an analysis of the operating parameters of the …
TRANSCRIPT

Management and Production Engineering Review
Volume 10 • Number 4 • December 2019 • pp. 48–54DOI: 10.24425/mper.2019.131444
AN ANALYSIS OF THE OPERATING PARAMETERSOF THE VACUUM FURNACE WITH REGARDTO THE REQUIREMENTS OF PREDICTIVE MAINTENANCE
Sławomir Kłos1, Władysław Papacz1, Łukasz Piechowicz2
1 University of Zielona Góra, Faculty of Mechanical Engineering, Poland2 Seco/Warwick S.A., Poland
Corresponding author:Sławomir KłosUniversity of Zielona GóraFaculty of Mechanical EngineeringLicealna 9, 65-417 Zielona Góra, Polandphone: +48 68 3282464e-mail: [email protected]
Received: 27 May 2019 AbstractAccepted: 13 October 2019 The Industry 4.0 Concept assumes that the majority of industry’s resources will be able
to self-diagnose; this will, therefore, enable predictive maintenance. Numerically controlledmachines and devices involved in technological processes should, especially, have the facilityto predict breakdown. In the paper, the concept of a predictive maintenance system fora vacuum furnace is presented. The predictive maintenance system is based on analysis of theoperating parameters of the system and on the algorithms for identifying emergency states inthe furnace. The algorithms will be implemented in the monitoring sub-system of the furnace.Analysis of the operating parameters of vacuum furnaces, recorded in the Cloud will lead toincreased reliability and reduced service costs. In the paper, the research methodology foridentification of the critical parameters of the predictive maintenance system is proposed.Illustrated examples of the thermographic investigation of a vacuum furnace are given.
KeywordsPredictive maintenance, vacuum furnace, Industry 4.0, self-monitoring, thermo-visual inves-tigation.
Introduction
Predictive maintenance is a very important com-ponent of the Industry 4.0 Concept. Predicting thebreakdown of machinery is crucial for implement-ing such ideas as the massive customization of flex-ible and autonomous manufacturing systems. Pre-dictive maintenance is an advanced method for theimprovement of maintenance which is based on theMarkov Process, the Bayesian Network, ArtificialNeural Networks and the Monte Carlo Simulation,etc. [1] However, all methods need historical dataabout the exploitation and breakdown of manufac-turing resources. The monitoring of manufacturingresources and the collection and analysis of data,for improving manufacturing processes, belong tothe concept of data-driven, ‘Smart’ manufacturing
which is compatible with the Industry 4.0 Concept[2]. There are already a number of studies exam-ining ‘big data’ in manufacturing enterprises [3–5].Bahga and Madisetti proposed CloudView, for stor-ing, processing and analysing the massive amountof data on the maintenance of machinery, collect-ed from a large number of sensors embedded in in-dustrial machines, in a Cloud computing environ-ment [6]. Chen describes the rationales and needs forintegrated and intelligent manufacturing systems, in-cluding the analysis of ‘big data’ for the requirementsof predictive maintenance [7]. Baptista et al. pro-posed integration of the auto-regressive moving av-erage (ARMA) methodology, with data-driven tech-niques to predict fault events [8]. Lee et al. pro-posed the methodology of implementing cyber physi-cal systems for predictive production systems [9, 10].
