administraci~~n control de inventario...
TRANSCRIPT

R E P ~ B L I C A BOLIVARIANA DE VENEZUELA
LA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERIA
D I V I S I ~ N DE ESTUDIOS PARA GRADUADOS
MAESTRÍA EN GERENCIA DE MANTENIMIENTO
DISEÑO DE UN SISTEMA DE ADMINISTRACI~~N Y CONTROL DE INVENTARIO PARA EL ALMACÉN DE
REPUESTOS DE ZTNA EMPRESA DE SERVICIO DE UNIDADES AUTOBUSERAS
Trabajo de Grado para optar al Título de Magister Sc. en Gerencia de Mantenimiento
Ing. Elizabeth López de Villalobos C 1 : 4.048.377
Asesor: Mgsc Franciscai de García
Maracaibo, Mayo de 2002
REP~BLICA BOLIVARIANA DE VENEZUELA
LA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIER~A
DIVISIÓN DE ESTUDIOS PARA GRADUADOS
Este jurado aprueba el Trabajo de Grado Titulado:
«DISENO DE UN SISTEMA DE ADMINISTRACI~N Y CONTROL DE
INWNTARIO PARA EL ALMACÉN DE REPUESTOS DE UNA EMPRESA DE
SERVIClO DE UNIDADES AUTOBUSERAS".
Presentado por la Ing. Elizabeth del Valle López de Villalobos, titular de la cédula de
identidad W. 4.048.377, al Consejo Técnico de la División de Estudios para Graduados,
en cumplimiento de los requisitos señalados, para optar al Grado Académico de :
"MAGISTER SCIENTlARUM EN GERENCIA DE MANTENIMI[ENTO"
En fe de lo cual firman en Maracaibo a los 20 días del m y y k Mayo del dos mil dos.
Prof ~ u i s González
Ing. Carlos Rincón Director del Postgrado

AGRADECIMIENTO
A La Universidad del Zulia, fue posible gracias al soporte técnico y ¡humano.
A la profesora Francisca de Garcia, por su valioso tiempo y ase:roria en este Trabajo de Grado.
Al profesor José Antonio García por su apoyo y receptividad
A todas aquellas personas que de una manera u otra contribuyeron a la elaboración de este Trabajo.

DEDICATORIA
A Dios Todopoderoso, por acompañarme en todo momento.
A mi Padre, que desde el cielo me guía.
A mi Madre y Hermanos, por apoyarme en alcanzar esta meta.
A Tulio, Elys y Jenny, pilar fundamental en mi vida cuyos esfuerzos.. sacrificios e
inspiración hicieron posible culminar esta etapa de mi vida.
A todas aquellas personas, que creyeron en mí

LOPEZ DE VILLALOBOS, Elizabeth del Valle. b 6 ~ ~ ~ ~ Ñ ~ DE UN SISTEMA DE ADMINISTRACI~N Y CONTROL DE INVENTARIO PARA EL ALMACÉN DE REPUESTOS DE UNA EMPRESA DE SERVICIO DE UNIDADES AUTOBUSERAS". La Universidad del Zulia. Facultad de Ingeniería. División de Posgrado. Trabajo Especial de Grado para optar al título de Magister S(:ientiarum en Gerencia de Mantenimiento. Maracaibo, 2002.
RESUMEN
Se plantea el establecimiento de un sistema de control y admii.iistración de inventarios para el almacén de repuestos, este sistema tiene por finalidad mantener un estricto co-ntrol del inventario, para saber qué comprar, cuándo complrar y cuanto comprar, de acuerdo al comportamiento del consumo de los repuestos o materiales y al tiempo de entrega de los pedidos, garantizando de esta manera una disponibilidad oportuna
La forma como fue desarrollado el modelo de inventario obedece primero a la evaluación de la situación actual de manejo y control de inventario en el almacén de repuestos, haciendo énfasis en el deficiente control de existencias, ausenci,~ de políticas de inventario, en segundo lugar al análisis del comportamiento histórico del consumo de repuestos y por último el establecimiento del modelo de inventano adecuado para el almacén, con el cálculo de sus variables.
Se diseña el sistema ABC y se establece un control para repuestos y materiales que entran y salen del almacén, permitiendo el "stock" de mínimos y máximos requeridos en el almacén, optimizando los procedimientos de manejo y control de invei.itarios.
Con la futura implementación del nuevo sistema de información diseñado, los problemas con los inventanos se reducirán notablemente, evitando en lo posible las compras apresuradas y los agotamientos constantes de piezas y componentes, de maiiera de poder lograr un ambiente de operación confiable en el almacén.
Palabras Claves: Inventario, Control de Existencias, Modelo de Inventario,. Almacén.

LÓPEZ DE VILLALOBOS, ELIZABETH DEL VALLE. "DESI(3N OF AN INVENTORY CONTROL 1 ADMINISTRATION SYSTEM FOR I'HE SPARE PARTS WAREHOUSE OF A BUS MAINTENANCE COMPANY", University of Zulia. Faculty of Engineering Post-graduate Courses Departament. Spec:ial Paper to apply for the Maintenance Mangement Magister Scientiamm Degree. Maracaibo, 2002.
ABSTRACT
The objetive of an inventory control and administration system for a spare parts warehouse is to keep an strict control of the stock in order to know what, when, and how much to buy according to the consumption of spare parts or materials ancl the delivery time of orders thus ensuring proper availability.
This inventory model was based on (a) an assessment of the present mariagement and control of the spare parts warehouse inventory, which showed an inadequ.ate control of the stock and a lack of definite inventory policies; (b) an analysis o€ spare parts consumption records; and (c) the establishment of an adequate inventory inodel for the warehouse and the calculation of its variables.
The ABC system was designed and a warechouse incoming/outgoirig parts and matenals control was set up which makes minimum and maximum stocks posible and optimizes the management and control of inventones.
The implementation of this new information system will remarkably rediice inventory problems and it will also prevent hasty purchases and constant depletion of parts and components whereby an environment of reliable operation in the warehouse can be achieved.
Key words: Inventory, Control of Stock, Inventory Model, Warehouse

INDICE GENERAL
PORTADA ..... .. . . . . . . .. . . . . ... . . . . . .. . . . . . . . . . . . . . .. .. . . . . . .. . . . . . . . . . . . . . . .. . . . . . . . . . . . . . ... .. .. ... ... AGRADECIMIENTO
CAP~TULO 1. FUNDAMENTOS DEL ESTUDIO.
l . l . Planteamiento del Problem
. , 1.4. Justificacion del estudio. .. . . . . . . . . .. . . . . . . . . . . . ....... . . . ... . . . . .. .... .. . . .. .. . ... ...... .. .
2.1. Antecedentes de la Investigació 2.2. Inventari 2.3. Principal 2.4. Tipos de Inventarios.. .. .. .. . .. .. .... ........ ...... .. ..... . .. ...... .. . . . . . . . . ..
2.4.1. Inventario de Materia Prima ................................................... 2.4.2. Inventario de Tránsit 2.4.3. Inventario de 2.4.4. Inventario de 2.4.5. Inventario de Segunda 2.4.6. Inventario Ju
2.5. Modelo Básico de Inventari 2.6. Control de Inventario 2.7. Sistema de Control d 2.8. Sistema de Control utilizados en la administración de Inventarios
1 ... 111
iv v vi vii xi xii xiii 1

y costos asociados ............................................................................. 2.8.1. Componentes de los Sistemas de Inventanos ........................
2.8.1.1. Deman
2.8.1.4. COS~OS ....... .. ...... ........ ...... .. ...... ...... .. .. .. .... .. ....... .. ........ 2.8.1.4.1. Costo de mantenimiento ..... .. ...... .. ........ .. .... .. 2.8.1.4.2. Costo Penal 2.8.1.4.3. Costo de O
2.8.1.4.3.1. Costo fijo de ordenamiento.. .. ........ .. 2.8.1.4.3.2. Costo variable de ordenamiento. ...... 2.8.1.4.3.3. Procedimiento para determinar
el costo de ordenamiento .................. 2.8.1.5. Nivel óptim 2.8.1.6. Cantidad de 2.8.1.7. Punto de reor 2.8.1.8. Existencias máximas y mínimas., . . .. . . . ..... ...... .. .. .... .. . 2.8.1.9. Existencia de reserva.. .... .. ...... ........ .. ...... .. ...... .. ...... ..
2.9. Sistema de administración de inventari 2.9.1. Sistemas determinista 2.9.2. Sistemas probabilistico
2.9.2.1. Modelo (Q,S) o sistema de cantidad fija del lote tiempo variable ..........................................................
2.9.2.2. Modelo (T,S) o sistema de tiempo fijo y cantidad
2.9.2.3. Modelo 2.10. Método de co 2.11. Funciones del Almacén .....................................................................
2.1.2 .Flujograma de Procedimiento ...... ...... .. ...... .. .... .. .. ...... .. ........ .. 2.1.3. Análisis de la Información
2.1.3.1. Diagrama de Causa y Efecto .... .. .. .... ........ ........ .. ...... .
3.1. Tipo de Investigación 38 39 39
3.3.1. Técnica de recolección primaria 39 3.3.2. Técnica de recolección secundar . . ,
40 3.4. Etapas de la Investigacion.. . ...... .. .... .. .. . . .. .. ...... .. .. .. ... ... .. .... .. ...... .. ...... .. . 40

DEL INVENTARIO ..................................................................
4.1.1. Condiciones Operativas del Almacén ........................................ 4.1.1.1. Recepción y Despach 4.1.1.2. Control de Existencia 4.1.1.3. Detección de Necesidades 4.1.1.4. Proceso de Adquisición. ... ...... ........ .. .... .. ........ .. ...... ..... 4.1.1.5. Procedimiento de Manejo de Inventario ......................
4.1.2. Descripción del Almac 4.1.3. Identificación de Debi 4.1.4. Análisis de las causas
del sistema de administración de inventario del almacén de repuestos ..............................................................................
4.1.5. Aspecto a considerar del análisi
CAPITULO IV. ETAPA 2. DETERMINACI~N DEL MODELO DE INVENTARIO ....................................................................................
4.2.1. Clasificación de los Materiales ................................................ 4.2.1.1. Clasificación ABC de repuesto en el almacén ........... 4.2.1.2. Metodología para realizar la clasificación ...... .. ....... ....
4.2.2. Sistema de Codificación de los Repuestos 4.2.2.1. Nomenclatura del Sistema de Codificación ........ ...... .. ....
4.2.3. Distribución de Repuestos en el Almacén ................................... 4.2.3.1. Estmcturación del Códi
4.2.4. Optimización del Inventario de 4.2.4.1. Parámetros involucrados en el sistema de máximos y
mínimo 4.2.4.2. Determinación de los Parámetros involucrados. ... .. .. ...
, . 4.2.5. Politicas Empleadas ....... ...... .. .... .. ........ ...... .. ...... .... .... .. .... .. .. .... . 4.2.6. Estructura del Costo del Inventario
4.2.6.1. Costo del Articul 4.2.6.2. Costo de Ordenar 4.2.6.3. Costo de Mante 4.2.6.4. Costo de Faltante 4.2.6.5. Costo Total del inventario. .. ...... .. .. .... .. .... .. ...... .. ...... .......
4.2.7. Definición de las Políticas de Control de Existencias ..... ...... .. ...
CAPITULO IV. ETAPA 3. DISENO DEL SISTEMA DE SOPORTE PARA LA ADMINISTRACIÓN ..... .. ...... .. .... .. .. ... ... ...... .. .... .. .. .. ... .... .. .... .. ..
4.3.1. Entrada de Repuestos al Almacén ............................................... 4.3.2. Salida de Repuestos del Almacén ............................................... . . ., 4.3.3. Requisicion de Materiales. .. .. .. .... .. ...... .. .. .... ........ ........ ........ ........

4.3.4. Orden de Compra 4.3.5. Inventario a los 4.3.6. Sistema de información y control de repuesto y materiales ...... ..
4.3.6.1. Manual del Usuari 4.3.6.1.1. Arranque 4.3.6.1.2. Menú Pnncipa
CONCLUSIONE RECOMENDAC REFERENCIAS BIBLIOGRAFICAS GLOSARIO. .. .. . . . . . . .. .. . . . . . . .. .. ... ... .. .. . . . . . . .. . . . . .. . . . . .. .. .. . . . . .. . . .. . . . . . . ,..... . . . . . . . . . ... ., , .. . ANEXO

LISTA DE FIGURAS
Figura 4.1.1. Flujograma del Procedimiento Actual de Recepción de Repuesto.. . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . .. . . . . . .. . . . . .
Figura 4.1.2. Flujograma del Procedimiento Actual Salida de Repuesto .......
Figura 4.1.3. Diagrama Causa - Efect
Figura 4.2.1. Curva Típica ABC ........ ...... ....... .. ..... .. ... .... .. ....,, ,............. ...... ..
Figura 4.2.2. Clasificación ABC (2000) ....................................... ..................
Figura 4.2.3. Ubicación de la Clasificación de los Repuestos ........................ .
Figura 4.3.1. Flujograma Propuesto del proceso de recepción de Materiales.
Figura 4.3.2. Flujograma propuesto de salida de Repuesto ............................
Figura 4.3.3. Menú Principa
Figura 4.3.3.1. Actualización ....... ..............................................................
Figura 4.3.3.2. Consulta
Figura 4.3.3.3. Sistema
Figura 4.3.3.4. Reportes ............... .. .............................................................

