a review of the beneficiation of rare earth element ... · a review of the beneficiation of rare...
TRANSCRIPT
Minerals Engineering 41 (2013) 97–114
Contents lists available at SciVerse ScienceDirect
Minerals Engineering
journal homepage: www.elsevier .com/locate /mineng
A review of the beneficiation of rare earth element bearing minerals
Adam Jordens, Ying Ping Cheng, Kristian E. Waters ⇑Department of Mining and Materials Engineering, McGill University, 3610 University, Montreal, Quebec, Canada H3A 0C5
a r t i c l e i n f o a b s t r a c t
Article history:Received 6 September 2012Accepted 30 October 2012Available online 12 December 2012
Keywords:Rare earth elementsGravity separationMagnetic separationElectrostatic separationFroth flotationBastnäsite
0892-6875/$ - see front matter � 2012 Elsevier Ltd. Ahttp://dx.doi.org/10.1016/j.mineng.2012.10.017
⇑ Corresponding author. Tel.: +1 514 398 1454; faxE-mail address: [email protected] (K.E. Wa
Rare earth elements (REEs) comprise the fifteen elements of the lanthanide series as well as yttrium, andmay be found in over 250 different minerals. These elements are required for many different applicationssuch as high-strength permanent magnets, catalysts for petroleum refining, metal and glass additives andphosphors used in electronic displays. The only REE bearing minerals that have been extracted on a com-mercial scale are bastnäsite, monazite, and xenotime. These minerals may be beneficiated using gravity,magnetic, electrostatic and flotation separation techniques. Increased demand for the different productsmanufactured from REE has resulted in a constriction of supply from China, which currently produces97% of the world’s rare earths, via export quotas. Many new rare earth deposits are currently beingdeveloped to help meet the demand void created by the Chinese export quotas, however most of thesedeveloping deposits include rare earth minerals for which there is limited processing knowledge. Thispaper examines the separation techniques that are currently employed for rare earth mineral beneficia-tion and identifies areas in need of further research.
� 2012 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 982. Currently exploited minerals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
2.1. Bastnäsite. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 992.2. Monazite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1002.3. Xenotime . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1022.4. Ion-adsorbed clays . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1022.5. Other rare earth minerals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
3. Beneficiation unit operations. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
3.1. Gravity separation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1023.2. Desliming. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1043.3. Magnetic separation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1043.4. Electrostatic separation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1043.5. Froth flotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1043.5.1. Surface chemistry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1053.5.2. Bastnäsite flotation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1053.5.3. Monazite flotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
3.6. Beneficiation of other rare earth minerals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
3.6.1. Gravity and magnetic separation of other rare earth minerals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1083.6.2. Flotation of other rare earth minerals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1094. The future of REE processing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1115. Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
5.1. Bastnäsite. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1125.2. Monazite/xenotime . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1125.3. Other REE Minerals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112ll rights reserved.
: +1 514 398 4492.ters).

98 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
1. Introduction
The term rare earth elements (REEs) refers to the fifteen metallicelements of the lanthanide series, coupled with the chemically sim-ilar ytrrium, and occasionally scandium (Gupta and Krishnamurthy,1992). These elements are typically split into two sub-groups, thecerium sub-group of ‘‘Light’’ rare earth elements (LREEs) which in-cludes La to Eu and the yttrium sub-group of ‘‘Heavy’’ rare earth ele-ments (HREEs) which include the remaining lanthanide elements,Gd to Lu, as well as yttrium (Gupta and Krishnamurthy, 1992;Trifonov, 1963). Scandium, when it is classified as a rare earth ele-ment, is not included in either the LREE or HREE classifications(Gupta and Krishnamurthy, 1992). Multiple grouping configurationshave been used in the past, typically when classifying these elementsbased on varying chemical criteria. However, from the standpoint ofrare earth element-bearing mineral exploitation, the sub-groupingslisted above are sufficient (Schoeller and Powell, 1955).
The ionic radii of elements in the periodic table generally in-crease with atomic number, however the rare earth elements exhi-bit a unique reduction of their ionic radii with increasing atomicnumber, which is termed the lanthanide contraction (Gupta andKrishnamurthy, 2005; Pradip, 1981). The lanthanide contractionmay be explained by the fact that as one traverses the lanthanideseries, the increasing charge on the nucleus (associated withincreasing atomic number) causes the electron shells of these ele-ments to be pulled closer to the atom’s nucleus (Spedding, 1975).This increased attraction is not offset by additional electrons beingadded, as the additional electrons of the lanthanide series occupyan inner 4f sub-shell that is heavily shielded from neighboringsub-shells (Spedding, 1975).
The ionic radii of the lanthanide [M]3+ ions is shown in Fig. 1along with the ionic radius of the trivalent ions of yttrium and scan-dium (Gupta and Krishnamurthy, 2005). Their similarity in ionic ra-dii means that the rare earth elements are interchangeable in mostminerals and are consequently very difficult to separate (Gupta andKrishnamurthy, 2005). Fig. 1 also helps to illustrate why yttrium isconsidered to be one of the ‘‘heavy’’ rare earths (on the basis of sim-ilar ionic radius and chemical properties) and why scandium, withits much smaller ionic radius, is often excluded from rare earth ele-ment groupings (Gupta and Krishnamurthy, 2005).
In spite of their name, and aside from promethium, which doesnot exist naturally in a stable form, the abundance of rare earthelements in the earth’s crust is actually significantly higher thanother commonly exploited elements, including the platinum groupelements and mercury (Gupta and Krishnamurthy, 1992; Trifonov,1963). The crustal abundance of the individual rare earth elementsis shown in Fig. 2. As a comparison, the crustal abundance of goldand silver are 5 � 10�7 wt.% and 1 � 10�5 wt.% respectively(Trifonov, 1963). The difficulty in rare earth mineral exploitation
Fig. 1. The Lanthanide Contraction. Adapted from (Gupta and Krishnamurthy,2005).
is that the rare earth minerals are not commonly found in eco-nomic concentrations (Gupta and Krishnamurthy, 2005; Vijayanet al., 1989). Rare earth elements are never found as pure metals,instead they are found in a variety of minerals including silicates,oxides, carbonates, phosphates and halides (Levy, 1924; Vijayanet al., 1989). There are more than 250 rare earth minerals that havebeen discovered to date, many containing very low concentrationsof REE varying from 10 to 300 ppm (Chi et al., 2001; Gupta andKrishnamurthy, 2005; Vijayan et al., 1989; Zhang and Edwards,2012).
The challenge of the REE supply due to the scarcity of mineraldeposits is aggravated by the fact that the elements are neverfound in an equal or even predictable distribution (Gupta andKrishnamurthy, 1992). The REE crustal abundance, as depicted inFig. 2, also demonstrates the Oddo-Harkin’s rule, which states thatelements with even atomic numbers are significantly more preva-lent in the earth’s crust than their neighbors in the periodic table(Parak, 1973; Trifonov, 1963). The availability of HREE is even fur-ther impacted by the fact that the rare earth element distributionsof the two most commonly extracted rare earth minerals, bastnä-site and monazite, exhibit lower percentages of the elementssamarium to lutetium than would be expected based on the abun-dance data from Fig. 2 (Gupta and Krishnamurthy, 1992).
The demand for rare earth elements has spiked in recent yearsdue to their increasing usage in numerous high-technology appli-cations, including high strength permanent magnets, phosphorsfor electronic displays, applications in a variety of renewable en-ergy technologies, and as alloying agents in metals (Crow, 2011;Meyer and Bras, 2011; Preinfalk and Morteani, 1986). Each of theseapplications requires specific rare earth elements (the lanthanidesare not all interchangeable) as can be seen in Table 1. Combiningthe resultant differing levels of demand for each rare earth elementwith the crustal abundance variations described above, it can beseen that the task of ensuring a stable mineral supply of these ele-ments presents significant challenges (Meyer and Bras, 2011). Forexample, magnet and phosphor manufacturers require terbium(Tb) and europium (Eu), two of the least abundant REEs, and willtherefore be more affected by REE supply issues than a manufac-turer of petroleum refining catalysts requiring lanthanum (La)and cerium (Ce), which are an order of magnitude more abundant.
There are approximately one hundred million tons of provenrare earth oxide reserves in the world, scattered across more than30 countries (Chen, 2011). However, 97% of the world’s supply cur-rently originates in China (Pitts, 2011). Increased development inChina has prompted the Chinese government to limit yearly exportquotas to approximately 35,000 tons of rare-earth oxides, whilenon-Chinese yearly demand is expected to reach 80,000 tons bythe year 2015 (Chen, 2011; Chi et al., 2001). This constriction ofsupply is being met by the development of many new rare earth
Fig. 2. Crustal abundance of lanthanide elements. Adapted from (Trifonov, 1963).
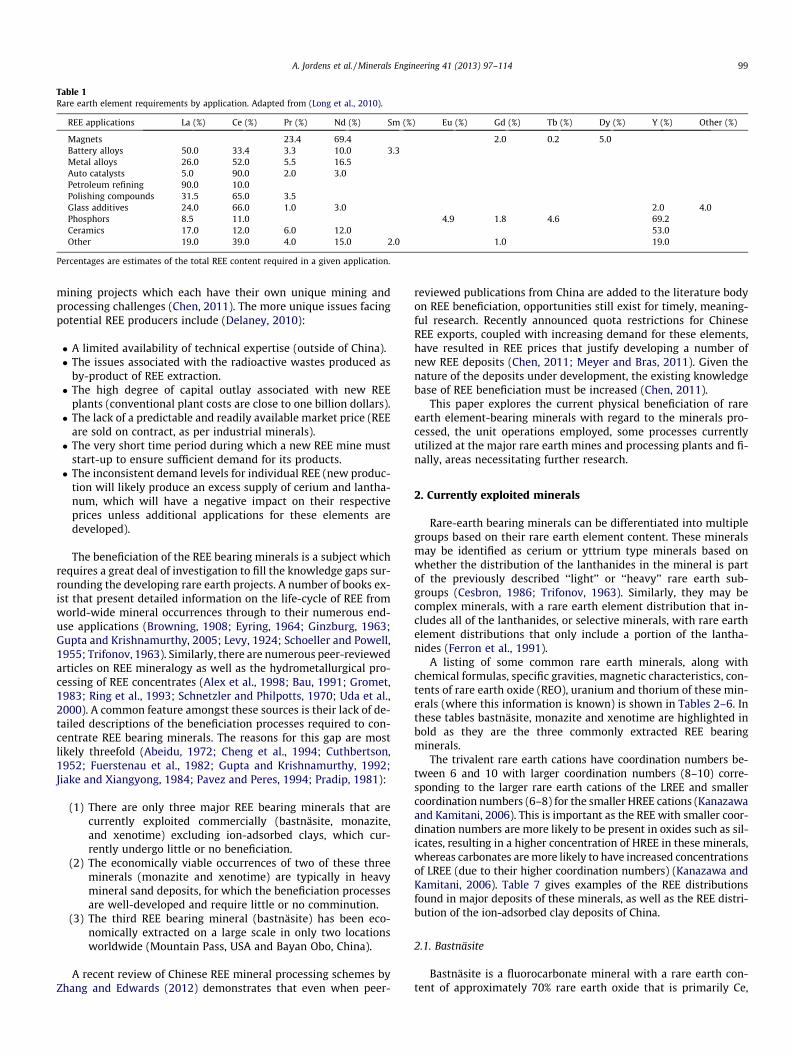
Table 1Rare earth element requirements by application. Adapted from (Long et al., 2010).
REE applications La (%) Ce (%) Pr (%) Nd (%) Sm (%) Eu (%) Gd (%) Tb (%) Dy (%) Y (%) Other (%)
Magnets 23.4 69.4 2.0 0.2 5.0Battery alloys 50.0 33.4 3.3 10.0 3.3Metal alloys 26.0 52.0 5.5 16.5Auto catalysts 5.0 90.0 2.0 3.0Petroleum refining 90.0 10.0Polishing compounds 31.5 65.0 3.5Glass additives 24.0 66.0 1.0 3.0 2.0 4.0Phosphors 8.5 11.0 4.9 1.8 4.6 69.2Ceramics 17.0 12.0 6.0 12.0 53.0Other 19.0 39.0 4.0 15.0 2.0 1.0 19.0
Percentages are estimates of the total REE content required in a given application.
A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 99
mining projects which each have their own unique mining andprocessing challenges (Chen, 2011). The more unique issues facingpotential REE producers include (Delaney, 2010):
� A limited availability of technical expertise (outside of China).� The issues associated with the radioactive wastes produced as
by-product of REE extraction.� The high degree of capital outlay associated with new REE
plants (conventional plant costs are close to one billion dollars).� The lack of a predictable and readily available market price (REE
are sold on contract, as per industrial minerals).� The very short time period during which a new REE mine must
start-up to ensure sufficient demand for its products.� The inconsistent demand levels for individual REE (new produc-
tion will likely produce an excess supply of cerium and lantha-num, which will have a negative impact on their respectiveprices unless additional applications for these elements aredeveloped).
The beneficiation of the REE bearing minerals is a subject whichrequires a great deal of investigation to fill the knowledge gaps sur-rounding the developing rare earth projects. A number of books ex-ist that present detailed information on the life-cycle of REE fromworld-wide mineral occurrences through to their numerous end-use applications (Browning, 1908; Eyring, 1964; Ginzburg, 1963;Gupta and Krishnamurthy, 2005; Levy, 1924; Schoeller and Powell,1955; Trifonov, 1963). Similarly, there are numerous peer-reviewedarticles on REE mineralogy as well as the hydrometallurgical pro-cessing of REE concentrates (Alex et al., 1998; Bau, 1991; Gromet,1983; Ring et al., 1993; Schnetzler and Philpotts, 1970; Uda et al.,2000). A common feature amongst these sources is their lack of de-tailed descriptions of the beneficiation processes required to con-centrate REE bearing minerals. The reasons for this gap are mostlikely threefold (Abeidu, 1972; Cheng et al., 1994; Cuthbertson,1952; Fuerstenau et al., 1982; Gupta and Krishnamurthy, 1992;Jiake and Xiangyong, 1984; Pavez and Peres, 1994; Pradip, 1981):
(1) There are only three major REE bearing minerals that arecurrently exploited commercially (bastnäsite, monazite,and xenotime) excluding ion-adsorbed clays, which cur-rently undergo little or no beneficiation.
(2) The economically viable occurrences of two of these threeminerals (monazite and xenotime) are typically in heavymineral sand deposits, for which the beneficiation processesare well-developed and require little or no comminution.
(3) The third REE bearing mineral (bastnäsite) has been eco-nomically extracted on a large scale in only two locationsworldwide (Mountain Pass, USA and Bayan Obo, China).
A recent review of Chinese REE mineral processing schemes byZhang and Edwards (2012) demonstrates that even when peer-
reviewed publications from China are added to the literature bodyon REE beneficiation, opportunities still exist for timely, meaning-ful research. Recently announced quota restrictions for ChineseREE exports, coupled with increasing demand for these elements,have resulted in REE prices that justify developing a number ofnew REE deposits (Chen, 2011; Meyer and Bras, 2011). Given thenature of the deposits under development, the existing knowledgebase of REE beneficiation must be increased (Chen, 2011).
This paper explores the current physical beneficiation of rareearth element-bearing minerals with regard to the minerals pro-cessed, the unit operations employed, some processes currentlyutilized at the major rare earth mines and processing plants and fi-nally, areas necessitating further research.
2. Currently exploited minerals
Rare-earth bearing minerals can be differentiated into multiplegroups based on their rare earth element content. These mineralsmay be identified as cerium or yttrium type minerals based onwhether the distribution of the lanthanides in the mineral is partof the previously described ‘‘light’’ or ‘‘heavy’’ rare earth sub-groups (Cesbron, 1986; Trifonov, 1963). Similarly, they may becomplex minerals, with a rare earth element distribution that in-cludes all of the lanthanides, or selective minerals, with rare earthelement distributions that only include a portion of the lantha-nides (Ferron et al., 1991).
A listing of some common rare earth minerals, along withchemical formulas, specific gravities, magnetic characteristics, con-tents of rare earth oxide (REO), uranium and thorium of these min-erals (where this information is known) is shown in Tables 2–6. Inthese tables bastnäsite, monazite and xenotime are highlighted inbold as they are the three commonly extracted REE bearingminerals.
The trivalent rare earth cations have coordination numbers be-tween 6 and 10 with larger coordination numbers (8–10) corre-sponding to the larger rare earth cations of the LREE and smallercoordination numbers (6–8) for the smaller HREE cations (Kanazawaand Kamitani, 2006). This is important as the REE with smaller coor-dination numbers are more likely to be present in oxides such as sil-icates, resulting in a higher concentration of HREE in these minerals,whereas carbonates are more likely to have increased concentrationsof LREE (due to their higher coordination numbers) (Kanazawa andKamitani, 2006). Table 7 gives examples of the REE distributionsfound in major deposits of these minerals, as well as the REE distri-bution of the ion-adsorbed clay deposits of China.
