a study on methodologies and tool used in six … · dmedi (define, measure, explore, develop and...
TRANSCRIPT

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 189
A STUDY ON METHODOLOGIES AND TOOL USED IN SIX SIGMA
1Deepak,
2Dr. Rohit Garg,
3Somvir Arya
1M.Tech Research Scholar, IIET, Kinana, Jind,Haryana
2 Director, GNIOT, NOIDA
3 Head of Department of Mechanical Engineering, IIET , Kinana,Jind,Haryana
ABSTRACT: Six Sigma is a formal methodology
for analyzing, measuring, improving and then
controlling or “locking in” processes. This
statistical approach reduces the occurrence of
defects to a Six Sigma level - less than four
defects per million from a three sigma level or
66,800 defects per million. Six Sigma, a statistics-
based, comprehensive methodology that aims to
achieve nothing less than perfection in every
single company product and process. Six Sigma is
a highly disciplined process that focuses on
delivering and developing near-perfect products
and services consistently. Reduction of variation
to achieve very small standard deviations so that
almost all of your products or services meet or
exceed customer expectations is the purpose of
Six Sigma. A flexible and comprehensive system
for achieving, maximizing and sustaining
business success. Six Sigma is uniquely driven by
close understanding of customer needs, statistical
analysis, disciplined use of facts, and diligent
attention to improving, managing and reinvesting
business processes.
Keywords: six sigma tools.
I. INTRODUCTION Six Sigma is a disciplined, data-driven
methodology for eliminating defects in any
process. Within Six Sigma Tools and
methodology deal with overall costs of quality,
both tangible and intangible parts, trying to
minimize it, and in the same time, increasing
overall quality level contributing to company
business success and profitability. Success of Six
Sigma is measured in financial terms, Defects per
Million Opportunities, Customer Satisfaction, and
Performance of Internal Work Processes and in
Suppliers’ Performance. Six Sigma is in essence a
structured way of solving problems in an existing
process based on analysis of real process data, i.e.
facts
Six Sigma is a rigorous and a systematic
methodology that utilizes statistical analysis and
information (management by facts) to measure
and improve a company’s operational
performance, practices and systems by
identifying and preventing ‘defects’ in
manufacturing and service-related processes in
order to exceed and anticipate expectations of all
stakeholders to accomplish effectiveness.
(Tonner, 2003)
Six Sigma is a toolkit and program for improving
quality in manufacturing processes. A
methodology which aims to reduce variations in a
process. (Prewitt, 2003)
Six-Sigma, a set of techniques and tools for
process improvement, was developed by
Motorola in 1986. Six-Sigma addresses the major
root causes and guarantees the desired results,
both in terms of improvement and time span. This
enhancement approach delivers results of
productivity, profitability and quality
improvements based on its highly valuable
approach (Chandra, A. (2009). Six-Sigma is
adopted by many industries because of its proven
benefits in increased profitability and reduction in
cost especially for medium scale industries.
Manufacturing sector is on the top in
implementing Six Sigma with 69% contribution
followed by IT (Information Technology)
industries (Desai, D.A.,2008). Sigma (σ) is a
Greek letter that represents the standard deviation
of a sample population in statistics. When
measuring process capability, the standard
deviations between the process mean and the
nearest specification limit is designated in sigma
units. The greater the sigma value, more number
of standard deviations fit between the mean and
the nearest specification limit.

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 190
“One Sigma” is a very high degree of variability
( i.e. 7 “mistakes” out of 10 opportunities)
“Six Sigma” is a very low degree of variability
(i.e. 3.4 “mistakes” out of one million
opportunities). This translates into 99.99966%
perfection.
II. SIX SIGMA METHODOLOGIES
Main focus of Six Sigma is to improve all key
processes of manufacturing setup and takes
quality as a function of processes and reduce the
rejection rate. Six Sigma mainly uses two main
methodologies one is called Define, Measure,
Analyze, Improve and Control, usually known as
DMAIC and other is Define, Measure, Analyze,
Design and Verify, known as DMADV. DMADV
is used for creating new processes to produce
products with minimum defect rate. Both the
methodologies are based on Edwards Deming’s,
Plan- Do-Check-Act cycle.
Some Other methodologies that are being used
during six sigma implementation are given as.
CDOC (Conceptualize, Design, Optimize and
Control)
DCCDI (Define, Customer, Concept, Design
And Implement)
DMADOV (Define, Measure, Analyze,
Design, Optimize and Verify)
DMEDI (Define, Measure, Explore, Develop
and Implement)
DCDOV (Define, Concept, Design, Optimize
and Verify)
IIDOV (Invent, Innovate, Develop, Optimize
and validate)
IDOV (Identify, Design, Optimize and
validate)
III THE SIX SIGMA DMAIC
METHODOLOGY
The most well known and most widely used
methodology in Six Sigma is The DMAIC
methodology. Most companies begin
implementing Six Sigma using the DMAIC
methodology, and later add the DFSS (Design for
Six Sigma, also known as DMADV or Define,
Measure, Analyze, Design, Verify)
methodologies when the organizational culture
and experience level permits.
The Six Sigma is not a completely new
foundation. The roots of Six Sigma as a
measurement standard can be traced back to Carl
Frederick Gauss (1777-1855) who introduced the
concept of the normal curve. It can be thought of
as a roadmap for problem solving and
product/process improvement. The purpose of
this phase is to clarify the goals and value of a
project. The Define phase and the beginning of
the Measure phase are mostly qualitative.
Sometimes quantitative data from process
evaluations are used. A problem to be solved
needs to be formulated from people’s
experiences.
The Six Sigma methodology itself is built from
concepts introduced by W. Edwards Deming- P-
D-C-A, or Plan-Do- Check-Act - which describes
the basic logic of data-based process
improvement (Pande et al., 2000). The Six Sigma
DMAIC (Define, Measure, Analyze, Improve,
and Control) methodology is based on Deming’s
PDCA idea. The DMAIC methodology is
considered to be a newer approach to Six Sigma
and is sometimes referred to as the “Breakthrough
Approach” developed by Mikel Harry and
Richard Schroeder (2000) (Gupta, 2004).
