about the company - sajjan india limited
TRANSCRIPT


• About the company • Production capabilities • Environment, health and safety • Corporate social responsibility • Awards
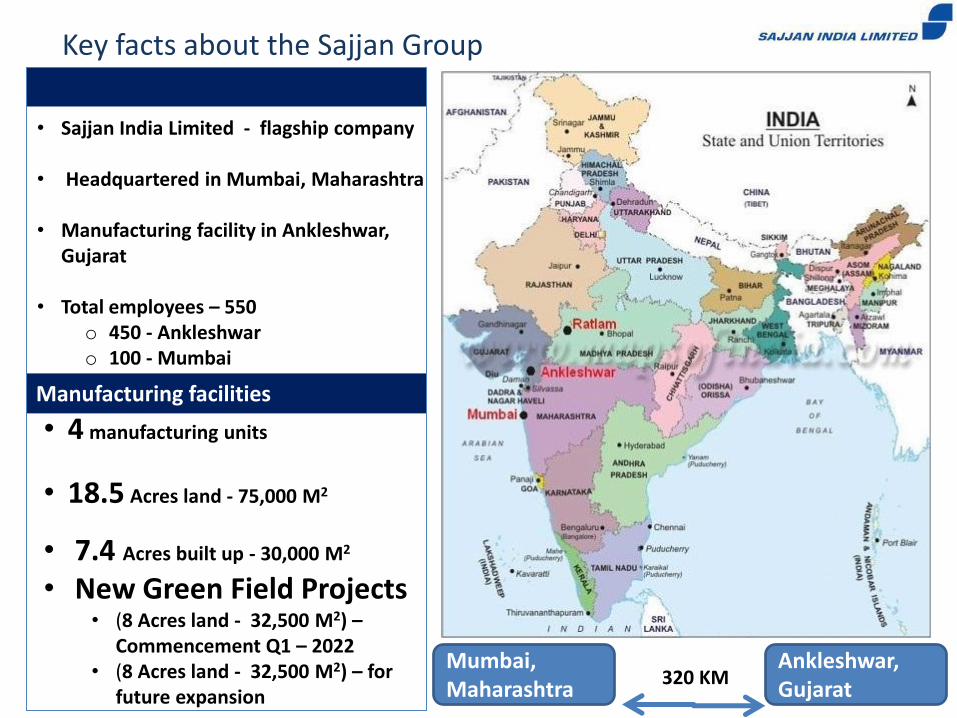
Key facts about the Sajjan Group
• Sajjan India Limited - flagship company
• Headquartered in Mumbai, Maharashtra
• Manufacturing facility in Ankleshwar, Gujarat
• Total employees – 550 o 450 - Ankleshwar o 100 - Mumbai
Manufacturing facilities
• 4 manufacturing units
• 18.5 Acres land - 75,000 M2
• 7.4 Acres built up - 30,000 M2
• New Green Field Projects • (8 Acres land - 32,500 M2) –
Commencement Q1 – 2022 • (8 Acres land - 32,500 M2) – for
future expansion
320 KM Mumbai, Maharashtra
Ankleshwar, Gujarat
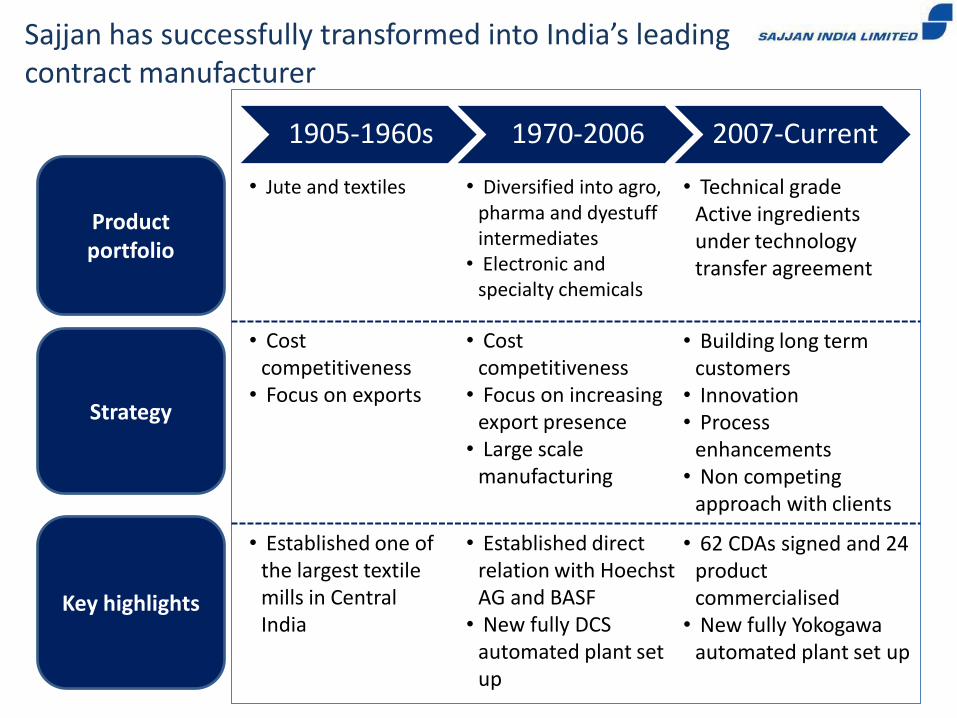
Sajjan has successfully transformed into India’s leading contract manufacturer
• Jute and textiles
Strategy
Product portfolio
1905-1960s 1970-2006 2007-Current
• Diversified into agro, pharma and dyestuff intermediates
• Electronic and specialty chemicals
• Technical grade Active ingredients under technology transfer agreement
• Cost competitiveness
• Focus on exports
• Cost competitiveness
• Focus on increasing export presence
• Large scale manufacturing
• Building long term customers
• Innovation • Process
enhancements • Non competing
approach with clients
Key highlights
• Established one of the largest textile mills in Central India
• Established direct relation with Hoechst AG and BASF
• New fully DCS automated plant set up
• 62 CDAs signed and 24 product commercialised
• New fully Yokogawa automated plant set up