2.1. Bastnäsite
Bastnäsite is a fluorocarbonate mineral with a rare earth con-tent of approximately 70% rare earth oxide that is primarily Ce,
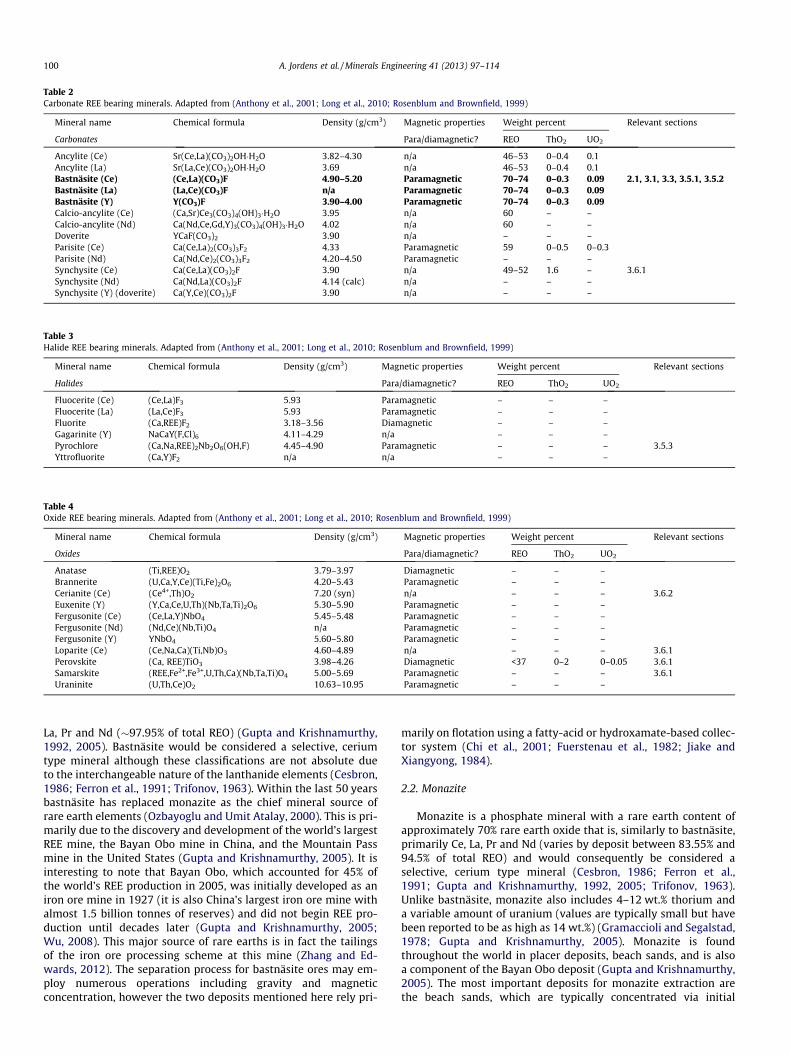
Table 2Carbonate REE bearing minerals. Adapted from (Anthony et al., 2001; Long et al., 2010; Rosenblum and Brownfield, 1999)
Mineral name Chemical formula Density (g/cm3) Magnetic properties Weight percent Relevant sections
Carbonates Para/diamagnetic? REO ThO2 UO2
Ancylite (Ce) Sr(Ce,La)(CO3)2OH�H2O 3.82–4.30 n/a 46–53 0–0.4 0.1Ancylite (La) Sr(La,Ce)(CO3)2OH�H2O 3.69 n/a 46–53 0–0.4 0.1Bastnäsite (Ce) (Ce,La)(CO3)F 4.90–5.20 Paramagnetic 70–74 0–0.3 0.09 2.1, 3.1, 3.3, 3.5.1, 3.5.2Bastnäsite (La) (La,Ce)(CO3)F n/a Paramagnetic 70–74 0–0.3 0.09Bastnäsite (Y) Y(CO3)F 3.90–4.00 Paramagnetic 70–74 0–0.3 0.09Calcio-ancylite (Ce) (Ca,Sr)Ce3(CO3)4(OH)3�H2O 3.95 n/a 60 – –Calcio-ancylite (Nd) Ca(Nd,Ce,Gd,Y)3(CO3)4(OH)3�H2O 4.02 n/a 60 – –Doverite YCaF(CO3)2 3.90 n/a – – –Parisite (Ce) Ca(Ce,La)2(CO3)3F2 4.33 Paramagnetic 59 0–0.5 0–0.3Parisite (Nd) Ca(Nd,Ce)2(CO3)3F2 4.20–4.50 Paramagnetic – – –Synchysite (Ce) Ca(Ce,La)(CO3)2F 3.90 n/a 49–52 1.6 – 3.6.1Synchysite (Nd) Ca(Nd,La)(CO3)2F 4.14 (calc) n/a – – –Synchysite (Y) (doverite) Ca(Y,Ce)(CO3)2F 3.90 n/a – – –
Table 3Halide REE bearing minerals. Adapted from (Anthony et al., 2001; Long et al., 2010; Rosenblum and Brownfield, 1999)
Mineral name Chemical formula Density (g/cm3) Magnetic properties Weight percent Relevant sections
Halides Para/diamagnetic? REO ThO2 UO2
Fluocerite (Ce) (Ce,La)F3 5.93 Paramagnetic – – –Fluocerite (La) (La,Ce)F3 5.93 Paramagnetic – – –Fluorite (Ca,REE)F2 3.18–3.56 Diamagnetic – – –Gagarinite (Y) NaCaY(F,Cl)6 4.11–4.29 n/a – – –Pyrochlore (Ca,Na,REE)2Nb2O6(OH,F) 4.45–4.90 Paramagnetic – – – 3.5.3Yttrofluorite (Ca,Y)F2 n/a n/a – – –
Table 4Oxide REE bearing minerals. Adapted from (Anthony et al., 2001; Long et al., 2010; Rosenblum and Brownfield, 1999)
Mineral name Chemical formula Density (g/cm3) Magnetic properties Weight percent Relevant sections
Oxides Para/diamagnetic? REO ThO2 UO2
Anatase (Ti,REE)O2 3.79–3.97 Diamagnetic – – –Brannerite (U,Ca,Y,Ce)(Ti,Fe)2O6 4.20–5.43 Paramagnetic – – –Cerianite (Ce) (Ce4+,Th)O2 7.20 (syn) n/a – – – 3.6.2Euxenite (Y) (Y,Ca,Ce,U,Th)(Nb,Ta,Ti)2O6 5.30–5.90 Paramagnetic – – –Fergusonite (Ce) (Ce,La,Y)NbO4 5.45–5.48 Paramagnetic – – –Fergusonite (Nd) (Nd,Ce)(Nb,Ti)O4 n/a Paramagnetic – – –Fergusonite (Y) YNbO4 5.60–5.80 Paramagnetic – – –Loparite (Ce) (Ce,Na,Ca)(Ti,Nb)O3 4.60–4.89 n/a – – – 3.6.1Perovskite (Ca, REE)TiO3 3.98–4.26 Diamagnetic <37 0–2 0–0.05 3.6.1Samarskite (REE,Fe2+,Fe3+,U,Th,Ca)(Nb,Ta,Ti)O4 5.00–5.69 Paramagnetic – – – 3.6.1Uraninite (U,Th,Ce)O2 10.63–10.95 Paramagnetic – – –
100 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
La, Pr and Nd (�97.95% of total REO) (Gupta and Krishnamurthy,1992, 2005). Bastnäsite would be considered a selective, ceriumtype mineral although these classifications are not absolute dueto the interchangeable nature of the lanthanide elements (Cesbron,1986; Ferron et al., 1991; Trifonov, 1963). Within the last 50 yearsbastnäsite has replaced monazite as the chief mineral source ofrare earth elements (Ozbayoglu and Umit Atalay, 2000). This is pri-marily due to the discovery and development of the world’s largestREE mine, the Bayan Obo mine in China, and the Mountain Passmine in the United States (Gupta and Krishnamurthy, 2005). It isinteresting to note that Bayan Obo, which accounted for 45% ofthe world’s REE production in 2005, was initially developed as aniron ore mine in 1927 (it is also China’s largest iron ore mine withalmost 1.5 billion tonnes of reserves) and did not begin REE pro-duction until decades later (Gupta and Krishnamurthy, 2005;Wu, 2008). This major source of rare earths is in fact the tailingsof the iron ore processing scheme at this mine (Zhang and Ed-wards, 2012). The separation process for bastnäsite ores may em-ploy numerous operations including gravity and magneticconcentration, however the two deposits mentioned here rely pri-
marily on flotation using a fatty-acid or hydroxamate-based collec-tor system (Chi et al., 2001; Fuerstenau et al., 1982; Jiake andXiangyong, 1984).
2.2. Monazite
Monazite is a phosphate mineral with a rare earth content ofapproximately 70% rare earth oxide that is, similarly to bastnäsite,primarily Ce, La, Pr and Nd (varies by deposit between 83.55% and94.5% of total REO) and would consequently be considered aselective, cerium type mineral (Cesbron, 1986; Ferron et al.,1991; Gupta and Krishnamurthy, 1992, 2005; Trifonov, 1963).Unlike bastnäsite, monazite also includes 4–12 wt.% thorium anda variable amount of uranium (values are typically small but havebeen reported to be as high as 14 wt.%) (Gramaccioli and Segalstad,1978; Gupta and Krishnamurthy, 2005). Monazite is foundthroughout the world in placer deposits, beach sands, and is alsoa component of the Bayan Obo deposit (Gupta and Krishnamurthy,2005). The most important deposits for monazite extraction arethe beach sands, which are typically concentrated via initial
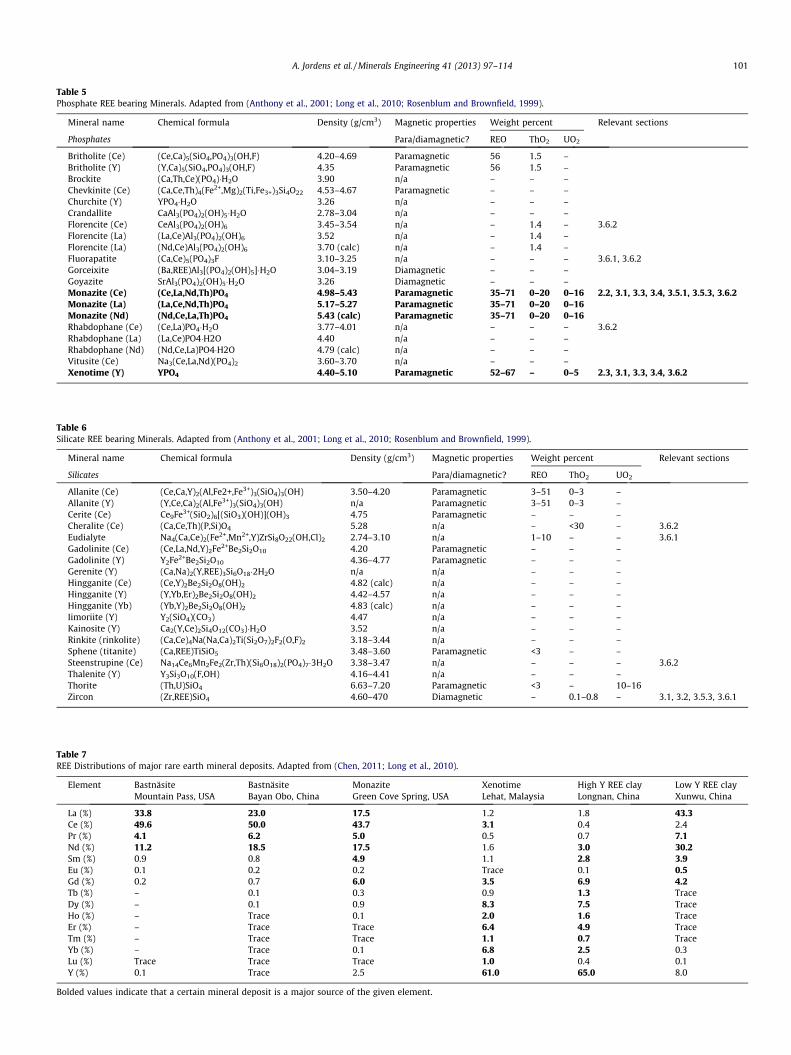
Table 6Silicate REE bearing Minerals. Adapted from (Anthony et al., 2001; Long et al., 2010; Rosenblum and Brownfield, 1999).
Mineral name Chemical formula Density (g/cm3) Magnetic properties Weight percent Relevant sections
Silicates Para/diamagnetic? REO ThO2 UO2
Allanite (Ce) (Ce,Ca,Y)2(Al,Fe2+,Fe3+)3(SiO4)3(OH) 3.50–4.20 Paramagnetic 3–51 0–3 –Allanite (Y) (Y,Ce,Ca)2(Al,Fe3+)3(SiO4)3(OH) n/a Paramagnetic 3–51 0–3 –Cerite (Ce) Ce9Fe3+(SiO2)6[(SiO3)(OH)](OH)3 4.75 Paramagnetic – – –Cheralite (Ce) (Ca,Ce,Th)(P,Si)O4 5.28 n/a – <30 – 3.6.2Eudialyte Na4(Ca,Ce)2(Fe2+,Mn2+,Y)ZrSi8O22(OH,Cl)2 2.74–3.10 n/a 1–10 – – 3.6.1Gadolinite (Ce) (Ce,La,Nd,Y)2Fe2+Be2Si2O10 4.20 Paramagnetic – – –Gadolinite (Y) Y2Fe2+Be2Si2O10 4.36–4.77 Paramagnetic – – –Gerenite (Y) (Ca,Na)2(Y,REE)3Si6O18�2H2O n/a n/a – – –Hingganite (Ce) (Ce,Y)2Be2Si2O8(OH)2 4.82 (calc) n/a – – –Hingganite (Y) (Y,Yb,Er)2Be2Si2O8(OH)2 4.42–4.57 n/a – – –Hingganite (Yb) (Yb,Y)2Be2Si2O8(OH)2 4.83 (calc) n/a – – –Iimoriite (Y) Y2(SiO4)(CO3) 4.47 n/a – – –Kainosite (Y) Ca2(Y,Ce)2Si4O12(CO3)�H2O 3.52 n/a – – –Rinkite (rinkolite) (Ca,Ce)4Na(Na,Ca)2Ti(Si2O7)2F2(O,F)2 3.18–3.44 n/a – – –Sphene (titanite) (Ca,REE)TiSiO5 3.48–3.60 Paramagnetic <3 – –Steenstrupine (Ce) Na14Ce6Mn2Fe2(Zr,Th)(Si6O18)2(PO4)7�3H2O 3.38–3.47 n/a – – – 3.6.2Thalenite (Y) Y3Si3O10(F,OH) 4.16–4.41 n/a – – –Thorite (Th,U)SiO4 6.63–7.20 Paramagnetic <3 – 10–16Zircon (Zr,REE)SiO4 4.60–470 Diamagnetic – 0.1–0.8 – 3.1, 3.2, 3.5.3, 3.6.1
Table 7REE Distributions of major rare earth mineral deposits. Adapted from (Chen, 2011; Long et al., 2010).
Element Bastnäsite Bastnäsite Monazite Xenotime High Y REE clay Low Y REE clayMountain Pass, USA Bayan Obo, China Green Cove Spring, USA Lehat, Malaysia Longnan, China Xunwu, China
La (%) 33.8 23.0 17.5 1.2 1.8 43.3Ce (%) 49.6 50.0 43.7 3.1 0.4 2.4Pr (%) 4.1 6.2 5.0 0.5 0.7 7.1Nd (%) 11.2 18.5 17.5 1.6 3.0 30.2Sm (%) 0.9 0.8 4.9 1.1 2.8 3.9Eu (%) 0.1 0.2 0.2 Trace 0.1 0.5Gd (%) 0.2 0.7 6.0 3.5 6.9 4.2Tb (%) – 0.1 0.3 0.9 1.3 TraceDy (%) – 0.1 0.9 8.3 7.5 TraceHo (%) – Trace 0.1 2.0 1.6 TraceEr (%) – Trace Trace 6.4 4.9 TraceTm (%) – Trace Trace 1.1 0.7 TraceYb (%) – Trace 0.1 6.8 2.5 0.3Lu (%) Trace Trace Trace 1.0 0.4 0.1Y (%) 0.1 Trace 2.5 61.0 65.0 8.0
Bolded values indicate that a certain mineral deposit is a major source of the given element.
Table 5Phosphate REE bearing Minerals. Adapted from (Anthony et al., 2001; Long et al., 2010; Rosenblum and Brownfield, 1999).