3.1.1 DEFINE STAGE OF THE SIX SIGMA
The Define stage of the Six Sigma methodology
and philosophy is the beginning of the spectrum
for a Six Sigma project. The purpose of this step
is to identify potential projects, to define and
select a project and to set up the project team.
Gryna (2001) specified five general steps of the
define stage, they are summarized as:
1. To Identify the Potential Projects: This stage
includes the screening and selection of projects.
The opportunities that will increase customer
satisfaction and reduce COPQ are the focus of
this stage.
2. Evaluate Projects: The evaluation of projects
includes a review which goes from an analysis of
the scope and benefit to an assessment of factors
to help set priorities.
3. Select Project: This is about selection of the
project. The initial project should be a successful
one. This is because a successful project is a form
of evidence to the project team that the process
works and helps to build momentum to future
endeavours.

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 191
4. Mission Statement for Project and Prepare
Problems: A mission statement is based on the
problem statement but it provides direction to the
project team. Establishing of a problem statement
brings to the forefront what it is while allowing
seeing a planned outcome.
5. Selection and Launch of Project Team:
Generally, a project team has a sponsor, a
recorder, a leader, team members and a
facilitator. to develop a charter that defines what
the team will do and how the team will function
is an option that may help in this step.
This Define phase essentially sets the tone for the
entire design project where the design problem is
defined by the management, projects which are
consistent are nominated with overall business
strategy and selected based on benefits (De Feo et
a l, 2002). Pareto principle is A way to assess the
potential projects. The Pareto Principle states that
a few contributors to the cost are responsible for
the bulk of the cost. These vital few contributors
need to be identified so that quality improvement
resources can be concentrated in those areas.
3.1.2 MEASURE
One of the Six Sigma methodologies is The
Measure phase which identifies key process
characterized and product parameters and
measures the current process capability. This
phase also concentrates on key customers and
their critical needs . The steps in this stage as
outlined by Gryna (2001) include:
1. Verify the project need and Measure the
baseline performance: It helps in justifying the
time spent on the project as well as helping to
overcome the resistance to accepting and
implementing a remedy. It is a good idea to
confirm the size of the problem in numbers
because it allows for a clear view of the problems
that you have to deal with.
2. Documentation of the Process: Using tools
such as process flow diagrams or process maps
are useful in this stage. Documentation of the
process allows for others to see the problems
you’re dealing with.
3. Data Collection Plan: This stage involves
quantification of symptoms and the formulation
of theories and outline of symptoms.
4. Measurement System Validation: Variation
comes in many different ways, from the process
itself or even from the measurement system.
Validating the measurement can involve such
things as accuracy, repeatability, reproducibility,
linearity and stability.
5. Process Capability Measurement: Knowing the
initial process capability helps to define the work
to be done in the analysis and improve phases to
achieve a capability at the six sigma level.
Process capability refers to the inherent ability of
a process to meet the specification limits for a
product.
In the planning aspects of operations it is very
important that the processes will be able to meet
the specifications. A good reason for being able
to quantify process capability is to be able to
compute the ability of the process to hold product
specifications. To use the process capability
measurements is one way of ensuring that the
process can meet specifications . Planners try to
select processes with the six sigma process
capability well within the specification width; a
measure of this relationship is the capability ratio
(Cp). It is useful to have a capability index that
reflects both variation and the location of the
process average; such an index is Cpk, because
the average is often not at the midpoint. The
higher the Cp, the lower the amount of product
outside specification limits, if the average is equal
to the midpoint of the specification range, then
Cpk is equaled to Cp, most capability indexes
assume that the quality characteristic is normally
distributed (Gryna, 2001).
3.1.3 ANALYZE
To identify the causes of variation and process
performance this phase of the Six Sigma
paradigm essentially analyzes the past and current
performance data. Selection a high-level design
from several different alternatives and develop
detailed requirements against which a design will
be optimized is the main purpose of this phase is
to (De Feo, 2002). The steps of this again as
stated by Gryna (2001) include:
1. Collection and Analysis of Data
2. Develop and Test Theories on Sources of
Cause & Effect Relationships and Variation
A large part of the Analyze phase is to be able to
test the theories of management controllable
problems. To do this would require the use of the

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 192
facts, rather than opinions to reach conclusions
about the causes of a quality problem. The factual
approach not only determines the true cause but
also helps to gain agreement on the true cause by
all of the parties involved (Gryna, 2001). Ways to
test theories that have been developed are to
collect new data. It requires data to be collected
in the new processes that have been developed in
order to see how well it is doing as compared to
the processes before. Some measures that can be
done include (Gryna, 2001):
Measurement following non-controlled
operations
Measurement at intermediate stages of a
single operation
Measurement of additional or related
properties of the product or process
Study of worker methods
In analyzing the errors of processes and
procedures there will no doubt be some errors
that are attributable to the way things are done.
There are also human errors that management
will have to contend with. However, not all errors
can be blamed on the processes or even the
machines being used. There are in general four
types of errors that can be attributable to workers;
they include inadvertent errors conscious errors,
technique errors, and communication errors
(Gryna, 2001).
3.1.4 IMPROVE
In this stage, the team must be ready to veer back
and forth between far out ideas along with the
details of executing a plan (Pande et al., 2002).
This phase of Six Sigma essentially designs a
remedy, proves its effectiveness and prepares an
implementation plan. The steps as outlined by
Gryna (2001) include:
1. Remedy Design: This step identifies
customers, defines their needs and proves the
effectiveness of the remedy. The remedy
designed must fulfil the original project mission,
particularly with respect to meeting customer
needs.
2. Prove Effectiveness of the Remedy: There are
two main steps that can be taken to prove the
remedy. Either by have a final evaluation under
real world conditions and a preliminary
evaluation of the remedy under conditions that
simulate the real world. Before any remedy is
accepted, it must be proven.
3. Evaluation Alternative Remedies: The remedy
selected should make an improvement on the
original problem and it should optimize both
company costs and customer costs. Reviewing the
remedies given, assess which ones would have
the largest impact and which of these are viable.
