acara 2 membuat ulir
DESCRIPTION
ulirTRANSCRIPT

LAPORAN PRAKTIKUMPERBENGKELAN
MEMBUAT ULIR DALAM DAN ULIR LUAR
Oleh :Annas Ardiansyah
A1H012025
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAANUNIVERSITAS JENDERAL SOEDIRMAN
FAKULTAS PERTANIANPURWOKERTO
2013

I. PENDAHULUAN
A. Latar Belakang
Pekerjaan mekanik listrik yang dilakukan di bengkel listrik biasanya
dikerjakan dengan menggunakan beberapa peralatan tertentu. Kadang pekerjaan
tersebut dikerjakan cukup hanya menggunakan peralatan tangan saja, namun ada
juga yang menggunakan peralatan mesin atau gabungan, baik peralatan tangan
maupun peralatan mesin.
Peralatan tangan yang dimaksud adalah segala macam perkakas atau alat
yang digunakan secara manual (tangan) untuk pekerjaan-pekerjaan mekanik di
bengkel listrik (elektro). Secara umum peralatan tangan mempunyai ciri-ciri
antara lain :
1. Bentuknya Sederhana
2. Ringan
3. Mudah dibawa (portable)
4. Menggunakan sumber listrik yang tidak terlalu besar
5. Digunakan secara manual
6. Relatif mudah penggunaannya
Tap tangan biasanya terdiri dari tiga buah dalam satu set untuk diameter
sampai dengan 5 mm. Tap yang pertama kali digunakan mempunyai bentuk tirus
di ujungnya, untuk mempermudah pemotongan. Bentuk ulir yang dihasilkan
hanya 55% dari bentuk ulir sesungguhnya. Tap ulir nomor dua, dipakai setelah tap
ulir nomor pertama. Bentuk tirus pada ujungnya lebih pendek dari tap nomor
pertama. Tap nomor dua hanya 25 % pemotongannya. Tap nomor tiga, merupakan
tap yang terakhir dan membentuk profil ulir yang penuh. Bagian tirus ujungnya
sangat pendek, sehingga dapat mencapai dasar untuk lubang tak tembus.
Pembuatan ulir dalam dipergunakan taps pada suatu logam benda kerja.
Taps terdapat dalam berbagai jenis dan ukuran, dan dalam 1 set taps yang umum
digunakan terdiri dari 4 jenis yaitu: lancip/ tirus, plug, bottoming, dan skrup
mesin. Penggunaan taps dilengkapi dengan batang penghubung dan pegangan

untuk memutarnya. Benda kerja yang di taps biasanya dijepit dengan canggam
dan selama pengerjaan hendaknya taps selalu dibubuhi pelumas untuk mengurangi
gesekan dan panas yang berlebihan.
Pembuatan ulir luar dipergunakan snei pada suatu logam benda kerja. Snei juga
memiliki berbagai jenis dan ukuran , dan ada jenis snei yang dapat diperbesar maupun
diperkecil diameternya. Penggunaan snei dapat langsung diputar tanpa ada
penghubung atau pegangan tambahan, namun demikian terdapat jenis snei tertentu
yang harus diputar dengan bantuan kunci-kunci (Morgan dan Setiawan, 1987)
B. Tujuan
Praktikum ini bertujuan untuk: mengetahui peralatan yang dipergunakan
untuk pembuatan ulir luar dan ulir dalam, mengetahui cara kerja tap dan snei, dan
dapat membuat ulir dalam dan ulir luar

II. TINJAUAN PUSTAKA
Ukuran ulir standar ISO yang biasa dipakai ada 2 macam sebagai berikut:
1. Ulir metrik dengan simbol (M)
Misalnya: M8 x 1,25, artinya :
M = simbol ulir
8 = diameter benda kerja dalammillimeter.
