a comprehensive evaluation and development of alternative
TRANSCRIPT

The Pennsylvania State University
Earth and Mineral Sciences
College of Energy and Mineral Engineering
A COMPREHENSIVE EVALUATION AND DEVELOPMENT OF
ALTERNATIVE BIODIESEL ANALYTICAL QUALITY TESTING
METHODS
A Thesis in
Energy and Mineral Engineering
by
Ryan A. Johnson
© 2011 Ryan A. Johnson
Submitted in Partial Fulfillment
of the Requirements
for the Degree of
Master of Science
May 2011

ii
The dissertation of Ryan A. Johnson was reviewed and approved* by the following:
André Boehman Professor of Fuel Science and Materials Science and Engineering
Thesis Advisor Joseph M. Perez Senior Research Scientist of Chemical Engineering Sarma V. Pisupati Associate Professor of Energy and Mineral Engineering Matthew M. Kropf Post Doctorate of Engineering Science and Mechanics Yaw D. Yeboah Professor of Energy and Mineral Engineering Head of the Department of Energy and Mineral Engineering
*Signatures are on file in the Graduate School

iii
ABSTRACT
This thesis had as its objective the evaluation of current commercial techniques used to assess and
monitor biodiesel quality in industry. It was also essential to statistically determine the reliability of alternative
tests as compared to current ASTM testing methods. Biodiesel quality assurance is a major cost issue for
many small scale producers, while being a major concern for engine manufacturers. The critical tests for
biodiesel fuel quality, defined by BQ-9000, were deemed the most necessary to develop alternative testing
methods which would benefit the biodiesel industry as a whole.
The commercial analytical methods evaluated in this study include QTA, i-Spec and the pHLip test.
In addition, methods based on spectrophotometry, dielectric spectroscopy and ultrasonic velocity were
developed and explored as potential methods for assessing biodiesel quality. Of all the tests evaluated, most
had the potential of acting as a firewall against poor biodiesel quality fuel, but none were found to be capable
of predicting whether the fuel would meet ASTM specification consistently. While the QTA FT-IR rapid
testing unit can measure most of the critical parameters designated by BQ-9000, it was found that results for
key biodiesel quality parameters did not adequately reproduce ASTM results. Yet, the QTA shows promise
for potentially carrying out nearly full-range biodiesel analysis in one test. The other commercial apparatus,
the i-SPEC Q-100, showed highly insignificant results overall. While the test claims to have high potential,
there were no valid results which indicated so. The spectrophotometer test for total glycerin was found to
have mediocre results but has the potential to be a highly inexpensive method to produce reliable results.
Dielectric spectroscopy measurements of biodiesel did not establish usable trends, but set the foundation for
carrying out experiments in-situ for the monitoring of biodiesel either in the facility or as a standalone
method for total glycerin, methanol and free glycerol. The ultrasonic velocity measurements provided
potentially accurate data for monitoring the biodiesel reaction, but may be limited by being very feedstock
dependent.

iv
TABLE OF CONTENTS
LIST OF FIGURES ............................................................................................................................ viii
LIST OF TABLES ................................................................................................................................. x
ACKNOWLEDGEMENTS .................................................................................................................. xi
Chapter 1. Introduction .......................................................................................................................... 1
1.1. Biodiesel as an Alternative Diesel Fuel ...................................................................................... 1
1.2. Overview of Biodiesel Production .............................................................................................. 2
1.2.1. Base Catalyzed Transesterification .................................................................................... 4
1.2.2. Acid Catalyzed Esterification ............................................................................................. 5
1.3. Biodiesel Quality Standardization .............................................................................................. 6
1.3.1. ASTM Standardization of Biodiesel ................................................................................... 6
1.3.2. US Biodiesel Quality Programs .......................................................................................... 7
Chapter 2. Implications of Biodiesel Properties and Impurities on Engines with a Review of the
Standardized Techniques that Measure Them ..................................................................................... 9
2.1. Biodiesel Standard Parameters and Fuel Property Measurement Methods ........................... 9
2.1.1. Mono-, di-, and triglycerides (bound glycerin) ................................................................. 9
2.1.2. Free Glycerol ...................................................................................................................... 10
2.1.4. Methanol Content / Flash Point ...................................................................................... 13
2.1.6. Acid Number ..................................................................................................................... 17
2.2. Fuel and Physical Properties .................................................................................................... 18
2.2.1. Cold Temperature Properties ........................................................................................... 18
2.2.2. Oxidative Stability ............................................................................................................. 19
2.3. Carryover Elements ................................................................................................................... 20

v
2.3.1. Sulfur .................................................................................................................................. 20
Chapter 3. Commercial Alternative Biodiesel Quality Testing Equipment ........................................ 22
3.1. Introduction to Alternative Testing Methods .......................................................................... 22
3.2. pHLip Test ................................................................................................................................ 22
3.3. Mid Infrared Fourier Transform (FT-IR) – QTA System ...................................................... 24
3.4. i-SPEC™ Q-100 Handheld Biodiesel Analyzer ....................................................................... 25
3.5. Methanol Solubility Test (Jan Warnquist’s Conversion Test) ................................................ 26
3.6. Soap and Catalyst Measurement by Colorimetric Titration ................................................... 27
Chapter 4. Analytical Methods Development ...................................................................................... 29
4.1. Spectrophotometric Analysis of Biodiesel for Bound Glycerol Determination .................... 29
4.1.1. General Principles of Spectrophotometry ........................................................................ 30
4.1.2. TSL230R Light to Frequency Converter .......................................................................... 32
4.2. Dielectric Spectroscopy of Biodiesel in MW Regime ............................................................. 34
4.3. Measurement of the Speed of Ultrasound as a Biodiesel Characterization Technique ....... 37
4.3.1. Ultrasound Fuel Quality Measurement Background ..................................................... 37
4.4. Unique In-Column Injection for Total and Free Glycerol Determination by GC ................ 40
Chapter 5. Results and Discussion of Analytical Fuel Quality Techniques ........................................ 44
5.1. Test Samples .............................................................................................................................. 44
5.1.1. Commercial Biodiesel Samples ........................................................................................ 44
5.1.2. Small Scale Batch Biodiesel Samples from Various Feedstocks .................................... 44
5.2. Past Studies of Correlating Two Instruments ......................................................................... 45
5.2.1. 2004 NREL Survey – Two Rancimat Instruments .......................................................... 45
5.3. Methods for Comparing Two Instruments that Measure the Same Parameter .................... 46
5.4. Alternative Testing Technique Analysis .................................................................................. 48
5.4.1. pHLip Test......................................................................................................................... 48
5.4.1.1. Upper Phase (Glycerin Detection) ............................................................................... 49
5.4.1.2. Lower Phase (Acid Value Detection) ........................................................................... 49
5.4.2. Near Infrared – QTA System ............................................................................................ 51

vi
5.4.2.1. Total Glycerin ................................................................................................................ 51
5.4.2.2. Methanol Content .......................................................................................................... 52
5.4.2.3. Acid Number ................................................................................................................. 54
5.4.2.4. Free Glycerol .................................................................................................................. 55
5.4.3. I-Spec Q100 ........................................................................................................................ 57
5.4.3.1. Total Glycerin ................................................................................................................ 57
5.4.3.2. Methanol Content .......................................................................................................... 59
5.4.3.3. Acid Number ................................................................................................................. 60
5.4.4. Methanol Solubility Test ................................................................................................... 61
5.4.5. Spectrophotometric Analysis of Biodiesel for Bound Glycerol Determination ............ 63
5.4.6. Dielectric Spectroscopy of Biodiesel for Total Glycerin ................................................. 70
5.4.7. Ultrasonic Velocity Measurements in Biodiesel for Bound Glycerol Determination ... 72
5.4.8. Unique In-Column Injection Method for Total and Free Glycerol Determination by
GC 74
5.4.8.1. Total Glycerin ................................................................................................................ 74
5.4.8.2. Free Glycerol .................................................................................................................. 76
Chapter 6. Discussion .......................................................................................................................... 78
Chapter 7. Conclusions and Future Work ........................................................................................... 83
7.1. Qualitative Testing Method ...................................................................................................... 83
7.1.1. pHLip ................................................................................................................................. 83
7.2. Quantitative Testing Methods.................................................................................................. 83
7.2.1. QTA .................................................................................................................................... 83
7.2.1.1. Total Glycerin ................................................................................................................ 84
7.2.1.2. Methanol ........................................................................................................................ 84
7.2.1.3. Acid Number ................................................................................................................. 84
7.2.1.4. Free Glycerol .................................................................................................................. 85
7.2.2. I-Spec .................................................................................................................................. 85
7.2.2.1. Total Glycerin ................................................................................................................ 85
7.2.2.2. Methanol ........................................................................................................................ 85

vii
7.2.2.3. Acid Number ................................................................................................................. 86
7.2.3. Spectrophotometer ............................................................................................................ 86
7.2.4. Dielectric Spectroscopy ..................................................................................................... 86
7.2.5. Ultrasound .......................................................................................................................... 86
7.3. Future Work ............................................................................................................................... 87
Appendix A. Sample Sets for Biodiesel Quality Testing ..................................................................... 89
Appendix B. Raw Data of Analytical Instruments .............................................................................. 94
Appendix C. Calculations for Statistical Representation of Results .................................................... 96
References ........................................................................................................................................... 100

viii
LIST OF FIGURES
Figure 1: Biodiesel Production in the United States (7)
Figure 2: Conventional Biodiesel Production Process
Figure 3: Transesterification Reaction (10)
Figure 4: Representative Chromatogram for Determining Free and Bound Glycerol (36)
Figure 5: Diagram of Pensky-Martens Closed Cup Flash Point Tester (37)
Figure 6: Left (54): pHLip standard test vial – Pass. Center two samples (54): Two samples that fail. Right: Highly Pure FAME (distilled) – Pass. Figure 7: pHLip Linear Color Shift with pH in Acidic Range (54) Figure 8: I-Spec Q100 Handheld Unit (60) Figure 9: 27/3 Bound Glycerol Test Result (Fail Sample)
Figure 10: Biodiesel Spectrophotometer Apparatus
Figure 11: TSL230R Block Diagram (68)
Figure 12: TSL230R Spectral Responsitivty at Various Wavelengths (68)
Figure 13: TSL230R Output Frequency (kHz) as a Function of Irradiance (uW/cm2) (68)
Figure 14: Dielectric Response Mechanisms (75)
Figure 15: Dielectric Storage Permittivity and Loss Permittivity (78)
Figure 16: Dielectric Loss of Canola B100 ( ) vs. Frequency (Hz)
Figure 17: Loss Tangent of Glycerol ( ) vs. Frequency (Hz)
Figure 18: Dielectric Loss of Methanol ( ) vs. Frequency (Hz)
Figure 19: Frequency Sweep of Vegetable Oil from 1.2-1.5 MHz
Figure 20: Ultrasonic Velocity Measurement Apparatus (80)
Figure 21: Free Glycerol Concentration vs. FID Response
Figure 22: Monoolein Concentration vs. FID Response
Figure 23: Diolein Concentration vs. FID Response
Figure 24: Triolein Concentration vs. FID Response
Figure 25: Typical Chromatogram of the Modified GC method for Sample A (sec. 5.1.1)

ix
Figure 26: Bound Glycerol Conversion Curve for Various Feedstocks
Figure 27: Rancimat Value (Bosch) vs. Rancimat Value (SwRI) (23)
Figure 28: QTA vs. ASTM D 6942 for Total Glycerin Measurement
Figure 29: QTA vs. EN 14110 for Methanol Content Measurement
Figure 30: QTA vs. ASTM D 664 for Acid Number Measurement
Figure 31: QTA vs. ASTM D 664 for Free Glycerol Measurement
Figure 32: I-Spec vs. ASTM D 6942 for Total Glycerin Measurement
Figure 33: I-Spec vs. EN 14110 for Methanol Content Measurement
Figure 34: I-Spec vs. ASTM D 974 for Acid Number Measurement
Figure 35: Absorbance vs. Total Glycerin at 10:1 Ratio
Figure 36: Absorbance vs. Total Glycerin at less than 0.5 wt. %, 10:1 ratio
Figure 37: Spectrophotometer (10:1 Ratio) vs. ASTM D 6942 for Total Glycerin
Figure 38: Absorbance (9:1 Ratio) vs. Total Glycerin
Figure 39: Spectrophotometer (9:1 Ratio) vs. ASTM D 6942 for Total Glycerin
Figure 40: Absorbance (8:1 Ratio) vs. ASTM D 6942 for Total Glycerin
Figure 41: Spectrophotometer (8:1 Ratio) vs. ASTM D 6942 for Total Glycerin
Figure 42: Dielectric Loss at 7.47 GHz vs. Bound Glycerol Weight Percentage
Figure 43: Maximum Dielectric Loss vs. Bound Glycerol Weight Percentage
Figure 44: Speed of sound measurements of Canola Biodiesel vs. Temperature (80)
Figure 45: Speed of Sound Measurements at 25oC vs. Bound Glycerol Mass Percentage
Figure 46: Modified GC Method Total Glycerin vs. Commercial Testing Lab Total Glycerin
Figure 47: Modified GC Method Free Glycerol vs. Commercial Testing Lab Free Glycerol