4. If necessary, Design Formal Experiments to
Optimize Process Performance: The designing of
the experiments can include production
experiments, evaluating suspected dominant
variables, exploratory experiments to determine
dominant variables, response surface experiments
and simulation.
5. Deal with Resistance to Change: Resistance to
change is very common in this type of
implementation, but a way to deal with this
resistance is to educate the people involved in the
change.
6. Transfer the Remedy to Operations: This stage
includes changes in staffing and responsibilities.
Additional equipment, materials and supplies
along with extensive training may be involved.
Transferring the remedy to operations may
include revisions in operating standards and
procedures.
A useful tool in the Improve phase is the use of
evolutionary operations or EVOP. The use of
EVOP introduces small changes into variables
according to a planned pattern of changes, these
changes are small enough to avoid a detour from
the status quo but large enough to gradually
establish which variables are important. EVOP is
based on the concept that every manufactured lot
has the information which can be used to
contribute about the effects of process variables
on a quality characteristic (Gryna, 2001).
Giving detail to the designing of experiments
would allow easier conformance to quality in the
future. The Six Sigma approach makes the use of
the Design of Experiments (DOE) as an important
part of its processes. Experiments can have
numerous objectives, and the best strategy
depends on the objective. Using DOE is like
setting a concrete plan to conduct the experiment.
DOE allows for establishing the important
variables that affect quality.

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 193
3.1.5 CONTROL
The Control phase is the last phase of the Six
Sigma methodology is where the designing and
implementation of certain activities to hold the
gains of improvement occur. Statistical Process
Control (SPC) is a technique for applying
statistical analysis to monitor, measure, and
control processes where the major component is
the use of the control charting methods (Wortman
et al, 2001). SPC is something that can be used in
this phase. The use of control charts has many
benefits. When a control chart shows that a
process is within specification limits and in
control, it is often possible to eliminate the costs
relating to inspection. The Control phase refers to
the process used to meet standards consistently.
The steps according to Gryna (2001) are:
1. Document the Improved Process and Design
Controls: Control during operations is done
through use of a feedback loop which is a
measurement of actual performance, comparison
with the action on the difference and standard of
performance.
2. Validate the Measurement System: This step
could include new measurement devices, the
collection of new data and additional training for
process personnel. After setting up the
measurement system for the improved process, it
must be evaluated and made capable.
3. Determine the Final Process Capability: The
process changes implemented should be
irreversible. Essentially, this step ensures that the
process capability gained can be held during
normal operating conditions.
4. Implement and Monitor the Process Controls:
The steps mentioned above are used to monitor
the processes and product performance. In this
step, all of the remedies are implemented into the
operations. Implementing and monitoring the
improved process is the final step in a quality
improvement project.
According to Gryna (2001), the control process is
in the nature of a feedback loop, control involves
a sequence of steps: choose the control subject,
measure actual performance, establish standards,
establish measurement of performance, compare
actual measured performance to standards and
take action on the difference. Pande et al. (2002)
states that the main purpose of the Control phase
is quite simple: “once the improvement’s been
made and results documented, continue to
measure the performance of the process routinely,
adjusting its operation when the data clearly
indicates you should do so or when the
customer’s requirements change.”
IV.COMMONLY USED QUALITY
CONTROL (QC) TOOLS IN SIX SIGMA
Significant number of quality assurance and
quality management tools are available and
selecting an appropriate tool is not always an easy
task. Seven basic quality tools used in Six-Sigma
methodologies are:
1. Flow chart
2. Pareto diagram
3. Check sheet
4. Control chart
5. Histogram
6. Scatter plot
7. Cause-and-effect diagram.
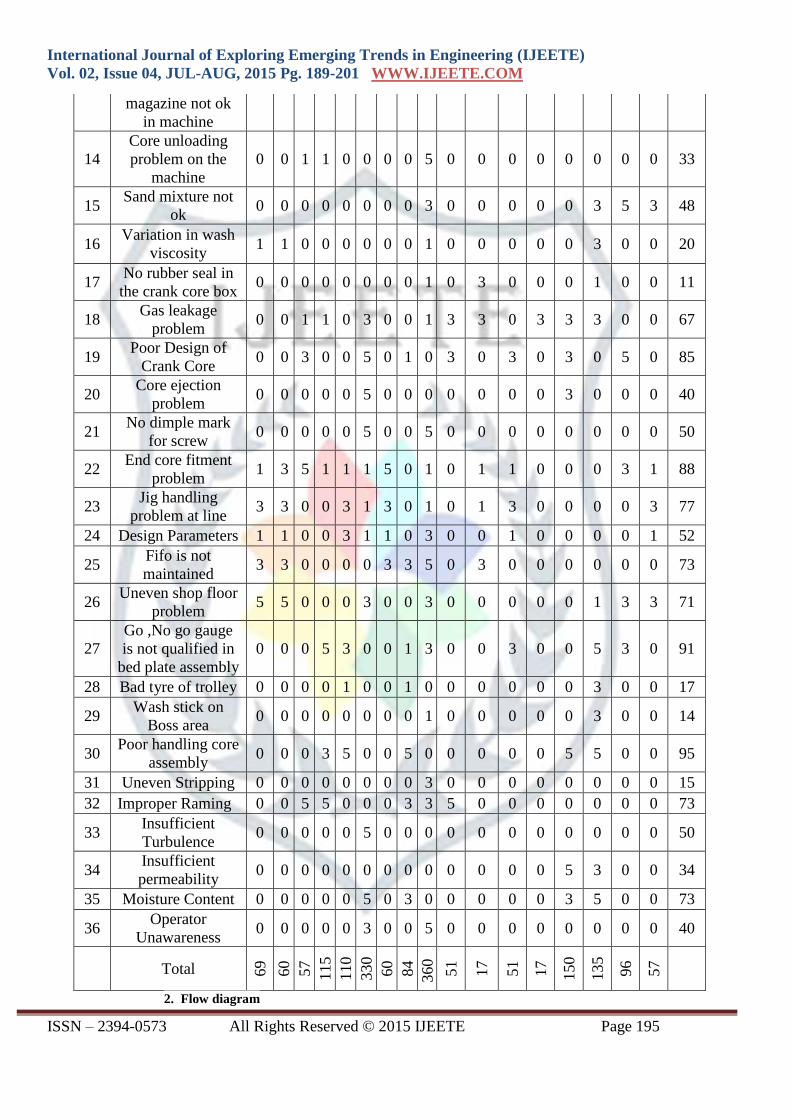
1. Cause and Effect Matrix:-
A cause-and-effect matrix — sometimes called
a C&E matrix for short — helps you discover
which factors affect the outcomes of your Six
Sigma initiative. It provides a way of mapping
out how value is transmitted from the input
factors of your system (the Xs) to the process or
product outputs (the Ys). With these relationships
visible and quantified, you can readily discover
the most-influential factors contributing to value.