48

Management and Production Engineering Review
Selcuk presents new trends and techniques in thefield of predictive maintenance and proposes imple-menting a method for a predictive maintenance pro-gramme in industry [11]. Susto et al. proposed us-ing a multiple classifier machine learning methodol-ogy for predictive maintenance. The proposed solu-tions enable dynamic decision rules to be adoptedfor maintenance management. Hashem et al. anal-ysed the limitations of time-based, equipment main-tenance methods and the advantages of predictiveor online maintenance techniques in identifying theonset of equipment breakdown [12]. Hashemian andBeam analysed three major predictive maintenancetechniques, defined in terms of their source of da-ta and described as the existing sensor-based tech-nique, the test-sensor-based technique and the test-signal-based technique [13]. They present examplesof detecting blockages in pressure sensing lines usingexisting, sensor-based techniques. Okoh et al. devel-oped the through-life performance approach whichensures that a manufacturing system needs to under-go maintenance, repair and overhaul before break-down occurs [14]. Horenbeek and Pintelon proposea dynamic, predictive maintenance policy for multi-component systems that minimises the long-termmean maintenance cost, per unit of time. They com-pare the developed, dynamic predictive maintenancepolicy to five other conventional maintenance poli-cies [15]. Raaza and Ulansky propose mathematicalmodels to calculate the maintenance indicators forthe arbitrary distribution of time to breakdown [16].Efthymiou et al. present a review on predictive main-tenance methods and tools and present an integratedpredictive maintenance platform for manufacturingsystems [17]. Kłos and Patalas-Maliszewska proposethe use of simulation methods for evaluating the per-formance of a predictive maintenance system [18].Mori and Fujishima introduce a remote monitoringand maintenance system for machine tool manufac-turers [19]. Dong et al. present the monitoring andmaintenance of equipment systems for mine safe-ty. They establish a predictive maintenance systemwhich is based on the technology of the Internet ofThings, in order to change the existing method forthe maintenance of coal mining equipment [20]. Inthe literature, many decision-support tools have beenproposed, based on the computer-simulation methodfor effective maintenance operations. Ni and Jin pro-pose mathematical algorithms and simulation toolsin order to identify data-driven, short-term, through-put bottlenecks, the prediction of windows of oppor-tunity for maintenance, the prioritisation of main-tenance tasks, the joint production-scheduling andmaintenance-scheduling of systems and the manage-
ment of maintenance staff [21]. From the above, shortoverview of the literature presented, the fact remainsthat predictive maintenance will be very importantover the coming years for the development of the in-dustrial sector.
In the paper, the research concept for develop-ing a predictive maintenance system, dedicated tothe vacuum pit furnace, (Fig. 1) is presented. Theresearch project is undertaken in conjunction withthe R&D Department of the SECO/WARWICK S.A.Company and funded by the European Union andthe National Centre for Research and Developmentin Poland.
Fig. 1. The vacuum pit furnace [22].
The SECO/WARWICK company has been devel-oping vacuum furnace technology, specifically for theaerospace, energy, defence, medical, machine, auto-motive, tool and hardening plants for over 25 years.The main result of the research project is the signif-icant improvement of the vacuum furnace by equip-ping it with the facility to self-diagnose which en-ables potential breakdowns to be predicted. The self-diagnosis system will allow the exchange of data,obtained from a vacuum furnace, with other pro-cess line devices, in accordance with the Industry4.0 Concept. Analysis of the operational data of vac-uum furnaces, recorded in the Cloud, will increasethe efficiency of warranty and post-warranty service,improve operational parameters and enable betterequipment to be built more cheaply, in the future.In the next chapter, the main assumptions of the re-search project are presented.
Volume 10 • Number 4 • December 2019 49
Management and Production Engineering Review
The assumptionsof the research project
The vacuum furnace is a very complex and tech-nologically advanced device in which such specialtechnological processes as annealing, solution heattreatment, brazing, sintering, gas and oil harden-ing, carburizing, nitriding and other processes areimplemented. Heat treatment is often the last stageof the technological process in the production cycle.In many cases, the value of the processed workpiecemay exceed the cost of the device, for example, inthe heat treatment of very expensive, responsible ele-ments, such as construction pipes in heat exchangersfor nuclear reactors. Enterprises responsible for heattreatment always take the risk of financial loss due todisturbances in the heat treatment processes carriedout. The most common reasons for the damage ordestruction of a processed batch, in addition to thehuman factor, are breakdowns and abnormalities inthe operation of the heat treatment equipment. Ac-cumulated breakdown costs may include batch costs,repair costs, start-up costs and downtime costs.
