a review on opefb fiber polymer composite materials vol. 31 issue 12 pg. 2079-2101 2010
TRANSCRIPT

A Review on Oil Palm Empty Fruit BunchFiber-Reinforced Polymer Composite Materials
Azman Hassan,1 Arshad Adam Salema,2 Farid Nasir Ani,2 Aznizam Abu Bakar11Department of Polymer Engineering, Faculty of Chemical and Natural Resources Engineering,Universiti Teknologi Malaysia, UTM 81310, Skudai, Johor Bahru, D’ Takzim, Malaysia
2Department of Thermofluid, Faculty of Mechanical Engineering, Universiti Teknologi Malaysia, UTM 81310,Skudai, Johor Bahru, D’ Takzim, Malaysia
Natural fiber-reinforced polymer composite materialshave emerged in a wide spectrum of area of the poly-mer science. The composite produced from thesetypes of materials are low density, low cost, compara-ble specific properties, and most importantly they areenvironmental friendly. The composite materials pro-duced from oil palm fibers and commercially availablepolymers have offered some specific properties thatcan be comparable to conventional synthetic fibercomposite materials. However, these properties aregreatly dependent on the compatibility of oil palmfibers and matrix phase with moisture absorption asone of the critical issues that becomes the drawbacksof the oil palm fiber polymer composite materials.Apparently, it greatly affects the physical as well asmechanical properties of the composite materials. Thepresent review reports the work on oil palm empty fruitbunch (OPEFB) fiber-reinforced polymer compositeswith some interest on the OPEFB physical structure,and chemical compositions. Finally, the incorporationof OPEFB into polymeric materials leads to severalinteresting consequences on the water absorptioncharacteristics and the mechanical properties, whichhave been reviewed. POLYM. COMPOS., 31:2079–2101,2010. ª 2010 Society of Plastics Engineers
INTRODUCTION
During the past decades, natural fibers have attracted
the interest of material scientists, researchers, and indus-
tries because of their specific advantages as compared to
conventional or synthetic fibers. First and foremost is the
environmental issue that is alarming the present scenario
of the world. This issue is on the top of national and
international agenda. Hence, these natural or bio-based
fibers, which are biodegradable unlike the synthetic fibers,
have become the centre of attraction. In addition to this,
low cost, low density, specific properties comparable to
those of synthetic fibers, ease of separation, carbon diox-
ide seizure, non-corrosive, reduced tool wear, reduced
dermal and respiratory irritation [1, 2], have increased the
interest in using natural or biofibers with various available
synthetic and natural polymeric materials. The applica-
tions of these biocomposites range from household to
more sensitive and specialized areas such as in space and
aircrafts. For example, glass fibers are replaced with natu-
ral plant fibers in some parts of [3] the car such as inte-
rior panels, etc. They also pointed out that even though
natural fibers enjoy some superior properties compared to
synthetic fibers, but they also suffer from serious problem
such as polarity nature. The polarity characteristic creates
incompatibility problems with many polymers. In addition
to this, other study [4] has reported the limitations of
poor resistance to moisture, limited processing tempera-
ture, and low dimensional stability. Hence, various chemi-
cal treatments [5] have been done to improve the adhe-
sion or interfacial bonding between natural fibers and
polymers.
Composites are termed as biocomposite materials when
one of its phases either matrix (polymer) or reinforce-
ment/filler (fibers) comes from natural source. Plant fibers
including wood and non-wood such as cotton, flax, hemp,
kenaf, etc., or by-products from crops comes under natu-
ral and renewable source acting as reinforcement or fillers
in biocomposite materials. Depending on the natural fiber
origin (seed, bast, leaf, and fruit), bast and leaf are the
most commonly used in composite applications [6]. The
mechanical strength of these natural fibers is comparable
to that of synthetic fibers such as E-glass fibers on a per
weight basis [7]. Renewable or natural resins from vegeta-
ble oils and starches are gradually replacing the com-
monly used fossil fuel synthetic based polymers [8]. They
Correspondence to: Arshad Salema; e-mail: [email protected]
Contract grant sponsor: Ministry of Higher Education (Malaysia);
contract grant number: 78200.
DOI 10.1002/pc.21006
Published online in Wiley Online Library (wileyonlinelibrary.com).
VVC 2010 Society of Plastics Engineers
POLYMER COMPOSITES—-2010

also have outlined the major factors influencing the per-
formance of the biocomposites materials, concluding that
future prospect of these materials remains need of further
research and development. However, the choice of suita-
ble natural fibers remains on many factors such as elonga-
tion at failure, thermal stability, adhesion of fibers and
matrix, dynamic and long-term behavior, final price, and
processing cost [9].
Keeping above in view and the factors such as easy
availability, abundantly available resource and futuristic
road to ease the commercialization, a comprehensive
review has been outlined on the research and development
activities done to date on OPEFB fibers composite materi-
als. The oil palm industries generate abundant amount of
biomass say in million of tons per year [10], which when
properly used will not only be able to solve the disposal
problem but also can create value added products from
these biomass. Oil palm empty fruit bunch (OPEFB) fiber
is one of the biomass that is presently used as a fuel in
the oil palm mills itself for generation of energy.
Attempts are also ongoing to convert the OPEFB fibers
into fertilizers for farms by burning them into ash, which
is rich in potassium. However, this raise the issue of envi-
ronmental pollution generated due to uncontrolled burning
of OPEFB fibers. The investigation of OPEFB fibers char-
acteristics such as physical and mechanical has led to
diversify there applications in the area of composite mate-
rials as well.
OPEFB fibers have depicted a great potential in use as
a reinforcing materials in a polymers [10]. This is
because, Malaysia and its surrounding South East Asian
countries generates large amount of OPEFB fiber as
waste, as mentioned earlier. Further, these OPEFB fibers
show specific properties that can be used by reinforcing
them with polymers to develop biocomposite materials.
Conversely, if these fibers are not used resourcefully, it
may not only lead to disposal problem and consequently
the environmental problems, but could also result in for-
feiture of substantial economic value, which would have
been induced by its suitable applications. Hence, palm oil
producing countries, in particular, can generate revenue
out of this waste product which till date is considered to
be challenging. The sustainable, non-hazardous, non-carci-
nogenic, eco-friendly, biodegradable product developed
from these fibers will surely benefit the human kind
across the globe in broad-spectrum. To our knowledge, at
commercial level, companies such as Sabutek Sdn. Bhd.
situated in Perak state and Ecofuture Berhad in Johore
state of Malaysia are manufacturing value added products
such as for packing from OPEFB fibers [11, 12]. Research
activities are being carried out at universities and other
research institutes as well. But the pace of the activities
was found to be gradual and confined. Despite many
efforts, hitherto the OPEFB fibers have not achieved total
commercialization. One of the major reasons is the hydro-
philic nature of the fibers. This can lead to separation of
the matrix and fiber phase in the composite materials after
aging due to poor adhesion between the resin matrix and
the fibers. Similar observation has been suggested for
other natural fibers such as jute fiber [13]. OPEFB fibers
are yet to be fully used economically because of consum-
ing unproductive cost and energy while handling it in oil
palm mills. However, this ‘‘waste" or by-product from the
palm oil mills, which was once viewed as embarrassing
liabilities are now viewed as co-products of increasing
potential value due to continual effort of research and
development on its applications. This will serve to pro-
mote a ‘‘zero-waste" concept. Current effort on R&D for
OPEFB fibers and other natural fibers is to minimize the
production of greenhouse gasses (GHG) and all existing
practices in the field are being examined. Certainly, the
reduction of GHG will assist in slowing down of climate
change and reducing the carbon footprints.
For example, over the past decades, the OPEFB
fibers have been studied for manufacturing composite
materials using different synthetic polymers for instance
polypropylene [14], polyester [15], poly(vinyl chloride)
[16], polyurethane [17], and phenol formaldehyde [18].
Basically, in these research works, the polymeric resins
were just used as binder. To our knowledge, until this
article, no study was found where OPEFB fiber was
reinforced with natural resins or bioresin. Extensive
studies based on these OPEFB fibers polymer composite
materials have been reported in the literature as shown
in Table 1 with classification of polymers. The
researchers have focused their studies on different
investigations such as water absorption, thermal stabil-
ity, physical and mechanical properties, and the effect
of pre-treating the OPEFB fibers to confirm the suitabil-
ity of OPEFB fiber as a reinforcing material in a dif-
ferent polymer matrix.
Very recently, a comprehensive and general review
article dealing with study on various aspects of cellulosic
biofibers and biocomposite materials was published [19].
The overview on biocomposite science and technology,
its environmental issues and market potential were found
in the literature [8]. In year 2000 and 2004, a review arti-
cle [20] about structural discussion on certain biofibers,
biodegradable polymers, and biocomposites, and an over-
view article [21] on pineapple leaf and sisal fiber and
their biocomposite reinforced with thermoset and thermo-
plastic polymers was published, respectively. Neverthe-
less, a specific review article on OPEFB fiber polymer
composite materials including both thermoplastic and
thermosets polymers have not been published so far to
our knowledge. Indeed, it becomes essential to assess the
previous and ongoing research for OPEFB fiber polymer
composite materials. This will surely enable the research-
ers, materialist, industrialists, scientist, and upcoming
experts to establish the lag in till date research work and
find approach for futuristic development for OPEFB fiber
polymer composite materials. This might even open room
for development of other natural fiber polymeric compos-
ite materials.
2080 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