About the company…
• A leading contract manufacturer with expertise in large scale production of Active Ingredients, Intermediates and specialty chemicals
• End use application across Agrochemicals, Pharmaceuticals, Electronics and Dyes & Pigments
• ISO-9001, ISO-14001, OHSAS-18001 certified
• Closely held company – insulating us from stock market fluctuations
• Capable of undertaking multiple step chemical processes and wide range of chemical reactions
• Strong technical team with in-house engineering and process development capabilities
• Undertaking continuous improvement for process optimisation, waste water reduction and product cost management
…and our value proposition
• 40+ years of strong business associations with global multinationals
• 100% Export Oriented Unit (EOU) allowing us for duty free imports of raw materials, packaging, capital good and consumables
• Zero Debt Company - Willing to invest US$ 10 M ++ for new projects with a dedicated production line under multi year contract
• Lean management structure for quick customer response and decision making
• Flexible production set-up enabling introduction of new products with minimal modifications and capex
• Intellectual Proprietary Rights (IPR’S) strictly followed.
• No direct marketing – we do NOT compete with clients on the finished product
• 99.5% on time shipment record
• Utmost focus on Environment, Health and Safety

We have a well diversified business portfolio with Agro Chemicals contributing to over 2/3rd of total revenues
Sales by segment

Our mission to become a leading contract manufacturer is supported by well defined business strategies
Mission
To become a leading contract
manufacturer of specialty chemicals
Maintain strictly confidential customer IP’s & business information
Provide timely service & exceptional value
to help customers gain competitive
advantage in their markets
Maximize value of existing product through constant innovations
Support customer growth opportunities
with dedicated plants/equipments
Continuous upgrades of R&D facilities and Environment, Health and Safety standards
Conduct business as a model corporate
citizen

• About the company • Production capabilities • Environment, health and safety • Corporate social responsibility • Awards

