Required Tooling
Build SLI Profiles
Build Industrial Profiles
Send Roll Samples and Process Capability Data to Customers
Obtain PPAP Qualification from Customers
4
Build Samples for Customers
Battery Trials: Bench and Field Testing
SLI Product Approval from ENTEKs Customer's Customers
Industrial Product Approval from ENTEK's Customer's Customers
78
8.Engineering Analysis - Conversion
Identify all Physical and Thermodynamic Properties Required for Detailed
Design
Identify Need for Upgraded\New Unit Operations
Preliminary Design of Upgraded/New Unit Operations
Preliminary Cost Estimate for Upgraded/New Unit Operations
Material Balance
Energy Balance
Production Scenario: Volumes and Yields
Economic Analysis of Alternatives
13
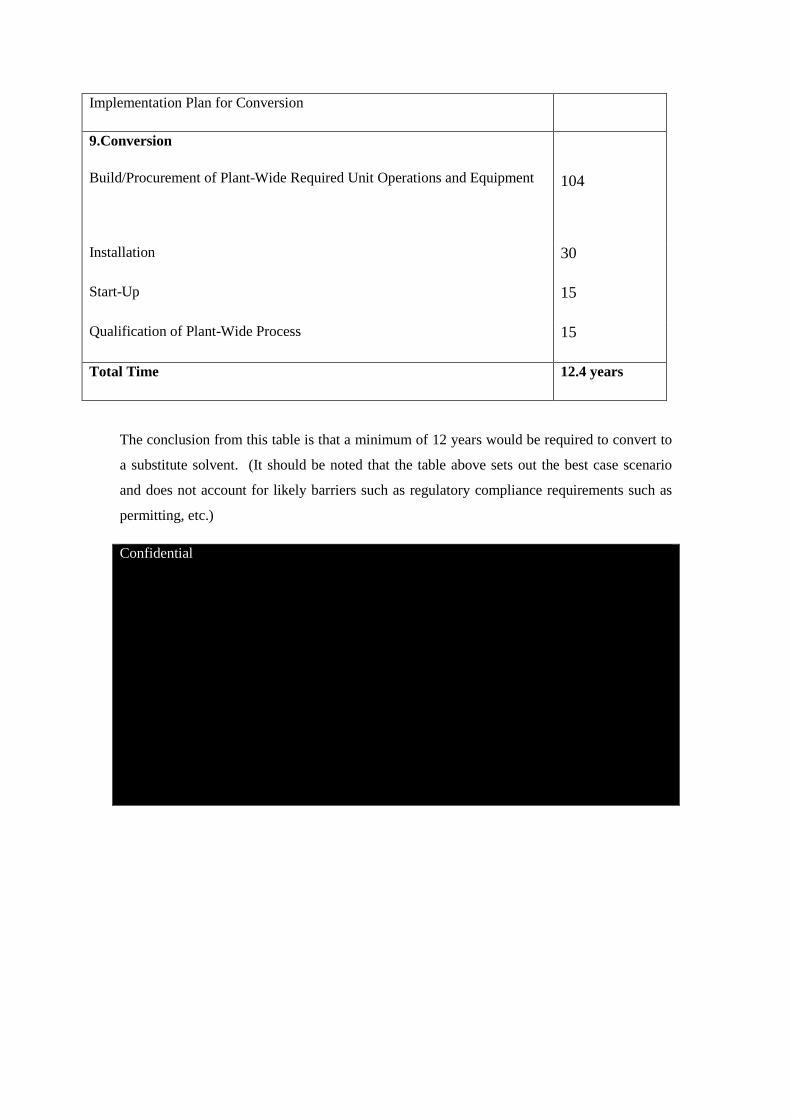
Implementation Plan for Conversion
9.Conversion
Build/Procurement of Plant-Wide Required Unit Operations and Equipment
104
Installation 30
Start-Up 15
Qualification of Plant-Wide Process 15
Total Time 12.4 years
The conclusion from this table is that a minimum of 12 years would be required to convert to
a substitute solvent. (It should be noted that the table above sets out the best case scenario
and does not account for likely barriers such as regulatory compliance requirements such as
permitting, etc.)