LISTA DE TABLAS
.............................................. Tabla 1.1. Listado de Repuesto
Tabla 4.1.1. Causa que contribuyen a la deficiencia del sistema de administración y control de inventario ..................................
Tabla 4.2.1. Clasificación ABC de los Repuestos
Tabla 4.2.2. Codificación de los Repuestos ...............................................
........................................................... Tabla 4.2.3. Consumo de Repuesto
Tabla 4.2.4. Nivel Máximo y Mínimo de los Repuestos ..........................
Tabla 4.2.5. Costo de Materiales ...............................................................
Tabla 4.3.1. Formato de Entrada de Repuesto ..........................................
Tabla 4.3.2. Formato de Salida de Repuesto ............................................
Tabla 4.3.3. Requisición de Materiales ....................................................
Tabla 4.3.4. Orden de Compra .................................................................
Tabla 4.3.5. Inventario a los Repuestos ...................................................
xii

LISTA DE ABREVIATURAS
AMP: Amperio
D: Demanda Promedio
Dmáx: Demanda máxima
Ed: Existencia disponible
Nmáx: Nivel máximo
Nmin: Nivel mínimo
q*: Cantidad a pedir
P: Cantidad de unidad pendiente
Peps: Primero en entrar, primero en salir
Te: Tiempo de entrega
Tr: Tiempo de revisión

En toda organización donde se realizan reparaciones se presenta la necesidad de
planificar el mantenimiento y controlar los inventarios, con el objetivo de satisfacer las
necesidades y requerimientos de los clientes.
La función de control de inventarios debe ser apoyada por un adecuado análisis de
la demanda de repuestos y materiales, para contar con niveles óptimos que reduzcan en
lo posible la inversión en inventarios, los costos involucrados en su maritenimiento y
permitan aumentar la capacidad de control de calidad sobre las existencias.
Considerando lo fundamental que es para cualquier organizacion llevar un
riguroso control sobre sus inventarios, se presentó la necesidad en el departamento de
transporte, de diseñar un sistema para la administración y control del iriventarios de
repuestos, para contrarrestar las desviaciones que se han venido presentando con
relación al mantenimiento de las unidades.
Para poder cumplir con los objetivos del estudio se utilizaron herramientas
estadísticas, de recolección de información y control de inventarios, para determinar las
cantidades óptimas necesarias de acuerdo al consumo y al tiempo de entrega.
El modelo de inventario que se aplica a los repuestos y materiales reducen los
niveles de existencias en el almacén, así como los costos de manteizimiento del
inventario, y a la vez aseguran el cumplimiento de los requerimientos de la demanda.
Se trata lo referente al sistema de codificación seleccionado, tomando en
consideración las caracteristicas esenciales de los repuestos y materiales.

Se presenta el sistema de administración de inventario , para ser estilblecido en el
departamento de transporte. Además se exponen los fundamentos teóricos en los cuales
está basado el mismo, y los parámetros considerados en la determinación de dichas
politicas, así como también la clasificación realizada de los repuestos y materiales.
Del estudio efectuado se concluye, que no existen los controles técnicas de
administración de inventarios que permitan el desarrollo de las operaciones de una
manera eficiente, asimismo, se comprobó que implantando el sistema y c:ontrol de las
existencias, se pueden efectuar las operaciones de inventario requeridas.
No existen fundamentos establecidos que permitan efectuar una ~~rogramación
eficiente de las actividades que conforman un control de inventarios, que los oriente
hacia la existencia de los niveles óptimos para garantizar, de esta manera, 1;i continuidad
de las operaciones del taller, y evitar al mismo tiempo, el almacenamientcl excesivo de
materiales que compromete al capital innecesariamente.
El almacenamiento es una forma de asegurar la continuidad de las operaciones de
un sistema de producción. Sin embargo, al mismo tiempo, dicha actividad desencadena
costos suplementarios, lo que tiene como efecto una reducción del margen de utilidad.
El trabajo ha sido presentado en cuatro (4) capítulos de la siguiente míinera:
Capítulo 1: Fundamentos del estudio, lo constituye: Planteamiento clel problema,
objetivos, justificación, alcance y delimitación.
Capítulo 11: Marco Teórico, describe los fundamentos concepi:uales de la
investigación.
Capítulo III: Marco Metodológico, explica la metodología empleada para la
realización de este trabajo.

Capítulo íV. Etapa 1: Se hace un análisis de la situación actual del sistema de
inventario del almacén de repuestos y materiales. Información necesaria para poder
establecer el modelo de inventario adecuado.
Capítulo IV. Etapa 2: Determinación del Modelo de Inventario y .as Variables.
El cual se adapta a la administración de los repuestos y materiales dentro del almacén,
tomando en cuenta la clasificación ABC.
Capitulo IV. Etapa 3: Diseño del sistema de soporte para la Administración y el
control del Inventario. El cual permite la aplicación y efectivo uso del modelo de
Inventario
Finalmente, se exponen las conclusiones y recomendaciones de este trabajo.

CAPITULO 1 FUNDAMENTOS DEL ESTUDIO

3% {81̂ 1 .: &&.' c ,011 ,,: J CAPITULO 1 FUNDAMENTOS DEL ESTUDIO
*~~** , - : , * ;>~>:~~~~~,~~~-~:~~~~~* :>>~,~ , : . " ~ ~ : ~ ~ - > ~ ~ ? ~ > < ? ~ ~ ; ~ ~ ~ ~ w J ~ ~ ~ ~ , ~ ~ ~ - ~ ~ ~ * ; ~ ~ , * $ ~ 7 ; , ~ A Y ~ 2 s < : ~ s x , ~ ; ~ . - ~ , ~ ~
CAPITULO I. FUNDAMENTOS DEL ESTUDIO.
En el presente capitulo se define el problema, los objetivos generales y específicos,
justificación, alcance y delimitación.
1.1.- PLANTEAMIENTO DEL PROBLEMA.
Los inventarios o stocks son la cantidad de bienes que una empresa mantiene en
existencia en un momento dado.
Si se mantienen inventarios demasiado altos, el costo podría llevar a una empresa a
problemas financieros. Esto ocurre por que un inventario parado inmoviliza recursos que
podrían ser mejor utilizados en funciones más productivas de la empresa.
El inventario parado tiende a tomarse obsoleto y corre el riesgo de dañarse. Por
otro lado, si se mantiene un nivel insuficiente de inventario, podría no atlenderse a los
clientes de forma satisfactoria, lo cual genera reducción de ganancias ;i; pérdida de
mercado.
Al no existir un sistema de control de repuestos, se genera utia necesidad
inesperada de éstos, no es posible encontrarlos en el almacén, de tal forma que ocasiona
compras nerviosas, sin saber cuál es la cantidad óptima de repuestos a comprar, además
se presentan faltantes, se tienen existencias excesivas y reducidas.
Cuando no se conoce en forma precisa los niveles de inventario de los repuestos,
es decir no se ha definido una política de inventario acorde con la denianda de los
mismos, se presentan altos costos por continuo agotamiento o sobre dimensionamiento
de las existencias, por lo que es conveniente implantar un sistema de control efectivo
para los repuestos que entran y salen del almacén, el cual permitirá establecer el "stock"
mínimo y máximo requerido, optimizando los procedimientos de manejo y control de
inventario.
,F* $"g$ ',t%;.g# CAPITULO 1 FUNDAMENTOS '3EL ESTüDIO
~>"~*~-5*yxA~,~<*,&-~*,y~.:;%*~<~< ~ * ~ 3 y > . ~ ~ . > : < - ~ * ~ ~ Y * > * ~ Y * ; . * ~ , * ~ ; ~ ~ : & ~ . * : . >:w<YA%c2P->
1.2.- HIP~TESIS.
El control y la administración de inventario disminuyen los costos tie reparación
en una empresa de mantenimiento de unidades autobuses.
1.3.- OBJETIVOS.
1.3.1 .- Objetivo General.
Diseñar un sistema de administración y control de inventario para el almacén que
garantice la disponibilidad oportuna de repuestos requeridos en una empresa de
mantenimiento de unidades autobuseras.
1.3.2.- Objetivos Específicos.
- Evaluar la situación actual del manejo de inventario, para determinar la
necesidad de la aplicación de un nuevo diseño.
- Clasificar el inventario para diseñar el ABC, codificar y distribuir los repuestos
para garantizar el manejo eficiente de los mismos.
- Optimizar el inventario de los repuestos que permita mantener un nivel de
existencia acorde con las necesidades de la empresa.
- Diseñar un procedimiento adecuado de registro de entrada y salida de
repuestos.
- Elaborar sistema de información y control de repuestos y materiales.
1.4.- JUSTLFICACI~N DEL ESTUDIO.
El control de inventario es de vital importancia para casi cualquier tipo de negocio.
La administración y control de inventario no solo sirve para sustituir el buen juicio,
criterio o experiencia de quienes toman decisiones con respecto a cuándo y cuánto
comprar, para mantener un nivel de inventario balanceado y al menor costci posible, sino
que constituye una herramienta útil para optimizar la función Gerencia1 del control de
inventario.

CAPITULO 1 FUNDAMENTOS DEL ESTUDIO ~ > " Q 5 * * * ~ b Y s ~ ~ * ; > ~ c * ~ $ y & ~ $ 5 ~ -&T~~*-A%*.*Aw<:aw,w>%"-~~mL-\*P"~.*> - s ' ~ : ; ~ * ? \ 7 : ~
Por tanto, es de interés para la empresa determinar el mejor sistema de inventario
para los repuestos, con su debido programa de control y administración, de forma que se
pueda contar con verdaderos tiempos de respuesta, además de mantener un mejor
equilibrio entre las cantidades de repuestos disponibles, reducción de los costos de
mantenimiento de inventario, reducción de las pérdidas producidas por deterioro,
reducción de los costos de verificación de inventario, consecuencia de un control de
inventario bien llevado.
Por último, la existencia y puesta en marcha del sistema de control y
administración de inventarios permitirá un reajuste rápido, lógico y ordcrnado de los
niveles de existencia.
1.5.- ALCANCE.
- Realizar el estudio del comportamiento histórico del consumo de los repuestos
- Fijar la cantidad óptima y tiempo de reposición de los repuestos.
- Definir el modelo de revisión de inventario más apropiado para el almacén de los
repuestos.
- Establecer los mecanismos de control y administración del inventario de los
repuestos.
- La organización racional de los repuestos.
Los repuestos que serán sometidos al estudio son los especificados en la tabla No 1.1

,gj @.' CAPITULO 1 FLTNDAMENTOS DEL ESTUDIO
~~,~!~,."~y<:.~y<~.,~>~-~-,y<:..-,.~,~:>:,~~\~ ~ ~ ~ ~ , ~ ~ . , ~ , ~ " - - ~ , * ~ ~ " ~ ~ . ~ ~ ~ * ~ ~ ~ ~ ~ ~ ~ * ~ ~ - ~ ? - ~ ~ ~ ~
Cable N" 12 Cable N" 14
1 Bombillo No 67 1 Tapa del radiador
I Cambio de luz I Tubo de cobre
Swith de un pase Batería de SOOAMP Batena 4D
Tomillos de ?h x 1 Tomillo 5/16 x 4 Tuercas de 7/16
Fuente: Elaboración Propia

CAPITULO 1 FUNDAMENTOS >EL ESTUDIO >$>,:'*;::!~-<.~~,*~A~\y,**,~<~<w~*y~A ~<>;*>.:.~<~*~-*,>,*"*~::~,~.<9$:P&?y\w\~&-,% >>Qv:<,:A$:A?A?
1.6.- DELIMITACIÓN DE LA INVESTIGACIÓN.
La realización de ésta investigación está dentro de los parámetros del Municipio
Maracaibo, Estado Zulia, especificamente en el Departamento de Transporte de LUZ,
con el objeto de diseñar el sistema de Administración y control del inventario que se
aplicará al almacén de repuestos.
Los tipos de repuestos que serán sometidos a estudios serán aquellos de uso más
frecuente utilizados para la reparación de unidades autobuseras.
El tiempo para realizar la investigación abarca 2 (dos) semestres.
1.7.- AREA DE INVESTIGACI~N.
El proyecto se puede ubicar en el área de Gerencia de Mantenimiento, Control de
calidad, ingeniería Económica, Finanzas para Ingenieros, Logística de Mat,eriales.
1.8.- TIPO DE INVESTIGACIÓN.
Esta investigación ha sido orientada hacia la evaluación del inventario de
repuestos en forma descriptiva con un estudio exploratorio y de campo para obtener
una información más completa sobre el registro y análisis de los repuestos utilizados en
las reparaciones de las unidades autobuseras.