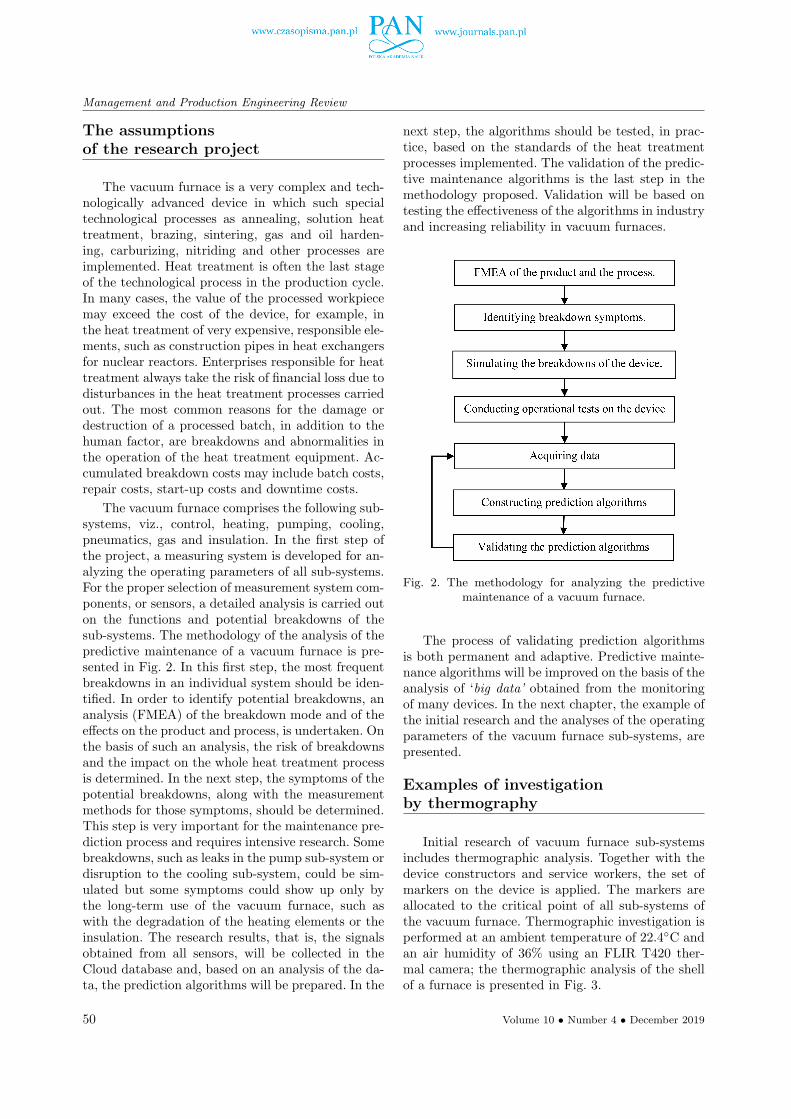
The vacuum furnace comprises the following sub-systems, viz., control, heating, pumping, cooling,pneumatics, gas and insulation. In the first step ofthe project, a measuring system is developed for an-alyzing the operating parameters of all sub-systems.For the proper selection of measurement system com-ponents, or sensors, a detailed analysis is carried outon the functions and potential breakdowns of thesub-systems. The methodology of the analysis of thepredictive maintenance of a vacuum furnace is pre-sented in Fig. 2. In this first step, the most frequentbreakdowns in an individual system should be iden-tified. In order to identify potential breakdowns, ananalysis (FMEA) of the breakdown mode and of theeffects on the product and process, is undertaken. Onthe basis of such an analysis, the risk of breakdownsand the impact on the whole heat treatment processis determined. In the next step, the symptoms of thepotential breakdowns, along with the measurementmethods for those symptoms, should be determined.This step is very important for the maintenance pre-diction process and requires intensive research. Somebreakdowns, such as leaks in the pump sub-system ordisruption to the cooling sub-system, could be sim-ulated but some symptoms could show up only bythe long-term use of the vacuum furnace, such aswith the degradation of the heating elements or theinsulation. The research results, that is, the signalsobtained from all sensors, will be collected in theCloud database and, based on an analysis of the da-ta, the prediction algorithms will be prepared. In the
next step, the algorithms should be tested, in prac-tice, based on the standards of the heat treatmentprocesses implemented. The validation of the predic-tive maintenance algorithms is the last step in themethodology proposed. Validation will be based ontesting the effectiveness of the algorithms in industryand increasing reliability in vacuum furnaces.