x
LIST OF TABLES
Table 1: Common Fatty Acid Chains
Table 2: Acid Number of Various Vegetable Oil Feedstocks
Table 3: ASTM Biodiesel Quality Limits and Testing Procedures
Table 4: Repeatability and Reproducibility for Total and Free glycerol values Table 5: Repeatability and Reproducibility of Methanol Mass Percentage Values Table 6: Pioneering Experiment for Optical Density Tester of Used Cooking Oil Table 7: pHLip Glycerin Analysis Table 8: pHLip Acid Number Analysis
Table 9: 27/3 Methanol Solubility Test of WVO Samples
Table 10: 81/9 Methanol Solubility Test of WVO Samples
Table 11: Statistical Evaluation of QTA Acid Number Correlation
Table 12: Statistical Evaluation of QTA Free Glycerol Correlation
Table 13: Statistical Evaluation of I-Spec Total Glycerin Correlation
Table 14: Statistical Evaluation of I-Spec Methanol Content Correlation
Table 15: Statistical Evaluation of I-Spec Acid Number Correlation
Table 16: 27/3 Methanol Solubility Test of WVO Samples
Table 17: 81/9 Methanol Solubility Test of WVO Samples
Table 18: Statistical Evaluation of Spectrophotometer (10:1 Ratio) Total Glycerin Correlation
Table 19: Statistical Evaluation of Spectrophotometer (9:1 Ratio) Total Glycerin Correlation
Table 20: Statistical Evaluation of Spectrophotometer (8:1 Ratio) Total Glycerin Correlation
Table 21: Statistical Comparison of Alternative Testing Techniques for Total Glycerin and Free
Glycerol
Table 22: Statistical Comparison of Alternative Testing Techniques for Methanol Content and Acid
Number

xi
ACKNOWLEDGEMENTS
I would like to express my gratitude to my project advisor, Dr. Joseph Perez, for his continued
support and guidance through my undergraduate and graduate career here at Penn State. I want to thank Dr.
Matthew Kropf for his utmost support for my endeavors, where his sincere hands-on assistance and
encompassing knowledge allowed me to complete the work that I could not have accomplished on my own.
Furthermore, Dr. Kropf brought me into his own projects of which I have learned so much from. I would
also like to thank the United Soybean Board for funding for my initial semesters of graduate schooling for
working on the Alternative Testing Methods for Biodiesel Project. Howell Rigley with Knightsbridge Biofuels
was so kind as to devote his time and resources for providing the QTA Infrared data in this thesis.
Furthermore I would like to give my greatest support and appreciation of the Chemical Engineering Biodiesel
Research Group, administered by Dr. Joseph Perez and Dr. Wallis Lloyd, for providing me with the
capabilities to carry out biodiesel reactions in a controlled and safe manner and with extensive analytical
equipment for analyzing vegetable oil and biodiesel fuels throughout this project and beyond.

Chapter 1. Introduction
1.1. Biodiesel as an Alternative Diesel Fuel
Biodiesel is a clean burning, alternative diesel fuel produced domestically from various oil seed crops
or rendered animal fats (1-3). The ideal characteristics of biodiesel fuel for our current transportation
infrastructure make it a promising future alternative energy source. The most common method for producing
biodiesel is through a process known as transesterification, which has been carried out for decades (4-5). By
definition, biodiesel is described in ASTM D 6751-10 as “the mono alkyl esters of long chain fatty acids
derived from renewable lipid feedstocks, such as vegetable oils and animal fats, for use in compression
ignition (diesel) engines” (6).
Recent incentives for producing domestic fuels in the United States with a low carbon footprint from
renewable sources have allowed for the quick inception of biodiesel production, as depicted in Figure 1, with
many states mandating 2-5% blend of biodiesel into petroleum diesel (7). As of December 2009, there are
over 122 active biodiesel facilities capable of producing 2 billion gallons per year. Yet, in 2009, U.S. biodiesel
facilities were only running at 25% capacity, with 506 million gallons produced (8). Some of the reasons for
decreased biodiesel production can be attributed to the low cost of diesel relative to feedstock cost, the loss
of subsidies and tax credits and the stricter limits on biodiesel exports into the lucrative European market.
Figure 1: Biodiesel Production in the United States (7)
31
92
246
477
670
506
0
100
200
300
400
500
600
700
800
2004 2005 2006 2007 2008 2009
Mill
ion
Gal
lon
s o
f B
10
0 P
rod
uce
d
Year

2
1.2. Overview of Biodiesel Production
Conventionally, biodiesel is produced through a transesterification reaction of a triglyceride (animal
fat or vegetable oil) with a short chain alcohol (typically methanol) in the presence of a base catalyst (usually
sodium or potassium methoxide). While there are many different configurations of biodiesel processing
equipment and methods, the method utilized at The Pennsylvania State University (PSU) is depicted in
Figure 2. Since PSU produces biodiesel from used cooking oil (yellow grease), a two-step alkali process is
carried out.
Figure 2: Conventional Biodiesel Production Process
Plant oils, animal fats and used cooking oils (UCO) are the main feedstocks used to produce
biodiesel. Through precedent classifications, fats are defined as a solid at 20 oC, whereas oil is liquid at 20 oC,
even though they are both chemically defined as triglycerides. Animals synthesize fats for their own energy
storage whereas plants synthesize oils for energy requirements of the next generation plant. Oils tend to be
concentrated in seeds and nuts. The molecular structure of oils and fats are triglycerides, also known as

3
acylglycerols. They are esters of three long chain fatty acids connected to a three carbon molecule known as
glycerol. Fatty acids are long chain aliphatic carboxylic acids, ranging from 12-20 carbon atoms in length.
Biodiesel will contain a distribution of fatty acid types, known as a fatty acid profile, which is inherent
of the feedstock used. The chemical and physical properties of the oil and the biodiesel obtained from them
vary in relation to the fatty acid type. Fatty acids can vary in molecular weight and the amount of double
bonds along the aliphatic chain, which is highly dependent upon the vegetable or animal source. Fatty acids
are often abbreviated to define these two characteristics. By convention, fatty acid chains are more easily
denoted as CX:Y, where X is the amount of carbon atoms and Y is the quantity of double bonds. If zero
double bonds are present, such as in palmitic acid shown in Table 1, the fatty acid chain is fully saturated. If
double bonds are present then the fatty acid is considered unsaturated, such as in oleic acid shown in Table 1.
The fatty acid length and degree of unsaturation also reveals some inherent qualities of the fatty acids. If a
fatty acid molecule contains more than two double bonds, it will have better cold-flow properties but is
susceptible to oxidative stability. Subsequently, fatty acid molecules with zero or one double bond will have
poor cold flow properties yet are more stable toward oxidation.
Table 1: Common Fatty Acid Chains (9)
Fatty Acid Acronym (Cx:y)
Formula Mol. Weight (g/mol)
Melting Point (oC)
Palmitic acid C16:0 C16H32O2 256.428 63-64
Stearic acid C18:0 C28H36O2 284.481 70
Oleic acid C18:1 C18H34O2 282.465 16
Lioleic acid C18:2 C18H32O2 280.450 -5
Linolenic Acid C18:3 C18H30O2 278.434 -11
The transesterification reaction occurs step wise, with one fatty acid ester chain being removed first
(forming one mono alkyl ester and a diglyceride), the second fatty acid ester removed next (forming two
mono alkyl esters and a monoglyceride), and lastly, reaction of the third fatty acid ester as shown in Figure 3.

4
Figure 3: Transesterification Reaction (10)
The resulting products are three fatty acid methyl esters (FAME) and glycerin. Glycerin is removed
and further purified into a valuable co-product (11). The desired results of the biodiesel process are to break
down the high molecular weight acyglycerols into individual fatty acids and remove the glycerol chain. This
reduces the viscosity of the fuel to the ASTM specified viscosity range for modern diesel engines. Other
benefits of using FAME include reduced tailpipe combustion emissions (12).
Many different types of alcohols can be used to carry out the transesterification reaction, but
methanol is the most often utilized. Ethanol and iso-propanol have also been used to produce biodiesel with
different pros and cons, such as being able to be produce ethanol from renewable sources yet a major
downside is ethanol’s azeotrope with water causing process difficulties. This thesis will focus only on
biodiesel production using methanol.
Methanol has a relatively low boiling point compared to the other biodiesel processing components
and should be removed FAME and glycerol streams. It can be completely removed by distillation.
Methanol’s low flashpoint also categorizes it as a Class I-b liquid, being highly flammable.
1.2.1. Base Catalyzed Transesterification
In order for the transesterification reaction to be carried out to completion in a timely manner, a base
catalyst is required. The most common bases are sodium and potassium hydroxide (NaOH and KOH). These

5
are then converted to the desired catalyst by adding them to methanol to create a solution of sodium or
potassium methoxide (NaOCH3 or KOCH3).
NaOH + CH3OH NaOCH3 + H2O [1]
The above reaction is actually not desired since the water content of the catalyst can cause
complications during the biodiesel process, such as excess soap formation. The usage of commercially
prepared sodium methoxide solution is ideal because there is no preparation required and no water present.
As determined in literature, 0.5% wt. sodium hydroxide (0.664% wt. sodium methoxide) to oil is used for
catalysis while an additional amount of base catalyst is required to react with any free fatty acids (FFA) into
soap. This excess amount of catalyst is determined by titrating the oil, and if not taken into account a certain
amount of catalyst will be consumed according to the following reaction.
FFA + CH3O-Na Soap + MeOH [2]
The sodium methoxide catalyst is necessary for two reasons. The presence of the base catalyst
increases mass diffusion of the reactants for enhanced reaction rates. The increased mass diffusion is caused
by an increase in alcohol solubility into the less polar oil phase, since alcohol is hardly soluble in oil under
normal conditions (13). The methoxide anion of the catalyst is also responsible for cleaving the original ester
bond linkage located on the acylglycerols.
Since the transesterification reaction is an equilibrium reaction, thus it can proceed in reverse. The
reverse reaction of FAME into acylglycerols is inhibited by adding excess methanol (or ethanol) to force the
reaction to the products. Once the methanol and base methoxide are added to the vegetable oil at elevated
temperature, the stepwise reaction in Figure 3 occurs.
1.2.2. Acid Catalyzed Esterification
According to many sources (14-16), the oil or fat used in alkaline-catalyzed transesterification
reactions should contain no more than 1% FFA. If the FFA content exceeds this threshold, saponification
occurs which hinders separation of the ester from the glyceride, facilitates emulsification, consumes the alkali

6
catalyst, and reduces the yield and formation rate of FAME. In a typical reaction of oil with low (<1%) FFA
content, about .5% by mass NaOH is used as catalyst and to neutralize whatever FFAs may be present. As
shown below in Table 2, many feedstock oils exceed this threshold and other pre-treatment steps must be
carried out
Table 2: Typical Acid Number Range of Various Vegetable Oil Feedstocks (17) Oil Canola Rapeseed Soy Jatropha Cuphea
FFA (% mass in oil) .4 - 1.2 .5 - 1.2 .5 - 1.6 3-14 .09- 5
Many sources available deal with this issue by applying the acid pre-treatment esterification method
which converts FFA into FAME. The reaction is catalyzed by concentrated sulfuric acid (14-15), as shown in
reaction 3,
R1-COOH + R2OH H2O + R1-COO-CH2-R2 [3]
The goal of this step is to reduce the FFA content in the oil to <1% prior to the alkaline-catalyzed
reaction, while inhibiting the breakdown of triglycerides.
1.3. Biodiesel Quality Standardization
1.3.1. ASTM Standardization of Biodiesel
Before biodiesel can be sold as a fuel or blending stock, it must first meet a defined standard to
ensure the fuel does not damage engine components. Therefore, the quality control of biodiesel is a necessity
for the successful commercialization of this fuel and its blends (18).As described previously, the
transesterification reaction that produces unpurified FAME will also contain glycerol, alcohol, catalyst, tri, di-
and monoglycerides as well as free fatty acids (19). The American Society for Testing and Materials (ASTM)
Biodiesel Task Force was formed in 1994 to agree upon the fuel quality requirements of biodiesel (20). Since
then, over 10 iterations of the standard, Table 3, have occurred through collaboration between biodiesel
producers, consumers, researchers and engine manufacturers (6, 21). Due to the misrepresentation of
biodiesel which has sometimes been referred to as pure vegetable oil, a mixture of vegetable oils, esters of
natural oils and mixtures of esters and petrodiesel, the ASTM Biodiesel Task Force decided that a written
description of biodiesel was essential. The Task Force adopted the definition of biodiesel as stated in section

7
1.1. It was also decided to develop a standalone specification for pure biodiesel and for blends of biodiesel
into petrodiesel, D 6751-10 (Table 3) and D 7467, respectively.
Table 3: ASTM D 6751-10 Biodiesel Quality Limits and Testing Procedures (21)
1.3.2. US Biodiesel Quality Programs
The National Biodiesel Board (NBB), a collaboration of biodiesel groups in industry, has been very
influential in developing biodiesel quality programs (22). NBB has supported the necessity of conforming to
ASTM specifications by encouraging its use and adoption. The NBB has taken biodiesel fuel quality one step
further, however, by sponsoring a voluntary fuel supplier certification program called BQ-9000. This
accreditation program provides producers with a “good housekeeping” seal of approval, to leverage their
sales and by increasing the confidence of engine companies and consumers that BQ-9000 certified marketers
will meet ASTM specifications
NREL in collaboration with the National Biodiesel Board has also conducted quality surveys to
assess the quality of fuel being distributed through the United States. The results of three surveys in recent
years summarized key issues of biodiesel quality control.
The main result of the biodiesel quality survey in 2004 (23) was that out of 27 B100 samples, 85%
met all of the required ASTM D 6751-03a parameters. The 4 of samples that failed were either out of spec.
for acid number, total glycerin or phosphorus (one sample exceeding total glycerin limit by 5 fold).