CAPITULO 11. MARCO TEÓRICO.
A continuación se muestra un resumen de los fundamentos teóricos básicos que
sustenta la investigación, con la finalidad de dar una noción del conocimiento sobre los
elementos conceptuales revisados para realizar el estudio.
Desde hace muchos anos en Venezuela se comenzó a desarrollar el sistema de
Inventario. La respuesta histórica al problema de las demoras ha sido utilizar
inventarios, ya que permite desacoplar los procedimientos, facilitan la ri:spuesta y el
control de los mismos.
Hacia los años setenta surge una solución parcial al integrar la planif cación de la
producción o de los despachos con la planificación de los inventarios.
En los años ochenta se facilita una adecuada respuesta al cliente introduciendo
flexibilidad en los procesos.
Actualmente se encuentra un equilibrio razonable entre mantener niucho o poco
inventario y los costos que ambos extremos suponen.
Algunos trabajos se han realizado de relevancia importancia eri el área de
Inventanos.
- Flores G, Pedro (1989), realizó el estudio basado en la importancia que tienen los
inventarios en la vida económica de un país, de la empresa y de los individuos,
concluyendo que se debe realizar :
- Un sistema de entrada-salida de repuestos o mercancía

<-2% >
:,zt Q$:3d W
CAPITULO 11 MARCO EORICO :*>.,.**'.<~:>*y*>~~*:>'>.;L-:s~<*qe*,>..? '~~~,,.>,~<~;~~~~~~:~.~,w--,~,~s,v~"~~~?:~~:.~,-?~s"---;~~~*~~,~<
-Clasificación de los diferentes tipos existentes y su función
- La Codificación de los repuestos
- Distribución de almacenamiento
- Mestre, M. y Sempnín, losé (1991), desarrollaron un sistema de implantación de
controles en el flujo de repuestos y materiales de una empresa petrolera, siendo la
estrategia más efectiva para la administración de inventarias de alm.acen, el cual
permite el desarrollo de las operaciones de una manera eficiente, obteniendo los
siguientes beneficios:
- La demanda de los repuestos
- Disminución en el tiempo de ejecución de las operaciones
- Las características esenciales de los repuestos y materiales a ser utiliz;idos
- L,a codificación de acuerdo al tipo de repuestos
- Distribución adecuada en el almacén
- Estudio para la implantación del inventario computarizado
- Guillen, Adalith (2000), realizó un estudio que permitiera determiniir los niveles
óptimos de inventario, así como la cantidad y el punto de reposicibn para cada
equipo de protección personal, que garantizara la disponibilidad opomina de las
cantidades requeridas, proponiendo lo siguiente:

- U n modelo de inventario acorde con el comportamiento del con:jumo de los
equipos
- Diseños de formatos de control
- Procedimientos operacionales inherentes a la función de almacenaje
- Clasificación, reubicación y distribución fisica del almacén
- Descripción de los cargos del personal encargado del almacén
2.2.- INVENTARIO.
Un inventario es cualquier recurso almacenado que se utiliza para satisfacer una
necesidad actual o futura. Provisión de materiales que tiene por objeto facilitar la
producción para satisfacer la demanda, por lo general, incluye materia prinia, productos
en procesos y artículos terminados.
Los inventarios tienen gran importancia en el sistema de produccióri, puesto que
garantizan la continuidad de las operaciones, la utilización racional de los recursos
disponibles y el mantenimiento de un nivel satisfactorio de servicio al clienie, además de
asegurar la independencia de las operaciones de cada etapa de la produc:ción y de la
distribución. Sin embargo estos inventarios acarrean costos ( de manejo, pedido y
almacenamiento) y corresponde a la empresa detener la tendencia de mantener
inventarios relativamente grandes, por lo que se hace necesario el uso de sistemas de
administración de inventarios que permitan determinar niveles óptimos de existencias,
cumpliendo con los requerimientos del cliente al menor costo de capital posible.
El inventario implica costos de capital inmovilizado, de espacio de almacenaje, de
manejo y de obsolescencia, todos los costos de mantenimiento de inventario. Hay una
13

CAPITULO 11 MARCO TEORICO ~ < \ ~ * ~ ~ * , ~ ~ " ~ " ~ " ~ ~ . ~ : ~ ~ , ~ , . : . ~ < , ~ ~ ~ : < ~ : < > ~ <<,~..*,~.;.e<&,:>..c:'$*::?\ :.:;S:< e . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
carga de costos indirectos importantes en el mantenimiento de materiales o de
inventario, así como costos indirectos asociados con los costos de mano de obra.
2.3.- PRINCIPALES FUNCIONES DEL INVENTARIO.
El mantenimiento de un sistema eficiente de administración de inventarios permite
una fluidez constante de materiales, materias primas y productos desde el :ilmacén hasta
el área de producción y viceversa. Esta fluidez de materiales y materias primas hacen
que los costos de producción disminuyan al darle continuidad al proceco y evitando
paradas y arranques de producción. Por otro lado permite establecer un sistema mas
racional y efectivo al emitir órdenes de producción. Así mismo los inventarios
desacoplan las diversas actividades u operaciones que secuencialmente se cumplen
desde la adquisición de la materia prima y materiales hasta que el producto final llegue
al consumidor. Quiere decir de otra forma que, entre cada par de rlctividades el
inventario se encarga de hacerlas lo suficientemente independientes para que sus
operaciones se desarrollen de manera más eficiente y económicas. Por otro lado, al
disponer de suficiente área en el almacén, permite que los pedidos se ordenen por lotes,
disminuyendo los costos por órdenes y a la vez aprovecha las reducciones que
experimentan los costos de transporte al embarcar mayor cantidades
2.4.- TlPOS DE INVENTARIOS.
La variabilidad causada por elementos internos o externos requiere que una
empresa mantenga varios tipos de inventarios. Dentro de estos tipos se incliiyen:
2.4.1.- Inventarias de materia prima.
Se pueden utilizar para separar a los proveedores del proceso de producción. Sin
embargo, el método preferido es la eliminación de la variabilidad en la calidad, la
cantidad o el tiempo de entrega del proveedor.

2.4.2.- Inventario de tránsito.
Depende del tiempo para transportar los bienes de un lugar a otro, estos
inventarios también se denominan inventario de tubería.
2.4.3.- Inventario de operación.
Existen debido a que se desconoce la necesidad y el tiempo para algún
mantenimiento o reparación de equipos.
2.4.4.- Inventario de bienes terminados.
Los bienes terminados se deben inventariar debido a que se pueden cleswnocer las
demandas del cliente para un cierto período.
2.4.5.- Inventario de seguridad.
El inventario de seguridad proporciona protección contra las imqularidades o
incertidumbres en la demanda o suministro de un artículo; esto es, cuando la demanda
excede lo pronosticado, o cuando el tiempo de abastecimiento es mayor de lo previsto.
El inventario de seguridad garantiza que la demanda del cliente pueda satisfacerse
inmediatamente, y que los clientes no tengan que esperar mientras los pedidos se
acumulan.
2.4.6.- lnventano justo a tiempo.
Es el inventario mínimo necesario para mantener a un sistema trabajando. Con el
inventario justo a tiempo llega la cantidad exacta de bienes en el momentci en que estos
se necesitan, ni un minuto antes ni un minuto después.
2.5.- MODELO BÁSICO DE INVENTARIO.
Un modelo básico de inventario es aquel capaz de dar respuesta a las siguientes
preguntas: 'Cuál es la cantidad óptima del nivel de inventario?, 'Con qué frecuencia
debe llevarse a cabo la evaluación de las existencias disponibles?, 'En c~ué momento

debe colocarse una orden de reposición? Y ¿Cuál debe ser la magnitud de dicha orden?,
buscando siempre minimizar los costos relacionados con el mante:nimiento del
inventario y el procesamiento de las órdenes.
Una forma general de dar respuesta a estas preguntas, es llevándose por la
metodología siguiente: Para poder determinar la cantidad óptima del nivel de inventario,
es necesario conocer el comportamiento de la demanda, es decir, estudiar si es cierta o
incierta; y determinar la frecuencia, momento y magnitud de la reposición, es necesario
fijar el tipo de sistema de inventario que mejor se adapte a la empresa, ya sea de revisión
continua, revisión periódica o combinada.
Los modelos de inventario varían mucho, pues dependen del tipo específico de
empresa, debido a que para ser realmente funcionales deben adaptarse a süis necesidades
de trabajo y situación financiera, sino también deben revisarse y reajustarse
periódicamente o cuando se requiera, para que resulten oportunos a las circunstancias
reinantes.
Las ventajas que ofrece la elección del modelo correcto:
- Mantener las inversiones en existencia al mínimo nivel, comp:itible con las
necesidades.
- Asegurar el suministro oportuno y adecuado a los clientes.
- Evitar las pérdidas debidas a deterioro y hurto.
- Evaluar el comportamiento real y previsto de la demanda.
- Establecer las bases para desarrollar los factores numéricos que ayuden a
determinar las variables involucradas en el modelo.
2.6.- CONTROL DE INVENTARIOS.
El inventario de repuestos y materiales en una empresa representa uno de los
elementos críticos a la hora de evaluar tos gastos de producción. Es necesario tener
16

presente que una planificación y control adecuado de los niveles de inventario de los
materiales, permite asegurar la provisión de suministros al tiempo que minimizan el
costo de los mismos por sobrealimentación u obsolescencia.
El control de inventario requiere y merece la atención de la alta dirsección de una
empresa, especialmente cuando ésta tenga una gran parte de su capital de trabajo
invertido, pues, un exceso de éste, la ponen en riesgo de operar con pérdidas o bajo un
plan estático, que no permite la obtención de los mejores beneficios. Todo esto hace
suponer que es necesario controlar de forma activa el comportamiento del inventario y
esto se logra sometiéndoIo bajo medidas de control.
En síntesis, el control de inventario "consiste en establecer las tácticas, planes y
normas, los cuales, tomados en conjunto, representan las decisiones referentes a la
acción a seguir y los resultados finales que se tratan de conseguir con el niantenimiento
de un nivel de inventario". (Vollman, Beny y Whybark, 1996).
2.7.- SISTEMA DE CONTROL DE INVENTARIO.
Un sistema de control de inventario, es aquel capaz de suministrar los
procedimientos que garanticen la disponibilidad oportuna de las cantidades requeridas
de productos, de modo que se tenga protección contra los costos de inventarios
excesivos o de escasez. Un oportuno y eficiente sistema de inventario, iserá capaz de
sincronizar y lograr el equilibrio entre:
- El proveedor y el sistema de producción.
- Las etapas del proceso de producción.
- El proceso de producción y la demanda del producto.
Es decir, establece una serie de procedimientos y reglas de decisión que gobieman
la operación de producción y disminuyen los costos asociados a niveles inadecuados de

