air void analysis of hardened concrete via flatbed scannerkrpeters/air_voids/thesis2001.pdf · air...
TRANSCRIPT

i
Air void analysis of hardened concrete via flatbed scanner
By
Karl Peterson
A THESIS
Submitted in partial fulfillment of the requirements
for the degree of
MASTER OF SCIENCE IN CIVIL ENGINEERING
MICHIGAN TECHNOLOGICAL UNIVERSITY
May 2001

iii
Abstract
The air void characteristics of hardened concrete are determined using digital images of a
polished concrete cross-section collected with a flatbed scanner. The specimen is
scanned a total of three times. First, the specimen is scanned in its original condition.
Second, the specimen is scanned after staining the cement paste pink with a solution of
phenolphthalein in methanol. Third, the specimen is scanned after coloring the surface
black and pressing a white powder into the voids and depressions. The images from the
three scans are aligned and combined to produce a new image with high contrast between
the air voids, cement paste, and aggregate. The high-contrast image is used as a basis for
classifying each pixel in the image as either air void, cement paste, or aggregate. The
classified image is subsequently used to compute standard air void parameters such as the
air content, specific surface, and spacing factor. In addition to the traditional air void
calculations, the classified image is used to compute, in two dimensions, the distribution
of distances from points in the hardened cement paste to the edge of the nearest air void.
iv
Acknowledgments
I want to thank Dr. Mark Snyder for introducing me to the science of concrete. It was Dr.
Snyder who suggested to me years ago that an automated method of quantifying air
bubbles in concrete would make a good thesis topic. I want to thank the folks at the
MnDOT Office of Materials and Road Research for the opportunity to perform dozens of
linear traverses and point counts on concrete specimens. I want to thank Ann MacLean
of the Forestry Department for the insight that software developed for processing remote
sensing imagery could be used to count air bubbles in concrete. I want to thank George
Dewey, Stan Vitton, and Bill Rose for serving on my committee, and Tom Van Dam, my
thesis advisor, for his help and support.
I would especially like to thank Larry Sutter for planting me in the fertile research
environment of the Keweenaw. Larry provided me with the lab equipment, macros, and
encouragement necessary to blossom and grow into a Master of Science. Thanks also to
Andy Swartz, Jennifer Felger, and Karl Hanson for their help in the lab, to Robert
Landsperger and Shane Christ for their professional computer support, and to the
Keweenaw Food Co-op for the delicious defense-day deli tray.
Thanks also to my family and friends, but most of all, I want to thank Anne
Walter for her love and support.

v
Contents
Abstract iii
Acknowledgements iv
List of Figures vi
List of Tables vi
1 Introduction 1
2 Background 3
2.1 Capillary Pores of Hardened Concrete 3
2.2 History of Air Entrainment 4
2.3 Freeze-Thaw Deterioration 5
2.4 Computing the Spacing Factor 5
2.5 The Spacing Distribution 8
3 Experimental 9
3.1 Introduction 9
3.2 Surface Preparation 9
3.3 Manually Performed Modified Point-Count 11
3.4 Scanning of the Surface 12
3.5 Geometric Rectification 13
3.6 Classification 15
3.7 Accuracy Assessment 20
3.8 Automated Modified Point-Count 22
3.9 The Spacing Distribution 23
4 Conclusions 35
4.1 Conclusions and Recommendations for Future Work 35
References 38

vi
List of Figures
1 Current practice of evaluating frost resistance from air-void parameters 2
2 A comparison of resolution between microscope and scanner 14
3 Flow-sheet of image processing to yield false color image 16
4 Two dimensional feature space plots from false color image 18
5 Classified scanner images compared to microscope images 21
6a False color image 25
6b Classified image 26
6c Results of a point count on a binary image of aggregate 27
6d Results of a point count on a binary image of air voids 28
6e Results of a linear traverse on a binary image of air voids 29
7 Example of cost surface accumulation 31
8 Accumulated cost surface image 32
9 Spacing distribution 34
10 Cumulative paste to void proximity distribution 34
List of Tables
1 Numerical band assignments for scanned images 17
2 Training set statistics 19
3 Accuracy assessment 20
4 Results from Modified Point-Counts 24

1
Chapter 1
Introduction
Concrete is a building material that is accessible to everyone. Combine three scoops of
rock, two scoops of sand, one scoop of cement, and add water to yield desired
consistency. Place the mixture in a form, and wait for it to harden. To make the final
product even more durable, it is considered good practice to include an air entraining
admixture. Air entraining admixtures are sometimes present in the cement powder, or
may be added to the water prior to mixing. As the name suggests, air entraining
admixtures encourage the formation of tiny air bubbles, (with diameters on the order of
one tenth of a millimeter) in the cement paste. The exact mechanisms responsible for the
enhanced durability of air entrained concrete are not completely understood. However, it
is generally accepted that each individual air bubble “protects” the hardened cement paste
in the immediate vicinity (1,2,3,4). Thus, the size distribution and spatial distribution of
the air bubbles in concrete has been a topic of great interest. The most widely used
method to determine whether or not a sufficient amount of entrained air is present is
ASTM C 457-90 “Standard Test Method for Microscopical Determination of Parameters
of the Air-Void System in Hardened Concrete” (5). To perform the test, a cross-sectional
polished slab is prepared from the concrete specimen, placed on a mechanical stage, and
illuminated with an oblique light source. The operator observes the polished surface
through a microscope, and distinguishes air voids by the shadows cast in the depressions.
The operator must systematically examine the slab, and record statistics about the air
bubbles, aggregates, and cement paste. The test is time consuming and tedious. Within
the scope of this work, efforts to automate this procedure are described.

2
Figure 1: Current practice of evaluating frost resistance from air-void parameters,reproduced from K. Natesaiyer et al. (3).
Figure 1 is borrowed from the work of K. Natesaiyer et al. to illustrate the current
ASTM C 457 practice of evaluating the behavior of concrete exposed to freeze-thaw
cycles based on the air void parameters (3). According to Figure 1, there is a wide range
of air void parameters for which there is not a strong correlation with freeze-thaw
durability. In an effort to better predict the freeze-thaw durability of concrete with
intermediate air void parameters, K. A. Snyder suggests the use of a spacing distribution
to describe the air void system (6). A spacing distribution describes the distribution of
distances from points in the hardened cement paste to the nearest air void, coupled with
the distribution of distances from points in the air voids to the nearest hardened cement
paste. The data set obtained from the automated procedure described in this thesis is used
to compute the ASTM C 457 air void parameters, as well as the spacing distribution in a
two dimensional cross-section through the concrete.