1,25 = jarak puncak ulir atau kisar (K)
2. Ulir Withworth dengan simbol (W)
Misalnya: W 5/8 x 16, artinya :
W = simbol ulir
5/8 = diameter benda kerja dalam inchi
16 = jumlah gang per-inchi sudut puncak ulir 55
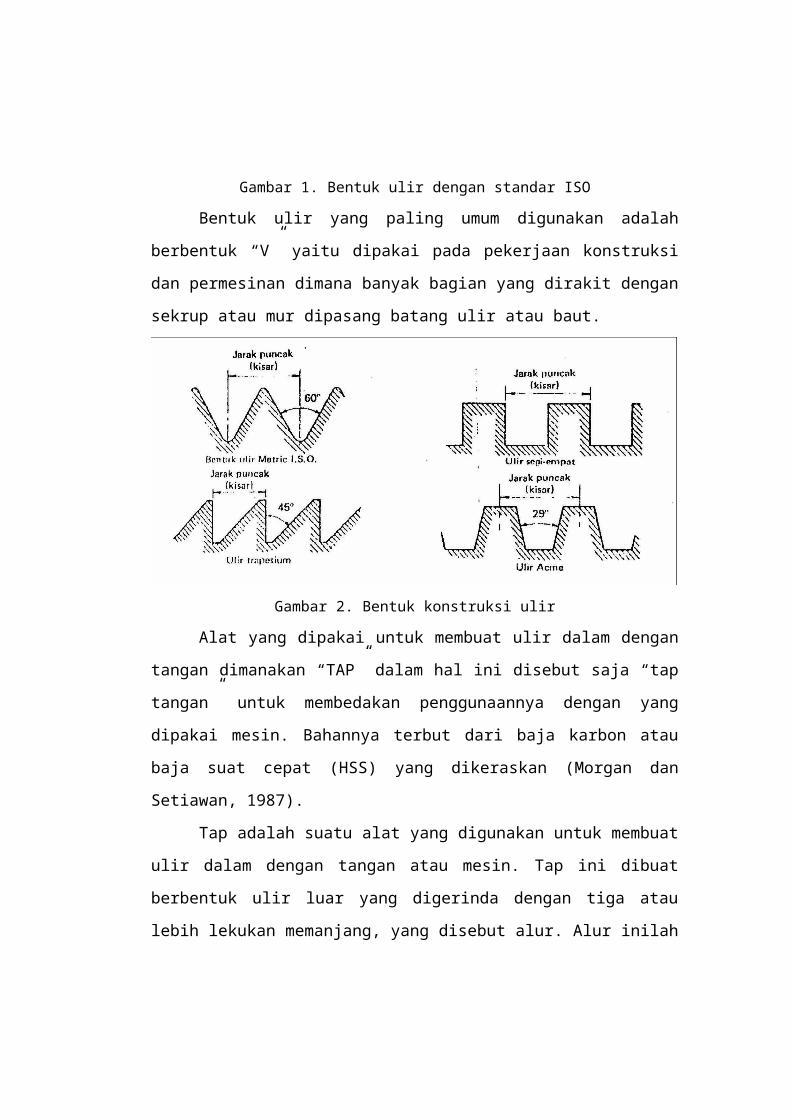
Gambar 1. Bentuk ulir dengan standar ISO
Bentuk ulir yang paling umum digunakan adalah berbentuk “V” yaitu
dipakai pada pekerjaan konstruksi dan permesinan dimana banyak bagian yang
dirakit dengan sekrup atau mur dipasang batang ulir atau baut.

Gambar 2. Bentuk konstruksi ulir
Alat yang dipakai untuk membuat ulir dalam dengan tangan dimanakan
“TAP” dalam hal ini disebut saja “tap tangan” untuk membedakan
penggunaannya dengan yang dipakai mesin. Bahannya terbut dari baja karbon
atau baja suat cepat (HSS) yang dikeraskan (Morgan dan Setiawan, 1987).