Cause and Effect Matrix is a viable tool which
provides the maximum amount of information.
The Key Process Output Variables (KPIV) is
scored according to their importance while the
Key Process Input Variables (KPIV) is scored in
terms of their relationship to key outputs. In the
Matrix, a factor of importance for each parameter
score is rank ordered and every listed input
parameter is correlated to every output parameter.
Finally, a total value for each parameter is
obtained by multiplying the rating of importance
with value given to parameters and adding across
for each parameter. The KPIV are listed on the
left-hand side while the KPOV are listed on the
top right hand side of the diagram. In some cases,

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 194
the KPIV from one process are the KPOV for the
next process. For example, moisture content and
operator unawareness.. The results of the Cause
and Effect Matrix are further analyzed with the
Pareto Diagram. The Pareto Diagram (also known
as 20/80 principle) helps in prioritizing the
different categories taken into account for further
analysis like Failure More Effective Analysis
(FMEA) (A. Kumaravadivel, U. Natarajan,
2011). The KPOV are rank ordered in accordance
with the number of points from the Cause and
Effect Matrix. This table below shows the key
process input variable and key process output
variable relations related to the foundry process:
Importance
Estimation as
Scale for Process
From Customer
3 3 3 5 5 5 5 3 5 3 1 3 1 5 3 3 3
S.
no.
1 2 3 4 5 6 7 8 9 1
0 11
1
2
1
3
1
4
1
5
1
6
1
7
KPOV
KPIV
Mis
s ru
n
cold
sh
ut
Hot
Tea
rs
Cra
ck
Shri
nkag
e
Sla
g I
ncl
usi
on
Core
Shif
t
Tim
e O
F C
ycl
e
San
d I
ncl
usi
on
Sca
bs
Cuts
and W
asher
Mould
Shif
t
Sw
ells
Blo
w H
ole
s
Pouri
sity
and P
in
Hole
s
War
pag
e
Dir
t
Tota
l
1 Unskilled operator 3 1 0 0 0 3 0 3 3 3 0 0 3 0 0 3 0 70
2 Improper handling
of core on line 3 3 0 0 0 3 0 3 3 0 0 0 3 0 0 3 0 69
3
Core box is not
mounted properly
on machine
0 0 0 0 0 0 0 1 1 0 0 0 0 0 0 3 0 15
4
Venting problem
of bed plate
bottom slab
0 0 1 1 3 0 0 0 3 0 0 0 3 3 3 1 0 44
5
Trolley
maintenance not
adhered
0 0 0 0 0 1 0 3 1 0 0 0 1 0 0 0 0 20
6 Less scratch
hardness of core 0 0 0 0 0 3 0 0 1 0 0 0 1 0 0 0 5 36
7 Strainer core /
filter core not used 0 0 0 0 0 5 0 0 0 0 0 0 0 0 0 0 0 25
8 Sand quality poor 0 0 0 0 0 5 0 0 0 0 0 0 0 3 0 0 0 40
9
Blow candle
problem in end
core
3 0 0 1 0 5 0 0 0 0 3 3 0 1 0 0 0 93
10
Locator broken
problem in top
slab core
0 0 3 5 3 1 0 1 3 0 0 0 0 0 0 0 0 62
11 Porosity problem
machine 0 0 0 0 0 3 0 0 5 3 3 3 3 1 3 3 3 96
12 Broken blow
candle of machine 0 0 0 0 0 0 0 0 5 0 0 0 0 0 3 0 0 34
13 Mounting of sand 0 0 0 0 0 0 0 0 3 0 0 0 0 0 1 0 0 18
International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 195
magazine not ok
in machine
14
Core unloading
problem on the
machine
0 0 1 1 0 0 0 0 5 0 0 0 0 0 0 0 0 33
15 Sand mixture not
ok 0 0 0 0 0 0 0 0 3 0 0 0 0 0 3 5 3 48
16 Variation in wash
viscosity 1 1 0 0 0 0 0 0 1 0 0 0 0 0 3 0 0 20
17 No rubber seal in
the crank core box 0 0 0 0 0 0 0 0 1 0 3 0 0 0 1 0 0 11
18 Gas leakage
problem 0 0 1 1 0 3 0 0 1 3 3 0 3 3 3 0 0 67
19 Poor Design of
Crank Core 0 0 3 0 0 5 0 1 0 3 0 3 0 3 0 5 0 85
20 Core ejection
problem 0 0 0 0 0 5 0 0 0 0 0 0 0 3 0 0 0 40
21 No dimple mark
for screw 0 0 0 0 0 5 0 0 5 0 0 0 0 0 0 0 0 50
22 End core fitment
problem 1 3 5 1 1 1 5 0 1 0 1 1 0 0 0 3 1 88