Fig. 2. The methodology for analyzing the predictivemaintenance of a vacuum furnace.
The process of validating prediction algorithmsis both permanent and adaptive. Predictive mainte-nance algorithms will be improved on the basis of theanalysis of ‘big data’ obtained from the monitoringof many devices. In the next chapter, the example ofthe initial research and the analyses of the operatingparameters of the vacuum furnace sub-systems, arepresented.
Examples of investigationby thermography
Initial research of vacuum furnace sub-systemsincludes thermographic analysis. Together with thedevice constructors and service workers, the set ofmarkers on the device is applied. The markers areallocated to the critical point of all sub-systems ofthe vacuum furnace. Thermographic investigation isperformed at an ambient temperature of 22.4◦C andan air humidity of 36% using an FLIR T420 ther-mal camera; the thermographic analysis of the shellof a furnace is presented in Fig. 3.
50 Volume 10 • Number 4 • December 2019

Management and Production Engineering Review
Fig. 3. Thermographic investigation of the shellof a vacuum furnace.
As can be seen from the picture, there is no in-sulation damage, nor are there any thermal bridges.The investigation was conducted 3 times, while thefurnace chamber was being heated; part of the cool-ing sub-system is presented in Fig. 4. The temper-ature of the water in the cooling system, measuredusing the thermal camera, was compared to the tem-perature indicated by the sensor, mounted on thewater input and output pipes.
Fig. 4. Thermographic investigation of the coolingsub-system.
The effectiveness of the pumping sub-system ishighly important, both for the power consumption ofthe furnace and for the quick removal of the vacuum,as well as for the correct completion of the techno-logical processes. Investigation of the temperature ofthe pumping sub-system (Figs 5 and 6) enable theeffectiveness of the device to be evaluated. Many op-erating parameters rely on the proper functioning ofthe pumping sub-system such as the quality and pu-rity of the oil and the air- tightness of the furnace.
The efficiency of the pumping system could bealso affected by leaks in the pipework or leaks in thefurnace chamber. Another factor affecting the effi-ciency of the pumping system is the limited airflowthrough the filter which might have become contam-inated with use.
Fig. 5. Thermographic investigation of the pumpingsub-system.
Fig. 6. Thermographic investigation of the pumpingsub-system.
The temperature distribution in the electricalcontrol panel has an impact on the whole controlsub-system and quality of the data measured. Toohigh a temperature can also affect the control pro-cess. An example of the distribution of the tempera-ture in the electric control panel is presented in theFig. 7. Analysis of the distribution of the tempera-ture in the control panel could result in recommend-ing a better allocation of the components of the con-trol sub-system.
Fig. 7. Thermographic investigation of the electriccontrol panel.
Volume 10 • Number 4 • December 2019 51

Management and Production Engineering Review
Analysis of the data of a simulatedbreakdown in a vacuum furnace
The simulation of the system breakdown is pre-pared using a gas dosing valve with separate shut-offvalve EVN 116. The gas dosing valve EVN 116 ispresented in the Fig. 8.
Fig. 8. The gas dosing valve EVN 116.
The device enables the calibration gap in the vac-uum furnace to be set. The characteristics of the cal-ibration gaps are presented in the Fig. 9.
Fig. 9. The gas flow characteristic of the calibrationgap [23].
To guarantee the tightness of the vacuum furnace,an infiltration test is conducted. The value of infil-tration I is calculated on the basis of the formula (1):
I = 1000 ·VPe ·
(0.5 ·
(1 +
273 + Cb
273 + Ce
)− Pb
)60 · T
, (1)
where V – volume of furnace chamber, Pb – beginningpressure, Pe – end pressure, Cb – beginning temper-ature, Ce – end temperature, T – waiting time.
The results of the infiltration test are present-ed in Fig. 10. The vacuum furnace was cooled from
a temperature of 1000◦C – 72◦C and only the final,7 temperature measurements are presented on thechart (104◦C – 72◦C).
Fig. 10. The result of the infiltration test.
The results of the infiltration test were very good;as the temperature decreased, the infiltration valuealso decreased.