Tap adalah suatu alat yang digunakan untuk membuat ulir dalam dengan
tangan atau mesin. Tap ini dibuat berbentuk ulir luar yang digerinda dengan tiga
atau lebih lekukan memanjang, yang disebut alur. Alur inilah yang membentuk
sisi-sisi pemotongnya. Tap dibuat dari bahan baja dengan kecepatan tinggi. Ada
juga yang terbuat dari bahan baja karbon yang dikeraskan (Morgan dan Setiawan,
1987)..
Master yang dibuat secara presisi, untuk membentuk sisi pemotong pada
ulir dibuat alur atau “flutes” dan dilengkapi dengan ruang pembuangan beram saat
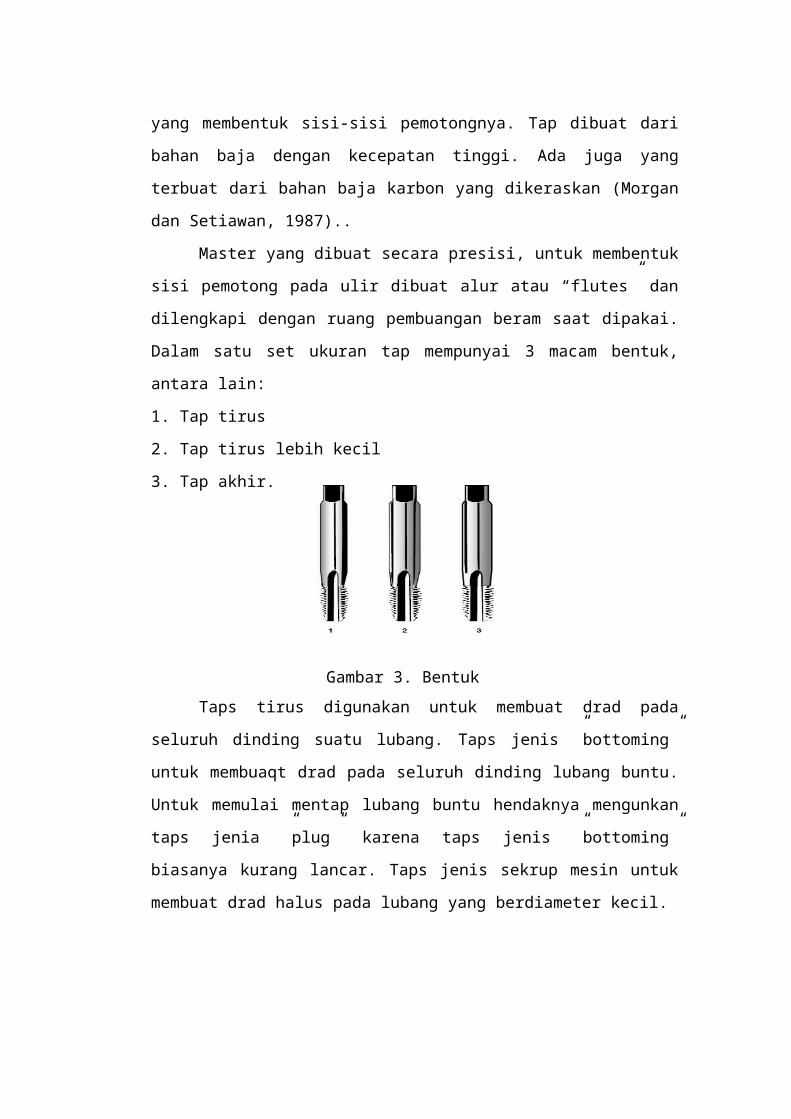
dipakai. Dalam satu set ukuran tap mempunyai 3 macam bentuk, antara lain:
1. Tap tirus
2. Tap tirus lebih kecil
3. Tap akhir.
Taps tirus digunakan untuk membuat drad pada seluruh dinding suatu
lubang. Taps jenis ”bottoming” untuk membuaqt drad pada seluruh dinding
lubang buntu. Untuk memulai mentap lubang buntu hendaknya mengunkan taps
jenia ”plug” karena taps jenis ”bottoming” biasanya kurang lancar. Taps jenis
sekrup mesin untuk membuat drad halus pada lubang yang berdiameter kecil.