3
Chapter 2
Background
2.1 Capillary Pores of Hardened Concrete
The information presented in this section is of a general nature, and can be found in most
textbooks that deal with concrete as building material. Two suggested textbooks are
included in the references (7,8).
Traditionally, concrete is a mixture of sand, rock, cement powder, water, and air.
Cement powder is the only ingredient that does not occur naturally. Cement powder is
produced by combining a source of calcium, (usually limestone) with a source of silicon,
aluminum, and iron, (usually shale or clay) at temperatures in the neighborhood of
1400°C. As the semi-molten mixture cools, four new minerals are present: primarily
tricalcium silicate and dicalcium silicate, and to a lesser degree, tricalcium aluminate and
tetracalcium aluminoferrite. In portland cement, the cement minerals are generally mixed
with gypsum, and ground into a powder. In concrete, most of the water combines with
the cement powder to produce hydration products. There are several hydration products,
but the two most prevalent are calcium silicate hydrate gel and calcium hydroxide. The
water not consumed remains as a highly alkaline solution in the spaces between the
hydration products. The spaces between the hydration products are referred to as
capillary pores. The collection of hydration products and capillary pores is referred to as
the hardened cement paste. The durability of the concrete during freeze-thaw cycles is
related to the behavior of the solution present in the capillary pores.

4
2.2 History of Air Entrainment
In the mid 1930s, the New York State Division of Highways built thirteen experimental
sections of concrete to investigate what was considered to be a “salt-scale” problem with
their highways (9). Different types and blends of cement were used. Cores were taken
from the pavements, and subjected to freeze-thaw cycles in a solution of calcium
chloride. Only those cores that contained a particular type of “natural cement” produced
in Ulster County, New York proved resistant to the damaging effect of freeze-thaw
cycles. The term natural cement implies that the limestone used to produce the cement
did not need to be blended with additional sources of aluminum, iron, and silicon before
firing in the kiln. It was speculated that the use of small amounts of fat or grease during
the grinding of the cement clinker was related to the unusual durability of the natural
cement. Further experimentation by the Universal Atlas Cement Company found that the
addition of small amounts of fat or grease, fish-oil stereate, or vinsol resin resulted in
concrete with more entrained air. Subsequent collaboration between the New York State
Division of Highways, the Universal Atlas Cement Company, and the Portland Cement
Association eventually led to the wide use of air entrained admixtures in concrete.
It is also worth mentioning that ancient Roman concrete appears to be air
entrained. It is believed that the addition of blood or milk to the mixture may be
responsible for the presence of entrained air (10).

5
2.3 Freeze-thaw Deterioration
There are a variety of theories regarding the mechanisms of freeze-thaw deterioration, but
T.C. Powers’ first hydraulic-pressure mechanism is briefly presented here since it
provided much of the foundation for ASTM C 457 (1). Consider a region of hardened
cement paste that has a saturated capillary pore system. As the temperature drops to the
point where some of the pore water freezes, the unfrozen solution is displaced. Either the
solution is expelled from the paste into an air void, or the paste itself must expand to
accommodate the solution, possibly rupturing the paste. Powers envisioned “a sphere of
influence” around each air void capable of accepting expelled solution from the
surrounding paste. Based upon this principle, Powers developed an expression called the
“spacing factor”. The spacing factor is a value that describes, for a majority of the paste,
the distance to the nearest air void (6). The same spacing factor calculations proposed by
Powers are used today in ASTM C 457. Concrete with a spacing factor value of less than
0.2 millimeters is regarded as likely to be freeze-thaw durable.
2.4 Computing the Spacing Factor
Powers developed two equations to derive the spacing factor, a value that describes for a
majority of the paste the distance to the nearest air void (1):
L = P/(αA) (Equation 1)
L = (3/α)[1.4((P/A)+1)1/3-1] (Equation 2)
where L = spacing factor in units of length
α = total specific surface of the air voids in units of surface area/volume

6
P = volume percent hardened cement paste
A = volume percent air voids
According to ASTM C 457, the values for α, P and A can be derived by either one of two
stereological procedures: the Linear-Traverse Method, or the Modified Point-Count
Method. The procedure used in this study was the Modified Point-Count Method, in
which a grid of points is applied to the study area, (a flat polished cross-section through a
concrete specimen) and the phases beneath each point are recorded as either hardened
cement paste, aggregate, or air void. From this data, values for P and A can be easily
calculated (5):
P = 100(NP/N) (Equation 3)
A = 100(NA/N) (Equation 4)
where N = total number of points
NP = number of points recorded as cement paste
NA = number of points recorded as air void
The Modified Point-Count Method also employs a linear traverse where a line is applied
to the study area, and the number of air voids intersected is recorded. From this data, an
average chord length for the air voids can be calculated (5):
l = [T(A/100)]/NL (Equation 5)

7
where l = average chord length
T = total line length
NL = number of air voids intersected by the line
Once a value for l has been derived, it can be used to calculate a value for α (5):
α = 4/l (Equation 6)
α is an expression of the total surface area of the air voids per total volume of the air
voids, therefore, it can be used to derive a typical radius for the air voids (6):
α = [4(πR2)]/[(4/3)(πR3)] (Equation 7)
R = 3/α (Equation 8)
where R = radius
Power’s first spacing factor, Equation 1, treats the paste as though it were a “frosting” to
be evenly distributed over the surface area of the air voids. The thickness of the
“frosting” is the spacing factor (6). Powers’ second spacing factor, Equation 2, uses the
values for R and P/A as constraints to construct a theoretical cube of paste with an air
bubble at each corner. The distance from the middle of the cube to the edge of a corner
air bubble is the spacing factor. Both equations provide the same answer when the P/A