We have four plants with a total installed capacity of 12,300 TPA and reactors primarily in the range of 12-25 kl Plant 1 (1997) – Agro & Pharma Intermediates
Plant 2 (2001) – Agro, Dyes & Pigment Intermediates and Active Ingredients
Plant 3 (2006) – Electronic Chemicals, Agro Intermediates and Active Ingredients
Plant 4 (2017) – Active Ingredients
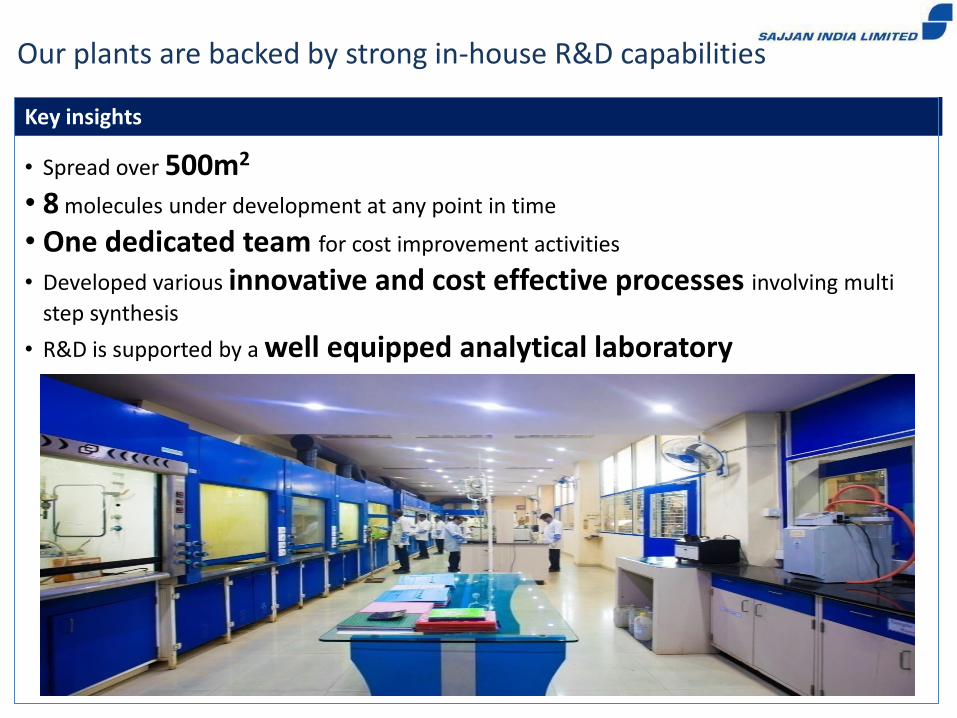
Our plants are backed by strong in-house R&D capabilities
Key insights
• Spread over 500m2 • 8 molecules under development at any point in time
• One dedicated team for cost improvement activities
• Developed various innovative and cost effective processes involving multi
step synthesis
• R&D is supported by a well equipped analytical laboratory

We successfully scale up from lab to Kilo to commercialisation due to our well established Pilot Plant
Key insights
• Kilo lab - 5-50 Kg • Multipurpose reactors with distillation
facilities - reactions & solvents recycling • Equipment includes:
o Hastelloy, Stainless Steel, Glass Lined reactors – Up to 2.5 KL
o Glass Assembly with Fractionation Column – up tp 200 Ltr o High pressure Autoclaves 1 &2 Ltr. –
10-65 bar.
o Filtration – ANFD, Nutsche filter, SS316 Halar coated Centrifuge
o Vacuum Dryers o Hydrogenator 1KL – up to 10 bar. o Thin Film Evaporator and Julabo
machine - -40oC to 170oC
Recently added
6 inch Diameter Fluidized bed gas phased reactor (Inconel 600) for continuous gas phase reactions specially fluorination, Chlorination, etc (flow chemistry)