This review deals with the work of OPEFB fiber poly-
mer composite materials including both thermoplastic and
thermosets polymers. Earlier section of the article introdu-
ces the OPEFB fibers in terms of its types, physical char-
acteristics, structure, and chemical composition. Whereas
the later section of the article addresses the issues on
OPEFB fibers polymer composites. A particular attention
has been given on the effect of reinforcing OPEFB fibers
with different polymers (thermoplastics and thermosets)
on the water absorption characteristics and mechanical
properties.
OIL PALM FIBERS
It was of importance to describe the types of OPEFB
fiber and its basic fundamental properties before going
into the details of it and its composite materials. Gener-
ally, the fundamental properties of the materials can give
a far insight in developing the final products with a
desired property for a specific application. This knowl-
edge also helps in industrial processing and potential use
in value-added products [22]. Empty fruit bunch and the
OPEFB fiber are shown in Fig. 1.
Types of Oil Palm Fibers
Oil palm fibers are derived from two sources of oil
palm tree, that is, OPEFB and mesocarp. Among these,
OPEFB fibers as shown in Fig. 1b are the most commonly
used for composite materials and various other applica-
tions. This is because of OPEFB consist of a bunch of
fibers which is readily available and at low cost [10].
OPEFB fibers are extracted by retting process from empty
fruit bunch whereas mesocarp fibers are waste materials
left after the oil extraction that needs cleaning process
before its final usage. Hereafter, the article deals with the
OPEFB fibers polymer composite materials.
Physical Characteristics and Structure of the OPEFBFiber
The structure and contents of the natural fiber cell wall
depends widely on types of species and the parts of the
plants where they originate [23]. OPEFB fibers are lignocel-
lulosic fibers where the cellulose and hemicellulose are rein-
forced in a lignin matrix similar to that of other natural
fibers. Cellulose, hemicellulose, and lignin that forms major
constituents of the natural fibers might differ (see Table 2)
depending on plant age and growth conditions, soil condi-
tions, weather effect, and testing methods used. As the chem-
istry of the natural fibers is depended on plant they grow, it
changes during the course of growth [26]. The properties of
the fibers such as tensile strength, flexural strengths, and
rigidity depend on the alignment of cellulose fibrils, which
are generally arranged along the fiber length [19].
The cellulosic fibrils run parallel to each other and
form a crystalline structure in addition to some amor-
phous regions. Electron microscopy observations [25]
showed that the cell walls of the biomass fiber includingFIG. 1. (a) OPEFB and (b) OPEFB fibers. [Color figure can be viewed
in the online issue, which is available at wileyonlinelibrary.com.]
TABLE 1. Polymers reinforced with OPEFB fibers with classification.
Thermoplastics
ThermosetsSemi-crystalline Amorphous Elastomeric
High-density
polyethylene (HDPE)
Acrylonitrile butadiene
styrene (ABS)
Ethylene-propylene-diene
terpolymer (EPDM)
Diallyl phthalate (DAP)
Low-density
polyethylene (LDPE)
Cellulose acetae (CA) Ethylene-propylene
terpolymer (EPT)
Melamine formaldehyde (MF)
Linear low-density
polyethylene (LLDPE)
Cellulose acetate butyrate (CAB) Nitrile butadiene rubber (NBR) Phenol formaldehyde (PF)
Polyamide (PA) Cellulose proprionate (CP) Styrene-butadiene styrene (SBS) Urea formaldehyde (UF)
Polybutylene
terephthalate (PBT)
Polycarbonate (PC) Thermoplastic
polyurethane (TPU)
Epoxy (EP)
Polyether ether ketone (PEEK) Polyether sulfone (PES) Natural rubber SMR L Unsaturated polyester (UP)
Polyoxymethylene (POM) Polyethylene terephthalate (PET) Polyurethane
Polyporpylene (PP) Polymethyl methacrylate (PMMA)
Polyphenylene sulfide (PPS) Polyphenylene oxide (PPO)
Polystyrene (PS)
Polysulfone (PSU)
Polyvinyl chloride (PVC)
Styrene acrylonitrile (SAN)
—Studies on OPEFB fibers reinforced with these polymers have been done.
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2081
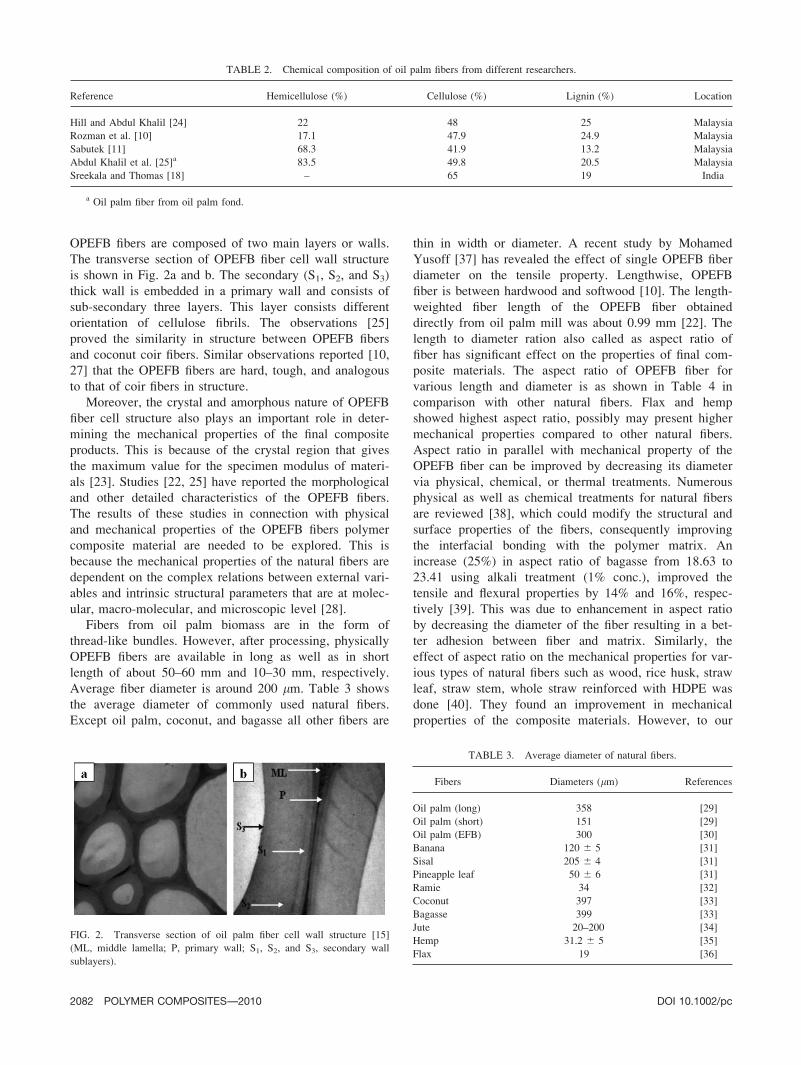
OPEFB fibers are composed of two main layers or walls.
The transverse section of OPEFB fiber cell wall structure
is shown in Fig. 2a and b. The secondary (S1, S2, and S3)
thick wall is embedded in a primary wall and consists of
sub-secondary three layers. This layer consists different
orientation of cellulose fibrils. The observations [25]
proved the similarity in structure between OPEFB fibers
and coconut coir fibers. Similar observations reported [10,
27] that the OPEFB fibers are hard, tough, and analogous
to that of coir fibers in structure.
Moreover, the crystal and amorphous nature of OPEFB
fiber cell structure also plays an important role in deter-
mining the mechanical properties of the final composite
products. This is because of the crystal region that gives
the maximum value for the specimen modulus of materi-
als [23]. Studies [22, 25] have reported the morphological
and other detailed characteristics of the OPEFB fibers.
The results of these studies in connection with physical
and mechanical properties of the OPEFB fibers polymer
composite material are needed to be explored. This is
because the mechanical properties of the natural fibers are
dependent on the complex relations between external vari-
ables and intrinsic structural parameters that are at molec-
ular, macro-molecular, and microscopic level [28].
Fibers from oil palm biomass are in the form of
thread-like bundles. However, after processing, physically
OPEFB fibers are available in long as well as in short
length of about 50–60 mm and 10–30 mm, respectively.
Average fiber diameter is around 200 lm. Table 3 shows
the average diameter of commonly used natural fibers.
Except oil palm, coconut, and bagasse all other fibers are
thin in width or diameter. A recent study by Mohamed
Yusoff [37] has revealed the effect of single OPEFB fiber
diameter on the tensile property. Lengthwise, OPEFB
fiber is between hardwood and softwood [10]. The length-
weighted fiber length of the OPEFB fiber obtained
directly from oil palm mill was about 0.99 mm [22]. The
length to diameter ration also called as aspect ratio of
fiber has significant effect on the properties of final com-
posite materials. The aspect ratio of OPEFB fiber for
various length and diameter is as shown in Table 4 in
comparison with other natural fibers. Flax and hemp
showed highest aspect ratio, possibly may present higher
mechanical properties compared to other natural fibers.
Aspect ratio in parallel with mechanical property of the
OPEFB fiber can be improved by decreasing its diameter
via physical, chemical, or thermal treatments. Numerous
physical as well as chemical treatments for natural fibers
are reviewed [38], which could modify the structural and
surface properties of the fibers, consequently improving
the interfacial bonding with the polymer matrix. An
increase (25%) in aspect ratio of bagasse from 18.63 to
23.41 using alkali treatment (1% conc.), improved the
tensile and flexural properties by 14% and 16%, respec-
tively [39]. This was due to enhancement in aspect ratio
by decreasing the diameter of the fiber resulting in a bet-
ter adhesion between fiber and matrix. Similarly, the
effect of aspect ratio on the mechanical properties for var-
ious types of natural fibers such as wood, rice husk, straw
leaf, straw stem, whole straw reinforced with HDPE was
done [40]. They found an improvement in mechanical
properties of the composite materials. However, to our
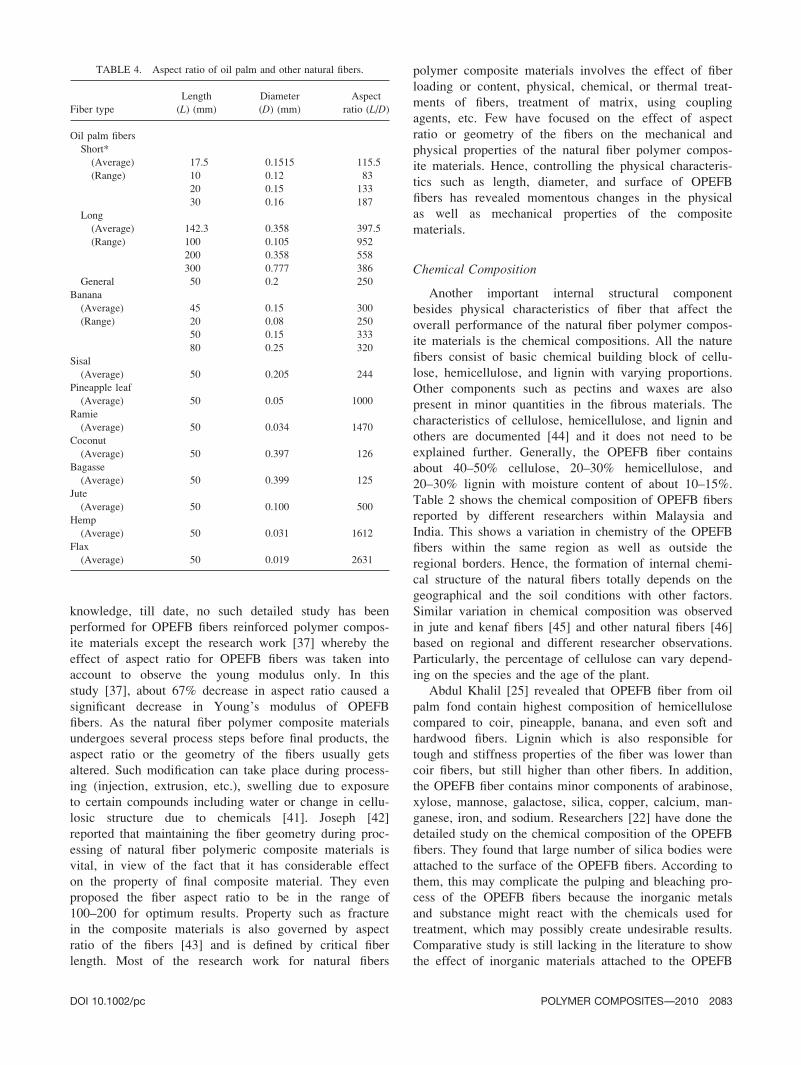
TABLE 2. Chemical composition of oil palm fibers from different researchers.
Reference Hemicellulose (%) Cellulose (%) Lignin (%) Location
Hill and Abdul Khalil [24] 22 48 25 Malaysia
Rozman et al. [10] 17.1 47.9 24.9 Malaysia
Sabutek [11] 68.3 41.9 13.2 Malaysia
Abdul Khalil et al. [25]a 83.5 49.8 20.5 Malaysia
Sreekala and Thomas [18] – 65 19 India
a Oil palm fiber from oil palm fond.
FIG. 2. Transverse section of oil palm fiber cell wall structure [15]
(ML, middle lamella; P, primary wall; S1, S2, and S3, secondary wall
sublayers).
TABLE 3. Average diameter of natural fibers.
Fibers Diameters (lm) References
Oil palm (long) 358 [29]
Oil palm (short) 151 [29]
Oil palm (EFB) 300 [30]
Banana 120 6 5 [31]
Sisal 205 6 4 [31]
Pineapple leaf 50 6 6 [31]
Ramie 34 [32]
Coconut 397 [33]
Bagasse 399 [33]
Jute 20–200 [34]
Hemp 31.2 6 5 [35]
Flax 19 [36]
2082 POLYMER COMPOSITES—-2010 DOI 10.1002/pc
knowledge, till date, no such detailed study has been
performed for OPEFB fibers reinforced polymer compos-
ite materials except the research work [37] whereby the
effect of aspect ratio for OPEFB fibers was taken into
account to observe the young modulus only. In this
study [37], about 67% decrease in aspect ratio caused a
significant decrease in Young’s modulus of OPEFB
fibers. As the natural fiber polymer composite materials
undergoes several process steps before final products, the
aspect ratio or the geometry of the fibers usually gets
altered. Such modification can take place during process-
ing (injection, extrusion, etc.), swelling due to exposure
to certain compounds including water or change in cellu-
losic structure due to chemicals [41]. Joseph [42]
reported that maintaining the fiber geometry during proc-
essing of natural fiber polymeric composite materials is
vital, in view of the fact that it has considerable effect
on the property of final composite material. They even
proposed the fiber aspect ratio to be in the range of
100–200 for optimum results. Property such as fracture
in the composite materials is also governed by aspect
ratio of the fibers [43] and is defined by critical fiber
length. Most of the research work for natural fibers
polymer composite materials involves the effect of fiber
loading or content, physical, chemical, or thermal treat-
ments of fibers, treatment of matrix, using coupling
agents, etc. Few have focused on the effect of aspect
ratio or geometry of the fibers on the mechanical and
physical properties of the natural fiber polymer compos-
ite materials. Hence, controlling the physical characteris-
tics such as length, diameter, and surface of OPEFB
fibers has revealed momentous changes in the physical
as well as mechanical properties of the composite
materials.
Chemical Composition
Another important internal structural component
besides physical characteristics of fiber that affect the
overall performance of the natural fiber polymer compos-
ite materials is the chemical compositions. All the nature
fibers consist of basic chemical building block of cellu-
lose, hemicellulose, and lignin with varying proportions.
Other components such as pectins and waxes are also
present in minor quantities in the fibrous materials. The
characteristics of cellulose, hemicellulose, and lignin and
others are documented [44] and it does not need to be
explained further. Generally, the OPEFB fiber contains
about 40–50% cellulose, 20–30% hemicellulose, and
20–30% lignin with moisture content of about 10–15%.
Table 2 shows the chemical composition of OPEFB fibers
reported by different researchers within Malaysia and
India. This shows a variation in chemistry of the OPEFB
fibers within the same region as well as outside the
regional borders. Hence, the formation of internal chemi-
cal structure of the natural fibers totally depends on the
geographical and the soil conditions with other factors.
Similar variation in chemical composition was observed
in jute and kenaf fibers [45] and other natural fibers [46]
based on regional and different researcher observations.
Particularly, the percentage of cellulose can vary depend-
ing on the species and the age of the plant.
Abdul Khalil [25] revealed that OPEFB fiber from oil
palm fond contain highest composition of hemicellulose
compared to coir, pineapple, banana, and even soft and
hardwood fibers. Lignin which is also responsible for
tough and stiffness properties of the fiber was lower than
coir fibers, but still higher than other fibers. In addition,
the OPEFB fiber contains minor components of arabinose,
xylose, mannose, galactose, silica, copper, calcium, man-
ganese, iron, and sodium. Researchers [22] have done the
detailed study on the chemical composition of the OPEFB
fibers. They found that large number of silica bodies were
attached to the surface of the OPEFB fibers. According to
them, this may complicate the pulping and bleaching pro-
cess of the OPEFB fibers because the inorganic metals
and substance might react with the chemicals used for
treatment, which may possibly create undesirable results.
Comparative study is still lacking in the literature to show
the effect of inorganic materials attached to the OPEFB
TABLE 4. Aspect ratio of oil palm and other natural fibers.
Fiber type
Length
(L) (mm)
Diameter
(D) (mm)
Aspect
ratio (L/D)
Oil palm fibers
Short*
(Average) 17.5 0.1515 115.5
(Range) 10 0.12 83
20 0.15 133
30 0.16 187
Long
(Average) 142.3 0.358 397.5
(Range) 100 0.105 952
200 0.358 558
300 0.777 386
General 50 0.2 250
Banana
(Average) 45 0.15 300
(Range) 20 0.08 250
50 0.15 333
80 0.25 320
Sisal
(Average) 50 0.205 244
Pineapple leaf
(Average) 50 0.05 1000
Ramie
(Average) 50 0.034 1470
Coconut
(Average) 50 0.397 126
Bagasse
(Average) 50 0.399 125
Jute
(Average) 50 0.100 500
Hemp
(Average) 50 0.031 1612
Flax
(Average) 50 0.019 2631
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2083