Mineral name Chemical formula Density (g/cm3) Magnetic properties Weight percent Relevant sections
Phosphates Para/diamagnetic? REO ThO2 UO2
Britholite (Ce) (Ce,Ca)5(SiO4,PO4)3(OH,F) 4.20–4.69 Paramagnetic 56 1.5 –Britholite (Y) (Y,Ca)5(SiO4,PO4)3(OH,F) 4.35 Paramagnetic 56 1.5 –Brockite (Ca,Th,Ce)(PO4)�H2O 3.90 n/a – – –Chevkinite (Ce) (Ca,Ce,Th)4(Fe2+,Mg)2(Ti,Fe3+)3Si4O22 4.53–4.67 Paramagnetic – – –Churchite (Y) YPO4�H2O 3.26 n/a – – –Crandallite CaAl3(PO4)2(OH)5�H2O 2.78–3.04 n/a – – –Florencite (Ce) CeAl3(PO4)2(OH)6 3.45–3.54 n/a – 1.4 – 3.6.2Florencite (La) (La,Ce)Al3(PO4)2(OH)6 3.52 n/a – 1.4 –Florencite (La) (Nd,Ce)Al3(PO4)2(OH)6 3.70 (calc) n/a – 1.4 –Fluorapatite (Ca,Ce)5(PO4)3F 3.10–3.25 n/a – – – 3.6.1, 3.6.2Gorceixite (Ba,REE)Al3[(PO4)2(OH)5]�H2O 3.04–3.19 Diamagnetic – – –Goyazite SrAl3(PO4)2(OH)5�H2O 3.26 Diamagnetic – – –Monazite (Ce) (Ce,La,Nd,Th)PO4 4.98–5.43 Paramagnetic 35–71 0–20 0–16 2.2, 3.1, 3.3, 3.4, 3.5.1, 3.5.3, 3.6.2Monazite (La) (La,Ce,Nd,Th)PO4 5.17–5.27 Paramagnetic 35–71 0–20 0–16Monazite (Nd) (Nd,Ce,La,Th)PO4 5.43 (calc) Paramagnetic 35–71 0–20 0–16Rhabdophane (Ce) (Ce,La)PO4�H2O 3.77–4.01 n/a – – – 3.6.2Rhabdophane (La) (La,Ce)PO4�H2O 4.40 n/a – – –Rhabdophane (Nd) (Nd,Ce,La)PO4�H2O 4.79 (calc) n/a – – –Vitusite (Ce) Na3(Ce,La,Nd)(PO4)2 3.60–3.70 n/a – – –Xenotime (Y) YPO4 4.40–5.10 Paramagnetic 52–67 – 0–5 2.3, 3.1, 3.3, 3.4, 3.6.2
A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 101

102 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
high-capacity gravity separation steps, to take advantage of thehigh specific gravity (monazite has a specific gravity greater than5, while the typical gangue minerals in these deposits have specificgravities less than 3.5), followed by additional gravity, magnetic,electrostatic and occasionally flotation separation steps (Bulatovicand Willett, 1991; Ferron et al., 1991; Houot et al., 1991; Neiheisel,1962; Zhang and Edwards, 2012).
2.3. Xenotime
Xenotime is a yttrium phosphate mineral with a rare earthoxide content of approximately 67% with Ce, La, Pr, Nd contentsthat are much less than monazite or bastnäsite (�8.4%) (Guptaand Krishnamurthy, 1992, 2005). Xenotime is typically foundalongside monazite in concentrations of 0.5–5.0% of that of mona-zite (Cesbron, 1986; Ferron et al., 1991; Gupta and Krishnamurthy,2005; Trifonov, 1963). Xenotime is important, in spite of its rarity,as it is a major source of HREE along with the Chinese ion-adsorbedrare earth bearing clays (Cheng et al., 1994; Chi et al., 2001). Xeno-time is typically a by-product of monazite processing and as such,its processing follows a similar path to that of monazite (Chenget al., 1994; Ferron et al., 1991). A limited amount of research intoxenotime beneficiation has focused on its extraction from mona-zite using flotation and magnetic separation (Cheng, 2000; Chenget al., 1993, 1994; Ito et al., 1991).
2.4. Ion-adsorbed clays
Ion-adsorbed clays are a very important source of heavy rareearth elements (up to 60% of REO content in these clays comesfrom yttrium group elements) with these elements occurring asrare earth element ions (Zhang and Edwards, 2012). Due to theirnature, these clays require little to no physical beneficiation, beingprocessed directly using hydrometallurgical methods. These willnot be discussed in this paper, but further information can befound in Chi et al. (2001).
2.5. Other rare earth minerals
As can be seen in Tables 2–6, there are numerous minerals thatcontain REE, many of which have been exploited to varying degreesof success. However, these are typically small-scale, unique opera-tions for which it is difficult to obtain data, and even more difficultto determine general separation characteristics. A limited discus-sion of such minerals is included in Section 3.5.
3. Beneficiation unit operations
The principle separation processes employed in the beneficia-tion of rare earth minerals include gravity separation, magneticseparation, electrostatic separation and froth flotation. These pro-cesses will be examined as they have been applied to rare earthminerals.
3.1. Gravity separation
Rare earth minerals are good candidates for gravity separationas they have relatively large specific gravities (4–7) and are typi-cally associated with gangue material (primarily silicates) that issignificantly less dense (Ferron et al., 1991). The most commonlyutilized application of gravity separation is in monazite beneficia-tion from heavy mineral sands. Beach sand material is typically ini-tially concentrated using a cone concentrator to produce a heavymineral pre-concentrate (20–30% heavy minerals) before a moreselective gravity separation step, often employing a spiral concen-
trator, is used to achieve concentrations of 80–90% heavy minerals(Gupta and Krishnamurthy, 1992). At this point, a series of mag-netic, electrostatic and further gravity separation operations mustbe applied, according to each individual deposit’s mineralogy(Ferron et al., 1991).
An example of a flowsheet designed to concentrate monazitefrom Egyptian beach sands containing approximately 30 wt.%valuable heavy minerals can be seen in Fig. 3 (Moustafa andAbdelfattah, 2010). In this flowsheet, low specific gravity gangueis discarded via wet gravity concentration (the authors employeda Wifley shaking table for this purpose), then low intensity mag-netic separation is used to discard any ferromagnetic mineralswithout removing paramagnetic monazite (Moustafa and Abdelfat-tah, 2010). The non-magnetic stream that remains contains most ofthe valuable monazite, zircon and rutile as well as a portion of thegangue minerals which were not removed in the first two steps. Aseries of gravity, magnetic and electrostatic separations are thenapplied to exploit the different properties of the monazite, zirconand rutile minerals and produce the final concentrate streams.Rutile is removed as it reports to the conductor fraction after elec-trostatic separation (monazite and zircon are non-conductive) andthen diamagnetic zircon may be removed from the paramagneticmonazite via further magnetic separation (Moustafa and Abdelfat-tah, 2010).
In addition to the processing of beach sands, gravity separation,(shaking tables, spiral concentrators, and conical separators) isused in combination with froth flotation at many rare earth min-eral processing operations throughout China (Chi et al., 2001). Anexample of this is at Bayan Obo, where gravity separation has beenemployed between the rougher and cleaner flotation circuits toefficiently separate monazite and bastnäsite from the iron-bearingand silicate gangue material (Chi et al., 2001; Jiake and Xiangyong,1984). Some challenges associated with gravity separation of theBayan Obo ore are that gangue minerals (e.g. barite) have similarspecific gravities to the desired rare earth minerals and report tothe concentrate stream. In addition, gravity separation is ineffec-tive at separating very fine particles resulting in large losses of rareearths (Ming, 1993). Some separation of very fine particles can beachieved for minerals with very large differences in specific grav-ity, such as gold from silicate gangue, by employing centrifugalgravity separators such as the Knelson, Falcon and Mozley Multi-Gravity Separators (Falconer, 2003; Gee et al., 2005). Most of thesefine particle separators are designed for semi-continuous operationwhere the valuable dense material is present in low concentrations(<0.1 wt.%) which may limit their suitability to REE mineral separa-tion (Fullam and Grewal, 2001). The ongoing development of cen-trifugal separators capable of continuous operation (e.g. KnelsonCVD) may address this issue as the manufacturers claim to be ableto process feed materials with valuable heavy mineral contents ofup to 50 wt.% (Fullam and Grewal, 2001).
Outside of China, lab-scale gravity separations have been suc-cessfully completed on Turkish and Australian deposits with veryfine-grained mineralizations (Guy et al., 2000; Ozbayoglu and UmitAtalay, 2000). In both of these cases, one of the key findings wasthat the rare-earth minerals were concentrated into the very fine(<5 lm) particle size range (Guy et al., 2000; Ozbayoglu and UmitAtalay, 2000). This was dealt with by either modifying the grindingsteps to prevent excess fine generation or by employing a Multi-Gravity Separator, specifically designed to recover ultrafine parti-cles via gravity separation (Guy et al., 2000; Ozbayoglu and UmitAtalay, 2000). The modified grinding procedure employed an attri-tion scrubbing step prior to further grinding to produce a productthat was 100% �300 lm (the size which was identified as the max-imum limit for downstream flotation), while reducing the slimelosses to the �5 lm size fraction by an average of 7.8% (Guyet al., 2000). The results from Guy et al. (2000) can be seen in
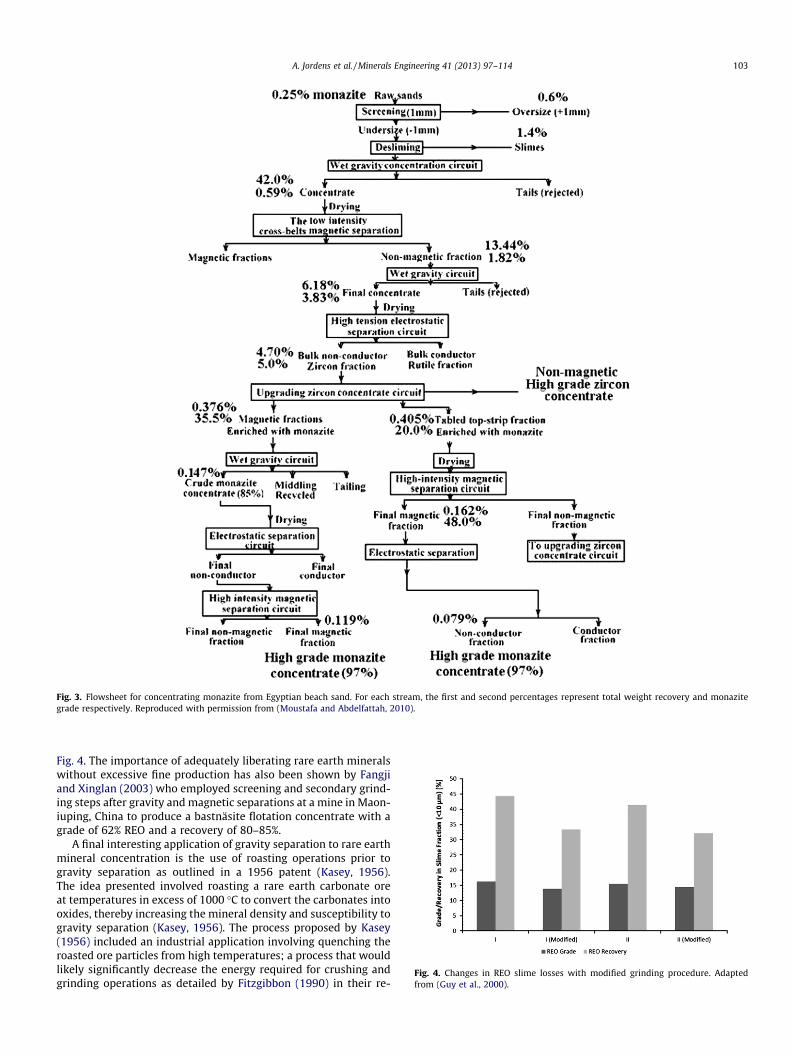
Fig. 3. Flowsheet for concentrating monazite from Egyptian beach sand. For each stream, the first and second percentages represent total weight recovery and monazitegrade respectively. Reproduced with permission from (Moustafa and Abdelfattah, 2010).
Fig. 4. Changes in REO slime losses with modified grinding procedure. Adaptedfrom (Guy et al., 2000).
A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 103
Fig. 4. The importance of adequately liberating rare earth mineralswithout excessive fine production has also been shown by Fangjiand Xinglan (2003) who employed screening and secondary grind-ing steps after gravity and magnetic separations at a mine in Maon-iuping, China to produce a bastnäsite flotation concentrate with agrade of 62% REO and a recovery of 80–85%.
A final interesting application of gravity separation to rare earthmineral concentration is the use of roasting operations prior togravity separation as outlined in a 1956 patent (Kasey, 1956).The idea presented involved roasting a rare earth carbonate oreat temperatures in excess of 1000 �C to convert the carbonates intooxides, thereby increasing the mineral density and susceptibility togravity separation (Kasey, 1956). The process proposed by Kasey(1956) included an industrial application involving quenching theroasted ore particles from high temperatures; a process that wouldlikely significantly decrease the energy required for crushing andgrinding operations as detailed by Fitzgibbon (1990) in their re-

104 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
search into thermally assisted liberation. To the best of authors’knowledge, this process was never successfully applied on anindustrial or pilot scale.
3.2. Desliming
The considerable loss of rare earth minerals in the fine size frac-tions produced in the comminution of finely-grained rare earthores has been addressed in an unconventional way using micro-wave radiation. Chistov et al. (1995) were able to reduce the pro-duction of slimes (<5 lm) from 43.0% to 18.9% via a 2.45 GHZ,5 kW microwave treatment that heated the ore to 540 �C (approx-imate 600 s exposure time) prior to grinding. The authors did notgive detailed mineralogy of this ore (it was identified only as acomplex niobium/rare metal ore from Tomtor, Russia) however,they did identify structural changes to the ore’s iron-bearing min-erals as they were exposed to increasing microwave treatmenttimes (Chistov et al., 1995). The authors identified magnetite andhematite as the potential cause for the observed non-linear heatingbehavior of the ore with increasing microwave exposure time(Chistov et al., 1995). This process, if it could be scaled-up to anindustrial operation would likely realize considerable improve-ments in rare earth recovery simply due to the decreased lossesin desliming operations. There is currently a great deal of researchinto microwave assisted liberation and the effect on downstreamprocessing, which may result in the development of industriallyapplicable microwave processes that could be applied to rare earthmineral beneficiation (Can and Bayraktar, 2007; Jones et al., 2005;Kingman, 2006; Kumar et al., 2010; Leonelli and Mason, 2010).
3.3. Magnetic separation
Magnetic separation techniques are a common separation stepin rare earth mineral beneficiation to eliminate highly magneticgangue, or to concentrate the desired paramagnetic REE bearingminerals such as monazite or xenotime (Gupta and Krishnamurthy,1992). As explained previously, rare earth elements generally havea series of electrons occupying a shielded 4f sub-shell and theseelectrons will typically have magnetic moments which do not can-cel out, resulting in a material with some degree of magnetism(Spedding, 1975). The magnetic susceptibilities of individual rareearth elements have been calculated by Ito et al. (1991) and usedto predict rare earth minerals magnetic susceptibilities based ontheir chemical compositions. This work focused on the magneticsusceptibilities of the most common M3+ lanthanide ions and didnot investigate any changes in magnetic behavior for different oxi-dation states of these elements. The results of these calculationsindicated that the elements from gadolinium to erbium had thehighest magnetic susceptibilities of all the lanthanides, and thehigher concentrations of Gd, Dy and Er ions present in xenotimeexplained its threefold increase in magnetic susceptibility whencompared with monazite (Ito et al., 1991).
Along with gravity separation, magnetic separators are instru-mental to monazite beneficiation from beach sands. They are usedto eliminate strongly magnetic minerals such as magnetite prior tomore selective separation steps, and are also used to separate para-magnetic monazite from non-magnetic heavy mineral ganguematerial such as zircon and rutile (Ferron et al., 1991; Tran,1991; Zhang and Edwards, 2012). Xenotime, a paramagnetic min-eral which is more susceptible to magnetic separation than mona-zite, may be isolated using these techniques, however for fine grainsizes (<100 lm), flotation is the preferred means of separation(Rosenblum and Brownfield, 1999; Zhang and Edwards, 2012).
Magnetic separators are used in the beneficiation of Chinesebastnäsite rare earth ores to eliminate Fe-bearing gangue mineralsprior to rare earth-specific separation steps, and as a cleaning step
for flotation feeds and concentrates (Chi et al., 2001; Zhang and Ed-wards, 2012). In the case of China’s second biggest rare earth de-posit, the Sichuan Maoniuping Rare Earth Ore, magneticseparation has been combined successfully with gravity separationto achieve a bastnäsite recovery greater than 55% without the needfor flotation (Chi et al., 2001).