Dalam penggunaan, taps dilengkapi dengan batang penghubung dan
pegangan. Benda kerja yang ditap biasanya dijepit dengan canggam. Alat Bantu
yang dipakai untuk menggunakan tap, supaya dalam pemakainannya lebih mudah.
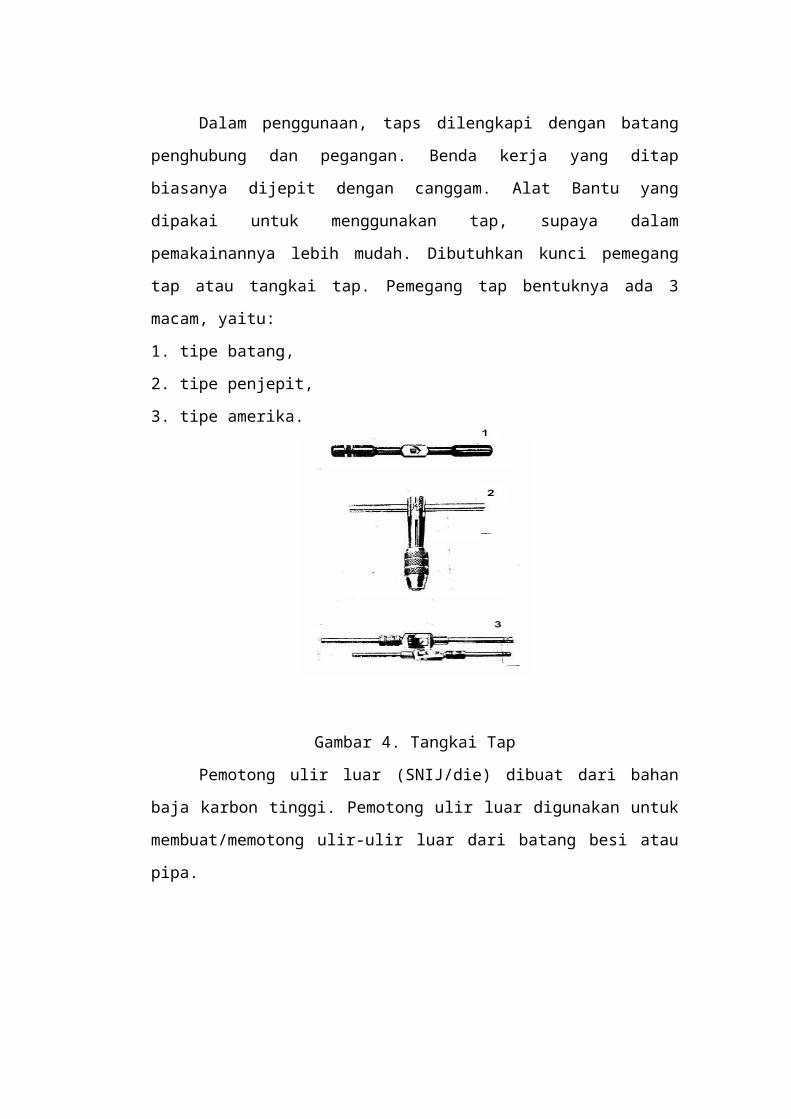
Dibutuhkan kunci pemegang tap atau tangkai tap. Pemegang tap bentuknya ada 3
macam, yaitu:
1. tipe batang,
2. tipe penjepit,
3. tipe amerika.
Gambar 4. Tangkai Tap
Pemotong ulir luar (SNIJ/die) dibuat dari bahan baja karbon tinggi.