fibers on the chemical treatment. However, to how much
extent this inorganic components can impede the final
properties of the biocomposite materials are still
unknown. Besides this, OPEFB fiber contains about 1.5–
2.5% of ash with carbon (45–50%) and oxygen (44–48%)
as main constituents following the silica of about 5–6%
and others such as magnesium, calcium, and potassium in
minor quantities.
The properties and amount of each lignocellulosic
components contribute to the properties of the fiber as
well as the composite materials. For example, the hydro-
philic nature of the cellulose causes the absorption of
water in the fiber. This forms a major drawback for the
natural fibers since the interfacial bonding with matrix
weakens resulting in a poor physical and mechanical
properties of composite materials. This forms one of the
major disadvantages of the natural fibers reinforced poly-
mer composite materials. Properties such as biodegrada-
tion, moisture absorption [45], and thermal degradation
are shown by hemicellulose. On the other hand, lignin is
thermally stable and protects the further degradation of
biocomposite materials thermally. However, it is suscepti-
ble to photochemical degradation caused due to ultraviolet
light [45]. Once this lignin gets degrade, the inner content
becomes more prone to degradation and physically the
fiber starts losing the surface characteristics. The influence
of these components on the properties of the natural fiber
polymer composite materials is shown in Fig. 3. This
clearly shows that the lignocellulosic components of the
fiber play a major role in determining the mechanical and
physical properties of the fibers. Hence, the modification
of these components (cellulose, hemicellulose, and lignin)
was the focus of the research work until date to enhance
the mechanical and other properties of the OPEFB fiber
polymer composite materials. The chemical route to mod-
ify the natural fibers was found to be the most commonly
used technique.
The degree of polymerization (DP) determines the
mechanical properties of the fibers [47] and the degrada-
tion of cellulose caused by physical, chemical, or radia-
tion damage can be assessed with the help of DP value
[46]. As the structure of the natural fibers components
such as cellulose, hemicellulose, and lignin almost
remains the same, the DP is reported [13] to differ. To
our knowledge, a deep understanding of DP for OPEFB
fibers is still lacking in the literature. Further, its effect on
the physical as well as mechanical properties needs to be
evaluated. Of all the above, the OPEFB fibers has very
complex chemical structure which is yet to be established
in detail. The deep understanding of various characteris-
tics of OPEFB fibers will improve its applicability and
design criteria of composite materials with different poly-
meric resins.
Various advantages of the OPEFB fibers have been
mentioned, but they also show some weakness. Neverthe-
less, most of its inadequacy can be prevailed through suit-
able treatments. Another advantage of natural fibers over
synthetic is the buckling during processing and fabrication
rather than breaking [19]. Further, they also have reported
that cellulose in the natural fiber possesses a flattened
oval shape that is suitable for high stress due to higher as-
pect ratio. The present review article attempts to cover
the various polymeric materials reinforced with OPEFB
fiber and its mechanical and water absorption properties.
FIG. 3. Properties of lignocellulosic materials [17].
2084 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

OPEFB FIBER-REINFORCED THERMOPLASTICPOLYMERS
Polypropylene
Effect on Water Absorption. The hydroxyl group de
facto is the main chemical entity for the attraction of water
molecules in the natural fibers. Another is the physical na-
ture of the natural fibers such as amorphous and crystalline
regions plays an important role in diffusion of water in the
fibers with later region showing less water intake because
of its relatively close packing of molecules [46].
Water absorption for different mesh size OPEFB fiber
filled PP (treated with maleic anhydride) composite mate-
rial was measured [14]. The composite samples were peri-
odically taken out of the water and its absorption rate was
measured and was immediately immersed in the water for
further evaluation. As the immersion time increased, the
water absorption for untreated and treated OPEFB-PP
composite material increased to a certain value and
thereon remained plateau. Treated composite materials
displayed lower water intake compared to untreated com-
posite. The overall reduction in water absorption was
found to be about 10% in maleic anhydride treated
OPEFB fibers as compared to untreated fibers. This also
depends on the filler size. As the lignocellulosic constitu-
ents of OPEFB fibers are responsible for water absorption
because of their hydroxyl groups, chemical treatment
replaces these hydroxyl groups with hydrophobic groups
and also form protective layer thus preventing any further
intake of water. Fiber size also plays a role in low intake
of water, for example in case of [14] 80 mesh size
OPEFB fiber filled PP composite materials showed about
55% lower water absorption rate for treated and about
25% lower for untreated composite materials as compared
to 60 mesh fiber size, respectively. For the same fiber
size, the water absorption rate was about 27% less in case
of 60 mesh size treated fibers and around 56% less in
case of 80 mesh size treated OPEFB fiber filled PP com-
posite materials. This depicts that smaller fiber size results
in strong adhesion between fiber-matrix which reduces
any possible voids or gaps that might form capillary for
water absorption in composite materials. However, the
authors [14] have not mentioned the detail reasons for
this effect.
OPEFB fibers–polypropylene composite materials was
produced by two compounding techniques and pre-treat-
ing the fibers with Epolene 43 and poly propylene acrylic
acid as compatibilizers and with 3-aminopropyltriethoxy-
silane as coupling agent [48]. Epolene 43 is maleic anhy-
dride modified polypropylene (PP). The results of this
study depicted that a slight reduction in water absorption
was attributed by 3-aminopropyltriethoxysilane compared
to other two compatibilizers. Overall, the improvement in
water resistance was insignificant compared to previous
study by the same author [14]. The rate of water resist-
ance in case of polypropylene acrylic acid treated fibers
was poor compared to 3-aminopropyltriethoxysilane
treated fibers. This shows the affinity of acrylic acid
towards the water molecules.
In another study [49], the effect of three coupling
agents, namely Epolene 43, polymethylene polyphenyl
isocyanate, and 3-trimethoxysilyl-propylmethaacrylate on
the water absorption characteristics by OPEFB fibers–
polypropylene composites was studied. The effect of fiber
loading in conjunction with concentration of chemicals
used as coupling agents to modify the OPEFB fibers was
also taken into account. Apparently, the results showed
reduction in water absorption for all the chemical treated
fibers. However, the water absorption rate was higher in
case of higher loaded OPEFB fiber in the composite
material. The reason behind this was the higher possibility
of water absorption by hydrophilic nature of fibers, which
proportionally increases the rate of water absorption with
higher fiber loading. PP shows very negligible or no water
absorption [50] and hence, it can be assumed that 99.9%
of water is absorbed by OPEFB fibers. This can also be
confirmed by studies performed for other natural fibers
reinforced with PP such as wood fiber/PP composites
[51], sisal fiber PP composites [52], and flax fiber/PP
composites [53]. In fact, it has been reported [52], PP
showed negligible evidence of water absorption even at
higher temperatures of about 908C.The increase in concentration of chemicals for modifi-
cation of fibers confirmed increase in reduction of water
absorption but approximately in range of 0.1–0.5%, which
can be considered as nominal effect. Interestingly, the
water absorption characteristics as shown in Fig. 4a–c
illustrates that higher fiber loading with increased chemi-
cal concentration results in more resistance in uptake of
water as was seen in case of 3-trimethoxysilyl-propylme-
thaacrylate and polymethylene polyphenyl isocyanate
treated fibers. In general, the reduction in water absorp-
tion for different chemicals treated fibers followed the
order: Epolene 43 [ 3-trimethoxysilyl-propylmetha-
acrylate [ polymethylene polyphenyl isocyanate. This
variation in water absorption might be attributed either
due to the nature of the chemicals or the replacement
of functional groups during the reaction of fibers with
chemicals.
Comparatively, maleic anhydride treated OPEFB
fibers–PP composite [14] revealed high resistance to water
than other chemical treatments. Likewise, in case of
maleated PP reinforced with wood fiber showed �38%
decrease in water intake compared to untreated compo-
sites [51]. This clearly shows that chemical used for fiber
modifications play an important role in determining the
water absorption rate for composite materials. Neverthe-
less, other factors such as filler size, fiber loading, chemi-
cal concentration, and temperature at which the treatment
is done equally contribute in defining the water absorption
characteristics. Tajvidi [50] reported that the water
absorption depended on the type of natural fibers rein-
forced with PP and order was kenaf [ newsprint [ wood
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2085

flour [ rice hulls at 50 wt% fiber loading. Not only this
factors but also compounding techniques such as extru-
sion, two-roll mills, etc., with the shape and size of the
fibers plays a role in water absorption characteristics [51].
It was observed that the amount of water absorption for
OPEFB fiber/PP composite was almost near to that of
kenaf fiber/PP [50] as well as hardwood fiber/PP [51] at
50% fiber loading. Moreover, Tayang [54] have investi-
gated the effect of amorphous and crystallinity on the rate
of water absorption by natural fibers such as banana,
ramie, abaca, maguey, and kenaf. They concluded that the
water intake is linearly dependent on the amorphous
region or content of the natural fibers. Finally, the dimen-
sional stability of the composite materials greatly depends
on the amount of water or moisture absorbed, hence the
thorough understanding of the effect of water absorption
on the properties of the composite is vital.
Effect on Mechanical Properties. The effect of maleic
anhydride (MAH) on OPEFB fiber filled with PP compo-
sites was studied [14] to determine the mechanical proper-
ties. Flexural strength, modulus, and toughness increased
for OPEFB filled–PP composite material treated with
MAH as shown in Table 5. This improvement was due to
good adhesion and compatibility between MAH treated
OPEFB fillers and PP matrix. Because maleic anhydride
provides polar acid–base interactions and can bound with
hydroxyl group of the natural fibers covalently [55]. On
the other hand, increase in filler size has reverse effect on
the mechanical properties, except that for flexural tough-
ness, which showed significant increase as shown in
Table 6. This indicates that OPEFB fibers are tough in
nature and it increases overall toughness of the composite
materials. Flexural toughness increased considerably
for MAH treated OPEFB fiber filled with PP composite
FIG. 4. OPEFB fiber–polypropylene composite treated with (a) epolene 43; (b) 3-trimethoxysilyl-propylme-
thaacrylate; and (c) polymethylene polyphenyl isocyanate [20].
TABLE 5. Percentage gain in flexural and impact properties for treated
OPEFB filler–PP composites at 40% filler loading and filler size of
Mesh 80 [14].
Chemical concentration (%)
5 10 15
Flexural strength (MPa) 105 123 135
Flexural modulus (GPa) 36 40 59
Flexural toughness (KPa) 70 120 125
Impact strength (J/m) 13 42 44
TABLE 6. Percentage increase in flexural properties for MAH-treated
(10% chemical concentration) OPEFB filler–PP composite at 40% filler
loading [14].
Mesh 60 Mesh 80 Mesh 100
Flexural strength (MPa) 52 123 82
Flexural modulus (GPa) 65 41 55
Flexural toughness (kPa) 75 125 160
Impact strength (J/m) 76 44 27
2086 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