CAPITULO 11 MARCO TEORICO ~*-&~.~:*s"x<:~:>*$*,c$3~c,~,9,;:A$ .<:y.*~w>.*,~.y**,,:~<9~~,<. <.~>>Y<?"*nY~~w?-~A,Y*v?;~: :
productos en almacén, además de mejorar los tiempos de respuesta. Este rocedi di miento ayuda también a determinar el nivel y cantidad de reposición, etc, para los artículos
sobre los cuales se deben mantener el control de inventario.
Un sistema de control de inventario puede ser manual o computtuizado o una
combinación de los dos. Un sistema moderno de control de inventario debe realizar las
siguientes funciones:
Contabilizar la transacción: Cada sistema de inventario requiere uri método para
conservar los registros, el cual debe considerar las necesidades contables. y la función
administradora del inventario Algunas veces esto requiere mantener registros apuntando
cada salida y entrada. En otros casos, serán suficientes contabilizaciones periódicas (por
ejemplo, cada año). Cualquiera que sea el método exacto utilizado, cada sistema de
control de inventario requiere un Subsistema de transacción adecuado.
Reglas de decisión de inventario: Un sistema de inventario debe incorporar
reglas de decisión para determinar cuando y que cantidad ordenar. Cualesquiera que
sean las reglas utilizadas, el sistema debe implementarlas automáticamente. En muchos
sistemas, la computadora puede también automáticamente generar órdentrs de compra
con base en las reglas de decisión de uso.
Reporte de excepciones: Cuando las reglas de decisión del inventario se
incorporan automáticamente en un sistema, las excepciones se deben reportar al
administrador. Estas excepciones pueden incluir situaciones en las cuales el pronóstico
no está de acuerdo con la demanda, se ha generado una orden de compra muy grande,
las inexistencias han alcanzado un nivel excesivo.
Pronóstico: Las decisiones de inventario no deben basarse únicamente en las
exigencias del departamento de mercadotecnia o del administrador del in.ventario, sino

también en el pronóstico de la demanda porque se debe incorporar en el sistema una
técnica cuantitativa. Sin embargo, el juicio debe jugar un papel para modificar los
pronósticos cuantitativos en el caso de eventos poco usuales.
Reportes a la alta gerencia: Un sistema de control de inventario debe generar
reportes para la alta gerencia tal como lo hace para el administrador del inventario. Estos
reportes deben medir el comportamiento total del inventario y deben asistir en las
decisiones de política general del inventario. Tales reportes deben incluir el nivel de
servicio proporcionado, los costos de operación del inventario y los niveles. de inversión
en comparación con otros periodos.
Un buen sistema de control de inventarios debe u mas allá de la mera
conservación de registros. Debe servir para la toma de decisiones gerenciales y también
para controlar los niveles de inventarios
2.8.- SISTEMAS DE CONTROL UTILIZADOS EN LA ADMINISTIUCION DE
INVENTARIOS Y COSTOS ASOCIADOS.
Los sistemas que se describen a continuación, están orientados a la administración
y control efectivo de los inventanos, pues para administrar efectivamente los
inventarios, lo primero que se debe determinar es el momento en el cual debe ser emitida
la orden de compra y la cantidad a ordenar. Estos dos factores son fundamentales, por tal
motivo, es necesario tomar en cuenta el comportamiento y características d'e la demanda,
precio unitario, nacionalidad. si es principal, secundario o cualquier otra especificación
que permita establecer el tratamiento adecuado que se deba dar a cada uno de los
renglones involucrados para así lograr una efectiva administración y control de
inventanos.

,;es<; ,;;gjij ,* >$ CAPITULO 11 MARCO TEORICO
+.;yd,$s ~.:<<~:$,W-+W~,?~Q~~G: &>%*%+* ~ ~ : . ~ : , ~ ~ ~ ~ ~ ~ ~ 4 ~ ~ - W J , ~ < . < ~ X ~ ~ R ! 5>.:*&-*A*.%:2
Los sistemas de inventarios, están integrados por una serie de componentes los
cuales son imprescindibles para su buen funcionamiento, garantizando mejoras
sustanciales en la gestión de inventarios.
2.8.1.- Componentes de los sistemas de inventanos.
Los principales componentes de inventario son:
2.8.1.1.- Demanda.
La demanda es el número de unidades requeridas en un periodo, no el
número de unidades consumidas. En el caso de las plantas, en muchas oportunidades se
utilizan menos repuestos de los que se demandan, porque no existe suficierite inventario,
la demanda; en pocas palabras, es la cantidad de materiales que se utilizarían si se
dispusiera de toda ésta.
La demanda se puede conocer con anticipación, con toda exa'ctitud, o bien
puede ser aleatoria. A la primera se le llama deterministica y se da en casos: donde existe
un contrato de venta con la finalidad de surtir cantidades preestablecitias de cierto
producto (nacional o importado). En el caso aleatorio, la demanda se llama estocástica y
su distribución de probabilidad se puede conocer o no. La demanda puede ser constante
o variar en cada periodo de tiempo. En el primer caso se le llama estática y en el
segundo dinámica.
2.8.1.2.- Productos.
Los productos pueden tener las siguientes características:
- Pueden ser uno o varios.
- Puede tratarse de productos sustitutos o no.
- Se pueden clasificar si se procesan por unidad o por lote
- Pueden ser perecederos o duraderos.

- Pueden ser divisibles (aceptan valores fraccionados) o indivisibles (sólo
acepta valores enteros)
2.8.1.3.- Tiempo de entrega.
Es el periodo de tiempo transcurrido desde que la unidad solicitante emite la
orden de compra, hasta que el repuesto o el material es recibido en el almacén, éste varia
según la procedencia del renglón que puede ser nacional o importado (Pravda, 1996).
2.8.1.4.- Costos.
Los costos de un sistema de inventario pueden ser de : mantenimiento,
penales y10 de ordenamiento.
2.8.1.4.1.- Costo de mantenimiento.
El inventario siempre conlleva a un costo indirecto al que, por lo
común, se llama costo de mantenimiento. Los costos indirectos principales que se
asocian con el inventario son.
Adquisición: Este costo general administrativo incluye los costos de
requisición, compras, aprovisionamiento, embarques, los cuales pueden apegar un costo
del 5% anual del inventario.
Inspección: Incluye la inspección de recepción, la inspección en
proceso y la inspección en productos terminados, los cuales pueden agregai- un 5% anual
al valor del inventario.
Almacenaje: Es un evidente costo del espacio de almacén y el
almacenaje, la seguridad y los gastos relacionados con el almacenaje, así como los
impuestos. Los costos de almacenaje pueden variar ampliamente, dependiendo del tipo y
de la cantidad de material e inventario almacenados, así como el tipo de iristalación y la

.'i"i #
{@J r i CAPITULO 11 MARCO TEORICO :c,%*>*2%7Y*Y&-&2,y<<**---*-&-A* & ~ ~ ~ > * ~ y : ~ ~ , ~ ~ ~ . ~ ~ ~ ~ . * . * ~ * , ~ ~ : * : ' < ~ . < ~ ~ ~ ~ ~ < * ~ ~ ~ ~ . ~ - . ~ ~ ~ , ~ ~ ~ p ~ * ~ *
cantidad de espacio que se requieran. En promedio, los costos de almacenaje alcanzan,
cuando menos, otro 5% del valor del material almacenado al año.
Manejo: Todo manejo, mudanza y transporte que pilrticipa en el
control de inventarios presenta otro costo evidente, que incluye los salarios y las
prestaciones del personal que participa en estas funciones, así como tamtiíén todos los
sistemas de manejo de materiales y el equipo que apoya su trabajo. El manejo suele
agregar otro costo del 5% anual al valor del inventario.
Interés: En inventario inmoviliza uno de los artículos rnás versátiles
de la compañia, el efectivo. Como los negocios tienen una cantidad limitada de recursos
de capital de los que pueden disponer a partir de los propietarios y de los acreedores, el
capital invertido en el inventario tiene un costo definido, el costo del capital. Este costo
se calcula como el costo del dinero o la tasa de retribución que podría haber obtenido el
capital si se hubiera invertido en otra wsa, wmo obligaciones del gobieriio o acciones
de alto. Los costos de interés, calculados sobre la estimación moderada de lo que se
puede esperar que gane el capital si se invierte con sabiduría, agrega otro c:osto del 10%
anual al valor del inventario.
Obsolescencia: Las piezas en existencia llegan a ser obsoletas debido
a cambios de modelo o a nuevos productos. Esto sucede, en especial en los productos
diseñados, en los productos de alta tecnología. No se pueden calcular las necesidades
con perfecta exactitud, ni siquiera con los sistemas computarizados. Las ccimpañías bien
administradas trabajan, en forma continua, sobre el inventario obsoleto y ,excesivo para
deshacerse de él. Una de las reglas generales es nunca mantener inventarios para los que
no haya una necesidad inmediata. Por lo tanto, una parte del costo del invc:ntario es una
dotación para cubrir las pérdidas causadas por la obsolescencia, que pueden promediar
hasta un 10% anual del valor del inventario.

Deprecinción: En ténninos de contabilidad, la depreciación es la
reducción del valor de un bien capital con base en su edad o el uso que, puede reflejar
alguna pérdida real del valor. En el caso de los inventarios, sin embargo, lai depreciación
se refiere al daño y al deterioro o pérdida debidos al almacenaje, la manipulación, el
clima, la edad, la evaporación o la merma. La depreciación varía de acuenio con el tipo
de inventario, pero suele representar un costo de mas de un 5% anual sobre el valor del
inventario.
Seguros: El seguro del inventario es un costo directamente variable ya
que se paga, por lo general, de acuerdo con un valor directamente proporc:ional al valor
del inventario. Otro valor que afecta el costo del seguro es el tipo de sistema de
seguridad y las instalaciones usadas para almacenar el inventario. Los costos de los
seguros promedian cerca de un 5% anual del valor del material almacenado.
2.8.1.4.2.- Costos Penales.
Están asociados con los costos de oportunidad o t ~ s t o s reales,
generados al no satisfacer la demanda en un momento dado. Los costos pi:nales pueden
ser tan altos, que pueden ocasionar el cese de operaciones en un momento determinado,
colapsos inesperados, emergencias o la pérdida de un cliente y de la venta que ese
cliente pudiera generar durante su vida útil, este costo debe evitarse, pues en algunos
casos puede traer consecuencia que impacten el sistema de operaciones
2.8.1.4.3.-Costo de ordenamiento.
Es el costo administrativo que se genera al emitirse una iequisición de
materiales, comprende los costos desde el momento que se emite la requic.ición hasta el
momento en que se recibe.
Los costos de ordenamientos pueden ser fijos o variables.
,,w: p-4 rs&,: *">A ._ CAPITULO 11 MARCO TEORICO
,AA-A-,,,~,~,"-,-~A-,OA,-AA-A,.* ,.,".,,,.,..*A,..%,, ..., * . ~ ,-.y- ",."A..*,*A,,e,~AA-A,~,**---,- .-.\.-y ',,. .", ,">-.*-\-" ,.,."//.?..\ ,.\-..,, ~--, . ,,,..< ,. %,~- ... .,.,.,.,*-,- ",""~*,- .,-. ~ " \ -
2.8.1.4.3.1.-Costos fijos de ordenamiento.
Son aquellos costos que no varían con respecto a la cantidad de
productos que se desee comprar, no dependen del tamaño del pedido y destiparecen en la
deducción de la cantidad óptima.
Estos costos se relacionan con un proceso de producción o
reorden y son independiente de la cantidad que se produzca o se ordene. Los costos
fijos de reorden también incluyen los costos asociados con la cantidad de personal que
se debe entrenar para un cierto trabajo.
2.8.1.4.3.2.- Costo variable de ordenamiento.
Es el costo administrativo afectado directamente por el número
de ordenes de compras emitidas, depende de la cantidad que se produzcir o se ordene.
Estos costos pueden variar lineal o no linealmente con la cantidad pedida. (Schroeder,
1992).
2.8.1.4.3.3.-Procedimiento para determinar e1 costo de
ordenamiento.
1.- Determinar el costo total anual de la administración de
compras.
2.- Determinar el número total de ordenes de compra durante el
periodo en cuestión.
3.- Dividir el costo obtenido entre el numero de ordenes para
obtener el costo de pedido Cp. (Mosquera Genaro).

2.8.1.5.-Nivel óptimo.
El nivel óptimo de inventario y su buen cálculo, permite resolver el perenne
problema de las empresas de decidir cuanto comprar, pues el traduce la cantidad mas
ventajosa que puede adquirirse, además de permitir cubrir entre muchas otiras cosas, tres
objetivos principales:
Reducir al mínimo posible el nivel del valor total del inventario
Reducir al mínimo la incidencia de faltantes.
Reducir los gastos de adquisición y almacenamiento.
La finalidad de estos tres objetivos es la de procurar un equilibrio entre los
costos asociados de inventarias sobre y subestimados. (Schroeder, 1992).
2.8.1.6.- Cantidad de reposición.
Es la cantidad de recursos que deben pedirse cuando el inventiirio llega a su
nivel de reorden, los cuales disminuyen los costos totales de inventario. (Taba 1994),
2.8.1.7.- Punto de reorden.
El punto de reorden puede considerarse como la señal de necesidad de
realizar un pedido, por la cantidad necesaria para recuperar el nivel de tope fijado como
óptimo, o también puede indicar al departamento de programación que tiay que pasar
una orden al departamento de producción, con la finalidad de reabastecer ($1 almacén de
materia prima. En términos conceptuales puede definirse como:
"El nivel de inventario en el cual debe colocarse un nuevo pedido". (Taha

.pI1
..4. , ,..,.,Y - .a. CAPITULO 11 MARCO TEORICO > P w q 2 e P ~Y:::,'.'>*-Wa>GWd-<:<~'. ~ ~ ~ , Q ~ - - ~ ~ ~ ~ < ~ , ? ~ ;z>~?p~S$SSXSSS:, ,?+A">:?W:%
2.8.1.8.- Existencias máximas y mínimas.
e Existencia máxima: Es la cantidad tope de cada material o de cada
producto a almacenarse.
Existencia mínima: Es la cantidad de existencia que sirfe de señal o
aviso para reordenar.
Es necesario señalar que estos dos niveles de cantidades de existencias deben
ser llevados en los almacenes, si estos se controlan bajo el criterio o conc:epto de nivel
óptimo y punto de reposición.
2.8.1.9.- Existencia de reserva.
En términos generales, la cantidad de reserva es aquella mantenida en
existencia como una provisión de seguridad. Ella tiene el propósito de absorber las
fluctuaciones inevitables de la demanda.
Es necesario mantener sobre ella un control permanente, pue:i su volumen
puede aumentar el valor de los inventanos y10 puede también no cubrir las fluctuaciones
inherentes a las operaciones de ventas y producción.
Esta política consiste en el conjunto de reglas y procedimientos que aseguran la
continuidad de la producción de una empresa, permitiendo una seguridad razonable en
cuanto a la escasez de materia prima e impidiendo el exceso de inventarios, con el objeto
de mejorar la tasa de rendimiento.