8
Furthermore, it was found that 26 out of 27 samples would fail the EN oxidative stability limit by Rancimat,
requiring an induction period of 6 hours. The main result of the B20 blend quality survey was that 36% of the
samples contained biodiesel contents between 7-98% (outside the range of 18-22%). It was determined that
the cause was that conventional splash blending methods were not providing homogenous mixtures. All B20
blend samples passed quality testing requirements in accordance to D 975.
A subsequent survey was carried out in 2006 which discovered high failure rates against ASTM D
6751, with 59% of the samples not meeting specification (24). The majority of failing samples exceeded the
allowable total glycerin (33%) or did not meet the minimum flash point specification (30%). The samples
obtained were derived from soy, canola, palm, rapeseed or animal fat. The 2006 failure rate was alarming
which showed serious quality control issues. The conclusion of the study influenced the National Biodiesel
Board to stress fuel quality and subsequently released several informational documents to augment fuel
quality programs (25).
NREL surveyed B20 blends once again in 2008 (26) and were tested with the new B6-B20 ASTM
specification, D 7467. In this study, it was found that 40% of 33 samples were not between 18-22% biodiesel,
compared with 36% in 2004. Most samples that were below 18% contained B2, B5 and B10 making it
necessary to enforce pump labeling. No B100 samples were analyzed in 2008.
1.3.2.1. BQ-9000
The BQ-9000 National Biodiesel Accreditation Program is a cooperative and voluntary program
which subjects the facility to test each production lot of B100 with full specification testing under ASTM
6751-08b until there is sufficient confidence that the production process consistently produces fuel that is up
to standard. The quality system addresses many aspects of biodiesel production such as storage, sampling,
testing, blending, shipping, distribution and fuel management practices (27). Once a producer becomes
certified under BQ-9000, each lot of fuel produced is subjected to critical specification testing. Every six
months the facility is subjected to full range ASTM 6751 testing of their fuel, while once a month a
sodium/potassium and calcium/magnesium test shall be run (27).

9
The critical tests were deemed most important for biodiesel reliability. Furthermore, many of the
other testing parameters in D 6751 are not as likely to go out of specification once the process method is
fully developed. The critical tests are as follows (27):
Alcohol control, water and sediment, cloud point, acid number, free glycerin, total glycerin, sulfur,
oxidative stability, visual appearance and cold soak filterability test.
Chapter 2. Implications of Biodiesel Properties and Impurities on Engines with a Review of
the Standardized Techniques that Measure Them
2.1. Biodiesel Standard Parameters and Fuel Property Measurement Methods
The development of internal combustion engines over the past century has resulted from the
complimentary refinement of the engine design and fuel properties. As such, engines have been developed to
utilize the properties of the fuels that were available. Replacement of existing fuels with new fuel formulations
requires understanding the critical fuel properties. To ensure that the new fuels can be used effectively
requires consistent fuel quality. The critical tests for biodiesel fuel quality defined by BQ-9000 were deemed
the most necessary by our group for which to develop and test alternative testing methods. Being able to use
alternative tests for the parameters that need to be tested the most often would alleviate financial burdens on
biodiesel producers, reduce turnaround times for sample analysis all while ensuring biodiesel quality.
Discussed in this section will be some key fuel properties as well as the ASTM and EN methods to measure
these properties, as required in D 6751, Table 3.
2.1.1. Mono-, di-, and triglycerides (bound glycerin)
As seen previously in Figure 3, the biodiesel transesterification process is a three step equilibrium
reaction. The equilibrium constants for each reaction are pushed towards the product by optimizing the
reaction conditions with excess methanol and the correct ratio of alkaline catalyst to triglycerides. Since the
chemical reaction is reversible, there will almost always be left over un-reacted acylglycerols in the final
product which are in the form of mono-, di- and triglycerides. The amounts will depend on process
conditions. There are no commercial separation techniques for removing un-reacted acylglycerols, with one

10
exception that lower concentrations can be achieved if the final ester product is distilled (28). The ASTM test
method uses gas chromatography (GC) to analyze the three types of un-reacted esters and combines them
into a term known as bound glycerol. Bound glycerol accounts for only the glycerol backbone to be counted
toward the impurity concentration. The following calculations show how each mono-, di- and triglycerides is
converted to bound glycerol for quantification (29),
Bound glycerin = GlM, GlD, GlT) [4]
GlM = 0.2591 monoglyceride, mass%) [5]
GlD= 0.1488 diglyceride, mass%) [6]
GlT = 0.1044 triglyceride, mass%) [7]
Where GlM, GlD and GLT are the mass percentage concentrations of monoglycerides, diglycerides
and triglycerides, respectively. It is significant to realize that the fatty acid molecule attached to the glycerol
backbone is the majority of the molecular weight of the un-reacted ester, which is taken into account in
equations 5-7. While ASTM does not set explicit limits for individual partial glycerides, the EN standard does.
Recently it has been found that large proportions of monoglycerides have been the cause of cold weather
issues which gave rise to the importance of implementing the cold soak filtration test into the ASTM
standard (6).
2.1.2. Free Glycerol
As shown in Figure 3, glycerol is a major product of transesterification being approximately 10% by
weight of the biodiesel product. Thus separating glycerol sufficiently is a major concern for fuel quality (30).
Free glycerol in significant concentrations will separate out of the biodiesel either in storage or in the fuel
tank. Due to glycerol’s hydroscopic properties, it will attract other polar compounds such as water,
monoglycerides and soap. The increased concentration of these compounds will augment damage to the
injection system (31). Concentrated free glycerol may also clog up the fuel filter and can result in increased
aldehyde emissions (32).

11
2.1.3. Total Glycerin
For clarity, the ASTM requirement for bound glycerol is combined with the amount of free glycerol
into a term known as total glycerin. This places all glycerol backbone moieties into one category. Biodiesel
fuel that is out of specification for total glycerin can lead to engine coking which will cause the formation of
deposits on injection nozzles, pistons and valves (33). While determining bound glycerol in biodiesel using
GC has been previously proven (34), the GC method was augmented to include the determination of both
free and bound glycerol to suffice for the ASTM standard (35).
2.1.3.1. ASTM D 6584: Standard Test Method for Determination of Free and
Total Glycerin in B-100 Biodiesel Methyl Esters By Gas Chromatography
The ASTM D 6584 standard quantitatively determines the amount of free glycerin in the range of
0.005 to 0.05 mass% and total glycerin in the range of 0.05 to 0.5 mass% by GC. Detection limits are 0.001%
mass% for free glycerin and 0.02% mass% for mono-, di- and triglycerides. The ASTM GC procedure is as
follows (29):
Column: Non-Polar, high-temperature capillary column coated with 95% dimethyl – 5% diphenyl-
polysiloxane stationary phase, 10-15 m length with 0.32 mm inner diameter and 0.1 mm film thickness. A
guard column is recommended for robustness of the column due to potential sample contaminants and high
oven temperatures.
Injection: 1-2μL, Cool on-column injection.
Detection: Flame Ionization, 380 oC
Carrier gas: Helium or Hydrogren, 4mL/min.
Oven Temp.: 50 oC (hold 1 min) to 180 oC @ 15 oC/min (hold 7 min) to 230 oC @ 30 oC/min to 380 oC @
30 oC/min (hold 5 min).
Sample Preparation: Since glycerol and bound glycerol are essentially non-volatile compounds, they need to
be treated with a silyating agent to enable them to be vaporized during the separation. The free hydroxyl

12
groups of the sample are silyated with N-methyl-N-trimethylsilytrifluoracetamide (MSTFA) by shaking for
three minutes and let stand for 20 minutes. The sample mixture is then diluted with heptane to quench the
silyation reaction.
Standardization: Internal standards are utilized to account for any potential interference during the injection
or column degradation. 1,2,4 butanetriol is the standard for free glycerol and 1,2,3 tricaproylglycerol
(tricaprin) is the standard for mono-, di-, and triglyceride.
Calibration: The detector response is calibrated with known concentrations of glycerol, mono-, di- and
triglycerides alongside the internal standards, butanetriol and tricaprin. Five different concentrations are run
to develop a linear calibration curve for each component as well as to designate retention times of each
compound. Furthermore, a mixture of monopalmitin, monostearin and monoolein need to be run to detect
separate retention times to distinguish between saturated and unsaturated monoglycerides. Below is a
chromatogram of a biodiesel sample injection with labeled component peaks.
Calculation: In utilizing the peak areas of each compound and internal standards, as labeled in Figure 4, the
mass percentage of each component is determined by the previously determined calibration curves.
Figure 4: Representative Chromatogram for Determining Free and Bound Glycerol (36)

13
2.1.4. Methanol Content / Flash Point
The determination of the amount of methanol either by GC or flash point ensures that the majority
of methanol used in production is removed from the fuel. Methanol content is of concern due to both fire
safeties during transport and storage as well as the corrosive nature of methanol. Furthermore, methanol
makes biodiesel a toxic substance. Biodiesel does have a beneficial characteristic in that its flashpoint is over
twice that of its petroleum diesel counterpart, with values between 130 oC and 200 oC whereas petroleum
diesel is approximately 64 oC (33). Yet, the high flashpoint of biodiesel will decrease rapidly with increasing
amounts of residual methanol. Since methanol content and flashpoint are correlated, the biodiesel ASTM
requirements allow for either the determination of flashpoint of biodiesel or the mass percentage of
methanol. The ASTM spec. for flashpoint, 130 oC, limits the amount of methanol to approximately 0.1- 0.2%
by mass in the fuel. The removal of residual methanol can be accomplished by distillation or repeated water
wash steps.
2.1.4.1. ASTM D 93: Standard Test Methods for Flash Point by Pensky-
Martens Closed Cup Tester
A key property in determining the flammability of a fuel, and in this case methanol content, is to
determine the fuel’s flash point. The flashpoint is the lowest temperature to which an ignition source applied
above the liquid surface layer will cause the fuel vapors to ignite. The ASTM method D 93 restricts the flash
point of biodiesel to 130 oC, which will ensure that the methanol content is below 0.2% by mass.
The Pensky-Martens is the most widely used flashpoint apparatus and can be run manually or
automatically. The fuel sample is heated at a regulated rate with stirring and a flame is passed over the fuel
sample in certain intervals. When the fuel sample reaches the flashpoint, the fuel vapors will ignite due to the
presence of the flame and air. The ignition is easily detectable by human sight or by a pressure sensor. Figure
5 depicts the flash point apparatus where a sample cup is placed in a heating block with an agitator. A
temperature ramp occurs where an external flame is applied at specific intervals with an adequate air-to-fuel

14
ratio to detect flammable vapors. The Pensky-Martens Closed Cup Flash Point Tester is depicted below in
Figure 5.
Figure 5: Diagram of Pensky-Martens Closed Cup Flash Point Tester (37)
2.1.4.2. EN 14110- Residual Methanol in B100 Biodiesel by Headspace-Gas
Chromatography
An alternative method to measuring flashpoint is to determine the mass percentage of methanol
present in biodiesel by GC (38). The biodiesel ASTM 6751 requirement of methanol is 0.2% by mass carried
out as per EN 14110. The method can determine methanol concentrations from 0.01 to 0.5% mass. If an
automatic headspace injector is available, internal standardization is not required. Manual headspace injection
utilizes a small constant amount of 2-propanol as an internal standard to account for variances in sample
heating, syringe handling and injection.
Column: Non-polar, capillary column, 100% dimethyl polysiloxane.

15
Injection: 250 μL manual headspace injection into split injector (flow rate: 50mL/min).
Detection: Flame Ionization, 240 oC
Carrier gas: Helium.
Oven Temp.: 50 oC, isothermal
Sample Preparation: 5mL of biodiesel and 5uL of 2-propanol are added into a hermetically sealed
headspace vial and heated at 80 oC for 45 minutes. This will allow the vapor phase to reach equilibrium with
the sample mixture.
Standardization: An internal standard is utilized to account for any potential interference during the manual
injection procedure. 5μL of 2-propanol is added to each sample.
Calibration: Three calibration standards are made, all starting with the same prepared biodiesel solution with
no methanol content. The beginning biodiesel blendstock is prepared by either vacuum distillation or multiple
distilled water washing steps with subsequent drying. Known amounts of high purity methanol are mixed into
the blendstock. The blendstock with methanol is then diluted twice for a total of three samples along with
5μL of 2-propanol as an internal standard (internal standard for manual injection only) to produce a 3 point
linear calibration curve. From the linear FID response of methanol, a calibration factor, F, is determined for
use in the following calculation section.
Calculation: In utilizing the peak areas of both methanol and the internal standard 2-propanol , the mass
percentage of methanol is calculated as shown in equation 8,
[8]
where,
F is the calibration factor obtained from the linear response curve
Sm is the peak area of methanol

16
Ci is 2-propanol content added to the sample, expressed in % mass
Si is the peak area of 2-propanol
2.1.5. Water and Sediment
Water can be present in the final biodiesel product either due to water being present in the feedstock
or due to water washing steps. Furthermore, biodiesel is hygroscopic so it can absorb up to 1500 ppm before
it becomes saturated, thus it needs to be reduced well below the limit by drying (28). Water content above
1500 ppm will eventually separate during storage, which is known as free water, and will promote microbial
growth causing eventual sludge and slime formation. The sludge that is formed is then known to block up
fuel filters (28). Furthermore, free water is also associated with hydrolysis reactions, converting biodiesel into
free fatty acids, causing an increased acidity of the fuel which can both block up fuel filters or cause
corrosion. Water can also be a leading cause of corrosion of chromium and zinc parts located in the engine
(31). High water content may also cause poor combustion, plugging and smoking. The respective maximum
concentration of water for fossil diesel fuel is less than half of the values required for biodiesel water content,
but it is easily met due to the non-polar nature of the fuel, thus the water will sink to the bottom of the fuel
tank.
2.1.5.1. ASTM D 1796 – Standard Test Method for Water and Sediment in Fuel
Oils by Centrifuge Method
Water and sediment is a test that “determines the volume of free water and sediment in middle
distillate fuels having viscosities at 40 oC in the range of 1.0-4.1 mm2/s and densities in the range of 700 to
900 kg/m3. The test ensures that there will be no free water present to settle out during storage and also acts
as a firewall for the cleanliness of a fuel by measuring sediment. The described biodiesel quality standard
limits water and sediment to 0.05% by volume (39).
The ASTM test method centrifuges 100mL of biodiesel in a conical centrifuge tube between 500 and
800 relative centrifugal force (rcf) for ten minutes. Water and sediment are visible below the biodiesel layer
and are measured quantitatively.