Confidential
160
APPENDIXES AND ANNEXES
(Include other information that you consider relevant for the Analysis of Alternatives,
e.g., list of data sources, data collection approach, organisations consulted, summary
of assumptions, etc.)
ANNEX I – JUSTIFICATION FOR CONFIDENTIALITY CLAIMS
Blanked out item
reference Page
number Justification for blanking
Text below table
1.2 14/15/16 Confidential R&D
See justification text below.
4.2.1 Research
and Development 44 Confidential R&D
See justification text below.
4.2.2
Manufacturing
Alternatives
57-66 Confidential R&D
See justification text below.
6.1 second
paragraph
146 Confidential R&D
See justification text below.
Text below table
6.2 182 Confidential R&D
See justification text below.
Justification for Confidentiality
1. Demonstration of commercial interest
ENTEK is expending material resources on the development of separator
technologies and manufacturing processes. Each unique approach is not yet patent
protected.
The separator technologies and manufacturing processes for lead acid separators
that are being investigated are entirely unique and whilst in the very early stages
of development, ENTEK are confident that further research and development
efforts could provide ENTEK with a distinct competitive advantage.
2. Demonstration of potential harm
The exceptions referred to in Article 4 of regulation (EC) No 1049/2001 are
relied upon by ENTEK in justifying the confidential treatment of information.
Article 4 (2) specifically makes provision for ECHA to refuse access to
information or documents where disclosure 'would undermine the protection of
commercial interests of a natural or legal person, including intellectual property
unless there is an overriding public interest in disclosure'.3
The information that is subject to the request is highly confidential business
information relating to R&D activity that is not in the public domain. Disclosure
of the information would damage ENTEK’s prospects of obtaining patent or other
intellectual property protection for candidate processes in future by making it
publicly known. Additionally, ENTEK has certain pending patents and any
disclosure could result in a waiver of ENTEK’s intellectual property rights. This
in turn would adversely affect ENTEK's return on its investment in R&D in new
separator technologies and manufacturing processes.
Publication of the relevant information would also damage ENTEK's commercial
interests by disclosing its R&D strategy to the public, removing the potential
competitive advantage that it represents. It is probable that ENTEK's actual and
potential competitors would quickly gain access to this information through their
routine market intelligence activity. They are likely then to use this information to
'free-ride' on ENTEK's investment by replicating its activity, or to disrupt the
development of the new technology.
Furthermore, the information in question is highly confidential and relates to
ENTEK's future commercial strategy in the markets where it operates. It is
therefore precisely the type of information that EU and national competition laws
do not want companies disclosing to their actual or potential competitors, whether
directly or via a third party such as ECHA, because of the risk that competition
would be restricted or distorted as a result.
More generally, because of the commercial and legal risks summarised above,
ENTEK notes that any policy of publication by ECHA of non-public R&D
information would be likely to have a chilling effect on innovation and
competition in this sector over time. The incentives for applicants to invest in
developing alternatives to their authorised substances will be significantly reduced
going against one of the main objectives of REACH namely, to enhance
competitiveness within the market place4.
It is understood that in considering the justification for confidentiality the Agency
will weigh up the private commercial interests of ENTEK against the general
public interest in ensuring transparency of information, and the specific public
interest guaranteed by REACH in ensuring a high level of protection of human
3 Regulation (EC) No 1049/2001 Of The European Parliament And Of The Council of
30 May 2001 regarding public access to European Parliament, Council and
Commission documents.
4 Decision of the Chairman of the Board Of Appeal of the ECHA Joined cases A-011-
2013 to A015-2013;
162
health and the environment5. That being said it is essential that the agency take
into consideration the fact that there is no public or consumer exposure to any of
the separator technologies or manufacture processes that would justify an
'overriding public interest' in disclosure of ENTEK's R & D activity.
3. Limitation to validity of Claim
Research and development are very much in the early stages with further work to
be carried out around development, cost analysis and positive battery test results.
ENTEK therefore request for all information concerning ‘Research and
Development' to remain confidential until such time that the information is
disclosed by ENTEK itself or published or otherwise becomes part of the public
domain through no fault of ECHA but only after it becomes part of the public
domain.