CAPITULO 11 MARCO TEORICO +~-A~~z2~-,y2x~~fi,~c&nw~-2!~o<:<>~~ : ~ ~ , - ~ ~ ~ , ~ ~ y ~ ~ w ~ 3 , ~ $ , ~ ~ R h - ~ ~ x ~ ~ ~ S ~ ~ W A ' & Q ~ ~ V : ? S ~
Los inventanos, en una empresa son considerados como un mal necesario, con la
ausencia de éstos, perdería la continuidad de la producción y la normal operación de
cualquier empresa.
Partiendo de la necesidad de los inventanos, la idea es tenerlos de la forma más
racional posible logrando siempre la minimización de costos y antagbnicamente la
maximización de los niveles de servicio.
Existen diversos sistemas de inventarios adaptados a los tipos de demanda. Estos
sistemas de inventarios se agrupan en dos categorías: sistema deterministas y sistemas
probabilisticos.
2.9.1.-Sistemas deterministas.
Entre estos sistemas se encuentran:
Sistema estático de un solo articulo.
Sistema estático de un solo articulo con diferentes precios.
Sistema estático de múltiples artículos con limitación en el almaciin
Sistema de programación de la producción en N periodos
Sistema dinámico de un solo articulo y N periodos.
2.9.2.-Sistemas probabilísticos.
Entre los sistemas probabilisticos mas empleados se encuentran:
e Sistema de revisión continua (Q,s)
e Sistema de revisión periódica (T,s).
e Sistema de máximos y mínimos (S,s)

Debido a que la demanda en estudio es probabilistica solo se desarrollaran los
sistemas de administración de inventarios probabilísticos.
2.9.2.1.-Modelo (Q,S) o Sistema de Cantidad Fija del Lote Tiempo
Variable.
Este sistema controla los inventar-os mediante la comparación de los niveles
de existencia que se tienen en el Almacén más la cantidad de articuios que están
ordenados con un punto de reorden predeterminado y la reposición se realiza ordenando
siempre una cantidad fija de artículos.
La regla de decisión en este sistema consiste en que al llegar 113s inventarios
al punto de ordenamiento (S) se emite una orden por una cantidad fija (Q).
Este sistema es recomendable:
- Cuando la demanda es poco variable.
- Cuando el costo de los productos es alto.
- Si existen muchos proveedores.
- Si la tasa de consumo es alta.
- Cuando se necesita un seguimiento muy estricto.
Características:
- Posee un punto de reorden o punto de pedido, y éste se basa en el nivel de
servicio que se desee.
- La cantidad a pedir siempre es la misma.
- El tiempo entre pedido variará dependiendo de la demanda.
Ventaias:
- El tiempo de revisión es más corto, lo que facilita el seguiimiento de los
inventarios.

CAPITULO II MARCO TEORlCO ..,. ~ ,.,..,.>,,.,.,.,...,.,.,.. ,%- ,,~.- > . . . .,- ,.xvb, \,%\,. -*S ** -.~A*$**<:>>,>,>.*:.?=*,~ww&-\*~Aww-,x<%%A s:~..?:<%.?::>c:*G-;:A
- Se requiere de menores inventarios para un mismo nivel de !iervicio
Desventaias: - Los proveedores fijan restricciones en el tamaño del pedido y en cuanto a
que el sistema exige de un registro correcto de inventario.
- Es muy costoso, por implicar muchas revisiones.
2.9.2-2.- Modelo (T,S) o Sistema de Tiempo Fijo y Cantidad Variable.
En este sistema los ciclos de abastecimiento están controlados por periodos
preestablecidos. La regla de decisión en este caso, consiste en revisar el nivel de
inventario a intervalos periódicos fijos, y se emite una orden por una cantidad igual al
inventario meta menos el nivel de inventario en cada revisión.
En este sistema la cantidad pedida va a variar de acuerdo a la utilización que
se le den a los artículos en el periodo inmediatamente anterior.
Este sistema es recomendable:
- Cuando la demanda es muy variable (para mejor control sobre la
demanda y los inventarios).
- Cuando el costo del producto es bajo.
- Cuando existen pocos proveedores.
- Si la tasa de consumo es baja.
- Cuando se pueden agrupar pedidos de distintos producto!j individuales
que se formulan a un proveedor.
- Cuando hay gran actividad en la demanda.
Características: - La cantidad a pedir es variable, depende de la cantidad riecesaria para
llegar al nivel máximo establecido.

- El intervalo de orden fijo ( tiempo entre revisiones) y su valor se basa
en el nivel de servicio que se desee.
- Posee un nivel de inventario meta.
Ventaias:
- Disminuye los costos de los pedidos.
- Se tiene un menor control, proporcionando un menor costo en la revisión
del inventario
- Permite minimizar los costos de transporte al considerar los pedidos de
diferentes materiales en una sola orden de un mismo proveedor cuando
coinciden los periodos de revisión.
Desventaias:
- Presenta un elevado inventario de seguridad, incurriendo en el elevado
costo de posesión (almacenamiento, inversión, seguro, etc.), con el fin
de evitar la escasez para un periodo más largo del tiempo de entrega.
2.9.2.3.- Modelo (S,s) o Sistema de Máximos y Mínimos.
El sistema de máximos y mínimos de control de inventario tiene su origen
en los sistemas tradicionales de control de existencias, como lo son loir sistemas de
cantidad fija de reorden (Q,S) y de ciclo fijo de reorden (T,S). Este sistema utiliza lo
mejor de los sistemas de control de pedido fijo del lote y del tiempo fijo.
En este sistema las existencias se revisan en forma periódica se renuevan
cuando las que se hallan disponible y que se han pedido, han descendido Insta un nivel
especifico o por debajo de el. Cuando esto sucede, se hace un pedido para elevar el
monto disponible, más el pedido, hasta un nivel máximo.

En este sistema de máximos y mínimos se pide cada cierto período de
tiempo, que será el tiempo entre revisiones, solo que esté período es más realista ya que
toma en cuenta el nivel de servicio y el criterio económico.
Este sistema es más aplicable a almacenes de repuestos tanto para
mantenimiento como para seguridad industrial. Además permite un uso r;icional de los
recursos invertidos en existencias, permitiendo flexibilidad en la cantidad a pedir.
Características:
El sistema de máximos y mínimos presenta las siguientes caract:&sticas:
- Se minimiza el riesgo de escasez de la mayoría de los artículos.
- Se logra no tener en existencia, más cantidad de la necesaria de acuerdo
al consumo y al tiempo de entrega.
- Se disminuyen las cantidades de pedidos y por consiguiente los esfuerzos
administrativos, ya que éstos son proporcionales al número de pedidos
realizados.
- Las revisiones son periódicas y por lo tanto el esfuerzo de inspección es
menor que si las revisiones fueran continuas.
- Permite revisar periódicamente los costos de los artículos y fijar nuevas
políticas de control de inventarios.
- Permite un fácil control de las existencias.
- Presenta mayor seguridad.
2.10.- Métodos de Control de Inventanos.
Existen diferentes problemas de decisión en la administración de inventarios que
permiten formularse las siguientes interrogantes: ¿Qué artículos deben incluirse en las

existencias del almacén?, ¿Cuánto debe comprarse?, ¿Cuándo se debe realizar una
compra? Y ¿Qué tipo de sistema de control de inventario se debe utilizar?
Dentro de los métodos más utilizados para el control de inventarios encontramos:
El método ABC: Es una técnica que considera la administración de un inventario
de múltiples artículos. Categoriza los artículos de manera que el más importante reciba
la atención Gerencial.
Este sistema es una forma de clasificar las existencias y tiene como objetivo, poder
fijar los tiempos de revisión de los diferentes artículos, facilitar las políticas de
administración de inventarios, reducir el esfuerzo y el costo en el control de existencias.
En la mayoría de los casos resulta incosteable el llevar un mismo control de todo
el inventario de una empresa. El esfuerzo y tiempo que implica llevar un control de las
existencias y establecer politicas de reabastecimiento, lo dedican algunas. empresas a
una cantidad pequeña de renglones del inventario, que se caracterizan por representar la
mayor parte del valor monetario que suma el inventario.
Existen cuatro sistemas de análisis ABC los cuales son: por precio unitario, por
valor total, por utilización y valor por aportación a las utilidades de ventas:. De todos el
más utilizado y el que se acerca más a la realidad es el de utilización y valor para el cual
se debe:
- Hacer una lista de todos los materiales con su respectivo consumo y su precio
unitario.
- Calcular el costo total por artículo : Ct = consumo x costo unitario
- Ordenar en orden decreciente los costos totales por articulo.

- Determinar los porcentajes acumulados del costo y del consumo.
- Hacer la clasificación.
Los articulos tipo "A" son importantes, ya que constituyen la mayor parte de la
inversión empleada en ellos (existencias), a pesar de comprender poca cantidad de
unidades. Estos artículos necesitan ser sometidos a un control riguroso preciso y
frecuente por tratarse muchas veces de articulos críticos siendo éste muy sencillo debido
al número de unidades a controlar.
Los articulos tipo " B se encuentran en una posición secundaria. Necesitan un
control moderado sin ser tan riguroso como en los anteriores.
Los artículos tipo "C" son aquellos que comprenden la mayor parte de las
unidades en inventario con una participación en la inversión bastante baja. -4 éste tipo de
articulo no se le debe aplicar un estricto control como los tipos "A" porque resulta
antieconómico.
Lo anteriormente explicado porcentualmente se traduce en lo siguiente:
Los articulos tipo " A , están constituidos por articulos de alío valor que
representan aproximadamente del 65% al 80% de la inversión total en invaentarios, pero
solo del 5% al 15% del mismo total de artículos.
Los articulos tipo "B", están constituidos por los artículos de valor medio que
representan del 10% al 25% de la inversión total en inventarios y del 15% al 65% del
número total de artículos almacenados.

CAPITULO 11 MARCO TEORlCO
Los artículos tipo "C" están constituidos por articulos de bajo valor, que
representan sólo del 5% al 10% de la inversión total en inventarios y del 70% al 80% del
número total de artículos.
Todos los articulos estarán sujetos a revisión y a un estricto coiitrol, pero la
administración no dedicará tanto esfuerzo para investigar las discrepzincias en los
articulos de clase C, como la empleará para los de clase A o B. La falta de atención en
los articulos clase C, quedará justificada si los costos y control del inventario fueran
mayores que los posibles ahorros en costos que realizan siguiendo procedimientos de
planeación y control rigurosos.
Por lo tanto, para establecer una efectiva clasificación de los materiales es
conveniente diseñar los criterios que debe poseer el Departamento di: Transporte,
respecto a la importancia económica de los repuestos requeridos, con el objeto de
poder determinar el nivel de prioridad que tiene cada renglón de formar parte de las
existencias del Almacén en el momento que es solicitado, para cumplir as:¡ la función a
la que se destinará.
2.11.- Funciones del Almacén.
La función del almacenaje puede considerarse como un grupo de actividades
correlacionadas, comprende el complejo de operaciones que tiene por objeto el ocuparse
de los materiales que la empresa mueve, conserva y manipula paran la consecución de
sus fines productivos y comerciales. Tal función incluye:
Recepción: Esta operación consiste en recibir los productos comprados por la
empresa que serán utilizados posteriormente en el proceso productivo: en dicha
operación se recibirá sólo aquellos lotes de productos que se ajusten a las
especificaciones previamente tijadas por control de calidad.