17
2.1.5.2. EN ISO 12937
While the ASTM D 6751 standard does not utilize EN ISO 12937, this test is carried out at PSU as
well as many other biodiesel production companies. The analytical procedure for the determination of water
in both biodiesel and fossil diesel fuel involves titration, by means of a Karl Fischer Coulometric Titration
apparatus. The basic principle of this procedure is a reaction between I2 and SO2, which only occurs in the
presence of water. Since the water and sediment content is limited to 0.05% by volume, this can be adjusted
for the coloumetric titration to be approximately 500 ppm by weight (40).
2.1.6. Acid Number
The acid number of biodiesel fuel is a measurement of the free fatty acids (FFA) or mineral acids
present in the fuel. It is expressed in mg KOH required to neutralize 1g of sample. The acidity of the fuel can
exceed the limit due to a variety of factors during the production process. Any FFA that is present in the
starting feedstock is converted to soap during the transesterification process. The resulting soap can either be
washed out of the fuel phase or in some cases is reverted back to FFA using ion exchange resins. Also, the
acid treatment of soaps will form FFA. Furthermore, FFA can indicate that the fuel has oxidized past its
stability point or be due to hydrolytic cleavage of ester bonds. FFA content higher than the prescribed limit is
known to clog fuel filters, lead to engine deposits in fuel injector, catalyze polymerization in hot recycling fuel
loops and lead to corrosion (41).
2.1.6.1. ASTM D 974 – Standard Test Method for Acid and Base Number by
Color-Indication Titration
This method does not distinguish between acidity caused by mild carboxylic and strong mineral
acids.
Titration Reagent: 0.1 M alcoholic KOH standardized with pH electrode against oxalic acid to detect
molarity up to 0.0005.
Color indicator: 10 g/L p-Naphtholbenzein Indicator (in titration solution) used for color indication
from orange to green even in highly opaque samples.

18
Titration Solvent: 100:99:1 toluene, isopropanol, water
Procedure
o 100mL of titration solvent is blanked to determine acidity of solvent.
o Approx. 20g of fuel is weighed to the nearest 0.001mg
o Fuel sample is added to 100mL of titration solvent
o 0.5mL of color indicator added to titration mixture.
o Stirred and titrated from red to dark green/brown using micro-burette with 0.05mL
markings.
o Calculation of acid number is as follows
[9]
where,
A= mL KOH solution required for titration
B= KOH soln. required for blank
M = molarity of KOH (0.1 M)
W = weight of sample titrated, g.
2.2. Fuel and Physical Properties
2.2.1. Cold Temperature Properties
Biodiesel can be the source of major fuel reliability issues at low temperature due to the nature of the
fatty acid molecules present in certain feedstocks. Solidification points of FAME depend on chain length and
degree of unsaturation, with long-chain saturated FAME having the least favorable cold-temperature
properties. Thus, biodiesel fuels derived from feedstocks rich in these compounds, such as tallow and palm
methyl esters, may even be problematic at room temperature,

19
The partial solidification due to crystal formation or gelling of the fuel at low temperatures can lead
to blockage of the fuel filter, which can cause issues during both engine start-up and operation. The cloud
point is an important parameter to monitor for biodiesel since biodiesel fuels will cause operational issues at
higher temperatures than petroleum diesel fuel.
2.2.1.1. ASTM D 2500 – Cloud Point of Petroleum Products
The cloud and pour point of biodiesel fuel and biodiesel blends are of particular importance during
cold weather usage, especially for emergency vehicle reliability. As described in ASTM D 2500, the cloud
point is the temperature at which a cloud is formed due to the crystallization of fatty acid chains that will
appear in the liquid upon cooling (44). The cloud point is measured by cooling the sample at a specific rate
and visually inspecting for a haze to begin forming. The pour point stands for the lowest temperature to
which the sample may be cooled while still retaining its fluidity.
2.2.2. Oxidative Stability
Due to the chemical composition of FAME, biodiesel fuel has inherent instability in the presence of
oxygen. Oxidation of FAME is augmented with increased amounts of unsaturated fatty acids, as the
methylene groups adjacent to double bonds are particularly susceptible to radical attack, which is the first step
of fuel oxidation processes (45). The formed hydroperoxides from radical attack may polymerize with other
free radicals to form insoluble sediments and gums, which are associated with fuel filter plugging and deposits
within the injection system and the combustion chamber (46). The products of fuel oxidation are
accompanied by an increase in viscosity. Furthermore, the oxidation of hydroperoxides may also result in the
formation of aldehydes, ketones and short-chain carboxylic acids, which are linked to increased corrosion of
the injection system caused by the low pH (45).
Apart from the fatty acid composition of the feedstock, the content of natural antioxidants, such as
carotenes and tocopherols, has been identified as beneficial components for oxidative stability. In general,
antioxidant concentrations are high in non-distilled fuels prepared from fresh vegetable oils, whereas hardly
any antioxidants are contained in distilled samples or in samples prepared from used frying oil. The addition

20
of synthetic antioxidants has been identified as a viable means of improving oxidative stability. A few that
have been realized for increased oxidative stability are tert-butyl hydrochinone (TBHQ), pyrogallol BHT and
propylgallate (47). Since Rancimat induction period have been found to decrease after prolonged periods of
storage, antioxidants are added in comparatively high concentrations to ensure that fuels will still meet the
specifications when ready for consumption (47).
2.2.2.1. ASTM and EN Biodiesel Stability Methods
2.2.2.1.1. EN 14112 - Rancimat
The standard analytical method for the determination of biodiesel oxidation stability is a method
derived from food chemistry, which known as the Rancimat (48). In the Rancimat procedure a fuel sample is
placed in the presence of elevated temperatures (110°C) and air to accelerate the oxidation process. The
effluent gases are sparged into a cell of distilled water, of which the conductivity is constantly recorded. When
the sample reached a critical point in oxidation, a sharp increase of conductivity can be observed. The period
of time up to this point is called induction period (IP) and is expressed in hours. Systematic tests showed that
Rancimat induction period is well correlated to other biodiesel quality parameters, such as peroxide value,
anisidine value, kinematic viscosity, ester content, acid value, and polymer content (49).
2.3. Carryover Elements
2.3.1. Sulfur
Fuels with high sulfur content have been associated with negative impacts on human health and on
the environment, which is the reason for the current tightening of national limits as per the Clean Air Act.
Vehicles operated on high-sulfur fuels produce more sulfur dioxide and particulate matter (50). Furthermore,
fuels with high sulfur levels may increase engine wear and reduce the efficiency and the life span of oxidation
catalytic converters and/or denitrification after-treatment systems.
Biodiesel fuels are inherently sulfur-free, as only trace amounts of sulfur can be detected from minor
components within the feedstock, such as glucosinolates and contamination of protein material (51).
Secondly, it is also possible that when an acid esterified fuel is produced, sulfuric acid can carry over into the

21
final fuel. Due to FAME’s inherent low sulfur quality, biodiesel exhibits tremendous advantages over
petrodiesel in terms of sulfur dioxide emissions of which may lead to particle-bound mutagenicity (51).
Ultra low-sulfur diesel has been mandated in recent years, but it was found that the resulting fuel
lacks in lubricity, which can lead to injection pump failure. (52) This phenomenon is due to the removal of
nitrogen and oxygen compounds, normally responsible for lubrication, during the desulfurization process.
The addition of small proportions of biodiesel has been found to alleviate the lack in lubricity, due to
FAME’s lubricating qualities.

22
Chapter 3. Commercial Alternative Biodiesel Quality Testing Equipment
3.1. Introduction to Alternative Testing Methods
The United Soybean Board’s Biodiesel Technical Workshop identified the immediate need to
evaluate and develop analytical methods that could potentially be quicker and less expensive for determining
biodiesel quality. It was designated to produce data on current commercial or unidentified analytical
techniques that could be incorporated into D 6751. Furthermore, field tests that provide qualitative results,
which by nature could never be adopted into D 6751, were also targeted. Field tests are becoming a necessity
since they could provide useful and immediate feedback to distributors and users. The benefits of doing so
could boost consumer confidence by ensuring biodiesel reliability.
Our project group also developed and evaluated potential testing techniques that were aimed to
analyze critical parameters of biodiesel quality. In doing so we identified techniques that could either be used
in-situ for current biodiesel production equipment to monitor biodiesel quality in real time, or to be a stand-
alone test to potentially replace ASTM techniques.
3.2. pHLip Test
The pHLip test was developed to provide a qualitative means for detecting off-spec fuel due to a
variety of trace contaminants in a quick and inexpensive manner. The pHLip test is provided by CytoCulture
International Inc (53). While this test can be only used as a firewall since it cannot provide quantitative
results, thus would not be considered relevant to ASTM methods, it can serve as a tool for ensuring low
quality biodiesel does not get used commercially on-road.
Figure 6 depicts the reference vial on far left which indicates how a high quality B100 sample should
appear after shaking and let stand for 10 minutes. The top phase of the vial, being the organic phase, will
contain the biodiesel sample. The phase interface in the middle should be clean and have a mirror finish.
Lastly, the bottom phase, or the polar phase, contains an indicator solution that can change color if the
biodiesel contains an acidic or basic contaminant. The two samples in the center can easily be determined as

23
a sample that failed due to a variety of contaminants. The sample on the right is a BQ9000 commercial
sample of utmost high quality and passed the pHLip test similarly to the reference vial.
Figure 6. Left (54): pHLip standard test vial – Pass. Center two samples (54): Two samples that
fail. Right: Highly Pure FAME (distilled) – Pass.
If the upper phase which contains the biodiesel becomes foggy or opaque, it indicates that the
biodiesel contains contaminants that can readily absorb moisture. These contaminants include bound
glycerides, free glycerol and oxidized esters. Secondly, the middle phase separation can contain emulsions or
debris that indicates monoglycerides or free glycerol contaminates the biodiesel.
The main contaminants that can be observed in the lower polar phase are catalyst contaminants, FFA
or oxidized fuel, which is shown by the color indicator solution. The alkaline catalyst will turn the cherry red
bottom phase to purple. The acidic FFA or oxidized fuel will cause the bottom phase to turn orange to
yellow. The color shift due to pH change is indicated in Figure 7. While it can be beneficial to estimate the
acidity or alkalinity of the fuel, this test can be interpreted differently by different users. The linear change in
color due to pH makes it very hard to determine if a sample is below or above the ASTM limits for acid, as it
will be somewhere between orange and yellow. Alternately, if the bottom phase becomes cloudy or opaque,
this will indicate residual soaps contaminate the biodiesel.

24
Figure 7: pHLip Linear Color Shift with pH in Acidic Range (54)
3.3. Mid Infrared Fourier Transform (FT-IR) – QTA System
The Cognis QTA® (Quality Trait Analysis) System is service providing a rapid, on-site analysis and
management system (55). The system communicates over the internet with the Cognis QTA systems central
processor providing rapid analyses to the user. While FT-IR equipment is widely available, the Cognis QTA
system is unique since it provides sample analysis for the operator.
The QTA system for biodiesel analysis begins by digitizing the infrared spectra of a biodiesel sample
using mid-infrared technology. The algorithm for determining quality of B100 from various feedstocks is
formed though the database containing hundreds of samples.
The QTA On-Demand measures many of the necessary parameters required to assess the quality of a
B100 batch including free and total glycerin, acid number, cloud point, moisture, mono-,di-, and triglycerides,
oxidative stability, sulfur and methanol content. The cost of the system was prohibitive for this study but
samples were analyzed through one of the collaborating laboratories.
Mid-infrared (4000 cm-1 – 625 cm-1) spectroscopy analyzed the vibrational states of compounds
through the covalent bonds between atoms. Previous groups have identified FT-IR as an informative tool to
0
0.5
1
1.5
2
2.5
3
3.0 4.0 5.0 6.0 7.0 8.0
pH
A 5
80n
m C
OL
OR

25
monitor the transesterification reaction (56). Different bonds at different energy states will absorb IR energy
at specific frequencies, which is detected and analyzed by Fast Fourier Transform to produce a spectrum of
absorption. Table 4 depicts various covalent bonds contained in biodiesel fuel which may give rise to
information on concentrations of impurities.
Table 4: Various Functional Groups That May Give Rise to Biodiesel Quality Parameters (57-59)
Compound Biodiesel/ Acylglycerol
Biodiesel Conversion
Glycerol /MeOH
MeOH FFA FFA Unsaturation (Cloud Point)
Functional Group
RCOOR, Aliphatic
Ester Hydroxide
Alcohol RCOOH, carboxylic acid
RCOOH, carboxylic acid
HRC=CRH, Alkene
Bond C=O C-O R-O-H C-O C=O O-H C=C-H
Wave-number
1735 cm-1 1300-1060 cm-1
3600-3200 cm-1
1050 cm-1
1710 cm-1 3000 cm-1 3300-3000 cm-1
3.4. i-SPEC™ Q-100 Handheld Biodiesel Analyzer
The i-SPECTM is a hand held instrument, Figure 8, of Paradigm Sensors (60) that utilizes an electrical
measurement technique known as Impedance Spectroscopy (IS). A small amplitude of AC voltage of varying
frequency is applied to the sample under analysis and the measured response of the individual frequencies are
incorporated into proprietary algorithms which allow analysis of blend composition (2-99%), total glycerin (in
B6-B99 & B100), methanol content (B100), and acid no (B100). The algorithms are the result of correlations
derived between the electrical characteristics of a broad range of biodiesel samples and their corresponding
physio-chemical attributes as determined from appropriate reference standard analyses.
The cost of the unit was prohibited for this study. However, collaboration of Paradigm resulted in
use of a unit. Sample cartridges were purchased for the study. The I-SPEC operates using a single–use test
cartridge that is inserted into the hand-held unit. The sample to be tested is injected into a cartridge after a

26
field calibration is performed on the empty cartridge. Sample size required is approximately 0.5 ml. Test
results are displayed on an LCD screen and can be printed using a built-in IR link.
Figure 8: I-Spec Q100 Handheld Unit (60)
3.5. Methanol Solubility Test (Jan Warnquist’s Conversion Test)
The Jan Warnquist’s conversion test is carried out by many small scale producers to act as a quick
pass/fail test (61). It is highly discussed and revered on many biodiesel community forums and home-brew
process guides. The premise is that bound glycerol, mainly triglycerides, are not soluble in methanol at room
temperature at a vol:vol ratio of 27 parts methanol and 3 parts biodiesel. The test is carried out at 20-25 oC
(room temperature) in a tall glass jar where biodiesel is added to methanol and then shaken vigorously. If any
bound glycerol settles out on the bottom, Figure 9, which is known as a precipitation, then the fuel will fail
ASTM specification. If there is no precipitation, then there is a “high” chance the fuel will pass the 0.24 % wt.
ASTM limit. It is known to work on washed and unwashed biodiesel.
Another aspect to the test is that some B100 mixtures will make the MeOH in the 27/3 test turn
cloudy, or opaque. While the small-scale community says this is due to a multitude of factors that provides no
qualitative information, the experiments run here where bound glycerol was the only impurity showed the
methanol clarity was dependent on conversion.

