a method for product family redesign based on …
TRANSCRIPT

iii
The Pennsylvania State University
The Graduate School
College of Engineering
A METHOD FOR PRODUCT FAMILY REDESIGN
BASED ON COMPONENT COMMONALITY ANALYSIS
A Thesis in
Industrial Engineering
by
Henri J. Thevenot
© 2006 Henri J. Thevenot
Submitted in Partial Fulfillment of the Requirements
for the Degree of
Doctor of Philosophy
August 2006

iv
The thesis of Henri J. Thevenot was reviewed and approved* by the following:
Timothy W. Simpson Associate Professor of Mechanical and Industrial Engineering Thesis Adviser Chair of Committee
Soundar R. T. Kumara Distinguished Professor of Industrial Engineering
Robert C. Voigt
Professor of Industrial Engineering Madara M. Ogot
Associate Professor of Enginering Design Gül E. Okudan Kremer Assistant Professor of Engineering Design
Richard J. Koubek Professor of Industrial Engineering Head of the Harold and Inge Marcus Department of Industrial and Manufacturing Engineering
* Signatures are on file in the Graduate School.

iiiABSTRACT
The competitiveness in today’s market forces many companies to rethink the way they
design products. Instead of developing one product at a time, manufacturing companies
are developing families of products to provide enough variety for the marketplace while
keeping costs relatively low. Although the benefits of commonality are widely known,
many companies are still not taking full advantage of it when developing new products or
redesigning existing ones. One reason is the lack of appropriate methods and useful
metrics to assess a product family based on commonality and diversity. This research
introduces the first systematic and consistent method to give recommendations during
product family redesign using a new commonality index, the Comprehensive Metric for
Commonality (CMC). Unlike most of the research, in which the redesign of a product
family proceeds in an ad hoc manner, the proposed method improves accuracy,
repeatability and robustness of the results by minimizing user input. Moreover, the
assessment of the design of a product family using the proposed CMC helps designers
resolve the tradeoff between variety and commonality in a product family more
thoroughly than with any other existing commonality indices. To demonstrate and
validate the usefulness of the proposed method for product family redesign, it is applied
to two industry examples (staplers and valves). The proposed research (1) provides a
step toward achieving an understanding of the relationships between different platform
leveraging strategies and the resulting degree of commonality within a product family,
and (2) supplies a systematic and consistent method for product family redesign,
including product family dissection and recommendations on the redesign.
ivTABLE OF CONTENTS
Lists of Figures…………….........……………….....………………………………….vii Lists of Tables……………….........…………....……………………………………....viii Acknowledgements.............................................................................................................ix CHAPTER 1: INTRODUCTION.....................................................................................1 1.1 Introduction to Product Family Design........................................................................1
1.1.1. Motivation for Product Families and Product Platforms ......................................1 1.1.2. Examples of Successful Product Families ............................................................3 1.1.3. Approaches to Product Family Design and Redesign...........................................5
1.2 Motivation for the Research........................................................................................7 1.3 Research Objectives....................................................................................................8 1.4 Outline of Dissertation................................................................................................9 CHAPTER 2: LITERATURE REVIEW.......................................................................10 2.1. Product Dissection and Reverse Engineering ...........................................................10
2.1.1. Product Dissection and Reverse Engineering Methods for Single Products ......10 2.1.2. Product Family-based Analysis Methods ...........................................................14
2.2. Genetic Algorithms...................................................................................................24 2.3. Remarks on Group Technology................................................................................25 2.4. Summary ...................................................................................................................26 CHAPTER 3: METHOD FOR PRODUCT FAMILY REDESIGN.................................27 3.1 Introduction...............................................................................................................27 3.2 Phase 1: Data Collection...........................................................................................29 3.3 Phase 2: Commonality Assessment ..........................................................................30 3.4 Phase 3: Optimization and Phase 4: Redesign..........................................................30 3.5 Conclusions...............................................................................................................31 CHAPTER 4: USING DISSECTION TO COLLECT PRODUCT DATA: GUIDELINES TO MINIMIZE VARIATION.................................................................32 4.1 Introduction...............................................................................................................32 4.2 Experimental Method and Results from the First Experiment .................................33
4.2.1. Experimental Method..........................................................................................33 4.2.2. Results from the First Experiment ......................................................................36 4.2.3. Recommendations to Minimize Variation..........................................................45
4.3 Experimental Method and Results for the Second Experiment ................................46 4.3.1. Experimental Method..........................................................................................46 4.3.2. Results from the Second Experiment..................................................................49
4.4 Analysis of the sensitivity of the Product Line Commonality Index........................50 4.4.1. Analysis of the Variation Due to the Components Omitted ...............................51 4.4.2. Analysis of the Variation Due to Computation...................................................51 4.4.3. Remarks Regarding Factor f1i .............................................................................52
4.5 Closing Remarks.......................................................................................................52

vCHAPTER 5: COMMONALITY INDICES: ASSESSMENT OF EXISTING METRICS AND DEVELOPMENT OF A NEW INDEX.............................................54 5.1 Introduction...............................................................................................................54 5.2 A Detailed Comparison of Commonality Indices.....................................................56
5.2.1. Dissection of the Products in Each Family and Data Collection ........................56 5.2.2. Computation of the Commonality Indices..........................................................58 5.2.3. Analysis and Comparison of the Commonality Indices .....................................59 5.2.4. Limitation of the Current Indices........................................................................63
5.3 A New Commonality Metric: the Comprehensive Metric for Commonality ...........64 5.3.1. Definition of the CMC........................................................................................64 5.3.2. Comparison of the CMC with other Commonality Indices ................................70
5.4 Summary ...................................................................................................................74 CHAPTER 6: OPTIMIZATION AND REDESIGN RECOMMENDATIONS FOR PRODUCT FAMILY REDESIGN.................................................................................75 6.1. Introduction...............................................................................................................75 6.2. Phase 3: Optimization ...............................................................................................75 6.3. Phase 4: Data Output and Redesign Recommendations ...........................................79 6.4. Summary ...................................................................................................................83 CHAPTER 7: PRODUCT FAMILY REDESIGN: TWO EXAMPLES......................84 7.1. PaperPro Staplers Example.......................................................................................84
7.1.1. Introduction to the PaperPro Family...................................................................84 7.1.2. Phase 1: Data Collection for the PaperPro Family .............................................85 7.1.3. Phase 2: Computation of the CMC .....................................................................89 7.1.4. Phases 3 and 4: Optimization and Redesign Recommendations ........................92 7.1.5. Validation of the Results.....................................................................................98
7.2. Flowserve Valves Example.....................................................................................101 7.2.1. Introduction to the Flowserve Families ............................................................101 7.2.2. Phase 1: Data Collection for the Flowserve Families.......................................103 7.2.3. Phase 2: Computation of the CMC ...................................................................104 7.2.4. Phases 3 and 4: Optimization and Redesign Recommendations ......................106 7.2.5. Validation of the results ....................................................................................112
7.3. Scalability of the algorithm.....................................................................................112 7.4. Summary .................................................................................................................114 CHAPTER 8: CONCLUSIONS AND RECOMMENDATIONS...............................115 8.1. Contributions...........................................................................................................115
8.1.1. The Comprehensive Metric for Commonality..................................................115 8.1.2. Guidelines for Product Family Dissection........................................................116 8.1.3. GA-Based Formulation to Support Component Redesign................................116 8.1.4. Method for Product Family Redesign...............................................................117
8.2. Recommendations for Future Research ..................................................................118 8.3. Summary .................................................................................................................119 REFERENCES...............................................................................................................120

vi APPENDICES.................................................................................................................125Appendix A. List of possible materials, manufacturing processes, assembly and fastening schemes ........................................................................................................................... 125 Appendix B. Computation of the PCI for the first experiment...................................... 127 Appendix C. Summary of different fij factors for each team’s analysis ........................ 132 Appendix D. Computation of the PCI for the second experiment ................................. 134 Appendix E. Computation of the CMC for the five product families analyzed ............ 139

viiLISTS OF FIGURES
Figure 1 - Common components for Volkswagen platform [15] ....................................... 4 Figure 2 - Configurations for the Airbus A330/A340 family ............................................. 5 Figure 3 - SOP example device [28]................................................................................. 11 Figure 4 - Force flow diagram for a stapler [30] .............................................................. 12 Figure 5 - Redesign of a stapler - extreme case [30] ........................................................ 13 Figure 6 - Set of guidelines for DFA [31]......................................................................... 14 Figure 7 - Proposed method for product family redesign ................................................. 29 Figure 8 - Product dissection studio.................................................................................. 34 Figure 9 - Examples of dissected products laid out for analysis....................................... 38 Figure 10 - Three different sources of variation identified during the first experiment ... 39 Figure 11 - Example of analyzed components for the Kodak one-time-use cameras ...... 40 Figure 12 - Front covers for the Kodak one-time-use cameras ........................................ 44 Figure 13 - Example of a “similar” component in the Kodak one-time-use cameras ...... 44 Figure 14 - Comparison of the experiments ..................................................................... 50 Figure 15 - An overview of the chapter’s goals................................................................ 55 Figure 16 - Comparison for the computer mice................................................................ 59 Figure 17 - Comparison for the single-use cameras ......................................................... 59 Figure 18 - Comparison for the power tools..................................................................... 59 Figure 19 - Repeatability and ease of data collection of the indices ................................ 62 Figure 20 - Example of differentiating and non-differentiating components ................... 66 Figure 21 - Comparison of the commonality indices for four product families ............... 72 Figure 22 - Example of differentiating components ......................................................... 76 Figure 23 - PCI versus number of changes in Design Strategies 1 and 2......................... 81 Figure 24 - Dissected staplers ........................................................................................... 85 Figure 25 - Market segmentation grid for the staplers...................................................... 90 Figure 26 - Current design strategy and recommended redesign ..................................... 90 Figure 27 - Problem formulation – objective function ..................................................... 94 Figure 28 - Problem formulation – design variables ........................................................ 94 Figure 29 - Comparison of the runs .................................................................................. 96 Figure 30 - Maximum CMC versus maximum number of changes in both families ..... 110 Figure 31 - Numbers of parameters that can vary versus GA run-time.......................... 113

viiiLIST OF TABLES
Table 1 - Example SOP device worksheet [28] ................................................................ 12 Table 2 - Commonality indices for comparative study..................................................... 17 Table 3 - Products dissected and analyzed ....................................................................... 35 Table 4 - Team ordering for dissection and analysis ........................................................ 36 Table 5 - Example of completed spreadsheet for Kodak one-time-use product family ... 37 Table 6 - Initial PCI values .............................................................................................. 39 Table 7 - Summary of omitted components for each Kodak camera ............................... 41 Table 8 - “Corrected” PCI values .................................................................................... 42 Table 9 - Summary of different fij factors for each Kodak camera................................... 43 Table 10 - Variation in fji factors for the PCI calculation................................................. 43 Table 11 - Comparison of the two experiments conducted .............................................. 47 Table 12 - Product analyzed in the second experiment .................................................... 47 Table 13 - Team ordering for dissection and analysis during the second experiment...... 48 Table 14 - Example of spreadsheet for the Kodak family for the second experiment...... 49 Table 15 - Initial PCI values for the second experiment .................................................. 49 Table 16 - “Corrected” PCI values for the second experiment......................................... 50 Table 17 - Comparison between raw and “corrected” data for both experiments ............ 51 Table 18 - Comparison between the two experiments...................................................... 52 Table 19 - Products analyzed in each family .................................................................... 57 Table 20 - Summary of the commonality index values for each family........................... 58 Table 21 - Impact of different component types on the CMC.......................................... 70 Table 22 - Comparison of the commonality indices based on the information used........ 71 Table 23 - Commonality indices for five product families............................................... 72 Table 24 - Definition of the parameters for the GA.......................................................... 78 Table 25 - Three different design strategies for two components in a product family..... 80 Table 26 - The stapler family............................................................................................ 84 Table 27 - Example of data entered for the staplers family.............................................. 86 Table 28 - Products and production volume ..................................................................... 87 Table 29 - Component costs ............................................................................................. 88 Table 30 - Product costs table........................................................................................... 91 Table 31 - CMC computation table .................................................................................. 92 Table 32 - Commonly used constant settings of the mutation rate Pm in GAs ................. 93 Table 33 - Details of experimental runs of the GA........................................................... 95 Table 34 - Product costs for the stapler family ................................................................. 97 Table 35 - Comparison of five indices before and after improvement of the family ....... 99 Table 36 - Products analyzed.......................................................................................... 101 Table 37 - Data for the Regular family........................................................................... 103 Table 38 - Data for the Univalve family......................................................................... 104 Table 39 - CMC computation table for the Regular family............................................ 105 Table 40 - CMC computation table for the Univalve family.......................................... 106 Table 41 - Comparison of the components between the two valve families .................. 107 Table 42 - Recommendations with a number of changes equal to five .......................... 108 Table 43 - Recommendations with a number of changes equal to ten ........................... 109 Table 44 - GA run-time................................................................................................... 113

ixACKNOWLEDGEMENTS
I would like to thank Penn State for providing me the opportunity to pursue education
and conduct research in a field of my utmost interest. I also would like to thank the
National Science Foundation to support me for this study under the NSF Grant No. DMI-
0133923. I am also grateful to my thesis adviser, Dr. Timothy Simpson, Associate
Professor of Industrial Engineering and Mechanical Engineering, who was always here to
answer any of my questions, to advise me during my research, and to provide me with
many opportunities to strengthen my knowledge through numerous conferences. I would
not be at this stage today without his help throughout these years. I also would like to
thank Maya Atanasova, who was always on my side to support me. I am also grateful to
my parents, who were always caring and provided me with everything I always needed to
receive the best education. Acknowledgement would be incomplete without mentioning
Dr. Soundar R. T. Kumara, Distinguished Professor of Industrial Engineering, Dr. Robert
C. Voigt, Professor of Industrial Engineering, Dr. Madara M. Ogot, associate Professor of
Enginering Design, Dr. Gül E. Okudan Kremer, Assistant Professor of Engineering
Design and Dr. Richard J. Koubek, Professor of Industrial Engineering and Head of the
Harold and Inge Marcus Department of Industrial and Manufacturing Engineering, who
took the time to read and approve this thesis.
1
CHAPTER 1 INTRODUCTION
1.1 Introduction to Product Family Design
1.1.1. Motivation for Product Families and Product Platforms
Today’s marketplace is highly competitive, global, and volatile: customer demands
are constantly changing, and they seek wider varieties of products at the same price as
mass-produced goods. This new shift in the market has increased the need for product
variety, in which variety and customization replace standardized products [1]. This
emerging paradigm is called mass customization, which Pine [2] defines as “At its limit,
[the] mass production of individually customized good and services.” Nowadays,
manufacturing companies need to satisfy a wide range of customer needs while
maintaining manufacturing costs as low as possible, and many companies are faced with
the challenge of providing as much variety as possible for the market with as little variety
as possible between the products. Hence, instead of designing new products one at a
time, which results in poor commonality and standardization and increases costs, many
companies are now designing families of products, allowing cost-effective development
of a sufficient variety of products to meet customers’ diverse demands.
Simply stated, a product family is a group of related products that share common
characteristics, which can be features, components, and/or subsystems. The key to
designing a successful product family is the product platform. In general, a platform is
“the lowest level of relevant common technology within a set of products or a product
line” [3], but a slightly broader definition is “a set of subsystems and interfaces that form
2a common structure from which a stream of derivative products can be efficiently
developed and produced” [4].
There are many advantages of implementing platform commonality while developing
a new family of products, which all result in cost reduction. The use of common
components can decrease lead-time and risk in the product development stage since the
technology has already been proven in other products [5-7]. Inventory and handling
costs are also reduced due to the presence of fewer components in inventory. The
reduction of product line complexity, the reduction of set-up and retooling time, and the
increase of standardization and repeatability improve processing time and productivity,
and hence reduce costs [5,6,8]. Fewer components also need to be tested and qualified
[9,10].
While commonality can offer a competitive advantage for a company, too much
commonality within a product family can have major drawbacks. First, consumers can
be confused between each model if they lack distinctiveness (i.e., mass confusion, see
Ref. [14]). Commonality can also hinder innovation and creativity and compromise
product performance: it increases the possibility that common components possess excess
functionality in terms of increased weight, volume, power consumption, complexity,
resulting in unnecessary waste [11]. Finally, commonality can adversely impact a
company’s reputation, as it did at Chrysler, for example, in the late 1980s when engineers
were accused of having “fallen asleep at the typewriter with our finger stuck on the K
key” [12] because of over-usage of the K-car platform and lack of distinctive new
products.
3Consequently, there is a tradeoff between product performance and commonality
within any product family [13]. The optimal commonality is obtained by minimizing the
non-value added variations across the products within a family without limiting the
choices for customers in each market segment. From a more general view, the idea is to
make each product within a family distinctive in ways that customers notice and identical
in ways that customers cannot see.
1.1.2. Examples of Successful Product Families
There are many successful examples of manufacturing companies implementing
product families and product platforms. For example, Volkswagen developed a platform
shared across several models of its brands (i.e., Volkswagen, Audi, Seat, and Skoda). It
consists of the floor group, drive system, running gear, along with unseen components of
the cockpits, as shown in Figure 1. Volkswagen has sold more than one million vehicles
developed from this platform in 1999 and owned three of the six automotive platforms
that successfully achieved production volumes over one million [14]. In 2003,
Volkswagen launched the A5 (or PQ35 internally) platform, designed to be more flexible
than previous A platforms.1 The A5 platform is already in use in 7 different vehicles
under four brands, and Volkswagen expects to be able to move the A5 platform into
larger vehicles in the future (including SUVs).
1 http://en.wikipedia.org/wiki/Volkswagen_A_platform

4
Figure 1 - Common components for Volkswagen platform [15]
Another example of a successful platform can be found in the Airbus A330/A340
family. It offers a choice of six models: two A330 versions plus four A340 versions. This
family covers capacities from 250 to 420 seats, as seen in Figure 2. All six aircraft share
common height, width and cockpit, but their fuselage lengths and the number of engines
(two or four) differ. The common cockpit has enabled the A330-200 to outsell the
Boeing 767-400ER [16].

5
Figure 2 - Configurations for the Airbus A330/A340 family2
1.1.3. Approaches to Product Family Design and Redesign
There are two recognized approaches to product family design [17]. The first is a
top-down (proactive platform) approach, wherein the company’s strategy is to develop a
family of products based on a product platform and its derivatives. There are many
examples of successful approaches such as Sony’s Walkmans [18] and Kodak’s one-
time-use cameras [19]. The second is a bottom-up (reactive redesign) approach, wherein
a company redesigns and/or consolidates a group of distinct products to standardize
components and thus reduce costs. For example, Black & Decker redesigned their
motors to reduce variety in their products [20]. Another successful example is Lutron
who redesigned its product line of lighting control around 15-20 standard components
that can be configured into more than 100 models specified by the customers [21].
Similar situations can be found when several companies merge, seeking to reduce
product proliferation by redesigning or consolidating one or more product lines.
2 http://www.airbus.com/product/a330_a340_commonality.asp

6Moreover, increased competition and globalization forces manufacturing companies to
benchmark their product lines against others versus benchmarking individual products,
particularly in the automotive industry [22]. John Deere [23] and Sunbeam [24] have
benefited from similar redesign efforts to reduce variety in their valve and food processor
lines respectively. Shirley [23] proposed a method to redesign a large product set to
improve product performances and to reduce manufacturing costs. The method consists
of two main steps: (1) core product selection and (2) cell selection. In the core product
selection, a set of core products (i.e., components that belong to a product platform) is
identified, based on similarities between the products and the time to (re)design the
variant products based on the core product. In cell selection, the products are allocated to
manufacturing cells to maximize throughput. While this method was proven to be
successful during manufacturing and redesign of product sets, the idea of product family
was not explicitly developed: the individual components (referred to products in Ref.
[23]) were grouped and redesigned to reduce manufacturing time, but the overall
commonality on the different instances of a product family was not considered. The
individual components were redesigned, rather than the products in a product family.
The effect of each component of the overall commonality was not considered. Moreover,
this method requires a lot of data that are not always readily available, and a lot of
estimates have to be proposed, such as the time to redesign a component based on
existing component. Meanwhile, the approach from Page [24], which is more customer-
centric, is to redesign an existing line of products using consumers’ evaluations of
possible new design with a marketing research technique (conjoint analysis). The first
step is to gather the consumers’ inputs that are used to redesign the products; several
7designs are then proposed, and the consumers choose their favorite ones. The next step is
to define market clusters to identify which design(s) fit(s) a specific market segment.
The clusters are then selected based on competition analysis (which products the
competition offer, for which segments) and based of projected profit analysis. While this
technique is very powerful to consider both consumers and competitions, it does not
address specifically how to redesign the products to increase commonality, but rather
chooses which product to manufacture. Moreover, the amount of data needed is
extensive, making this method very difficult, long and expensive to implement.
The few existing methods for product family redesign are very data-intensive or do
not focus on improving commonality; in this work, the focus is on supporting a bottom-
up approach to platform redesign, starting from an existing product family as discussed in
the next section.
1.2 Motivation for the Research
As more manufacturing companies seek to benchmark, redesign and consolidate their
product lines, there is an increased need for more systematic and consistent approaches to
product family redesign. While there are currently several studies regarding the measure
of product modularity and methods to achieve modularity during product redesign
[25,26], these studies focus on modularity within a single product. They do not focus on
product families or commonality directly. Moreover, there are currently no systematic
methods to analyze the degree of commonality in the design of a product family and
provide recommendations on how to improve it. Consequently, there is a need for less
information-intensive measures and methods that are useful during concept development
and layout design [13]. Developing such methods will provide product family designers

8with useful recommendations that could be implemented during product family redesign,
which will help reduce manufacturing costs.
1.3 Research Objectives
The main objective in this research is to develop a novel method for product family
redesign and demonstrate its use. While developing this method, three sub-objectives are
completed:
(1) Guidelines are proposed to reduce variation when collecting data during product
family dissection.
(2) Existing commonality metrics are reviewed and compared, and a new
commonality index is proposed.
(3) A genetic algorithm-based formulation to support component redesign within a
product family is introduced.
The proposed method uses data that are easy to collect or estimate as inputs: a list of
components in each product with related information (cost, material, manufacturing
process, etc.), as well as the redesign strategy (which components to keep unique, etc.).
The list of components is obtained from a Bill of Materials or if not available, the product
family is dissected using the guidelines provided to minimize variation when collecting
the data. A new commonality index then assesses the commonality in the entire family.
Using a genetic algorithm, the commonality index is then maximized, and
recommendations on how to improve the redesign of a product family are provided.

91.4 Outline of Dissertation
In the next chapter, a review of product family design strategies and analysis methods
is conducted. Chapter 3 introduces the proposed method, which is then detailed in
Chapter 4 (data collection for product family redesign), Chapter 5 (commonality indices
to assess the design of a product family), and Chapter 6 (optimization and redesign
recommendations). To demonstrate and validate this method, two example applications
are given in Chapter 7 (staplers from PaperPro, and valves from Flowserve), while
Chapter 8 gives closing remarks and future work.