materials as compared to flexural strength and modulus
with varying filler size. Similar study [56] was done in
more detailed for rubber fiber and powder form filler in
HDPE composites. It was found that rubber fibers filled
HDPE composites do not show good flexural strength as
compared to rubber powder filled HDPE composite mate-
rials. The reason stated by the researchers was the uni-
form dispersion of rubber powder fillers in the polymer
matrix as compared to rubber fibers. Moreover, fibers
with higher degree of lignin tend to agglomerate which
may subsequently create discontinuity in the matrix and
stress concentration points in the composite materials.
The impact strength was found to decrease in rubber–
HDPE composite materials, but fillers with powder form
depicted higher impact strength than that of rubber fibers.
This was due to higher surface area produced by powder
form than fiber which may resist the crack propagation.
From our knowledge, analogous assumption could be pro-
posed for OPEFB–PP composite materials where impact
strength was found to decrease as the filler size was
increased as shown in Table 6. Overall, two factors were
mainly emphasized for improvement in mechanical prop-
erties. First, the adhesion property between fibers and ma-
trix phase and second, the dispersion or uniformity of fill-
ers. Former factor is enhanced by either pre-treating the
fibers with chemical or by addition of coupling agents. As
can be noticed (see Fig. 5) from the study of Rozman
[56] the profile of impact strength before and after the
addition of coupling agents. This confirms that the tend-
ency of agglomeration or non uniformity and poor adhe-
sion can be reduced to a greater extent with the help of
coupling agents. The later can be improved through
proper selection and care during processing techniques for
composite materials.
Cellulose derived from OPEFB was reinforced with PP
to form composite as a potential material in packaging,
building products, furniture, consumer goods, and auto-
motive industries [57]. The mechanical properties such as
tensile, flexural, and impact tests for this composite was
compared with that of as received OPEFB fibers rein-
forced with PP composite. Cellulose as well as OPEFB
fibers were treated with alkali (NaOH) solution prior to
preparation of composite materials. Pure cellulose and
OPEFB fibers were blended with PP at different ratios
using twin-screw compounder. PP–cellulose composite
was found to have higher tensile strength compared to
OPEFB fiber–PP composite for fiber loading above 20%.
This was also observed in case of fibrous cellulose fiber
reinforced with PP with different compatibilizers [58]. In
general, increase of fiber or filler loading in composite
materials decreases the tensile strength. However, in case
of cellulose–PP composite materials an opposite trend
was observed, that is, an increase in tensile strength with
filler loading. Flexural modulus was seen increasing
steadily with filler content. For 17.5% chemical treated
OPEFB filler and 40% fiber loading the flexural modulus
was about 2.75 GPa as compared to 3.6 GPa for previous
study [14]. This also confirms that maleic anhydride treat-
ment was more effective than alkali treatment. However,
cellulose–PP composite material showed similar value of
modulus to that obtained by Rozman [14]. Similarly, the
impact strength in case of maleic anhydride treated
OPEFB fiber–PP composite was much higher compared
to alkali treated OPEFB filler–PP composite. However,
PP–cellulose composite showed high impact strength
compared to untreated OPEFB fiber PP composite. High
crystallinity fibrous cellulose of about 95% crystalline
reinforced with PP showed nearly 25% lower tensile
strength compared to neat PP [59]. However, it was
increased by using MAPP compatibilizer.
OPEFB fiber–PP composites were produced using
treated and untreated maleated PP (MAPP). In this work
[60], the PP was grafted with maleic anhydride to form
maleated PP with different proportions of PP and maleic
anhydride. The fiber loading was varied in the composite
materials in the range of 20–60%. The mechanical proper-
ties such as flexural and impact were enchanced by treat-
ing PP with maleic anhydride and higher improvement in
FIG. 5. Impact strength of rubber-filled HDPE composite materials (a) without coupling agents and (b)
with coupling agents (TPM, trimethoxysilyl propyl methacrylate; APE, aminopropyl triethoxysilane) [21].
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2087

properties was noted for higher maleated PP. Neverthe-
less, the properties were observed to decrease with
increase in fiber loading except flexural modulus. The rea-
son behind this was the formation of hydrogen bond,
which reduced the ability to resists the stress transmitted
to the filler or fiber from the matrix. Moreover, according
to researchers [59] maleic anhydride moieties present in
MAPP can effectively interact with free OH group present
in the fibers. Hence, when the fiber loading was increased
the number of OH group apparently increased with the
constant MAPP amount causing poor interfacial bounding.
An improvement in tensile and flexural property of kenaf/
PP composite was reported by the addition of small
amount of MAPP [55]. Numerous researchers have
applied MAPP as compatibilizer either for modification of
matrix [53] or fiber surface [61]. Nevertheless, the later
authors have claimed that MAPP grafting of fibers are
industrially impracticable because of high expenses.
Poly(vinyl chloride)
PVC is usually reinforced with inorganic materials such
as glass fibers, calcium carbonate, and talc. However, these
types of fillers are characterized as high density materials
which might increase the overall density of the composite
materials. Hence, natural fibers are gaining importance as
an alternative to synthetic fillers. The important aspect in
the development of PVC composites by using natural fibers
was to achieve good combinations of properties at an eco-
nomical way. PVC is found in different forms such as PVC
rigid and plasticized PVC. Each has its own characteristics
and differs from one another. However, among these cate-
gories, PVC rigid and plasticized PVC are used in many
applications. The study of OPEFB fibers reinforced with
PVC was studied by present authors [16, 62] that are pre-
sented in this article. Besides OPEFB fiber, other natural
fibers reinforced with PVC are wood [63–65], bamboo and
pine flour [66], rice straw [67], sisal [68], sugarcane ba-
gasse [69], and coconut [70].
Effect on Water Absorption. To our knowledge, till
date, there has been no study found on the water absorp-
tion characteristics for PVC reinforced with OPEFB
fibers. This surely needs to be explored with its affect on
mechanical and physical properties in the composite
materials. Because most of the polymers particularly ther-
moplastics are non-polar, that is, hydrophobic in nature
[71], thus, neat PVC absorbs very negligible or no water.
It was reported by a company that PVC absorbed about
0.05% of water after 24 h at room temperature [72].
Hence, it can be assumed that all the water will be
absorbed by the fibers in the natural fiber reinforced with
PVC polymeric matrix. Nevertheless, the rate of absorp-
tion while using PVC as polymeric resin with OPEFB
fibers is needed to be investigated. This is because in the
high humidity regions such as Malaysia, use of natural
fiber polymer composite materials for the final application
must be done cautiously, because it can easily deteriorate
the composite material by absorbing the moisture from
the environment and even due to the weather condition.
However, natural fibers other than OPEFB fiber reinforced
with PVC composites are presented to get some insight
about water absorption characteristics.
PVC reinforced sisal fibers composites [68] were sub-
jected to water absorption characteristics showed increase
in water intake with increase in sisal fibers loading. How-
ever, modification of fibers with maleic anhydride
improved the resistance to water intake thereby improving
the mechanical properties.
A US patent [71] claimed that there was significant
reduction in water absorption in PVC oak wood and pine
flour composite material by using compatibilizers consist-
ing of mixture of maleic anhydride, styrene, methyl meth-
acrylate, azobisisobutyronitrile, and toluene.
Takatani [73] have studied the effect of using steam
exploded wood flour and found an excellent increase in
the water resistance in wood flour thermoplastic polymers
such as PMMA, PVC, and PS. From Table 7, it seems
clear that the technique of reinforcing steam exploded
wood fibers in to PVC polymer resin was successful in
increasing the water resistivity for the composite materi-
als. If wood flour alone were exposed to water environ-
ment, it would gain the highest amount of water intake as
studied in detail by Stark [74]. His study confirmed that
wood flour is the only component to absorb water or
moisture in wood flour/PP composite, because PP does
not absorb the moisture. As wood flour absorbed about
16% moisture at 90% relative humidity (RH) compared to
just 3.6% (for 20 wt% wood fiber loading) and 5.5% (for
40 wt% wood fiber loading) for the same exposure. This
77% and 65% drop for 20 wt% and 40 wt% fiber loading,
respectively, in water uptake in the wood flour/PP com-
posite materials was due to formation of skin layer of
hydrophobic PP on the wood fibers. Nevertheless, wood
flour reinforced PVC composites showed higher water
absorption rate compared to PMMA and PS. The authors
[73] concluded briefly that the water resistance of the
composite material dependent mainly on polymer species
and not on the wood species without giving detailed rea-
son about water absorption test.
TABLE 7. Water absorption property of steam-exploded wood flour
fiber reinforced with PVC polymer [73].
Types of
SE-wood flour
Fiber/SE/polymer
ratio (7/0/3)
Water absorption
% (15.92)
Beech 6/1/3 13.89
Japanese cedar 10.09
Red meranti 22.26
Beech 5/2/3 15.1
Japanese cedar 7.2
Red meranti 11.88
Beech 4/3/3 10.62
Japanese cedar 6.44
Red meranti 11.33
2088 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

The rate of water absorption in wood fiber reinforced
with different thermoplastic polymer such as PVC, HDPE,
and PP was about 1.3, 0.7, and 1.1%, respectively, which
was much less than Oriented strandboard (OSB) and Me-
dium-density fiberboard (MDF) which is about 16.5% and
21.2%, respectively [75]. The rate of water intake depends
on numerous factors such as pre-treatment, processing
method, fiber orientation, fiber loading, and fiber nature.
It seems that better understanding of water absorption
characteristics for natural fiber reinforced with PVC poly-
mer composite materials needs to be carried out due to
unclear data reasoning. Biofiber polymer composite materi-
als faces the challenge of water absorption problems due to
degradation property of biofibers once exposed to rain, sea,
ice, snow, or humidity with possible reactions of swelling,
shrinking, and cracking of composite materials. Because
lignocellulosic materials present in the natural fibers such
as hemicellulose is reported [20] to be a major contributor
in absorbing the water or moisture followed by cellulose
and lignin to be least. Addition of crosslinking agents in the
natural fiber polymer composite materials can also increase
in water resistance of the composite materials as reported in
[76] using Ca and Zr salts. This and other possible cross-
linking agents have to be investigated for OPEFB fiber-
reinforced PVC polymer composite materials. Low water
absorption by OPEFB fiber PVC composite can be specu-
lated due to its higher lignin and lower cellulose content
compared to other natural fibers. As lignin act as capsule
for hemicellulose and cellulose, it can reduce the water
absorption into the OPEFB fibers. However, this type of
studies has not been carried out as mentioned earlier in this
section and needs to be taken into account.
Effect on Mechanical Properties. The influence of
OPEFB content on the impact strength of the composite is as
shown in Fig. 6. As the fiber content was increased from 0 to
40 phr, the impact strength was reduced by about 29%. This
reduction in strength was attributed due to two possible rea-
sons. First, there is the detrimental effect of fibers caused by
the volume take up. OPEFB fibers, unlike the matrix, are
incapable of dissipating stress through shear yielding prior to
fracture. The local motions of the PVC molecules are hin-
dered that enable the matrix to shear yield. As a result, the
ability of filled composites to absorb energy during fracture
propagation is decreased. In other words, the ductile portion
contributed by PVC matrix is reduced and the failure mode
became more brittle as the OPEFB fiber content increases.
Second, reason of impact strength reduction is the poor adhe-
sion and wetting of the fibers in the matrix phase. However,
this is the case for OPEFB fibers filled with PVC. Although
the polarity of OPEFB fibers makes them capable of forming
a physical interaction with polar PVC, it is a relatively weak
interaction. Therefore, OPEFB fibers have a greater tendency
to agglomerate among themselves into bundles which conse-
quently lowers the area of contact with the matrix phase.
Meanwhile, the moisture content may also contribute with
the physical bounding between fibers and PVC. These factors
weaken the interfacial adhesion between fiber and matrix due
to void formation as shown in Fig. 7. Once this occurs, the
crack growth may propagate because of the inability of the
fibers to sustain the stress transfer to the polymer matrix.
Similar trend of decrease in impact strength for coconut fiber-
reinforced PVC composite was observed in [70]. However,
impact strength of OPEFB fiber/PVC composite had higher
impact strength than coconut fiber/PVC composite. Another
reason for low impact strength is the dilution effect [68], that
is, increases in fiber loading decreases the PVC content
resulting in poor toughness property.
Figure 8 shows increase in flexural modulus with
respect to fiber content. Conversely, the flexural strength
was seen decreasing with fiber content. The increment in
modulus was about 22% as the fiber content increased
from 0 to 40 phr, whereas flexural strength decreased to
about 18%. The enhancement of modulus depends on a
number of factors, such as fiber aspect ratio [77, 78], fiber
modulus, and fiber content [78–80]. This result indicates
that although OPEFB fibers have low aspect ratio, they
are able to impart a significant improvement in stiffness
by hindering the movement of PVC molecules. For
instance, poor strength in wood flour–PP composite was
reported [78] due to lower aspect ratio of wood flour par-
ticles which was far below the critical fiber length
FIG. 6. Effect of OPEFB fiber content on the impact strength of
OPEFB fiber–PVC composites.
FIG. 7. SEM micrograph shows the void at fiber–matrix interface of
composite (Magnification: 20003). [Color figure can be viewed in the
online issue, which is available at wileyonlinelibrary.com.]
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2089