The vacuum furnace breakdown test was madeusing the calibration gap. The device was set to 999,opened for short intervals of several seconds and thenclosed. The furnace’s vacuum pump was in constantoperation. Any leaks in the furnace are registeredimmediately by the vacuum sensor (see Fig. 11).
Fig. 11. Leaking in the vacuum furnace, registeredby the vacuum sensor.
At the same time, the Lambda probe sensor re-acted activated and showed the presence of oxygenin the furnace chamber. The values registered by theLambda probe sensor are presented in mV. Afterclosing the calibration gap, the operating vacuum re-turned to the beginning value for a short time, butthe presence of oxygen continued to register for sometime thereafter (see Fig. 12).
Leaking in the vacuum furnace could be alsoregistered by the vacuum pump’s total power sen-sor, with power consumption being immediately in-creased to reduce the pressure in the furnace chamber(see Fig. 13).
52 Volume 10 • Number 4 • December 2019

Management and Production Engineering Review
Fig. 12. Leaking in the vacuum furnace registeredby the Lambda probe sensor.
Fig. 13. Leaking in the vacuum furnace, as registeredby the vacuum pump power sensor.
The test presented will be repeated for the differ-ent settings of the calibration gap, in order to findthe critical values for the detection leakage in a fur-nace.
Conclusions
In the paper, only some of the assumptions ofthe research project for building a predictive main-tenance system, dedicated to vacuum furnaces, arepresented. The methodology for analyzing predic-tive maintenance for vacuum furnaces is proposed.As a part of the research, analysis was carried outon the construction of a pit furnace and the existingsolutions for measurement systems. The functioningof most of the furnace’s important sub-systems havebeen analysed. Based on the FMEA analysis of pro-cesses, detection methods for breakdowns of partic-ular sub-systems have been planned. In order to de-termine the design requirements for the ‘Smart’ mea-surement system, an analysis of planned, heat treat-ment operations was carried out, using a prototypevacuum furnace and a thermographic investigation ofthe sub-systems of the furnace was conducted. The
research conducted was only part of the planned re-search programme which included:• the durability of heating elements (change of re-
sistance, degradation of the oxide passive layer),• the degradation of the external insulation layer
and the change in its thermal conductivity,• the change in the resistance of culverts and ceram-
ic supports used for fixing heating elements,• the role of vacuum pumps and the development of
a mathematical model that allows control of theimpact of the deposit.Of great importance in implementing the pre-
dictive maintenance system of the vacuum furnace,would be investigation into the methods used, vis-a-vis batch quality. During production processes, thecharge is often contaminated with coolant or oil. Theheating treatment results in the formation of hydro-carbons and carbon compounds which are detrimen-tal to the functionality of the device.
The main advantages in the implementation ofthe research project will be:• a reduction in service costs,• a reduction in the ‘human factor’ – so-called – re-
lated to the supervision, breakdown and servicingof the vacuum furnace,
• a reduction in the costs of unplanned downtime inproduction lines where vacuum furnace systemsare installed,
• a reduction in energy and material losses, result-ing from the reduction in the number of vacuumfurnace breakdowns,
• an increase in the economic benefits for furnaceusers, due to the effective use of production ca-pacity and the timely delivery of products.Implementation of the findings of the project will,
in the long term, result in the replacement of existingatmospheric furnaces on today’s market, with deepvacuum furnaces; this will be in line with the Indus-try 4.0 Concept.
This work is carried out under the auspicesof the European Union and National Centre forResearch and Development in Poland. Project no.POIR.04.01.02-00-0064/17.
References
[1] Sakib N., Wuest T., Challenges and opportunitiesof condition-based predictive maintenance: a review,Procedia CIRP, 78, 267–272, 2018.
[2] Tao F., Qi Q., Liu A., Kusiak A., Data-driven‘Smart’ manufacturing, Journal of ManufacturingSystems, 48, 157–169, 2018.
Volume 10 • Number 4 • December 2019 53

Management and Production Engineering Review
[3] Dubey R., Gunasekaran A., Childe S.J., WambaS.F., Papadopoulos T., The impact of big data onworld-class sustainable manufacturing, Internation-al Journal of Advanced Manufacturing Technology,84, 631–45, 2016.