23 Jig handling
problem at line 3 3 0 0 3 1 3 0 1 0 1 3 0 0 0 0 3 77
24 Design Parameters 1 1 0 0 3 1 1 0 3 0 0 1 0 0 0 0 1 52
25 Fifo is not
maintained 3 3 0 0 0 0 3 3 5 0 3 0 0 0 0 0 0 73
26 Uneven shop floor
problem 5 5 0 0 0 3 0 0 3 0 0 0 0 0 1 3 3 71
27
Go ,No go gauge
is not qualified in
bed plate assembly
0 0 0 5 3 0 0 1 3 0 0 3 0 0 5 3 0 91
28 Bad tyre of trolley 0 0 0 0 1 0 0 1 0 0 0 0 0 0 3 0 0 17
29 Wash stick on
Boss area 0 0 0 0 0 0 0 0 1 0 0 0 0 0 3 0 0 14
30 Poor handling core
assembly 0 0 0 3 5 0 0 5 0 0 0 0 0 5 5 0 0 95
31 Uneven Stripping 0 0 0 0 0 0 0 0 3 0 0 0 0 0 0 0 0 15
32 Improper Raming 0 0 5 5 0 0 0 3 3 5 0 0 0 0 0 0 0 73
33 Insufficient
Turbulence 0 0 0 0 0 5 0 0 0 0 0 0 0 0 0 0 0 50
34 Insufficient
permeability 0 0 0 0 0 0 0 0 0 0 0 0 0 5 3 0 0 34
35 Moisture Content 0 0 0 0 0 5 0 3 0 0 0 0 0 3 5 0 0 73
36 Operator
Unawareness 0 0 0 0 0 3 0 0 5 0 0 0 0 0 0 0 0 40
Total 6
9
60
57
115
110
330
60
84
360
51
17
51
17
150
135
96
57
2. Flow diagram

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 196
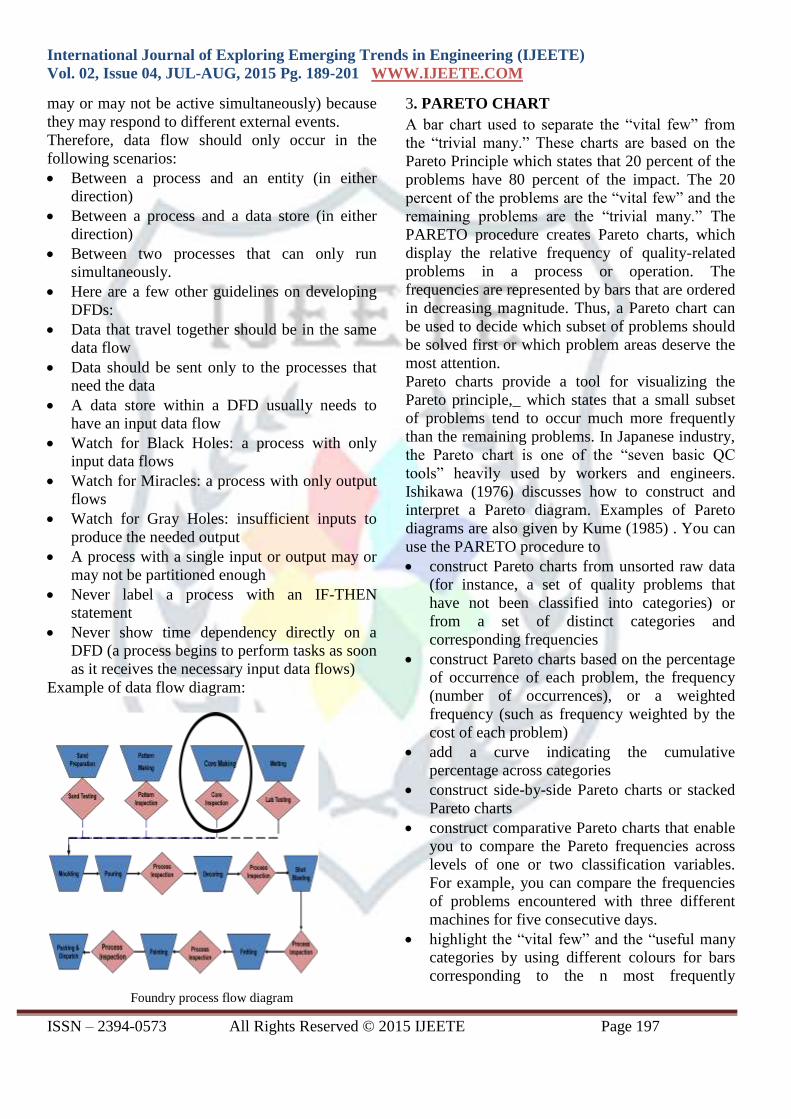
It is a collective term for a diagram representing a
flow or set of dynamic relationships in a system.
The term flow diagram is also used as synonym of
the flowchart, and sometimes as counterpart of the
flowchart. When it comes to conveying how
information data flows through systems (and how
that data is transformed in the process), data flow
diagrams (DFDs) are the method of choice over
technical descriptions for three principal reasons.
1. DFDs are easier to understand by technical and
nontechnical audiences
2. DFDs can provide a high level system overview,
complete with boundaries and connections to other
systems
3. DFDs can provide a detailed representation of
system components1
DFDs help system designers and others during
initial analysis stages visualize a current system or
one that may be necessary to meet new
requirements. Systems analysts prefer working
with DFDs, particularly when they require a clear
understanding of the boundary between existing
systems and postulated systems. DFDs represent
the following:
1. External devices sending and receiving data
2. Processes that change that data
3. Data flows themselves
4. Data storage locations
DFDs consist of four basic components that
illustrate how data flows in a system: entity,
process, data store, and data flow.
Entity
An entity is the source or destination of data. The
source in a DFD represents these entities that are
outside the context of the system. Entities either
provide data to the system (referred to as a source)
or receive data from it (referred to as a sink).
Entities are often represented as rectangles (a
diagonal line across the right-hand corner means
that this entity is represented somewhere else in the
DFD). Entities are also referred to as agents,
terminators, or source/sink.
Process
The process is the manipulation or work that
transforms data, performing computations, making
decisions (logic flow), or directing data flows
based on business rules. In other words, a process
receives input and generates some output. Process
names (simple verbs and dataflow names, such as
“Submit Payment” or “Get Invoice”) usually
describe the transformation, which can be
performed by people or machines. Processes can be
drawn as circles or a segmented rectangle on a
DFD, and include a process name and process
number.