Almacenamiento: Esta función describe la forma en que se ubicarán los
suministros y herramientas dentro del almacén, considerando las técnicas y criterios de
almacenamiento, de manera que se protejan y conserven hasta que se dispoiiga de ellos.
Despacho: La función de despacho consiste en el retiro o entrega del material que
la planta requiera para su funcionamiento interno. Esta entrega se le hace a la persona
previamente autorizada.
Mantenimiento de registros de inventarios: Esta función es responsabilidad del
supervisor de materiales y del almacenista directamente, quien será el encargado de
realizar el mantenimiento de registros completos confiables de los inventarios, que
permitan un buen control de entradas y salidas de suministros y materiales.
Mantenimiento, orden y limpieza: Esta función se refiere al nivel de higiene y
seguridad que debe imperar en el almacén.
2.12.- Flujogramas de Procedimientos
Un flujograma de procedimiento es una representación gráfica de uina secuencia
lógica de eventos y actividades de un proceso que arroja como resultado u n producto O
servicio.
Los Flujogramas de procedimiento sirven para:
- Comparar un proceso ideal con el actual e identificar oportunidades de mejoras.
- Identificar lugares donde recolectar datos y lugares para investigar.
- Comprender el proceso completo

q g ,L.!>*"
&# ?,*p. CAPITULO U MAIZCO TEORICO .%+"?R*%5/ -&s&<~,v,>m,*%*%%e*. ~ " ~ - ~ - - , ~ - h % * R / ~ ~ ~ A ~ - % ' * w " ~ ~ ~ ~ * ~ ; ~ $ ~ w .
- Permitir identificar las tareas necesarias de cada individuo en el de:iarrollo de su
trabajo.
- Mostrar dónde están definidas las responsabilidades y cuáles son sus limites.
- Definir quién es el dueño del proceso; la persona responsable de que dicho
proceso funcione cada día.
2.13.- Análisis de la información
2.13.1.- Diagrama causa efecto (Diagrama de Ishikawa)
Los diagramas de causa y efecto son una técnica de resolución (le problemas
desarrollada en 1943 por Ishikawa en Japón, comúnmente llamado espina de pescado, es
un diagrama que muestra la relación sistemática entre un resultado fijo y sus causas. El
resultado fijo es comúnmente denominado efecto y puede estar constituido por cualquier
problema al cual se le busca solución, un proceso o una característica de calidad. Una
vez que se define el problema (efecto), pueden identificarse los factores que contribuyen
a él (causas).
Para explicar la relación entre causas y efectos se usa una analogía de árboles:
Follaje visible + Efectos visibles
Raíces ocultas + Causas ocultas
El follaje del árbol representa los síntomas o efectos del problema. Las raíces bajo
tierras son las causas del problema.


CAPITULO IIL- MARCO METODOL~GICO
En este capitulo se realiza una descripción de la metodología empleada, fuentes
consultadas y herramientas utilizadas para establecer los lineamientos o pasos a seguir
para la solución de los problemas y las etapas a ejecutar en el mejoramiento del
Inventario de Repuestos.
3.1.- TIPO DE INVESTIGACI~N
El tipo de investigación en que se encuentra enmarcado el estudio, es del tipo
descriptiva, de campo, porque se describen y analizan sistemáticamente los procesos y
recursos implicados en el almacenamiento e inventario.
Es descriptiva porque consiste en la caracterización de un hecho, ya que pretende
únicamente reseñar las caracteristicas de sistemas individuales, además del registro y
análisis de los datos obtenidos. Esta investigación persigue el conocinuento de las
características de una situación dada, sin tener que llegar a pruebas de laboratorio o
experimentales. Los estudios descriptivos miden de forma independiente las variables, y
aun cuando no formulen hipótesis.
En el estudio se evaluarán diversos aspectos de inventario y a la vez se mejorará la
gestión de materiales a través del diseño de un sistema para analizar la demanda de
repuestos, que asegure una efectiva continuidad operacional, generando re:querimientos
netos de materiales que sirven de apoyo al programa de producción y mantenga niveles
óptimos de inventario, utilizando criterios sistemáticos que permitan conocer sus
caracteristicas y su funcionamiento.
Es investigación de campo por que se basa en la recolecci6n de datos
directamente de la realidad donde ocurren los hechos, ya que se realiza en el propio sitio
donde se encuentra el objeto de estudio, sin manipular o controlar variable alguna y se
pueden manejar los datos con más seguridad.

3.2.- POBLACION
La población de estudio considerada para el sistema de control y adniinistración de
inventarios está conformado por los repuestos utilizados en el mantenimiento de las
unidades autobuseras, el almacén de repuestos maneja todos los materiales necesarios
para llevar a cabo el proceso.
3.3.- Técnicas de recolección de datos.
Para llevar a cabo una efectiva evaluación se requiere buscar información
confiable, para lo cual será necesario el uso de determinadas técnicas de recolección de
datos.
Entre las técnicas de recolección de datos utilizadas según el tipo de investigación
se encuentran:
3.3.1.-Técnicas de recolección primaria.
- Obsewación directa.
La observación directa es utilizada durante todo el estudio, por ser una de las
más efectivas herramientas de investigación que sirve para alcanzar los objetivos
planteados y se puede definir como el examen atento de los diferentes asixctos de un
fenómeno a fin de estudiar sus caracteristicas y comportamiento dentro del medio donde
éste se desenvuelve.
Es una técnica de recolección de datos muy eficaz en los trabajos que
conlleva operaciones manuales repetitivas.

Se puede considerar como la técnica de mayor importancia por cuanto es la
que conecta al investigador con la realidad, es decir, el sujeto con el objeto o problema.
(Bavaresco, 1994).
- Entrevista.
Consiste en la recopilación de información en forma directa, (:ara a cara, es
decir el investigador obtiene datos del entrevistado siguiendo una serie de preguntas
preconcebidas.
La entrevista es otro instrumento de la técnica de la observación mediante
encuesta, la cual consiste en la obtención de datos de manera verbal por parte del sujeto
informante. Es una fuente primaria. (Bavaresco, 1994).
3.3.2.-Técnicas de recolección secundarias.
- Revisión documental y bibliográfica.
Se requirieron textos sobre los sistemas de administración de inventarios,
diseños de almacenes, los cuales sirven de soporte y guía para desarrollarr las técnicas
que nos permiten evaluar, analizar y diseñar las posibles soluciones a los problemas
presentados.
La información técnica fue suministrada por los supervisores del taller y el
jefe de almacén, por medio de entrevistas cara a cara.
3.4.- Etapas de la Investigación.
Un factor importante para el óptimo desarrollo de la investigación es poder
entender el proceso que se quiere analizar y lo que implica que éste se ejecute de la
mejor manera.

Objetivo 1: Evaluar la situación actual del manejo de inventario, para
determinar la necesidad de la aplicación de un nuevo diseño.
Esta fase incluye previamente la revisión de la información documental sobre la
literatura relacionada con el problema planteado y sus posibles soluciones, las técnicas o
métodos de análisis más adecuados, estudios previos sobre el tema y demás información
por medio de la revisión misma del área bajo estudio y de la empresa en general
referente a, personal involucrado, procedimientos existentes, condiciones de trabajo.
Este análisis se basa en conocer los repuestos a almacenar, la:; condiciones
operativas en cuanto a recepción y despacho, control de existencias, detección de
necesidades, proceso de adquisición y procedimiento de manejo de inv'entario y por
último conocer la descripción del almacén con la finalidad de conocer las deficiencias o
carencias de repuestos, para así poder plantear las soluciones adecuadas a sus
necesidades.
Parte de este análisis se realiza a través de entrevistas cualitativas cara a cara al
personal involucrado en el área de trabajo, quienes al mismo tiempo se encargaron de la
validación de los diagramas por poseer ellos los conocimientos necesarios sobre los
procedimientos de trabajo.
Se realizan visitas dirigidas al área de almacenamiento y demás áreas implicadas
en los procesos de estudio.
Se utilizan flujograma de procedimiento, los cuales permiten representar el
proceso y conocer la interrelación entre las diversas operaciones. Se realizó un análisis
de las causas que contribuyen a la deficiencia del sistema de administración y control de

-as:. ,,**,: ,;;">$:a :$:5vt .;,J CAPITULO IIi MARCO METODOLOGICO
~ : , ' ~ " A ~ ~ ~ " & ~ ~ . : : s \ ~ ~ ~ ~ ~ , ~ a, * - ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ \ ~ A ~ P " ~ , ~ . * w - ~ ~ ~ 9 ~ ' * A *
inventario utilizando las herramientas diagrama de causa - efecto, que penniten conocer
los diversos factores que afectan el proceso y la relación entre el efecto y :su causa, para
establecer las prioridades en la resolución de los problemas.
Objetivo 2: Clasificar el inventario para diseñar el ABC, codificar y distribuir
los repuestos para el manejo eficiente de los mismos.
Con la clasificación se persigue jerarquizar los diferentes renglones de repuestos,
con el propósito de identificar los más importantes dentro de cualquier conjunto dado,
pudiéndose diferenciar los renglones de mayor movimiento, mayor inversión y mayor
consumo, de aquellos cuyo bajo índice de rotación requieren una atención menor.
La clasificación ABC de los repuestos, permitirá lograr un mejor ccintrol sobre el
estado de los inventarios, proporcionando un indicativo acerca del tipo de control que
puede aplicarse sobre grupos determinados de artículos tomando en cuenta sus costos y
el volumen de consumo de los mismos.
Se realiza una lista de todos los materiales, con sus respectivos consumos anuales
y sus precios unitarios, a los cuales se le calcula a cada artículo el coiSto total y se
ordenarán en orden decreciente , se calcula el porcentaje de consumo y del costo,
estableciéndose los rangos ABC a cada uno.
Se clasifican tipo A, aquellos artículos que representan aproximadamente entre el
65% y el 80% de la inversión total del inventario pero solo entre 5% y el 15% del total
de los repuestos, que su falta represente un costo muy elevado. Su contirol y revisión
debe ser frecuente tanto en los articulos como en los tiempos de entrega. Se clasificarán

tipo B, aquellos que representan aproximadamente entre el 10% y el 25% del total del
inventario y entre el 15 % y 65% del número total de artículos almacenados, su revisión
es menos rigurosa que los artículos tipo A. Se clasificarán tipo C, aquellos que
representen alrededor del 5% y 10% del costo total del inventario y el 70% y 80% del
total de los artículos. Su wntrol e inspección no es tan riguroso como los otros dos.
La información fue suministrada a través de entrevistas cara a (!ara, revisión
documental, y de los registros de los repuestos en el almacén.
La codificación es indispensable para la buena administración de un almacén de
repuestos y materiales. Todo artículo debe tener un nombre y un número que sirva de
identificación. Además el nombre debe estar unificado en todo el departamtmto.
Algunos materiales deben marcarse a su llegada al área de recepción con el
número dado en la codificación interna, para evitar confiisiones en el almacenamiento y
en la entrega al solicitante.
Algunas partes pequeñas, como tomillos, no pueden marcarse una por una, en este
caso se marca la caja, envase o bolsa original del proveedor. Cada compaiitia debe tener
su propia codificación de acuerdo w n sus necesidades.
El sistema abarca todo lo que se almacena y es lo suficientemente flexible para las
necesidades actuales y las previsibles, con un criterio razonable.
Para facilitar la localización de los productos y materiales, para su colocación
como para encontrarlos, cada estante, espacio de anaquel y cada caja o recipiente debe
numerarse. El procedimiento se logra haciendo uso de la observación directa, entrevistas
cara a cara y el control de las existencias.

Objetivo 3: Optimizar el inventario de los repuestos que permita mantener un
nivel de existencias acorde con las necesidades de la empresa
Consiste en determinar como el departamento maneja el inventario, y así poder
establecer una relación entre las funciones que cumple el inventario y los diferentes tipos
de función de inventario que existen.
Se inicia un análisis del uso y manejo que se le da al inventario, de tal forma que
se pudiera realizar la similitud de lo que ocurre realmente con el manejo y control de las
existencias, y la teoría esta planteada acerca de la función del inventario.
Para lo cual es necesario obtener toda la información referente al manejo y control
de las existencias, la cual se obtiene a través de observación directa, e:ntrevistas no
estructuradas al personal del almacén.
Se realizó la recolección de los datos de la demanda de repuestos iltilizando los
registros del movimiento mensual de inventarios archivados en el almacén.
Los datos corresponden desde Enero de 2000 hasta Diciembre de 2000 y serán
utilizados para los estudios necesarios en el desarrollo de la investigación.
El calculo de las variables del modelo de inventario, se obtiene eii función del
comportamiento de la demanda.
ETAPA 3. DISENO DEL SISTEMA DE SOPORTE PARA LA
ADMJNISTRACIÓN Y EL CONTROL DEL INVENTARIO.
Objetivo 4: Diseñar un procedimiento adecuado de registro de entradas y
salidas de repuestos.