Test work has been conducted on an Australian rare earth ore toexamine the possibility of magnetically separating ground ore afterbeing subjected to a roasting operation (Chan, 1992). Roastingtemperatures from 400 �C up to 1000 �C were tested, however nobenefit to the response to magnetic separation of the ore was ob-served (Chan, 1992). In another series of experiments similar tothose described in the gravity separation section of this paper (Sec-tion 3.1), the effect of feed fineness on the susceptibility of a rareearth ore to a series of magnetic separations was investigated(Gao and Chen, 2010). The results of this work showed that whenthe feed (with a Sc grade of 48.9 g/t) had a particle size of 80%�74 lm the recovery and grade of the scandium and rare earthconcentrate were optimized, yielding a Sc grade of 314.89 g/t witha recovery of 77.53% (Gao and Chen, 2010).
3.4. Electrostatic separation
Electrostatic separation is a beneficiation technique that ex-ploits the differences in conductivity between different mineralsto achieve separation (Higashiyama and Asano, 2007; Kelly andSpottiswood, 1989a,b,c). Electrostatic separation techniques aretypically only used when alternative processing techniques willnot suffice, as the comminution steps in mineral processing flow-sheets are generally wet processes and the energy requirementsto drive off all moisture prior to electrostatic separation can be sig-nificant (Kelly and Spottiswood, 1989a). In the context of rare earthmineral processing, the typical use of electrostatic separation is inthe separation of monazite and xenotime from gangue mineralswith similar specific gravity and magnetic properties (Ferronet al., 1991; Zhang and Edwards, 2012). A specific example of thisis when xenotime, which is more strongly paramagnetic than mon-azite, is concentrated with ilmenite after magnetic separation ofheavy mineral sands (Gupta and Krishnamurthy, 1992). In this casethe only means by which xenotime may be removed from theilmenite is via electrostatic separation, as ilmenite is conductivebut xenotime is not (Gupta and Krishnamurthy, 1992).
Electrostatic separation is a valuable technique for heavy min-eral sand beneficiation, and the successful application of this pro-cess to separate ultrafine (<37 lm) coal particles may present anopportunity to treat the fines produced in many currently operat-ing mineral processing circuits that account for significant rareearth losses (Higashiyama and Asano, 2007). Unfortunately, allelectrostatic separation techniques (drum-type, belt-type, plate-type etc.) suffer from the requirement that the feed material mustbe completely dry (Higashiyama and Asano, 2007). Aside from theheavy mineral sand deposits, almost all other discovered rare earthdeposits (aside from the ion-adsorbed clays in southern China) re-quire some form of comminution prior to separation and thesegrinding operations are heavily reliant on slurried feed material.The energy costs associated with completely drying a ground oreprior to an electrostatic separation step are likely to be far toocost-prohibitive for such a process to be applied on an industrialscale.
3.5. Froth flotation
Froth flotation is commonly applied to the beneficiation of rareearth ores due to the fact that it is possible to process a wide rangeof fine particle sizes and the process can be tailored to the uniquemineralogy of a given deposit. An illustration of this is the Bayan
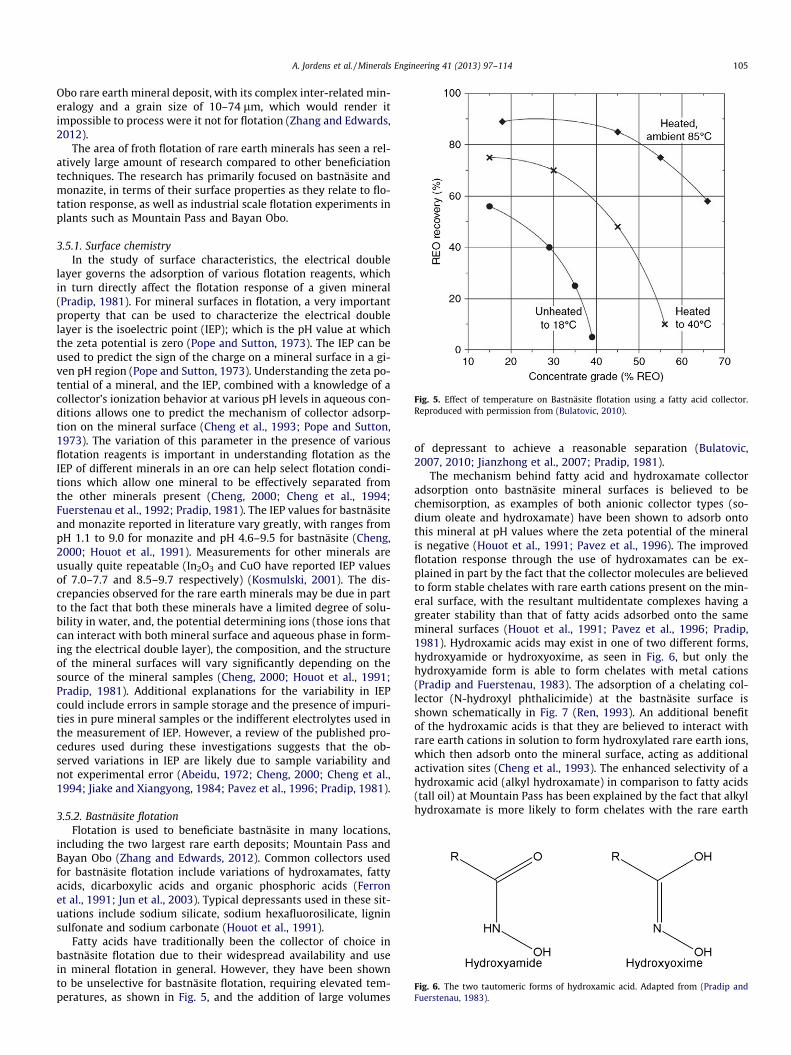
Fig. 5. Effect of temperature on Bastnäsite flotation using a fatty acid collector.Reproduced with permission from (Bulatovic, 2010).
Fig. 6. The two tautomeric forms of hydroxamic acid. Adapted from (Pradip andFuerstenau, 1983).
A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 105
Obo rare earth mineral deposit, with its complex inter-related min-eralogy and a grain size of 10–74 lm, which would render itimpossible to process were it not for flotation (Zhang and Edwards,2012).
The area of froth flotation of rare earth minerals has seen a rel-atively large amount of research compared to other beneficiationtechniques. The research has primarily focused on bastnäsite andmonazite, in terms of their surface properties as they relate to flo-tation response, as well as industrial scale flotation experiments inplants such as Mountain Pass and Bayan Obo.
3.5.1. Surface chemistryIn the study of surface characteristics, the electrical double
layer governs the adsorption of various flotation reagents, whichin turn directly affect the flotation response of a given mineral(Pradip, 1981). For mineral surfaces in flotation, a very importantproperty that can be used to characterize the electrical doublelayer is the isoelectric point (IEP); which is the pH value at whichthe zeta potential is zero (Pope and Sutton, 1973). The IEP can beused to predict the sign of the charge on a mineral surface in a gi-ven pH region (Pope and Sutton, 1973). Understanding the zeta po-tential of a mineral, and the IEP, combined with a knowledge of acollector’s ionization behavior at various pH levels in aqueous con-ditions allows one to predict the mechanism of collector adsorp-tion on the mineral surface (Cheng et al., 1993; Pope and Sutton,1973). The variation of this parameter in the presence of variousflotation reagents is important in understanding flotation as theIEP of different minerals in an ore can help select flotation condi-tions which allow one mineral to be effectively separated fromthe other minerals present (Cheng, 2000; Cheng et al., 1994;Fuerstenau et al., 1992; Pradip, 1981). The IEP values for bastnäsiteand monazite reported in literature vary greatly, with ranges frompH 1.1 to 9.0 for monazite and pH 4.6–9.5 for bastnäsite (Cheng,2000; Houot et al., 1991). Measurements for other minerals areusually quite repeatable (In2O3 and CuO have reported IEP valuesof 7.0–7.7 and 8.5–9.7 respectively) (Kosmulski, 2001). The dis-crepancies observed for the rare earth minerals may be due in partto the fact that both these minerals have a limited degree of solu-bility in water, and, the potential determining ions (those ions thatcan interact with both mineral surface and aqueous phase in form-ing the electrical double layer), the composition, and the structureof the mineral surfaces will vary significantly depending on thesource of the mineral samples (Cheng, 2000; Houot et al., 1991;Pradip, 1981). Additional explanations for the variability in IEPcould include errors in sample storage and the presence of impuri-ties in pure mineral samples or the indifferent electrolytes used inthe measurement of IEP. However, a review of the published pro-cedures used during these investigations suggests that the ob-served variations in IEP are likely due to sample variability andnot experimental error (Abeidu, 1972; Cheng, 2000; Cheng et al.,1994; Jiake and Xiangyong, 1984; Pavez et al., 1996; Pradip, 1981).
3.5.2. Bastnäsite flotationFlotation is used to beneficiate bastnäsite in many locations,
including the two largest rare earth deposits; Mountain Pass andBayan Obo (Zhang and Edwards, 2012). Common collectors usedfor bastnäsite flotation include variations of hydroxamates, fattyacids, dicarboxylic acids and organic phosphoric acids (Ferronet al., 1991; Jun et al., 2003). Typical depressants used in these sit-uations include sodium silicate, sodium hexafluorosilicate, ligninsulfonate and sodium carbonate (Houot et al., 1991).
Fatty acids have traditionally been the collector of choice inbastnäsite flotation due to their widespread availability and usein mineral flotation in general. However, they have been shownto be unselective for bastnäsite flotation, requiring elevated tem-peratures, as shown in Fig. 5, and the addition of large volumes
of depressant to achieve a reasonable separation (Bulatovic,2007, 2010; Jianzhong et al., 2007; Pradip, 1981).
The mechanism behind fatty acid and hydroxamate collectoradsorption onto bastnäsite mineral surfaces is believed to bechemisorption, as examples of both anionic collector types (so-dium oleate and hydroxamate) have been shown to adsorb ontothis mineral at pH values where the zeta potential of the mineralis negative (Houot et al., 1991; Pavez et al., 1996). The improvedflotation response through the use of hydroxamates can be ex-plained in part by the fact that the collector molecules are believedto form stable chelates with rare earth cations present on the min-eral surface, with the resultant multidentate complexes having agreater stability than that of fatty acids adsorbed onto the samemineral surfaces (Houot et al., 1991; Pavez et al., 1996; Pradip,1981). Hydroxamic acids may exist in one of two different forms,hydroxyamide or hydroxyoxime, as seen in Fig. 6, but only thehydroxyamide form is able to form chelates with metal cations(Pradip and Fuerstenau, 1983). The adsorption of a chelating col-lector (N-hydroxyl phthalicimide) at the bastnäsite surface isshown schematically in Fig. 7 (Ren, 1993). An additional benefitof the hydroxamic acids is that they are believed to interact withrare earth cations in solution to form hydroxylated rare earth ions,which then adsorb onto the mineral surface, acting as additionalactivation sites (Cheng et al., 1993). The enhanced selectivity of ahydroxamic acid (alkyl hydroxamate) in comparison to fatty acids(tall oil) at Mountain Pass has been explained by the fact that alkylhydroxamate is more likely to form chelates with the rare earth
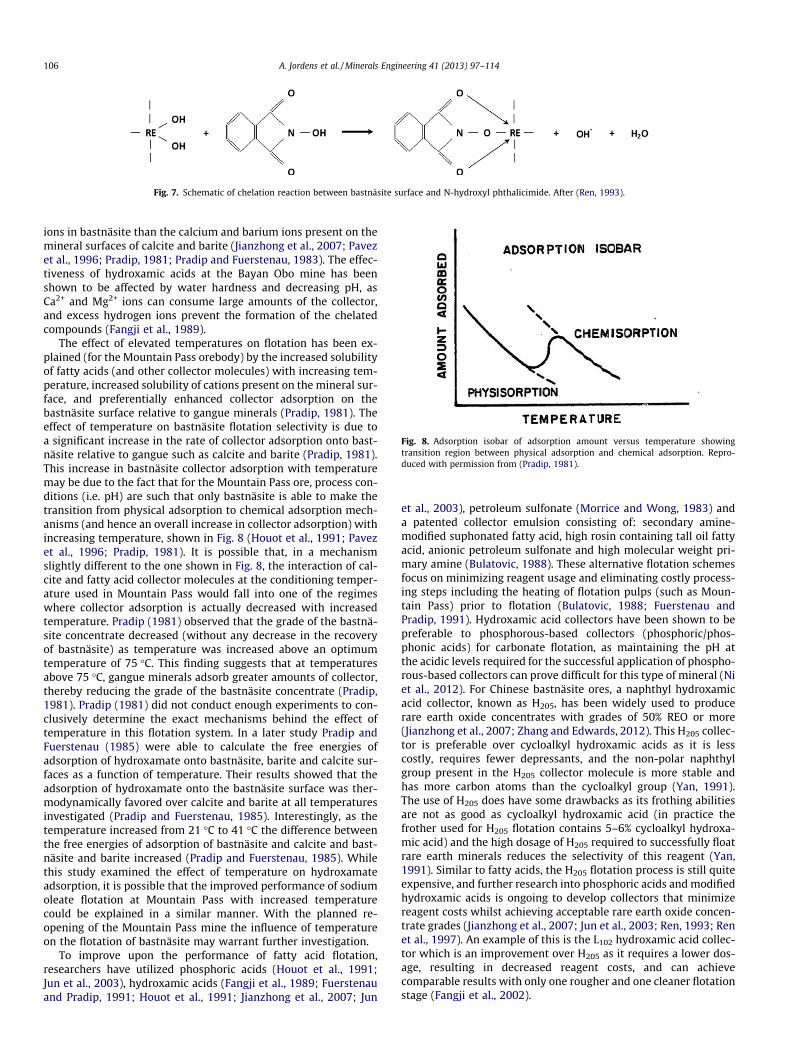
Fig. 7. Schematic of chelation reaction between bastnäsite surface and N-hydroxyl phthalicimide. After (Ren, 1993).
Fig. 8. Adsorption isobar of adsorption amount versus temperature showingtransition region between physical adsorption and chemical adsorption. Repro-duced with permission from (Pradip, 1981).
106 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
ions in bastnäsite than the calcium and barium ions present on themineral surfaces of calcite and barite (Jianzhong et al., 2007; Pavezet al., 1996; Pradip, 1981; Pradip and Fuerstenau, 1983). The effec-tiveness of hydroxamic acids at the Bayan Obo mine has beenshown to be affected by water hardness and decreasing pH, asCa2+ and Mg2+ ions can consume large amounts of the collector,and excess hydrogen ions prevent the formation of the chelatedcompounds (Fangji et al., 1989).
The effect of elevated temperatures on flotation has been ex-plained (for the Mountain Pass orebody) by the increased solubilityof fatty acids (and other collector molecules) with increasing tem-perature, increased solubility of cations present on the mineral sur-face, and preferentially enhanced collector adsorption on thebastnäsite surface relative to gangue minerals (Pradip, 1981). Theeffect of temperature on bastnäsite flotation selectivity is due toa significant increase in the rate of collector adsorption onto bast-näsite relative to gangue such as calcite and barite (Pradip, 1981).This increase in bastnäsite collector adsorption with temperaturemay be due to the fact that for the Mountain Pass ore, process con-ditions (i.e. pH) are such that only bastnäsite is able to make thetransition from physical adsorption to chemical adsorption mech-anisms (and hence an overall increase in collector adsorption) withincreasing temperature, shown in Fig. 8 (Houot et al., 1991; Pavezet al., 1996; Pradip, 1981). It is possible that, in a mechanismslightly different to the one shown in Fig. 8, the interaction of cal-cite and fatty acid collector molecules at the conditioning temper-ature used in Mountain Pass would fall into one of the regimeswhere collector adsorption is actually decreased with increasedtemperature. Pradip (1981) observed that the grade of the bastnä-site concentrate decreased (without any decrease in the recoveryof bastnäsite) as temperature was increased above an optimumtemperature of 75 �C. This finding suggests that at temperaturesabove 75 �C, gangue minerals adsorb greater amounts of collector,thereby reducing the grade of the bastnäsite concentrate (Pradip,1981). Pradip (1981) did not conduct enough experiments to con-clusively determine the exact mechanisms behind the effect oftemperature in this flotation system. In a later study Pradip andFuerstenau (1985) were able to calculate the free energies ofadsorption of hydroxamate onto bastnäsite, barite and calcite sur-faces as a function of temperature. Their results showed that theadsorption of hydroxamate onto the bastnäsite surface was ther-modynamically favored over calcite and barite at all temperaturesinvestigated (Pradip and Fuerstenau, 1985). Interestingly, as thetemperature increased from 21 �C to 41 �C the difference betweenthe free energies of adsorption of bastnäsite and calcite and bast-näsite and barite increased (Pradip and Fuerstenau, 1985). Whilethis study examined the effect of temperature on hydroxamateadsorption, it is possible that the improved performance of sodiumoleate flotation at Mountain Pass with increased temperaturecould be explained in a similar manner. With the planned re-opening of the Mountain Pass mine the influence of temperatureon the flotation of bastnäsite may warrant further investigation.