10
CHAPTER 2 LITERATURE REVIEW
In this chapter, the following areas of research are investigated to lay the foundation
for the proposed method: product dissection and reverse engineering methods; product
family-based assessment methods, including modularity and commonality measurements;
and optimization algorithms (genetic algorithms in particular).
2.1. Product Dissection and Reverse Engineering
2.1.1. Product Dissection and Reverse Engineering Methods for Single
Products
This section reviews several methods that are commonly used in reverse engineering
of individual products. These include the Subtract and Operate Procedure [27], Force
Flow (Energy Field) Diagrams [27,28], and Design For Assembly [29]. The first
technique is a component elimination procedure, the second is a component combination
analysis, and the last one aims at minimizing unnecessary costs during manufacturing.
These methods help designers improve an existing design by eliminating redundant
components, simplifying component design and reducing assembly, etc. However, they
aim at improving the design of an individual product, rather than a family of products.
The Subtract and Operate Procedure (SOP) is a five-step procedure that aims at
eliminating redundant components in a product. The five steps are [27]:
(1) disassemble one component of the assembly,
(2) operate the system through its full range,

11(3) analyze the effect,
(4) deduce the sub-function of the missing component and,
(5) repeat the procedure for all the other components in the product.
SOP is a useful technique for understanding component functions during a reverse
engineering process. An example of SOP applied to a mechanism to oscillate an arm
through a designated angular range is shown in Figure 3 and Table 1. The arm is
connected to a rotary shaft that oscillates, but the range of rotation is constrained by two
pins and top-plate slots [28].
Figure 3 - SOP example device [28]
By looking at the effect of each part, the SOP highlights five parts that are redundant.
For example, the horizontal pin can be removed, as the arm will not slip against the shaft
because of the fixed vertical pins.

12Table 1 - Example SOP device worksheet [28]
Assembly/ Part No. Part description Effect of removal Deduced subfunction(s) &
affected customer needs
A-1 Shaft assembly 1 Top plate 360° rotary freedom Allow DOF regulate motion (arc) 2 Rotary shaft No torque transfer Transmit torque A-2 Arm assembly 1 Front rotary pin No effect Allow DOF support loads (durability) 2 Rear rotary pin No effect Allow DOF support loads (durability) 3 Rotary arm Transmit torque 4 Horizontal end pin No effect Support loads (safety) 5 Right vertical arm pin No effect Support loads 6 Left vertical arm pin No effect Support loads
Force Flow Diagrams are diagrams that represent the transfer of force through
product’s components [27,28]. The diagram created is used to identify the components
that have relative motion. This method aims at combining components, which leads to a
more integral architecture as opposed to a more modular architecture. Figure 4 shows an
example of application of the Force Flow Diagram for a stapler.
Figure 4 - Force flow diagram for a stapler [30]
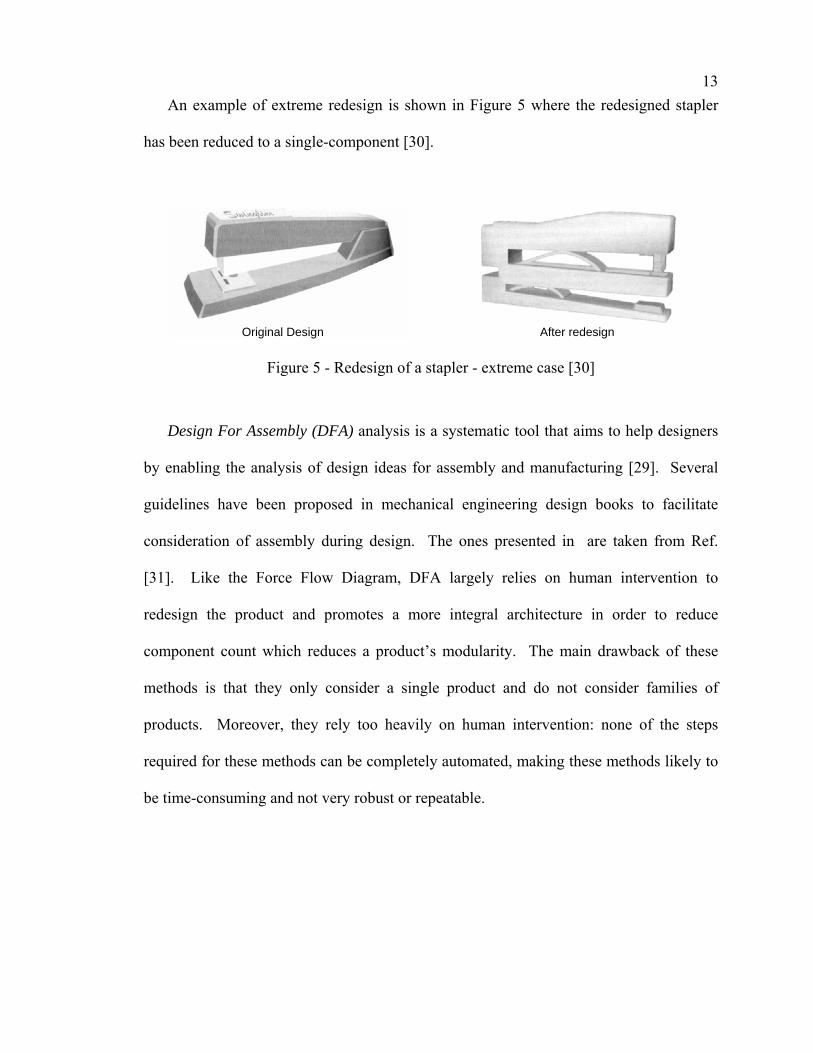
13An example of extreme redesign is shown in Figure 5 where the redesigned stapler
has been reduced to a single-component [30].
Original Design
After redesign
Figure 5 - Redesign of a stapler - extreme case [30]
Design For Assembly (DFA) analysis is a systematic tool that aims to help designers
by enabling the analysis of design ideas for assembly and manufacturing [29]. Several
guidelines have been proposed in mechanical engineering design books to facilitate
consideration of assembly during design. The ones presented in are taken from Ref.
[31]. Like the Force Flow Diagram, DFA largely relies on human intervention to
redesign the product and promotes a more integral architecture in order to reduce
component count which reduces a product’s modularity. The main drawback of these
methods is that they only consider a single product and do not consider families of
products. Moreover, they rely too heavily on human intervention: none of the steps
required for these methods can be completely automated, making these methods likely to
be time-consuming and not very robust or repeatable.

14
Figure 6 - Set of guidelines for DFA [31]
2.1.2. Product Family-based Analysis Methods
This section presents an overview of existing research on the evaluation of product
modularity and commonality and methods to achieve modularity and commonality in
product family redesign. These measures and methods vary considerably in purpose and
process: the nature of the data gathered (some are extensively quantitative while some are
more qualitative), the ease of use, and the focus of the analysis. However, they all share
the goal of helping designers resolve the tradeoff between too much commonality (i.e.,
lack of distinctiveness of the products) and not enough commonality (i.e., higher
production costs).
15
Modularity in Product Family Design
Modularity arises from the decomposition of a product into subassemblies and
components [26]. Ulrich [32] defines the product architecture as “(1) the arrangement of
functional elements; (2) the mapping from functional elements to physical components;
(3) the specification of the interfaces among interacting physical components”. This
division facilitates the standardization of components and increases product variety
[33,34]. Most of the methods to measure modularity in a product family are based on the
use of modularity matrices to show the relationships between the components in a family.
Some examples are the matrices from Sosale, et al. [22] that are filled with physical,
spatial and geometric interactions; the design structure matrix from Pimmler and
Eppinger [35]; and the interaction and suitability matrices developed by Huang and
Kusiak [36,37]. These matrices fit the need for component manipulation and
comparison. The evaluation of the degree of modularity of a product family enables
designers to find appropriate modules to improve a product’s design. A recent overview
of modularity and its benefits can be found in Ref. [25], and a comparison of existing
measures of product modularity is documented in Ref. [26]. What is important to note is
that all of these measurements are information-intensive and are therefore quite
cumbersome to compute. That is why few, if any, complex examples have been used in
the research on modular product design.
The modularity matrices and modularity measurements described previously can be
used to cluster components into modules for each product. Most of them are based on the
following steps:

16(1) measurement of the modularity,
(2) manipulation of the information using modularity matrices, and
(3) measurement of the new modularity and iteration.
A review of these modularity methods is given in Ref. [26]. One problem with all of
these methods is that they require a considerable amount of information that is not always
readily available. Moreover, these methods are applied to single products only, and
although they can be potentially used across products in a product family, no method
using modularity at the product family level can be found in the literature.
Commonality Indices
To measure the commonality within a family of products, several commonality
indices have been proposed. A commonality index is a metric to assess the degree of
commonality within a product family. It is based on different parameters such as the
number of common components, component costs, manufacturing processes, etc. These
indices are often the starting point when designing a new family of products or when
analyzing an existing family. They are intended to provide valuable information about
the degree of commonality achieved within a family and how to improve a product’s
design to increase commonality in the family and reduce costs; however, there have been
only limited comparisons between many of these commonality indices and their
usefulness for product family redesign [38,39]. Several component-based indices are
summarized in Table 2, followed by a short description of each index.

17Table 2 - Commonality indices for comparative study
Name Developed by Commonality measure for
No Commonality
Complete Commonality
DCI Degree of Commonality Index
Collier [6] The whole family 1 ∑+
+=
Φ=di
ijj
1
β
TCCI Total Constant Commonality Index
Wacker and Trelevan [40] The whole family 0 1
PCI Product Line Commonality Index
Kota, et al. [41] The whole family 0 100
%C Percent Commonality Index
Siddique, et. al [1] Individual products within a family 0 100
CI Commonality Index
Martin and Ishii [42,43] The whole family 0 1
CI(C) Component Part Commonality Jiao and Tseng [44] The whole family 1 ∑∑
= =
Φ=d
j
m
iij
1 1α
Degree of Commonality Index
The Degree of Commonality Index (DCI) is the most traditional measure of
component part standardization [6]. It reflects the average number of common parent
items per average distinct component:
dDCI
di
ijj∑
+
+=
Φ= 1
(1)
where:
Φj = number of immediate parents component j has over a set of end items or product structure level(s).
d = total number of distinct components in the set of end items or product structure level(s).
i = the total number of end items or the total number of highest level parent items for the product structure level(s).
Component item = any inventory item (including a raw material) other than an end item that goes into higher level items.
End item = finished product or major subassembly subject to a customer order or sales forecast.
Parent item = any inventory item that has component parts.

18
The DCI has no fixed boundaries, ranging between 1 and β, where β is defined in Table 2.
The main advantage of the DCI is its ease of computation. Its primary limitation is that it
is a cardinal measure without fixed boundaries; hence, it is difficult to estimate the
increase in commonality while redesigning a family and to compare different families of
products.
Total Constant Commonality Index
The Total Constant Commonality Index (TCCI) is a modified version of the DCI
[40]. Contrary to the DCI, which is a cardinal index (and hence an absolute increase in
commonality is not possible to measure), it is a relative index that has absolute
boundaries ranging from 0 to 1:
1
11
1−Φ
−−=
∑=
d
jj
dTCCI (2)
The absolute boundaries of TCCI facilitate comparisons between product families
and within a family of products during redesign.
The Product Line Commonality Index
Contrary to the indices that simply measure the percentage of components that are
common across a product family (and hence penalizing families with a broader feature
mix), the Product Line Commonality Index (PCI) measures and penalizes the differences
in the non-unique components, given the product mix [41]. The PCI has fixed boundaries
that range from 0 to 100. The PCI is given by:

19
100*
1 1
1 1
∑ ∑
∑ ∑
= =
= =
−
−= P
i
P
iii
P
i
P
iii
MinCCIMaxCCI
MinCCICCIPCI (3)
where:
CCi = Component Commonality Index for component i. = ni * f1i * f2i * f3i MaxCCIi = Maximum possible Component Commonality Index for component i. = N MinCCIi = Minimum possible Component Commonality Index for component i. = ni * 1/ni * 1/ni * 1/ni = 1/ni
2 P = Total number of non differentiating components that can potentially be
standardized across models. N = Number of products in the product family. ni = Number of products in the product family that have component i. f1i = Size and shape factor for component i. = Ratio of the greatest number of models that share component i with identical
size and shape to the greatest possible number of models that could have shared component i with identical size and shape (ni).
f2i = Materials and manufacturing processes factor for component i. = Ratio of the greatest number of models that share component i with identical
materials and manufacturing processes to the greatest possible number of models that could have shared component i with identical materials and manufacturing processes (ni).
f3i = Assembly and fastening schemes factor for component i. = Ratio of the greatest number of models that share component i with identical
assembly and fastening schemes to the greatest possible number of models that could have shared component i with identical assembly and fastening schemes (ni).
When PCI = 0, either none of the non-unique components are shared across models,
or if they are shared, their sizes/shapes, materials/manufacturing processes, and assembly
processes are all different. When PCI = 100, it indicates that all the non-unique
components are shared across models and that they are of identical size and shape, made
using the same material and manufacturing process, and the assembly and fastening
methods are identical. This index focuses on commonality that should exist between
products that share common or variant components rather than on the unique components

20that differentiate the products. It provides a single measure for the entire product family,
but it does not offer insight into the commonality of the individual products.
Percent Commonality Index
The Percent Commonality Index (%C) is based on three main viewpoints: (1)
component viewpoint, (2) component-component connections viewpoint, and (3)
assembly viewpoint. Each of these viewpoints results in a percentage of commonality,
which can then be combined to determine an overall measurement of commonality for a
platform by using appropriate weights for each item [1]. The component viewpoint
measures the percentage of components of a platform that are common to different
models and is the percent commonality of components Cc:
componentsuniquecomponentscommoncomponentscommonCc +
=*100
(4)
The component-component connections viewpoint measures the percentage of
common connections between components, Cn:
sconnectionuniquesconnectioncommonsconnectioncommonCn +
=*100
(5)
Similarly, the assembly viewpoint measures the percentage of common assembly
sequences. Two indices are used: (1) Cl, to measure the percentage of common assembly
sequences, and (2) Ca, to measure the percentage of common assembly workstations:
loadingcomponentassemblyuniqueloadingcomponentassemblycommonloadingcomponentassemblycommonCl +
=*100
(6)
nworkstatioassemblyuniquenworkstatioassemblycommonnworkstatioassemblycommonCa +
=*100
(7)

21These four values can then be combined into an overall platform commonality
measure; the weighted-sum formulation is the most popular [1]:
(8)
where: Ii = importance (weighting factors) where ΣIi = 1. Ci = % commonality as previously described.
The resulting %C ranges from 0 to 100. This index takes the manufacturing process
into consideration; moreover, it can be adapted to different strategies using weighting
factors. The disadvantage is that the measure is applied to each platform and not the
family as a whole, which increases the computational expense of this measure.
Commonality Index
Proposed by Martin and Ishii [42,43], the Commonality Index (CI) is a measure of
unique components that is similar to the DCI proposed by Collier. CI ranges from 0 to 1:
(9))
where: u = number of unique components. pj = number of components in model j. vn = final number of varieties offered.
A higher CI is better since it indicates that the different varieties within the product
family are being achieved with fewer unique components. The CI can be interpreted as
the ratio between the number of unique components in a product family and the total
number of components in the family.

22Component Part Commonality Index
Proposed by Jiao and Tseng [44], the Component Part Commonality Index (CI(C)) is
an extended version of the DCI that takes into account product volume, quantity per
operation, and the cost of each component:
(10))
where: d = total number of distinct component parts used in all the product structures of a
product family. j = index of each distinct component part. Pj = price of each type of purchased components or the estimated cost of each
internally made component part. m = total number of end products in a product family. i = index of each member product of a product family. Vi = volume of end product i in the family. Φij= number of immediate parents for each distinct component part dj over all the
products levels of product i of the family.
= total number of applications (repetitions) of a distinct component part dj
across all the member products in the family. Qij = quantity of distinct component part dj required by the product i.
The CI(C) has ‘moving’ boundaries that range from 1 to α. The CI(C) gives very useful
information, as it takes the cost of each component into consideration. For instance, a
very expensive component common throughout a family has more influence than a
component that is very cheap and different from one product to another. A disadvantage
in CI(C) is in estimating the quantity and cost information needed to compute the index. It
is also noteworthy that this index can be subject to errors in some specific cases; a
corrected version of the formula is proposed in Ref. [45].

23
Other Commonality indices
Other commonality indices can be found in the literature, but they are much more
information intensive and hence difficult to apply. Martin and Ishii [46] proposed a
Generational Variety Index to help identify which components are likely to change over
time in order to meet future market requirements and a Coupling Index to measure the
coupling between these components. A Functional Similarity Index was introduced by
McAdams and his co-authors [47,48] to assist in concept development and modular
product design. Finally, indices for measuring the Degree of Variation within a scale-
based product family have also been proposed [13,49,50].
Optimization-Based Approaches for Product Family Redesign
Several optimization approaches have been developed to help determine the best
design parameters for a product family; A summary of the existing optimization-based
approaches for product family redesign can be found in Ref. [51]. A problem with most
of the methods is that they require the specification of the platform a priori to the
optimization. This is not ideal, as a design team would prefer to use optimization to
explore varying levels of platform commonality to help identify which variables to make
common and unique within the family [52]. Various algorithms for product family
redesign are employed, from exhaustive search techniques (when the design space is
small), to linear and nonlinear programming and derivative-free methods such as genetic
algorithms, simulated annealing, pattern search. However, due to the complexity and
combinatorial nature of product family redesign problems, many researchers recommend

24and use genetic algorithm [52-56]. In this research, a genetic algorithm is employed;
more details are given in the next section.
2.2. Genetic Algorithms
Evolution-based algorithms such as genetic algorithms (GAs) [57,58] are flexible,
efficient and robust search algorithms [59]. Because of these properties, the use of
evolutionary search to optimize existing designs is widespread. GAs are adaptive
stochastic optimization algorithms involving search and optimization. Instead of working
with a single solution at each iteration, a GA works with a number of solutions
(collectively known as a population). GAs are based on the notion of “survival of the
fittest”, and they operate by searching for and choosing optimal solutions in much the
same way that natural selection occurs. GAs only use the objective function while
searching for optimized result and not the derivatives; therefore, it is a direct search
method. GAs work with a coding of the parameter set (set of strings/individual
chromosomes), not the parameters themselves and use probabilistic transition rules [59].
GA methods optimizing product family design utilize the stochastic search nature of
genetic algorithms to find combinatorial designs within the search space. GAs appear
well suited for solving combinatorial problems typical in product family [52,56].
Usually there are only two main components of most GAs that are problem-
dependent: (1) the problem encoding and (2) the evaluation function. When the GA is
implemented, it is usually done in a manner that involves the following cycle:
- Evaluate the fitness of all of the individuals in the population.

25- Create a new population by reproduction. The reproduction process for a pair of
chromosomes involves duplicating the two individual chromosomes (the “parents”)
and then choosing a place (site) on the chromosomes to crossover (or switch)
information between them. This results in two new “children” chromosomes in the
population, which could have higher fitness values than their “parents”. Mutation
can also occur when decision variable values in a chromosome are randomly
changed.
- The old population is then discarded, and a new iteration is started using the new
population.
Every iteration of the GA is referred to as a generation. The exchange of information
between chromosomes during crossover allows the algorithm to converge to a global,
rather than a local, optimum [59]. Even though the operators are simple, GAs are highly
nonlinear, massively multifaceted, stochastic, and complex.
While many optimization have been employed for product family design, many
researchers advocate the use of GAs for product family design; this research proposes the
use a genetic algorithm to optimize the design of an existing product family. More
details on the GA used in this work can be found in Chapter 6.
2.3. Remarks on Group Technology
Extensive literature can be found on the topic of Group Technology (GT). GT “is a
disciplined approach to identify things such as parts, processes, equipment, tools, people
or customer needs by their attributes, analyzing those attributes looking for similarities
between and among the things; grouping the things into families according to similarities;

26and finally increasing the efficiency and effectiveness of managing the things by taking
advantage of the similarities” [60]. GT is typically employed for two primary
applications in manufacturing companies. The most publicized of these applications if
the process of restructuring the shop floor to a cellular layout by identifying part families
and machine cells [61,62]. The second application of GT is the classification and coding
of parts. The most common usage of classification and coding systems is for the retrieval
of designs (from a design database) to be used as the basis for new designs and for
determining part families and cells [63]. The goal in this research is not to group
components or manufacturing processes based on their similarity, but rather redesign
components to increase commonality; hence, the proposed research does not focus on
using GT.
2.4. Summary
This chapter reviewed existing tools for product and product family redesign. While
methods have been developed to assess the commonality in a product family and to
redesign individual products, there are no systematic methods to support product family
redesign. In the next chapter, a method to support product family redesign is introduced
that reuses some of the tools introduced in this chapter to (1) assess the design of an
existing product family and (2) help redesign the product family.
27
CHAPTER 3 METHOD FOR PRODUCT FAMILY REDESIGN
The objective in this research is to develop and implement a systematic and consistent
method for product family redesign. In this chapter, the proposed method is introduced,
and its phases are explained.
3.1 Introduction
As discussed in Chapters 1 and 2, very few methods for product family redesign can
be found in the literature, and most of them are hard to implement and repeat. This work
proposes and implements a systematic and consistent method based on the use of a
commonality index to improve platform commonality during product family redesign by
giving specific recommendations for each component based on simple BOM data:
- Systematic and consistent computation: unlike most of the research, in which the
improvement of the commonality in a family is the result of many human computations,
hence applied to very small case studies, the method proposed minimizes human
intervention to only the input data phase, improving accuracy, repeatability and the
robustness of the results.
- Use of a commonality index: commonality indices are useful metrics to assess the
design of a product family (as discussed in Section 2.1.2).
- Specific recommendations for each component: most of the existing methods to
improve the design of a product family are based on grouping the components into
modules e.g., [26]; in the proposed method, the effect of each component on the level of

28commonality of the product family is also studied, and recommendations are made on
how to redesign specific parameters of the components.
- Use of simple BOM data: unlike most of the existing methods that require a
considerable amount of information that is not always readily available, the proposed
method is based on data that are relatively easy to acquire through dissection or a Bill of
Materials.
These aspects are achieved through the method shown in Figure 7. The first phase is
data collection. Information for each component in each product in the family is
collected, either directly using an existing Bill of Materials or by dissection (see Section
3.2 and Chapter 4). The second phase is commonality assessment of the family using
appropriate metrics (see Section 3.3 and Chapter 5). The third and fourth phases are the
generation of recommendations using optimization tools (see Section 3.4 and Chapter 6).
Each phase is described next.

29
Figure 7 - Proposed method for product family redesign
3.2 Phase 1: Data Collection
The first phase in this method is to obtain the necessary data for the product family
being analyzed. If the information is already available through a Bill of Materials, for
example, the user simply enters the appropriate data. If the information is not readily
available, a dissection of the products in the family is required. To ensure consistency
during dissection, each product within the family is dissected to the lowest level possible,
i.e., the components cannot be further divided into subassemblies. However, some
assemblies can be difficult, if not impossible, to dissect to that extent, such as electronic
printed circuit boards, which can be taken as a single component for analysis. To
minimize variation when data are collected, a list of possible choices for material,
manufacturing process and assembly scheme is given to the designer (see Appendix A.1
30for materials, Appendix A.2 for manufacturing processes, and Appendix A.3 for
assembly and fastening schemes) based on Ref. [64]. This list is not exhaustive, and the
designer can add additional data as needed. For the production volume and the unit cost,
the data can be either very easy to obtain directly from a company, but if not available,
costs should be estimated using appropriate methods (such those found in Ref. [65]). The
data collected during product dissection can vary greatly, depending on who is doing the
dissection. Chapter 4 describes guidelines developed as part of this research to minimize
variation during product family dissection.
3.3 Phase 2: Commonality Assessment
To measure the commonality within a product family, several commonality indices
have been proposed in the literature (see Section 2.2). The indices employed in this
research are component-based, and they can be easily computed with relatively limited
information, such as the components in the products, their materials, etc. The indices can
be computed using the data collected in Phase 1. The information that can be obtained
using these commonality indices is discussed in Chapter 5, and a new commonality index
is also proposed to address the limitations of the existing commonality indices.
3.4 Phase 3: Optimization and Phase 4: Redesign
In this research, a Genetic Algorithm (GA) is employed to redesign a product family.
The GA uses the new commonality index proposed in Chapter 5 to assess the design of
an existing product family and to maximize its commonality. Once the optimization is
complete, a redesign sequence is recommended that can be compared to the original

31design. Two main types of information are given using the GAs: (1) at the product
family level, if there exists more than one design for a particular family, then the
algorithm assesses each redesign suggestion and classifies them according to the initial
commonality and the ease of redesign; (2) at the component level, a list of components to
redesign is proposed to achieve the highest commonality with a minimum number of
changes. More details are given in Chapter 6.
3.5 Conclusions
The proposed method introduced in this chapter uniquely addresses the issue of
product family redesign using a commonality index to assess and help redesign a product
family at the component level. The next three chapters (Chapters 4, 5 and 6) detail this
method shown in Figure 7, which is fully implemented and validated in Chapter 7
through two example applications.