[4] Kusiak A., ‘Smart’ manufacturing must embrace bigdata, Nature, 544(7648), 23–5, 2017.
[5] Hashem I.A.T., Yaqoob I., Anuar N.B., MokhtarS., Gani A., Khan S.U., The rise of big data oncloud computing: review and open research issues,Inf. Syst., 47, 98–115, 2015.
[6] Bahga A., Madisetti V.K., Analyzing massive ma-chine maintenance data in a computing cloud, IEEETrans. Parallel. Distrib. Syst., 23, 10, 1831–43, 2012.
[7] Chen Y., Integrated and intelligent manufacturing:perspectives and enablers, Engineering, 3, 588–595,2017.
[8] Baptista M., Sankararaman S., de Medeiros I.P.,Nascimento C. Jr., Prendinger H., HenriquesaE.M.P., Forecasting fault events for predictive main-tenance using data-driven techniques and ARMAmodeling, Computers & Industrial Engineering, 115,41–53, 2018.
[9] Lee J., Jin C., Liu Z., Predictive big data analyticsand cyber physical systems for TES systems, Ad-vances in through-life engineering services, Cham:Springer pp. 97–112, 2017.
[10] Lee J., Jin C., Bagheri B., Cyber physical systemsfor predictive production systems, Production Engi-neering, 11, 2, 155–165, 2017.
[11] Selcuk S., Predictive maintenance, its implementa-tion and latest trends, Proceedings of the Institutionof Mechanical Engineers, Part B: Journal of Engi-neering Manufacture, 231, 9, 1670–1679, 2017.
[12] Susto G.A., Schirru A., Pampuri S., McLoone S.,Beghi A., Machine learning for predictive mainte-nance: a multiple classifier approach, IEEE Trans-actions on Industrial Informatics, 11, 3, 812–820,2015.
[13] Hashemian H.M., Bean W.C., State-of-the-art pre-dictive maintenance techniques, IEEE Transactions
on Instrumentation and Measurement, 60, 10, 3480–3492, 2011.
[14] Okoh C., Roy R., Mehnen J., Predictive Main-tenance Modelling for Through-Life EngineeringServices, The 5th International Conference onThrough-life Engineering Services, Procedia CIRP,59, 196 – 201, 2017.
[15] Van Horenbeek A., Pintelon L., A dynamic pre-dictive maintenance policy for complex multi-component systems, Reliab Eng Syst Saf, 120, 39–50, 2013.
[16] Razaa A., Ulansky V., Modelling of predictive main-tenance for a periodically inspected system, The 5thInternational Conference on Through-life Engineer-ing Services (2016), Procedia CIRP, 59, 95–101,2017.
[17] Efthymiou K., Papakostas N., Chryssolouris G.,Mourtzis D., On a predictive maintenance platformfor production systems, 45th CIRP Conference onManufacturing Systems, Procedia CIRP, 3, 221–226, 2012.
[18] Kłos S., Patalas-Maliszewska J., The use of thesimulation method in analysing the performance ofa predictive maintenance system, Distributed Com-puting and Artificial Intelligence, Springer NatureSwitzerland, Advances in Intelligent Systems andComputing, 801, 42–49, 2019.
[19] Mori M., Fujishima M., Remote Monitoring andMaintenance System for CNC Machine Tools, Pro-cedia CIRP, 12, 7–12, 2013.
[20] Dong L., Mingyue R., Guoying M., Applicationof Internet of Things Technology on PredictiveMaintenance System of Coal Equipment, 13th Glo-bal Congress on Manufacturing and Management,GCMM, Procedia Engineering, 174, 885–889, 2017.
[21] Ni J., Jin X., Decision support systems for effectivemaintenance operations, CIRP Annals – Manufac-turing Technology, 61, 411–414, 2012.
[22] SECO/WARWICK S.A., Technical documentation.
[23] Manual of the gas dosing valve with separate shut-off valve: EVN 116.
54 Volume 10 • Number 4 • December 2019