required for reinforcement. The fact that the increase in
modulus while the strength decreases with increasing fiber
content is in agreement with the trend observed in other
natural fiber-filled thermoplastics [81]. Agglomerations of
fibers in the matrix, moisture intake by the fibers, and
interfacial defects could be the main causes of the reduc-
tion in the flexural strength. All these factors would have
restricted the stress transfer from the PVC to the OPEFB
fibers during flexural and impact testing. Nevertheless,
whenever a natural fiber composite fails, it has been
assumed that the failure was caused due to lack of suffi-
cient bounding between fiber and matrix phase. Another
important factor as discussed earlier is the water content
in the composite materials either before, during, or after
the formation of composite materials. Water is readily
absorbed by cellulosic natural fibers and is responsible for
the poor mechanical properties of the composite materials.
Better adhesion in composite materials particular natural
fiber polymeric components can be achieved by good wet-
ting of one component into another. Hence, the surface
energies of the components (fiber and matrix) play a nec-
essary role to reflect the final mechanical properties of the
composites. To achieve this compatibility between the
surface energies, either the surface of natural fiber can be
modified or the polymer matrix can be modified.
The above hypothesis of improving mechanical proper-
ties by treating natural fibers was proved by study [82].
In this study, it was observed that mechanical properties
such as tensile and bending of the alkali treated rice straw
reinforced with PVC was significantly improved com-
pared to untreated rice straw composite materials.
Effect of Accelerated Weathering on PVC–OPEFBFiber Composite.Impact Properties. The impact strength of weathered
composites for all fiber contents slightly decreased com-
pared to unweathered composites as depicted in Fig. 9.
The effect of photo-oxidative degradation process which
was initiated by UV irradiation in the presence of oxygen
and moisture in the amorphous regions of PVC was the
main cause for the decrease in impact strength of weath-
ered filled composites [83]. The rate of permeability of
oxygen and moisture is greater in amorphous region
because the molecular packing was less dense that the
degradation process was able to take place. Some photo-
oxidation processes lead to scission of the polymer chain,
while others to intermolecular crosslinking. This intermo-
lecular crosslinking is defined as the joining of two chains
or more [84], which causes material embrittlement [83].
Most researchers agreed that crosslinking and chain scis-
sion contribute to the deterioration of the impact strength
and other mechanical properties [85–87].
The suggested reaction scheme for photo-oxidative deg-
radation (similar to photo degradation) is shown in Fig. 10
[86–88]. The action of UV radiation on PVC produces the
singlet-excited state of polyene sequence, which resulted
from the absorption of conjugated double bonds and car-
bonyl groups. The most likely bond to be broken in the
excited singlet polyene sequence is the allylic C–Cl link-
age, due to its low dissociation energy. This results in the
FIG. 9. Impact strength of unweathered and weathered PVC–OPEFB
fiber composites. [Color figure can be viewed in the online issue, which
is available at wileyonlinelibrary.com.]FIG. 8. Effect of OPEFB fiber content on the flexural properties of
composites. [Color figure can be viewed in the online issue, which is
available at wileyonlinelibrary.com.]
FIG. 10. Reaction scheme for the accelerated photo-oxidation degrada-
tion [33–35].
2090 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

chlorine radical being released from the excited singlet
polyene sequence and produces a polyenyl radical. The rad-
ical then reacts with the oxygen to produce peroxy radicals
on the chain and leads to chain scission (degradation) or/
and crosslinking of PVC molecular chains.
The lignin of the incorporated OPEFB filler primarily
broke down under UV irradiation leading to the genera-
tion of the chromophoric functional groups (impurities)
such as carbonyl and hydroperoxy radicals, which acceler-
ated the degradation of PVC. The increase in the intensity
of the C¼¼O stretching bands at around 1,735–1,731
cm21 as shown in FTIR spectra (see Fig. 11) provided
good evidence of the incorporation of carbonyl groups
into the PVC matrix during processing. The presence of
these groups explained the pronounced degradation
observed in the filled composites as compared to unfilled
composites [86]. As a result, the brittleness of the filled
composites increased with increasing OPEFB fiber content
as given in Table 8.
Flexural Properties. The weathered composites showed
slight increase in the flexural strength as shown in Fig. 12
while flexural modulus decreased (see Fig. 13) compared
to unweathered composites. The increase in the properties
of weathered samples was similar with the findings of
other researcher [85] whereby the tensile strength of
PVC/lignin blend increased after undergoing 120 h and
480 h of accelerated weathering. The increase in flexural
strength indicated that the influence of crosslinking and
chain scission of PVC molecular chains might cause a
slight increase in the flexural strength. However, this evi-
dence was not conclusive because of the fluctuation and
small magnitude of increase in the flexural strength and
flexural modulus as well (see Table 9), which fell within
the experimental error. Furthermore, other factors such as
filler agglomerations and filler–matrix interaction bonding
as mentioned earlier might also influence the flexural
properties results. The detailed work on effect of acceler-
ated weathering on the mechanical properties of OPEFB
fiber filled PVC composite is published elsewhere [62].
OPEFB FIBER-REINFORCED THERMOSETPOLYMERS
Polyurethane
Effect on Water Absorption. High density rigid PU
prepared from palm kernel oil based resin with diphenyl-
FIG. 11. FTIR spectra of (a) unweathered (red line) and (b) weathered (black line) composites containing
30 phr of OPEFB fiber. [Color figure can be viewed in the online issue, which is available at wileyonlinelibrary.
com.]
TABLE 8. Percentage of impact strength reduction for filled impact-
modified composites after weathered for 504 h.
OPEFB fiber content (phr) 0 10 20 30 40
Impact strength reduction (%) 3 4 4 6 6
FIG. 12. Flexural strength of unweathered and weathered OPEFB
fiber–PVC. [Color figure can be viewed in the online issue, which is
available at wileyonlinelibrary.com.]
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2091

methane diisocyanate was reinforced with OPEFB fibers
at different weight ratios in a hot press machine [17]. In
this, analysis of water absorption for the composite mate-
rials was done according to ASTM D570-8 method. Com-
posite samples were immersed in water for 7 days and the
reading was taken every 24 h. As expected, the composite
material with high fiber loading of 25:75 (matrix:fiber ra-
tio) showed higher water absorption compared to 30:70
and 35:65. The water absorption rate for 25:75 composite
materials was about 12.5% and 23% higher compared to
30:70 and 35:65 composite samples, respectively, at sev-
enth day. The water absorption profile was much higher
at initial 3 days but reached a stable value after 3 days
for all composite samples. This indicated that composite
materials prepared with OPEFB fibers are poor resistance
of water and can cause dimensional instability during
their applications.
Another interesting study of the above authors [89],
but incorporation of additional filler known as kaolinite
with OPEFB fiber in a PU matrix was done to study
the mechanical as well as water absorption behavior.
However, the ratio of PU to OPEFB fibers was fixed at
35:65 and the amount of kaolinite was varied by 5, 10,
15, and 20% by weight. Comparing the water absorp-
tion from the previous study [17], the present hybrid
composite material of kaolinite and OPEFB fiber
showed about 9% lower water intake. Kaolinite filler
might have filled the void space between the OPEFB
fibers and PU matrix thus decreasing the possibility of
direct exposure of OPEFB fibers to water. As a result
of this, the hybrid biocomposites materials became com-
pact and dense thus reducing the water intake. This has
to be confirmed by comparing the present data with that
of PU and kaolinite composite material which will fur-
ther confirm the degree of hygroscopic nature of the
both the individual fillers.
Effect on Mechanical Properties. Flexural and impact
properties of PU and OPEFB fiber composites was found
to decrease as the OPEFB fiber content increased [17]. At
higher fiber loading such as in case of 25:75 where 75%
of fiber was incorporated leads to weak bonding between
fibers and matrix. Void formation, adhesion properties,
fiber distribution, and other factors might also contribute
in diminishing the mechanical properties of the composite
materials. Similar effect of loading natural amorphous
silica fiber (NASF) on tensile strength and elongation for
PU/NASF composite was reported to be optimum at
17 wt% of fiber content in PU [90]. After this, value
reduction in mechanical properties was observed. It
should be noted that in former case [17], the PU was
formed from palm kernel oil polyester with crude isocya-
nate. This also affects the overall mechanical properties
of the composite materials.
Hence, development of hybrid composite materials
improved the mechanical as well as dimensional stabil-
ity of the composite [89]. Hybridizing of kaolinite filler
in PU–OPEFB fiber composite material decreased the
flexural strength until 15%. However, it increased for
15% and thereon again decreased for 20%. The trend
was different for flexural modulus where the loading of
kaolinite increased the flexural modulus linearly until
15% and dropped thereafter. It was reported that at
20% loading, problem of over packing occurs and low-
ers the plasticizing effect of the composite materials.
Impact strength showed similar trend that of flexural
strength and maximum value was found at 15% load-
ing. Among the mechanical properties, only flexural
modulus, that is, elasticity was observed to increase on
addition of hybrid filler with PU–OPEFB fiber compos-
ite materials.
Investigation of tensile properties revealed that a
threshold point or maximum value occurs for PU–
OPEFB filler composite materials [91]. This value was
reported to depend on the filler loading, filler size, as
well as % of OH group in OPEFB filler. The tensile
properties increased with filler loading and % of OH
groups in OPEFB filler to a certain point and decreased
thereon. The maximum value for tensile properties was
found at 50–60% of filler loading and at 60% with vary-
ing OH groups present in OPEFB filler with former
depending on filler size. It appeared that smaller filler
particle size showed lower tensile strength in PU–
OPEFB composite materials. However, the tensile prop-
erties were higher in this case as compared to study
done by [90]. This could be because of higher fiber con-
tent in the PU.
FIG. 13. Flexural modulus of unweathered and weathered OPEFB
fiber–PVC composites. [Color figure can be viewed in the online issue,
which is available at wileyonlinelibrary.com.]
TABLE 9. Percentage of flexural modulus reduction and percentage of
flexural strength increment of the filled composites after 504 h exposure
to accelerated weathering.
OPEFB fiber content (phr) 0 10 20 30 40
Flexural modulus reduction (%) 13 9 10 0 15
Flexural strength increment (%) 13 4 0 11 0
2092 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

In another study by the above authors [92], the effect of
using OPEFB mat with PU polymer to produce composite
was investigated. Further, the OPEFB fiber was chemically
modified with isocyanates namely hexamethylene diisocya-
nate (HMDI) and toluene diisocyanate (TDI). Chemically
treated fibers composite materials showed increase in ten-
sile strength as compared to untreated fiber composite and
followed the order as HMDI treated composite (highest)[TDI treated composite [ untreated. An exactly opposite
order was observed for tensile modulus, that is, highest for
untreated[ TDI[HMDI. This might be attributed due to
increase in flexibility of the fibers which might also result
in easy mobility of fibers in the matrix phase thus decreas-
ing the tensile modulus or stiffness of the composite materi-
als. The chemical bounding between the fiber and matrix
via chemical used for treatment also plays a major role in
determining the mechanical properties. On the other hand,
the tensile toughness of the isocyanate treated OPEFB
fiber-reinforced PU composite materials was enhanced sig-
nificantly compared to untreated composite. This indicates
substantial requirement of energy is necessary to fail the
treated fiber composites than untreated fiber composites.
Moreover, flexural properties (strength, modulus, and
toughness) followed the same order as of tensile properties.
Impact strength of composite material was improved on
chemical modification of fibers, but decreased with maxi-
mum value observed at 35% fiber loading.
Figure 14a shows the probable combined flexural mod-
ulus profile of studies done by Badri [17] and Rozman
[92]. The optimum or maximum value of flexural prop-
erty can be in the range of 35–55% fiber loading, though
this value can not be conclusive. Similarly, the possible
flexural strength characteristic with respect to fiber load-
ing is shown in Fig. 14b. The studies revealed that always
an optimum or maximum value of flexural properties is
observed in the particular range of fiber loading. The
value for flexural properties increases linearly before this
optimum value and drops after it has reached the opti-
mum value. Hence, while designing the composite materi-
als particularly reinforcement with natural fibers, fiber
loading becomes a vital parameter to maximize the me-
chanical property.
Polyester
Effect on Water Absorption. Recently, in study [93] it
was proved that neat polyester resin shows very low water
absorption compared to its composite reinforced with nat-
ural banana fiber. There was about 260% increase in
water intake by polyester/banana fiber composite material
compared to neat polyester resin at 308C temperature.
The rate of water absorption mechanism was also found
to change with respect to temperature condition, besides
other factors such as fiber loading, diffusivity, etc. Very
recently Akil [94] and his coworkers revealed that water
absorption characteristics in unsaturated polyester rein-
forced with empty fruit bunch banana fibers composite
also depended on the type of water. For example, in their
study, the polyester composite materials were immersed
in three types of water, distilled, sea and acidic solution.
A pseudo-Fickian diffusion characteristic of water absorp-
tion was reported for their study with higher diffusion
rate and moisture absorption in distilled water followed
by acidic solution and sea water. However, no such study
was carried out for OPEFB fiber polyester composite
materials till date.
Several methods were implemented to minimize the
water absorption rate by modifying the natural fibers with
chemicals. For instances, chemically modified OPEFB
fibers were reinforced with polyester matrix to investigate
the mechanical and water absorption properties of the
composite materials [15]. The composite material of
desired volume was immersed in de-ionized water at am-
bient temperature and weighted at regular interval of time
in days to determine the percentage of moisture absorp-
tion. The results for moisture absorption for the composite
material were in the order of highest for unmodified fibers
[ succinic [ propionic [ acetic treated fibers. For
unmodified fibers, the rate of water absorption was about
10.5% while that for chemically treated was about 6%
(Succinic), 5% (Propionic), and 4% (acetic) after
100 days of composite immersion. Acetylation or acetic
anhydride showed the lowest rate of water absorption due
to fast rate of reaction and ultimate substitution [95]
between OPEFB fibers and acetic anhydride. Comparison
FIG. 14. (a) Flexural modulus and (b) flexural strength profile with increasing OPEFB fiber loading in a PU matrix.
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2093