To improve upon the performance of fatty acid flotation,researchers have utilized phosphoric acids (Houot et al., 1991;Jun et al., 2003), hydroxamic acids (Fangji et al., 1989; Fuerstenauand Pradip, 1991; Houot et al., 1991; Jianzhong et al., 2007; Jun
et al., 2003), petroleum sulfonate (Morrice and Wong, 1983) anda patented collector emulsion consisting of: secondary amine-modified suphonated fatty acid, high rosin containing tall oil fattyacid, anionic petroleum sulfonate and high molecular weight pri-mary amine (Bulatovic, 1988). These alternative flotation schemesfocus on minimizing reagent usage and eliminating costly process-ing steps including the heating of flotation pulps (such as Moun-tain Pass) prior to flotation (Bulatovic, 1988; Fuerstenau andPradip, 1991). Hydroxamic acid collectors have been shown to bepreferable to phosphorous-based collectors (phosphoric/phos-phonic acids) for carbonate flotation, as maintaining the pH atthe acidic levels required for the successful application of phospho-rous-based collectors can prove difficult for this type of mineral (Niet al., 2012). For Chinese bastnäsite ores, a naphthyl hydroxamicacid collector, known as H205, has been widely used to producerare earth oxide concentrates with grades of 50% REO or more(Jianzhong et al., 2007; Zhang and Edwards, 2012). This H205 collec-tor is preferable over cycloalkyl hydroxamic acids as it is lesscostly, requires fewer depressants, and the non-polar naphthylgroup present in the H205 collector molecule is more stable andhas more carbon atoms than the cycloalkyl group (Yan, 1991).The use of H205 does have some drawbacks as its frothing abilitiesare not as good as cycloalkyl hydroxamic acid (in practice thefrother used for H205 flotation contains 5–6% cycloalkyl hydroxa-mic acid) and the high dosage of H205 required to successfully floatrare earth minerals reduces the selectivity of this reagent (Yan,1991). Similar to fatty acids, the H205 flotation process is still quiteexpensive, and further research into phosphoric acids and modifiedhydroxamic acids is ongoing to develop collectors that minimizereagent costs whilst achieving acceptable rare earth oxide concen-trate grades (Jianzhong et al., 2007; Jun et al., 2003; Ren, 1993; Renet al., 1997). An example of this is the L102 hydroxamic acid collec-tor which is an improvement over H205 as it requires a lower dos-age, resulting in decreased reagent costs, and can achievecomparable results with only one rougher and one cleaner flotationstage (Fangji et al., 2002).

A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 107
As explained previously, the key process step in the beneficia-tion of the Mountain Pass ore is the heated flotation of bastnäsitefrom calcite and barite using a fatty acid collector system(Fuerstenau and Pradip, 1991; Pradip, 1981). The Bayan Obo rareearth deposit, in contrast, is actually a very large iron ore depositwith a relatively small quantity of rare earth minerals presentamongst the iron mineralization (Gupta and Krishnamurthy,1992). Numerous processing schemes have been described for thisdeposit; the common elements for many of these flowsheets in-volve a non-selective flotation of rare-earths and similar gangueminerals from the iron-bearing minerals followed by a more selec-tive flotation step to beneficiate the REO concentrate (Chi et al.,2001; Jiake and Xiangyong, 1984; Zhang and Edwards, 2012).According to Jiake and Xiangyong (1984), the non-selective flota-tion step can be completed using a fatty acid, but this posesproblems downstream. This is because the fatty acid, a portion ofwhich will chemically adsorb to the surface of gangue minerals,must be removed from adsorption sites, to be replaced by a moreselective collector such as hydroxamic acid to facilitate the selec-tive flotation of the REO (Jiake and Xiangyong, 1984).
Choices for depressants are invariably influenced by the compo-sition of the ore deposit and the major gangue minerals present inthe flotation feed. There are several depressants that have beenthoroughly investigated in the established rare earth flotation pro-cesses. At Mountain Pass, lignin sulfonate is added as a depressantto suppress the calcite and barite gangue minerals, however it alsoaffects bastnäsite to a certain degree (Houot et al., 1991; Morriceand Wong, 1983). Sodium carbonate is used extensively in bastnä-site flotation to control the supply of carbonate anions which affectboth the pH of flotation and the surface properties of bastnäsiteand related gangue minerals (CO�3 is a potential-determining ionfor these minerals) (Fuerstenau and Pradip, 1991; Houot et al.,1991). Smith and Shonnard (1986) showed that the addition of so-dium carbonate preferentially increased the magnitude of the neg-ative surface charge on both calcite and barite while leavingbastnäsite unaffected. However, other research has shown thatwith elevated sodium carbonate additions (P1 mM) the surfacecharge of both calcite and barite are positive at pH 9 while bastnä-site has a negative surface charge (Fuerstenau and Pradip, 1991;Pradip, 1981). This effect helps the negatively charged lignin sulfo-nate molecule to achieve its depressant effects by adsorbing ontothe positively charged surfaces of barite, allowing fatty acid mole-cules to adsorb in greater quantities to the surface of the bastnäsitemineral (Fuerstenau and Pradip, 1991; Pradip, 1981). The same re-search also noted that the selective nature of lignin sulfonate is notaffected by the elevated temperatures at which flotation takesplace in the Mountain Pass plant (Fuerstenau and Pradip, 1991;Pradip, 1981).
Sodium fluoride and sodium hexafluorosilicate have also beenused by different researchers as generic depressants for bariteand calcite gangue in the Mountain Pass system (Houot et al.,1991; Morrice and Wong, 1983; Pradip, 1981). At Bayan Obo, so-dium silicate is used to depress iron-bearing and silicate minerals,which are not present in the Mountain Pass ore (Houot et al., 1991;Jiake and Xiangyong, 1984). Taikang and Yingnan (1980) identifiedhydroxamic acid and sodium silicate as the two most important re-agents for successful flotation of the Bayan Obo ores; the sodiumsilicate addition was large enough (25 kg/t) to depress the flotationof all minerals, and then a small amount of hydroxamic acid wasadded to selectively float only the rare earth minerals. This verylarge requirement for sodium silicate has been addressed by Jun(1992) who showed that a combination of sodium silicate andeither alum or carboxymethyl cellulose (CMC) reduced the dosagerequired to achieve an efficient depression of gangue minerals inChinese rare earth flotation. Sodium metaphosphate has beenshown to be an effective depressant of calcite gangue at slightly
alkaline pH and in the presence of a hydroxamic acid collector(Ni et al., 2012). Sodium hexafluorosilicate has also been used atBayan Obo to depress fluorite, calcite and barite minerals as wellas to act as an activator for rare earth minerals (Jiake andXiangyong, 1984; Taikang and Yingnan, 1980). Fangji et al.(1989) showed that the popular H205 collector does not requirethe addition of sodium hexafluorosilicate to achieve an effectivebeneficiation of rare earth oxide minerals at Bayan Obo, which issignificant as sodium hexafluorosilicate is an environmental pollu-tant as well as a hazard for plant workers (Jun, 1989; Yan, 1991).The elimination of sodium hexafluorosilicate in the work of Fangjiet al. (1989) was not explained in detail but the authors did statethat the RE3+ cation was able to form more stable chelates withthe H205 collector than other metallic cations such as Ca2+, Mg2+,Fe3+ and Ba2+; this property was exploited, in conjunction withlong mixing times, to desorb the H205 collector from the gangueminerals and increase the REE grade of the concentrate. RecentlyCui et al. (2012) investigated the interaction of hydroxamates withbastnäsite and other rare earth oxides and confirmed that hydroxa-mates will form chelates with calcite and barite gangue mineralswhen rare earth minerals are not present. However, when rareearth minerals are present, preferential adsorption of hydroxamatecollectors onto rare earth minerals surfaces (due to the morehighly charged RE3+ cations) is still expected (Cui et al., 2012;Pradip and Fuerstenau, 1983).
In the case of the collector emulsion mentioned previously,additional suggested gangue depressants include: citric acid andoxalic acid (for quartz, dolomite, calcite, and barite gangue), and al-kali metal hydrogen sulfides (for fluorite, albite and mica gangue)(Bulatovic, 1988). The effective use of metal salts such as alumi-num and lead in flotation are heavily dependent upon the collectorsystem, as they have been used in some instances as bastnäsiteactivators, as depressants for both monazite and bastnäsite at ele-vated pH, and in one case as a selective depressant of monazite inthe presence of bastnäsite (Houot et al., 1991; Ren et al., 2000).
While flotation has proven to be a very useful technique for theseparation of bastnäsite, it is important to note that a processemploying only flotation will most likely underachieve comparedto one that employs multiple (different) unit operations. Fangjiand Xinglan (2003) have shown that a properly designed bastnä-site beneficiation process employing sizing, gravity, magnetic andflotation separation steps can outperform alternative bastnäsiteseparation processes at other plants such as: Mountain Pass (flota-tion at elevated temperatures), Weishan (flotation using hydroxa-mic acid) and Dalucao (magnetic and gravity separation).Specifically, their process at the Maoniuping plant was able toachieve similar grades (62–70% REO) to the best performing plants(Weishan produces a concentrate with a grade of 69.55% REO)while achieving recoveries that were significantly higher than thebest performer amongst the other plants (85–92% REO recoveryat Maoniuping versus 78.11% at Dalucao) (Fangji and Xinglan,2003).
3.5.3. Monazite flotationThe flotation process of monazite minerals is different to that of
bastnäsite due to the different mineralogy of the deposits, as wellas the lack of research sources dealing with the same deposit (un-like the Bayan Obo and Mountain Pass processes). Monazite gan-gue minerals can include ilmenite, rutile, quartz, and zircon andtypically require slightly different flotation reagents than bastnä-site ores to achieve a reasonable separation (Pavez and Peres,1993, 1994).
Monazite behaves in a similar manner to bastnäsite in terms ofcollectors used (fatty acids and hydroxamates) as the monazitesurface will contain many of the same rare earth cations presenton the bastnäsite (Jiake and Xiangyong, 1984). The adsorption
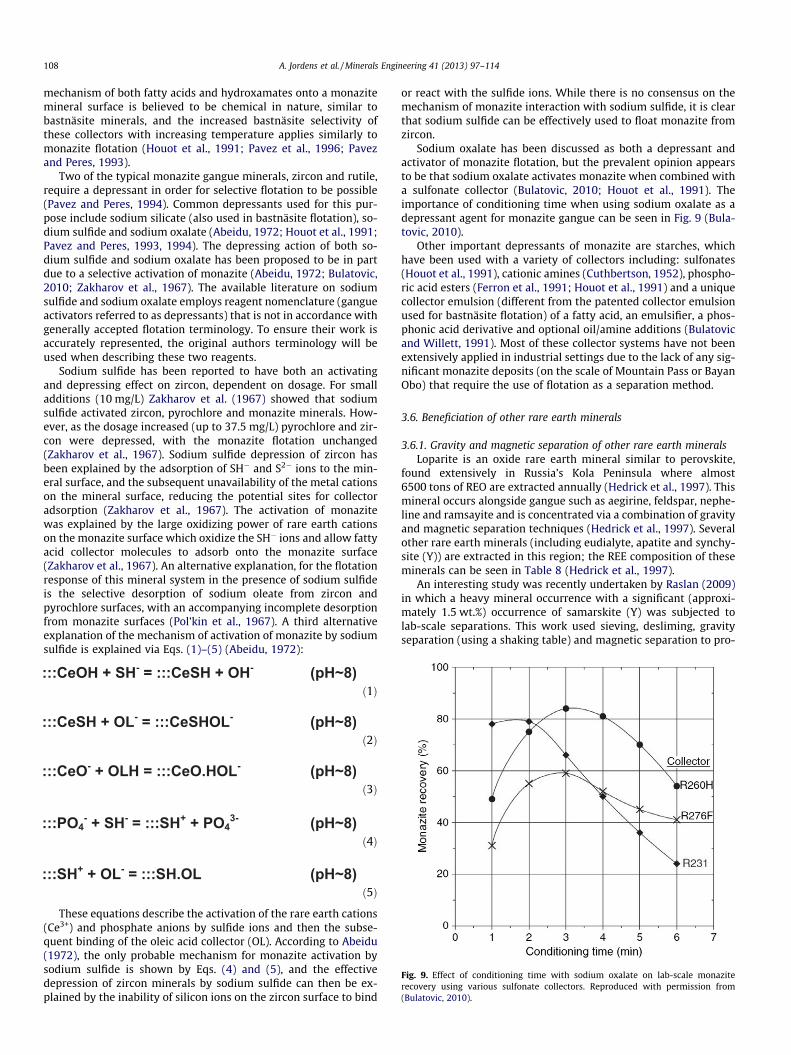
Fig. 9. Effect of conditioning time with sodium oxalate on lab-scale monaziterecovery using various sulfonate collectors. Reproduced with permission from(Bulatovic, 2010).
108 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
mechanism of both fatty acids and hydroxamates onto a monazitemineral surface is believed to be chemical in nature, similar tobastnäsite minerals, and the increased bastnäsite selectivity ofthese collectors with increasing temperature applies similarly tomonazite flotation (Houot et al., 1991; Pavez et al., 1996; Pavezand Peres, 1993).
Two of the typical monazite gangue minerals, zircon and rutile,require a depressant in order for selective flotation to be possible(Pavez and Peres, 1994). Common depressants used for this pur-pose include sodium silicate (also used in bastnäsite flotation), so-dium sulfide and sodium oxalate (Abeidu, 1972; Houot et al., 1991;Pavez and Peres, 1993, 1994). The depressing action of both so-dium sulfide and sodium oxalate has been proposed to be in partdue to a selective activation of monazite (Abeidu, 1972; Bulatovic,2010; Zakharov et al., 1967). The available literature on sodiumsulfide and sodium oxalate employs reagent nomenclature (gangueactivators referred to as depressants) that is not in accordance withgenerally accepted flotation terminology. To ensure their work isaccurately represented, the original authors terminology will beused when describing these two reagents.
Sodium sulfide has been reported to have both an activatingand depressing effect on zircon, dependent on dosage. For smalladditions (10 mg/L) Zakharov et al. (1967) showed that sodiumsulfide activated zircon, pyrochlore and monazite minerals. How-ever, as the dosage increased (up to 37.5 mg/L) pyrochlore and zir-con were depressed, with the monazite flotation unchanged(Zakharov et al., 1967). Sodium sulfide depression of zircon hasbeen explained by the adsorption of SH� and S2� ions to the min-eral surface, and the subsequent unavailability of the metal cationson the mineral surface, reducing the potential sites for collectoradsorption (Zakharov et al., 1967). The activation of monazitewas explained by the large oxidizing power of rare earth cationson the monazite surface which oxidize the SH� ions and allow fattyacid collector molecules to adsorb onto the monazite surface(Zakharov et al., 1967). An alternative explanation, for the flotationresponse of this mineral system in the presence of sodium sulfideis the selective desorption of sodium oleate from zircon andpyrochlore surfaces, with an accompanying incomplete desorptionfrom monazite surfaces (Pol’kin et al., 1967). A third alternativeexplanation of the mechanism of activation of monazite by sodiumsulfide is explained via Eqs. (1)–(5) (Abeidu, 1972):
ð1Þ
ð2Þ
ð3Þ
ð4Þ
ð5Þ
These equations describe the activation of the rare earth cations(Ce3+) and phosphate anions by sulfide ions and then the subse-quent binding of the oleic acid collector (OL). According to Abeidu(1972), the only probable mechanism for monazite activation bysodium sulfide is shown by Eqs. (4) and (5), and the effectivedepression of zircon minerals by sodium sulfide can then be ex-plained by the inability of silicon ions on the zircon surface to bind
or react with the sulfide ions. While there is no consensus on themechanism of monazite interaction with sodium sulfide, it is clearthat sodium sulfide can be effectively used to float monazite fromzircon.
Sodium oxalate has been discussed as both a depressant andactivator of monazite flotation, but the prevalent opinion appearsto be that sodium oxalate activates monazite when combined witha sulfonate collector (Bulatovic, 2010; Houot et al., 1991). Theimportance of conditioning time when using sodium oxalate as adepressant agent for monazite gangue can be seen in Fig. 9 (Bula-tovic, 2010).