8
ratio equals 4.342. For P/A values less than 4.342 Equation 1 yields smaller values for L
than does Equation 2. Powers suggested the use of whichever equation yields the smaller
value for L (11).
2.5 The Spacing Distribution
Recently, a clever numerical experiment was conducted by K. A. Snyder to test the
performance of various air void spacing equations (6). The premise of the test was that in
a concrete system some points in the paste are closer to air voids than other points in the
paste, thus, the best way to think of the spacing is to treat it as a distribution of distances.
In the test, a hypothetical cube of paste is filled with randomly placed air bubbles. The
location and size of all of the air bubbles are known, so an accurate distribution of
spacing distances can be constructed. Powers’ spacing factor L came close to predicting
the 95th percentile of the distribution, that is, 95 percent of the paste was within the
distance L of the nearest void. However, none of the spacing equations, nor the
numerical test, take into account the presence of aggregate in the concrete. The
obstruction of a grain of sand between a point in the hardened cement paste and the
nearest air void will have an effect on the distance between the two. Instead, the spacing
equations are based on the premise that there are enough air bubbles in the concrete that
an aggregate will not generally be encountered when traveling from any given point in
the paste to the nearest air void (6). The data collected in the automated ASTM C 457
procedure described in this thesis is used to explore the effect of the presence of
aggregate on the spacing distribution on a two-dimensional slice through a concrete
specimen.

9
Chapter 3
Experimental
3.1 Introduction
The ability to make the distinction between air void, hardened cement paste, and
aggregate relies on methods of increasing the contrast between the three phases. When
manually performing ASTM C 457, the operator makes distinctions between hardened
cement paste and aggregate by variations in color and texture. By illuminating the
polished surface with an oblique light source, the operator distinguishes air voids by the
shadows cast in the depressions. In the method described here, the contrast between
hardened cement paste and aggregate is enhanced by staining the hardened cement paste
pink with a solution of phenolphthalein in alcohol (12). Air voids are distinguished by
using the popular technique of painting the polished surface black, and forcing white
powder into the depressions (11,13,14). Through the use of a flatbed scanner, digital
images of the surfaces are used to produce a new image where each pixel is classified as
either air void, hardened cement paste, or aggregate. The technology used to accomplish
this task is the same technology the remote sensing community has used for years to
analyze digital images collected by satellites. Specialized software has been developed to
process digital satellite images and to classify features according to their spectral
signatures (15). The same software is applied here to classify the digital images of
polished concrete collected with a flatbed scanner.
3.2 Surface Preparation
A concrete specimen, measuring 115 x 115 x 8 millimeters, (4.5 x 4.5 x 0.3 inches) was
cut with a water-cooled diamond saw from a 150 millimeter (6 inch) diameter core

10
retrieved from an airport runway pavement at Lubbock International Airport. Special
precautions were made to avoid sampling from the exterior portions of the core, which
may have experienced carbonation. One face of the slab was polished on a water-cooled
rotating lap. The face was polished in six steps. The first five polishing steps utilized
magnetic-backed fixed-diamond abrasive wheels that adhere to the iron platen of the
rotating lap. The grit sizes were as follows: 60, 100, 200, 325, and 500. The final
polishing step utilized an adhesive-backed 600 grit fixed-silicon carbide paper that
adheres to the iron platen of the rotating lap. Polishing residues were removed from the
specimen surface between each step and after the final step by gently blowing on the
surface with an air hose and rinsing with water. After cleaning, the sample was blotted
dry and placed in a 40°C oven for 30 minutes. After drying, twelve steel reference pins,
(fabricated from common paper staples) were fixed via cyanoacrylate to the sides of the
specimen, three pins per side. The pins were placed along the sides of the slab, but
perpendicular to the polished surface, such that the tip of each pin was flush with the
polished surface. The polished surface was then scanned on a flatbed scanner, the details
of which are described later.
After the initial scan, the polished surface was stained with a 0.5%
phenolphthalein solution in alcohol. Portions of the surface with a pH greater than 8.3
turn a pink to red color when exposed to phenolphthalein. To stain the specimen, a small
amount of solution was sprayed onto the surface. The solution was allowed to sit for a
period of 20 seconds, after which, the excess was blotted away. The specimen was dried
in a 40°C oven for 30 minutes, and then placed on a flatbed scanner and scanned in the
same manner as the non-stained surface.

11
It is important to note that the hardened cement paste will turn pink when exposed
to phenolphthalein, unless the hardened cement paste has carbonated. Hence, it is
important to conduct the staining as soon as possible after cutting and polishing the
specimen in order to avoid excessive carbonation. Most conventional aggregates will be
unaffected by the phenolphthalein stain.
After the second scan, an 18 mm wide felt-tipped black permanent marker was
used to color the surface black. A series of slightly overlapping parallel lines were used
to color the surface. The specimen was dried in a 40°C oven for 15 minutes before
applying the second coating of black ink. The second coat was applied at an orientation
of 90° to the first coat, and dried again in a 40°C oven for 15 minutes. After the ink had
dried, 2 micrometer wollastonite powder was generously piled onto the polished surface,
and gently worked into the voids with the flat face of a glass slide. Next, most of the
excess powder was scraped away with a single edged razor blade. The remaining powder
was wiped away with a lightly oiled fingertip, leaving only the powder that had been
worked into the recesses or voids. The black and white treated surface was placed on a
flatbed scanner, and scanned in as before.
3.3 Manually Performed Modified Point-Count
A Modified Point-Count was performed on the non-stained surface according to ASTM C
457 on a motorized stage with a zoom stereo microscope equipped with a video camera.
Both the motorized stage and the video camera were connected to a computer and
controlled by a macro written for NIH Image, a public domain image analysis program
developed at the National Institutes of Health and available on the internet at