with previous studies [48, 49] it seems that the present
chemicals were found to be more effective in making the
composite materials resistance to water uptake, since the
previous studies reported about 1–3% reduction in water
absorption between unmodified and treated fibers. How-
ever, the study of Abdul Khalil [15] revealed about 4–6%
reduction in moisture absorption between unmodified and
treated fibers. This concludes that anhydrides are effective
among the chemicals to reduce the moisture absorption in
OPEFB fiber polymer composite materials.
Hill and Abdul Khalil [96] exposed polyester compos-
ite reinforced with modified and chemically treated
OPEFB fibers in a soil of 90% water holding capacity
and 50% moisture content for a period of 12 months.
Investigation on moisture absorption in composite samples
was done at 3, 6, and 12 month intervals. Apparently,
chemical treated OPEFB fibers composite material
showed lowest rate of moisture intake after duration of
composite immersion in sterile and unsterile soils. Among
the chemicals used for modification, acetylated fibers
showed the lowest uptake of moisture compared to tita-
nate and silane treated fibers. Since acetylation of OPEFB
fibers, results in an increase of hydrophobicity of the
fibers. The study was done [95] by reacting OPEFB fibers
with acetic anhydride that replaces the OH group of the
fiber with acetyl group. Moreover, the chemical treatment
such as acetylation changes the surface morphology of
the fibers and makes the surface much smoother. The
change in surface morphology and nature of the OPEFB
fibers can be observed using FT-IR and SEM methods.
The chemical method used to reduce the moisture absorp-
tion is not only useful in increasing the hydrophobicity of
the OPEFB fibers polymer composites but also improves
its physical and mechanical properties. In other words,
the removal or reduction in moisture creates the possibil-
ity of better adhesion between the fibers and matrix phase
consequently in better physical and mechanical properties.
Effect on Mechanical Properties. A specific mechani-
cal property shows certain behavior when composite
materials are analyzed at different parameters. For exam-
ple, study [96] on mechanical properties for polyester
filled OPEFB fibers composite materials revealed different
profiles for specific mechanical properties such as tensile,
flexural, and impact. In their studies, OPEFB fibers were
modified via different chemicals (acetic anhydride, silane,
and titanate) to determine any improvement in the
mechanical properties of the composite materials. Table
10 clearly shows the improvement in the mechanical
properties for chemical treated OPEFB fiber polyester
composite materials. The negative sign in Table 10 signi-
fies the reduction in the property. Hence, elongation at
break reduced for all chemically treated fibers. All other
properties particularly acetylated treated fiber composites
showed much better mechanical performance than other
treated composite material. Silane and titanate treatment
does not seem to give encouraging results for mechanical
properties.
Another remarkable study by the above author [24]
was performed on the mechanical properties of OPEFB
fiber reinforced with polyester upon exposure to different
environmental condition. These types of studies are im-
portant from the point of view that after exposure of com-
posite materials at different environment, whether or not
the mechanical properties gets affected and if so to what
extent. Because focusing only on the mechanical perform-
ance at normal conditions might sometime impetuous the
results. Hence, the study on different environmental expo-
sure on mechanical properties of composite materials par-
ticularly natural fibers composites are of great interest and
few studies have been accomplished. In the research work
done by Hill and Abdul Khalil [24], the polyester OPEFB
fiber composite materials were completely buried in soils
having 90% water holding capacity and 50% moisture
content at 298C temperature. Composite materials were
exposed to the soil conditions and its effect was analyzed
as percentage gain or loss on the tensile and flexural
property as tabulated in Tables 11 and 12, respectively.
Hence, acetylation treatment of OPEFB fibers was very
effective as compared to silane and titanate treatments.
This might be because of good bonding linkage between
OPEFB fibers and polyester matrix by acetylation treat-
ment. However, the authors [24] have recommended that
the silane treatment should be used because of lower cost
option.
Tensile strength and tensile modulus characteristics fol-
lowed the order as acetic (highest) [ propionic [ suc-
cinic (lowest) for OPEFB fiber reinforced with polyester
composite [15]. On the other hand, elongation at break
followed opposite order as succinic (highest) [ propionic
[ acetic (lowest). However, compared to unmodified
fibers composite material, the elongation at break for
modified OPEFB fibers composite materials was lower.
This was due to change in property of fibers to brittleness
after chemical modifications which might easily break
TABLE 10. Percentage gain or loss in mechanical properties for chemically treated OPEFB fiber polyester composite materials.
OPEFB fibers
Tensile Flexural
Impact strengthStrength Modulus Elongation at break Strength Modulus
Acetylated 7 12.5 27.2 0.5 19 12
Silane 5 9.4 24 26.7 16 2
Titanate 21.7 1.2 23 28 5 21
2094 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

upon stress. Effect of anhydride modifications on OPEFB
fibers composite materials showed smaller improvement
in flexural strength and modulus. The results of flexural
modulus were significant compared to flexural strength.
The main reason behind this effect was the adhesion
property of the fibers and matrix phase. This was also
proved by impact testing done on chemically modified
OPEFB fiber polyester composite material. Increase of
about 20–35% in impact strength was observed in modi-
fied fiber composite materials compared to unmodified
composite material above 20% fiber loading. But the
impact strength starts to decline above 50% fiber loading.
An interesting investigation done by [97] on the me-
chanical properties for roselle and sisal fibers hybrid poly-
ester composite by taking into account the effect of mois-
ture condition. It clearly revealed that mechanical proper-
ties are greatly affected due to presence of moisture in
the composite materials. In case of dry condition or with-
out moisture, the mechanical properties showed improve-
ment whereas at wet condition or with the presence of
moisture in the composite it diminished the mechanical
properties. Such study in case of OPEFB fibers polyester
composite materials has to be carried out to understand
the moisture absorption characteristics of natural fiber-re-
inforced polymer composite material to develop optimized
material [97].
Even though the tensile strength of pure OPEFB fiber
[27] was found to be higher than rice straw fibers [98],
the composite material of later with polyester showed
higher tensile strength at 40 wt% fibers loading compared
to former with polyester [96]. This contradiction might be
due to the method used to test the specimen, preparation
technique, method of testing standards, manufacture tech-
niques of composite materials, fiber physical properties,
fibers aspect ratio, etc. Surprisingly, the tensile properties
of OPEFB fibers were found differing from one study to
another. For instance, the tensile strength of OPEFB fibers
reported by [27] was 248 MPa, which was about 250%
more than what reported by [37] which was just 71 MPa.
Hence, it was found that still there is not a good agree-
ment about the properties of OPEFB fibers and its poly-
mer composites which might have hold its further devel-
opment into a commercial fibers even though it is gener-
ated abundantly with inherent advantages.
Phenol Formaldehyde
Effect on Water Absorption. A comprehensive study
[99] on water absorption in OPEFB fiber reinforced with
phenol formaldehyde composite materials was done.
Water absorption rate at four different temperatures (30,
50, 70, and 908C), and modifying the OPEFB fibers by
using different chemicals (alkali, silane, acrylation, iso-
cyanate, peroxide, permanganate, latex, acetylation, and
acrylonitrile) and also radiating with Co c radiation was
analyzed. Effect of fiber loading (10, 20, 30, 40, and
50%) on water uptake by the composite was also deter-
mined.
As the temperature increases, the water absorption rate
reduces with fiber loading till the equilibrium state of
water uptake was reached. However, the characteristic of
water absorption at equilibrium were also dependent on
fiber loading and it decreased as the fiber loading was
increased till 40 wt% loading and thereon it increased sig-
nificantly. The profile of water absorption for OPEFB-
phenol formaldehyde composite material at different tem-
peratures is as shown in Fig. 15.
Hence, the lowest water absorption was found at 40
wt% fiber loading. In terms of temperature, lowest intake
of water was showed at 508C. The result reported [99]
that water absorption decreases on increase in tempera-
ture, for instance, 50% fiber loading showed highest water
absorption at 908C and lowest at 508C. The lowest water
absorption at 40% fiber loading followed the temperature
order: 30 (highest) [ 90 [ 70 [ 50 (lowest). However,
this order is contradicting with the observation made.
Hence, a general conclusion on water absorption cannot
TABLE 11. Percentage change in tensile properties of composite
materials after burial in soil.
OPEFB fibers
Time
(months)
Tensile
Strength Modulus
Elongation
at break
Acetylated 0 7 12 27
3 9 11 210
6 21 27 12
12 44 48 33
Silane 0 5 9 24
3 2 11 0
6 14 26 7
12 37 55 41
Titanate 0 22 1 23
3 23 25 20.3
6 8 7 3
12 6 10 17
TABLE 12. Percentage change in flexural properties of composite
materials after burial in soil.
OPEFB fibers Time (months)
Flexural
Strength Modulus
Acetylated 0 0.5 19
3 3 27
6 3 49
12 42 63
Silane 0 27 16
3 23 25
6 26 48
12 34 55
Titanate 0 28 5
3 28 11
6 28 27
12 23 21
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2095

be drawn based on temperature since it varies with fiber
loading as well.
Water absorption rate can be minimized in the com-
posite materials via chemical treatment of fiber surface.
The free hydroxyl groups in natural fibers which are re-
sponsible to attach with water molecules and thereby
increases the rate of water uptake can be occupied by the
chemical entities. Therefore, study [99] showed that
chemical modification of OPEFB fibers improved the re-
sistance to water absorption in the composite materials.
Like alkali treatment showed the lower rate of water
absorption as compared to untreated composite material at
all temperatures as shown in Fig. 16. While other chemi-
cals depicted higher water absorption rate than untreated
composite materials. This is because the alkali treatment
creates a stronger bond between fiber and matrix thus
reducing the formation of void and possible gaps which
resists the water to flow inside the composite materials
and gets absorbed into the fibers.
From Fig. 16 it can also be revealed that temperature
of 508C shows lowest water absorption intake at equilib-
rium except for radiated and isocyanate treated fibers.
Latex treated fibers exhibited highest water absorption
rate. There was not much difference in water absorption
rate for isocyanate treated fibers at all temperatures. This
was because of the extent that a particular chemical reacts
with OPEFB fibers and occupies the hydroxyl groups of
the fibers. Hence, any reduction in water absorption by
the composite material is due to decrease in number of
hydroxyl groups of the fibers. Therefore, the strong inter-
face or adhesion between fiber and matrix is established
when almost all of the hydroxyl groups are occupied and
there is a little or no room for the water to be absorbed
through the capillary action which might have been cre-
ated due to weak interface bounding. As in most cases,
the water absorption was observed to be independent of
temperature. The kinetic study also [99] exhibited that
the untreated OPEFB fiber phenol formaldehyde compos-
ite material followed the Fickian diffusion mechanism,
while chemically treated composites deviated from the
Fickian diffusion curve. Interestingly, incorporation of
glass fibers in OPEFB and phenol formaldehyde compos-
ite to form a hybrid composite material reduced the water
absorption rate as the volume of glass fibers was
increased in the composite material. Similar results were
reported by Amin and Badri [89] while incorporating
kaolinite as hybrid filler with OPEFB-PU composite
material.
Study of Abdul Kahlil [80] showed � 36% and 29%
decrease in water absorption for acetylated and propiony-
lated treated OPEFB fibers reinforced with phenol formal-
dehyde respectively. This, if compared to results of Sree-
kala [99], showed an increase in water absorption rate of
about 166% for acetylated treated OPEFB fiber phenol
formaldehyde composite material. However, both the
studies [80, 99] used acetic anhydride chemical to modify
the OPEFB fibers except that later [99] treated the fibers
with sodium hydroxide for about half an hour with sulfu-
ric acid as catalyst before final treatment with acetic an-
hydride. This difference in water absorption characteris-
tics might arise due to the chemical used during treat-
ment, the composite preparation technique, the treatment
technique, and testing or analysis procedures.
Very recently, instead of using OPEFB fibers, Lai
[100] used OPEFB shell fillers of different sizes filled
with novolak phenol formaldehyde resin to form compos-
ite materials and its detailed water absorption study was
done. When compared to other biomass filler such as rice
husk and coconut shell, oil palm shell exhibited the low-
est water absorption rate. This was due to two reasons,
first the lignocellulosic content of the biomass fillers such
as hemicellulose and cellulose and second the hydroxyl
groups present in that particular biomass filler. They con-
cluded that the water absorption rate was not much
dependent on filler size and it becomes independent after
certain filler sizes. This study encourages to hybrid the
OPEFB fibers with oil palm shell fillers in a polymer
FIG. 15. Water absorption rate in OPEFB fiber-reinforced phenol form-
aldehyde composite at different fiber loading and at various temperatures
[42].
FIG. 16. Water absorption at equilibrium in treated and untreated
OPEFB fiber-reinforced phenol formaldehyde composite material at dif-
ferent temperatures. [Color figure can be viewed in the online issue,
which is available at wileyonlinelibrary.com.]
2096 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