Our well equipped laboratory helps us adhere to the highest standard of quality control
Key insights
• Quality checks at every stage of production - from purchase of RM to delivery of final goods
• Continuous development and validation of our analytical methods
• Fully documented standard operating procedure
• Easy access to top labs across India for collaborative and specialized analysis
List of equipments
•Atomic Absorption spectrophotometer •UV / VIS Spectrophotometer •Macbeth 7000A Spectrophotometer •Gas Chromatogram (GC) •HPLC •HPTLC •Digital pH Meters •Digital Melting Point Apparatus •Auto Titrators •Karl Fisher Titrator •Tintometer •Brookfield Viscometer •Ion Chromatography 2100 - Thermo fisher •KF Coulometer - 831 Metrohm
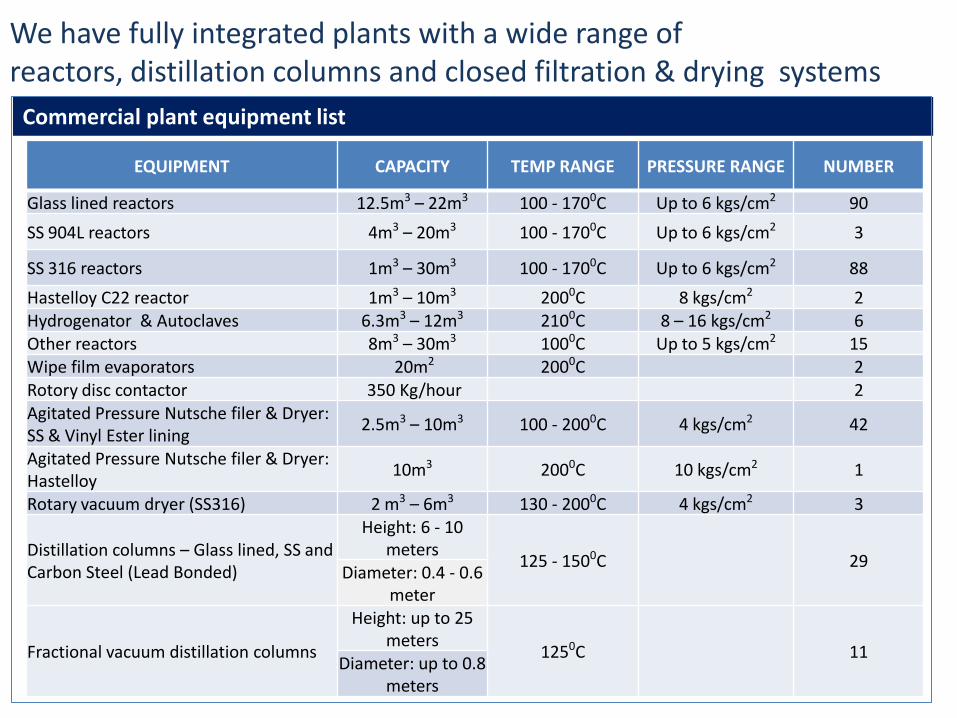
We have fully integrated plants with a wide range of reactors, distillation columns and closed filtration & drying systems
Commercial plant equipment list
EQUIPMENT CAPACITY TEMP RANGE PRESSURE RANGE NUMBER
Glass lined reactors 12.5m3 – 22m3 100 - 1700C Up to 6 kgs/cm2 90
SS 904L reactors 4m3 – 20m3 100 - 1700C Up to 6 kgs/cm2 3
SS 316 reactors 1m3 – 30m3 100 - 1700C Up to 6 kgs/cm2 88
Hastelloy C22 reactor 1m3 – 10m3 2000C 8 kgs/cm2 2 Hydrogenator & Autoclaves 6.3m3 – 12m3 2100C 8 – 16 kgs/cm2 6 Other reactors 8m3 – 30m3 1000C Up to 5 kgs/cm2 15 Wipe film evaporators 20m2 2000C 2 Rotory disc contactor 350 Kg/hour 2 Agitated Pressure Nutsche filer & Dryer: SS & Vinyl Ester lining
2.5m3 – 10m3 100 - 2000C 4 kgs/cm2 42
Agitated Pressure Nutsche filer & Dryer: Hastelloy
10m3 2000C 10 kgs/cm2 1
Rotary vacuum dryer (SS316) 2 m3 – 6m3 130 - 2000C 4 kgs/cm2 3
Distillation columns – Glass lined, SS and Carbon Steel (Lead Bonded)
Height: 6 - 10 meters
125 - 1500C
29 Diameter: 0.4 - 0.6
meter
Fractional vacuum distillation columns
Height: up to 25 meters
1250C
11 Diameter: up to 0.8
meters