32
CHAPTER 4 USING DISSECTION TO COLLECT PRODUCT DATA:
GUIDELINES TO MINIMIZE VARIATION
In this chapter, a set of guidelines for dissecting a product family is developed,
aiming at minimizing variation due to involuntary input variation (“noise”) when
computing commonality indices in order to yield more accurate and repeatable results.
The guidelines are created by conducting two human experiments to study actual
dissection methods. The proposed guidelines are validated through these experiments.
4.1 Introduction
When product design information is not readily available, dissection needs to be
performed on the product family being redesigned to collect information to compute
commonality indices for product family redesign. The information needs to be consistent
so that the commonality assessment based on this data is robust. The problem with
product dissection is that it is a heavily human-based activity, and variation in the
information collected can occur, such as different levels of dissection, components
forgotten or skipped, and different interpretation of what is meant to be “common”. In
order to minimize this variation, guidelines are developed in this chapter and validated
using two human-based experiments, where different sets of people were asked to: (1)
dissect various product families, (2) collect data from the dissection, and (3) compute a
commonality index, namely, the Product Line Commonality Index (PCI [41]). In the first
experiment, no guidelines are given to the teams, and the sources of variation are
identified. Guidelines are then proposed to minimize this variation, and a second

33experiment is conducted, with the proposed guidelines given to the teams. In Section 4.2,
the first experiment is described, and Section 4.3 describes the second experiment.
Section 4.4 compares the results obtained in both experiments, and Section 4.5 gives
summary remarks.
4.2 Experimental Method and Results from the First Experiment
In this section, the experimental method as well as the results from the first
experiment are described. The first product dissection activity consisted of five teams
dissecting and analyzing three different families of products, each containing four
products. Based on their results, three main sources of the variation that occurred during
the dissection of the products and calculation of the PCI were identified: (1) different
levels of dissection, (2) components omitted from the analysis, and (3) different values
for the factors used to compute the PCI. Recommendations for reducing the variation are
then developed based on these findings.
4.2.1. Experimental Method
The experiment was conducted in the Design Studio and Product Dissection
Laboratory (314 Hammond Building) within the Center for Engineering Design and
Entrepreneurship3. The laboratory has basic tools for dissection (e.g., screwdrivers,
wrenches, pliers, etc.) while providing ample room for laying out the components for
analysis; the room also has several computers that were made available to each group to
complete an Excel spreadsheet to compute the PCI (see Chapter 2 for its formulation).
Figure 8 shows a picture of the students working in the lab during the experiment.
3 http://www.cede.psu.edu/

34
Figure 8 - Product dissection studio
While some commonality indices are based only on information from the Bill of
Materials, other indices, such as the PCI, are more subjective in nature with results
varying from user to user. For example, when computing the PCI, the values of f1i, f2i
and f3i for each component can vary depending upon the user’s knowledge and point of
view: what exactly is ‘same size’ or ‘same shape’?, what if two are components are
identical except in color?, etc. At the time of the experiment, the PCI was the index that
was the most data intensive; hence the PCI was chosen for the experiment. The
guidelines that are obtained after this experiment can also be applied to less information-
intensive commonality indices to minimize their variation.
In order to quantify the variation in the PCI, the product dissection activity was set up
such that the results from each group’s analysis could be pooled to examine the variation
within the estimates of platform commonality using the PCI. This was accomplished
using five teams of four to five people, and three families of products consisting of four
products each: Kodak and Fujifilm one-time-use cameras and Mr. Coffee coffeemakers
(see Table 3). These families were chosen so that comparisons could be made both
within a family and across similar families (i.e., the one-time-use cameras). The products

35are also readily available in the market and relatively inexpensive: the cameras cost $5-
$12 each while the coffeemakers cost $20-$50 each.
Table 3 - Products dissected and analyzed Family Product 1 Product 2 Product 3 Product 4
Kodak (2 sets)
MAX Outdoor
MAX Flash
Funsaver 35
MAX Water & Sport
Fujifilm
Quicksnap Outdoor
Quicksnap flash – old
Quicksnap flash - new
Quicksnap waterproof
Mr. Coffee (2 sets)
TFX20
TFX23
TF13
ESX33
Each team was instructed to perform the following tasks.
1. Read an overview of the experiment and sign informed consent form.
2. Dissect each product in the family to the lowest level possible, i.e., to the point when the components cannot be divided into further subassemblies.
3. Identify the different components as being either: common to each product within the family, variant of one another in each product within the product family, or unique to each product within the product family.
4. Take a picture of each product after it is dissected using the digital camera provided in the laboratory. This picture should show all the components for each product and should include captions that should be used when completing the Excel spreadsheet.
5. Complete the Excel spreadsheet template where the rows represent the components sorted by name, and the columns represent the different products in the family. An additional column was used to identify the commonality among components in each product.
6. Compute the PCI for one of the other product families that was dissected by another team using a new Excel spreadsheet template.
36The instructions were deliberately kept “vague” so that the variation due to different
understanding of the definitions between the different teams could be analyzed.
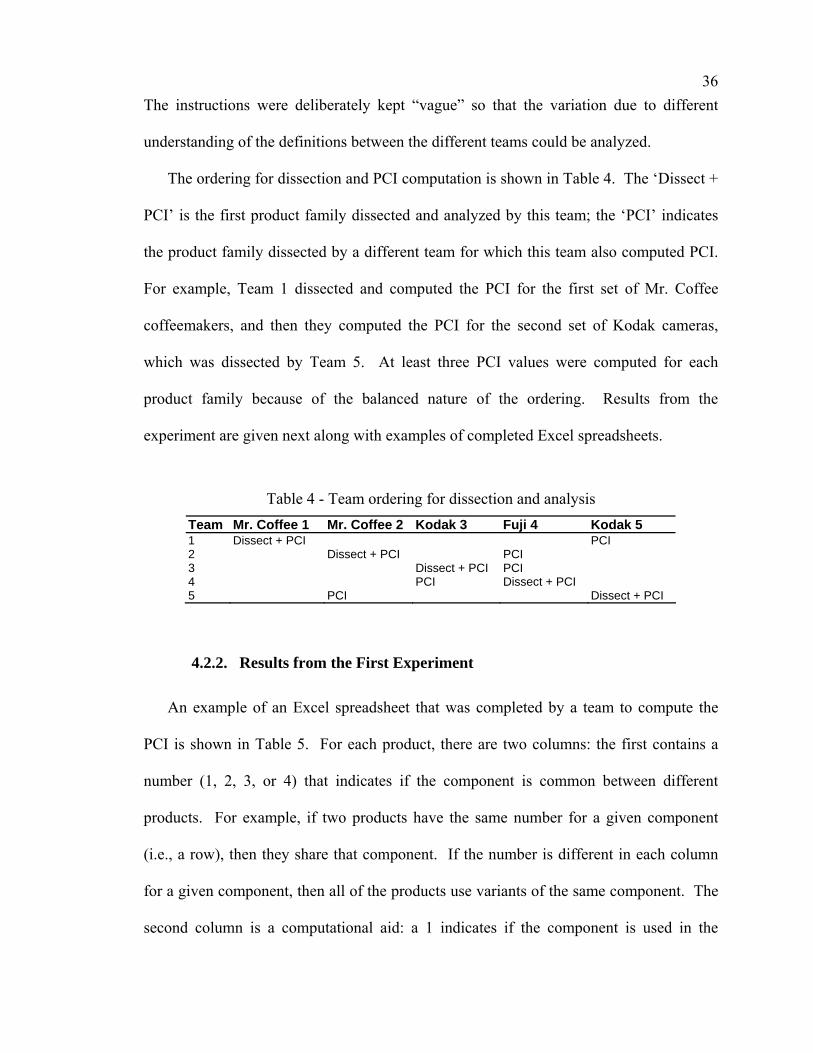
The ordering for dissection and PCI computation is shown in Table 4. The ‘Dissect +
PCI’ is the first product family dissected and analyzed by this team; the ‘PCI’ indicates
the product family dissected by a different team for which this team also computed PCI.
For example, Team 1 dissected and computed the PCI for the first set of Mr. Coffee
coffeemakers, and then they computed the PCI for the second set of Kodak cameras,
which was dissected by Team 5. At least three PCI values were computed for each
product family because of the balanced nature of the ordering. Results from the
experiment are given next along with examples of completed Excel spreadsheets.
Table 4 - Team ordering for dissection and analysis Team Mr. Coffee 1 Mr. Coffee 2 Kodak 3 Fuji 4 Kodak 5 1 Dissect + PCI PCI 2 Dissect + PCI PCI 3 Dissect + PCI PCI 4 PCI Dissect + PCI 5 PCI Dissect + PCI
4.2.2. Results from the First Experiment
An example of an Excel spreadsheet that was completed by a team to compute the
PCI is shown in Table 5. For each product, there are two columns: the first contains a
number (1, 2, 3, or 4) that indicates if the component is common between different
products. For example, if two products have the same number for a given component
(i.e., a row), then they share that component. If the number is different in each column
for a given component, then all of the products use variants of the same component. The
second column is a computational aid: a 1 indicates if the component is used in the
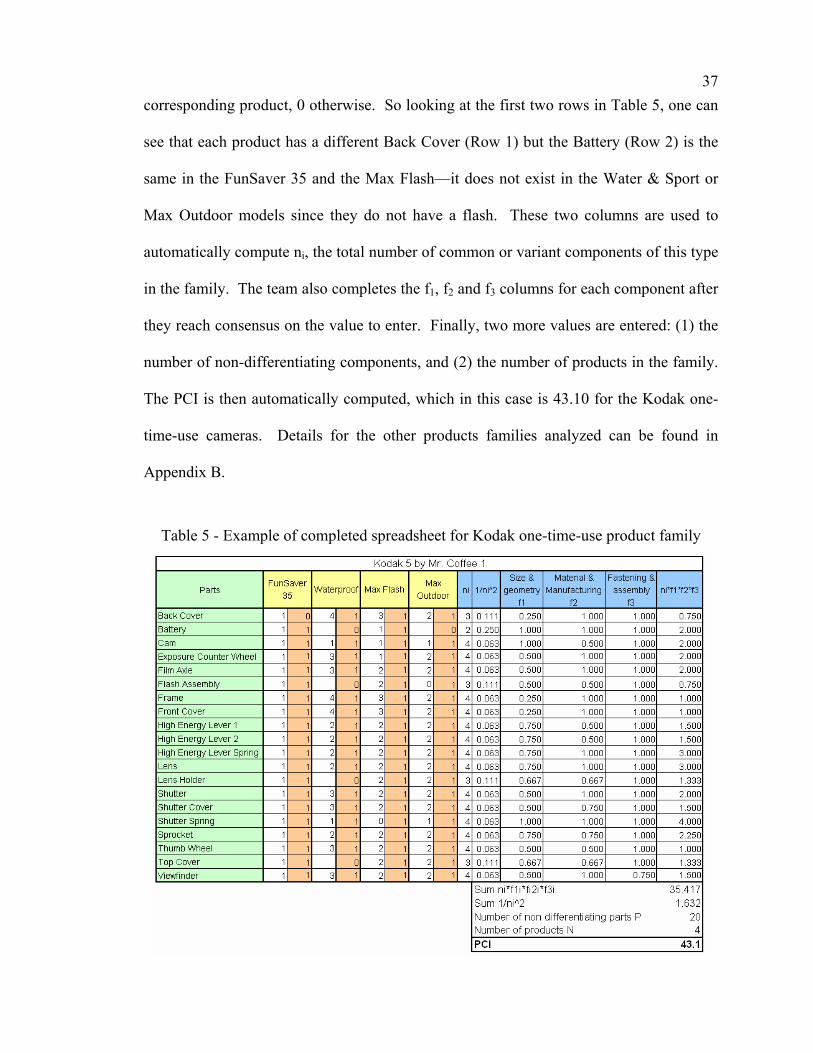
37corresponding product, 0 otherwise. So looking at the first two rows in Table 5, one can
see that each product has a different Back Cover (Row 1) but the Battery (Row 2) is the
same in the FunSaver 35 and the Max Flash—it does not exist in the Water & Sport or
Max Outdoor models since they do not have a flash. These two columns are used to
automatically compute ni, the total number of common or variant components of this type
in the family. The team also completes the f1, f2 and f3 columns for each component after
they reach consensus on the value to enter. Finally, two more values are entered: (1) the
number of non-differentiating components, and (2) the number of products in the family.
The PCI is then automatically computed, which in this case is 43.10 for the Kodak one-
time-use cameras. Details for the other products families analyzed can be found in
Appendix B.
Table 5 - Example of completed spreadsheet for Kodak one-time-use product family
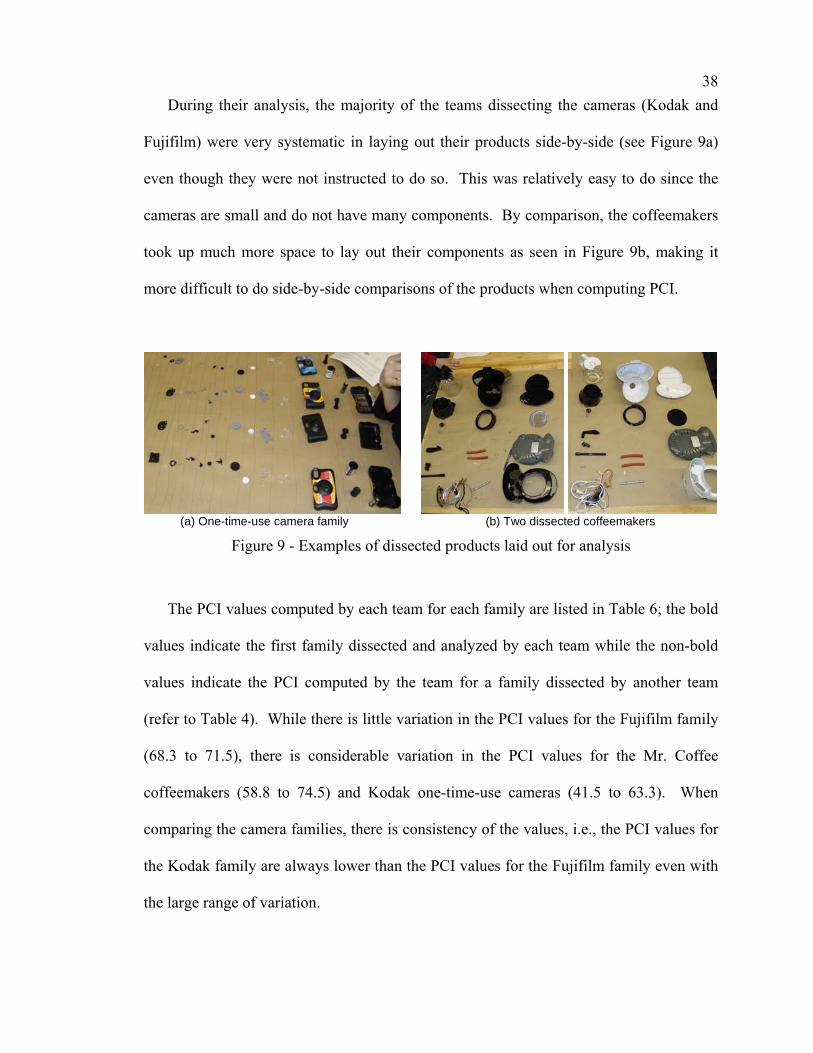
38During their analysis, the majority of the teams dissecting the cameras (Kodak and
Fujifilm) were very systematic in laying out their products side-by-side (see Figure 9a)
even though they were not instructed to do so. This was relatively easy to do since the
cameras are small and do not have many components. By comparison, the coffeemakers
took up much more space to lay out their components as seen in Figure 9b, making it
more difficult to do side-by-side comparisons of the products when computing PCI.
(a) One-time-use camera family (b) Two dissected coffeemakers
Figure 9 - Examples of dissected products laid out for analysis
The PCI values computed by each team for each family are listed in Table 6; the bold
values indicate the first family dissected and analyzed by each team while the non-bold
values indicate the PCI computed by the team for a family dissected by another team
(refer to Table 4). While there is little variation in the PCI values for the Fujifilm family
(68.3 to 71.5), there is considerable variation in the PCI values for the Mr. Coffee
coffeemakers (58.8 to 74.5) and Kodak one-time-use cameras (41.5 to 63.3). When
comparing the camera families, there is consistency of the values, i.e., the PCI values for
the Kodak family are always lower than the PCI values for the Fujifilm family even with
the large range of variation.

39Table 6 - Initial PCI values
Team Mr. Coffee 1 Mr. Coffee 2 Kodak 3 Fuji 4 Kodak 5 1 63.2 43.1 2 58.8 71.5 3 55.3 70.9 4 63.3 68.3 5 74.5 41.5
After the experiment, the results were analyzed in more detail to identify the sources
of these differences. The dissection portion of the experiment is first analyzed, followed
by the computation portion of the experiment. Three major contributors to the variation
in PCI was identified, as shown in Figure 10:
1. Different levels of dissection 2. Components omitted from analysis 3. Different values for fji factors
Discussion about the impact and extent of each of these contributors follows.
Figure 10 - Three different sources of variation identified during the first experiment
Different levels of dissection: Some teams dissected their products more thoroughly,
which lead to more components being identified and included in the PCI calculation. For
example, the flash in the one-time-use cameras was considered as one component by
several teams, while others dissected it more thoroughly to identify two distinct
components, namely, the flash cover and the flash printed circuit board (see Figure 11).
Similar variations existed among the coffeemakers, many of which included printed
circuit boards and lots of wiring; some teams dissected these to a greater level of detail

40than others. Finally, there were also some differences in naming components for
analysis, but this was not a major contributor to the differences in the PCI since it did not
change the number of components being analyzed.
Flash Cover
Flash Printed Circuit Board
Figure 11 - Example of analyzed components for the Kodak one-time-use cameras
Components omitted from analysis: A much larger contributor to the variation was
components being omitted from analysis, either voluntarily or involuntarily. First, some
teams forgot to include components in their analysis; for example, the camera film,
although obviously a major component, was (involuntarily) skipped in the analysis by
one team (see Table 7). Second, teams were instructed not to consider components such
as screws, electrical wires, etc. since they can be easily standardized; however, some
teams included these components in their analysis while others omitted them. Finally,
some components were omitted from the analysis if the team did not dissect a
subassembly to a sufficient level of detail as mentioned previously.
In order to determine the effect of the variation introduced during dissection, the
results from Table 6 were “corrected” to take into consideration the different levels of
dissection and omitted components. First, each component within each family was
renamed using a common name. Second, the unique components were removed along
with screws, fasteners, etc. While the unique components should not be considered when
calculating the PCI, it is also recommended not to include components that can be easily

41standardized in the analysis as it artificially inflates the value of PCI. Finally, any
omitted components from a team’s analysis were added using the arithmetic average of
the fji factors attributed by the other teams; a similar approach is used during the analysis
of experimental designs when data are missing [66]. The rightmost column in Table 7
indicates the omitted components from each team’s analysis for the four Kodak one-time-
use cameras.
Table 7 - Summary of omitted components for each Kodak camera
Using the “completed” data, each team’s PCI value was recalculated, and the
“corrected” PCI values are summarized in Table 8. This “corrected” PCI removed the
variation due to missing components in the analysis. The percent change in the PCI value
is noted to the right of the “corrected” PCI value in parentheses. Despite these
corrections, the trends remained the same. The PCI variation is still considerable for the
Mr. Coffee coffeemakers and Kodak one-time-use cameras (54.4 to 79.0 and 47.0 to
64.0, respectively), while the variation remains small in the Fujifilm one-time-use

42cameras (68.3 to 71.5). Using the “corrected” data, difference in values of fji factors
could now be analyzed.
Table 8 - “Corrected” PCI values Team Mr. Coffee 1 Mr. Coffee 2 Kodak 3 Fuji 4 Kodak 5 1 63.8 (+1.0%) 48.9 (+13.5%) 2 54.4 (-7.5%) 68.6 (-4.1%) 3 54.8 (-0.1%) 72.4 (+2.1%) 4 64.0 (+1.1%) 65.2 (-4.5%) 5 79.0 (+6.0%) 47.0 (+ 13.3%)
Differences in values for fji factors: For a given component, different teams attributed
different values to the fji factors, which is the major source of variation that was found
when computing PCI. Consider the summary of the analysis of each team for the Kodak
one-time-use cameras shown in Table 9. A ‘1’ in any of the last three columns indicates
that the value of that fji factor differs at least once among the four teams’ analyses. As
seen in the figure, factor f1i has a different value for 17 out of the 24 rows (components);
f2i varies 9 out of 24 rows, and f3i varies 7 out of 24 rows. Details for the other product
families analyzed can be found in Appendix C. Using these numbers, the ratio of the
“number of components where the factor fji is different” to the “total number of
components” is computed, e.g., for f1i the ratio is 1-(24-17)/24 = 70.8%. Table 10
summarizes these ratios for all three families. Based on these ratios, one can note that
there is much less variation in values assigned to the f3i factor than for either f1i or f2i. For
the “assembly and fastening scheme” factor, f3i, the teams were able to more consistently
identify the commonality of connections and the assembly of the components with less
variation. They were able to clearly compare the assembly method between two
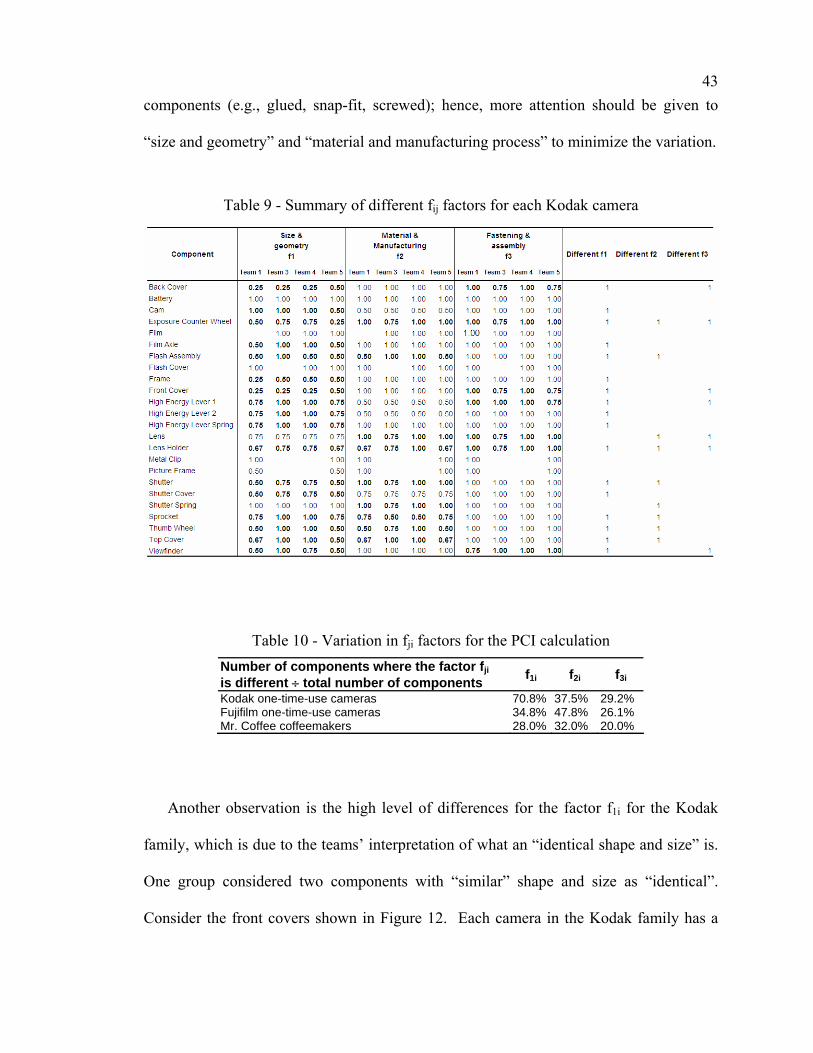
43components (e.g., glued, snap-fit, screwed); hence, more attention should be given to
“size and geometry” and “material and manufacturing process” to minimize the variation.
Table 9 - Summary of different fij factors for each Kodak camera
Table 10 - Variation in fji factors for the PCI calculation Number of components where the factor fji is different ÷ total number of components f1i f2i f3i
Kodak one-time-use cameras 70.8% 37.5% 29.2% Fujifilm one-time-use cameras 34.8% 47.8% 26.1% Mr. Coffee coffeemakers 28.0% 32.0% 20.0%
Another observation is the high level of differences for the factor f1i for the Kodak
family, which is due to the teams’ interpretation of what an “identical shape and size” is.
One group considered two components with “similar” shape and size as “identical”.
Consider the front covers shown in Figure 12. Each camera in the Kodak family has a

44front cover, and all the covers have a different shape. The corresponding f1i is 1/4;
however, one team considered that two of the covers were “identical” because they were
very similar in size and shape, and they assigned f1 a value of 1/2.
Figure 12 - Front covers for the Kodak one-time-use cameras
For the f2i factor, the differences are due to a misinterpretation of what an “identical
material” is. Some teams considered that two components made of the same material
(such as plastic) but with different colors (such as black for one and blue for the other)
are still “identical material”, while other teams considered these components different.
Such a component is illustrated in Figure 13.
Kodak Max Flash (black)
Kodak Max Outdoor (blue)
Figure 13 - Example of a “similar” component in the Kodak one-time-use cameras
In summary, the differences between the fji values arose primarily from a lack of
precise and accurate definitions of terms. The term “identical” was interpreted
differently by each group, resulting in large variation in the PCI values due to the values
assigned to the fji factors.