12
http://www.scioncorp.com/ (16). In addition to performing the Modified Point-Count, a
total of 570 digital images of the polished surface were captured from the microscope,
along with the x and y stage coordinates of a crosshairs located at the center of each
image. Digital images were also captured of the reference pins, along with the
accompanying x and y stage coordinates. The digital images of the reference pins were
used to align the digital images from the scanner to the same coordinate system used by
the motorized stage. The 570 digital images of the polished surface were used later to
compare the classification scheme of the scanned images to features observed with the
microscope.
3.4 Scanning of the Surface
The initial non-stained surface, the phenolphthalein stained surface, and the black and
white treated surface were placed on a flatbed scanner, scanned in RGB color at a pixel
resolution of 16.9 x 16.9 micrometers, (1500 dpi) and saved in a tagged image file
format, (TIFF). The area scanned was slightly larger than the polished surface, so as to
ensure that the reference pins would be included in the scan. Special precautions were
taken to ensure that the polished concrete surface and the glass flatbed scanner surface
were both free of any stray particles of lint or dust that might prevent the sample from
resting perfectly flat upon the scanner.
The optical resolution of the scanner used, in terms of pixel size, is 10.6 x 42.3
micrometers, (600 x 2400 dpi). However, since rectangular pixels would complicate the
analysis of the image, square pixels were used instead. If the dimensions of the square
pixels were set equal to the axis of lower resolution, that is, 42.3 x 42.3 micrometers,

13
(600 dpi) then some of the resolution would be lost. Conversely, if the dimensions of the
square pixels were set equal to the axis of higher resolution, that is, 10.6 x 10.6
micrometers, (2400 dpi) some of the resolution would be interpolated, hence artificial.
The 16.9 x 16.9 micrometer pixel resolution used in the experiment was chosen as a
compromise, and interpolated from the 10.6 x 42.3 micrometer pixel data. According to
ASTM C 457, the microscope used to perform an air void analysis should be able to
resolve features of 10 micrometers in size (5). Although the scanner used in this
experiment does not quite achieve this resolution, there are commercially available
scanners capable of this kind of resolution. Figure 2 compares the performance of the
scanner used in this experiment to an optical microscope and to a high quality flatbed
scanner used in the publishing industry. As can be seen in Figure 2, the high quality
flatbed scanner falls short of the optical microscope, but is capable of resolving features
of 10 micrometers. The scanner used in this experiment is only capable of resolving
features of 100 micrometers.
3.5 Geometric Rectification
Features common between the three images, such as dark specks in the hardened cement
paste or small entrained air voids, were used to align the non-stained image and the black
and white treated image to the phenolphthalein stained image. Simply stated, to align an
image, the x and y coordinates of a pixel that define a feature in the image are correlated
with the x and y coordinates of a pixel that define the same feature in the reference
image. The process is repeated until coordinate sets are well distributed over the two
images. The geometric relationship between the two sets of coordinates is used to

14
Figure 2: A comparison of resolution between an optical microscope, top, at 1,030 dotsper millimeter, (26,162 dpi) a high quality flatbed scanner, middle, at 125 dots permillimeter, (3,175 dpi), and the flatbed scanner used in this experiment, bottom, at 59dots per millimeter, (1,500 dpi).

15
develop a transformation to align the two images (17). A total of forty-four sets of
coordinates were collected to align the non-stained image to the phenolphthalein stained
image, and a total of fifty sets of coordinates were collected to align the black and white
treated image to the phenolphthalein stained image. The non-stained image and the
black and white treated image were successfully aligned with an overall root mean square
error of less than one pixel. A nearest-neighbor interpolation was used to assign the pixel
intensity values in the aligned images. After the images were aligned, the reference pins
were used to align the scanned image to the same coordinate system used by the
motorized stage during the manual Modified Point-Count. The stage coordinates of the
crosshairs on the twelve reference pins from the digital microscope images were
correlated with the x and y coordinates of pixels from the scanned image. The scanned
image was aligned to the motorized stage coordinate system with an overall root mean
square error of 2.3 pixels.
3.6 Classification
Table 1 shows the naming scheme used to describe the different bands that make up the
complete scanned image. Each of the three individual scanned images is composed of an
R band, a G band, and a B band, for a total of nine bands. Each band contains 256
discrete intensity levels, from 0 to 255. Not all of the bands were used in the
classification scheme. It was found that when a combination of bands 3, 5, and 7 was
assigned to the RGB bands of a new false-color image, there was excellent contrast
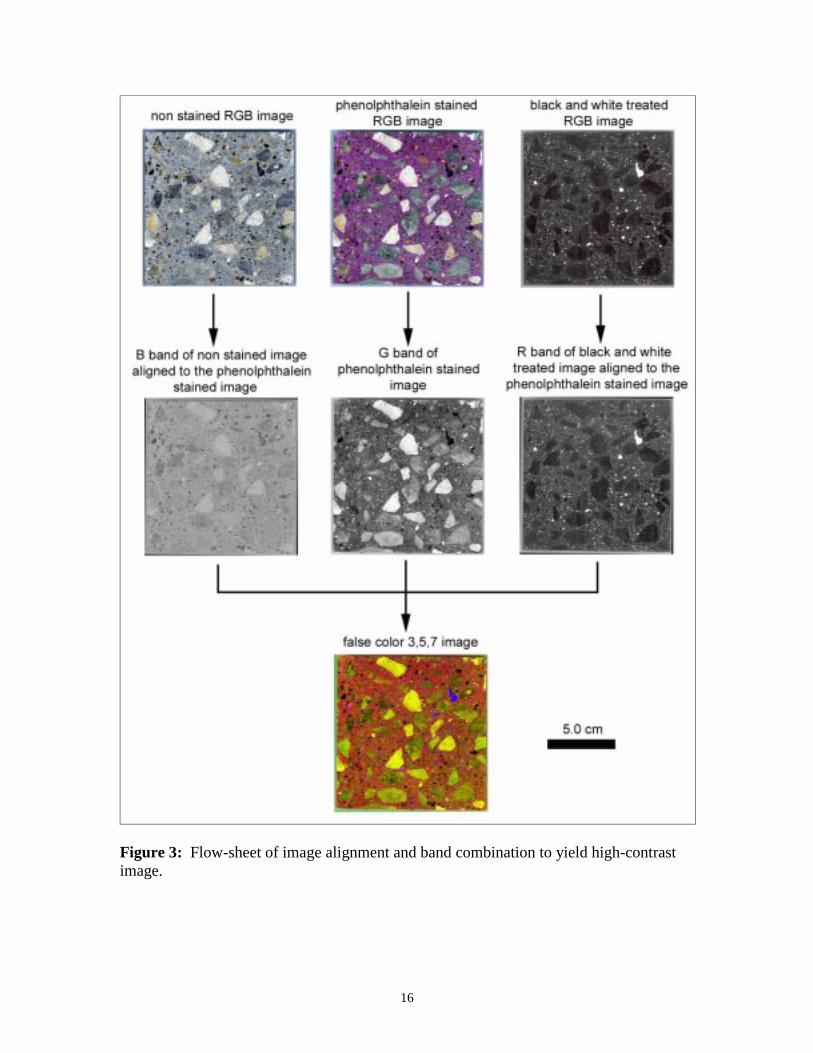
between the aggregate, air, and hardened cement paste, as is shown in Figure 3. In the
16
Figure 3: Flow-sheet of image alignment and band combination to yield high-contrastimage.