5 Decision of the Chairman of the Board Of Appeal of the ECHA Joined cases A-011-
2013 to A015-2013.
REFERENCES
ATSDR (1997) Agency for Toxic Substances and Disease Registry.
http://www.atsdr.cdc.gov/
ATSDR (1998) Agency for Toxic Substances and Disease Registry.
http://www.atsdr.cdc.gov/
Baker, J.M., W.T. Sturges, J. Sugier, G. Sunnenberg, A.A. Lovett, C.E. Reeves, P.D.
Nightingale and S.A. Penkett, Emissions of CH3Br, organochlorines, and organoiodines from
temperate macroalgae, Chemosphere—Global Change Sci., 3, 93-106, 2001.
Bolt and Huici-Montagud (2008) Bolt HM, Huici-Montagud A (2008) Strategy of the
Scientific Committee on Occupational Exposure Limits (SCOEL) in the derivation of
occupational exposure limits for carcinogens and mutagens. Arch Toxicol 82: 56-69.
CDC (2008) Centers for Disease Control and Prevention, http://www.cdc.gov/
COMMISSION REGULATION (EU) No 276/2010 of 31 March 2010 amending
Regulation (EC) No 1907/2006 of the European Parliament and of the Council on the
Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as
regards Annex XVII (dichloromethane, lamp oils and grill lighter fluids and
organostannic compounds).
DuPont, MSDS 2007. DuPont™ VERTREL®SDG. Material Safety Data Sheet.
Revised 20-Nov-2007.
DuPont, Technical sheet (2008) DuPont™ VERTREL®SDG specialty fluid.
Technical information.
DuPont, MSDS (2012). DuPont™ VERTREL®SDG specialty fluid. Material Safety
Data Sheet. Version 4.0. Revision Date 11/09/2012 Ref. 130000033958
ECHA 2013. http://echa.europa.eu/en/information-on-chemicals/registered-substances
Accessed January 2014.
EHC (1998) International programme on chemical safety. Environmental health
criteria 207.
EU RAR (2005) European Union Risk Assessment Report
TETRACHLOROETHYLENE. Part I – Environment. CAS No: 127-18-4 EINECS
No: 204-825-9. RISK ASSESSMENT
European Union Risk Assessment Report. Tetrachloroethylene, Part I – Environment,
CAS No: 127-18-4, EINECS No: 204-825-9 European Chemicals Bureau, 1st Priority
List, volume 57. EUR 21680 EN. Final Report 2005, United Kingdom
Ferroni et al. (1992) Ferroni C, Selis L, Mutti A, Folli D, Bergamaschi E, Franchini I.
(1992).
Neurobehavioral and neuroendocrine effects of occupational exposure to
perchloroethylene. Neurotoxicology; 13:243-7.
Health Protection Agency IM sheet, (2011). Prepared by CRCE HQ, HPA 2011
Version 1
164
HSDB (2006) Hazardous Substances Data Bank (HSDB), a database of the National
Library of Medicine's TOXNET system (http://toxnet.nlm.nih.gov) on November 20,
2013.
HSDB, (1993) Hazardous Substances Data Bank (HSDB), a database of the National
Library of Medicine's TOXNET system (http://toxnet.nlm.nih.gov) on November 20,
2013.
HSDB (2010) Hazardous Substances Data Bank (HSDB), a database of the National
Library of Medicine's TOXNET system (http://toxnet.nlm.nih.gov) on November 20,
2013.
HSDB, (2012) Hazardous Substances Data Bank (HSDB), a database of the National
Library of Medicine's TOXNET system (http://toxnet.nlm.nih.gov) on November 20,
2013.
HSDB, 2013 Hazardous Substances Data Bank (HSDB), a database of the National
Library of Medicine's TOXNET system (http://toxnet.nlm.nih.gov) on November 6,
2013.
IRIS (2012) TOXICOLOGICAL REVIEW OF Tetrachloroethylene
(Perchloroethylene) (CAS No. 127-18-4) In Support of Summary Information on the
Integrated Risk Information System (IRIS)
Levin and Redelius (Energy & Fuels 2008; vol. 22, issue 5, pp. 3395-3401)
NEG-DECOS (2003)
NTP, 1986 U.S. National Toxicology Program (NTP). 1986. Toxicology and
Carcinogenesis of Tetrachloroethylene (Perchlorothylene) in F344/N Rats and
B6C3F1 Mice (Inhalation Studies). NTP TR 311. DHHS (NIH) Pub. No. 86-2567.