454.2.3. Recommendations to Minimize Variation
Three main sources of variation that occur during the dissection of the products and
calculation of the PCI were identified in this first experiment: (1) different levels of
dissection, (2) components omitted from the analysis, and (3) different values for the
factors used to compute the PCI. Examples of each were discussed using the results from
the four Kodak one-time-use cameras. The results for the other families can be found in
the appendices.
There are several implications based on these findings. First, variation that occurs
during dissection can be reduced by making sure that each team dissects their products to
the same level, and specific rules should be used to define this. For example, a
component could be considered one element if it is made of one material. For the
components that are hard to dissect, rules for leaving them as subassemblies should be
given, e.g., electronic printed circuit boards are always considered as one element.
Finally, a detailed component list would be helpful to ensure that components are named
properly and minimize the omission of components from the analysis. While this may
seem counter-intuitive (i.e., why proceed to a dissection if the list of parts is already
available?), in fact, while it is relatively easy to find a component list for each product,
the associated information required to compute the commonality indices may not be as
readily available.
During the calculation of PCI, detailed definitions should be included for the
different factors, and these rules should be systematically applied by each team. For
example, a list of possible manufacturing processes, materials, and assembly and
fastening schemes must be established for the f2 and f3 factors. Teams could then pick

46from this list when deciding how components were assembled and fastened together. By
creating specific rules, the variation of the PCI can be greatly reduced to provide a more
repeatable and consistent measure of platform commonality for use during product family
design. The second experiment described next takes into account these recommendations,
and the variation in the results are shown to be significantly reduced.
4.3 Experimental Method and Results for the Second Experiment
This section describes the second experiment conducted as well as the results, which
are compared to those obtained in the first experiment.
4.3.1. Experimental Method
As described in Section 4.2, three sources of variation were identified, as shown in
Figure 10. The second experiment aimed at removing variation due to different values
for the fji factors by completely automating the computation process. The calculation is
done automatically, using three databases of choices for the type of material, the
manufacturing process, and the assembly scheme (see Appendix A based on Ref. [64]).
This list is not exhaustive, and each team could add new data as desired. By making the
team choose the different attributes from a pre-defined list, the computation of the PCI fji
factors was automated, and the variation introduced previously during the computation
phase was minimized. A comparison between the first and second experiment is given
in Table 11. The experiments are given in rows, and the variation is in columns. For
example, in Experiment 1, working with the raw data, none of the three variation sources
are removed. The second experiment sought to evaluate the variation during computation
in more detail.

47Table 11 - Comparison of the two experiments conducted
Variation due to …
Components
omitted Different levels of
dissection Different values
for fji factors Raw data Yes Yes Yes Experiment 1 “Corrected” data Removed Yes Yes Raw data Yes Yes Removed Experiment 2 “Corrected” data Removed Yes Removed
The second product dissection experiment consisted of four teams dissecting and
analyzing the same product family, namely, the Kodak one-time-use cameras, containing
six products. This experiment contained more products per family (six instead of four
previously) as shown in Table 12 in an effort to increase potential sources for variation
between products.
Table 12 - Product analyzed in the second experiment
Family Product 1 Product 2 Product 3 Product 4 Product 5 Product 6
Kodak MAX Power
Flash
High
Definition
Black and
White
Plus Digital
Funsaver 35
MAX
Water & Sport
The experiment was conducted in the same laboratory as the first experiment with the
same tools available, but the teams were different. The teams comprised of four groups
of six graduate students. Each team was instructed to perform the following tasks.
1. Read an overview of the experiment and sign informed consent form.
2. Dissect each product in the family to the lowest level possible, i.e., to the point when the components cannot be divided into further subassemblies.
3. Take a picture of each product after it is dissected using the digital camera provided in the laboratory. This picture should show all the components for each product and should include captions that should be used when completing the Excel spreadsheet.
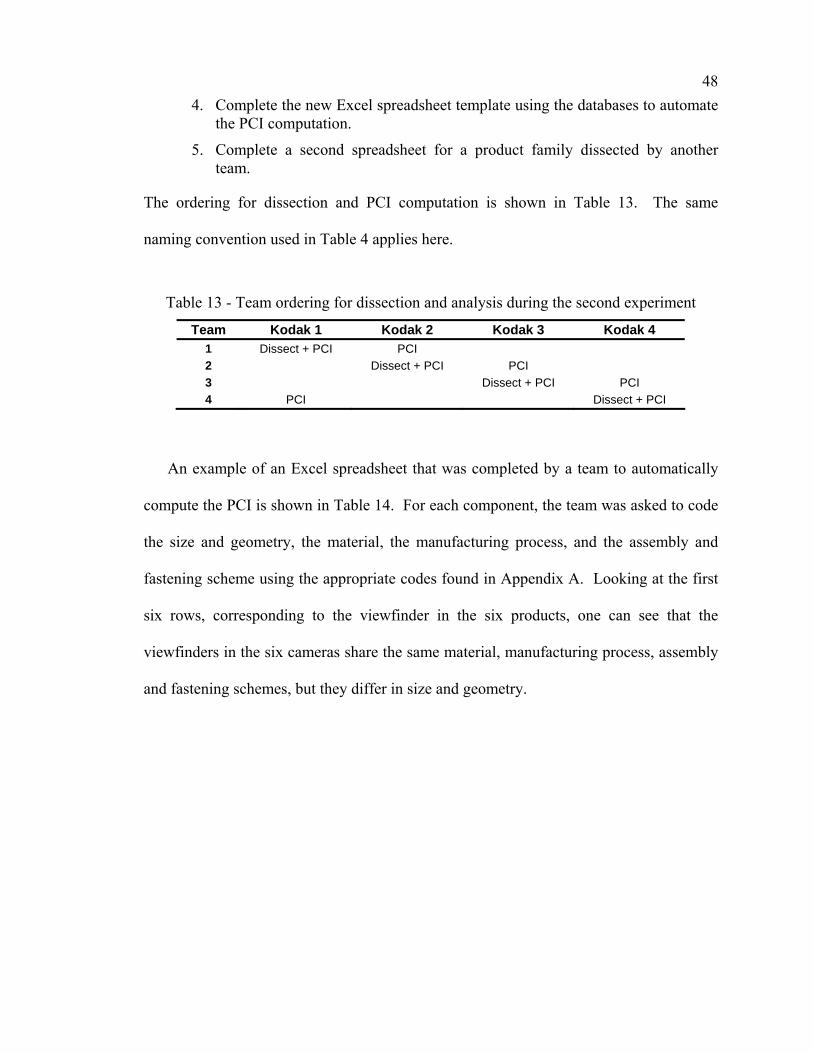
484. Complete the new Excel spreadsheet template using the databases to automate
the PCI computation.
5. Complete a second spreadsheet for a product family dissected by another team.
The ordering for dissection and PCI computation is shown in Table 13. The same
naming convention used in Table 4 applies here.
Table 13 - Team ordering for dissection and analysis during the second experiment
Team Kodak 1 Kodak 2 Kodak 3 Kodak 4 1 Dissect + PCI PCI 2 Dissect + PCI PCI 3 Dissect + PCI PCI 4 PCI Dissect + PCI
An example of an Excel spreadsheet that was completed by a team to automatically
compute the PCI is shown in Table 14. For each component, the team was asked to code
the size and geometry, the material, the manufacturing process, and the assembly and
fastening scheme using the appropriate codes found in Appendix A. Looking at the first
six rows, corresponding to the viewfinder in the six products, one can see that the
viewfinders in the six cameras share the same material, manufacturing process, assembly
and fastening schemes, but they differ in size and geometry.

49Table 14 - Example of spreadsheet for the Kodak family for the second experiment
Component Product Size and Geometry Material Mfg.Process Assembly and
fastening In High Definition 1 3 1 11 In MAX Power Flash 1 3 1 11 In Funsaver 2 3 1 11 In Plus Digital 3 3 1 11 In Waterproof 4 3 1 11
Viewfinder
In Black and White 1 3 1 11 In High Definition 1 3 1 13 In MAX Power Flash 1 3 1 13 In Funsaver 2 3 1 13 In Plus Digital 3 3 1 13 In Waterproof 4 3 1 13
Film Advance Wheel
In Black and White 1 3 1 13
4.3.2. Results from the Second Experiment
Similar to the previous experiment, the PCI values computed by each team for each
family were subject to variation during dissection (omitted or “forgotten” components);
the corresponding results are listed in Table 15. Results of the experiment can be found
in Appendix D.
Table 15 - Initial PCI values for the second experiment
Team Kodak 1 Kodak 2 Kodak 3 Kodak 4 1 62.2 58.5 2 50.2 53.7 3 64.4 63.1 4 50.6 53.4
To analyze the variation due to the components omitted in the analysis, the data were
“corrected” using the same process as in the first experiment. The “corrected” values are
given in Table 16. In the next section, these values are discussed and compared to the
ones obtained in the first experiment.
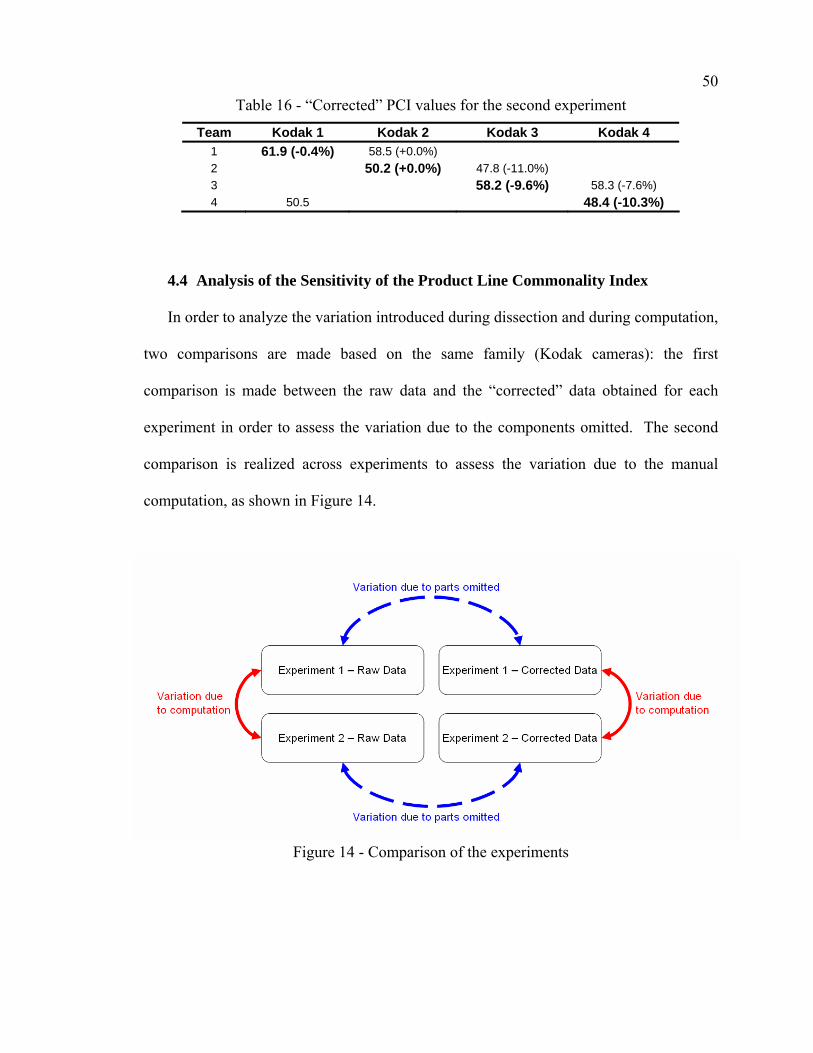
50Table 16 - “Corrected” PCI values for the second experiment
Team Kodak 1 Kodak 2 Kodak 3 Kodak 4 1 61.9 (-0.4%) 58.5 (+0.0%) 2 50.2 (+0.0%) 47.8 (-11.0%) 3 58.2 (-9.6%) 58.3 (-7.6%) 4 50.5 48.4 (-10.3%)
4.4 Analysis of the Sensitivity of the Product Line Commonality Index
In order to analyze the variation introduced during dissection and during computation,
two comparisons are made based on the same family (Kodak cameras): the first
comparison is made between the raw data and the “corrected” data obtained for each
experiment in order to assess the variation due to the components omitted. The second
comparison is realized across experiments to assess the variation due to the manual
computation, as shown in Figure 14.
Figure 14 - Comparison of the experiments

514.4.1. Analysis of the Variation Due to the Components Omitted
As shown in Section 4.2, variation was introduced between groups due to components
that were omitted from the analysis. By “correcting” the data, the components that have
been forgotten are added, hence removing this source of variation. The results can be
found in Table 15. For both experiments, the standard deviation is reduced, from 10.4 to
7.6 in the first experiment (-26.3%) and from 5.8 to 5.5 (-3.8%) in the second experiment.
This source of variation is quite significant and can be easily removed by providing a list
of all the current components during dissection (the dissection is still needed to collect
information regarding each of these components).
Table 17 - Comparison between raw and “corrected” data for both experiments
Raw data (there is variation due to
components omitted)
“Corrected” data (no variation due
to components omitted) Average PCI Standard Deviation Average PCI Standard Deviation Experiment 1 50.8 10.4 53.7 (+5.7%) 7.6 (-26.3%) Experiment 2 57.0 5.8 54.2 (-4.9%) 5.5 (-3.8%)
4.4.2. Analysis of the Variation Due to Computation
To reduce variation even further, the computation phase was automated in the second
experiment. As a result, the standard deviation was dramatically reduced, from 10.4 to
5.8 (-44.2%) when looking at the raw data, and from 7.6 to 5.5 (-28.0%) when looking at
the “corrected” data. This result is even more remarkable when looking at the number of
products and replications of the experiment: while the first experiment only considered 4
products and 4 PCI computations, the second experiment involved more products (6) and
twice as many repetitions (8 PCI computations).
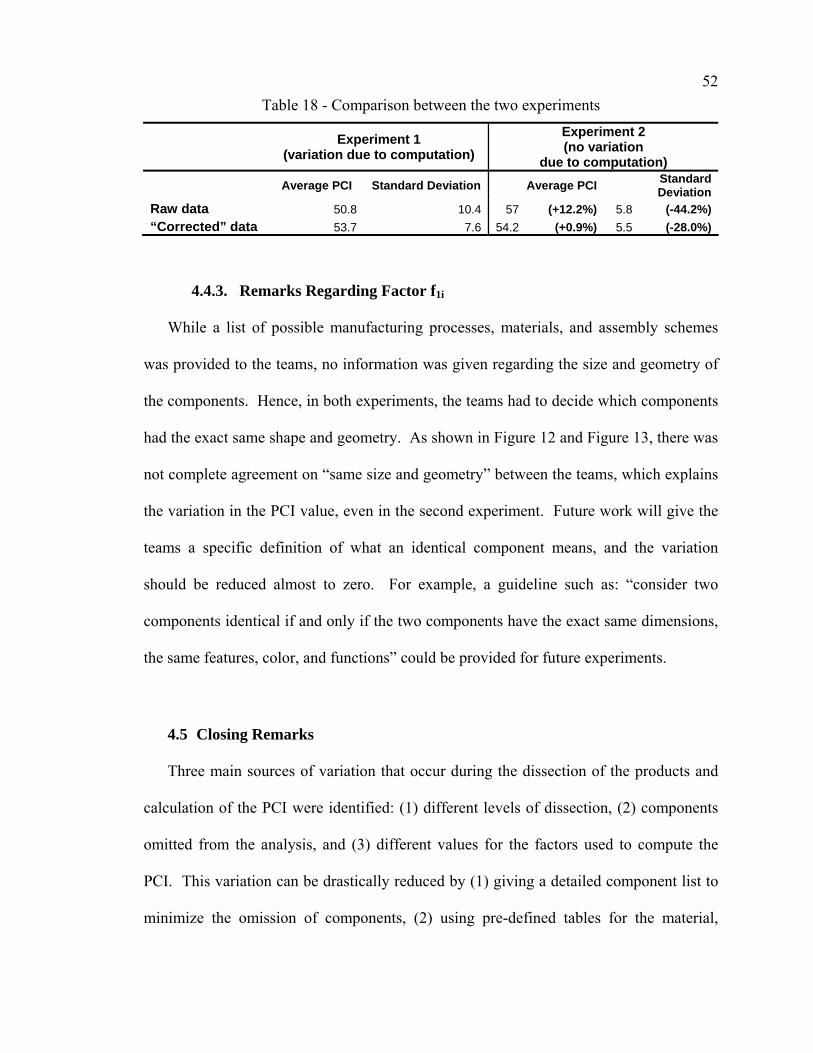
52Table 18 - Comparison between the two experiments
Experiment 1 (variation due to computation)
Experiment 2 (no variation
due to computation)
Average PCI Standard Deviation Average PCI Standard Deviation
Raw data 50.8 10.4 57 (+12.2%) 5.8 (-44.2%) “Corrected” data 53.7 7.6 54.2 (+0.9%) 5.5 (-28.0%)
4.4.3. Remarks Regarding Factor f1i
While a list of possible manufacturing processes, materials, and assembly schemes
was provided to the teams, no information was given regarding the size and geometry of
the components. Hence, in both experiments, the teams had to decide which components
had the exact same shape and geometry. As shown in Figure 12 and Figure 13, there was
not complete agreement on “same size and geometry” between the teams, which explains
the variation in the PCI value, even in the second experiment. Future work will give the
teams a specific definition of what an identical component means, and the variation
should be reduced almost to zero. For example, a guideline such as: “consider two
components identical if and only if the two components have the exact same dimensions,
the same features, color, and functions” could be provided for future experiments.
4.5 Closing Remarks
Three main sources of variation that occur during the dissection of the products and
calculation of the PCI were identified: (1) different levels of dissection, (2) components
omitted from the analysis, and (3) different values for the factors used to compute the
PCI. This variation can be drastically reduced by (1) giving a detailed component list to
minimize the omission of components, (2) using pre-defined tables for the material,

53manufacturing, and assembly schemes, and (3) giving an exact definition of what
identical size and geometry mean. This was validated through the second experiment,
where the standard deviation is reduced. By using these guidelines, the dissection can be
done in a more consistent way, and the collection of data for any component-based
commonality indices used is also more consistent, hence improving the robustness of the
method proposed in Chapter 3. This study was limited to one index, the PCI, which was
the most complex index at the time of the experiment; however, similar experiments can
be conducted for more complex indices that require more information. In the next
chapter, commonality indices to assess the degree of commonality in a product family are
reviewed, and a new index is proposed.

54
CHAPTER 5 COMMONALITY INDICES: ASSESSMENT OF EXISTING
METRICS AND DEVELOPMENT OF A NEW INDEX
5.1 Introduction
The heart of the proposed method is the assessment of the commonality in a product
family. Commonality is best obtained by minimizing the non-value added variation
across the products within a family without limiting the choices for the customers in each
market segment, i.e., make each product within a family distinct in ways customers
notice and identical in ways that customers cannot see. To measure the commonality
within a family of products, several commonality indices have been developed as
discussed in Section 2.1.2. These indices are often the starting point when designing a
new family of products or when analyzing an existing family. They are designed to give
valuable information as to the degree of commonality achieved within the family and
how to improve the design to achieve better commonality in the family and reduce costs.
The goal in this chapter is to develop an appropriate commonality index that can be used
in the proposed method. This is done by first looking at six component-based
commonality indices from the literature to analyze how to use them for product family
benchmarking and redesign. A new commonality index is then introduced to address the
limitations found in the six commonality indices studied. Figure 15 gives an overview of
the chapter.