17
Table 1: Numerical band assignments for the three different types of RGB sacnnedimages.
scanned images
numerical bandassignment
non-stainedimage
phenolphthaleinstained image
black and whitetreated image
1 R
2 G
3 B
4 R
5 G
6 B
7 R
8 G
9 B
false-color image, air bubbles appear blue, hardened cement paste appears red, and
aggregates appear green to yellow or black. The data in the false color image may also
be examined in terms of feature space. Instead of thinking of a pixel in terms of its x and
y coordinate in the image, the pixel can also be expressed in coordinate terms in feature
space. The coordinates of the pixel in feature space are the three intensity values from
the three bands in the image (17). Figure 4 shows two-dimensional feature space density
plots for all of the possible band combinations from the 3,5,7 false-color image. The
concept of feature space is an important part of the classification scheme, as is explained
later.
The ultimate goal of the classification scheme is to categorize every pixel in the
image as belonging to either one of three classes: air void, hardened cement paste, or
aggregate. To make this distinction, various regions typical of these classes are selected
from the 3,5,7 false-color image. The regions selected are referred to as training sets
(17).

18
Figure 4: Two-dimensional feature space density plots for all possible bandcombinations from the 3,5,7 false-color image.

19
The air voids and hardened cement paste as viewed in the false-color image are
relatively uniform in color as compared to the aggregates. To account for the variations
in color within the aggregates, training sets were collected from four sub-classes of
aggregate. Table 2 summarizes the statistics for the training sets used to develop the
different classes. Each class has a mean intensity value for each of the three bands. The
mean values become the coordinates of the mean vector that can be used to describe the
class in feature space (17). A “minimum distance to means” classification algorithm was
used to classify all of the pixels in the 3,5,7 false-color image. The algorithm compares
the distance in feature space between each pixel in the image to the mean vectors for the
different classes. The pixel is assigned to the class with the nearest mean vector (17).
Table 2: Summary of statistics from the training sets used to develop the classes.
average std. dev.
class # of pixels sampled band 7 band 5 band 3 band 7 band 5 band 3
aggregatetype 1
369925 18.6 133.8 123.6 4.3 10.0 10.5
aggregatetype 2
300119 14.7 85.7 79.6 5.6 18.2 16.8
aggregatetype 3
40317 14.0 31.0 30.0 5.3 7.3 5.2
aggregatetype 4
4853 20.2 90.5 109.8 3.3 11.7 8.4
air void 895 139.6 61.0 98.7 79.5 10.5 16.7
cement paste 6169 23.7 63.7 105.4 6.3 6.4 16.9

20
3.7 Accuracy Assessment
During the manually performed Modified Point-Count, a total of 570 digital images of
the polished surface were taken from the microscope. A crosshairs sits in the middle of
each image. The phase beneath the crosshairs, either air void, hardened cement paste, or
aggregate was recorded, along with the corresponding x and y stage coordinates. Since
the scanner image was aligned to the same coordinate system as the motorized stage, the
corresponding locations of the crosshairs from the digital images could be found on the
classified scanner image. Table 3 consists of an error matrix that compares the results of
the classification scheme to the reference data from the 570 digital images. The column
totals from Table 3 report the number of times a specific phase fell under the reference
crosshairs. For example, of the 321 times that the aggregate phase fell under the
reference crosshairs, at those same locations, the classified image reported aggregate only
300 times, mistakenly reported aggregate as air void two times, and mistakenly reported
aggregate as hardened cement paste 19 times. Figure 5 compares the digital images from
the microscope to the corresponding computer classified images.
Table 3: Results of accuracy assessment of classified image.
reference data
classification aggregate air void cement paste row total
aggregate 300 0 20 320
air void 2 21 5 28
cement paste 19 10 193 222
column total 321 31 218 570
overall accuracy 514/570 90.2 %

21
Figure 5: Example of the digital images captured from the microscope compared to the
same regions from the classified scanner image.

22
3.8 Automated Modified Point-Count
In order to perform a Modified Point-Count according to ASTM C 457, the classified
image data was imported into NIH Image. However, the 5000 x 5000 pixel image was
too large for NIH Image to process, so it was subdivided into four 2500 x 2500 pixel
images. From the classified data, two new binary images were created. The first binary
image consists only of aggregate particles, and the second binary image consists only of
air voids in the hardened paste. To create the binary aggregate image, the gray aggregate
pixels were selected from the classified image, and any voids within the aggregates were
automatically filled in. To create the binary air void image, the black air void pixels were
selected from the classified image, and subtracted from the aggregate binary image,
leaving only those air voids in contact with the hardened cement paste.
To perform the modified point count, a 2500 x 2500 pixel binary image was
constructed with a regular array of 400 single pixel black dots. A Boolean AND
operation was performed between the array of black dots and the binary aggregate
images. The number of black dots in the resulting images was automatically tabulated,
representing the number of aggregate particles encountered during the point count. A
Boolean AND operation was also performed between the array of black dots and the
binary air void images. The number of black dots in the resulting images was
automatically tabulated, representing the number of air voids encountered during the
point count. To derive the number of points that intersect with hardened cement, the total
number of points used in the experiment, (1600) was subtracted from the sum of the
number of aggregates encountered plus the number of air voids encountered.