Data Store
A data store is where a process stores data between
processes for later retrieval by that same process or
another one. Files and tables are considered data
stores. Data store names (plural) are simple but
meaningful, such as “customers,” “orders,” and
“products.” Data stores are usually drawn as a
rectangle with the righthand side missing and
labeled by the name of the data storage area it
represents, though different notations do exist.
Data Flow
Data flow is the movement of data between the
entity, the process, and the data store. Data flow
portrays the interface between the components of
the DFD. The flow of data in a DFD is named to
reflect the nature of the data used (these names
should also be unique within a specific DFD). Data
flow is represented by an arrow, where the arrow is
annotated with the data name.
Some Guidelines About Valid and Non-
Valid Data Flows
Before embarking on developing your own data
flow diagram, there are some general guidelines
you should be aware of.
Data stores are storage areas and are static or
passive; therefore, having data flow directly from
one data store to another doesn't make sense
because neither could initiate the communication.
Data stores maintain data in an internal format,
while entities represent people or systems external
to them. Because data from entities may not be
syntactically correct or consistent, it is not a good
idea to have a data flow directly between a data
store and an entity, regardless of direction.
Data flow between entities would be difficult
because it would be impossible for the system to
know about any communication between them.
The only type of communication that can be
modeled is that which the
system is expected to know or react to.
Processes on DFDs have no memory, so it would
not make sense to show data flows between two a
synchronous processes (between two processes that
International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 197
may or may not be active simultaneously) because
they may respond to different external events.
Therefore, data flow should only occur in the
following scenarios:
Between a process and an entity (in either
direction)
Between a process and a data store (in either
direction)
Between two processes that can only run
simultaneously.
Here are a few other guidelines on developing
DFDs:
Data that travel together should be in the same
data flow
Data should be sent only to the processes that
need the data
A data store within a DFD usually needs to
have an input data flow
Watch for Black Holes: a process with only
input data flows
Watch for Miracles: a process with only output
flows
Watch for Gray Holes: insufficient inputs to
produce the needed output
A process with a single input or output may or
may not be partitioned enough
Never label a process with an IF-THEN
statement
Never show time dependency directly on a
DFD (a process begins to perform tasks as soon
as it receives the necessary input data flows)
Example of data flow diagram:
Foundry process flow diagram
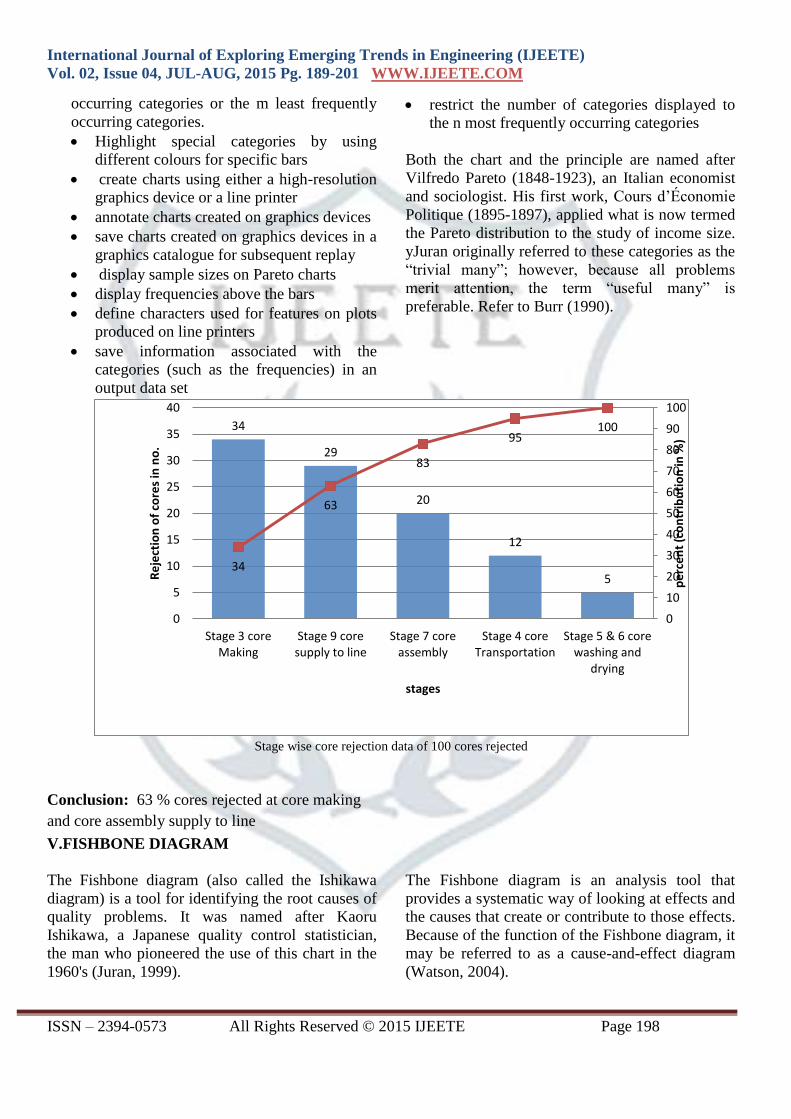
3. PARETO CHART
A bar chart used to separate the “vital few” from
the “trivial many.” These charts are based on the
Pareto Principle which states that 20 percent of the
problems have 80 percent of the impact. The 20
percent of the problems are the “vital few” and the
remaining problems are the “trivial many.” The
PARETO procedure creates Pareto charts, which
display the relative frequency of quality-related
problems in a process or operation. The
frequencies are represented by bars that are ordered
in decreasing magnitude. Thus, a Pareto chart can
be used to decide which subset of problems should
be solved first or which problem areas deserve the
most attention.
Pareto charts provide a tool for visualizing the
Pareto principle,_ which states that a small subset
of problems tend to occur much more frequently
than the remaining problems. In Japanese industry,
the Pareto chart is one of the “seven basic QC
tools” heavily used by workers and engineers.