55
Figure 15 - An overview of the chapter’s goals
First, the relationships between product design and the resulting degree of
commonality within a product family using the six commonality indices (described in
Section 2.1.2) are investigated. Eight different product families are selected and
dissected (see Section 5.2.1), and product information is collected. The commonality
indices are then computed (see Section 5.2.2) and contrasted (see Section 5.2.3) using
four experimental measures: consistency, sensitivity, repeatability and ease of data
collection. These measures are essential when developing the method to support product
family redesign using these indices, and similar criteria are employed by Gershenson, et
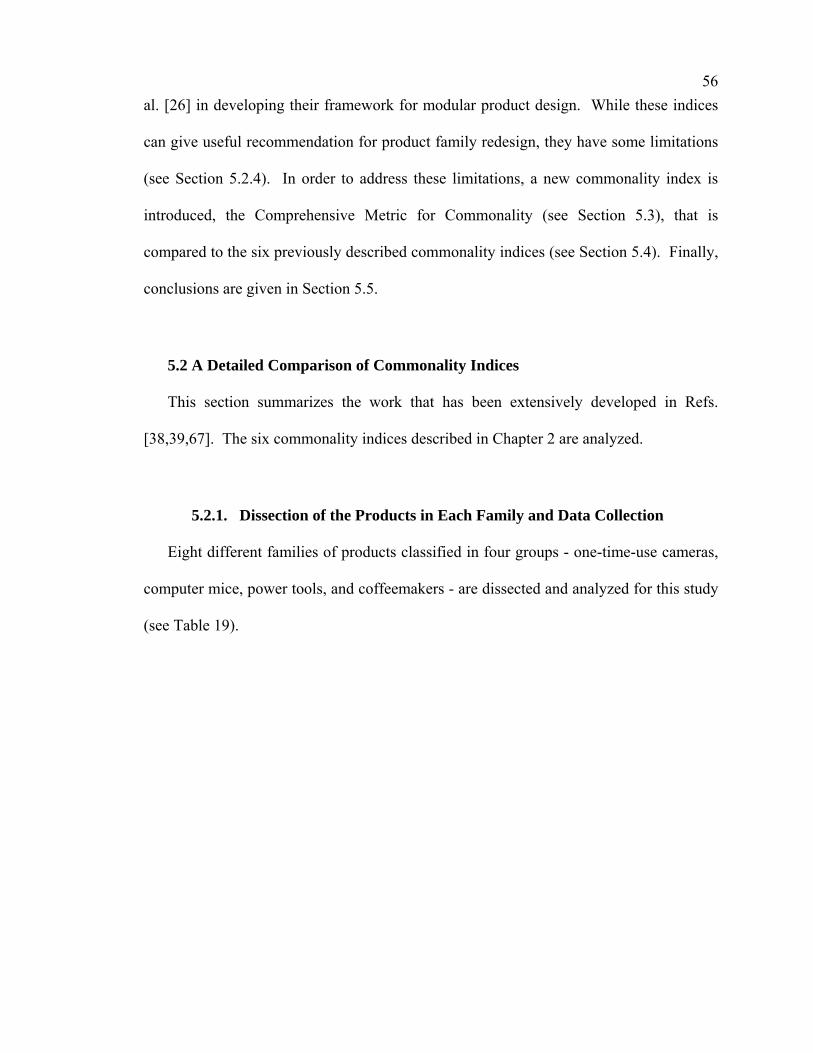
56al. [26] in developing their framework for modular product design. While these indices
can give useful recommendation for product family redesign, they have some limitations
(see Section 5.2.4). In order to address these limitations, a new commonality index is
introduced, the Comprehensive Metric for Commonality (see Section 5.3), that is
compared to the six previously described commonality indices (see Section 5.4). Finally,
conclusions are given in Section 5.5.
5.2 A Detailed Comparison of Commonality Indices
This section summarizes the work that has been extensively developed in Refs.
[38,39,67]. The six commonality indices described in Chapter 2 are analyzed.
5.2.1. Dissection of the Products in Each Family and Data Collection
Eight different families of products classified in four groups - one-time-use cameras,
computer mice, power tools, and coffeemakers - are dissected and analyzed for this study
(see Table 19).
57Table 19 - Products analyzed in each family
These families cover a wide range of manufacturing processes, including plastic
injection molding, metal casting, metal stamping, and electronics assembly. Each
product within each family is dissected to the lowest level, i.e., the components cannot be
further divided into subassemblies. However, some assemblies were difficult, if not
impossible, to dissect to that extent, such as the electronic printed circuit boards, which
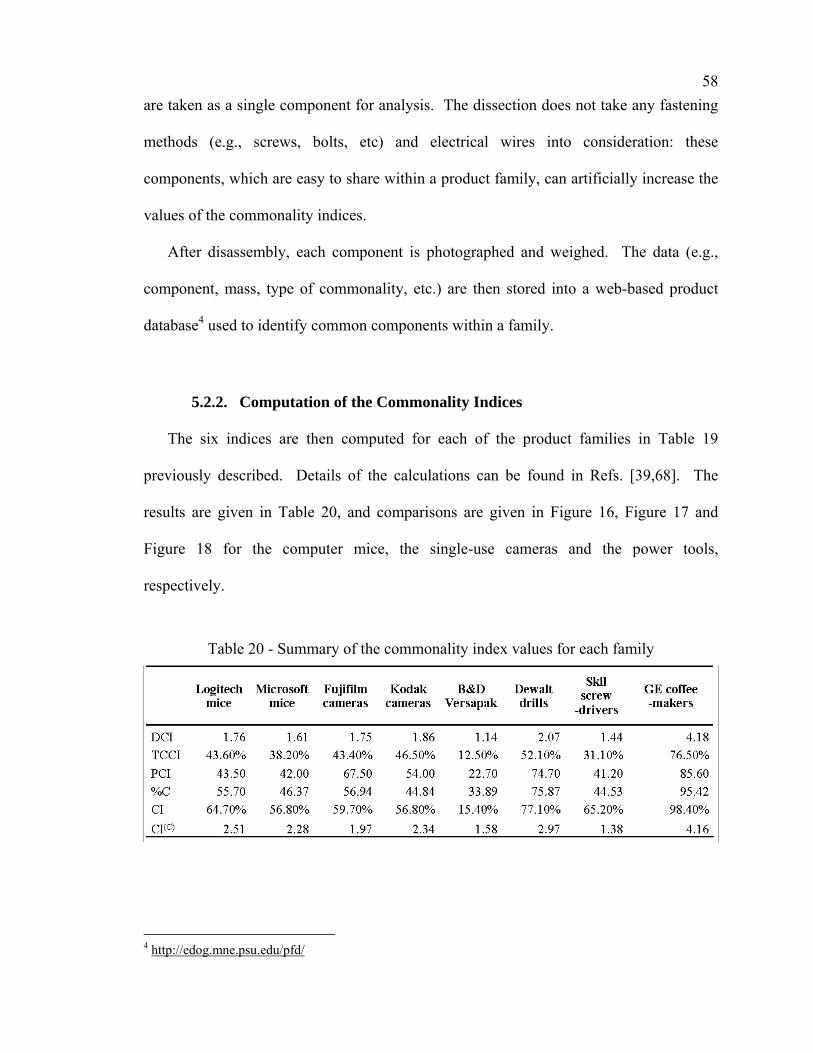
58are taken as a single component for analysis. The dissection does not take any fastening
methods (e.g., screws, bolts, etc) and electrical wires into consideration: these
components, which are easy to share within a product family, can artificially increase the
values of the commonality indices.
After disassembly, each component is photographed and weighed. The data (e.g.,
component, mass, type of commonality, etc.) are then stored into a web-based product
database4 used to identify common components within a family.
5.2.2. Computation of the Commonality Indices
The six indices are then computed for each of the product families in Table 19
previously described. Details of the calculations can be found in Refs. [39,68]. The
results are given in Table 20, and comparisons are given in Figure 16, Figure 17 and
Figure 18 for the computer mice, the single-use cameras and the power tools,
respectively.
Table 20 - Summary of the commonality index values for each family
4 http://edog.mne.psu.edu/pfd/

59
Figure 16 - Comparison for the computer mice
Figure 17 - Comparison for the single-use cameras
Figure 18 - Comparison for the power tools
5.2.3. Analysis and Comparison of the Commonality Indices
The six commonality indices are now compared based on their consistency (across
and within product families), sensitivity, repeatability and ease of data collection.

60
Consistency of the commonality indices
While the lowest values are for the Black & Decker Versapak family, the highest
values are obtained for the General Electrics (GE) Coffeemakers. These indices are
based on the component viewpoint, and the Black & Decker Versapak products share
almost no common components in the family while the GE coffeemakers share most of
their components. All the other families have commonality indices ranging between
these two extremes.
Although the same trend is observed for all of the indices, two important differences
are observed. First, the PCI for the Fujifilm, the Black & Decker, and the Dewalt
families are much higher than the TCCI and DCI values. In the Fujifilm family, the
commonality is affected by the Quicksnap Flash (new model), whose platform differs
from the three other cameras; in the Black & Decker family, most components are unique
due to the different design of each product; and in the Dewalt family, the commonality is
affected by the presence of one screwdriver, which differs from the other products (three
drills). While computing the PCI, most of the components of these products are not
considered (unique components are removed), and the resulting commonality measure
increases. The second interesting difference is the low CI(C) for the Skil family (1.38),
which is explained by the costs of the non-common components in this family: these
components are expensive to produce, lowering its CI(C) value. For more detail, refer to
Ref. [67].

61Sensitivity Analysis
The commonality indices are subject to two types of variation: (1) variation that is
voluntarily introduced by the user (such as a comparison of two slightly different designs
within a product family) and (2) variation that is involuntarily introduced in the
computation (referred to as “noise”). In order to perform well, the indices should have
two distinct and opposite behaviors regarding these variations: they should detect small
changes in the design voluntarily introduced by the user (accuracy), while not being
sensitive to noise (robustness). In the study conducted in Ref. [38], the effect of the noise
on two commonality indices (the PCI and the CI(C)) is investigated by using Monte Carlo
simulation.
The main conclusion of this analysis is that the commonality indices are insensitive to
small variation in the input factors (i.e., to noise). For example, while the fi factors have
distributions with a large standard deviation (20% of the mean and more), the
corresponding PCI values for all the families have a small standard deviation (between
2.2% and 3.8% of the corresponding mean). Similarly, with a standard deviation of the
inputs up to 25% of the corresponding values, the CI(C) keeps a low standard deviation,
namely less than 3% of the mean.
Repeatability Analysis and Ease of Data Collection
Based on the experiment described in Chapter 4, and on the extensive study found in
Refs. [38,39,67], the repeatability and the ease of data collection can be plotted for each
index, as shown in Figure 19.

62
Figure 19 - Repeatability and ease of data collection of the indices
The easiest indices to compute are the DCI, TCCI and CI as they require the same
amount of information: the components in each product as well as the quantity of each
component. These data can be readily obtained from a Bill of Materials, and the
computation can be easily automated, making these indices highly repeatable. The PCI
and the %C are more difficult to compute, making then less repeatable: they require more
‘subjective’ information, which can vary from one person to another (e.g., the factors fi
for the PCI, as described in Chapter 4). For example, when trying to compare two
components to see if they are common, are components with the same shape, size but a
different material still considered common? Moreover, the %C requires more
computation (one for each product in the family, as opposed to one for the whole family
for the other indices). Finally, the CI(C) computation can be straightforward and
repeatable (if cost data are available), but it can also be the most difficult to compute if
component costs have to be estimated.

635.2.4. Limitation of the Current Indices
While these indices were proven to provide valuable information during product
family redesign [67], they do not fully evaluate the impact of each component within a
product family on the degree of commonality within the family. For example, the CI,
TCCI, and DCI only consider the list of components of each product and compare them
to see if they are common, variant and/or unique. They do not consider critical
information such as component costs, production volume, materials, manufacturing
processes, and assembly, and hence do not completely capture the effect of each
component on the level of commonality in a product family. Another example, the CI(C),
does not look at material, manufacturing processes, or assembly. Another limitation of
theses indices is that they do not fully consider the desired variety in a product family. In
other words, these indices can only reach their “perfect” value for commonality when all
the parameters are common between all the components in all the products in a product
family, regardless of whether these components are adding desired variety to the product
family or not. Only the PCI does not penalize the unique components that provide
specific differentiating functions for a product, but it still penalizes the remaining
components, including the ones that should remain variant in a product or a particular set
of products. Consequently, there is a need for a new metric that assesses the effect of
each component of the overall level of commonality in the product family with more
accuracy. The Comprehensive Metric for Commonality (CMC) introduced in the next
section integrates various aspects of the aforementioned indices into a single measure to
capture more information for each component to assess the impact of each component on
the overall level of commonality and diversity in the product family.

645.3 A New Commonality Metric: the Comprehensive Metric for Commonality
The Comprehensive Metric of Commonality (CMC) can be considered as an
extension of the PCI [41] in order to include production volume and costs, and the
commonality/diversity aspect of each component. The required data and the details of its
computation are discussed next.
5.3.1. Definition of the CMC
Data for the CMC
The CMC is a component-based commonality index, and the following information is
needed for each component in each product in the product family being analyzed:
- manufacturing process;
- material;
- assembly scheme;
- production volume;
- initial cost (e.g., cost of producing a mold for an injection plastic process).
For each product, the information required is:
- a list of components and associated information described above;
- the number of components used in each product;
- the estimated number or products manufactured over the lifetime of the product.
Finally, a cost per unit volume is needed for the different materials that are used. To help
the designer choose the manufacturing process, materials, and assembly process, a list of
possible choices can be given to the designer (see Appendix A). The CMC may first
appear to be more information-intensive than other indices; however, its formulation
makes it more flexible, and if some of the previously mentioned data are not available,
the index can be adapted to use whatever is available. Moreover, the index can be used at

65different levels of granularity: in this dissertation, the CMC is computed at the
component level, but if the number of components becomes too large, the CMC can be
computed at the module level, where each module is considered as a single entity rather
than multiple components.
Differentiating components
Components can be classified as either being differentiating or non-differentiating [41].
Differentiating components are ones that are external (used to differentiate the products
aesthetically) or that provide unique functions for the product. For example, when
considering a family of one-time-use cameras, the identification label (aesthetic
differentiation, see Figure 20a) and the APS film (functional differentiation, see Figure
20b) are differentiating components. On the other hand, the non-differentiating
components are not used to differentiate products, neither aesthetically nor functionally.
As an example, the flash is a non-differentiating component in the one-time-use camera
family (see Figure 20c). All of the unique components are considered to be
differentiating; the common components are non-differentiating, and the variant
components could be either differentiating or non-differentiating. Before computing the
CMC, the first task is to define which components can be made common and/or variant
based on whether or not they are differentiating or non-differentiating components. This
is referred to later as the Redesign Strategy, and it is determined internally by the
company based on the products’ specifications. Each company may have a very specific
and different redesign strategy: some companies may want to focus on commonality and
minimize the differences between the products, while others may prefer to develop

66specific products for small market niches at the expense of commonality. In any case, the
specific redesign strategy is included in the computation of the CMC to accurately reflect
how well the product family is currently designed compared to the goal of the company.
(a) Identification label, differentiating component
(aesthetically)
(b) APS film, differentiating component
(functionally)
(c) Flash, non differentiating
component
Figure 20 - Example of differentiating and non-differentiating components
Formulation
The CMC is defined as:
∑
∑
=
=
−
−= P
iiiiiiii
P
iiiiiiii
CCffffn
CCffffnCMC
1
minmaxmax4
max3
max2
max1
1
max4321
)(****
)(*****
(11)
where:
P = Total number of components. ni = Number of products in the product family that have component i. f1i =Ratio of the greatest number of models that share component i with identical
size and shape to the number of models that have component i (ni). f2i = Ratio of the greatest number of models that share component i with identical
materials to the number of models that have component i (ni). f3i = Ratio of the greatest number of models that share component i with identical
manufacturing processes to the number of models that have component i (ni). f4i = Ratio of the greatest number of models that share component i with identical assembly and fastening schemes to the number of models that have
component i (ni).

67f1i
max = Ratio of the greatest number of models that share component i with identical size and shape to the greatest possible number of models that could have shared component i with identical size and shape schemes.
f2imax = Ratio of the greatest number of models that share component i with
identical materials to the greatest possible number of models that could have shared component i with identical materials.
f3imax = Ratio of the greatest number of models that share component i with
identical manufacturing processes to the greatest possible number of models that could have shared component i with identical manufacturing processes.
f4imax = Ratio of the greatest number of models that share component i with
identical assembly and fastening schemes to the greatest possible number of models that could have shared component i with identical assembly and fastening schemes.
Ci = Current total cost for component i.
∑=
=in
jiji CC
1
Cij = Total cost for component i variant j. ijijij cQC *=
Qij = Quantity of component i variant j. cij = Unit cost for component i variant j. Ci
min = Minimum total cost for component i (obtained when the component is common between all the products having component i).
∑=
=in
jiji CC
1
minmin
Cimax = Maximum total component cost (obtained when the component is variant
in each of the products having component i).
∑=
=in
jiji CC
1
maxmax (computed by taking the most expensive variant available and
the most expensive materials).
For cij, two costs estimates are used.
(1) For the components produced in-house, cij is given by:
ij
bija
ijij Qc
cc += (12)
where: aijc = Material and processing cost (further estimated using component volume *
material and processing cost per unit volume). bijc = Setup cost (for example, for plastic injection components, this will be the
cost to produce the mold).

68 (2) For the purchased components, an appropriate cost estimate should be used for
cij, with decreasing costs as quantity increases due to volume discounts.
The cost estimates used in the dissertation can be refined using more complex cost
models or the current component costs; theses values do not affect the computation of the
CMC. The CMC weights the components in the products depending upon their costs, as
well as their size and geometry, their material, their manufacturing process, and their
assembly process. The CMC ranges from 0 to 1. The highest value of the CMC (=1) is
obtained when all the non-differentiating components are common between all the
products, and they use the cheapest variant available. The lowest value of the index (=0)
is obtained when all the components are different (size, geometry, manufacturing process,
assembly, material) between all the products.
Impact of each component on the CMC
The CMC classifies the different components based on their costs Ci and their factors
fji. The total cost to produce a component i ranges from Cimin to Ci
max, with Cimin being
the lowest cost achievable (best commonality) and Cimax being the most expensive cost
possible (worst commonality).
Table 21 shows the effect of each component on the CMC based on its type
(common, variant, unique, non-differentiating, differentiating), illustrated by an example
from a one-time-use camera family. First, a component k that is common between all the
products using it is considered “ideal”, and there is no need for improvement. In Table
21, the cam is shared between the four cameras, and this is a non-differentiating element.
The corresponding cost Ck is the lowest that can be achieved (called Ckmin): the

69corresponding factors fjk take the highest value, i.e., 1. A variant component l that is
differentiating needs to remain variant, and hence, there is no need for improvement, e.g.,
the front identification label is made different between the four cameras to differentiate
them. The corresponding cost Cl is the lowest that can be achieved (called Clmin); the
factors take the highest value, i.e., fjlmax, but in this case they are less than one. A variant
component m that is non-differentiating between the products is not “ideal”, and hence
penalizes the CMC. As an example, the shutter base has two variants, but this component
does not differentiate the products. The current cost Cm is higher than the minimum cost
achievable Cmmin, and Cm can reach the highest value possible (Cm
max) when all the
products having this component are different (size, geometry, material, manufacturing
process, assembly schemes). In this case, the factors fjm are lower than fjmmax, indicating
that there is room for improvement. Finally, a component n that is unique is considered
non-differentiating and does not penalize the CMC. The waterproof housing is a function
specific to only one camera. The corresponding Cn takes the lowest value (Cnmin), while
the factors fjn takes the highest value (fjnmax). As a summary, the CMC penalizes only the
components that should ideally be common in a product family - the desired variety
added by differentiating components is not penalized.

70Table 21 - Impact of different component types on the CMC
5.3.2. Comparison of the CMC with other Commonality Indices
The different parameters considered in the CMC are listed in Table 22. The CMC
assesses each component of a product family more comprehensively. The component
costs are related to the production volume, the material used, the component volume, and
the initial costs. The different variants in geometry, in material, and in manufacturing
processes of each component are analyzed as well. While the other commonality indices
are also based on this information, they do not capture all of it: the DCI, TCCI, CI and
%C fails to capture the size, geometry, manufacturing processes and costs of each
component; the PCI fails to capture the component costs; and the CI(C) does not take the
size, geometry, manufacturing processes into consideration as shown in Table 22.
Moreover, the CMC is the only index that penalizes only non-differentiating components.
By doing so, the maximum value (in this case, 1) can potentially be obtained when all the
non-differentiating components are common, while in the other indices, the maximum
value is obtained when all the components are common between all the products in a
product family, including the differentiating components (except for the PCI that removes

71the unique components, but still penalizes the remaining differentiating components).
The CMC includes most of the data that are used in the six other indices; hence, it
provides a better assessment of the impact of each component on the level of
commonality, as demonstrated in Chapter 7. A detailed comparison of the CMC with
other commonality indices is given next.
Table 22 - Comparison of the commonality indices based on the information used
Computation of other commonality indices
Six commonality indices (DCI, TCCI, PCI, %C, CI, CI(C)) are computed for a stapler
family from PaperPro (see Section 7.1 for more details), as well as for four other product
families: 2 families of computer mice (Logitech and Microsoft, each containing 6
products), and 2 families of one-time-use cameras (Fujifilm with 4 products, and Kodak
with 7 products). Table 23 summarizes the results, which are analyzed following the
table. Additionally, these values are plotted for four families in Figure 21. Details on the
computation of these indices can be found in Ref. [38] and in Appendix E. Five indices
have fixed boundaries, either between 0 and 1 (TCCI, CI, CMC), or between 0 and 100
(PCI, %C), making it easy to compare the values across product families and across
commonality indices. The CI(C) and the DCI, with moving boundaries, are harder to
interpret.

72Table 23 - Commonality indices for five product families
Figure 21 - Comparison of the commonality indices for four product families
For the PaperPro family, the CMC (12.87%) is relatively low compared to the PCI
and %C (45.60 and 54.80, respectively). The reason is that, although some efforts were
made to make some components common between two of the three staplers, these
components are not the most expensive; hence, the costs can still be significantly reduced
(e.g., have the housing, the base and the anvil common between two of the three staplers;
see Section 7.1 for component details). On the other hand, the PCI and the %C are much
higher, as they focus on the material, manufacturing process, assembly, and connections,
which are mostly common across the three products, but these indices fail to capture the
effect of component costs on the commonality. The TCCI, the CI, the CI(C) and the DCI
are quite low as well, due to their focus only on the percentage of common/unique
components in the family.

73In the Logitech and Microsoft families of computer mice, the opposite trend is
observed: the CMC has a higher value than the other indices. Two reasons can be given:
first, both manufacturers did a good job at making expensive components common;
second, they managed to provide commonality in the non-differentiating components
while keeping the differentiating components different. While the same trend is observed
for the other indices, their information is incomplete, being based only on the number of
common components, connections, etc. They also penalize the desired variety, hence
making the ideal value of 1 (or 100) not an optimal commonality (otherwise components
that must remain variant are made common through all the products in the family). The
CI(C) is also lower for the Microsoft family than for the Logitech family (2.51 versus
2.90), while the opposite trend is observed for the CMC (70.90% vs. 65.77%). This is
However, making comparisons between two families using the CI(C) is irrelevant, as this
index does not have fixed boundaries.
For the Fujifilm and Kodak families, an interesting trend is observed: while the PCI,
%C, TCCI and CI are higher for the Fujifilm family than for the Kodak family, the CMC
is lower (53.75% versus 60.51%). In other words, the Fujifilm family may share more
common components, materials, etc., but the Kodak family focuses more on making the
expensive components and the non-differentiating components common. This is also
seen in the CI(C), which is higher for the family 2 (2.81) than for family 1 (1.94), although
a direct comparison is not possible as this index has moving boundaries.
In summary, the CMC gives more comprehensive results, incorporating both
component costs as well as materials, manufacturing process, assembly schemes, and
desired variety/commonality.

745.4 Summary
In this chapter, component-based commonality indices were reviewed, and a new
index was introduced to addresses some of the limitations found in the existing
commonality indices for a more comprehensive assessment of commonality in a product
family. In the next chapter, the optimization algorithm based on this metric is developed.