Es importante registrar todas las operaciones del inventario, ya que a través de esto
se puede obtener gran cantidad de información valiosa para el control del mismo. Para
lograrlo se hace necesario el uso de la investigación documental, así como también de la
entrevista cara a cara, y de esta manera tener una idea más certera sobre esta normativa
de control.
Se diseña un formato donde el encargado del almacén debe verificar que la
cantidad de repuestos recibidos corresponden exactamente a la espec.ificada en la
orden de compra, y la cual esta conformada por nombre del proveedor, fecha de
recepción, cantidad, etc.
Se diseña un formato de salida de repuestos el cual debe ir firmada por uno de los
supervisores indicando cantidad de repuestos, número de orden, tallcr y debe ir
acompañado del repuesto usado.
Se realiza un flujograma sobre los procedimientos en el almacén desde que un
repuesto llega hasta que sea entregado. Para lograrlo se necesita el uso de la
investigación documental y la observación directa.
Se realiza formato de control de requisición de repuestos, donde indica cantidad,
fecha y tipo de repuestos
Se diseña formato donde indique el inventario constante para cadi repuesto, el
cual debe constar:
- Fecha, tipo y cantidad de repuestos recibidos
- Fecha, tipo y cantidad de repuestos entregados
- El número de repuestos almacenados

{PYf IIz? S ,ttvd' CAPITULO ili MARCO METODOLOGJCO
yy<sy-,w.s" **c.*-*-;: ~,>~,~~~q~&~~w><~-:A*&*~\*;Ywk%km %%?%'??>Y:??>
- Fecha, hora de ser realizado
- Persona que lo realizó
Con el diseño del sistema computarizado debe coincidir el inventario constante
con la información almacenada en éste programa.
Objetivo 5: Elaborar sistema de información y control de repuestos y niatenales
Para poder llevar un registro adecuado de entrada y salida se diseña un programa
computarizado, el cual contendrá la información de los repuestos y materiales que
ingresan al almacén y los repuestos y materiales que salen del almacén hacia el área del
taller.
Es un sistema computarizado de información y control referente a:
- Almacenar y consultar información de los repuestos y materiales existentes en
el almacén.
- Almacenar y consultar información de los proveedores del departamento de
Transporte.
- Incluir información de registros de entrada de repuestos y materi;iles recibidos
al efectuar una Orden de Compra.
- Registrar información sobre la salida de repuestos y materiales solicitados al
almacén
- Modificar o eliminar registros de los archivos de los datos del sisti:ma
- Reportes de los repuestos y materiales que entran o salen del almacén.
- Ingresar nuevos registros.

CAPITIILO IV ETAPA 1 ANALISIS DE LA SITUACIÓN ACTUAL DEL IIWEXTARiO

-P+ rp-tg r
.,.@ CAPlTiJLO IV ETAPA I :':<.;>:.2~:r..:~-~+x~~<c%><>~;?>x, ::.>*,?>d. ' ~ 5 : . e > ~ > * c ~ / ~ ~ . ~ ; : > ~ ; > > ~ * < ~ ~ : , ~ ,YA*<2AR*- Y.9J $9&>,<';\",?:
CAPITULO TV ETAPA 1. ANÁLISIS DE LA SITUACIÓN ACTUAL DEL
MWNTARIO.
En este capitulo se presentan los resultados obtenidos en la investigación, y que
permitieran en conjunto con el análisis, conocer la situación actual en la cual se
encuentra y así determinar los aspectos a mejorar y las acciones que se deben tomar para
el diseño del sistema.
4.1.1.- Condiciones Operativas del Almacén.
El departamento cuenta con un almacén, el cual cumple con la función de
proporcionar repuestos y materiales al área de taller, para así cumplir con las diferentes
operaciones que se requieran para el buen funcionamiento de las unidades aiitobuseras.
Actualmente existe una variedad considerable de partes, conformadas
principalmente por repuestos de motor, cajas de cambios, diferencial, tren delantero,
electricidad, inyección-carburación, frenos, carrocena, cauchos, químicos. lubricantes.
Estos repuestos son los especificados en la tabla No 1.1 del capítulo 1
Para decidir el modelo de inventario adecuado que se ajuste a las. necesidades
reinantes en la organización especialmente en el taller, es necesario coniprender con
antelación su sistema operativo.
4.1.1.1.- Recepción y Despacho.
La recepción de los repuestos corresponde a la entrada dt: repuestos y
materiales al almacén, operación que es realizada por el jefe de almacéii, el cual es
responsable de recibir los repuestos de parte del comprador y controlar la entrega o
recepción de cualquier pedido. Para los efectos de recepción no se llena ningún formato,
se le coloca un sello a la factura que es firmada por el jefe de almacén, la fecha de
recibimiento, se queda con una copia como constancia de la llegada de los. repuestos y
materiales.
48

'g3 ,,, ..,*, , ,.* "f GP*v<&Z. ir*
CAPITULlJ IV ETAPA 1 > ~.~,VA2,.. "\,,,\,--d. ..A,? <,..,\,.*,,A,. *.----A~- A-.,~---..\~*.:,><~>"*,>~*,~>,>*: S,-*, *,*A,"L..-ru.,--,
-v.--.,.., ,,~. .An.,"\-/ A-,\.\..,d".,..\,,.n.~ .~*"d,,\,-.,.* *,.,A,,, ,.,.,. ?,.\\,".
El flujograma que describe el procedimiento de r(:cepción de
materiales se muestra en la figura N" 4.1.1
El despacho consiste en la salida de repuestos y mateiiales que se
encuentran en el almacén, para uso o consumo en las operaciones que se llevan a cabo
en el área del taller.
Cuando los mecánicos requieren de algún repuesto o material para la
ejecución de sus tareas, la orden de salida de mercancía es emitida poi- uno de los
supervisores donde especifica el número de la orden de reparación, cantidad y
descripción del repuesto solicitado, así como el tipo de vehículo o equipo al cual se le
colocarán los mismos. Además, la orden debe ser firmada por el taller solicitante, el
supervisor que la emitió y firmada por jefe de almacén, quien se encarga di: verificar la
cantidad y descripción del material solicitado, despacharlo y archivar la original.
De manera general, se presenta a continuación el recorrido qiie sigue este
procedimiento:
- Mecánico: solicita el repuesto o material al Supervisor del Taller.
- Supervisor del Taller: revisa la unidad y comprueba el repuesto
solicitado; luego lo solicita mediante el formato di: salida de
materiales al jefe de almacén.
- Jefe de Almacén: recibe la forma salida de materiales, busca y
entrega el repuesto o material al supervisor, archiva la orcien original.
El flujograma que describe el procedimiento de despacho de materiales
se muestra en la figura 4.1.2.
49
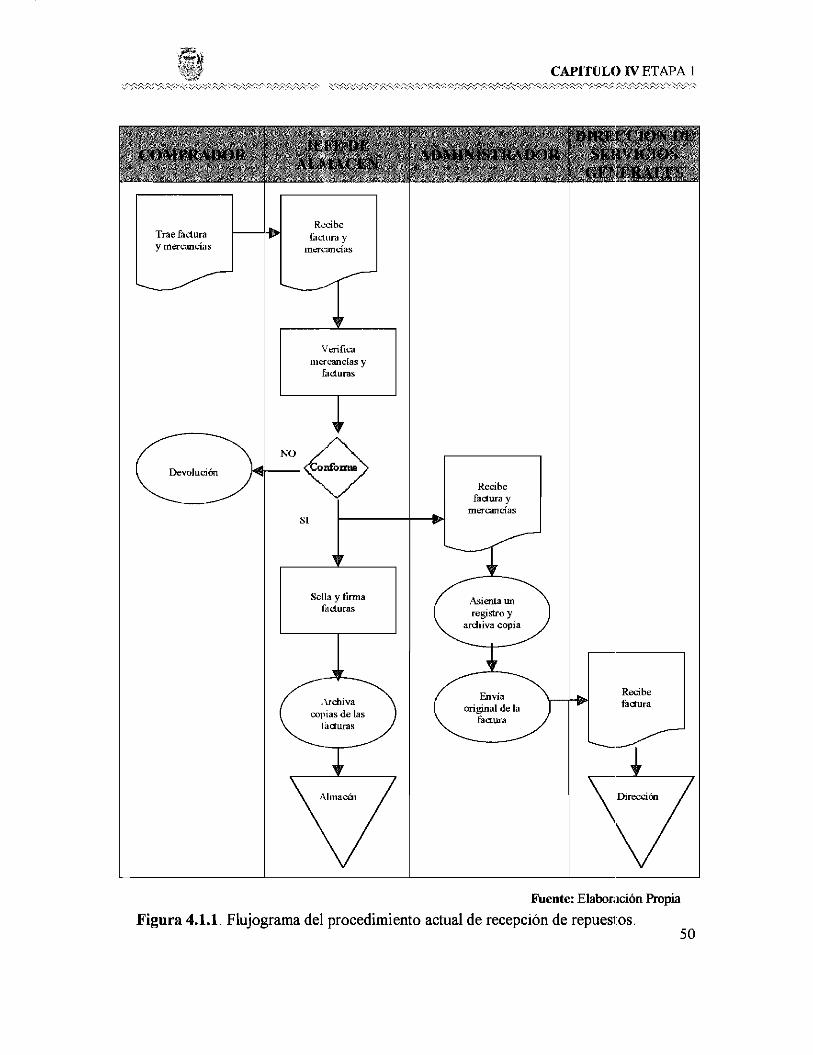
CAPITULO iV ETAPA 1
Lente: Elabición Propia
Figura 4.1.1. Flujograma del procedimiento actual de recepción de repues1:os. 50

.-e3
-*J. CAPITULO IV ETAPA 1 \-..AA&.-~,"~,~,"-.-,.>><,>**..\-.\.. ,~.\--A \,-,\*-,\*~\,\.., >, \.\.,,.\.\.% . \ - ~ : . A . . - ~ ~ . " - ~ > + , : ~ : > . ~ < ~ ~ . ~ ~ . ~ ~ . , < . ~ ~ ~ < ~ ~ ! > ~ ~ < ~ ~ ~ - ~ ~ * ~ ~ . ~ ~ \ ~ ~ - - ~ - . ~ ~ : ~ ~ \ ... \ \ * ,
Elabora salida de
M a n d a del deposiio
Fuente: Elaboración F'ropia
Figuro 4.1.2. Flujograma del procedimiento actual salida de repuesto

<$$w:,. y ,,z ' riO
CAPITULQD IV ETAPA 1 ,A,* -,., ?, ,,,.,,, ....,,s., "AA .-.. \ - ^ \,. ... . <,. .s.. "%.- -,. ̂m,r,YT:% ->>::-~* ? * :-'\~*~.~~v~*.:v<.5,,,<.P"*>2~~<**5:,:<>**~,*"*:z*:
4.1.1.2.- Control de Existencias.
Este proceso se lleva a cabo de acuerdo con la experiencia y criterios
propios del personal que maneja el almacén; es decir, no posee listados dc: repuestos y
materiales en el cual se registra el movimiento del material, como salidas y entradas.
No existe ningún mecanismo que contribuya a lograr un control de
existencias eficiente y que asegure el suministro de repuestos y materiales con un riesgo
mínimo de desabastecimiento y con los menores costos posibles, pues no se tiene
conocimiento de lo que hay en el almacén, sino hasta que se determina o identifica una
necesidad, de manera entonces que no se lleva un control de existencias que permita
determina en un momento especifico, el nivel de inventario que se tiene a mano, se
compra cuando se requiere algún repuesto o material, o cuando se sabe que cierto
material o repuesto se utiliza con mucha frecuencia, entonces es cuando se realiza la
compra en gran cantidad, evitando de esta manera que ocurra escasez.
Algunos de los respuestos almacenados se encuentran obsoletos,
debido a que han permanecido en dichas instalaciones durante años y en dicho taller no
existen unidades autobuseras que utilicen dicho repuestos. Un alto pi~rcentaje de
repuestos que tiene un índice de rotación muy bajo en consecuencia, existe E;ran cantidad
de capital inmovilizado, ocupando espacio, expuestos a pérdidas, deterioro u
obsolescencia.
4.1.1.3.- Detección de Necesidades.
Se genera únicamente cuando el jefe de almacén se da cuenta que el
inventario ha llegado a cero, esto es cuando rechaza una orden de salida cle mercancía
por no poseer en existencia el repuesto requerido.