27
Figure 9: 27/3 Bound Glycerol Test Result (Fail Sample)
Factors that may influence the test making it irreproducible:
Fatty acid profile
o Unsaturated fatty acids may be harder to solubilize in methanol.
Bound glycerol distribution
o Triglycerides will much more easily fall out of solution than monoglycerides, thus a
fuel that has a large amount of monoglycerides may pass the 27/3 test yet still fail
ASTM bound glycerol limits.
3.6. Soap and Catalyst Measurement by Colorimetric Titration
During process optimization and product quality assessment, it can be useful to know the amount of
soap formed, where the catalyst resides, and how effective the washing process is in removing these two
compounds.
A simple titration procedure can be used to measure the amount of soap and catalyst. The titration
procedure consists of titrating biodiesel, wash water or glycerol with a 0.01 N solution of HCl to the
phenolphthalein end point. This gives an estimate of the amount of catalyst. Then, a few drops of
bromophenol blue indicator are added and the titration continued to the color change for that indicator. This
gives an indication of the amount of soap. In the first titration, the HCl neutralizes the alkali catalyst, so when
the phenolphthalein indicates that the solution has become neutral, then all of the catalyst has been measured.
Then, if the titration is continued, the HCl, as a strong acid, begins to split the soap molecules to free fatty
acids and salt. When the pH reaches about 4.5, where the bromophenol blue changes color, then this

28
indicates that the HCl has split all of the soap. It is now lowering the pH, so it has protons to donate since
the soap has all been split. The procedure utilized at Penn State is a modified version of AOCS method Cc
17-79, soap in Oil (62).

29
Chapter 4. Analytical Methods Development
4.1. Spectrophotometric Analysis of Biodiesel for Bound Glycerol Determination
Initial studies were carried out at PSU to optimize the methanol solubility test to no avail, but a
modified version is summarized in Table 6. The optimization of the solubility test found that when the
volumetric proportion of biodiesel to methanol at 1 to 9 was chilled to 10 oC, the mixture becomes turbid
even if there are small quantities of bound glycerol, but will remain clear if the sample below the ASTM limit
of bound glycerol. This phenomenon is hypothesized to take place due to the bound glycerol becoming
emulsified in methanol at decreased temperatures in certain concentrations. An emulsion is defined as a
system of two immiscible liquids, one being dispersed in the other in the form of small droplets (63). The
droplet distribution causing the turbidity depends on several conditions such as temperature, degree of
agitation and the length of time the precipitates are allowed to stand (64)
The proportion of biodiesel to methanol and the temperature were optimized to be able to detect
bound glycerol in and near the ASTM standard for conversion by a function of cloudiness, as shown in Table
5. Carrying out the turbidity experiment at 10 oC and at a methanol to FAME ratio of 9:1, it is very promising
to be able to tell the difference between fuel that passes ASTM standard and fuel that does not. It was of the
essence to be able to convert these values into a quantitative measurement. To do so, use of a light sensor
was considered. The light sensor will function by measuring the degree of absorbance of light as a function of
cloudiness though a disposable spectrophotometric cell.

30
Table 5: Pioneering Experiment for Optical Density Tester of Used Cooking Oil
Conditions: 10oC, 9:1 methanol to B100, shaken vigorously
Bound Glycerol, % wt.
10 min 20min
0.745 Highly cloudy, opaque. No dropout Highly cloudy, opaque. No dropout
0.48 Cloudy, Can see through. No dropout Cloudy, Can see through. No dropout
0.359 Slightly cloudy. No dropout Slightly cloudy. No dropout
0.265 Slightly cloudy. No dropout Faintly cloudy
0.227 Clear Clear
0.165 Clear Clear
Other spectrophotometric techniques were also established for the determination of biodiesel
content in blends (65). The authors concluded that UV spectroscopy was the most reliable wavelength band
for inspection of biodiesel blend, which provided simple, fast and reliable results (65, 66).
4.1.1. General Principles of Spectrophotometry
Many molecules absorb specific wavelengths of radiant energy when monochromatic light passes
through a solution containing such molecules (solutes). In the case of detecting turbidity caused by the
emulsification of bound glycerol in this specific application, the spectrophotometer will actually be calculating
optical density, which is due emulsions of oil and methanol scattering the photons in the light beam rather
than absorbing them. The degree of absorption or scattering is directly proportional to the logarithm of the
concentration of solute as well as the length of light path as described by the Beer-Lambert Law (69),
equation 12. Even though there are spectrophotometers commercially available, it was of the essence to
develop an inexpensive modified version geared toward biodiesel analysis at decreased temperatures.
As can be seen from Figure 10, the incident light from the monochromatic laser diode is initially
diffused through HDPE #2 plastic. The diffuser will provide a wide uniform light beam in order to remove
the potential interference of refractive index of various samples. The light is transmitted through a standard
disposable polystyrene 1 cm spectrophotometric vial containing the sample. Any light that is not absorbed is

31
measured in a light-to-frequency converter and then translated using an inexpensive microcontroller onto a
serial display.
Figure 10: Biodiesel Spectrophotometer Apparatus
The measurement of absorption is made by comparing the intensities of incident ( ) and transmitted
( ) light passing through pure methanol and test solutions, respectively. The term transmittance ( ), is the
ratio of the radiant power transmitted by a sample to the radiant power incident on the sample as shown in
equation 10.
(10)
The Logarithm of the reciprocal of the transmittance is termed absorbance ( ) as shown in
equation 11.
(11)
Fundamentally, there are two laws of colorimetry, Lambert’s Law and Beer’s Law. Lambert’s Law
states that the amount of light absorbed is directly proportional to the logarithm of the length of the light
path. Beer’s Law states that the amount of light absorbed is directly proportional to the logarithm of the
concentration of solute (67). Thus, the combination of the two laws gives

32
(12)
where, is the extinction coefficient of the solute, is the concentration of the solute and is the length of
the light path. There exists a linear relationship between absorbance and concentration of solute when the
path length through the cell is constant. A plot of absorbance ( ) vs. concentration of solute ( will yield a
straight line passing through the origin indicating conformity to the Beer-Lambert Law.
4.1.2. TSL230R Light to Frequency Converter
A block diagram of the light to frequency converter is shown in Figure 12. The light sensor will
convert irradiance into frequency. The square wave produced by the sensor has a 50% duty cycle, allowing for
inexpensive equipment, such as an Arduino© microcontroller, to register the high pulses. The output can be
scaled using S2 and S3 pins shown in Figure 11. The full range of frequency output is from 1 Hz to 1 MHz
depending on irradiance.
Figure 11: TSL230R Block Diagram (68)
Figure 12 depicts the spectral response of sensor. A simple and inexpensive red laser diode was
chosen due to the high response of the light sensor at frequencies near red laser wavelength (650-670nm).
Furthermore, the 600 nm wavelength is typically used for applications in biological samples such as measuring
the optical density to determine cell concentration (69).

33
Figure 12: TSL230R Spectral Responsitivty at Various Wavelengths (68)
Figure 13 depicts the sensitivity control of the light sensor. The sensitivity control will determine
how many receptors are active on the chip at once. The sensitivity can be controlled by S0 and S1 pins as
shown in Figure 11. When set at a high sensitivity, it will be able to detect smaller amounts of light but will
lose the ability to register large amounts of light, and vice-versa for low sensitivity. The full range of irradiance
that can be measured is from 0.001 μW/cm2 to 0.1 W/cm2.
Figure 13: TSL230R Output Frequency (kHz) as a Function of Irradiance (μW/cm2) (68)
The microcontroller was chosen for its capabilities of programming the light sensor as well as
controlling the laser diode. The code used for the spectrophotometer system, for use in open source Arduino
coding system, allowed for optimal light measurements to be obtained using a red laser diode.

34
4.2. Dielectric Spectroscopy of Biodiesel in MW Regime
A dielectric is a material that has the ability to store energy when an electric field is applied, also
known as permittivity (2). Dielectric relaxation spectroscopy (DRS) probes the molecular dipole moment of
materials over a wide frequency range (1 mHz – 30 GHz) (70). Information on chemical structure, molecular
chain length and distribution and detection of contaminates in real time can be obtained (71-73). The relative
permittivity is expressed as a complex function in Equation 8,
(13)
where, ε’ is the real part of the permittivity, which is a measure of how much energy from the
external electric field is stored in the material per cycle. ε’’ is the imaginary part of the permittivity, called the
loss factor, and is a measure of how dissipative a material is when in the presence of an external electric field
per cycle. A useful quantification tool that can also be used is known as the loss tangent, which is the phase
angle between the excitation voltage and the current through the cell, is given by the quotient between the
imaginary and real parts of shown in equation 14 (74),
(14)
There are four different types of dielectric mechanisms over a broad range of frequencies. In respect
to measuring the dielectric loss factor of biodiesel, the dipolar mechanism was studied in the frequency range
of 200 MHz-20 GHz. During the applied electric field, a polar molecule will exhibit the dielectric material to
align and misalign to the electric field causing the permittivity to sharply decrease and the loss factor to peak
at certain frequencies, as shown in Figure 14.

35
Figure 14: Dielectric Response Mechanisms (75)
During isothermal conditions, the dielectric relaxation is identified by a peak of the loss permittivity,
e’’, over a range of frequencies, Figure 15. The peak will correspond to a step decrease in the storage
permittivity, e’.
Figure 15: Dielectric Storage Permittivity and Loss Permittivity (78)
Initial studies on biodiesel and materials that impact biodiesel quality were investigated at PSU along
the whole frequency span of 200 MHz – 20 GHz, shown in Figures 16-18. A broadband vector network
analyzer was utilized for the frequency generation and a coaxial probe is placed into a small beaker containing
the FAME. Initially the coaxial probe is blanked with a short and with air. It has been found in previous
studies that dielectric measurements can be used to detect levels of biodiesel blends (79-80), similar to on-
vehicle analysis of detecting alcohol levels in gasoline which also utilize dielectric spectroscopy (81).

36
Canola B100 of high quality (see section 6.1.2 for purification method) was analyzed over the
frequency spectrum as shown in Figure 16. It was found that B100 exhibits a large dielectric loss, ε’’, at 7.47
GHz. The peak at approximately 7.47 GHz is where the B100 experiences its peak dielectric loss (and
corresponding maximum negative slope for its dielectric constant) from the oscillating external electric field
due to the permanent dipole moment of the FAME. All liquid samples were placed in a vacuum vessel
immediately before analysis to remove air bubbles.
Figure 16: Dielectric Loss of Canola B100 ( ) vs. Frequency (Hz)
Pure glycerol was sparged with nitrogen and subsequently placed in a vacuum chamber to remove air
bubbles and was measured over the frequency range. The loss tangent was found to contain the most
pertinent data, with tangent maxima at both 630 MHz and 16 GHz, as shown in Figure 17. The strong
polarity of glycerol will make this impurity a good candidate for detecting in small concentrations using
dielectric spectroscopy.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.0E+00 5.0E+09 1.0E+10 1.5E+10 2.0E+10
Die
lect
ric
Loss
(e
'')
Frequency (Hz)

37
Figure 17: Loss Tangent of Glycerol ( ) vs. Frequency (Hz)
Pure methanol was sparged with nitrogen to remove air and measured over the full frequency range.
As is well known, methanol exhibits dielectric loss maxima near 3.2 GHz as shown in Figure 18.
Figure 18: Dielectric Loss of Methanol ( ) vs. Frequency (Hz)
With knowledge of which frequencies contain pertinent dielectric data, repeated runs were carried
out on biodiesel samples produced with various quality as shown in section 6.1.2.
4.3. Measurement of the Speed of Ultrasound as a Biodiesel Characterization Technique
4.3.1. Ultrasound Fuel Quality Measurement Background
It was hypothesized that the speed of sound measurements in various biodiesel samples with
different conversions could be used to determine mass concentrations of unconverted fuel, in this case being
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 5E+09 1E+10 1.5E+10 2E+10
Loss
Tan
gen
t, e
"/e
'
Frequency, Hz
0
2
4
6
8
10
12
14
16
0 5E+09 1E+10 1.5E+10 2E+10
Die
lect
ric
Loss
, e"
Frequency, Hz

38
able to mitigate determining bound glycerol content by GC as in section 2.1.3.1 (82-83). While the speed of
sound in liquids is easier to measure than predict in liquids, the fundamental equations 9 and 10, show that
the speed of sound will change with respect to the density and the adiabatic bulk modulus of the liquid as
shown in the following two equations (84-85):
[15]
[16]
Furthermore, mixture laws for the speed of sound show that the speed of sound will change
proportionally to the ratio of the components in the liquid mixture (82), shown by equation 11,
2
1
12
1
n
i
ii
ii
in
i vv
[17]
where, v is the velocity, is the density and is the volume fraction while n is the number of
components. Using these theoretical foundations, it was decided to develop an ultrasonic speed of sound
system to measure the conversion of biodiesel samples.
The speed of sound as a function of temperature was measured in various biodiesel products and raw
vegetable oil, Figure 19. A frequency sweep of 1.2 – 1.5 MHz to the transmitting transducer was applied while
the amplitude response at the receiving element was monitored.