matrix for further investigation on water absorption and
its related work.
Water absorption characteristic is also found to be
affected due to fiber loading [101]. In their study, they
concluded that at higher fiber loading the water absorption
is mainly because of diffusion mechanism, while percola-
tion mechanism is dominant at lower fiber loading in the
natural fiber composite materials.
Basically, the water absorption test provides important
information regarding the adhesion property between the
fibers and the matrix [102]. This is because the higher the
adhesion between fibers and matrix, the probability for
the water to absorb through the sites becomes limited.
Therefore, most of the researchers have repeatedly
stressed the interface or adhesion property while discus-
sing the water absorption issue. Hence, various techniques
and methods have been used to reduce the water intake
by the natural fibers polymer composite materials. For
instance, Hydroxyl Terminated Polybutadine (HTPB)
Rubber was used [102] as coating for phenol formalde-
hyde resin and sisal fibers to decrease the water intake.
Water absorption study in fact became important for
natural fibers polymer composite materials because of
hydrophilic nature of natural fibers compared to synthetic
fibers. For example, in study of Joseph [103], clearly
the glass/phenol formaldehyde composite absorbed
lower water than banana/phenol formaldehyde composite
material.
Effect on Mechanical Properties. Considerable work
has been accomplished on mechanical properties of
OPEFB fiber phenol formaldehyde composite materials.
However, further evaluation needs to be done for com-
plete exposure of the OPEFB fiber composite materials to
different applications. The mechanical performance of
composite material being exposed to different tempera-
tures and other related studies needs to be investigated.
Acetylated OPEFB fibers showed the highest tensile
strength and modulus followed by propionylated,
extracted and non-extracted OPEFB fiber phenol formal-
dehyde composite materials [80]. However, elongation at
break was lowest for modified fiber composite materials
compared to non-modified composite. The reason for the
former improvement in tensile properties was due to more
hydrophobic nature of the fibers and better bonding nature
between fibers and matrix. Whereas the drop in elonga-
tion at break for modified fibers was due to crystalline na-
ture of the fibers which easily gets tear or split. Moreover,
chemical treatments remove the amorphous part from the
fibers or might change the amorphous to crystalline phase
thus bringing significant reduction in the elongation at
break value. Flexural properties of modified (acetylated
and propionylated) OPEFB fibers phenol formaldehyde
composite materials was enhanced than those of unmodi-
fied fibers composite. This clearly shows increase in
strength and stiffness of OPEFB fiber composite materials.
Furthermore, impact strength or toughness of the OPEFB
fiber phenol formaldehyde composite materials was also
increased particularly for acetylated treated fibers compo-
sites. Finale, acetylation treatment overall improves the me-
chanical properties of the OPEFB fiber PF composite mate-
rials significantly except elongation at break.
Effects of fiber length and loading on mechanical prop-
erties were evaluated for OPEFB fiber reinforced with
phenol formaldehyde composite materials [104]. An
untreated OPEFB fiber of 20, 30, 40, and 50 mm length
was prepared and loading was varied by 29, 38, and
53 wt% in the phenol formaldehyde resin. Fiber length of
40 mm showed maximum tensile strength and modulus
and thereafter it decreases with increase in fiber length.
Here, the critical length of the fibers to be used in the
composite materials becomes important. For elongation at
break the peak value was observed at 30 mm fiber length.
The study of fiber length was conducted with the fiber
loading maintained at 38%. On the other hand, the fiber
loading was varied by maintaining the fiber length at
40 mm. Both tensile strength and modulus depicted the
peak value at 38 wt% of fiber loading and further increase
in fiber loading decreases the tensile properties. There are
no peak observed for elongation at break property and it
increased with increase in fiber loading. Similar was in
case of flexural property whereby 40 mm fiber length and
38 wt% fiber loading showed peak values. This indicates
that the optimum or best value for mechanical properties
can be considered as 40 mm for fiber length and 38 wt%
for fiber loading.
Comprehensive study on the modification of OPEFB
fibers and reinforcing with phenol formaldehyde resin
to form a composite material was done [105]. Chemi-
cals such as acrylic acid, acrylonitrile monomer, NaOH,
KMnO4, acetic anhydride, and benzoyl peroxide were
used. Besides this OPEFB fibers were also radiated to
Co c radiation and modified by latex to study the me-
chanical property of its composite materials. Coupling
agents such as triethoxy vinyl silane and toluene 2, 4-
diisocyanate was used as interfacial bounding agent.
Table 13 shows the physical modification of the
OPEFB fibers after various chemical treatments. Almost
all the treatments results in a physical change in the
OPEFB fibers. Mostly, the porous structure of the fibers
is exposed by the treatments thereby increasing the pos-
sibility of the mechanical interlocking nature of the
fibers with the polymer matrices.
The authors [105] have reported that the chemical
compositions, chemical structure, and cellular arrange-
ments determine the mechanical performance of the
fibers. Figures 17 and 18 shows the tensile properties of
untreated and treated OPEFB fibers incorporated with
phenol formaldehyde resin with 40% fiber loading in all
cases. Whereas Figs. 19 and 20 depicts the flexural prop-
erties of untreated and treated OPEFB fibers composite
materials.
Poor performance of tensile strength was observed by
OPEFB treated fibers composite materials except in case
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2097

of permanganate treatment. The possibility might be
effective fiber-matrix bounding nature due to its physical
(more porous) and chemical (radical formation leading to
firm attachments) modification as stated in Table 13.
Other chemical modification might have led to increase in
more hydrophobic nature of the fibers resulting in a loose
bonding mechanism between OPEFB fibers and phenolic
resin. This might cause weak bounding or adhesion prop-
erty between fiber and matrix. The detailed explanation
regarding the poor performance of OPEFB treated fibers
composite materials was reported by Sreekala [105].
Highest elongation at break was observed by latex treated
fiber composite material and it decreased for alkali, per-
FIG. 18. Tensile modulus of untreated and treated OPEFB fiber-rein-
forced phenol formaldehyde composite material. [Color figure can be
viewed in the online issue, which is available at wileyonlinelibrary.com.]
FIG. 17. Tensile strength and elongation at break of untreated and
treated OPEFB fiber-reinforced phenol formaldehyde composite material.
[Color figure can be viewed in the online issue, which is available at
wileyonlinelibrary.com.]
TABLE 13. Physical modifications of the OPEFB fibers after various chemical treatments [45].
Chemical
process Procedure Physical modifications Chemical modifications
Mercerization 5% NaOH at different time intervals at
room temperature
Pores on fibers become clear. Fiber surface
roughness increases and it becomes curly
and soft
Increase amorphous cellulose.
Removal of hydrogen bounding
Acetylation Acetic anhydride in acetic acid with
concentrated H2SO4 as a catalyst
Waxy layer is removed. Becomes stiffer Acetyl groups gets attached to
cellulose and lignin present
in fibers
Peroxide Benzoyl peroxide from acetone Leaching out of wax, gums, and pectic
substances. Very rough due to protruding
structures and pores
Higher temperatures are needed to
decompose the peroxides
Permanganate Permanganate solution (0.01, 0.05, and
0.1% conc.) in acetone for 2–3 min
Color changes and fibers become soft with
more porous structure
MnO3 ions add to the fiber to form
cellulose radical
Radiation 60Co c radiation at dose of 0.1 Mrad for
about 30 h
Elimination of porous structure and
disintegration of fibers. Cracks develop
Crystalline regions changes.
Interactions between bounds
Isocyanate Toluene isocyanate was added to fibers
soaked in chloroform containing dibutyl
tin dilaurate catalyst for 2 h
Irregular surface of fibers and is the
major change
��N¼¼C¼¼O groups replaces the OH
groups of cellulose and lignin
in fibers
Silane Tri ethoxy vinyl silane with pH of 3.5–4 Surface coatings Alkoxy from silanes form bound
with OH groups. Hydrolysis,
condensation, and bond
formations steps takes place
with the fibers
Acrylation Acrylic acid of different concentrations for
about 1 h at 508CSurface coatings It removes the hydrogen from OH
group and acrylation group
is attached
Acrylonitrile Oxidation of fibers with KMnO4 for
10 min. Washed fiber are again put
into 1% H2SO4 containing acrylonitrile
in ratio of 30:1. After this, the sample is
kept at 508C for 2 h without disturbance
Fibrillation and porous structure Nitrile groups are grafted on the
fiber and lignin plays an
important role in
acrylonitrile process
Latex Dipping fibers into natural rubber latex of
10% dry rubber
Smooth surface with reduction in
fibrillation. Hydrophobicity is increased
due to filling of pores with rubber
Fibers become more elastic. Peaks
of C��H stretching are observed
due to presence of natural rubber
2098 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

oxide, permanganate, and radiation. Increment in tensile
modulus was depicted (see Fig. 18) by mercerization
treatment and slightly by permanganate treated OPEFB
fibers composite materials while other treatment showed
poor performance. Mainly, the failure of the composite
materials was attributed due to fiber breakage.
Improvement in flexural strength was observed in mer-
cerization and peroxide treated OPEFB fibers composite
material as shown in Fig. 19. Latex treatment showed the
lowest flexural strength. The reason for this varying prop-
erty characteristic under chemical treatment was same as
those given under tensile properties. Isocyanate, silane,
acrylated, and latex treatment showed improved flexural
at break property. This was due to gradual propagation of
crack in the fiber during stress. Conversely, radiated fibers
were observed to easily break under given flexural stress.
Peroxide and permanganate treatments showed improve-
ment in flexural modulus while a moderate decrease was
showed by alkali or mercerization treatment. It was evi-
dent from this study that chemical modification plays an
important role in determining the mechanical properties
of the OPEFB fiber composite materials. In short, the
property of the natural fiber composite materials depends
on the interfacial or adhesion strength between fiber-
matrix and interfacial property is dependent on the fiber
and matrix individual properties and the properties of the
fibers are dependent on the types of the chemicals used to
modify its physical and chemical structures.
Significant increase in impact strength was shown by
latex, acetylation, silane, and isocyanate treatments. Main
factor that contributes to such improvements as reported
by the author [105] was the fiber-matrix bounding nature
after chemical treatments.
CONCLUSIONS
An OPEFB fibers polymeric composite material finds
wide applications on account of its comparable specific
properties with that of conventional fiber polymer com-
posite materials. But at present its usage is limited and
has not taken a complete hold in the market to compete
with the synthetic fibers. This can only be done with con-
stant development and an optimized conclusive outcome
about the properties of OPEFB fibers and its composite
materials. The mechanical properties of the OPEFB fiber
polymer composites were observed to vary considerably
and depend on various factors. The impediments regard-
ing the fundamental and applied area have to be over-
come before a more rapid advancement of the OPEFB
fibers and its composite materials is taken into account.
The complex nature of the OPEFB fibers and its compo-
sites, entitles for more data on the properties to establish
the confidence in their final end use. First of all is their
thermal degradation at low temperatures, which restricts
for various applications. This issue is not well studied and
needs a substantial amount of further work, particularly
for OPEFB fibers and its composite materials at high tem-
perature. Being a hydrophilic in nature, generally OPEFB
fibers absorb water, which disturbs the interfacial bonding
between fibers and matrices in the composite material
leading to poor mechanical properties. Hence, it was
found that water absorption and mechanical properties are
inter-related to each other. Therefore, various physical,
chemical, or thermal treatments are necessary to over-
come such disadvantages of OPEFB fiber polymer com-
posite materials. This OPEFB fibers can be used as rein-
forcement with synthetic polymers as well as biodegrad-
able or bioresin including thermoplastics and thermosets.
Hybrid composites can also be prepared with synthetic
fibers to overcome the demerits of OPEFB fibers. Even
though significant amount of research has been done, still
the critical evaluation remains the question of its further
usage. Nevertheless, industries has been established to
tailor the OPEFB fiber composite and other application
such as fiber board, medium density board, fiber mat,
and others, but the collaboration between industries,
research institutes, and universities has been found to be
lacking.
FIG. 19. Flexural strength and flexural break of untreated and treated
OPEFB fiber-reinforced phenol formaldehyde composite material.
[Color figure can be viewed in the online issue, which is available at
wileyonlinelibrary.com.]
FIG. 20. Flexural modulus of untreated and treated OPEFB fiber-rein-
forced phenol formaldehyde composite material. [Color figure can
be viewed in the online issue, which is available at wileyonlinelibrary.
com.]
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2099