Our plant is energy efficient with full backup to ensure uninterrupted production
Key insights
• Electricity o State grid as primary supply – 7MW o Natural gas Genset as backup supply –
2MW o Diesel Genset as secondary backup –
1MW • Steam – In house generation of high
pressure steam (25 Bar) with full backup o Multiple Effective Evaporator (MEE) –
Steam is used to run a series of MEE. Condensate is recycled to boiler feed
o Vapor Absorption Machine – Used to generate cooling and chilling water

Our plant is self sufficient with its own utilities
Utilities
• Electricity o State grid as primary supply – 3MW o Natural gas Genset as backup supply – 3MW o Diesel Genset as secondary backup – 2MW
• Steam – In house generation of high pressure steam (25 Bar) with full backup
o Multiple Effective Evaporator (MEE) – Steam is used to run a series of MEE. Condensate is recycled to boiler feed o Vapor Absorption Machine – Used to generate cooling and chilling water
EQUIPMENT CAPACITY
Captive power plant •1MW x 3 (Natural gas)
Boilers •17 Mt/h, 17 kgs/cm²
•25 Mt/h, 45 kg/cm² + 2 mw Turbine
Compressed air •582 X 2 CFM, 8.5 kgs/cm²
•519 X 2 CFM, 7 kgs/cm²
•475 X 1 CFM, 7 Kg/cm²
Nitrogen plant 200 m³/hr x 3
Brine chilling plant •-25C, 75 X 2 TR/hr
•-25C, 150 X 2 TR/hr
•-40C, 50 TR/hr
•-25C, 95 X 2 TR/hr
Water chilling plant •350 TR X1, 450TR X1 +7C, Chilling Output
Vapour Absorption Machine (VAM)
•450 TR , + 7°c Chilling output
Ammonia Vapour Absorption Machine •250 TR, -25°c Output

Sajjan has expertise in large scale production of specialty chemicals which involves complex chemistry
Core competencies
Pyrimidine Dérivatives : Large scale handling of Chlorine Gas, Phosphorus Oxy
Chloride and Phosphorus Trichloride
Chlorination : Extremely efficient process
Bromination by Liquid Bromine : Robust process followed ensuring minimum waste
Hydrogenation : Expertise in metal/non metal catalyzed Hydrogenation
Vilsmeier Reaction : Highly hygroscopic process is being handled efficiently
Cyclization Reaction : Cyclization using various lewis acids
Methoxylation : Use of Sodium Methoxide powder and Sodium Methoxide 25%
solution
Double Bond Reduction : Using metal catalyst of various grades at multiple
temperature and pressure range
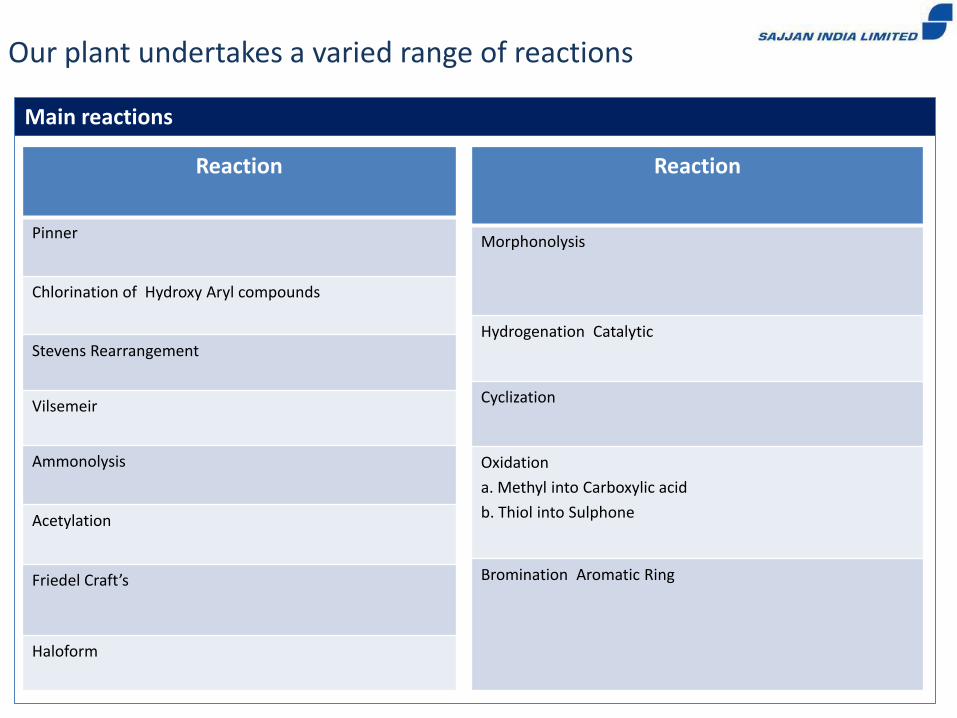
Our plant undertakes a varied range of reactions
Main reactions
Reaction
Pinner
Chlorination of Hydroxy Aryl compounds
Stevens Rearrangement
Vilsemeir
Ammonolysis
Acetylation
Friedel Craft’s
Haloform
Reaction
Morphonolysis
Hydrogenation Catalytic
Cyclization
Oxidation
a. Methyl into Carboxylic acid
b. Thiol into Sulphone
Bromination Aromatic Ring