Other important depressants of monazite are starches, whichhave been used with a variety of collectors including: sulfonates(Houot et al., 1991), cationic amines (Cuthbertson, 1952), phospho-ric acid esters (Ferron et al., 1991; Houot et al., 1991) and a uniquecollector emulsion (different from the patented collector emulsionused for bastnäsite flotation) of a fatty acid, an emulsifier, a phos-phonic acid derivative and optional oil/amine additions (Bulatovicand Willett, 1991). Most of these collector systems have not beenextensively applied in industrial settings due to the lack of any sig-nificant monazite deposits (on the scale of Mountain Pass or BayanObo) that require the use of flotation as a separation method.
3.6. Beneficiation of other rare earth minerals
3.6.1. Gravity and magnetic separation of other rare earth mineralsLoparite is an oxide rare earth mineral similar to perovskite,
found extensively in Russia’s Kola Peninsula where almost6500 tons of REO are extracted annually (Hedrick et al., 1997). Thismineral occurs alongside gangue such as aegirine, feldspar, nephe-line and ramsayite and is concentrated via a combination of gravityand magnetic separation techniques (Hedrick et al., 1997). Severalother rare earth minerals (including eudialyte, apatite and synchy-site (Y)) are extracted in this region; the REE composition of theseminerals can be seen in Table 8 (Hedrick et al., 1997).
An interesting study was recently undertaken by Raslan (2009)in which a heavy mineral occurrence with a significant (approxi-mately 1.5 wt.%) occurrence of samarskite (Y) was subjected tolab-scale separations. This work used sieving, desliming, gravityseparation (using a shaking table) and magnetic separation to pro-
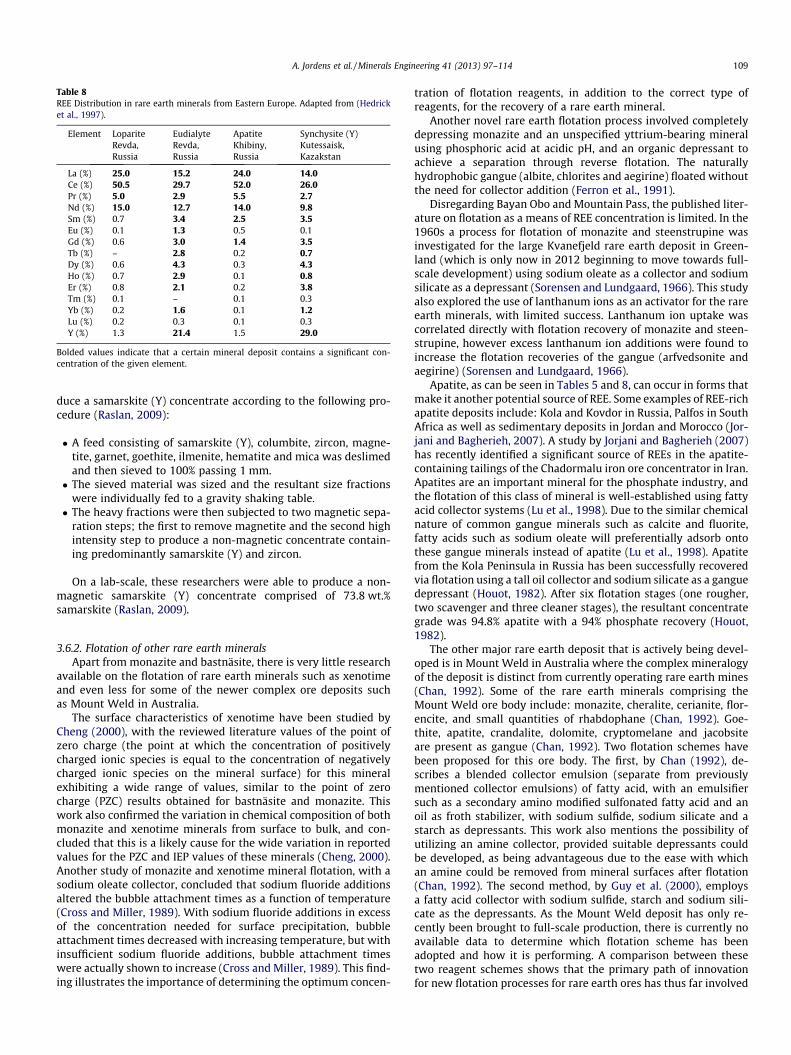
Table 8REE Distribution in rare earth minerals from Eastern Europe. Adapted from (Hedricket al., 1997).
Element Loparite Eudialyte Apatite Synchysite (Y)Revda,Russia
Revda,Russia
Khibiny,Russia
Kutessaisk,Kazakstan
La (%) 25.0 15.2 24.0 14.0Ce (%) 50.5 29.7 52.0 26.0Pr (%) 5.0 2.9 5.5 2.7Nd (%) 15.0 12.7 14.0 9.8Sm (%) 0.7 3.4 2.5 3.5Eu (%) 0.1 1.3 0.5 0.1Gd (%) 0.6 3.0 1.4 3.5Tb (%) – 2.8 0.2 0.7Dy (%) 0.6 4.3 0.3 4.3Ho (%) 0.7 2.9 0.1 0.8Er (%) 0.8 2.1 0.2 3.8Tm (%) 0.1 – 0.1 0.3Yb (%) 0.2 1.6 0.1 1.2Lu (%) 0.2 0.3 0.1 0.3Y (%) 1.3 21.4 1.5 29.0
Bolded values indicate that a certain mineral deposit contains a significant con-centration of the given element.
A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 109
duce a samarskite (Y) concentrate according to the following pro-cedure (Raslan, 2009):
� A feed consisting of samarskite (Y), columbite, zircon, magne-tite, garnet, goethite, ilmenite, hematite and mica was deslimedand then sieved to 100% passing 1 mm.� The sieved material was sized and the resultant size fractions
were individually fed to a gravity shaking table.� The heavy fractions were then subjected to two magnetic sepa-
ration steps; the first to remove magnetite and the second highintensity step to produce a non-magnetic concentrate contain-ing predominantly samarskite (Y) and zircon.
On a lab-scale, these researchers were able to produce a non-magnetic samarskite (Y) concentrate comprised of 73.8 wt.%samarskite (Raslan, 2009).
3.6.2. Flotation of other rare earth mineralsApart from monazite and bastnäsite, there is very little research
available on the flotation of rare earth minerals such as xenotimeand even less for some of the newer complex ore deposits suchas Mount Weld in Australia.
The surface characteristics of xenotime have been studied byCheng (2000), with the reviewed literature values of the point ofzero charge (the point at which the concentration of positivelycharged ionic species is equal to the concentration of negativelycharged ionic species on the mineral surface) for this mineralexhibiting a wide range of values, similar to the point of zerocharge (PZC) results obtained for bastnäsite and monazite. Thiswork also confirmed the variation in chemical composition of bothmonazite and xenotime minerals from surface to bulk, and con-cluded that this is a likely cause for the wide variation in reportedvalues for the PZC and IEP values of these minerals (Cheng, 2000).Another study of monazite and xenotime mineral flotation, with asodium oleate collector, concluded that sodium fluoride additionsaltered the bubble attachment times as a function of temperature(Cross and Miller, 1989). With sodium fluoride additions in excessof the concentration needed for surface precipitation, bubbleattachment times decreased with increasing temperature, but withinsufficient sodium fluoride additions, bubble attachment timeswere actually shown to increase (Cross and Miller, 1989). This find-ing illustrates the importance of determining the optimum concen-
tration of flotation reagents, in addition to the correct type ofreagents, for the recovery of a rare earth mineral.
Another novel rare earth flotation process involved completelydepressing monazite and an unspecified yttrium-bearing mineralusing phosphoric acid at acidic pH, and an organic depressant toachieve a separation through reverse flotation. The naturallyhydrophobic gangue (albite, chlorites and aegirine) floated withoutthe need for collector addition (Ferron et al., 1991).
Disregarding Bayan Obo and Mountain Pass, the published liter-ature on flotation as a means of REE concentration is limited. In the1960s a process for flotation of monazite and steenstrupine wasinvestigated for the large Kvanefjeld rare earth deposit in Green-land (which is only now in 2012 beginning to move towards full-scale development) using sodium oleate as a collector and sodiumsilicate as a depressant (Sorensen and Lundgaard, 1966). This studyalso explored the use of lanthanum ions as an activator for the rareearth minerals, with limited success. Lanthanum ion uptake wascorrelated directly with flotation recovery of monazite and steen-strupine, however excess lanthanum ion additions were found toincrease the flotation recoveries of the gangue (arfvedsonite andaegirine) (Sorensen and Lundgaard, 1966).
Apatite, as can be seen in Tables 5 and 8, can occur in forms thatmake it another potential source of REE. Some examples of REE-richapatite deposits include: Kola and Kovdor in Russia, Palfos in SouthAfrica as well as sedimentary deposits in Jordan and Morocco (Jor-jani and Bagherieh, 2007). A study by Jorjani and Bagherieh (2007)has recently identified a significant source of REEs in the apatite-containing tailings of the Chadormalu iron ore concentrator in Iran.Apatites are an important mineral for the phosphate industry, andthe flotation of this class of mineral is well-established using fattyacid collector systems (Lu et al., 1998). Due to the similar chemicalnature of common gangue minerals such as calcite and fluorite,fatty acids such as sodium oleate will preferentially adsorb ontothese gangue minerals instead of apatite (Lu et al., 1998). Apatitefrom the Kola Peninsula in Russia has been successfully recoveredvia flotation using a tall oil collector and sodium silicate as a ganguedepressant (Houot, 1982). After six flotation stages (one rougher,two scavenger and three cleaner stages), the resultant concentrategrade was 94.8% apatite with a 94% phosphate recovery (Houot,1982).
The other major rare earth deposit that is actively being devel-oped is in Mount Weld in Australia where the complex mineralogyof the deposit is distinct from currently operating rare earth mines(Chan, 1992). Some of the rare earth minerals comprising theMount Weld ore body include: monazite, cheralite, cerianite, flor-encite, and small quantities of rhabdophane (Chan, 1992). Goe-thite, apatite, crandalite, dolomite, cryptomelane and jacobsiteare present as gangue (Chan, 1992). Two flotation schemes havebeen proposed for this ore body. The first, by Chan (1992), de-scribes a blended collector emulsion (separate from previouslymentioned collector emulsions) of fatty acid, with an emulsifiersuch as a secondary amino modified sulfonated fatty acid and anoil as froth stabilizer, with sodium sulfide, sodium silicate and astarch as depressants. This work also mentions the possibility ofutilizing an amine collector, provided suitable depressants couldbe developed, as being advantageous due to the ease with whichan amine could be removed from mineral surfaces after flotation(Chan, 1992). The second method, by Guy et al. (2000), employsa fatty acid collector with sodium sulfide, starch and sodium sili-cate as the depressants. As the Mount Weld deposit has only re-cently been brought to full-scale production, there is currently noavailable data to determine which flotation scheme has beenadopted and how it is performing. A comparison between thesetwo reagent schemes shows that the primary path of innovationfor new flotation processes for rare earth ores has thus far involved
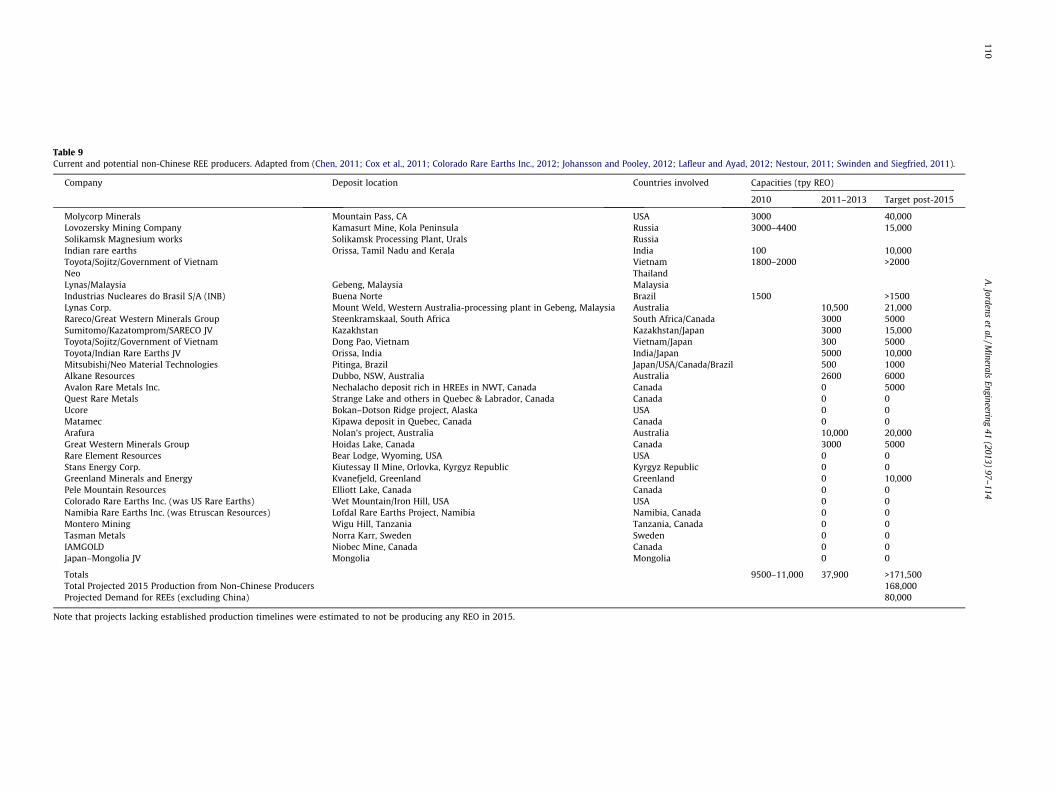
Table 9Current and potential non-Chinese REE producers. Adapted from (Chen, 2011; Cox et al., 2011; Colorado Rare Earths Inc., 2012; Johansson and Pooley, 2012; Lafleur and Ayad, 2012; Nestour, 2011; Swinden and Siegfried, 2011).
Company Deposit location Countries involved Capacities (tpy REO)
2010 2011–2013 Target post-2015
Molycorp Minerals Mountain Pass, CA USA 3000 40,000Lovozersky Mining Company Kamasurt Mine, Kola Peninsula Russia 3000–4400 15,000Solikamsk Magnesium works Solikamsk Processing Plant, Urals RussiaIndian rare earths Orissa, Tamil Nadu and Kerala India 100 10,000Toyota/Sojitz/Government of Vietnam Vietnam 1800–2000 >2000Neo ThailandLynas/Malaysia Gebeng, Malaysia MalaysiaIndustrias Nucleares do Brasil S/A (INB) Buena Norte Brazil 1500 >1500Lynas Corp. Mount Weld, Western Australia-processing plant in Gebeng, Malaysia Australia 10,500 21,000Rareco/Great Western Minerals Group Steenkramskaal, South Africa South Africa/Canada 3000 5000Sumitomo/Kazatomprom/SARECO JV Kazakhstan Kazakhstan/Japan 3000 15,000Toyota/Sojitz/Government of Vietnam Dong Pao, Vietnam Vietnam/Japan 300 5000Toyota/Indian Rare Earths JV Orissa, India India/Japan 5000 10,000Mitsubishi/Neo Material Technologies Pitinga, Brazil Japan/USA/Canada/Brazil 500 1000Alkane Resources Dubbo, NSW, Australia Australia 2600 6000Avalon Rare Metals Inc. Nechalacho deposit rich in HREEs in NWT, Canada Canada 0 5000Quest Rare Metals Strange Lake and others in Quebec & Labrador, Canada Canada 0 0Ucore Bokan–Dotson Ridge project, Alaska USA 0 0Matamec Kipawa deposit in Quebec, Canada Canada 0 0Arafura Nolan’s project, Australia Australia 10,000 20,000Great Western Minerals Group Hoidas Lake, Canada Canada 3000 5000Rare Element Resources Bear Lodge, Wyoming, USA USA 0 0Stans Energy Corp. Kiutessay II Mine, Orlovka, Kyrgyz Republic Kyrgyz Republic 0 0Greenland Minerals and Energy Kvanefjeld, Greenland Greenland 0 10,000Pele Mountain Resources Elliott Lake, Canada Canada 0 0Colorado Rare Earths Inc. (was US Rare Earths) Wet Mountain/Iron Hill, USA USA 0 0Namibia Rare Earths Inc. (was Etruscan Resources) Lofdal Rare Earths Project, Namibia Namibia, Canada 0 0Montero Mining Wigu Hill, Tanzania Tanzania, Canada 0 0Tasman Metals Norra Karr, Sweden Sweden 0 0IAMGOLD Niobec Mine, Canada Canada 0 0Japan–Mongolia JV Mongolia Mongolia 0 0
Totals 9500–11,000 37,900 >171,500Total Projected 2015 Production from Non-Chinese Producers 168,000Projected Demand for REEs (excluding China) 80,000
Note that projects lacking established production timelines were estimated to not be producing any REO in 2015.