Pemotong ulir luar digunakan untuk membuat/memotong ulir-ulir luar dari batang
besi atau pipa.
Ditinjau dari bentuknya, ulir luar ini mempunyai tiga tipe, yaitu pemotong
ulir belah, pemotong ulir tertutup dan mur pemotong ulir.
Gambar 3. Bentuk Tap
Bahan sney tersebut dibuat dari karon baja sayat cepat (HSS), dalam
pemakaiannya sney tersebut dijepit dengan bantuan rumah sney yang dilengkapi
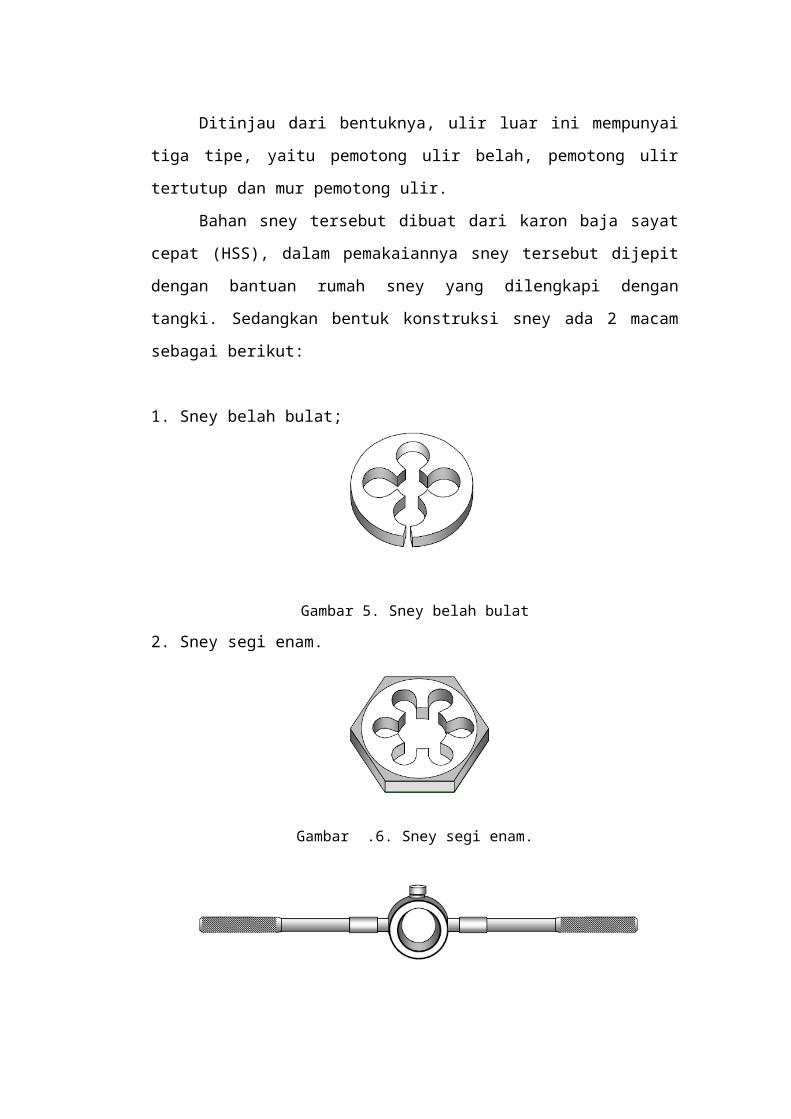
dengan tangki. Sedangkan bentuk konstruksi sney ada 2 macam sebagai berikut:
1. Sney belah bulat;
Gambar 5. Sney belah bulat
2. Sney segi enam.
Gambar .6. Sney segi enam.
Gambar III.7. Rumah sney
Pada pelaksanaan mengulir luar, balok pengulir dimasukkan ke dalam
tangkai pemutar dengan diikat oleh baut sekrup pengikat.