39
Figure 19: Frequency Sweep of Vegetable Oil from 1.2-1.5 MHz
In order to determine the speed of sound, the resonant frequencies were determined by using the
following equations, 12 and 13:
[18]
where r is a resonant frequency, n is a whole number which represents the number of wavelengths
generated in the cavity, c is the speed of sound and L is the length of the cavity. Two separate resonant
frequencies are solved simultaneously to determine the speed of sound as shown in the following equation:
[19]
The apparatus of the ultrasonic speed of sound measurement system, Figure 20, contains the
following components (82):
Labview System
o NI PXI-8196 embedded controller
Function Generator
o NI PXI-5422 16-bit 200 Msamples/second Arbitrary Wave
Oscilloscope

40
o NI PXI-5125 12 bit 200 Msamples/second Digitizer
Transducers
o 130309G, 3.5 MHz, Lead metaniobate
Thermocouple Input
o NI9211 80 mV 24-bit
Figure 20: Ultrasonic Velocity Measurement Apparatus (80)
4.4. Unique In-Column Injection for Total and Free Glycerol Determination by GC
As described in section 2.1.3.1, the conventional method for injecting samples into the GC for free
and total glycerol detection is into a cool on-column injector. Yet, the GC apparatus that our group had
available was only capable of doing split/splitless injections. Thus, the former group in the lab developed a
modified technique where a long needle syringe (9-10inches long) was used to inject the sample into the
column manually at low temperatures.
The method and column type were the same as in ASTM. The column was held at the starting
temperature of 50 oC and the injection into the cool column initiated the run. The first requirement for
method development is standardization. Pre-diluted standards of the ASTM D 6584 were purchased from
Send Transducer
Receive Transducer
Pipe with fluid
Function Generator
Oscilloscope
Thermocouple Input

41
Restek and were utilized to prove this method was sufficient in analyzing these components. Galaxy software
linked to the GC was utilized to establish linear calibration curves for glycerol, monoolein, diolein and
triolein. The curves for each compound showed excellent linearity and y-intercepts near zero. The curves,
shown in Figures 21-24, exceeded the ASTM specification for correlation coefficients of 0.99. The column
type utilized in this study was a Restek MXT-Biodiessel TG w/ Int-Gap, 14 m length, 0.53 mmID, and 0.16
μm df.
Figure 21: Free Glycerol Concentration vs. FID Response
Figure 22: Monoolein Concentration vs. FID Response
y = 1.049956x + 0.012742
R² = 0.9938
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.1 0.2 0.3 0.4 0.5
Am
t (W
i/W
s)
Rsp (Ai/As)
y = 0.813544x - 0.005878R² = 0.998
00.20.40.60.8
11.21.4
0 0.5 1 1.5 2
Am
t (W
i/W
s)
Rsp (Ai/As)

42
Figure 23: Diolein Concentration vs. FID Response
Figure 24: Triolein Concentration vs. FID Response
Figure 25 shows the typical chromatogram of the modified GC method for Sample A in the test
batch obtained in section 5.1.1. The chromatograph shows optimal resolution of the various components
found in the biodiesel sample for quality analysis. One obvious note is the much higher peak width than the
conventional GC method, which may be due to the operator ineffectively injecting the 1 μL sample onto the
column instead as compared to the optimized cool on-column injection. Furthermore, the order of elution is
the same as the conventional ASTM GC method. The series of samples in sections 5.1.1 and 5.1.2 were
analyzed for free and total glycerin by the modified method. The results of the modified method are outlined
in section 5.4.8.
y = 0.745817x + 0.029705
R² = 0.9992
0
0.2
0.4
0.6
0.8
0 0.2 0.4 0.6 0.8 1A
mt(
Wi/
Ws)
Rsp(Ai/As)
y = 1.279227x + 0.020876
R² = 0.9965
0
0.2
0.4
0.6
0.8
0 0.1 0.2 0.3 0.4 0.5
Am
t(W
i/W
s)
Rsp(Ai/As)

43
Figure 25: Typical Chromatogram of the Modified GC method for Sample A (sec. 5.1.1)

44
Chapter 5. Results and Discussion of Analytical Fuel Quality Techniques
5.1. Test Samples
5.1.1. Commercial Biodiesel Samples
A total of 25 commercial B100 samples were obtained from R. H. Heiden Associates, LLC. The
samples were received in three batches, 7-28, 10-01 and on 11-03-09. The samples represent a wide range of
quality and are typical of the range of products produced by small and large producers of B100. The samples
were prepared from a variety of feedstocks. They represent methyl esters synthesized by generic
transesterification and isolated from regular commercial manufacturing lots due to questionable quality. The
variations in composition are consistent with those seen in past occasional, off-spec, regular submissions to
R.W. Heiden Associates, LLC., and are from numerous locations in the U.S. The R.W. Heiden letter
describing the samples is found in Appendix I.B.
5.1.2. Small Scale Batch Biodiesel Samples from Various Feedstocks
The feedstocks canola, olive and peanut oil were brought to various conversions of FAME by
transesterification using equipment available in the Penn State biodiesel laboratory. The transesterification
reaction was carried out in a one liter batch reactor. The biodiesel product was purified by an initial water
wash then subsequently by Eco2Pure for soap, glycerol, water and methanol removal and finally Purolite ion
exchange resin was used for polishing. Furthermore, a high quality sample of distilled Soybean B100 was
obtained for comparison. Figure 26 below depicts the extent of conversion as analyzed using the modified
GC method described in section 4.4 at Penn State’s analytical lab.

45
Figure 26: Bound Glycerol Conversion Curve for Various Feedstocks
5.2. Past Studies of Correlating Two Instruments
5.2.1. 2004 NREL Survey – Two Rancimat Instruments
The 2004 NREL survey correlated two Rancimat instruments (SwRI and Bosch) which utilized
pertinent comparison methods (23) to this thesis. Figure 27 correlates the average SwRI results
(3 replications for most samples) on the x-axis and the Bosch results (single test) on the y-axis.
Figure 27: Rancimat Value (Bosch) vs. Rancimat Value (SwRI) (23)
0.7552
0.2832
0.1740
0.2229
0.3975
0.2657
0.3035
0.4490
0.3100
0.2977
0.11670.1000
0.2000
0.3000
0.4000
0.5000
0.6000
0.7000
0.8000
0 20 40 60 80 100 120 140 160
Bo
un
d G
lyce
rol (
wt.
%)
Reaction Time (min)
Canola
Peanut
Olive
Peter Cramer

46
The table above was produced and analyzed by NREL in the following fashion. The correlation was
determined by plotting the values against each other and determining the R2 value of the linear trend, being
0.84. The R2 value is termed the correlation coefficient. They also notice that there is bias toward longer
induction times for the samples that tested at Bosch. They also plot the theoretical linear line which is called
the penalty line. These terms and methods will be used throughout the analysis section of this thesis for
correlating two instruments.
5.3. Methods for Comparing Two Instruments that Measure the Same Parameter
Since our group was not able to carry out multiple runs of the same samples on each alternative
testing apparatus, it was of essence to come up with an equivalent way to measure the effectiveness for each
test. Under ideal conditions for instrument qualification, the sample is run multiple times to produce
reproducibility and repeatability formulas for analytical methods. For qualitative measurements, the pass/fail
result in this study can only either agree or disagree with the ASTM method baseline.
For quantitative instrument comparisons scatter plots, correlation coefficients, reproducibility
measurements, bias, and average error will be utilized to determine if the measured values of the alternative
tests suffice to replace ASTM tests.
The scatter plots will have the ASTM test result on the X-axis and the alternative test result on the Y-
axis. The plot is further broken up into four different quadrants in respect to where the ASTM limit for the
substance lies. If a result ends up in the upper left quadrant it is a false fail, lower left it is in agreement, upper
right it is in agreement and in the lower right it is a false pass. A false fail means that the alternative testing
technique deemed the sample failed for the limit of the substance, but the ASTM test indicated that it passed.
A false pass means the alternative testing technique deemed the sample was below the limit, but ASTM test
indicated that it failed. The linearity of the scatter plot will show how well one test or instrument agrees to the
ASTM test shown with a solid black line, known as the correlation coefficient (See Sec. 2.2.2.1). A dotted line

47
is present as a reference to show where the true linear fit would lie, which is known as the penalty line (See
Sec. 2.2.2.1).
ASTM testing methods have repeatability (r) and reproducibility (R) equations associated with each
result to determine if the instrument and/or operator are providing sufficiently reliable results. Repeatability
of a method is defined according to ASTM as “the difference between successive test results obtained by the
same operator with the same apparatus under constant operating conditions and on identical test materials,
which would in the long run in the normal and constant operation of the test method be exceeded only in
one case in twenty” (6). While the repeatability measurement is not applicable to this study for reasons stated
previously (multiple runs with same lab, same operator and same specimen), it will be important for future
studies to carry out tests successively on the same instrument using the same testing material to ensure the
repeatability measurements lay within the ASTM requirements . The definition of reproducibility is similar to
that of repeatability but it takes into account the measurements are two single and independent results on the
same material in different labs by different operators (6). If the two instruments are correctly operated, the
two results of the same material should not exceed the reproducibility value except in one case in twenty.
Thus, 95% of the sample results should fall into the reproducibility limits for the alternative technique to
fulfill the reproducibility requirements. When determining the reproducibility of a method, ASTM requires
the involvement of at least six laboratories, each making a minimum of three measurements on the same test
material (84). Reproducibility equations found in the corresponding ASTM or EN standards are utilized in
this study, shown in Table 6. If an alternative testing method can fulfill these criteria then the ASTM
taskforce would be much more likely to adopt the alternative testing method for biodiesel analysis.
Furthermore, it is important to point out that samples that have ASTM results outside of the limit of
detection (LoD) will be fully omitted for the reproducibility analysis. While a new analytical technique may
have the capability of increasing the LoD, omitting these values for this study is necessary since ASTM
reproducibility requirements are not applicable to results outside of the LoD. The reproducibility at the
ASTM limit, the LoD, and the reproducibility at the LoD for various biodiesel quality parameters are
compiled in Table 6.

48
Table 6: Reproducibility Calculations of Critical ASTM Methods
Biodiesel Fuel Property
Units R Equation Ref
#
R at the ASTM Spec. Limit
Limit of Detection Range
R at low end of LoD
R at high end of LoD
Total Glyerol % mass 0.4928*(X+2.51E-02) [20] 0.131 0.05 – 0.5 .037 0.259
Free Glycerol % mass 0.1082* (X+1E-04) 0.4888
[21] .016 0.005 – 0.05 .008 .025
Methanol % mass 0.221*X + 0.003 [22] 0.047 .01 – 0.5 .005 0.114
Acid Number mg KOH / g Oil
0.141*(X+1) [23] .212 0.1- 150 .155 21.3
Cloud oC --- 3 < 49 --- ---
Sulfur mg/kg 0.5797*X0.75 (less
than 400 ppm) [24] 3.65 1-8000 .4797 1013
Cold Soak Filtration
seconds --- --- <720 (12min)
116 (200sec)
208 (360sec)
Further comparisons of the test include the bias of the instrument to either give a result that is above
or below the ASTM results. This is calculated simply by taking the average difference of the alternative
techniques result to the ASTM result. Lastly, the average error of the instrument will be included for further
comparison, which will tell the overall accuracy of hitting the ASTM value. This is calculated by taking the
absolute value of the difference of the alternative techniques result to the ASTM result and averaging them.
5.4. Alternative Testing Technique Analysis
5.4.1. pHLip Test This test was used on all 25 samples as described in section 4.1. Basically the upper phase of the
pHLip vial, Table 7, detects free and bound glycerol contamination. The lower phase of the pHLip vial, Table
8, detects the pH of the fuel. pHLip results that are highlighted in green denotes a qualitative result that
agreed with the ASTM test result while a sample highlighted in red denotes a qualitative result that disagrees
with the ASTM test result. ASTM total glycerol results highlighted in red indicate the sample was above the
limits required in ASTM D 6751.