Ishikawa (1976) discusses how to construct and
interpret a Pareto diagram. Examples of Pareto
diagrams are also given by Kume (1985) . You can
use the PARETO procedure to
construct Pareto charts from unsorted raw data
(for instance, a set of quality problems that
have not been classified into categories) or
from a set of distinct categories and
corresponding frequencies
construct Pareto charts based on the percentage
of occurrence of each problem, the frequency
(number of occurrences), or a weighted
frequency (such as frequency weighted by the
cost of each problem)
add a curve indicating the cumulative
percentage across categories
construct side-by-side Pareto charts or stacked
Pareto charts
construct comparative Pareto charts that enable
you to compare the Pareto frequencies across
levels of one or two classification variables.
For example, you can compare the frequencies
of problems encountered with three different
machines for five consecutive days.
highlight the “vital few” and the “useful many
categories by using different colours for bars
corresponding to the n most frequently
International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 198
occurring categories or the m least frequently
occurring categories.
Highlight special categories by using
different colours for specific bars
create charts using either a high-resolution
graphics device or a line printer
annotate charts created on graphics devices
save charts created on graphics devices in a
graphics catalogue for subsequent replay
display sample sizes on Pareto charts
display frequencies above the bars
define characters used for features on plots
produced on line printers
save information associated with the
categories (such as the frequencies) in an
output data set
restrict the number of categories displayed to
the n most frequently occurring categories
Both the chart and the principle are named after
Vilfredo Pareto (1848-1923), an Italian economist
and sociologist. His first work, Cours d’Économie
Politique (1895-1897), applied what is now termed
the Pareto distribution to the study of income size.
yJuran originally referred to these categories as the
“trivial many”; however, because all problems
merit attention, the term “useful many” is
preferable. Refer to Burr (1990).
Stage wise core rejection data of 100 cores rejected
Conclusion: 63 % cores rejected at core making
and core assembly supply to line
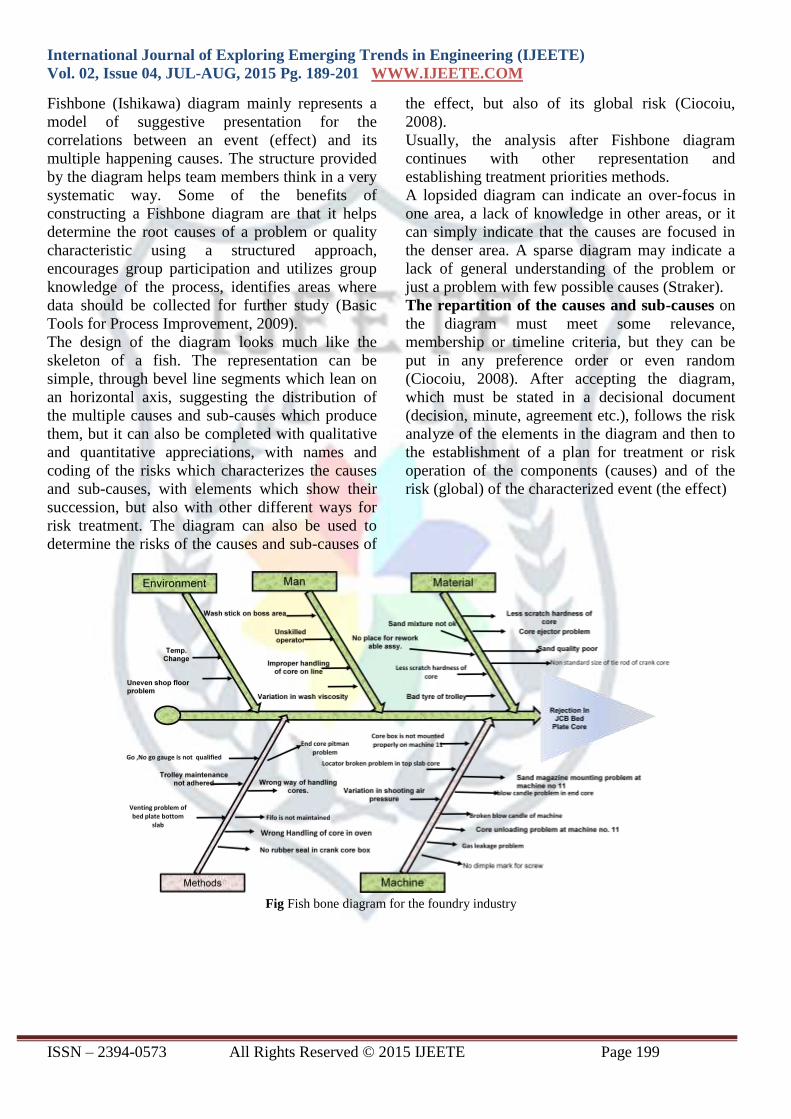
V.FISHBONE DIAGRAM
The Fishbone diagram (also called the Ishikawa
diagram) is a tool for identifying the root causes of
quality problems. It was named after Kaoru
Ishikawa, a Japanese quality control statistician,
the man who pioneered the use of this chart in the
1960's (Juran, 1999).
The Fishbone diagram is an analysis tool that
provides a systematic way of looking at effects and
the causes that create or contribute to those effects.
Because of the function of the Fishbone diagram, it
may be referred to as a cause-and-effect diagram
(Watson, 2004).
34
29
20
12
5 34
63
83
95 100
0
10
20
30
40
50
60
70
80
90
100
0
5
10
15
20
25
30
35
40
Stage 3 core Making
Stage 9 core supply to line
Stage 7 core assembly
Stage 4 core Transportation
Stage 5 & 6 core washing and
drying p
erc
en
t (c
on
trib
uti
on
in %
)
Re
ject
ion
of
core
s in
no
.
stages
International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 199
Fishbone (Ishikawa) diagram mainly represents a
model of suggestive presentation for the
correlations between an event (effect) and its
multiple happening causes. The structure provided
by the diagram helps team members think in a very
systematic way. Some of the benefits of
constructing a Fishbone diagram are that it helps
determine the root causes of a problem or quality
characteristic using a structured approach,
encourages group participation and utilizes group
knowledge of the process, identifies areas where
data should be collected for further study (Basic
Tools for Process Improvement, 2009).