23
A second 2500 x 2500 pixel binary image was constructed with a regular array of
fifteen parallel 2251 pixel long by 1 pixel wide black lines. A Boolean AND operation
was performed between the array of parallel lines and the binary air void images. The
number of black line segments in the resulting images was automatically tabulated,
representing the number of air voids intersected during the linear traverse.
The automated Modified Point-Count was repeated four times. Each time, the
array of points and the array of lines were shifted. The results of the four trials are
summarized in Table 4, along with the results of the manual Modified Point-Count.
Figures 6a, 6b, 6c, 6d and 6e illustrate some of the steps in the automated
Modified Point-Count.
3.9 The Spacing Distribution
As previously discussed in Section 2.5, the obstruction of a grain of sand between a point
in the hardened cement paste and the nearest air void will have an effect on the distance
between the two. The pore water solution must navigate around the grain of sand before
reaching the air void. This situation must be accounted for in order to determine the
distribution of distances from points in the cement paste to the nearest air void.
Fortunately, accumulated cost surface algorithms are well suited to accomplish this task
(18). To construct an accumulated cost surface, each pixel in the image that represents
paste is assigned a “cost”. For the scenario described here, the assigned cost is a value of
one. Next, the starting points for the analysis must be chosen, in this case, the air voids.
Finally, pixels that are considered “off-limits” must be designated, in this case, the
aggregate. To make the cost calculations, each pixel is treated as a node, with eight links

24
Table 4: Summary of results from Modified Point-Counts.
automated trials
manual 1 2 3 4
area analyzed (cm2) 71 71 71 71 71
traverse length (mm) 3527 2286 2286 2286 2286
# of air void stops 61 63 80 83 76
# of cement paste stops 534 672 686 650 648
# of aggregate stops 755 865 834 867 876
total # of stops 1350 1600 1600 1600 1600
# of air void intercepts 1040 536 521 528 526
vol% air void 4.5 3.9 5 5.2 4.8
vol% cement paste 39.6 42 42.9 40.6 40.5
vol% aggregate 55.9 54.1 52.1 54.2 54.8
sum 100 100 100 100 100
air void frequency (voids/m) 295 234 228 231 230
avg. air void chord length (mm) 0.153 0.168 0.219 0.225 0.206
air void specific surface (mm2/mm3) 26.1 23.8 18.2 17.8 19.4
paste/air ratio 8.8 10.7 8.6 7.8 8.5
spacing factor (mm) 0.229 0.274 0.325 0.319 0.305

25
Figure 6a: False-color 3,5,7 image, air voids appear pink or blue, paste appears red, andaggregates appear green to yellow or black.
26
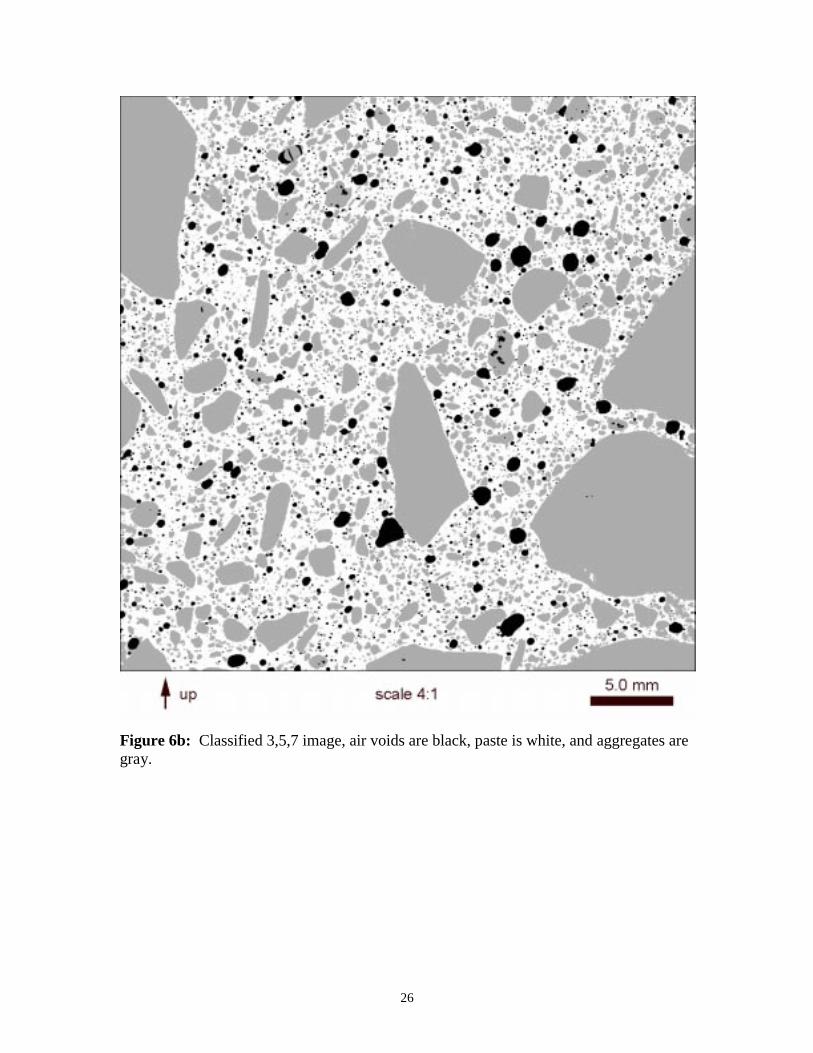
Figure 6b: Classified 3,5,7 image, air voids are black, paste is white, and aggregates aregray.