75
CHAPTER 6 OPTIMIZATION AND REDESIGN RECOMMENDATIONS
FOR PRODUCT FAMILY REDESIGN
6.1. Introduction
A systematic and consistent method for product family redesign using a genetic
algorithm (GA) is introduced in this research. The idea is to use the Comprehensive
Metric for Commonality (CMC) introduced in the previous chapter to (1) assess the level
of commonality in a given product family, and (2) provide recommendations for its
redesign by maximizing the value of the CMC. In this chapter, Phases 3 and 4 of the
method proposed in Chapter 3 are described, and a new GA-based formulation to support
component redesign within a product family is proposed. After collecting the appropriate
data (Phase 1, see Chapter 4), the assessment of the product family is done using the
Comprehensive Metric for Commonality (Phase 2, see Chapter 2). A GA is then
employed to maximize the CMC subject to specific constraints (Phase 3, see Section 6.2).
The results are then analyzed to provide recommendations (1) at the component-level and
(2) at the product family-level (Phase 4, see Section 6.3). Conclusions are given in
Section 6.4.
6.2. Phase 3: Optimization
In this work, a Genetic Algorithm (GA) is used to maximize the CMC. GAs are
adaptive stochastic optimization algorithms involving search and optimization (see
Section 2.2 for more detail). In this research, each attribute of a component is encoded as
an integer, which is later converted into a binary representation for the GA. The

76algorithm maximizes the CMC, subject to the following additional constraints to facilitate
the selection of components to be redesigned.
Constraint 1: External/differentiating components. The components that are external
on a product usually differentiate the product; these components should not be modified
during redesign. For example, in a family of computer mice, the button shown in Figure
22 should not be modified since it differentiates each mouse.
Figure 22 - Example of differentiating components
Constraint 2: The components that are unique to one product will not be modified.
The unique components provide a specific function that is present in only one product.
These components are used to keep each product different aesthetically and functionally.
Hence, it is desired not to modify these unique components.
Constraint 3: If a component is already common throughout the whole family, the
optimizer should not modify the component. The degree of commonality within a
product family only is considered here. Other parameters, such as the performance of
each product, are not considered. Hence, the components that are common through the
whole are considered ‘best’ for the commonality and should not be modified, although
the individual performance of each product may not be optimized.

77Constraint 4: Maximum number of attributes allowed to change. There is a
restriction on the number of parameters to change between the original design and the
redesigned family. If this constraint is not added, the optimizer will find the “best”
commonality when all the components are common. By adding this constraint, the
designer specifies a maximum number of allowable changes. Hence the algorithm
provides recommendations that most influence the commonality, helping the designer
focus on the critical components to redesign. There are currently no guidelines to choose
the appropriate value for this constraint; however, designers may want to specify a
percentage of the total number of parameters for this constraint.
Based on these four constraints, the design variables are chosen: only the non-
differentiating components are considered. Within this set of components, four attributes
are considered: (1) size and geometry, (2) material, (3) manufacturing process, and (4)
assembly. For a given component, if an attribute is common between all the products
using this component, then this attribute is not considered during optimization.
The mathematical formulation of the problem is shown in Eq. 13:
Maximize CMC
Subject to { }ijklijk VC ∈
i = 1..p j = 1..n k = 1..4
(13)
where: Cijk = value of parameter k for component i in product j.
initialijkC = initial value of parameter k for component i in product j.
Vl = possible value l. { }ijklV = set of possible values allowed for parameter k for component i in product j.
p = total number of components in all the products in the product family. n = total number of products in the product family.

78m = maximum number of parameters allowed to change.
if and 1 otherwise.
To understand the formulation, the parameters are represented in Table 24. For a
given product family with n products, a list of p components is established. For each
component i in each product j, four parameters are considered: Cij1, Cij2, Cij3 and Cij4,
respectively corresponding to the values for Size and Geometry, Manufacturing Process,
Materials and Assembly. The algorithm maximizes the CMC by modifying the values of
these Cijk under the constraint specified above (i.e., the Cijk can take a particular set of
values { }ijklV out of all the possible values Vl).
Table 24 - Definition of the parameters for the GA
Size and geometry ..... k ..... Assembly
in Product 1 C111 ..... ..... ..... C114 in Product 2 C121 ..... ..... ..... C124 .....
.....
.....
.....
.....
.....
in Product j C1j1 ..... ..... ..... C1j4 .....
.....
.....
.....
.....
.....
Component 1
in Product n C1n1 ..... ..... ..... C1n4 .....
.....
.....
.....
.....
.....
.....
in Product 1 Ci11 ..... ..... ..... Ci14 in Product 2 Ci21 ..... ..... ..... Ci24 .....
.....
.....
.....
.....
.....
in Product j Cij1 ..... Cijk ..... Cij4 .....
.....
.....
.....
.....
.....
Component i
in Product n Cin1 ..... ..... ..... Cin4 .....
.....
.....
.....
.....
.....
.....
in Product 1 Cp11 ..... ..... ..... Cp14 in Product 2 Cp21 ..... ..... ..... Cp24 .....
..... ..... ..... .....
.....
in Product j Cpj1 ..... ..... ..... Cpj4 .....
..... ..... ..... .....
.....
Component p
in Product n Cpn1 ..... ..... ..... Cpn4

79The implementation is done in Microsoft Excel, using a dedicated plug-in developed
by Pi Blue, namely, OptWorks Excel5.
6.3. Phase 4: Data Output and Redesign Recommendations
Once the optimization is complete, the optimizer proposes a redesign sequence that
can be compared to the original redesign. Two main types of information are given using
the algorithm: (1) at the product family level, if there exists more than one design for a
particular family, then the algorithm assesses each design and classifies it; (2) at the
component level, a list of components to redesign is proposed to achieve the highest
commonality for a given number of changes.
Recommendations at the product family level: If the designer wishes to assess more
than one design for a product family, the algorithm is also run without the fourth
constraint proposed in Section 6.2 (i.e, no limitation on the number of changes in the
parameters); hence, once the design is optimized, the “ideal” commonality is reached,
i.e., all non-differentiating components are made common in the product family. An
offline analysis of the values obtained after optimization enables the assessment of the
different design strategies. To do so, a graph similar to the ones shown in Figure 23 is
plotted. This graph aims at evaluating different design strategies for the given product
family, based on how the factors that are changed influence the commonality value. By
looking at a simple example (see Table 25), consider a product family consisting of three
products, each product having two components. In this particular example, the
commonality assessment is done using the PCI example for ease of understanding, and
5 http://www.piblue.com/products/optworks_ex.html

80only one parameter is represented. For a particular component, if two products have the
same number, then they share the same component. For example, Component 1 is
different in the three products of Design Strategy 1, while Component 1 has only two
variants in Design Strategy 2, one being shared between Product 1 and Product 2.
Table 25 - Three different design strategies for two components in a product family
Design
Strategy 1 Design
Strategy 2 Design
Strategy 3 in Product 1 1 1 1 in Product 2 2 1 1 Component 1 in Product 3 3 2 1 in Product 1 1 1 1 in Product 2 2 2 1 Component 2 in Product 3 3 1 1
Commonality
Each component is used in each product. Two different design strategies need to be
assessed. In Design Strategy 1 (DS1), the two components are variant in each product
(i.e., no commonality). This is represented by attributing three different numbers to each
component, one for each product (1, 2 and 3). In Design Strategy 2 (DS2), there are two
variants for each component, one variant being used by two products (some level of
commonality), represented by having the same number for Component 1 – Product 1 and
Component1Product 2, and Component2Product 1 and Component2Product 3. The best design
(relative to the concerned commonality indices, in this case the PCI) with the minimum
number of changes is achieved through Design Strategy 3 (DS3): the components are
common between all the products in the family (complete commonality; in fact, the three

81products are identical with regard to these two components). Figure 23 shows the graph
in five different cases: the initial commonality assessment of the two design strategies
(Figure 23a), as well as the maximum commonality value obtained with one, two, three
and four changes allowed (Figure 23b, Figure 23c, Figure 23d and Figure 23e,
respectively).
(a) Initial commonality assessment
(b) Maximum commonality after one change allowed
(c) Maximum commonality after two changes allowed
(d) Maximum commonality after three changes allowed
(e) Maximum commonality after four changes allowed
Figure 23 - PCI versus number of changes in Design Strategies 1 and 2

82By running the GA without the fourth constraint on DS1 and DS2, the optimal value
of the PCI is the one obtained in DS3 (complete commonality). This value will be
identical for both designs, as shown in Figure 23e; however, the minimum number of
changes to achieve this complete commonality is different. In DS1, a minimum of four
changes are necessary to achieve DS3, while only two changes are required in DS2, as
shown in Figure 23e and in Figure 23c, respectively. For any number of changes, the
PCI in DS2 is higher or equal to the one in DS1. Hence, DS1 is a “dominated” design
relative to the PCI: DS2 achieves higher PCI (hence higher commonality) than DS1, for
any given number of changes. The same graph can be plotted for any other commonality
metric previously described, including the CMC.
Recommendations at the component level: The algorithm provides a set of possible
changes that could be implemented to maximize the commonality of the product family
(maximization of the commonality index) for a given number of changes. In this case,
the fourth constraint explained in the previous section is implemented, and the best
combination of components to redesign is obtained. By looking at the example shown in
Table 25 for DS2, with a maximum number of changes set to two, the algorithm returns
the following recommendation:
(1) Change Component 1Product 3 from variant 2 to variant 1,
(2) Change Component 2Product 2 from variant 2 to variant 1.
This results in a PCI of 100. Although this example is trivial, the same method can be
applied on much larger-scale problems, helping the designer focus on the critical
parameters of the critical components to redesign.

836.4. Summary
In this chapter, a new GA-based formulation to support component redesign within a
product family was introduced. The combined use of a genetic algorithm and the
Comprehensive Metric for Commonality to support product family redesign provides
useful information for the redesign of a product family, both at the product family level
(assessment of the overall design of a product family) and at the component level (which
components to redesign, how to redesign them). The reduction of the redesign space by
providing a ranked list of components to modify during product family redesign helps the
designer focus on critical components that he/she may not have easily identified without
such a systematic approach. To validate the proposed method, two example applications
are presented in the next chapter.

84
CHAPTER 7 PRODUCT FAMILY REDESIGN: TWO EXAMPLES
In this chapter, the proposed method introduced in Chapter 3 is validated using two
example applications: a set of staplers from PaperPro (see Section 7.1), and a set of
valves from Flowserve (see Section 7.2). Each phase of the method is described in detail,
and a discussion on the validity of the results is given in Section 7.3.
7.1. PaperPro Staplers Example
7.1.1. Introduction to the PaperPro Family
The first example consists of a line of three staplers from PaperPro. PaperPro is a
new company that is dedicated to offering innovative solutions to improve desktop
productivity. The three staplers range from a 2-15-sheet capacity model to a 2-60-sheet
capacity model as shown in Table 26.
Table 26 - The stapler family Model 500 1000 2000 Capacity 2-15 sheets 2-20 sheets 2-60 sheets
The three staplers, although having similar designs, share almost no components. In
the future, the company would like to extend their product line; hence, to avoid
component proliferation, the company wishes to redesign their existing product line to
increase commonality in the products as much as possible. Using the method proposed in

85Chapter 3, recommendations are given to redesign the three existing products.
Implementation of the four phases of the method is described next.
7.1.2. Phase 1: Data Collection for the PaperPro Family
The three staplers shown in Table 26 are analyzed. No data were available for this
family; hence, dissection was conducted to gather the necessary data. The dissection was
realized in the Mechanical Engineering Department at Bucknell University as part of a
summer Research Experience for Undergraduate Program [69]. To ensure consistency in
dissection, each product within the family was dissected to the lowest possible level. The
dissected staplers are shown in Figure 24.
Figure 24 - Dissected staplers

86The data collected during dissection are stored in an Excel spreadsheet as shown in
Table 27. The first two columns list the name of the components and the corresponding
product. In the next column, Size and Geometry, the designer enters a number indicating
if the component has the same size and geometry between different products. For
example, for a given component, if two products have the same size and geometry, then
they have the same number. If they use different variants of the component with different
size and geometry, then the number is different in the Size and Geometry column
between different products. If a product does not contain a component, then there is no
number in the corresponding column. For the Material, Manufacturing process,
Assembly and Fastening, a code is entered based on values listed in Appendix A.
Table 27 - Example of data entered for the staplers family

87In Table 27, the Spring Pin is unique, and the Staple Track Advance is variant, with
two different variants, one being shared between the 500 and the 1000. In the last
column, the designer enters the quantity of components used per product.
Another table containing the quantity per product is created (see Table 28), based on
discussion with the stapler manufacturer. This number is an estimate for the production
of each stapler over its lifetime.
Table 28 - Products and production volume
Product Quantity 500 2,000,000
1000 3,750,000 2000 2,500,000
The third table created is for the component cost (see Table 29). The components are
either manufactured in-house, or purchased, using the costs given Section 5.3.1. For the
components manufactured in-house, the initial costs, the mass of the component and the
material cost are entered; for the purchased components, the purchasing price and the
volume discounts are entered, based on discussion with the PaperPro engineers.
The production level for each variant is determined automatically using Table 27 and
Table 28. The size and geometry factor affects the production level, and hence the initial
cost (setup price/total production for this component); the material factor, associated with
the component mass, gives an estimate of the material cost. It is obtained by comparing
with similar parts used in other products in conjunction with the expertise of Paperpro’s
engineers. PaperPro’s products and all associated tools and components are
manufactured in China.

88
Table 29 - Component costs

89
7.1.3. Phase 2: Computation of the CMC
This section details Phase 2, i.e., the computation of the CMC. Two tasks are
accomplished. First, a definition of what can be potentially made common and/or variant
between the products is proposed (redesign strategy). Second, the CMC is computed
based on the data collected during the dissection and on the redesign strategy.
Redesign Strategy
The first task is to define which components can be made common and/or variant
based on whether or not they are differentiating or non-differentiating components. This
is done by examining the current market segmentation grid for the stapler family [4]. As
shown in Figure 25, market segments are plotted horizontally in the grid while price tiers
are plotted vertically; each intersection of a market segment with a price tier constitutes a
market niche that is served by one or more of a company’s products. Based on the given
market segmentations, both the 500 and 1000 models target the same market segment,
and hence a different design is not necessarily required for the two staplers. In the
current design, two different platforms are used for the 500 and 1000 models, as shown in
Figure 26. Since the company still wants to offer two products for this particular market
segment (with different capacities and aesthetic properties), most of the components can
be made common between the 500 and the 1000, including the Anvil, the Base, the Staple
Track, the Left and Right Housing, the Striker, the Lever, the Absorber, and the Recoil
Spring. Currently, only six components are common (see Figure 24). To differentiate
the products, a variant Handle and Spring can be potentially used.

90
Figure 25 - Market segmentation grid for the staplers
Figure 26 - Current design strategy and recommended redesign
While the 2000 model requires a different architecture due to different sheet capacity,
some components can still be made common between the three staplers, namely, the

91
Track Back-Stop, the Track Spring, and the Staple Track Advance. If these potential
recommendations are implemented, then the staplers are produced at the lowest cost that
can be achieved, resulting in a CMC value of 1. On the other hand, if all the components
are variant in each product, then the commonality is the “worst”, resulting in the highest
production costs and a CMC value of 0.
CMC computation
Two tables are created automatically, based on the previous data: the product costs
table (see Table 30) and the CMC table (see Table 31). While the product costs table
summarizes the cost for each component in each product, the CMC table computes the
different terms fji and Ci for each component, as well as the resulting CMC. The process
is done automatically, limiting possible errors during computation and increasing its
repeatability.
Table 30 - Product costs table
For this product family, the computed CMC value is 0.1287, which is rather low on
the 0-1 scale. The reason is because the company’s designers opted to share many
components between the 500 and 1000 models but did not focus on sharing the most

92
expensive components; the costs can be significantly reduced. This is illustrated in Table
31, where the Ci is close to Cimax for most components. Note that for the unique
components (e.g., Housing Pin), Ci = Cimax = Ci
min.
Table 31 - CMC computation table
7.1.4. Phases 3 and 4: Optimization and Redesign Recommendations
Two sets of runs are made, one to evaluate the different parameters for the genetic
algorithm, and one for the analysis of the effect of the individual components on the
commonality of the family (i.e., optimization at the component level).
Determination of the parameters for the GA: Since the parameters for the GA are case-
dependent, the values that give the best results are not known a priori. Before optimizing
the design, the values for four parameters of the GA are determined: i.e., crossover (Pc),
mutation (Pm), maximum number of generations (Gen), and population (Pop). Sizing a
GA population to ensure maximum computational leverage and accurate sampling has
been considered empirically in several studies. Goldberg [59] shows how to set

93
population size in the context of recombinative mixing, disruption, deception, population
diversity, and selective pressure to maximize computational leverage. In the current
study, a low of 50 and a high of 200 as the population size is considered. Mutation
settings obtained from experimental investigation as discussed in the GA literature are
shown in Table 32. For the experiment, the lowest (0.001) and highest value (0.01) of the
recommended mutation rate Pm are chosen.
Table 32 - Commonly used constant settings of the mutation rate Pm in GAs Pm Reference 0.001 De Jong [70] 0.01 Grefensette [71] 0.005-0.01 Shaffer et al. [72]
In the GA literature, the crossover probability (Pc) is recommended to start around a
value of 0.5. The values of 0.4 and 0.6 are chosen as the low and high value for
crossover probability are chosen. After choosing the different values for the GA
(crossover, mutation, population, maximum number of generations), the implementation
is done in Microsoft Excel, using a the dedicated plug-in developed by Pi Blue,
OptWorks Excel. The crossover method is two-point: two points are selected on the
parent strings. Everything between the two points is swapped between the parents,
rendering two children. The problem is formulated choosing the CMC as objective
function, and the design variables are defined as shown in Figure 27 and Figure 28,
respectively.

94
Figure 27 - Problem formulation – objective function
Figure 28 - Problem formulation – design variables
The objective function is to maximize the CMC as shown in Eq. 13 in Chapter 6.
Only the first three constraints proposed in Section 6.4 are taken into account: the results
are used to determine the appropriate parameters for the GA. The sixteen possible
combinations of parameters are tested with different initial values; the highest CMCs
reached for these sixteen combinations are summarized in Table 33. The best results are
obtained with combination 5, 7, 8, 14 and 16, with a CMC value of 1, eight times more
than the original value (0.1287). This value is the ideal value, obtained only when all the

95
non-differentiating components that can be potentially common are shared between all
the products in the product family.
Table 33 - Details of experimental runs of the GA
In addition to the CMC value, two other parameters are considered in the comparison
of these sixteen combinations: the number of generations to converge, and the number of
function calls. Ideally, the highest value for the CMC is desired, while having the
number of function calls and the number of generations to converge be as low as
possible. The comparison of these three parameters (CMC, number of generations to
converge and number of function calls) is summarized in Figure 29. The values are
standardized between 0 and 1, a higher value indicating a better performance. The most
satisfying combination is run 16, which is the run where the highest CMC value is
obtained (=1) with the minimum computation time.

96
Figure 29 - Comparison of the runs
Analysis of the effect of the individual components on the commonality: The GA
parameters are now fixed using combination 16, i.e., Pc=0.6, Pm=0.01, Pop=200 and
Gen=5000. The fourth constraint, i.e., the maximum number of parameters allowed to
change, is now implemented. By specifying the maximum number of changes desired,
the optimizer returns the best CMC that is achieved with this particular number of
changes, as well as the corresponding changes.
For a maximum number of changes equal to six (chosen arbitrarily), the GA returns
the following recommendations for the stapler family:
- make the Anvil common between the 500 and the 1000;
- make the Track Back-Stop common between the three staplers;
- make the Staple Track common between the 500 and the 1000;
- make the Staple Track Advance common between the three staplers;
- make the Left Housing common between the 500 and the 1000; and
- finally, make the Right Housing common between the 500 and the 1000.

97
The feasibility of this solution is ensured by the fact that only feasible changes are
allowed during the optimization phase—the constraints entered take into account the
feasibility of the solutions. For example, the designer does not want to share the anvil
between the 500, 1000, and 2000 models; hence, by adding constraints, the anvil can only
be shared by the 500 and 1000. In a more generic case, these constraints may be relaxed,
but the feasibility of the solutions will not be guaranteed. By implementing the six
recommendations previously described, the CMC increases from 12.87% to 70.72% (an
improvement of 450%); regarding the product costs, they are also significantly reduced
as shown in Table 34 (from -1.90% for the 2000 to -8.38% for the 1000).
Table 34 - Product costs for the stapler family Model 500 1000 2000 Original costs $2.05 $2.46 $4.32 Optimized costs $1.97 $2.26 $4.24 Difference -4.06% -8.38% -1.90%
While the CMC value is increased by almost five times, the corresponding cost
savings are much smaller (at most 8.38%). The reason is because the CMC integrates not
only component costs but also similarity factors. In this case, the similarity factors (fji)
are significantly improved, but the corresponding cost savings do not follow the same
trend. For example, by making the Left Housing common between two of the three
staplers (the 500 and the 1000), the similarity factors (fji) jump from 1/3 to 2/3 (an
increase of 100%), while the corresponding decrease in cost is smaller (-2.10% for the
500 and -12.45% for the 1000).

98
7.1.5. Validation of the Results
To validate the results from the method, discussions with one of the cofounders of
PaperPro, Brian Melgaard, was established. The method was explained to him, as well as
the example previously described. The hypothesis (that he validated) was that the 500 and
the 1000 staplers can share most of their components, as they have similar designs. The
questions that were asked to him are the following:
- For this particular example, do the six recommendations generated by the
algorithm make sense? (i.e., if you have to redesign the three products to
improve commonality and still keep the same specific characteristics for each
stapler, would you start focusing on the six recommendations proposed?)
- If not, which recommendation(s) do(es) not make sense? Why?
- Would you propose any other recommendations to implement before the six
indicated? (i.e., are there any other points that are more critical than the ones
cited if you have to redesign the staplers?
His answers and comments are compiled next. While he agreed that “commonality
between components is very beneficial”, he reckoned that “when designing these staplers,
very little focus was placed on the commonality of the parts”, as “[they] were a 2 person
company, with 0 money, and speed to market was more important than part
commonality”. He agreed that the recommendations provided by the algorithm were
satisfying, as they would have focused on the same components if they had this particular
strategy in mind. Although they are currently trying to adopt another strategy (leverage
the 500, 1000, and 2000 to create high-end “premium” staplers with a different housing
to satisfy more market niches), according to him, the information provided by the

99
algorithm is “helpful as [they] move forward and develop new products”. By helping
them focus on the critical components to make/keep common and variant, the algorithm
also provides useful information for the designers when developing new products.
Having Brian Melgaard confirm the proposed recommendations validates that the
CMC assesses the commonality in the product family. What is important to notice is
that, in this example, the scale of the problem is rather limited (fewer than 15 components
per product and only three products); the use of optimization for such a simple family is
not necessary; however, the same method and metric can be applied to much larger
families with more complex products, which could help designers quickly identify the
components and parameters that most influence the commonality.
Another way to validate the proposed method and the CMC is to run the same method
with five of the previously described indices (the DCI, the TCCI, the PCI, the CI and the
CI(C)) and to compare the proposed recommendations. The same constraints were kept,
as well as the maximum number of changes was equal to six. Four of these indices
weight the components equally; hence, when maximizing their value using the algorithm,
thousands of solutions are returned, with the same maximum value. It is difficult to
identify on which components to focus. The maximum values returned for these four
indices are shown in Table 35.
Table 35 - Comparison of five indices before and after improvement of the family Initial Value Optimized Value Difference DCI 1.16 1.38 +18.53% TCCI 13.95% 27.91% +100.05% PCI 45.6 60.44 +32.54% CI 21.43% 42.86% +99.99%

100
The only direct comparison possible is between the CI(C) and the CMC, as these
indices weigh the components based mainly on component costs. The algorithm returns
the following recommendations for the stapler family when using the CI(C):
- make the Anvil common between the 500 and the 1000;
- make the Base common between the 500 and the 1000;
- make the Staple Track common between the 500 and the 1000;
- make the Handle common between the 500 and the 1000;
- make the Left Housing common between the 500 and the 1000;
- finally, make the Right Housing common between the 500 and the 1000.
Compared to the recommendations obtained with the CMC, only four out of six are
identical. By implementing these six recommendations, the CI(C) increases by 1.85%,
from 1.08 to 1.10. The reason why this increase is relatively low compared to the one
observed in the other indices is the way the index is formulated: first, the CI(C) does not
have fixed boundaries, making comparisons difficult; second, the original design is not
taken into account when computing it. Hence, even if the costs can be dramatically
reduced compared to the original design, the CI(C) does not take this difference into
account, but rather looks at the final cost of each component. By consulting PaperPro’s
cofounder, the recommendations given using the CI(C) are less satisfactory than the ones
returned when using the CMC. These two indices (CMC and CI(C)), focusing both on
costs, tend to put more emphasis on the expensive components. The differences are due
to the fact that the CMC includes more data in the analysis and may consider less
expensive components that are significantly different in shape, materials, etc. As a
conclusion, the CMC was proven to return only one set of recommendations (unlike the
DCI, the TCCI, the PCI and the CI), but also gives recommendations that are closer to
what designers would actually implement. Moreover, by having fixed boundaries, it is

101
easier for designers to understand how good the current design of a product family is and
to see the effect of commonality on cost reduction.
7.2. Flowserve Valves Example
7.2.1. Introduction to the Flowserve Families
The second example used to demonstrate and validate the proposed method is a case
study from Flowserve. The focus is on their valve division. Flowserve recently acquired
two valve manufacturers, namely, Anchor Darling and Edward. In this case study, two
product families from the former Edward company are studied, as shown in Table 36.
Table 36 - Products analyzed Family Piston Check Stop Stop Check
1” 2” 1” 2” 1” 2”
Regular
1” 2” 1” 2” 1” 2”
Univalve
102
Three types of valves were analyzed (Piston Check, Stop and Stop Check) in two
sizes (1” and 2”) from two families: the Regular and the Univalve families. One
particularity of these two families is that, although they offer similar functionalities, their
design and manufacturing processes differ greatly. The differences are due to the way
these product families were designed: the Regular family was developed without taking
commonality into consideration, while the Univalve family, more recent, was designed
with the idea of product family and component sharing in mind. Moreover, although
these two families offer similar functions, they are still both in production. The reason is
that they are not competing directly, as the market is very specific, and consumers want
to replace defective valves with the exact same models: if the consumers bought Regular
valves in the past, they do not want to switch to the Univalve products, and vice versa.
After discussions with engineers from Flowserve, they all agree that the Univalve product
family has a much higher commonality and better design than the Regular product
family, sharing more components. The method previously developed is hence applied to
both product families to analyze the two designs at the component level and as the
product family level. At the component level, the algorithm is applied to the Regular
family, and the recommendations from the algorithm are compared to the current design
of the Univalve family to see if the proposed recommendations for the Regular family
and what has been currently implemented in the Univalve family match. At the product
family level, the commonality is assessed for both families to compare both designs and
see how they can be improved.