The design of the diagram looks much like the
skeleton of a fish. The representation can be
simple, through bevel line segments which lean on
an horizontal axis, suggesting the distribution of
the multiple causes and sub-causes which produce
them, but it can also be completed with qualitative
and quantitative appreciations, with names and
coding of the risks which characterizes the causes
and sub-causes, with elements which show their
succession, but also with other different ways for
risk treatment. The diagram can also be used to
determine the risks of the causes and sub-causes of
the effect, but also of its global risk (Ciocoiu,
2008).
Usually, the analysis after Fishbone diagram
continues with other representation and
establishing treatment priorities methods.
A lopsided diagram can indicate an over-focus in
one area, a lack of knowledge in other areas, or it
can simply indicate that the causes are focused in
the denser area. A sparse diagram may indicate a
lack of general understanding of the problem or
just a problem with few possible causes (Straker).
The repartition of the causes and sub-causes on
the diagram must meet some relevance,
membership or timeline criteria, but they can be
put in any preference order or even random
(Ciocoiu, 2008). After accepting the diagram,
which must be stated in a decisional document
(decision, minute, agreement etc.), follows the risk
analyze of the elements in the diagram and then to
the establishment of a plan for treatment or risk
operation of the components (causes) and of the
risk (global) of the characterized event (the effect)
Fig Fish bone diagram for the foundry industry

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 200
VI. ADVANTAGES AND DISADVANTAGES
ADVANTAGES
• Fishbone diagrams permit a thoughtful analysis
that avoids overlooking any possible root causes
for a need.
• The fishbone technique is easy to implement
and creates an easy-to-understand visual
representation of the causes, categories of causes,
and the need.
• By using a fishbone diagram, you are able to
focus the group on the ʺbig pictureʺ as to possible
causes or factors influencing the problem/need.
• Even after the need has been addressed, the
fishbone diagram shows areas of weakness that
once exposed - can be rectified before causing
more sustained difficulties.
DISADVANTAGES
• The simplicity of a fishbone diagram can be
both its strength and its weakness. As a
weakness, the simplicity of the fishbone diagram
may make it difficult to represent the truly
interrelated nature of problems and causes in
some very complex situations.
• Unless you have an extremely large space on
which to draw and develop the fishbone diagram,
you may find that you are not able to explore the
cause and effect relationships in as much detail as
you would like to. (WBI Evaluation Group
(2007), Needs Assessment Knowledge Base)
CONLUSION
Six Sigma is a disciplined, data-driven
methodology for eliminating defects in any
process. Within Six Sigma Tools and
methodology deal with overall costs of quality,
both tangible and intangible parts, trying to
minimize it, and in the same time, increasing
overall quality level contributing to company
business success and profitability. It is a very
broad field itself.
Six Sigma is a step-by-step business
improvement strategy used to drive out waste,
improve profitability, to improve the efficiency
and effectiveness and reduce quality costs and of
all operations that meet or even exceed
customers’ needs and expectations. Six Sigma is
a toolkit and program for improving quality in
manufacturing processes. A methodology which
aims to reduce variations in a process. A Six
Sigma DMAIC methodology is used to
understand the root causes and management of
recalls and also analyze the costs in a consumer
products supply chain. There are many variables
in supply chain, so it is essential for
manufacturers to have procedures in place to
prevent failures that result in a product recall.
REFERENCES
1.Tonner, C., (2003), “Six Sigma”, iSixSigma,
Available at: http://www.isixsigma.1
com/dictionary/Six_Sigma-85.htm.
2.Prewitt, E., (2003), “Six Sigma Comes to IT:
Once Confined to Manufacturing Groups, the
Quality Improvement Program called Six Sigma
is now being used to Clean Up IT’s Act”, CIO,
Vol. 16 No. 21, pp. 87-92.
3. Chandna, P. and Chandra, A. (2009), “Quality
tools to reduce crank shaft forging defects: an
industrial case study”, Journal of Industrial and
Systems Engineering, Vol.3 No. 1, pp. 27-37.
4. Desai, D.A. (2008), “Improving productivity
and profitability through Six Sigma: experience
of a small-scale jobbing industry”, International
Journal of Productivity and Quality Management,
Vol. 3 No. 3, pp. 290-310.
5.Pande et al., (2002), The Six Sigma Way Team
Field book: An Implementation Guide for
Process Improvement Teams, McGraw-Hill
Professional, New York, NY.
6.Wortman, B. et al., (2001), The Certified Six
Sigma Black Belt Primer - First Edition, Use -
Fourth Edition, McGraw-Hill, New York, NY.
7..Basic Tools for Process Improvement. (1995,
May 3). Retrived December 20, 2009, from
Balanced Scorecard Institute:
http://www.balancedscorecard.org/Portals/0/PDF
/c-ediag.pdf
8.Ciocoiu, C. N. (2008). Managementul riscului.
Teorii, practici, metodologii. Bucharest: ASE.
9.Ilie, G. (2009). De la management la guvernare
prin risc. Bucharest: UTI Press & Detectiv.
10.Juran, J. M. (1999). Juran's Quality Handbook
(5th Edition). McGraw-Hill.

International Journal of Exploring Emerging Trends in Engineering (IJEETE)
Vol. 02, Issue 04, JUL-AUG, 2015 Pg. 189-201 WWW.IJEETE.COM
ISSN – 2394-0573 All Rights Reserved © 2015 IJEETE Page 201
11.Straker, D. (n.d.) Cause-Effect Diagram.
Retrived January 10, 2010, from QualityTools:
http://syque.com/quality_tools/toolbook/cause-
effect/cause-effect.htm
12.Watson, G. (2004). The Legacy Of Ishikawa.
Quality Progress 37(4) , 54-47.
13.WBI Evaluation Group (2007), needs
assessment knowledge base)
14. Gryna, (2001), Quality Plannind and
Analysis (From Product Development Through
Use), 4th
ediyion, New York: Mc-Graw-Hill.