REFERENCES
1. A.K. Mohanty, M. Misra, and L.T. Drzal, J. Polym. Envi-ron., 10, 19 (2002).
2. A.S. Singha and V.K. Thakur, Bull. Mater. Sci., 31, 791(2008).
3. B. Nadzai, J.V. Tesha, and E.T.N. Bisanda, J. Mater. Sci.,41, 6984 (2006).
4. G. Bogoeva-Gaceva, M. Avella, M. Malinconico, A.
Buzarovska, A. Grozdanov, G. Gentile, and M.E. Errico,
Polym. Compos., 28, 98 (2007).
5. X. Li, L.G. Tabil, and S. Panigrahi, J. Polym. Environ.,15, 25 (2007).
6. G.I. Williams and R.P. Wool, Appl. Compos. Mater., 7,421 (2000).
7. A.N. Netravali and S. Chabba, Mater. Today, 6, 22 (2003).
8. P.A. Fowler, J.M. Hughes, and R.M. Elias, J. Sci. Food.Agric., 86, 1781 (2006).
9. J. Nickel and U. Riedel, Mater. Today, 6, 44 (2003).
10. H.D. Rozman, Z.A. Mohd Ishak, and U.S. Ishiaku, in Nat-ural Fibers: Biopolymers and Biocomposites, A. Mohanty,
M. Misra, and L.T. Drzal, Eds., Taylor and Francis, Boca
Raton, 407 (2005).
11. Sabutek, SDN BHD, Available at: www.fiberx.com.
Accessed on 5 September 2008.
12. Ecofuture, BHD, Available at: www.ecofuture.com.my/
main.htm, Accessed on 15 October 2008.
13. A.K. Mohanty and M. Misra, Polym. Plast. Technol. Eng.,34, 729 (1995).
14. H.D. Rozman, M.J. Saad, and Z.A. Mohd Ishak, J. Appl.Polym. Sci., 87, 827 (2003).
15. H.P.S. Abdul Khalil, H. Ismail, M.N. Ahmad, A. Ariffin,
and K. Hassan, Polym. Int., 50, 395 (2001).
16. A. Abu Bakar, A. Hassan, and A.F. Mohd Yusof, Polym.Polym. Compos., 13, 607 (2005).
17. K.H. Badri and K.A.M. Amin, J. Oil Palm Res., 103
(2006).
18. M.S. Sreekala and S. Thomas, J. Polym. Eng., 16, 265
(1997).
19. M.J. John and S. Thomas, Carbohydr. Polym., 71, 343
(2008).
20. A.K. Mohanty, M. Misra, and G. Hinrichsen, Macromol.Mater. Eng., 276/277, 1 (2000).
21. S. Mishra, A.K. Mohanty, L.T. Drzal, M. Misra, and G.
Hinrichsen, Macromol. Mater. Eng., 289, 955 (2004).
22. K.-N. Law, W.R.W. Daud, and A. Ghazali, BioResources,2, 351 (2007).
23. T. Nishino, in Green Composites: Polymer Compositesand the Environment, C. Baillie, Ed., Woodhead Publish-
ing Limited, Boca Raton, 49 (2004).
24. C.A.S. Hill and H.P.S. Abdul Khalil, J. Appl. Polym. Sci.,77, 1322 (2000).
25. H.P.S. Abdul Khalil, M. Siti Alwani, and A.K. Mohd
Omar, BioResources, 1, 220 (2006).
26. R.M. Rowell, in Properties and Performance of Natural-Fiber Composites, K.L. Pickering, Ed., Woodhead Publish-
ing Limited, Cambridge, 3 (2008).
27. M.S. Sreekala, M.G. Kumaran, and S. Thomas, J. Appl.Polym. Sci., 66, 821 (1997).
28. T.G. Rials and M.P. Wolcott, in Paper and Compositesfrom Agro-Based Resources, R.M. Rowell, R.A. Young,
and J.K. Rowell, Eds., Lewis Publishers, Boca Raton, 63
(1997).
29. R. Muniandy, S. Ishak, and R.S. Radin Umar, REAAA J.,7, 19 (1997).
30. R. Zulkifli, M.J. Mohd Nor, A.R. Ismail, M.Z. Nuawi, S.
Abdullah, M.F. Mat Tahir, and M.N. Ab. Rahman, Eur. J.Sci. Res., 33, 144 (2009).
31. M. Idicula, A. Boudenne, L. Umadevi, L. Ibos, Y. Candau,
and S. Thomas, Comput. Sci. Technol., 66, 2719 (2006).
32. Y. Li, M.S. Sreekala, and M. Jacob, in Natural Fiber Rein-forced Polymer Composites: Macro to Nanoscale, Old
City Publishing, Philadelphia, PA, 202 (2009).
33. N.G. Justiz-Smith, G.J. Virgo, and V.E. Buchanan, Mater.Char., 59, 1273 (2008).
34. S. Kalia, B.S. Kaith, and I. Kaur, Polym. Eng. Sci., 49,1253 (2009).
35. S.J. Eichhorn and R.J. Young, Compos. Sci. Technol., 64,767 (2004).
36. C. Baley, Compos. Part A: Appl. Sci. Manuf., 33, 939
(2002).
37. M.Z. Mohamed Yusoff, M.S. Salit, and N. Ismail, SainsMalaysiana, 38, 525 (2009).
38. J. George, M.S. Sreekala, and S. Thomas, Polym. Eng.Sci., 41, 1471 (2001).
39. Y. Cao, S. Shibata, and I. Fukumoto, Compos. Part A, 37,423 (2006).
40. F. Yao, Q. Wu, Y. Lei, and Y. Xu, Ind. Crop. Prod., 28,63 (2008).
41. P.J.H. Franco and A. Valadez-Gonzalez, in Natural Fibers:Biopolymers and Biocomposites, A. Mohanty, M. Misra,
and L.T. Drzal, Eds., Taylor and Francis, Boca Raton, 177
(2005).
42. S. Joseph, M. Jacob, and S. Thomas, in Natural Fibers:Biopolymers and Biocomposites, A. Mohanty, M. Misra,
and L.T. Drzal, Eds., Taylor and Francis, Boca Raton, 435
(2005).
43. M. Sain and S. Panthapulakkal, in Green Composites:Polymer Composites and the Environment, C. Baillie, Ed.,Woodhead Publishing Limited, Boca Raton, 181 (2004).
44. M.J. John and R.D. Anandjiwala, Polym. Comp., 29, 187(2008).
45. R.M. Rowell and H.P. Stout, in Handbook of Fiber Chem-istry, M. Lewin, Ed., CRC Press, Taylor and Francis, Boca
Raton, 405 (2007).
46. S.K. Batra, in Handbook of Fiber Chemistry, M. Lewin,
Ed., CRC Press, Taylor and Francis, Boca Raton, 453
(2007).
47. K.E. Cabradilla and S.H. Zeronian, J. Appl. Polym. Sci.,19, 503 (1975).
48. H.D. Rozman, G.B. Peng, and Z.A. Mohd Ishak, J. Appl.Polym. Sci., 70, 2647 (1998).
49. H.D. Rozman, C.Y. Lai, H. Ismail, and Z.A. Mohd Ishal,
Polym. Int., 49, 1273 (2000).
2100 POLYMER COMPOSITES—-2010 DOI 10.1002/pc

50. M. Tajvidi, S.K. Najafi, and N. Moteei, J. Appl. Polym.Sci., 99, 2199 (2006).
51. A.K. Bledzki, M. Letman, A. Viksne, and L. Rence, Com-pos. Part A., 36, 789 (2005).
52. C.P.L. Chow, X.S. Xing, and R.K.Y. Li, Compos. Sci.Technol., 67, 306 (2007).
53. A. Arbelaiz, B. Fernandez, J.A. Ramos, A. Retegi, R.
Llano-Ponte, and I. Mondragon, Compos. Sci. Technol.,65, 1582 (2005).
54. C.E. Tayang, Y. Watanabe, and T. Hatakeyama, Sen-IGakkaishi, 47, 434 (1991).
55. R.M. Rowell, A. Sanadi, R. Jacobson, and D. Caulfield, in
Kenaf Properties, Processing and Products, T. Sellers and
N.A. Reichert, Eds., Mississippi State University, Mississippi
State, MS, USA. 381 (1999).
56. H.D. Rozman, B.K. Kon, A. Abusamah, R.N. Kumar, and
Z.A. Mohd Ishak, J. Appl. Polym. Sci., 69, 1993 (1998).
57. M. Khalid, C.T. Ratnam, T.G. Chuah, S. Ali, and T.S.Y.
Choong, Mater. Des., 29, 173 (2008).
58. K. Miyazaki, K. Moriya, N. Okazaki, M. Terano, and H.
Nakatani, J. Appl. Polym. Sci., 111, 1835 (2009).
59. W. Qiu, F. Zhang, T. Endo, and T. Hirotsu, Polym. Com-pos., 26, 448 (2005).
60. S. Mohamad Jani, H.D. Rozman, A. Abusamah, Z.A. Mohd
Ishak, and S. Rahim, J. Oil Palm Res., 18, 260 (2006).
61. C. Chuai, K. Almdal, L. Poulsen, and D. Plackett, J. Appl.Polym. Sci., 80, 2833 (2001).
62. A. Abu Bakar, A. Hassan, and A.F. Mohd Yusof, Iran.Polym. J., 14, 627 (2005).
63. F. Mengeloglu, L. Mauana, and J. King, J. Vinyl Add.Technol., 6, 153 (2000).
64. H. Jiang and D. Kamdem, J. Vinyl Add. Technol., 10, 59(2004).
65. H. Jiang and D. Kamdem, J. Vinyl Add. Technol., 10, 70(2004).
66. X. Ge, X. Li, and Y. Meng, J. Appl. Polym. Sci., 93, 1804(2004).
67. S. Kamel, Polym. Adv. Technol., 15, 612 (2004).
68. H. Djidjelli, A. Boukerrou, R. Founas, A. Rabouhi, M. Kaci,
and J. Farenc, J. Appl. Polym. Sci., 103, 3630 (2007).
69. Y.-T. Zheng, D.-R. Cao, D.-S. Wang, and J.-J. Chen, Com-pos. Part A, 38, 20 (2007).
70. J.L. Leblanc, C.R.G. Furtado, M.C.A.M. Leite, L.L.Y. Vis-
conte, and A.M.F. de Souza, J. Appl. Polym. Sci., 106,3653 (2007).
71. X. Shen, T. Bole, R.A. Iezzi, Z. Cygan, R.M. Hu, B.L.
Stainbrook, P.A. Callais, and J.S. Ness, U. S. Patent No.
US 2008/0261019 A1 (2008).
72. Harvel, Available at: http://www.harvel.com/piping-pvc.
asp. Accessed on 16 October 2009.
73. M. Takatani, O. Kato, T. Kitayama, T. Okamoto, and M.
Tanahashi, J. Wood Sci., 46, 210 (2000).
74. N. Stark, J. Thermoplast. Compos. Mater., 14, 421 (2001).
75. H. Jiang and D.P. Kamdem, J. Vinyl Add. Technol., 10, 59(2004).
76. R.L. Shogren, J.W. Lawton, K.F. Tiefenbacher, and L.
Chen, J. Appl. Polym. Sci., 68, 2129 (1998).
77. J. Junkasem, J. Menges, and P. Supaphol, J. Appl. Polym.Sci., 101, 3291 (2006).
78. H. Li and M.M. Sain, Polym. Plast. Technol. Eng., 42, 853(2003).
79. S. Joseph, M.S. Sreekala, Z. Oommen, P. Koshy, and S.
Thomas, Compos. Sci. Technol., 62, 1857 (2002).
80. H.P.S. Abdul Khalil, A.M. Issam, M.T. Ahmad Shakri, R.
Suriani, and A.Y. Awang, Ind. Crop. Prod., 26, 315 (2007).
81. N.D. Saheb and J.P. Jog, Adv. Polym. Technol., 18, 351(1999).
82. S. Kamel, Polym. Adv. Technol., 15, 612 (2004).
83. D. Gardiner, G. Pepperl, and J.D.W. Wisse, Plast. Rub.Compos. Proc. Appl., 26, 59 (1997).
84. C. Sarmoria and V. Enrique, Polymer, 45, 5661 (2004).
85. S.E. Raghi, R.R. Zahran, and B.E. Gebril, Mater. Lett., 46,332 (2000).
86. L.M. Matuana, D.P. Kamdem, and J. Zhang, J. Appl.Polym. Sci., 80, 1943 (2001).
87. E.D. Owen, Degradation and Stabilization of PVC, Elsev-ier Applied Science, New York (1989).
88. A. Torikai and H. Hirose, Polym. Degrad. Stab., 63, 441(1999).
89. K.A.M. Amin and K.H. Badri, J. Appl. Polym. Sci., 105,2488 (2007).
90. G.M.O. Barra, M.C. Fredel, H.A. Al-Qureshi, A.W. Tay-
lor, and C. Clemenceau Jr., Polym. Comp., 27, 582 (2006).
91. H.D. Rozman, K.R. Ahmad Hilme, and A. Abubakr, J.Appl. Polym. Sci., 106, 2290 (2007).
92. H.D. Rozman, K.R. Ahmadilmi, and A. Abubakar, Polym.Test., 23, 559 (2004).
93. P.A. Sreekumar, P. Albert, G. Unnikrishnan, K. Joseph,
and S. Thomas, J. Appl. Polym. Sci., 109, 1547 (2008).
94. H.M. Akil, L.W. Cheng, Z.A.M. Ishak, A.A. Bakar, and M.A.
Abd Rahman, Compos. Sci. Technol., 69, 1942 (2009).
95. C.A.S. Hill, H.P.S. Abdul Khalil, and M.D. Hale, Ind.Crop. Prod., 8, 53 (1998).
96. C.A.S. Hill and H.P.S. Abdul Khalil, J. Appl. Polym. Sci.,78, 1685 (2000).
97. A. Athijayamani, M. Thiruchitrambalam, U. Natarajan, and
B. Pazhanivel, Mater. Sci. Eng., 517, 344 (2009).
98. A.V. Ratna Prasad, K.M.M. Rao, K.M. Rao, and
A.V.S.S.K.S. Gupta, Ind. J. Fiber Text. Res., 32, 399 (2007).
99. M.S. Sreekala, M.G. Kumaran, and S. Thomas, Compos.Part A, 33, 763 (2002).
100. J.C. Lai, F.N. Ani, and A. Hassan, Polym. Polym. Comp.,16, 379 (2008).
101. W. Wang, M. Sain, and P.A. Cooper, Compos. Sci. Tech-nol., 66, 379 (2006).
102. J.D. Megiatto Jr., E.C. Ramires, and E. Frollini, Ind. Crop.Prod., 31, 178 (2010).
103. S. Joseph, Z. Oommen, and S. Thomas, J. Appl. Polym.Sci., 100, 2521 (2006).
104. A.K. Mohanty and M. Mishra, Polym. Plast. Technol.Eng., 34, 729 (1995).
105. M.S. Sreekala, M.G. Kumaran, S. Joseph, M. Jocob, and
S. Thomas, Appl. Compos. Mater., 7, 295 (2000).
DOI 10.1002/pc POLYMER COMPOSITES—-2010 2101