110A
.Jordenset
al./Minerals
Engineering41
(2013)97–
114
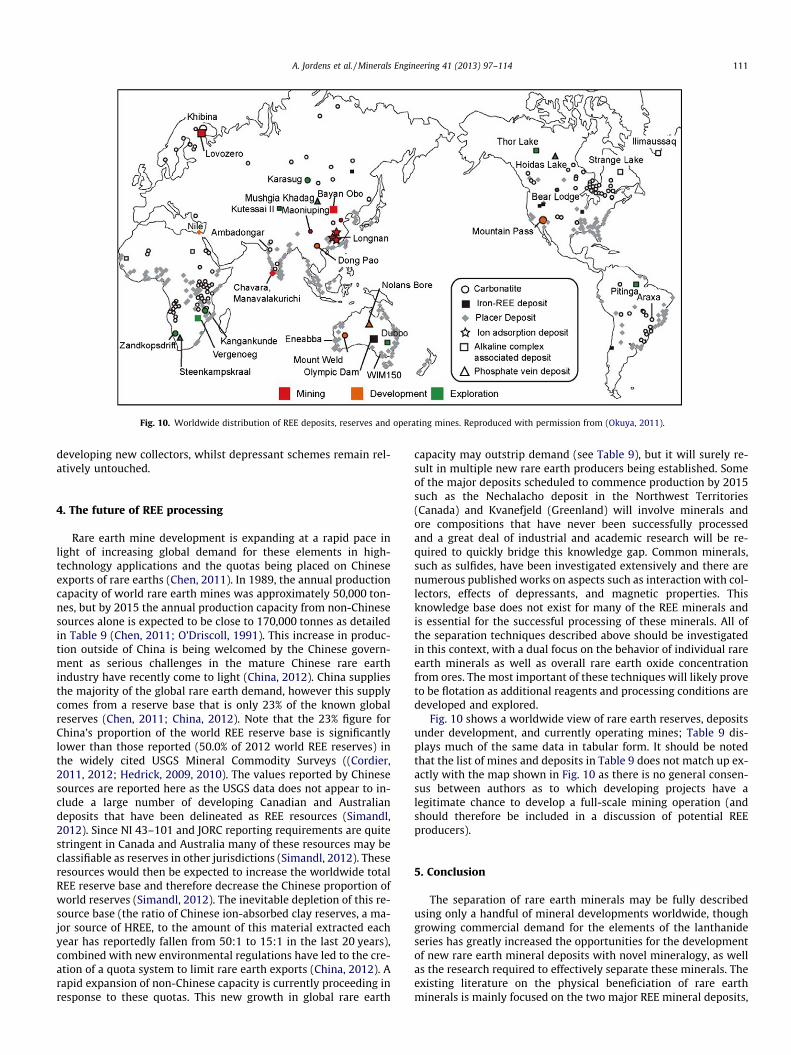
Fig. 10. Worldwide distribution of REE deposits, reserves and operating mines. Reproduced with permission from (Okuya, 2011).
A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 111
developing new collectors, whilst depressant schemes remain rel-atively untouched.
4. The future of REE processing
Rare earth mine development is expanding at a rapid pace inlight of increasing global demand for these elements in high-technology applications and the quotas being placed on Chineseexports of rare earths (Chen, 2011). In 1989, the annual productioncapacity of world rare earth mines was approximately 50,000 ton-nes, but by 2015 the annual production capacity from non-Chinesesources alone is expected to be close to 170,000 tonnes as detailedin Table 9 (Chen, 2011; O’Driscoll, 1991). This increase in produc-tion outside of China is being welcomed by the Chinese govern-ment as serious challenges in the mature Chinese rare earthindustry have recently come to light (China, 2012). China suppliesthe majority of the global rare earth demand, however this supplycomes from a reserve base that is only 23% of the known globalreserves (Chen, 2011; China, 2012). Note that the 23% figure forChina’s proportion of the world REE reserve base is significantlylower than those reported (50.0% of 2012 world REE reserves) inthe widely cited USGS Mineral Commodity Surveys ((Cordier,2011, 2012; Hedrick, 2009, 2010). The values reported by Chinesesources are reported here as the USGS data does not appear to in-clude a large number of developing Canadian and Australiandeposits that have been delineated as REE resources (Simandl,2012). Since NI 43–101 and JORC reporting requirements are quitestringent in Canada and Australia many of these resources may beclassifiable as reserves in other jurisdictions (Simandl, 2012). Theseresources would then be expected to increase the worldwide totalREE reserve base and therefore decrease the Chinese proportion ofworld reserves (Simandl, 2012). The inevitable depletion of this re-source base (the ratio of Chinese ion-absorbed clay reserves, a ma-jor source of HREE, to the amount of this material extracted eachyear has reportedly fallen from 50:1 to 15:1 in the last 20 years),combined with new environmental regulations have led to the cre-ation of a quota system to limit rare earth exports (China, 2012). Arapid expansion of non-Chinese capacity is currently proceeding inresponse to these quotas. This new growth in global rare earth
capacity may outstrip demand (see Table 9), but it will surely re-sult in multiple new rare earth producers being established. Someof the major deposits scheduled to commence production by 2015such as the Nechalacho deposit in the Northwest Territories(Canada) and Kvanefjeld (Greenland) will involve minerals andore compositions that have never been successfully processedand a great deal of industrial and academic research will be re-quired to quickly bridge this knowledge gap. Common minerals,such as sulfides, have been investigated extensively and there arenumerous published works on aspects such as interaction with col-lectors, effects of depressants, and magnetic properties. Thisknowledge base does not exist for many of the REE minerals andis essential for the successful processing of these minerals. All ofthe separation techniques described above should be investigatedin this context, with a dual focus on the behavior of individual rareearth minerals as well as overall rare earth oxide concentrationfrom ores. The most important of these techniques will likely proveto be flotation as additional reagents and processing conditions aredeveloped and explored.
Fig. 10 shows a worldwide view of rare earth reserves, depositsunder development, and currently operating mines; Table 9 dis-plays much of the same data in tabular form. It should be notedthat the list of mines and deposits in Table 9 does not match up ex-actly with the map shown in Fig. 10 as there is no general consen-sus between authors as to which developing projects have alegitimate chance to develop a full-scale mining operation (andshould therefore be included in a discussion of potential REEproducers).
5. Conclusion
The separation of rare earth minerals may be fully describedusing only a handful of mineral developments worldwide, thoughgrowing commercial demand for the elements of the lanthanideseries has greatly increased the opportunities for the developmentof new rare earth mineral deposits with novel mineralogy, as wellas the research required to effectively separate these minerals. Theexisting literature on the physical beneficiation of rare earthminerals is mainly focused on the two major REE mineral deposits,

112 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
Bayan Obo and Mountain Pass, with a small amount of researchmaterial available on other minor rare earth minerals. A consider-able amount of rare earth research has been reported in Chinesejournals, however, efforts at translating this information have re-vealed that many of these articles lack the requisite backgroundinformation (proper chemical names of collector molecules, de-tailed descriptions of processes etc.) to provide any significant in-sights into the development of separation processes foralternative rare earth minerals. Each rare earth mineral, no matterhow widely investigated, presents significant opportunities for fu-ture research.
5.1. Bastnäsite
Bastnäsite processing is accomplished using gravity and mag-netic separation steps prior to flotation. Some post-flotation pro-cessing may occur in the form of additional gravity and magneticseparations steps but the most important separation process forthis mineral is froth flotation. The two most widely explored col-lector systems are fatty acids and hydroxamates. Reviewing the lit-erature on bastnäsite separation leads to the conclusion that agreat deal of research is still required in the separation of theseminerals.
� Basic research findings for this mineral such as reported IEP val-ues do not generally agree with one another. Further studiesmay be able to achieve more reproducible results or proposeexplanations for the reported differences.� Chinese researchers have developed a series of alternate
reagents to be used in the flotation of the various Chinese bast-näsite deposits yet it seems likely that a great many of the exist-ing processes could benefit greatly from additional work tooptimize the flotation process and maximize the utilization ofthese resources.� At Mountain Pass, fatty acid and hydroxamate flotation are the
principle techniques that have been explored, but with theadvances in flotation research, as well as the development ofmany new flotation reagents since the mine was closed, thisdeposit will certainly require more research into beneficiationtechniques to successfully restart production.� Many developing REE deposits are finding that their REE miner-
alogy includes bastnäsite in addition to other REE minerals.These new bastnäsite deposits will require a great deal of futurestudies to develop beneficiation processes tailored to their var-ied deposit characteristics.
5.2. Monazite/xenotime
Monazite and xenotime processing is well established frombeach sands via a combination of gravity, magnetic and electro-static separations tailored to the composition of an individual de-posit. The flotation of monazite however has not been widelyexplored. This subject area will become increasingly important asalternate sources of monazite are found in new REE deposits. Thesedeposits may require significantly different beneficiation processesand these needs will drive future research work regarding thismineral. Monazite’s physico-chemical characteristics will need tobe confirmed and the flotation knowledge base for monaziteshould also be expanded.
5.3. Other REE Minerals
This paper has presented data on a wide variety of REE bearingminerals, however only some are found in deposits of economicsignificance. Some examples of these include eudialyte, synchysite,samarskite, allanite, zircon, steenstrupine, cheralite, rhabdophane,
apatite, florencite, fergusonite, loparite, perovskite, cerianite, andpyrochlore. A few of these minerals, such as zircon, apatite andpyrochlore, are extracted for other constituent elements like Zr, Pand Nb. As such, the beneficiation of these minerals for REE extrac-tion may be able to borrow extensively from the established pro-cesses for these minerals. For the rest, there is essentially nopublished research available. These minerals present the mostattractive opportunity for research into REE bearing minerals asany investigation into the characteristics and behaviors of theseminerals, in the context of mineral beneficiation, will present a sig-nificant advance in rare earth mineral processing knowledge.
For many of the rare earth-bearing minerals that are present innewly developing deposits there is effectively no peer-reviewedknowledge base to rely on when designing a new rare earth min-eral beneficiation process. As the rare earth mineral processingindustry grows to accommodate expanding demand, this knowl-edge deficit will have to be addressed.
Acknowledgements
The authors would like to acknowledge the Natural Sciencesand Engineering Research Council (NSERC) for funding this workin part through the Discovery Grants Program.
References
Abeidu, A.M., 1972. The separation of monazite from zircon by flotation. Journal ofthe Less-Common Metals 29, 113–119.
Alex, P., Suri, A., Gupta, C., 1998. Processing of xenotime concentrate.Hydrometallurgy 50 (3), 331–338.
Anthony, J.W., Bideaux, R.A., Bladh, K.W., Nichols, M.C., 2001. Handbook ofMineralogy. Mineralogical Society of America, Chantilly, VA, USA.
Bau, M., 1991. Rare-earth element mobility during hydrothermal and metamorphicfluid-rock interaction and the significance of the oxidation state of europium.Chemical Geology 93, 219–230.
Browning, P.E., 1908. Introduction to the Rarer Elements, second ed. John Wiley &Sons, New York, USA.
Bulatovic, S., 1988. Froth Flotation of Bastnaesite. Office, U.S.P., 4772382. pp. 1–5.Bulatovic, S., 2007. In Handbook of Flotation Reagents: Chemistry, Theory and
Practice – Flotation of Sulfide Ores. Elsevier, Amsterdam, NL, pp. 5–42.Bulatovic, S., Willett, G., 1991. A Monazite Beneficiation Process. Organization.
W.I.P., WO 91/16986. pp. 1–40.Bulatovic, S.M., 2010. Flotation of REO minerals. In: Handbook of Flotation
Reagents: Chemistry, Theory and Practice. Flotation of Gold, PGM and OxideMinerals, first ed. Elsevier Science, Amsterdam, NL, pp. 151–173.
Can, N., Bayraktar, I., 2007. Effect of microwave treatment on the flotation andmagnetic separation properties of pyrite, chalcopyrite, galena and sphalerite.Minerals and Metallurgical Processing 23 (3), 185–192.
Cesbron, F.P., 1986. Mineralogy of the rare-earth elements. In: Lanthanides,Tantalum. (Ed.), And Niobium: Mineralogy, Geochemistry, Characteristics ofPrimary Ore Deposits, Prospecting, Processing and Applications. Society forGeology Applied to Mineral Deposits, Berlin, pp. 3–26.
Chan, T.N., 1992. A new beneficiation process for the treatment of supergenemonazite ore. In: Rare Earths: Extraction. Preparation and Applications. TMSand AusIMM, San Diego, pp. 77–94.
Chen, Z., 2011. Global rare earth resources and scenarios of future rare earthindustry. Journal of Rare Earths 29 (1), 1–6.
Cheng, T.W., 2000. The point of zero charge of monazite and xenotime. MineralsEngineering 13 (1), 105–109.
Cheng, T.W., Holtham, P.N., Tran, T., 1993. Froth flotation of monazite and xenotime.Minerals Engineering 6 (4), 341–351.
Cheng, T.W., Partridge, A.C., Tran, T.A.M., Wong, P.L.M., 1994. The surface propertiesand flotation behaviour of xenotime. Minerals Engineering 7 (9), 1085–1098.
Chi, R., Xu, S., Zhu, G., Xu, J., Qiu, X., 2001. Beneficiation of rare earth ore in china. In:Metals, Light. (Ed.), 2001: Technical Sessions at the 130th TMS Annual Meeting.TMS Aluminum Committee, New Orleans, pp. 1159–1165.
China, P.R., 2012. Situation and Policies of China’s Rare Earth Industry. InformationOffice of the State Council, Beijing, CN, pp. 1–18.
Chistov, L., Barsukova, N., Georgiadi, E., Monastyrskii, I., Ratnikov, E., Yufryakov, V.,1995. Effect of microwave treatment on physical and technological parametersof niobium/rare earth ores. Journal of Mining Science 31 (1), 69–74.
Colorado Rare Earths Inc., Colorado Rare Earths Homepage. <http://www.coloradorareearth.com/> (accessed 16.07.12).
Cordier, D., 2011. Rare earths. In: Mineral Commodity Summaries 2011. UnitedStates Geological Survey, Reston, VA, USA, pp. 128–129.
Cordier, D., 2012. Rare earths. In: Mineral Commodity Summaries 2012. UnitedStates Geological Survey, Reston, VA, USA, pp. 128–129.

A. Jordens et al. / Minerals Engineering 41 (2013) 97–114 113
Cox, J.J., Ciuculescu, T., Goode, J.R., Hains, D.H., 2011. Avalon Rare Metals – TechnicalReport on the Thor Lake Project: NI 43-101 Report – August 25, 2011, Toronto,ON, CA. pp. 1–293.
Cross, W.M., Miller, J.D., 1989. Bubble attachment time measurements for selectedrare-earth phosphate minerals in oleate solutions. In: Rare Earths: Extraction,Preparation and Applications. TMS Reactive Metals Commitee, Las Vegas. pp.45–55.
Crow, J.M., 2011. 13 exotic elements we can’t live without. In: The New Scientist,vol. 1 (2817). London, UK. pp. 36-41.
Cui, J., Hope, G.A., Buckley, A.N., 2012. Spectroscopic investigation of the interactionof hydroxamate with bastnaesite (cerium) and rare earth oxides. MineralsEngineering. <http://www.doi.dx.org/10.1016/j.mineng.2012.03.001>.
Cuthbertson, R.E., 1952. Froth Flotation of Monazite from Heavy Gravity Minerals.Office, U.S.P., 2610738. pp. 1–3.
Delaney, K.A., 2010. Challenges Facing New Global Rare Earth Separation Plants –Presentation at the Critical & Rare Metals Summit III. Rare Earth Industry andTechnology Association, Washington, DC, USA, pp. 1–18.
Eyring, L., 1964. Progress in the Science and Technology of the Rare Earths.Pergamon Press Ltd., Oxford, New York.
Falconer, A., 2003. Gravity separation: old technique/new methods. PhysicalSeparation in Science and Engineering 12 (1), 31–48.
Fangji, L., Juying, W., Xinglan, Z., 1989. A process on the recovery of RE mineralswith chelating collector. In: Rare Earths: Extraction, Preparation andApplications. TMS Reactive Metals Committee, Las Vegas. pp. 71–79.
Fangji, L., Xinglan, Z., 2003. Maoniuping bastnäsite separation process. Journal ofShanghai Polytechnic University 1, 10–16 (in Chinese).
Fangji, L., Xinglan, Z., Yingjiang, Z., 2002. Application of collector L102 in Changlanrare earth processing plant. Chinese Rare Earths 23, 1–5 (in Chinese).
Ferron, C.J., Bulatovic, S.M., Salter, R.S., 1991. Beneficiation of rare earth oxideminerals. In: Conference, International. (Ed.), On Rare Earth Minerals andMinerals for Electronic Uses. Prince Songkla University, Hat Yai, TH, pp. 251–269.
Fitzgibbon, K., 1990. Thermally assisted liberation – a review. Minerals Engineering3 (1), 181–185.