49
5.4.1.1. Upper Phase (Glycerin Detection)
As shown in Table 7, the pHLip test was capable of detecting total glycerin very well, with 22 out of
25 correct reports. Two of the fail reports, samples G and O, were borderline samples, in that they were close
to the ASTM limit, and the third fail report was a false fail (Sample K). With 88% of the results agreeing with
the ASTM result, it shows that the pHLip quick test can be a reliable field test for firewalling off-spec samples
for total glycerol at either a blending station or at a fuel pump.
Table 7: pHLip Glycerin Analysis Total Glycerin Comparison (Upper phase of pHLip)
Sample I.D.
pHLip ASTM D 6942, Total glycerin, mass %
A Pass Pass, 0.147
B Pass Pass, 0.149
C Pass Pass, 0.12
D Pass Pass, 0.117
E Pass Pass, 0.213
F Fail Fail, 0.257
G Fail Pass, 0.23
H Pass Pass, 0.091
I Pass Pass, 0.194
J Pass Pass, 0.064
K Fail Pass, 0.115
L Fail Fail, 0.425
M Fail Fail, 0.197
N Fail Fail, 0.311
O Fail Pass, 0.223
P Fail Fail, 0.396
Q Fail Fail, 1.256
R Fail Fail, 0.871
S Fail Fail, 0.322
T Fail Fail, 1.385
U Fail Fail, 0.285
V Fail Fail, 0.27
W Fail Fail, 0.3
X Fail Fail, 0.743
Y Fail Fail, 0.785
5.4.1.2. Lower Phase (Acid Value Detection)
The lower phase of the pHLip vial shifts from cherry red to yellow in a linear fashion with respect to
increasing acid value. Thus, it is very hard to tell whether a sample is pass or fail unless it is clearly cherry red

50
or clearly yellow. Many of the samples that produced an orange lower phase or slightly orange phase are
difficult to diagnose. Furthermore, there were many samples that were approaching the 0.5 mg KOH/g fuel
acid number limit but were not shown as nearing the limit with the pHLip vial. It was deemed that a if the
lower phase reaches yellow, it will be a failing sample. Overall, there were 5 samples that were not able to
adequately detect acid values above the ASTM limit. With 80% of the vials correctly diagnosing the acidity
of the B100 samples, this test is deemed to be a good firewall against samples that are either high in acid
value or have been oxidized.
Table 8: pHLip Acid Number Analysis
Acid Number Comparison
(Lower phase of pHLip)
Sample ID pHLip ASTM D 664,
Acid Number
92-A Red .35
92-B Red .38
92-C Red-orange .29
92-D Red .29
92-E Orange .37
92-F Orange .36
92-G Red .95
92-H Red .24
92-Ii Red .51
92-Jj Red .44
92-Kk Red .39
92-Ll D.Red .33
92-M D.Red .4
92-N Red .28
92-O Red .51
92-P Red .4
92-Q Red-orange .52
92-R Red-orange .51
92-S Yellow .62
92-T Yellow 18.1
92-U Red .2
92-V Red .33
92-W Hazy .35
92-X Red .48
92-Y Red .42

51
5.4.2. Near Infrared – QTA System
The QTA instrument as described in section 4.2 was used to obtain the following quantitative results,
figures 24-27 and tables 9-12, on the 25 samples described in 5.1.1. The tests carried out were total glycerin,
methanol, acid number and free glycerol.
5.4.2.1. Total Glycerin
The QTA test was highly reliable for correctly determining the correct total glycerin value of the
biodiesel fuel, as shown in Figure 28. There were three false passes and one borderline false fail from 25
samples. The false passes and borderline seem to be outliers as the overall trend is very accurate. A general
trend is that the results near the ASTM limit follow the “penalty line” (dotted line) very well, but as the total
glycerin value goes above 0.4, the instrument is biased very negative.
Figure 28: QTA vs. ASTM D 6942 for Total Glycerin Measurement
The statistical data depicted in Table 9 below shows that the QTA system had a negative bias of -
0.075 mass% low, and an average error of 0.054 mass %. The correlation value was relatively high, with a
value of 0.846. Out of the 21 samples in the LoD, 76.19% of them fell into the reproducibility requirements
of the ASTM test. Since the LoD is below 0.5 %, this reproducibility error cannot be attributed to the
R² = 0.8459
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4
QTA
, To
tal G
lyce
rin
wt%
ASTM D 6942, Total Glycerin wt%
False Fail
False Pass

52
increased bias for samples with high values of total glycerol. Thus, the 4 outlier samples were the main cause
of this test not reaching the 95% reproducibility goal.
Table 9: Statistical Evaluation of QTA Total Glycerin Correlation
Parameter QTA Total Glycerin Result
Total Samples 25
Bias -0.075 % total glycerin
Average Error 0.054% total glycerin
False Pass 3
False Fail 0
Correlation Coefficient 0.8459
Total Values in LoD 21
% Reproducibility Pass in LoD 76.19 %
5.4.2.2. Methanol Content
The QTA system was highly reliable in determining methanol content in the biodiesel fuel, Figure 29,
with only 3 false fails and zero false passes from 25 samples. The correlation coefficient for methanol content
was 0.8957, being a very adequate correlation. As shown in Figure 25, there was only 1 significant outlier,
sample T, which was the sample with the highest concentration of bound glycerol, being 1.385 % mass (5.7
fold the limit). Thus, this is indicative that bound glycerol (free glycerol value was low) will adversely affect
the methanol analysis for the QTA. The overall bias was negative especially in the 0.1 – 0.2 mass% range and
above 1%.

53
Figure 29: QTA vs. EN 14110 for Methanol Content Measurement
As shown above, the major outlier, Sample T, could easily be singled out as an inadequate sample.
The following statistical analysis, Table 10, was carried out for all samples except sample T (note correlation
coefficient changes from .8957 to 0.9224). The QTA system had a bias error of -0.039 % mass and an average
error of 0.063%. Furthermore, it should be noted that the reproducibility equation shown in Table 6 has a
required reproducibility of 0.005 at the lower LoD. The values received by our lab from the QTA system
were given with accuracy in the hundredths place, causing most of the lower limit samples determined by the
ASTM test to fail the reproducibility requirement for the QTA result. This reproducibility criteria will need to
be addressed by Cognis. Even with most of the low value samples failing the reproducibility, 47% of 18
values fell within the reproducibility requirement.
R² = 0.8957
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
QTA
Me
than
ol C
on
ten
t, m
ass
%
EN 14110, Methanol Content, mass %
False Fail
False Pass

54
Table 10: Statistical Evaluation of QTA Methanol Content Correlation
Parameter QTA Methanol Result
Total Samples 24
Bias -0.039 % MeOH
Average Error 0.063% MeOH
False Pass 0
False Fail 2
Correlation Coefficient 0.9224
Total Values in LoD 18
% Reproducibility Pass in LoD 47.06 %
5.4.2.3. Acid Number
The QTA system was not able to detect acid number very well, as shown in Figure 30. The
correlation coefficient was highly low, being 0.422 which is indicative of the large deviation throughout the
range of acid in the study. While there were only 2 false passes (3 borderline), the overall picture is that the
FT-IR method for determining acid value is inadequate.
Figure 30: QTA vs. ASTM D 664 for Acid Number Measurement
R² = 0.422
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
QTA
Aci
d N
um
be
r, m
g K
OH
/g
ASTM D 664, Acid Number, mg KOH/g
False Fail
False Pass

55
The statistical analysis of the QTA acid number data is shown below in Table 11. While the overall
bias of the system is negative, it can be shown that there is no overall correlation, especially for acid values
approaching the ASTM limit of 0.5 mg KOH /g. The average error is large, at 0.123, being 25% of the
ASTM limit. Out of 24 samples inside of the LoD, 87.5% of the QTA values fell within the reproducibility
limits. While this test had a relatively large average error, the reproducibility of the potentiometric test is
lenient giving this test a good chance of being able to suffice for ASTM testing.
Table 11: Statistical Evaluation of QTA Acid Number Correlation
Parameter QTA Acid Number Result
Total Samples 24
Bias -0.083 mg KOH/g
Average Error 0.123 mg KOH/g
False Pass 2
False Fail 0
Correlation Coefficient 0.422
Total Values in LoD 24
% Reproducibility Pass in LoD 87.5 %
5.4.2.4. Free Glycerol
The QTA system was much more sporadic at determining the stringent standard of free glycerol
content. Values above and below the ASTM limit drifted from the correlation line as shown below in Figure
31. There were many large outliers, especially when the ASTM value increased above 0.013% free glycerol,
which the QTA system was incapable of detecting large amounts of glycerol. the ASTM test to have no
glycerol but significant glycerol was determined for QTA. This could either mean the QTA has a better
LoD, or is getting false readings from other parameters. As shown in Figure 27 there were many outliers, but
2 were more significant than the rest, samples M and L, M being a sample with the highest concentration of
methanol, being 1.59 % mass. Sample L was high in bound (0.34) and free glycerol (.084), but low in

56
methanol. Thus, this is indicative that methanol may adversely affect the free glycerol analysis for the QTA.
There are also many values that were determined by the ASTM test to have no glycerol but significant
glycerol was determined for QTA. This could either mean the QTA has a better LoD, or is getting false
readings from other parameters.
Figure 31: QTA vs. ASTM D 664 for Free Glycerol Measurement
The statistical analysis of the QTA free glycerol data is shown below in Table 12. The overall bias
was significantly negative at -0.007, but without outlier M, it would have been -0.01. A bias on -0.01 is 50% of
the ASTM limit of 0.02%, thus the analysis of free glycerol utilizing QTA needs to be reassessed so that the
values will overall be higher. The average error of 0.013% is also significant, being 65% of the ASTM limit.
For this test to be successful, it will need to narrow the average error, which was mainly seen at very low and
very high free glycerol values. Furthermore, it is important to note that 10 of the 18 samples were outside of
the LoD (most being lower than 0.005 % mass). Out of the 8 samples inside of the LoD, 75% of the QTA
results lied within the reproducibility criteria, which is nearing the goal of 95%.
R² = 0.6313
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
0.045
0.05
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09
QTA
, Fre
e G
lyce
rol w
t%
ASTM D6942, Free Glycerol wt. %
False Fail
False Pass

57
Table 12: Statistical Evaluation of QTA Free Glycerol Correlation
Parameter QTA Free Glycerol Result
Total Samples 18
Bias -0.007 % free glycerol
Average Error 0.013% free glycerol
False Pass 1
False Fail 1
Correlation Coefficient 0. 6313
Total Values in LoD 8
% Reproducibility Pass in LoD 75 %
5.4.3. I-Spec Q100
The I-Spec instrument as described in section 3.4 and was used to analyze the 25 samples described
in section 5.1.1 for total glycerin, methanol and acid number, Figures 28-30 and Tables 13-15.
5.4.3.1. Total Glycerin
The I-Spec seemed to have a lot of difficulty correctly determining total glycerin, shown in Figure 28.
All of the results were below 0.24 % mass, except for one result being Sample T, with 9 false passes out of 25
runs, with only one correct determination of a fail sample (Sample T). This indicates that the I-Spec unit is
largely unable to detect levels total glycerol. The correlation coefficient of 0.396 is significantly low, also
indicating this test method needs to be reassessed.
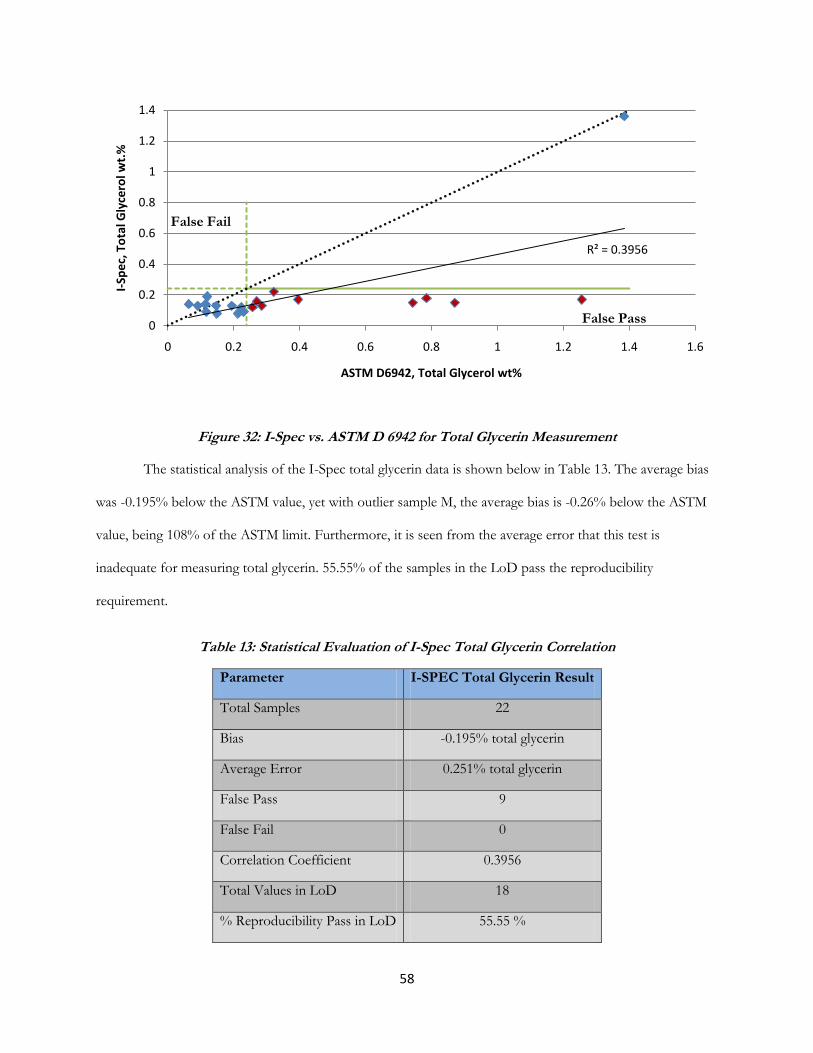
58
Figure 32: I-Spec vs. ASTM D 6942 for Total Glycerin Measurement
The statistical analysis of the I-Spec total glycerin data is shown below in Table 13. The average bias
was -0.195% below the ASTM value, yet with outlier sample M, the average bias is -0.26% below the ASTM
value, being 108% of the ASTM limit. Furthermore, it is seen from the average error that this test is
inadequate for measuring total glycerin. 55.55% of the samples in the LoD pass the reproducibility
requirement.
Table 13: Statistical Evaluation of I-Spec Total Glycerin Correlation
Parameter I-SPEC Total Glycerin Result
Total Samples 22
Bias -0.195% total glycerin
Average Error 0.251% total glycerin
False Pass 9
False Fail 0
Correlation Coefficient 0.3956
Total Values in LoD 18
% Reproducibility Pass in LoD 55.55 %
R² = 0.3956
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
I-Sp
ec,
To
tal G
lyce
rol w
t.%
ASTM D6942, Total Glycerol wt%
False Fail
False Pass