• About the company • Production capabilities • Environment, health and safety • Corporate social responsibility • Awards

Our plant complies with all environmental, health and safety standards
Protecting our environment
• ISO 14001:2015 compliant • Waste water, air emissions and solid waste
are managed in the most efficient way o Waste water – Use of Multiple Effective Evaporator and Reverse Osmosis (RO) o Air emissions – Well designed scrubbers for gaseous emissions o CO – Incinerated in well designed incinerator o Solid waste – disposed in government approved disposal sites
• Equity partner with Local Government in waste water pipeline projects
• Invested over USD 5 million towards green house gas abatement initiatives which are registered with UNFCCC (United Nations Framework Convention on Climate Change)
Health and safety of our employees
• Health & safety is Paramount • ISO 45001:2018 compliant • Adequate training provided to every
employee on health & safety best practices
• Safety information displayed where applicable
• Employees are provided with personal protective equipment and gear
• Occupational Health Centre (OHC) and an ambulance on site
• Fire fighting equipment are placed at appropriate locations
• water reservoir of 600m3 on-site reserved for fire fighting
• Alarm system and emergency shutdown procedures in place and regularly maintained

• About the company • Production capabilities • Environment, health and safety • Corporate social responsibility • Awards

We firmly believe in CSR and giving back to the society
Plant Ecology Centre
• Undertakes study of plant and vegetation suitable for neutralisation of environmental gases in Ankleshwar
• Also serves as an environmental data bank for scientific research and study of the environment
Inaugurated in 2009 by Mr. Mangubhai Patel - Forest and
Environment Minister of Gujarat
We firmly believe in CSR and giving back to the society
Education
Sajjan Lions International Academy

We firmly believe in CSR and giving back to the society
Education
Dept of Chemical Engineering, Rotary Institute of Chemical Technology, Ankleshwar
We firmly believe in CSR and giving back to the society
Education
Agrawal Vidhya Mandir School, Ratlam

We firmly believe in CSR and giving back to the society
Shrine
Built Ram Mandir, a Hindu temple in Ratlam. Regular maintenance of the same is undertaken by the trust
We firmly believe in CSR and giving back to the society
Healthcare
o Breach Candy Hospital, Mumbai o High Dependency Unit (HDU) o Intensive Care Unit (ICU) o Ultra Modern Patients Wing
o Smt. Pannadevi Agarwal Parkinson’s Support Centre,
Mumbai
o Jayaben Modi Hospital, Ankleshwar - Intensive Care Unit (ICU) and Orthopaedic Wing
o Sajjan Wellness Centre at Elliot Lewis Centre, Boston, USA
o General and Multi specialty medical camps for underprivileged residents in remote villages of Gujarat
Under construction

• About the company • Production capabilities • Environment, health and safety • Corporate social responsibility • Awards

GOLD Recognition - EcoVadis CSR Rating - Assessed as Top 2% Environment friendly company - Among top 2% world wide industries

Gujarat Cleaner Production Award - Government of Gujarat Forests & Environment Department

Outstanding Contribution Award– DuPont

Best Supplier Sustainability Award – Bayer Group of Companies India