Gambar 8. Balok Jenis Pengulir Luar yang akan Dipasang ke dalam Tangkainya
Ulir yang rusak dapat diperiksa untuk menentukan bagaimana
perbaikannya. Sering kali ulir rusak terlalu parah yang perbaikannya susah.
Saudara perlu pengalaman dalam mengambil keputusan untuk memperbaiki ulir.
Ulir luar dapat diperbaiki dengan menggunakan mur snei segi enam,yang
dapat diputar menggunakan kunci pas/ring.
Sebuah ulir dalam dapat diperbaiki dengan tap. Jika kerusakannya ringan,
sebuah baut ulir kanan juga dapat digunakan untuk memperbaiki bila tidak
ditemukan tap. Hati-hati dalam menggunakannya. Jika kerusakannya berat dapat
diterapkan.cara lain.
Tiga cara yang dapat digunakan :
A. Bor lubang lebih besar dan tap untuk ukuran baut yang lebih besar.
B. Bor lubang lebih besar, tap dan pasangkan sumbat, lalu bor sumbat tersebut
untuk perencanaan pemasangan baut ukuran aslinya.
Gunakan satu set penggantian ulir. lubang di bor lebih besar dan tap untuk
memasang sebuah kumparan yang mana kumparan disisipkan kedalam lubang
yang di besarkan tadi dan terpasang tetap. Kumparan khusus tersebut memiliki
ulir ukuran asli pada sisi dalamnya.
III. METODOLOGI
A. Alat dan Bahan
1. Snei.
2. Taps.
3. Tanggem.
4. Stock.
5. Tap Wrench.
6. Besi Cor Kecil.
7. Besi Plat.
B. Prosedur Kerja
1. Menggambar dan mengidentifikasi peralatan yang digunakan untuk
pembuatan ulir dalam maupun ulir luar.
2. Menjelaskan cara kerja dan fungsi masing-masing alat.
3. Membuat ulir dalam:
a. Menjepit besi pada tanggem.
b. Memasukkan snei kedalam stock kemudian dikencangkan.
c. Memasukkan snei kedalam ujung benda kerja (besi cor).
d. Memutar searah jarum jam dengan pelan-pelan agar hasil kerja baik.
4. Membuat ulir dalam:
a. Mengebor besi cor terlebih dahulu.
b. Memasukkan tap pada tap wrench.
c. Menjepit besi.
d. Memasukkan ujung tap kedalam lubang besi yang telah dibor.
e. Memutar pelan-pelan sampai benda kerja benar membentuk ulir.

V. KESIMPULAN DAN SARAN
A. Kesimpulan
Kesimpulan yang didapatkan dari praktikum ini yaitu: Tap adalah suatu alat
yang berfungsi untuk membuat ulir dalam (ulir untuk mur). Khususnya ulir yang
berdiameter kecil. Macam-macam TAP sedangkan Sney adalah suatu alat yang
berfungsi untuk membuat ulir luar (ulir untuk baut) Khususnya ulir yang
berdiameter kecil.
B. Saran
Saran untuk praktikum ini yaitu: diharapkan suasana yang kondusif agar
para praktikan dapat menjalankan praktikum ini dengan sangat baik.

DAFTAR PUSTAKA
Daryanto.1988. Alat Perkakas Bengkel. PT Bina Akasara: Jakarta.
Daryanto. 1992. Mesin Perkakas Bengkel. Rineka Cipta: Jakarta.
Ir. Kusen Morgan dan Ir. Budi Indra Setiawan. 1987/1988. Teknologi Perbengkelan. Institut Pertanian Bogor: Bogor.
Tim Penyusun. 2010. Pedoman Praktikum Perbengkelan. UNSOED: Purwokerto.
Van Terheijden, dan Harun. 1971. Alat-alat Perkakas 2. Binacipta: Bandung