103
7.2.2. Phase 1: Data Collection for the Flowserve Families
The data were collected on-site at the Raleigh factory, with the help of Flowserve
engineer Ron Farrell. For each of the twelve products analyzed, a Bill of Materials was
obtained, containing the part name, description, and costs. The additional information
required to compute the CMC was collected by hand. The data were then entered into an
Excel spreadsheet, as shown in Table 37 for the Regular family and in Table 38 for the
Univalve family. For a given component, in both families, the manufacturing process,
the material, and the assembly were identical; the size and geometry was the only factor
that varied. Hence, in both tables, only the “Size and Geometry” factor is represented,
along with the cost of each component.
Table 37 - Data for the Regular family

104
Table 38 - Data for the Univalve family
7.2.3. Phase 2: Computation of the CMC
Two tasks are accomplished during Phase 2, as previously with the stapler family.
First, a definition of what can be potentially made common and/or variant between the
products was proposed (redesign strategy); second, the CMC was computed based on the
data collected during the dissection, and on the redesign strategy.
Redesign Strategy
The first task was to define which components could be made common and/or
variant. After discussion with Flowserve engineers, the size difference between the 1”
and 2” valves were determined to be too different to make most parts common between

105
these two sizes; however, for a given size, components can be made common. Only four
components can be potentially made common between all the products in the family: the
Packing 1, the Packing 2, the Handwheel and the Nameplate. The aesthetical
differentiation is not critical here; hence the external components need not be different.
CMC Computation
Two tables were created automatically based on the data in Table 37 and Table 38.
Two CMC tables were generated, one for each family, as shown in Table 39 and Table
40. The process was done automatically, limiting possible errors during computation and
increasing its repeatability.
Table 39 - CMC computation table for the Regular family

106
Table 40 - CMC computation table for the Univalve family
The CMC for the Regular family is 0.5624, much lower than the value in the
Univalve family (0.8067). This result was anticipated, as the Univalve family has been
designed with more emphasis on component sharing.
7.2.4. Phases 3 and 4: Optimization and Redesign Recommendations
In this section, recommendations are given and validated, at the component level and
at the product family level.
Recommendations at the component level: The algorithm is applied to the Regular
family, and the recommendations from the algorithm are compared to the current design
of the Univalve family, to see if the proposed recommendations for the Regular family

107
and what has been currently implemented in the Univalve family match. The Regular
family has twenty-five components; the Univalve family has thirty components. Out of
these components, seventeen are present in both families, as shown in Table 41.
Table 41 - Comparison of the components between the two valve families
Out of these seventeen components present in both families, eleven have the same
type of variants shared between the products. The remaining six components have a
different “sequence”:
- For the Disk Casting, three variants are used in the Univalve family, compared to
four in the Regular family.
- The Handwheel is common between all the products in the Univalve family that
have the component, while two variants are used in the Regular family.
- The Nut Hex is common between all the products in the Univalve family, while
two variants are used in the Regular family.

108
- There are three Packings 1 in use in the Univalve family, compared to four
Packings 1 in the Regular family.
- There are three Packings 2 in use in the Univalve family, compared to four
Packings 1 in the Regular family.
- There are five Screw Hex in the Univalve family, compared to two Screw Hex in
the Regular family.
Except for the Screw Hex, the Univalve family shares more components between its
products than the Regular family. For each family, the parameters for the GA are
determined, similarly as in the PaperPro example. The same combination of parameters
was found for both families: Pc=0.6, Pm=0.01, Pop=200 and Gen=5000. The algorithm
is then run on the Regular family, using a maximum number of changes arbitrarily set to
five. The set of recommendations proposed by the method is shown in Table 42.
Table 42 - Recommendations with a number of changes equal to five
Component From Product Factor Recommendation Disk Casting Stop 1” f1 3 to 1 Disk Casting Stop 2” f1 4 to 1 Packing 1 Stop Check 1" f1 3 to 1 Packing 1 Stop Check 2" f1 4 to 1 Packing 2 Stop Check 1" f1 3 to 1
The five recommendations concern three components that are in use in both families
of products: the Disk Casting, the Packing 1 and the Packing 2. The algorithm
recommends using only two variants of the Disk Casting, one for the 1” diameter
products (Stop 1”, Stop Check 1” and Piston Check 1”), and one for the 2” diameter
products (Stop 2”, Stop Check 2” and Piston Check 2”), as already implemented in the
Univalve family. The algorithm also recommends reducing the number of variants for

109
Packing 1 and in Packing 2, as observed in the Univalve family. By implementing these
five recommendations, the CMC in the Regular family is improved by 45%, from .5624
to .8163. This value is comparable to the current CMC for the Univalve family (0.8067).
The maximum number of changes is then taken equal to ten. The proposed
recommendations are shown in Table 43.
Table 43 - Recommendations with a number of changes equal to ten
Component From product Factor Recommendation Disk Casting Stop 1” f1 3 to 1 Disk Casting Stop 2” f1 4 to 1 Packing 1 Stop Check 1" f1 3 to 1 Packing 1 Stop Check 2" f1 4 to 1 Packing 2 Stop Check 1" f1 3 to 1 Packing 2 Stop Check 2” f1 4 to 1 Gskt spl wnd Piston Check 1" f1 1 to 2 Gskt slp wnd Stop 1" f1 1 to 2 Handwheel Stop 2" f1 2 to 1 Handwheel Stop Check 2" f1 2 to 1
The first remark is that the five recommendations previously proposed are still
identified by the algorithm and five additional recommendations are given. In these five
additional recommendations, three concern two components that are used in both
families: the Packing 2 and the Handwheel. These three recommendations suggest
making common the Packing 2 among all the products, as well as the Handwheel. The
same strategy was adopted for the Univalve family that already shares a common
Handwheel between the products. Implementing these ten recommendations improves
the CMC for the Regular family from an initial value of .5624 to 0.8993, an
improvement of 60%. The method was validated through this case study, where the
recommendations given from the algorithm match the implementation in the Univalve
family.
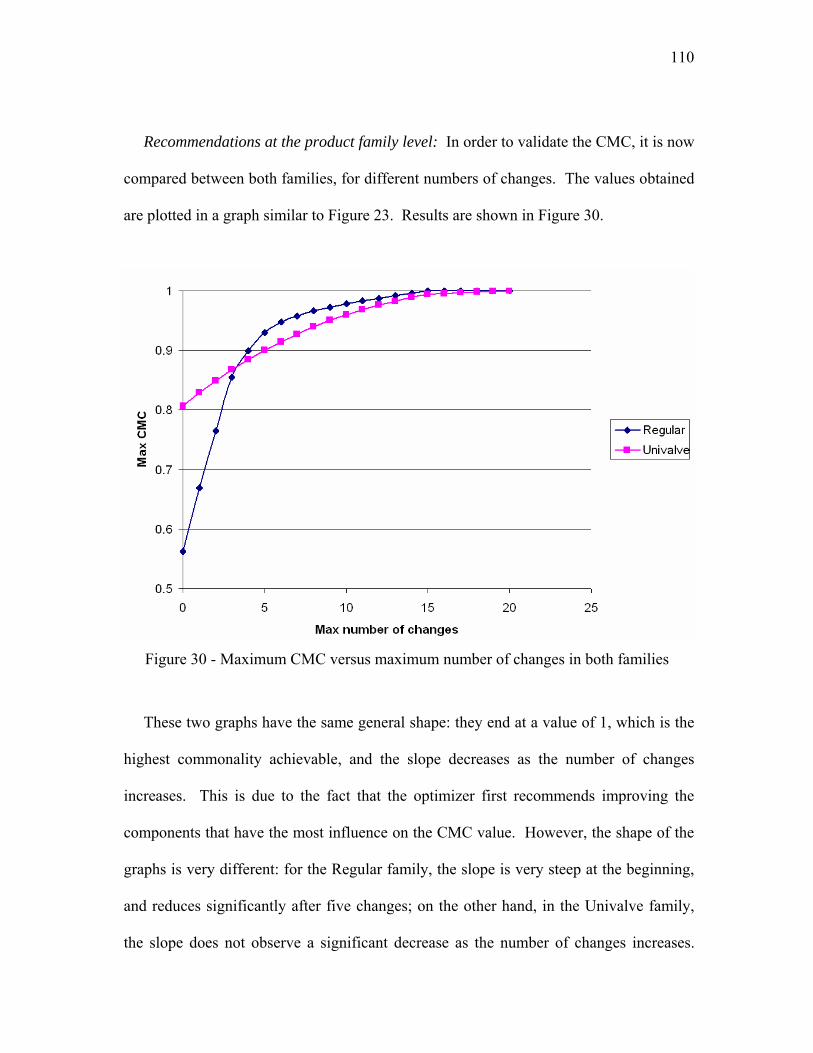
110
Recommendations at the product family level: In order to validate the CMC, it is now
compared between both families, for different numbers of changes. The values obtained
are plotted in a graph similar to Figure 23. Results are shown in Figure 30.
Figure 30 - Maximum CMC versus maximum number of changes in both families
These two graphs have the same general shape: they end at a value of 1, which is the
highest commonality achievable, and the slope decreases as the number of changes
increases. This is due to the fact that the optimizer first recommends improving the
components that have the most influence on the CMC value. However, the shape of the
graphs is very different: for the Regular family, the slope is very steep at the beginning,
and reduces significantly after five changes; on the other hand, in the Univalve family,
the slope does not observe a significant decrease as the number of changes increases.
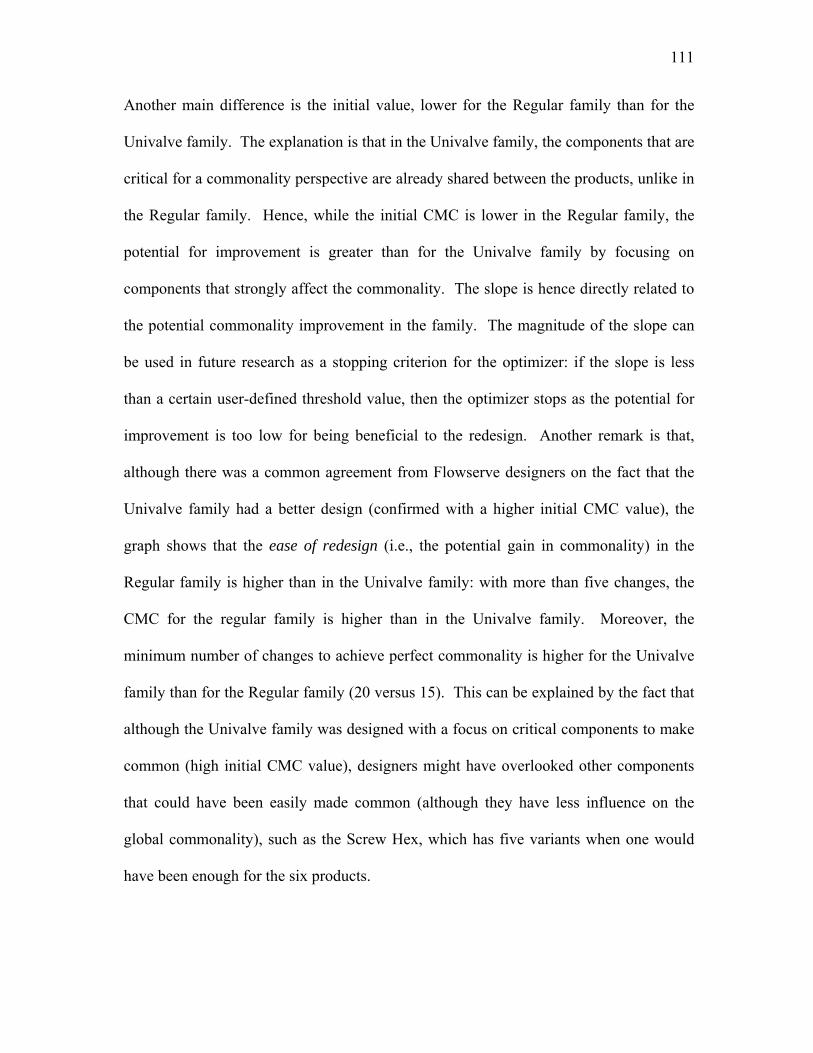
111
Another main difference is the initial value, lower for the Regular family than for the
Univalve family. The explanation is that in the Univalve family, the components that are
critical for a commonality perspective are already shared between the products, unlike in
the Regular family. Hence, while the initial CMC is lower in the Regular family, the
potential for improvement is greater than for the Univalve family by focusing on
components that strongly affect the commonality. The slope is hence directly related to
the potential commonality improvement in the family. The magnitude of the slope can
be used in future research as a stopping criterion for the optimizer: if the slope is less
than a certain user-defined threshold value, then the optimizer stops as the potential for
improvement is too low for being beneficial to the redesign. Another remark is that,
although there was a common agreement from Flowserve designers on the fact that the
Univalve family had a better design (confirmed with a higher initial CMC value), the
graph shows that the ease of redesign (i.e., the potential gain in commonality) in the
Regular family is higher than in the Univalve family: with more than five changes, the
CMC for the regular family is higher than in the Univalve family. Moreover, the
minimum number of changes to achieve perfect commonality is higher for the Univalve
family than for the Regular family (20 versus 15). This can be explained by the fact that
although the Univalve family was designed with a focus on critical components to make
common (high initial CMC value), designers might have overlooked other components
that could have been easily made common (although they have less influence on the
global commonality), such as the Screw Hex, which has five variants when one would
have been enough for the six products.

112
In conclusion, this graph enables the visualization of the current commonality in a
product family, but also helps identify how easy it is to redesign a family to improve its
commonality. For this particular example, the graph also validates the method, showing
that the Univalve family has a better initial design, which is harder to improve (high
initial CMC, low initial slope) than the Regular family (low initial CMC, higher initial
slope).
7.2.5. Validation of the results
The method was validated through this case study. At the component level, the
recommendations provided by the algorithm on how to improve the Regular family
match what can be found in the Univalve family. At the product family level, the
algorithm provided significant information on not only the current value of the
commonality in both families, but also on how easy it is to redesign the families.
7.3. Scalability of the algorithm
To check the scalability of the algorithm, the run-time and the number of function
calls is also recorded for the optimization of three product families, namely, the
Microsoft mice, the PaperPro staplers and the Fujifilm single-use cameras. Each family
has a different number of parameters that can vary, ranging from 17 for the PaperPro
family to 56 for the Fujifilm family. For each optimization, the same computer was used,
running on an Intel Inside Pentium 4 Hyper Thread Processor at 3.2GHz with 1GB of
RAM. Depending on the maximum number of parameters allowed to change, the run-
time varied between 170s and 480s, as shown in Table 44.

113
Table 44 - GA run-time
The run-time is then plotted against the number of parameters that can vary (see
Figure 31).
Figure 31 - Numbers of parameters that can vary versus GA run-time

114
Notice that the run-time seems to be a linear function of the number of parameters
that can vary. As a consequence, the algorithm implemented may be used for larger-scale
problems with more parameters without significantly increasing the computational time.
7.4. Summary
This chapter demonstrated and validated the proposed method through two case
studies. In the first example, a set of staplers was analyzed, and recommendations were
given on how to redesign them. These recommendations were validated by talking to the
co-founder of the stapler manufacturing company. In a second example, the combined
use of a genetic algorithm and the Comprehensive Metric for Commonality to support
product family redesign provided useful information for the redesign of two families of
valves, both at the product family level (assessment of the overall design of a product
family) and at the component level (which components to redesign, how to redesign
them).

115
CHAPTER 8 CONCLUSIONS AND RECOMMENDATIONS
In this thesis, a systematic and consistent method to provide recommendations during
product family redesign was introduced, demonstrated and validated. This chapter
summarizes the proposed method, its capabilities and its limitations. The chapter
concludes with recommendations for further research involving additional development
and validation of the method.
8.1. Contributions
The main objective in this research was to develop a novel method for product family
redesign and to demonstrate its use. While developing this method, three sub-objectives
were completed. First, a comprehensive metric to assess the commonality in a product
family (Comprehensive Metric for Commonality, CMC) was proposed to address the
limitations of existing component-based commonality indices. Second, guidelines were
proposed to reduce variation when collecting data during product family dissection.
Third, a new GA-based formulation to support component redesign within a product
family was introduced and implemented. The CMC, the guidelines for product
dissection, the new GA-based formulation and the redesign method introduced in this
dissertation are summarized in Sections 8.1.1, 8.1.2, 8.1.3 and 8.1.4 respectively.
8.1.1. The Comprehensive Metric for Commonality
The proposed Comprehensive Metric for Commonality (CMC) is a component-based
commonality index. The CMC was proposed after extensively studying existing

116
component based commonality indices. The CMC helps the designer resolve the tradeoff
between too much variety and too much commonality by penalizing only the components
that should ideally be common, given the product mix. It includes the following
parameters at the component level: size, geometry, material, manufacturing process,
assembly, and costs. This index was proposed to address the limitations found in the
current component-based commonality indices. The CMC was applied to two case
studies in Chapter 7, and the method provided an effective assessment of the design of a
product family.
8.1.2. Guidelines for Product Family Dissection
A set of guidelines on how to dissect a product family was created, aiming at
minimizing variation due to involuntary input variation (“noise”) when computing
commonality indices in order to yield more consistent results. This variation can be
drastically reduced by (1) giving a detailed component list to minimize the omission of
components, (2) use pre-defined tables for the material, manufacturing, and assembly
schemes and (3) give an exact definition of the different terms used in the commonality
indices. The proposed guidelines were validated through two experiments. By using
these guidelines, the dissection can be done in a more consistent way, and the collection
of data for any component-based commonality indices used is also more consistent,
hence improving the robustness of the method summarized in Section 8.1.4.
8.1.3. GA-Based Formulation to Support Component Redesign
A new formulation to support component redesign using a genetic algorithm was
introduced. Four parameters (size and geometry, materials, manufacturing process, and

117
assembly) are used for each component in each product to assess the design of a product
family by computing and maximizing the CMC. This formulation also includes the
specifications of constraints on these parameters based on the redesign strategy for the
product family. This novel approach captures the commonality of a product family at the
component level as well as the desired commonality and variety in the family.
8.1.4. Method for Product Family Redesign
The proposed method provides systematic and consistent results and
recommendations to help redesign an existing product family. Using simple data as
inputs (a list of components in each product with related information, obtained directly
from a Bill of Materials and/or from the dissection of the product family using the
proposed guidelines), as well as the redesign strategy (which component to keep
common, variant, etc.), the method first assesses the design of a family using the
Comprehensive Metric for Commonality. A genetic algorithm is then employed to
maximize the commonality of the entire family without penalizing the desired variety.
The combined use of a genetic algorithm and the Comprehensive Metric for
Commonality provides useful information for the redesign of a product family, both at
the product family level (assessment of the overall design of a product family) and at the
component level (which components to redesign, how to redesign them). The method
was demonstrated and validated through two case studies in Chapter 7, providing
significant information for the designer during product family redesign.

118
8.2. Recommendations for Future Research
Regarding The Comprehensive Metric for Commonality: While the proposed CMC
captures more data than other indices, making the assessment of a product family more
thorough, it does not take into account component performance, and hence the tradeoff
between product performance and commonality is not captured. Future work suggests
including more data in the CMC, particularly related to the performance and the
functionalities of the components.
Regarding the Proposed Guidelines for Product Family Dissection: The work presented
in this dissertation concerns only one commonality index, the PCI, applied to products
with relatively few components (less than 40 components per product). Future work
suggests repeating the experiments on other commonality indices, including the
Comprehensive Metric for Commonality, as well as on a wider array of product families
with more complex products consisting of more components.
Regarding the Proposed Method: Another research direction is the use of multiple
indices to capture the commonality in a product family, but also other parameters, such as
the product performance, etc. The choice of indices should be related to a company’s
design strategy [38]. The proposed method can also be extended for product family
design (i.e., new product development) to support decision at every stage of the product
design process. In the long-term, the method should be included as part of a framework
to (1) capture existing information on a product family, (2) retrieve and (3) reuse this
information for product family and product platform design at every stage of a product
development.

119
Regarding Product Family Design and Redesign: This research addresses some issues
found today in product family redesign. Other research directions are, but not limited to:
- Product platforms: How to quantify the benefits of product platforming? How can a
platform be designed to accommodate future technologies? How to design a product
platform and manage uncertainties?
- Information management for product family: how to capture, retrieve and reuse
information for product family design? How to propagate changes in a product family?
- Product variety: what is the effect of product variety on the market? How to provide
variety? When does variety bring value?
8.3. Summary
As more manufacturing companies seek to benchmark, redesign and consolidate their
product lines, there is an increased need for more systematic and consistent approaches to
product family redesign that are useful during concept development and layout design.
To answer this need, this dissertation presented a systematic and consistent method to
help designers during product family redesign. Through two case studies, this method
has provided valuable recommendations to the designer, helping him/her focus on critical
components to provide enough variety to the customers without sacrificing commonality
between the products in a product family. Developing such methods will provide product
family designers with useful recommendations that could be implemented during product
family redesign, which will help reduce manufacturing costs.