27
Figure 6c: Results of a point count on binary image of aggregate, positive point countsfor aggregate appear red.
28
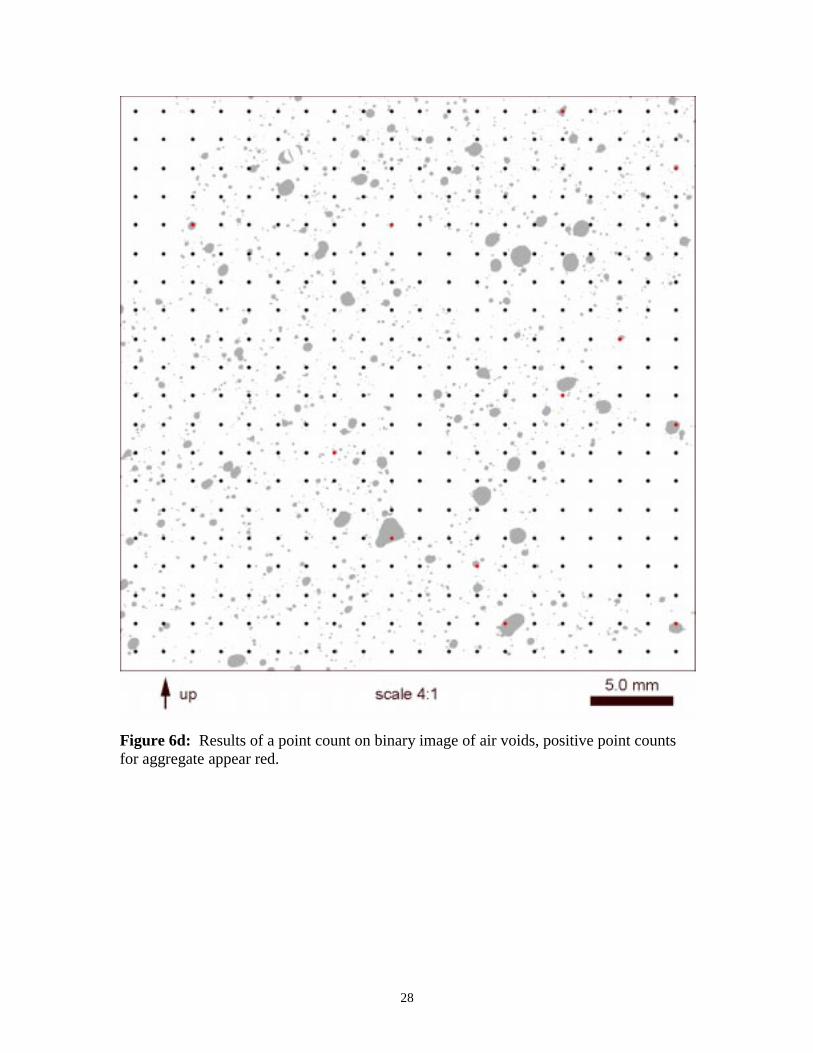
Figure 6d: Results of a point count on binary image of air voids, positive point countsfor aggregate appear red.

29
Figure 6e: Results of a linear traverse on binary image of air voids, intersections with airvoids appear red.

30
connecting to the surrounding pixels. The cost to move across a link is calculated as
follows:
c = a + (b1 + b2)/2 (Equation 9)
where a = the length of the link between the neighboring pixels
b1 = the cost of the originating pixel
b2 = the cost of the destination pixel
c = the accumulated cost
The value for a depends on the location of the destination pixel relative to the originating
pixel. If the destination pixel is directly north, south, east, or west of the originating
pixel, the value for a is one. If the destination pixel is located diagonally relative to the
originating pixel, the value for a is the square root of two. Accumulated costs are
calculated for pixels that neighbor the starting-point pixels. These pixels are assigned the
new accumulated cost value. These immediate neighbors have a direct path to the
starting-point pixels, so their values are output to the accumulated cost surface. An
iterative process ensues where subsequent pixels are assigned a least accumulated cost
value. A detailed description of the workings of the accumulated cost surface algorithm
used in this research can be found in the help files of the software used to process the data
(19).
Figure 7 shows an example of an accumulated cost surface. For the final step
illustrated in Figure 7, the cost values for each pixel are rounded to the nearest whole
number. This step was undertaken so that the accumulated cost surface could be treated

31
Figure 7: Example of cost surface accumulation, clockwise, starting from the upper lefthand corner: image of black air void with gray sand grain and white paste, cost valueassignment, computed accumulated cost surface, rounded accumulated cost surface.

32
Figure 8: Accumulated cost surface image showing distances from points in the paste tothe nearest air void. Air voids are white and aggregates are gray.

33
as an 8-bit image. Figure 8 depicts the results of the accumulated cost surface analysis on
the concrete sample. In Figure 8, the cement paste is color coded in terms of the distance
to the nearest air void. The shades of yellow and green in Figure 8 represent paste that is
within 0.2 mm of the nearest air void. The value of 0.2 mm was selected because it is the
spacing factor distance generally accepted as “safe” in terms of freeze-thaw durability
(5). To produce a spacing distribution, the accumulated cost surface analysis was
performed on each of the four 2500 x 2500 pixel images. The resulting images were
cropped to 2200 x 2200 pixels to remove any edge effect. The distance data from the
cropped accumulated cost surface images was used to construct the spacing distribution
shown in Figure 9. The spacing distribution includes distances from points in the air
voids to the nearest paste, as well as distances from points in the paste to the nearest air
void (6). An accumulated cost surface analysis was not used to compute the void to paste
proximity distribution, since there are no obstructions for the void to overcome before
reaching the paste. A simple proximity algorithm available in NIH Image was used
instead.
The distribution of distances in two dimensions from points in the paste to the
nearest air void, or rather, the paste to void proximity distribution is the primary goal of
the analysis. Figure 10 shows the cumulative paste to void proximity distribution. The
spacing factor values reported in Table 4 for the automated trials average to about 0.3
mm, which approximates the 70th percentile of the cumulative paste to void proximity
distribution.

34
Figure 9: Spacing Distribution, void to paste distances are plotted negative, paste to voiddistances are plotted positive.
Figure 10: Paste to void proximity cumulative distribution

35
Chapter 4
Conclusions
4.1 Conclusions and Recommendations for Future Work
According to the error matrix presented in Table 3, the classification scheme had an
overall accuracy of 90.2% as compared to the 570 digital microscope images. Table 4
demonstrates that the automated method came close to duplicating the results of the
manually performed Modified Point-Count, as the overall volume percent values for the
different phases are relatively similar. However, differences become apparent in the air
void statistics and the spacing factor. The values for the air void frequency and air void
specific surface are slightly lower in the automated trials as compared to the manual
method. The values for the average air void chord length are slightly higher in the
automated trials as compared to the manual method.
There are two plausible explanations for this. First, as can be seen in Figures 2
and 5, the resolution of the scanner is too poor to detect the smallest of air voids.
Second, the resolution may have been too poor to discern between air voids in close
proximity to each other, thereby lumping them together as one air void. A better quality
scanner of the type used in Figure 2 would likely correct these problems. Close scrutiny
of Figure 5 also reveals that aggregate is occasionally classified as paste. In addition,
some of the misclassification may also be due to the 2.3 pixel alignment error between
the motorized stage coordinate system and the scanned image. More experimentation
with other types of classification schemes is warranted.
The information contained in a classified scanner image can be used for purposes
other than the standard ASTM C 457 procedures. In this thesis, the distribution in two