.*,-se !*$&*.+ 'b:~!+*d
S-* CAPITULO íV ETAPA 1
w--,-r., ,,",,"-.-.-,--.*--A".- -A?- -,,,?*,-,.,,<.. . ~ - - - % ---.-.:.-,,w,, . ,,,,,., ,, , . ;e ,,, , , ...* ,,~" ~ .\..-.- \,.ui\,\/. ,,\ -,.. \ ^ .\, \ -,"-,./. ... ./ . , ,,., . -:.~, ... .,ii...r ... , -"-C'-/-^-"i.r.i. '-->rrv?i:-l-C , ~,,.
4.1.1.4.- Proceso de Adquisición.
Una vez que se detecta la necesidad del repuesto, se genera una orden
de solicitud de repuestos y se le entrega al comprador quien con la firma del jefe del
departamento la lleva a la Dirección de Servicios Generales para que autorice la compra
a los proveedores.
Existe también la adquisición por el desembolso del fondo. Se emplea
cuando es un costo menor o de emergencia, se genera la orden de solicitud de repuestos
conformada con la firma del jefe del departamento, se le entrega al administrador quien
verifica la solicitud y entrega el dinero al comprador para que realice la ad'quisición del
repuesto.
4.1.1.5.- Procedimiento de Manejo de Inventario.
No existe una política de administración de inventarios definida en
ninguno de los aspectos. La existencia de un procedimiento de manejo de inventario de
repuestos, no es hacer simplemente referencia a los controles de entrada y salida de
estos, sin contar con ningún otro tipo de política que permita suponer la existencia de un
manejo de inventario, ya que hay carencia de los elementos básicos que lo integran.
- No se conoce el consumo de los renglones almacenados
- No se lleva un control formal de entradas y salidas de repuestos
- No existe identificación, ni clasificación de los repuestos
almacenados
- Se desconoce la ubicación física de los materiales alma.cenados
- Nivel mínimo de inversión en inventario
- Mantener un nivel óptimo de inventario
- Ausencia del cálculo del punto de reorden y cantidad de pedido
- Estar alerta ante los cambios en la demanda del mercado
- No hay un programa formal de control de los repuesto:.

.S4 <>T,'# t.&#
%g$ CAPITULO N ETAPA 1 y;&*--<.,>, <..<:;::. " * A < ~ ~ ~ v ~ : * * , ~ 2 < . * \ .,<.---,,?~.,.,-,..->,,\,.-> .....~,.-----,~-, . ...* .~--,*,*-
\ \ , ,u..,,\.,.,- ,.,.., .,.%,.,",A-,\, ,~... ./.,.- a ..\-,-,A-- ~ ."%',,., "".,"\
- No se registran las existencias
4.1.2.- Descripción del Almacén.
El almacén es el lugar donde se resguardan los diferentc:~ repuestos
necesarios para llevar a cabo la continuidad de las operaciones.
Se encuentra ubicado en un área contigua al taller de reparaciones y está
integrado por un deposito y dos oficinas. El deposito cuenta con dos puertas una que da
al área del taller y la otra al área de las oficinas.
Los repuestos almacenados no se encuentran identificados ni clasificados y
en muchos casos no es posible saber su uso. No existe un sistema de codiiícación para
ubicarlos, ocasionando dificultad para efectuar el levantamiento de inventario.
Las condiciones de mantenimiento y limpieza del almacén son mínimas, no
existe personal encargado de realizar periódicamente dichas tareas, por lo cual el estado
fisico del almacén es inadecuado, y la acumulación de polvo y arena en los estantes,
repuestos es considerable.
Este almacén cuenta con un empleado en el cargo de jefe de almacén
responsable de atender los requerimientos y de realizar las tareas de recepción, despacho
y almacenaje de los repuestos y materiales.
4.1.3.- Identificación de Debilidades.
No existe en el almacén del taller de transporte, ningún mecanismo que
contribuya a lograr un control de existencias eficientes, y que asegure el z.uministro de
repuestos y materiales, con un riesgo minimo de desabastecimiento. El kiudex no está
actualizado para llevar un control sobre las entradas y salidas, o para verificar las
existencias de repuestos y materiales. Por otro lado no existen políticas de i~iventarios;
54

pflT~ f ?+;:A,, ,!?<$$$ ". CAPITULO 1V ETAPA 1
.::*,y2x.7sy**.--+sM*x*>>%.,2* ~ : ~ y * ~ : * ~ < ~ ~ ~ ~ & ~ . * " - - * ~ < ~ ? y : ~ ? ~ * , ~ ~ ~ ~ ; ~ ~ 2 ~ ~ : ~ ~ ~ * Y \ ~ ~ . ~ > ~
se compra cuando se requiere algún repuesto o material, o cuando se sat~e que existe
cierto material o repuesto que se utiliza con mucha Frecuencia, entonces t:s cuando se
realiza la requisición de los mismos en gran cantidad, evitando de esta manera que
ocurra escasez.
4.1.4.- Análisis de las causas que contribuyen a la deficiencia del sistema
de administración y control de inventario del almacén de repuestos.
Conocida la situación del almacén de repuestos incluyendo su distribución
actual, los medios de almacenaje, además de los procedimientos administrativos de
trabajo utilizados en el control de inventario; es necesario evaluar el impiicto de estas
limitaciones en el sistema de administración y control de inventario, para esto se
utilizará el diagrama causa-efecto, como se muestra en la figura No 4.1.3; con el
propósito de establecer una relación sistemática entre la deficiencia del sistema y todas
las causas que contribuyen al problema identificado.
Las causas fueron establecidas a través de entrevistas al personal del almacén
y del análisis realizado en el presente capitulo, luego estas causas fueron iigmpadas en
categonas y resumidas en las llamadas causas universales: materiales, mimo de obra,
métodos y medio ambiente de trabajo, donde el efecto del problema :;e encuentra
definido como la deficiencia en el sistema de administración y control de iiiventario del
almacén de repuestos, posteriormente se ponderaron las causas a través de luna encuesta
(ver anexo NO1) realizada a los principales usuarios del almacén de repuestoii.
En la tabla No 4.1.1 se muestra la jerarquización de las causas ( de acuerdo
con la opinión del personal) con su respectiva Frecuencia de incidencia.
55

"* ( > 7 ) j
,8,W,~. p$# CAPITULO lV ETAPA 1 , 9 ~ ~ ~ , ~ , q ; v y ~ ~ y ~ , ~ ~ ~ ~ , ~ ~ ~ ~ ~ ~ . ~ ~ . ~ , ~ , ~ y : ~ ~ :~.-~~~:::2~,9~~~:~:~~?;':?~:fi~~?y,~?~.::'::~~?~'~~~.~:~~Y~~$Y~%Yws9P2
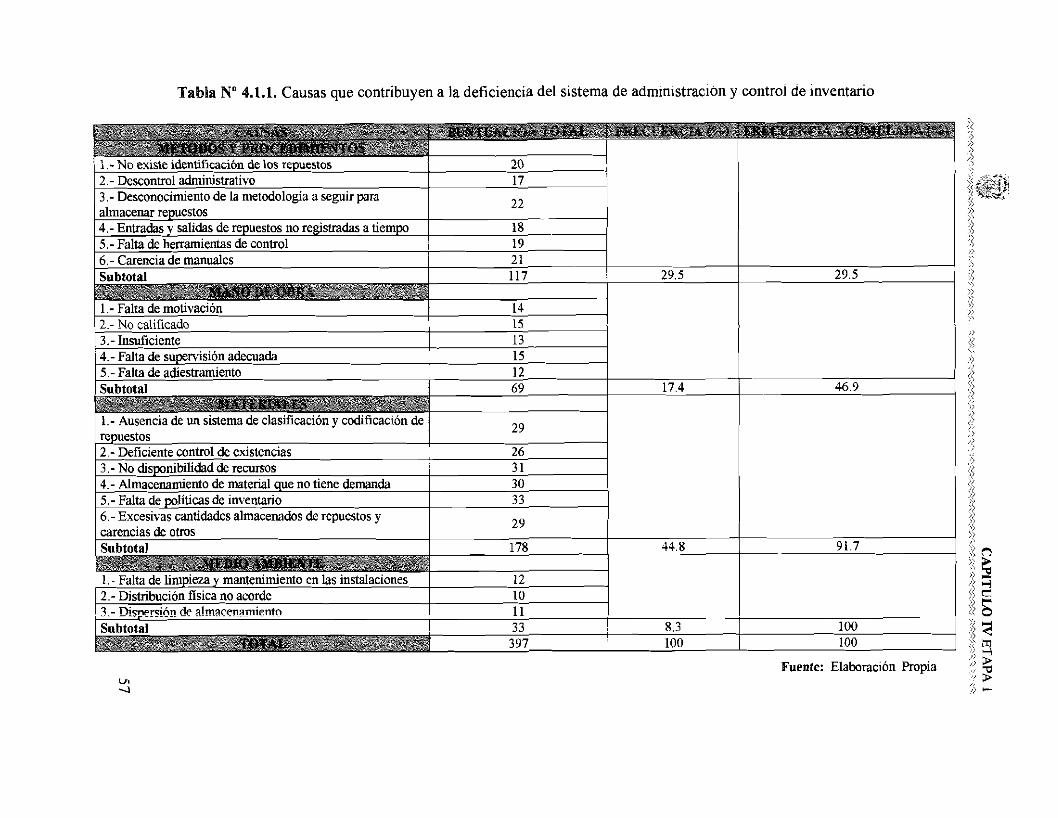
Tabla No 4.1.1. Causas que contribuyen a la deficiencia del sistema de administracion y control de inventario
- LL
almacenar repuestos --
4.- Entradas y salidas de repuestos no registradas a tiempo 18 5. - Falta de henamientas de control 19
i :i \i \> \ \
$< 3 5
I : )> ?,
.,> ,: 0 (< $ ii ,> <? ,, .> <{
,' :i o 1' /S H
:! 3 R o \.. ,$ 2 i m .S "L
Fuente: Elaboración Propia g Vi -4 ,<
' 2 *

.,.:**> t!,?? 2 ;.);tV," q,*:~<* .,& CAPITULCI IV ETAPA 1
,T.,".,-,"\,. ,,,,""-+\-.-.,,-",,--, . -*A*-,.*-,-/., +-,v<5 .;,, ~ ' . ,~,\ -,,,,\\. .\, ",> , ,, ,,,*,-.--,. *,., ,, \,.,-."u- -,.?A,. ' .,,\, ~, ,. "~*,. . , \, &\,.,\,.,,\,,",,"*,\, ,\~, . "'"''> , - ><'% - ~'~':~','.\'-'.'<- --d~AA',*'--'-'
A continuación se presenta un análisis de los resultados por categorías:
Materiales: Este factor causal es el que tiene mayor incidencia en el sistema
de administración y control de inventario representando un 44,8% del eficto, debido
esto a un deficiente control de existencias y a la ausencia de políticas dr inventario
apropiadas que determinen los niveles requeridos y la frecuencia de los pediclos.
Métodos y Procedimientos: Las causas incluidas en este grupo representan
un 29,5% de segundo grado de importancia en el problema identificado, corno resultado
de la desactualización de los inventarios y de una inapropiada forma de llevar los
procedimientos de requisición, recepción, devolución y despacho de los repuestos.
Medio Ambiente: En esta categoria de causas que representan un 8,3% del
efecto se incluyen las condiciones en las cuales funciona el almacén, el cual presenta
deficiencias en cuanto a distribución, orden y limpieza. Esto último genera, entre otras,
cosas presencia de polvo en las diferentes áreas de almacenaje y por ende sobre los
repuestos en inventario.
Mano de obra: Este grupo de causas representan un 17,4% 'del efecto y
expresa las limitaciones del personal del almacén en cuanto a falta de adiei3tramiento y
motivación para realizar un seguimiento a los procesos administrativos y edablecer los
correctivos necesarios.
4.1.5.- Aspectos a considerar del análisis
Una vez visualizadas todas las causas que inciden en la deficiencia del
sistema de administración y control de inventario, las cuales se encuentran representadas
en el diagrama causa efecto, se establecen a continuación los aspectos más relevantes a
considerar en el desarrollo del estudio, con el propósito de proporcionar soluciones que
mejoren la gestión del almacén de repuestos.
58

*WG~ $:yg '?r'..:.?
,ii CAPITULO, N ETAPA 1 %.,::.:,:<.y<"->> ay.<^$>^*,,^- e<>.> 2.c <w,$~.~~.>,>~,:~:%-~w--,?.?,*~~,:<. : > ?.5&5<*?-*sL *<:'<+.<<:'.'':Y- :,*
Materiales : En cuanto a estas causas generadas por la falta de políticas de
inventario y el deficiente control de las existencias, se establecerá un sistema de
administración de inventario que determine de acuerdo a las condiciones paiticulares de
los renglones almacenados, politicas de inventario apropiadas que fijen los niveles
adecuados y la fiecuencia de los pedidos.
Métodos y procedimientos: Para esta categoría se establecerán los
mecanismos de control apropiados del modelo de inventario que a.seguren su
implantación y mantenimiento.