NTP, Research Triangle Park, NC (1986).
NTP 1988 TOXICITY STUDIES OF ACETONE (CAS NO. 67-64-1) IN F344/N
RATS AND B6C3F1 MICE (DRINKING WATER STUDIES) Dennis Dietz, Ph.D.,
Study Scientist. NTP TOX 3 NIH Publication No. 91-3122
NTP (2002) NTP Technical Report on the Toxicity Studies of trans-1,2-
Dichloroethylene (CAS No. 156-60-5) Administered in Microcapsules in Feed to
F344/N Rats and B6C3F1 Mice April 2002.
NTP (2013) Report on Carcinogens Monograph on 1-Bromopropane. September 25
2013. National Toxicology Program.
OECD (1999) SIDS Initial Assessment Report (SIAR) for the 9th SIAM
SCOEL (1995) SEG/SUM/52. European Commission Employment, Social Affairs
and Inclusion, Recommendation from the Scientific Expert Group on Occupational
Exposure Limits for n-hexane
SCOEL (2009) Recommendation from the Scientific Committee on Occupational
Exposure Limits on Tetrachloroethylene (perchloroethylene) SCOEL/SUM/133, June
2009
WHO (2006) Development of criteria for acceptable previous cargoes for fats and
oils. Report for a Joint FAO/WHO Technical Meeting Bilthoven, Netherlands, 7-9
November 2006.
WHO (1998) Concise International Chemical Assessment Document 5. World Health
Organization, Geneva.
WEB REFERENCES
www.acs.org/gcipharmaroundtable
www.turi.org - http://toxnet.nlm.nih.gov/
HSDB 2006 for D-limonene
ECHA disseminated dossier on D-limonene –
http://apps.echa.europa.eu/registered/data/dossiers/DISS-9eb16d5d-b83e-2831-e044-
00144f67d031/DISS-9eb16d5d-b83e-2831-e044-00144f67d031_DISS-9eb16d5d-b83e-2831-
e044-00144f67d031.html
1. Agency for Toxic Substances and Disease Registry (ATSDR). Toxicological
Profile for Methylene Chloride (Update). Draft for Public Comment. Public Health
Service, U.S. Department of Health and Human Services, Atlanta, GA. 1998.
2. U.S. Department of Health and Human Services. Hazardous Substances Data Bank
(HSDB, online database). National Toxicology Information Program, National
Library of Medicine, Bethesda, MD. 1993.
3. U.S. Department of Health and Human Services. Registry of Toxic Effects of
Chemical Substances (RTECS, online database). National Toxicology Information
Program, National Library of Medicine, Bethesda, MD. 1993.
4. U.S. Environmental Protection Agency. Integrated Risk Information System (IRIS)
on Methylene Chloride. National Center for Environmental Assessment, Office of
Research and Development, Washington, DC. 1999.
5. European Commission. Recommendation from the Scientific Committee on
Occupational Exposure Limits for methylene chloride (dichloromethane).
SCOEL/SUM/130, June 2009
6. Heath Protection Agency. Dichloromethane Incident Management Sheet. Prepared
by CRCE HQ, HPA. 2011. Version 1.
7. SIDS initial assessment profile – Dichloromethane. CH/ICCA. CoCAM 1, 10 - 12
October 2011
8. International Programme on Chemical Safety (IPCS). Environmental health criteria
164. Methylene Chloride (second edition). Published under the joint sponsorship of
the United Nations Environment Programme, the International Labour Organisation,
and the World Health Organization, Geneva, 1996.
9. Dow Toxicology Research Laboratory; The Dose-Dependent Metabolism of 14C-
Methylene Chloride Following Oral Administration to Rats, (no date reported), EPA
Document No. 878212096, Fiche No. OTS0206132
10. IPCS International Programme On Chemical Safety. Health and Safety Guide No.
6. Methylene Chloride. United Nations Environment Programme. International
Labour Organisation. World Health Organisation, Geneva 1987