120
REFERENCES [1] Siddique, Z., Rosen, D. W. and Wang, N., 1998, "On the Applicability of Product
Variety Design Concepts to Automotive Platform Commonality," ASME Design Engineering Technical Conferences - Design Theory and Methodology, Atlanta, GA, ASME, Paper No. 1998-DETC/DTM-5661.
[2] Pine, B. J., 1993, "Mass Customizing Products and Services," Planning Review, 22(4), pp. 6-13.
[3] McGrath, M. E., 1995, Product Strategy for High-Technology Companies, Irwin Professional Publishing, New York.
[4] Meyer, M. H. and Lehnerd, A. P., 1997, The Power of Product Platforms: Building Value and Cost Leadership, The Free Press, New York.
[5] Collier, D. A., 1980, "Justifying Component Part Standardization," Twelfth National AIDS Conference, Las Vegas, NV, pp. 405.
[6] Collier, D. A., 1981, "The Measurement and Operating Benefits of Component Part Commonality," Decision Sciences, 12(1), pp. 85-96.
[7] Collier, D. A., 1982, "Aggregate Safety Stock Levels and Component Part Commonality," Management Science, 28(11), pp. 1296-1303.
[8] Collier, D. A., 1979, "Planned Work Center Load in a Material Requirements Planning System," Eleventh National AIDS Meeting, New Orleans, LA.
[9] Fisher, M., Ramdas, K. and Ulrich, K., 1999, "Component Sharing in the Management of Product Variety: A Study of Automotive Braking Systems," Management Science, 45(3), pp. 297-315.
[10] Thonemann, U. W. and Brandeau, M. L., 2000, "Optimal Commonality in Component Design," Operation Research, 48(1), pp. 1-19.
[11] Krishnan, V. and Gupta, S., 2001, "Appropriateness and Impact of Platform-Based Product Development," Management Science, 47(1), pp. 52-68.
[12] Lutz, R. A., 1998, Guts: The Seven Laws of Business that Made Chrysler the World's Hottest Car Company, John Wiley, New York, NY.
[13] Simpson, T. W., Seepersad, C. C. and Mistree, F., 2001, "Balancing Commonality and Performance within the Concurrent Design of Multiple Products in a Product Family," Concurrent Engineering: Research and Applications, 9(3), pp. 177-190.
[14] Bremmer, R., 1999, "Cutting-Edge Platforms," Financial Times Automotive World,pp. 30-38.
[15] Wilhelm, B., 1997, "Platform and Modular Concepts at Volkswagen - Their effect on the Assembly Process," Transforming Automobile Assembly: Experience in Automation and Work Organization, Shimokawa, K., Jürgens, U. and Fujimoto, T. eds., Springer, New York, NY, pp. 146-156.
[16] Aboulafia, R., 2000, "Airbus Pulls closer to Boeing," Aerospace America, 38(4), pp. 16-18.
[17] Simpson, T. W., Maier, J. R. A. and Mistree, F., 2001, "Product Platform Design: Method and Application," Research in Engineering Design, 13(1), pp. 2-22.
[18] Sanderson, S. W. and Uzumeri, M., 1997, Managing Product Families, Irwin, Chicago, IL.
[19] Wheelwright, S. C. and Clark, K. B., 1995, Leading Product Development, Free Press, New York, NY.

121
[20] Lehnerd, A. P., 1987, "Revitalizing the Manufacture and Design of Mature Global Products," Technology and Global Industry: Companies and Nations in the World Economy, B. R. Guile and H. Brooks eds., National Academy Press, Washington, D.C., pp. 49-64.
[21] Pessina, M. W. and Renner, J. R., 1998, "Mass Customization at Lutron Electronics - A Total Company Process," Agility & Global Competition, 2(2), pp. 50-57.
[22] Sosale, S., Hashemian, M. and Gu, P., 1997, "Product Modularization for Reuse and Recycling," Concurrent Product Design and Environmentally Conscious Manufacturing, 94, pp. 195-206.
[23] Shirley, G. V., 1990, "Models for Managing the Redesign and Manufacture of Product Sets," Journal of Manufacturing and Operations Management, 3, pp. 85-104.
[24] Page, A. L. and Rosenbaum, H. F., 1987, "Redesigning Product Lines with Conjoint Analysis: How Sunbeam Does It," Journal of Production Innovation Management, 4 (2), pp. 120-137.
[25] Gershenson, J. K., Prasad, G. J. and Zhang, Y., 2003, "Product modularity: Definitions and Benefits," Journal of Engineering Design, 14(3), pp. 295-313.
[26] Gershenson, J. K., Prasad, G. J. and Zhang, Y., 2004, "Product Modularity: Measures and Design Methods," Journal of Engineering Design, 15(1), pp. 33-51.
[27] Lefever, D. D. and Wood, K. L., 1996, "Design for Assembly Techniques in Reverse Engineering and Redesign," 1996 ASME Design Engineering Technical Conferences and Design Theory and Methodology Conference, Irvine, CA, ASME, Paper No. 96-DETC/DTM-1507.
[28] Otto, K. and Wood, K. L., 2001, Product Design - Techniques in Reverse Engineering and New Product Development, Prentice Hall, Upper Saddle River, NJ.
[29] Boothroyd, G. and Dewhurst, P., 2002, Product Design for Manufacture and Assembly (2nd Edition, Revised and Expanded), New York, NY.
[30] Ananthasuresh, G. K. and Kota, S., 1995, "Design Compliant Mechanisms," Mechanical Engineering, 117(11), pp. 93-96.
[31] Pandit, A. G. and Siddique, Z., 2004, "A Tool to Integrate Design for Assembly During Product Platform Design," ASME International Mechanical Engineering Congress, California, ASME, Paper No. IMECE2004-61315.
[32] Ulrich, K., 1995, "The Role of Product Architecture in the Manufacturing Firm," Research Policy, 24(3), pp. 419-440.
[33] Gershenson, J. K. and Prasad, G. J., 1997, "Modularity in Product Design for Manufacturing," International Journal of Agile Manufacturing, 1(1), pp. 99-109.
[34] Gershenson, J. K. and Prasad, G. J., 1997, "Product Modularity and its Effect on Service and Maintenance," 1997 Maintenance and Reliability Conference, Knoxville, TN.
[35] Pimmler, T. U. and Eppinger, S. D., 1994, "Integration Analysis of Product Decompositions," ASME Design Engineering Technical Conferences Minneapolis, MN, ASME, pp. 343-351.
[36] Huang, C.-C. and Kusiak, A., 1998, "Modularity in Design of Products and Systems," IEEE Transactions on Systems, Man and Cybernetics, 28(1), pp. 66-77.

122
[37] Kusiak, A., 1999, Engineering Design: Product Processes and Systems, Academic Press, San Diego, CA.
[38] Thevenot, H. J. and Simpson, T. W., 2006, "Commonality Indices for Product Family Design: A Detailed Comparison," Journal of Engineering Design, 17(2), pp. 99-119.
[39] Thevenot, H. J. and Simpson, T. W., 2004, "A Comparison of Commonality Indices for Product family Design," ASME International Design Engineering Technical Conferences - Design Automation Conference, Salt Lake City, UT, ASME, Paper No. DETC2004/DAC-57141.
[40] Wacker, J. G. and Trelevan, M., 1986, "Component Part Standardization: An Analysis of Commonality Sources and Indices," Journal of Operations Management, 6(2), pp. 219-244.
[41] Kota, S., Sethuraman, K. and Miller, R., 2000, "A Metric for Evaluating Design Commonality in Product Families," Journal of Mechanical Design, 122(4), pp. 403-410.
[42] Martin, M. and Ishii, K., 1996, "Design for Variety: A Methodology for Understanding the Costs of Product Proliferation," 1996 ASME Design Engineering Technical Conferences and Computers in Engineering Conference - Design Theory and Methodology, Irvine, CA, ASME, Paper No. 96-DETC/DTM-1610.
[43] Martin, M. V. and Ishii, K., 1997, "Design for Variety: Development of Complexity Indices and Design Charts," 1997 ASME Design Engineering Technical Conferences - Design for Manufacturability, Sacramento, CA, ASME, Paper No. DETC97/DFM-4359.
[44] Jiao, J. and Tseng, M. M., 2000, "Understanding Product Family for Mass Customization by Developing Commonality Indices," Journal of Engineering Design, 11(3), pp. 225-243.
[45] Blecker, T., Friedrich, G., Kaluza, B., Abdelkafi, N. and Kreutler, G., 2005, "Chapter 9: Key Metrics System Based Management Tool for Variety Steering and Complexity Evaluation," Information and Management Systems for Product Customization, Springer’s Integrated Series in Information Systems, New York, NY, pp. 181-242.
[46] Martin, M. V. and Ishii, K., 2002, "Design for Variety: Developing Standardized and Modularized Product Platform Architectures," Research in Engineering Design, 13(4), pp. 213-235.
[47] McAdams, D. A., Stone, R. B. and Wood, K. L., 1999, "Functional Interdependence and Product Similarity Based on Customer Needs," Research in Engineering Design, 11, pp. 1-19.
[48] McAdams, D. A. and Wood, K. L., 2002, "A Quantitative Similarity Metric for Design-by-Analogy," Journal of Mechanical Design, 124(2), pp. 173-182.
[49] Nayak, R. U., Chen, W. and Simpson, T. W., 2000, "A Variation-Based Methodology for Product Family Design," 2000 ASME Design Engineering Technical Conferences - Design Automation Conference, Baltimore, MD, ASME, Paper No. DETC2000/DAC-14264.

123
[50] Mattson, C. A. and Messac, A., 2005, "Pareto Frontier Based Concept Selection Under Uncertainty, with Visualization," Optimization and Engineering - Special Issue on Multidisciplinary Design Optimization, 6(1), pp. 85-115.
[51] Simpson, T. W., 2004, "Product Platform Design and Customization: Status and Promise," Artificial Intelligence for Engineering Design, Analysis and Manufacturing, 18(1), pp. 3-20.
[52] Simpson, T. W. and D'Souza, B., 2004, "Assessing Variable Levels of Platform Commonality within a Product Family Using a Multiobjective Genetic Algorithm," Concurrent Engineering: Research and Applications, 12(2), pp. 119-129.
[53] Gonzalez-Zugasti, J. P., Otto, K. N. and Baker, J. D., 2000, "A Method for Architecting Product Platforms," Research in Engineering Design, 12(2), pp. 61-72.
[54] Fujita, K. and Yoshida, H., 2001, "Product Variety Optimization: Simultaneous Optimization of Module Combination and Module Attributes," ASME 2001 Design Engineering Technical Conferences, Pittsburgh, PA, ASME, DETC2001/DAC-21058.
[55] Li, H. and Azarm, S., 2002, "Approach for Product Line Design Selection Under Uncertainty and Competition," ASME Journal of Mechanical Design, 124(3), pp. 385-392.
[56] D'Souza, B. and Simpson, T. W., 2003, "A Genetic Algorithm Based Method for Product Family Design Optimization," Engineering Optimization, 35(1), pp. 1-18.
[57] Holland, J. H., 1992, "Genetic Algorithms," Scientific American, 267(1), pp. 66-72.
[58] Holland, J. H., 1975, Adaptation in Natural and Artificial Systems, University of Michigan Press, Ann Arbor, MI.
[59] Goldberg, D. E., 1989, Genetic Algorithm in Search, Optimization and Machine Learning, Addison-Wesley Publishing Company Inc., Reading, PA.
[60] Shunk, D., 1985, "Group Technology Provides Organized Apparoaches to Realizing Benefits of CIMS," Industrial Engineering, 17, pp. 74-81.
[61] Droy, J. B., 1984, "It's Time to "CELL" Your Factory," Production Engineering, 34, pp. 50-52.
[62] Allison, J. W. and Vapor, J. C., 1979, "GT Approach Proves Out," American Machinist, 123, pp. 197-200.
[63] Mosier, C. T. and Taube, L., 1985, "The Facets of Group Technology and Their Impacts on Implementation: A State-ot-the-Art Survey," OMEGA, 13, pp. 381-391.
[64] Swift, K. G. and Booker, J. D., 1997, Process Selection From Design to Manufacture, Arnold, London.
[65] Park, J. and Simpson, T. W., 2005, "Development of a Production Cost Estimation Framework to Support Product Family Design," International Journal of Product Research, 43(4), pp. 731-772.
[66] Montgomery, D. C., 2005, Design and Analysis of Experiments, Wiley, Hoboken, NJ.

124
[67] Thevenot, H. J., 2003, "A Comparison of Commonality Indices for Product Family Design," M.S. Thesis, Department of Industrial and Manufacturing Engineering, The Pennsylvania State University, University Park, PA.
[68] Thevenot, H. J. and Simpson, T. W., 2006, "A Comprehensive Metric for Evaluating Commonality in a Product Family," Journal of Engineering Design, 17(2), pp. 99-119.
[69] Lukman, H., Shooter, S., Terpenny, J. P., Simpson, T. W., Stone, R. B. and Kumara, S. R. T., 2006, "An Inter-University Collaborative Undergraduate Research/Learning Experience for Product Platform Planning: Year 2," ASEE Annual Conference & Exposition ASEE, ed., Chicago, IL.
[70] De Jong, K. A., 1975, "An Analysis of the Behavior of a Class of Genetic Adpative Systems," Ph.D. Thesis, Department of Computer and Communication Sciences, University Of Michigan, Ann Arbor, MI.
[71] Grefensette, J. J., 1986, "Optimization of Control Parameters for Genetic Algorithms," IEEE Transactions on Systems, Man and Cybernetics, 16(1), pp. 122-128.
[72] Schaffer, J. D., Caruana, R. A., Eshelman, L. J. and Das, R., 1989, "A Study of Control Parameters Affecting Online Performance of Genetic Algorithms for Function Optimization," 3rd International Conference on Genetic Algorithms, Fairfax, VA, pp. 51-60.

125
APPENDICES Appendix A.1. List of possible materials
Appendix A.2. List of possible manufacturing processes

126
Appendix A.3. List of possible assembly and fastening schemes

127
Appendix B. Computation of the PCI for the first experiment

128
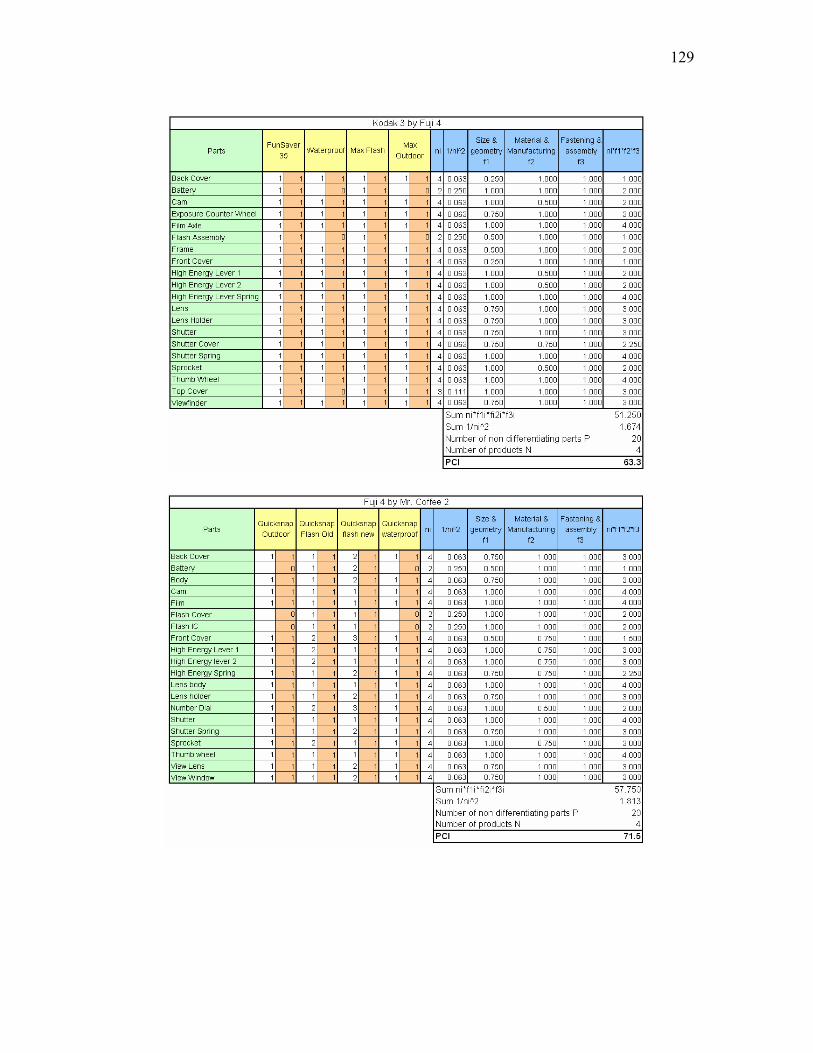
129

130

131
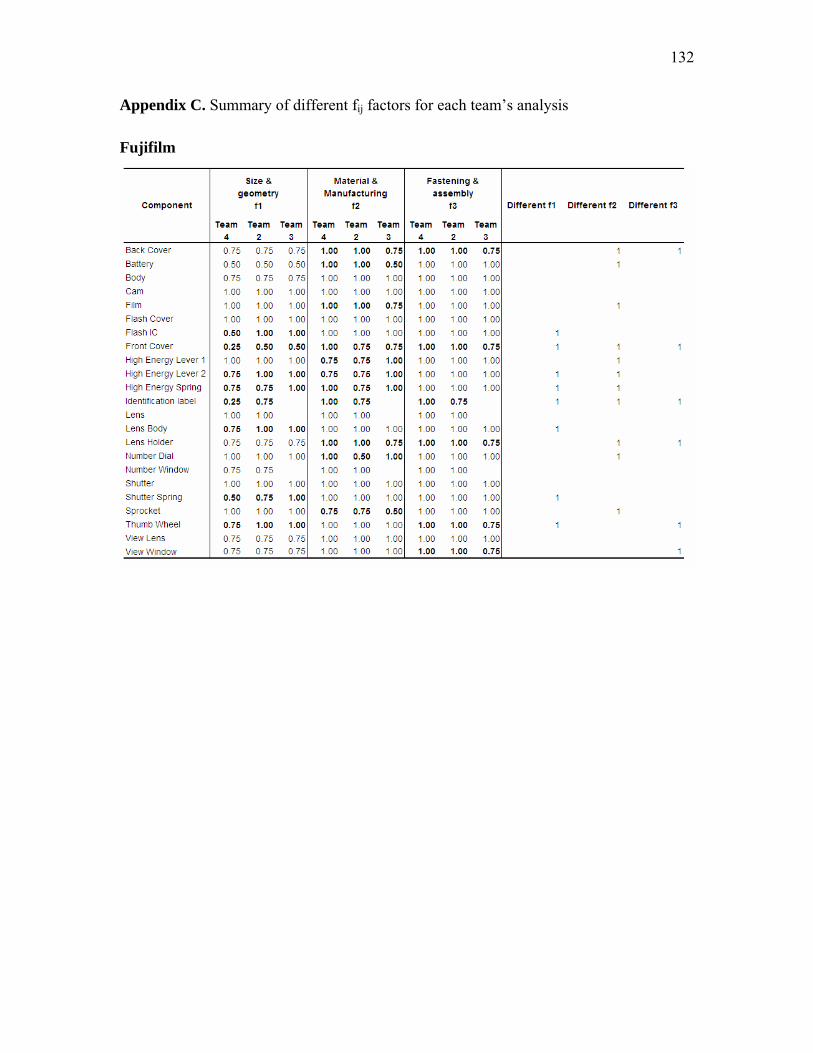
132
Appendix C. Summary of different fij factors for each team’s analysis
Fujifilm

133
Mr. Coffee

134
Appendix D. Computation of the PCI for the second experiment

135

136
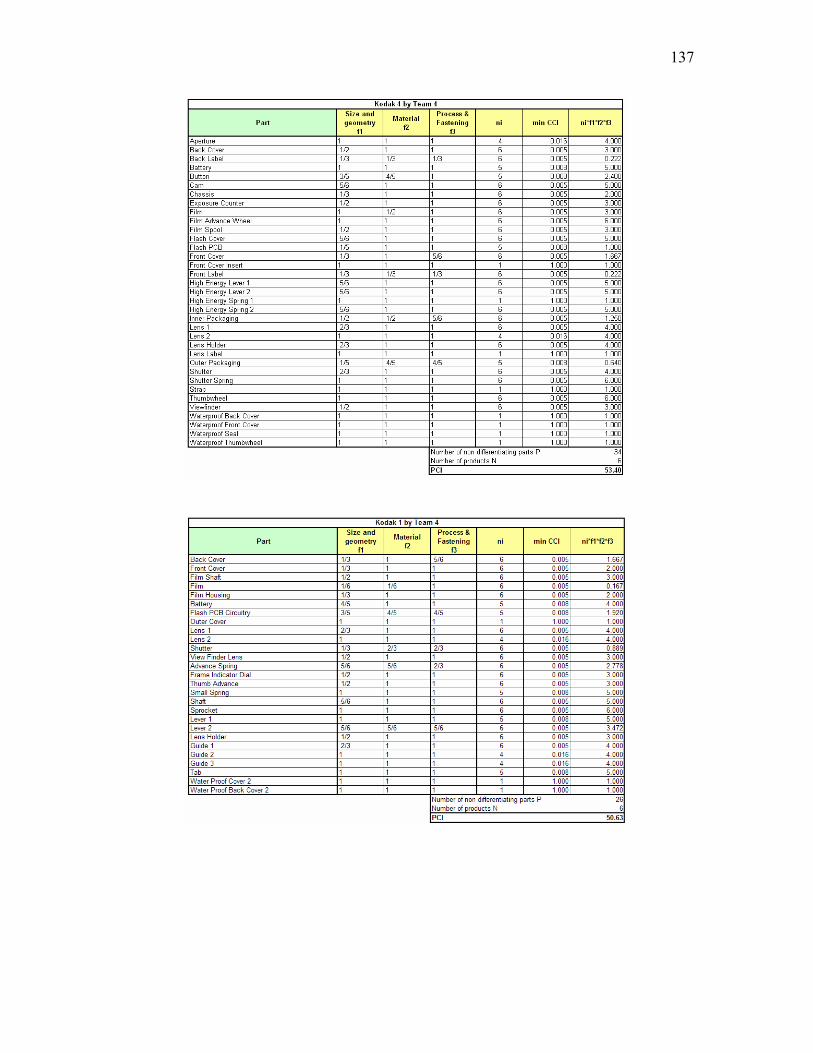
137

138

139
Appendix E. Computation of the CMC for the five product families analyzed
PaperPro
Logitech

140
Microsoft
Fujifilm

141
Kodak

142
VITA Henri Thevenot is a Graduate Research Assistant in the Harold and Inge Marcus Department of
Industrial and Manufacturing Engineering at The Pennsylvania State University working with Dr.
Timothy W. Simpson. He obtained two Master of Science degrees in Industrial and
Manufacturing Engineering in December 2003. The first one, also called Diplôme d’Ingénieur,
was obtained from the Ecole Centrale de Lyon (France), one of the top three French
multidisciplinary engineering schools (known as Grandes Ecoles d’Ingénieurs). The second one
was obtained from the Pennsylvania State University, ranked third in the United States. His
Master’s thesis, at the Pennsylvania State University, was titled, “A Comparison of Commonality
Indices for Product Family Design.”
Over the course of his studies at The Pennsylvania State University, Henri has been heavily
involved in research and teaching. He conducted his research in the Engineering Design and
Optimization Group (EDOG) Laboratory which is comprised of two faculty members and ten
students. He has written twenty three papers thus far in his last two years, and one book chapter.
Henri also helped teach two undergraduate level classes (in the Department of Engineering
Design and in the Department of Mechanical and Nuclear Engineering).