Fuerstenau, D.W., Pradip, 1991. The role of inorganic and organic reagents in theflotation separation of rare-earth ores. International Journal of MineralProcessing 32, 1–22.
Fuerstenau, D.W., Pradip, Herrera-Urbina, R., 1992. The surface chemistry ofbastnaesite, barite and calcite in aqueous carbonate solutions. Colloids andSurfaces 68, 95–102.
Fuerstenau, D.W., Pradip, Khan, L.A., Raghavan, S., 1982. An alternate reagentscheme for the flotation of mountain pass rare-earth ore. In: Maltby, P.D.R. (Ed.),Proceedings of the 14th International Mineral Processing Congress. CIM,Toronto, Canada, pp. 6.1–6.12.
Fullam, M., Grewal, I., 2001. The Knelson Continuous Variable Discharge (CVD)Concentrator. The Knelson, Group. pp. 1–6.
Gao, L., Chen, Y., 2010. A study on the rare earth ore containing scandium by highgradient magnetic separation. Journal of Rare Earths 28 (4), 622–626.
Gee, B., Holtham, P., Dunne, R., Gregory, S., 2005. Recovery of fine gold particlesusing a Falcon ‘B’ separator. In: Deschenes, G., Hodouin, D., Lorenzen, L. (Eds.),International Symposium on the Treatment of Gold Ores. CIM, Calgary, AB, CA.pp. 3–15.
Ginzburg, A.I., 1963. New Data on Rare Element Mineralogy. Consultants Bureau,New York, USA.
Gramaccioli, C.M., Segalstad, T.V., 1978. A uranium- and thorium-rich monazitefrom a south-alpine pegmatite at Piona, Italy. American Mineralogist 63, 757–761.
Gromet, L.P., 1983. Rare earth element distributions among minerals in agranodiorite and their petrogenetic implications. Geochimica etCosmochimica Acta 47, 925–939.
Gupta, C.K., Krishnamurthy, N., 1992. Extractive metallurgy of rare earths.International Materials Reviews 37 (5), 197–248.
Gupta, C.K., Krishnamurthy, N., 2005. Extractive Metallurgy of Rare Earths. CRCPress, Boca Raton, Florida.
Guy, P.J., Bruckard, W.J., Vaisey, M.J., 2000. Beneficiation of Mt weld rare earthoxides by gravity concentration, flotation, and magnetic separation. In: SeventhMill Operators’ Conference. AusIMM, Kalgoorlie. pp. 197–205.
Hedrick, J., 2009. Rare earths. In: Mineral Commodity Summaries 2009. UnitedStates Geological Survey, Reston, VA, USA, pp. 130–131.
Hedrick, J., 2010. Rare earths. In: Mineral Commodity Summaries 2010. UnitedStates Geological Survey, Reston, VA, USA, pp. 128–129.
Hedrick, J.B., Sinha, S.P., Kosynkin, V.D., 1997. Loparite, a rare-earth ore (Ce, Na, Sr,Ca)(Ti, Nb, Ta, Fe+3)O3. Journal of Alloys and Compounds 250, 467–470.
Higashiyama, Y., Asano, K., 2007. Recent progress in electrostatic separationtechnology. Particulate Science and Technology 16 (1), 77–90.
Houot, R., 1982. Beneficiation of phosphatic ores through flotation: review ofindustrial applications and potential developments. International Journal ofMineral Processing 9, 353–384.
Houot, R., Cuif, J.-P., Mottot, Y., Samama, J.-C., 1991. Recovery of rare earth mineralswith emphasis on flotation process. In: International Conference on Rare EarthMinerals and Minerals for Electronic Uses. Prince Songkla University, Hat Yai,TH, pp. 301–324.
Ito, S., Yotsumoto, H., Sakamoto, H., 1991. Magnetic separation of monazite andxenotime. In: Proceedings of the International Conference on Rare EarthMinerals and Minerals for Electronic Uses. Prince Songkla University, Hat Yai,TH, pp. 279–299.
Jiake, L., Xiangyong, C., 1984. Research into the recovery of high-grade rare-earthconcentrate from Baotou complex iron ore, China. In: Processing, Mineral.,Metallurgy, Extractive. (Eds.), IMM and Chinese Society of Metals. PRC,Kunming, Yunnan Province, pp. 663–675.
Jianzhong, C., Yunbing, H., Liping, C., 2007. Flotation separation on rare earthminerals and gangues. Journal of Rare Earths 25 (1), 62–66.
Johansson, S., Pooley, A.D., 2012. Preliminary Economic Assessment of the DuyketEiland Project. South Africa, Blackheat, SA, pp. 1–84.
Jones, D.A., Kingman, S.W., Whittles, D.N., Lowndes, I.S., 2005. Understandingmicrowave assisted breakage. Minerals Engineering 18 (7), 659–669.
Jorjani, E., Bagherieh, A.H., 2007. Determination of rare earth elements in productsof Chadormalu iron ore concentrator plant (Iran) from beneficiation point ofview. Iran Journal of Chemistry and Chemical Engineering 26 (4), 11–18.
Jun, R., 1989. Practice and process improvement of Baotou rare earth flotation.Nonferrous Metals (Mineral Processing) 6, 15–19 (in Chinese).
Jun, R., 1992. Studies of synergistic effects of reagents for rare earth flotation.Nonferrous Metals (Mineral Processing) 3, 6–9 (in Chinese).
Jun, R., Wenmei, W., Jiake, L., Gaoyun, Z., Fangqiong, T., 2003. Progress of flotationreagents of rare earth minerals in China. Journal of Rare Earths 21 (1), 1–8.
Kanazawa, Y., Kamitani, M., 2006. Rare earth minerals and resources in the world.Journal of Alloys and Compounds 408–412, 1339–1343.
Kasey, J.B., 1956. Method of Treating Rare Earth Ores. Office, U.S.P., 2735747. pp. 1–5.
Kelly, E.G., Spottiswood, D.J., 1989a. The theory of electrostatic separations: areview – Part I. Fundamentals. Minerals Engineering 2 (1), 33–46.
Kelly, E.G., Spottiswood, D.J., 1989b. The theory of electrostatic separations: areview – Part II. Particle charging. Minerals Engineering 2 (2), 193–205.
Kelly, E.G., Spottiswood, D.J., 1989c. The theory of electrostatic separations: areview – Part III. The separation of particles. Minerals Engineering 2 (3), 337–349.
Kingman, S.W., 2006. Recent developments in microwave processing of minerals.International Materials Reviews 51 (1), 1–12.
Kosmulski, M., 2001. Surface charging in absence of strongly adsorbing species. In:Chemical Properties of Material Surfaces. Marcel Dekker, Inc., New York, USA,pp. 90–155.
Kumar, P., Sahoo, B.K., De, S., Kar, D.D., Chakraborty, S., Meikap, B.C., 2010. Iron oregrind ability improvement by microwave pre-treatment. Journal of Industrialand Engineering Chemistry 16 (5), 805–812.
Lafleur, P.J., Ayad, A.B., 2012. NI 43–101 Technical Report to present the MineralResources of the Rare Earth Elements Zone Niobec Mine – IAMGOLDCorporation. Ste-Therese, QC, CA, pp. 1–145.
Leonelli, C., Mason, T.J., 2010. Microwave and ultrasonic processing: now a realisticoption for industry. Chemical Engineering and Processing: ProcessIntensification 49 (9), 885–900.
Levy, S.I., 1924. The Rare Earths, second ed. Edward Arnold, & Co., London.Long, K.R., Van Gosen, B.S., Foley, N.K., Cordier, D., 2010. The Principal Rare Earth
Elements Deposits of the United States — A Summary of Domestic Deposits anda Global Perspective – U.S. Geological Survey Scientific Investigations Report2010–5220, Reston, VA, USA, pp. 1–104.
Lu, Y., Drelich, J., Miller, J.D., 1998. Oleate adsorption at an apatite surface studied byex-situ ftir internal reflection spectroscopy. Journal of Colloid and InterfaceScience 202, 462–476.
Meyer, L., Bras, B., 2011. Rare earth metal recycling. In: IEEE InternationalSymposium on Sustainable Systems and Technology (ISSST). Institute ofElectrical and Electronics Engineers, Chicago, IL, USA, pp. 1–6.
Ming, Z., 1993. The process of rare earth element synthetical recovery from BaogangTailings. China Mine Engineering 1, 52–56 (in Chinese).
Morrice, E., Wong, M.M., 1983. Flotation of Rare Earths from Bastnäsite Ore – Reportfor the Federal Bureau of Mines. Reno, NV, USA, pp. 1–13.
Moustafa, M.I., Abdelfattah, N.A., 2010. Physical and chemical beneficiation of theEgyptian Beach Monazite. Resource Geology 60 (3), 288–299.
Neiheisel, J., 1962. Heavy-mineral investigation of recent and Pleistocene sands oflower coastal plain of Georgia. Geological Society of America Bulletin 73(March), 365–374.
Nestour, M., Ernst & Young Report – Technology minerals: the rare earths race is on!In., London, UK, 2011, pp. 1-28.
Ni, X., Parrent, M., Cao, M., Huang, L., Bouajila, A., Liu, Q., 2012. Developing flotationreagents for niobium oxide recovery from carbonatite Nb ores. MineralsEngineering.
O’Driscoll, 1991. An overview of rare earth minerals supply and applications. In:International Conference on Rare Earth Minerals and Minerals for ElectronicUses. Prince Songkla University, Hat Yai, TH, pp. 409–420.
Okuya, T., 2011. The Situation Regarding Rare Earth Elements – Presentation atTREM11 Conference. Japanese Ministry of Economy, Trade and Industry,Arlington, VA, USA, pp. 1–24.
Ozbayoglu, G., Umit Atalay, M., 2000. Beneficiation of bastnaesite by a multi-gravityseparator. Journal of Alloys and Compounds 303–304, 520–523.
Parak, T., 1973. Rare earths in the apatite iron ores of lappland together with somedata about the Sr, Th and U content of these ores. Economic Geology 68, 210–221.
Pavez, O., Brandao, P.R.G., Peres, A.E.S., 1996. Technical note – adsorption of oleateand octyl-hydroxamate on to rare-earths minerals. Minerals Engineering 9 (3),357–366.
Pavez, O., Peres, A.E.C., 1993. Effect of sodium metasilicate and sodium sulphide onthe floatability of monazite–zircon–rutile with oleate and hydroxamates.Minerals Engineering 6 (3), 69–78.
114 A. Jordens et al. / Minerals Engineering 41 (2013) 97–114
Pavez, O., Peres, A.E.C., 1994. Technical note – bench scale flotation of a Brazilianmonazite ore. Minerals Engineering 7 (12), 1561–1564.
Pitts, M., 2011. Endangered elements. In: The Chemical Engineer. Rugby, UK, IssueOctober, pp. 48–51.
Pol’kin, S.I., Ilie, P., Solnyshkin, V.I., Zakharov, A.E., 1967. Selective desorption ofsodium oleate from pyrochlore, zircon and monazite by sodium sulfide. In:Plaksin, I.N. (Ed.), Flotation Properties of Rare Metal Minerals. Primary Sources,New York, USA, pp. 46–56.
Pope, M.I., Sutton, D.I., 1973. The correlation between froth flotation response andcollector adsorption from aqueous solution. Part I. Titanium dioxide and ferricoxide conditioned in oleate solutions. Powder Technology 7, 271–279.
Pradip, 1981. The surface properties and flotation of rare-earth minerals. In:Department of Materials Science and Mineral Engineering. University ofCalifornia, Berkeley, Berkeley, pp. 1–225.
Pradip, Fuerstenau, D.W., 1983. The adsorption of hydroxamate on semi-solubleminerals. Part I: Adsorption on barite, calcite and bastnaesite. Colloids andSurfaces 8, 103–119.
Pradip, Fuerstenau, D.W., 1985. Adsorption of hydroxamate collectors on semi-soluble minerals. Part II: Effect of temperature on adsorption. Colloids andSurfaces 15, 137–146.
Preinfalk, C., Morteani, G., 1986. The industrial applications of rare earth elements.In: Moller, P., Cerny, P., Saupe, F. (Eds.), Lanthanides, Tantalum and Niobium:Mineralogy, Geochemistry, Characteristics of Primary Ore Deposits,Prospecting, Processing and Applications. Society for Geology Applied toMineral Deposits, Berlin, DE, pp. 359–370.
Raslan, M.F., 2009. Mineralogical and minerallurgical characteristics of samarskite-Y, columbite and zircon from stream sediments of the Ras Baroud Area, CentralEastern Desert, Egypt. Studia i Materialy 128 (36), 179–194.
Ren, J., 1993. Flotation behaviour and mechanism of bastnaesite with N-hydroxylphthalicimide. Acta Metallurgica Sinica Series B 6 (6), 432–438.
Ren, J., Lu, S., Song, S., Niu, J., 1997. A new collector for rare earth mineral flotation.Minerals Engineering 10 (12), 1395–1404.
Ren, J., Song, S., Lopez-Valdivieso, A., 2000. Selective flotation of bastnaesite frommonazite in rare earth concentrates using potassium alum as depressant.International Journal of Mineral Processing 59, 237–245.
Ring, R., Soldenhoff, K., Bellingham, A., Brown, S., Collier, D., Day, A., Levins, D.,Quan, C., Secomb, R., Tapsell, G., Kingsnorth, D., Chan, M., 1993. Developmentof a process for recovery of rare earths from the Mt Weld Orebody. InXVIII International Mineral Processing Congress. AusIMM, Sydney, pp. 1239–1244.
Rosenblum, S., Brownfield, I.K., 1999. Magnetic Susceptibilities of Minerals - Reportfor U.S. Geological Survey. pp. 1–33.
Schnetzler, C.C., Philpotts, J.A., 1970. Partition coeffecients of rare-earth elementsbetween igneous matrix material and rock-forming mineral phenocrysts-II.Geochimic et Cosmochimica Acta 34, 331–340.
Schoeller, W.R., Powell, A.R., 1955. The Analysis of Minerals and Ores of the RarerElements, third ed. Charles Griffin and Company, London.
Simandl, G.J., 2012. Geology and economic significance of current and future rareearth element sources. In: Goode, J.R., Moldoveanu, G., Rayat, M.S. (EDS.),Conference of Metallurgists 2012 – Rare Earths. Met Soc, Niagara Falls, ON, CA,pp. 15–30.
Smith, R.W., Shonnard, D., 1986. Electrokinetic study of the role of modifying agentsin flotation of salt-type minerals. American Institute of Chemical EngineersJournal 32 (5), 865–868.
Sorensen, E., Lundgaard, T., 1966. Selective flotation of steenstrupine and monazitefrom Kvanefjeld Lujavrite – report for the Danish atomic energy commission.Roskilde, DK.
Spedding, F.H., 1975. Contributions of the rare earths to science and technology. In:Symposium on the Effects of Rare Earths on the Properties of Metals and Alloys.ASM, Cincinnati, pp. 1–11.
Swinden, H.S., Siegfried, P., 2011. Amended 43–101 technical report on the rareearth element occurrences in the lofdal carbonatite complex. Kunene Region,Khorixas District, Namibia, Halifax, NS, CA, pp. 1–210.
Taikang, D., Yingnan, H., 1980. Studies on high grade rare earth flotation technology.Multipurpose Utilization of Mineral Resources 1, 27–33 (in Chinese).
Tran, T., 1991. New Developments in the Processing of Rare Earths. In: InternationalConference on Rare Earth Minerals and Minerals for Electronic Uses. PrinceSongkla University, Hat Yai, TH. pp. 337–353.
Trifonov, D.N., 1963. The Rare-Earth Elements. Macmillan, New York.Uda, T., Jacob, K.T., Hirasawa, M., 2000. Technique for enhanced rare earth
separation. Science 289, 2326–2329.Vijayan, S., Melnyk, A.J., Singh, R.D., Nuttall, K., 1989. Rare earths: their mining,
processing, and growing industrial usage. Mining Engineering 41, 13–18.Wu, C., 2008. Bayan Obo controversy: carbonatites versus Iron Oxide–Cu–Au-(REE-
U). Resource Geology 58 (4), 348–354.Yan, J., 1991. Application of the New Collector H205 in Rare Earth Flotation, vol. 4.
Science and Technology of Baotou Steel (Group) Corporation (33–35, inChinese).
Zakharov, A.E., Ilie, P., Pol’kin, S.I., Solnyshkin, V.I., 1967. Reaction of sodium sulfidewith pyrochlore, zircon and monazite in flotation with sodium oleate. In:Plaksin, I.N. (Eds.), Flotation Properties of Rare Metal Minerals. Primary Sources,New York, USA, pp. 71–82.
Zhang, J., Edwards, C., 2012. A review of rare earth mineral processing technology.In: 44th Annual Meeting of the Canadian Mineral Processors. CIM, Ottawa, pp.79–102.