36
dimensions of distances from points in the cement paste to the nearest air void is
calculated. However, the results of the paste to void proximity analysis are based on
some simplifications. First, with a two-dimensional cross-section, it is possible for a
region of hardened cement paste to appear to be completely surrounded by aggregate,
making it impossible to reach an air void. To eliminate this situation, any air void or
hardened cement paste regions completely enclosed by an aggregate were filled in and
reclassified as aggregate. This solution, while simple, worked well in this situation, but
might eliminate too much data in concrete where dimpled or more complex-shaped
aggregates are used. Second, the data set is unavoidably two-dimensional. Ultimately,
only a three-dimensional data set can provide an accurate approximation for the spacing
distribution. Recently, three-dimensional x-ray computed tomography digital images
have been collected from hardened concrete for the purpose of air void analysis (20).
With a three-dimensional data set, it would be possible to achieve a better understanding
of the influence aggregate has on the spacing distribution.
In this study, only one concrete specimen was examined. The experiment should
be repeated with multiple concrete prisms to represent a variety of air void systems.
Furthermore, measurements of the two dimensional paste to void proximity distributions
should be correlated with laboratory freeze-thaw tests performed on the same concrete
prisms.
In this study, the automated Modified Point-Count was performed only four times
on the data set. Ideally, the automated Modified Point-Count could be repeated hundreds
of times on the same sample, shifting the position of the test lines and points each time, to
yield a better approximation of the air void parameters. However, any future work using

37
a flatbed scanner approach should take advantage of commercially available high
resolution scanners.
The two dimensional paste to void proximity distribution data obtained in this
study could be used, with some effort, to indirectly test the equations currently available
for predicting three dimensional paste to void proximity distributions. None of the
equations currently available take into account the influence of the presence of aggregate
on the distribution (6). The methods described in this study do account for the presence
of aggregate, but only in two dimensions. The equations used to predict three
dimensional paste-to-void proximity distributions require the input of one dimensional
linear traverse data. Since equations have already been derived to project one
dimensional traverse data into three dimensions, it follows that related equations could be
derived for two dimensions. The two dimensional paste to void proximity distributions
obtained by the methods described in this thesis could then be compared to the two
dimensional paste to void proximity distributions derived by equation.

38
References
1. Powers, T.C. The Air Requirement of Frost-Resistant Concrete. Highway Research
Board Proceedings 29th Annual Meeting, Washington D.C., December 13-16, pp.
184-211, 1949.
2. Philleo, R.E. A Method for Analyzing Void Distribution in Air-Entrained Concrete.
Cement, Concrete, and Aggregates, Vol. 5, No. 2, pp. 128-130, 1983.
3. Natesaiyer, K. Hover, K.C., Snyder, K.A. Protected-Paste Volume of Air-Entrained
Cement Paste. Part 1. Journal of Materials in Civil Engineering, Vol. 4, No. 2, pp.
166-184, 1992.
4. Pleau, R. Pigeon, M. The Use of the Flow Length Concept to Assess the Efficiency of
Air Entrainment with Regards to Frost Durability: Part I – Description of the Test
Method. Cement, Concrete, and Aggregates, Vol. 18, No. 1, pp. 19-29, 1996.
5. C 457-98 Standard Test Method for Microscopical Determination of Parameters of
the Air-Void System in Hardened Concrete. American Society for Testing and
Materials, West Conshohocken, Pennsylvania, 2000.
6. Snyder, K. A. A Numerical Test of Air-Void Spacing Equations. Advances in Cement
Based Materials, Vol. 8, No. 28, pp. 28-44, 1998.
7. Mindness, S. Young, J.F. Concrete. Prentice-Hall, Inc. Englewood Cliffs, New
Jersey, 1981, 671 p.
8. Mehta, P.K. Monteiro, P.J.M. Concrete, Structure, Properties, and Materials, 2nd Ed.
Prentice-Hall, Inc. Englewood Cliffs, New Jersey, 1993, 548 p.
9. Moore, O.L. Pavement Scaling Successfully Checked. Engineering News Record,
Vol. 125, No. 15, pp. 471-474, 1940.
10. Idorn, G.M. The History of Concrete Technology Through a Microscope. Beton
Teknik, Vol. 25, No. 4, pp. 119-141, 1959.
11. Dewey, G. R., and Darwin, D. Image Analysis of Air Voids in Air Entrained
Concrete. SM Report No. 29, The University of Kansas Center For Research,
Lawrence, Kansas, August 1991, 331 p.

39
12. Muethel, R. W. Investigation of Calcium Hydroxide Depletion as a Cause of
Concrete Pavement Deterioration. Research Report R-1353, Michigan Department of
Transportation Construction and Technology Division, November 1997, 39 p.
13. Chatterji, S., and Gudmundsson, H. Characterization of Entrained Air Bubble
Systems in Concrete by Means of an Image Analyzing Microscope. Cement and
Concrete Research, Vol. 7, No. 4, August 1977, pp. 423-428.
14. MacInnis, C. and Racic, D. The Effect of Superplasticizers on the Air-Void System in
Concrete. Cement and Concrete Research, Vol. 16, No. 3, May 1986, pp. 345-352.
15. Research Systems Inc., Envi 3.2, September 3, 2000, http://www.envi-sw.com/.
16. Sutter, L. L. Modified Point Count Macro for NIH Image. November 16, 2000.
http://techsrv1.tech.mtu.edu/~llsutter/.
17. Jensen, J. R. Introductory Digital Image Processing : A Remote Sensing Perspective.
Prentice-Hall, Inc. Upper Saddle River, New Jersey, 1996, 316 p.
18. Chrisman, N. Exploring Geographic Information Systems. John Wiley & Sons, Inc.
New York, 1997, 298 p.
19. ESRI, ArcView GIS 3.2, January 30, 2001,
http://www.esri.com/software/arcview/index.html.
20. Wiese, D. Thomas M. D. A. Thornton, M. and Peng D. A New Method of Air Void
Analysis for Structural Concrete. Proceedings of the 22nd International Conference
on Cement Microscopy, International Cement Microscopy Association, Montreal,
Canada, pp. 389-398, 2000.