59
5.4.3.2. Methanol Content
As seen in Figure 29, the I-Spec also had little ability for determining the correct methanol content.
The test had 12 false fails out of 25 samples, with only one correct result for a sample that failed. A
correlation coefficient of 0.111 is highly inadequate.
Figure 33: I-Spec vs. EN 14110 for Methanol Content Measurement
The statistical analysis of the I-Spec methanol data is shown below in Table 14. The test was biased
positive above the ASTM by 0.053 mass%, being especially positively biased at low methanol contents.
Furthermore, the average error of the test was 0.205%, deeming this test inadequate for detecting correct
methanol concentrations since the ASTM limit is 0.2% mass. Out of 15 samples in the LoD, only 6.67% of
the I-Spec results were inside of the reproducibility requirements.
R² = 0.1109
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
I-Sp
ec
Me
than
ol C
on
ten
t, m
ass
%
ASTM Methanol Content, % mass
False Fail
False Pass

60
Table 14: Statistical Evaluation of I-Spec Methanol Content Correlation
Parameter I-SPEC Methanol Result
Total Samples 21
Bias +0.053 % MeOH
Average Error 0.205% MeOH
False Pass 12
False Fail 0
Correlation Coefficient 0.1109
Total Values in LoD 15
% Reproducibility Pass in LoD 6.67 %
5.4.3.3. Acid Number
As seen above in Figure 30, the I-Spec also had a very hard time correctly determining the correct
acid value, especially at high values above the ASTM limit. The test had 6 false passes and 3 false fails out of
25 samples. As depicted in Figure 30, this test did not correlate at all, with a correlation coefficient of 0.1048.
Figure 34: I-Spec vs. ASTM D 974 for Acid Number Measurement
R² = 0.1048
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
I-Sp
ec
Aci
d N
um
be
r, m
g K
OH
/g
ASTM D664, Acid Number, mg KOH/g
False Fail
False Pass

61
The statistical analysis of the I-Spec acid number data is shown below in Table 15. Since this test was
unable to detect acid values above the ASTM limit as well as giving a large range of values below the ASTM
limit, the bias and average error were very high, at -0.105 and 0.228, respectively. Out of 23 samples in the
LoD, 43.48 of the I-Spec values fell within the reproducibility requirement.
Table 15: Statistical Evaluation of I-Spec Acid Number Correlation
Parameter I-SPEC Acid Number Result
Total Samples 23
Bias -0.105 mg KOH/g
Average Error 0.228 mg KOH/g
False Pass 6
False Fail 3
Correlation Coefficient 0.1048
Total Values in LoD 23
% Reproducibility Pass in LoD 43.48 %
5.4.4. Methanol Solubility Test
The final solutions obtained from the WVO reaction, as described in Appendix IA, were analyzed
using the 27/3 test at room temperature (RT, 21 oC). An ice bath was optimized to 21 oC since the RT was 25
oC. The first test was carried out in a clear 25mL graduated cylinder. The methanol was brought to 21 oC and
the biodiesel samples depicted in Table 16 were added and shaken vigorously for 5 seconds. Results were
recorded at 10, 20 and 30 minutes. The results are shown in Table 16 below.

62
Table 16: 27/3 Methanol Solubility Test of WVO Samples
Total Glycerin Value (mass%)
10 min 20min 30min
0.745 Clear MeOH, small bead dropped out.
Clear, no more dropped out.
Clear, no more dropped out
0.48 Clear MeOH, no dropout Clear no dropout Clear no dropout
0.359 Clear MeOH, no dropout Clear no dropout Clear no dropout
0.265 Clear MeOH, no dropout Clear no dropout Clear no dropout
0.227 Clear MeOH, no dropout Clear no dropout Clear no dropout
0.184 Clear MeOH, no dropout Clear no dropout Clear no dropout
As shown above, the 27/3 test did not produce significant results for the bound glycerol curve for
WVO from canola oil, where only conversion of 0.745 was detected by the conventional method. In order to
attempt to obtain more qualitative and potentially quantitative data, 100mL centrifuge tubes were utilized and
the MeOH:B100 ratio was increased to 81:9. Placing 81mL MeOH in ASTM Centrifuge graduated test tube,
adding 9mL Biodiesel and shaking vigorously and letting sit at room temperature (21 oC).
As shown in Table 17, the 81:9 test still does not provide useful information at room temperature
until total glycerin values reach 0.359. It was decided to decrease the temperature of the methanol which was
shown to produce more qualitative and potentially quantitative results which is shown in section 6.4.5.
Table 17: 81/9 Methanol Solubility Test of WVO Samples
%mass Total Glycerin
After 10 minutes of settling
0.745 Clear, small beads dropped out of solution and adhered to glass walls near bottom of centrifugal tube.
0.48 Clear, very small dropout of beads.
0.359 Clear, no dropout
0.265 Clear, no dropout
0.227 Clear, no dropout
0.184 Clear, no dropout
0.745 Clear, no dropout

63
5.4.5. Spectrophotometric Analysis of Biodiesel for Bound Glycerol Determination
The quantitative values below were obtained by modifying the method to allow for multi-feedstock
testing by decreasing the methanol to B100 ratio as well as decreasing the temperature. It was found that
decreasing the temperature allowed for more consistent turbidity in samples with low total glycerin content.
This is potentially due to samples having various fatty acid profiles as they are multi-feedstock, whereas
previous experiments were run only on canola B100. The samples utilized for the experiment are defined in
section 6.1. Any samples that were found to have cloud points above 6 oC were omitted from this study since
the bath temperature was chosen to be 6 oC for multi-feedstock testing. Cloud data was supplied from QTA
as shown in Appendix II.
10:1 Ratio Analysis
The following analysis was carried out for the data set of a methanol to B100 ratio of 10:1 using the
spectrophotometer described in section 4.1. All experimental data was repeated 4 times to provide
experimental error analysis. The methodology described here was reproduced for methanol to B100 ratios of
9:1 and 8:1.
As shown in Figure 35, it is difficult to diagnose the results of the test due to the high absorbance of
total glycerin values above 0.5 wt. %. In order to evaluate the test at different conditions in the range of
interest (below 0.5 wt. % total glycerin), the samples above 0.5 wt.% were omitted for the analysis. Thus, the
LoD of the tests is less than 0.5 wt. %. The standard error of the mean of 4 repeated data sets was carried
out to produce the average values with error bars below in Figures 35-36, 38 and 40. This is done by taking
the standard deviation of the 4 repeated values and dividing it by the square root of 4 which provides a
measurement of the experimental error.

64
Figure 35: Absorbance vs. Total Glycerin at 10:1 Ratio
In order to carry out a quantitative analysis, a linear fit was carried out to convert the absorbance
values into total glycerin values. This was done by inserting a linear fit into Figure 36 to determine equation
25 for calculating total glycerin from absorbance values,
[25]
The y absorbance values in Figure 36 were plugged into the equation 25 to derive total glycerin
values. The determined total glycerin values were then plotted against the ASTM total glycerin values to
obtain Figure 37 below. Creating the linear fit in Figure 36 will artificially zero the data in Figure 37 since it is
the same data set. The methodology carried out has essentially zeroed the bias, as seen in table 18. The same
procedure was carried out for FAME to methanol concentrations of 9:1 and 8:1. As shown in Figure 36,
some values have poor reproducibility depicted by the large error bars. This can be due to the emulsions
decreasing over time as the repeated measurements on the same sample were conducted.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
Ab
sorb
ance
Commercial Biodiesel Testing Lab, D 9648, Total Glycerin wt. %

65
Figure 36: Absorbance vs. Total Glycerin at less than 0.5 wt. %, 10:1 ratio
As shown in Figure 37, there is a mediocre trend for increasing total glycerol. The results at a
methanol to B100 ratio of 10:1 allowed for only 1 false pass and 1 false fail. The correlation coefficient on the
other hand is very low, with a value of 0.532. The overall trend does depict that the degree of emulsification
of oil to methanol is significant enough to quantitatively determine total glycerol.
Figure 37: Spectrophotometer (10:1 Ratio) vs. ASTM D 6942 for Total Glycerin
y = 0.3413x - 0.0039R² = 0.5146
-0.02
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0 0.1 0.2 0.3 0.4 0.5
Ab
sorb
ance
Commercial Biodiesel Testing Lab, D 9648, Total Glycerin wt. %
R² = 0.5316
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.1 0.2 0.3 0.4 0.5 0.6Spe
ctro
ph
oto
me
ter,
To
tal G
lyce
rin
, wt.
%
Commercial Biodiesel Testing Lab, D 9642, Total Glycerin wt. %
False Fail
False Pass

66
As described previously, carrying out a linear fit on the raw data caused the bias to be zero, which is
the best case scenario. The average error is still significant, with a value of 0.068% total glycerin. Out of the
16 samples in the LoD, 75% of the spectrophotometer results were inside of the reproducibility requirement.
Table 18: Statistical Evaluation of Spectrophotometer (10:1 Ratio) Total Glycerin Correlation
Parameter Light Sensor Total Glycerin Result
Total Samples 16
Bias 0 % total glycerin (set to zero)
Average Error 0.068% total glycerin
False Pass 1
False Fail 1
Correlation Coefficient 0.531
Total Values in LoD 16
% Reproducibility Pass in LoD 75 %
9:1 Ratio Analysis
The results for the 9:1 ratio of methanol to B100 test are shown in Figure 38. Overall, some of the
error bars are not as significant but the trend has slightly decreased in slope. The linear fit was carried out to
calculate total glycerin values as seen in Figure 39.

67
Figure 38: Absorbance (9:1 Ratio) vs. Total Glycerin
When comparing the 10:1 test to the 9:1 test, there seems to be many more difficulties in measuring
low concentrations of total glycerol due to emulsions. The trend has decreased overall and the correlation
coefficient has also been reduced to .3708. There are 5 false fails and 2 false passes that also make these
results look much worse than the 10:1 ratio.
Figure 39: Spectrophotometer (9:1 Ratio) vs. ASTM D 6942 for Total Glycerin
y = 0.1671x + 0.027R² = 0.3708
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Ab
sorb
ance
Commercial Biodiesel Testing Lab, D 9648, Total Glycerin wt. %
R² = 0.3708
-0.2
-0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.1 0.2 0.3 0.4 0.5 0.6
Spe
ctro
ph
oto
me
ter,
To
tal G
lyce
rin
, wt.
%
Commercial Biodiesel Testing Lab, D 9648, Total Glycerin wt. %
False Fail
False Pass

68
The statistical analysis of the spectrophotometer total glycerin data is shown below in Table 19. In
comparing the 10:1 to 9:1 test further, it is seen that the average error has increased from .068 to 0.078%.
While this is not highly significant, the trend shows that the overall ability for the test to detect total glycerin
should be carried out in dilute methanol. The test had the same reproducibility passes, being 75%.
Table 19: Statistical Evaluation of Spectrophotometer (9:1 Ratio) Total Glycerin Correlation
Parameter Light Sensor Total Glycerin Result
Total Samples 16
Bias 0 % total glycerin (set to zero)
Average Error 0.078% total glycerin
False Pass 2
False Fail 5
Correlation Coefficient 0.371
Total Values in LoD 16
% Reproducibility Pass in LoD 75 %
8:1 Ratio Analysis
In continually increasing the B100 concentration in methanol, the ability of this test to differentiate
small amounts of total glycerin changes gets worse, as shown in Figure 40. The error bars for 8:1 are smaller
than the 9:1 and 10:1 analysis overall.

69
Figure 40: Absorbance (8:1 Ratio) vs. ASTM D 6942 for Total Glycerin
The general trend continues in Figure 41, where the test has little ability to detect total glycerin above
ASTM values. With 2 false fails and 3 false passes, this test is deemed inadequate for determining total
glycerin. The correlation coefficient also drops significantly to 0.1725
Figure 41: Spectrophotometer (8:1 Ratio) vs. ASTM D 6942 for Total Glycerin
y = 0.1539x + 0.0495R² = 0.1725
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Ab
sorb
ance
Commercial Biodiesel Testing Lab, D 9648, Total Glycerin wt.%
R² = 0.1725
-0.2
-0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.1 0.2 0.3 0.4 0.5 0.6
Spe
ctro
ph
oto
me
ter,
To
tal G
lyce
rin
, wt.
%
Commercial Biodiesel Testing Lab, D 9648, Total Glycerin wt. %
False Fail
False Pass

70
The statistical analysis of the spectrophotometer total glycerin data is shown below in Table 20. Since
this data did not have an agreeable trend, the average error was very high for the 8:1 data set. Furthermore, 8
of the samples were out of the reproducibility range, for a 50% reproducibility pass.
Table 20: Statistical Evaluation of Spectrophotometer (8:1 Ratio) Total Glycerin Correlation
Parameter Light Sensor Total Glycerin Result
Total Samples 16
Bias 0 % total glycerin (set to zero)
Average Error 0.140% total glycerin
False Pass 5
False Fail 2
Correlation Coefficient 0.1725
Total Values in LoD 16
% Reproducibility Pass in LoD 50.00%
Most of the error bars are still reasonable, but the overall trend is not sufficient in this area, especially
with increasing the B100 concentration. The 10:1 test had the best correlation and best promise for detecting
small amounts of total glycerin. The test can be reassessed at higher methanol to oil ratios, which will cause
the absorbance curve to sharpen at an earlier point. A value of 11:1 or 13:1 may be reasonable and may
provide better data at the region of interest. With a total cost less than $200, the light sensor tester can
provide an economical and accurate measurement of total glycerol in biodiesel samples.
5.4.6. Dielectric Spectroscopy of Biodiesel for Total Glycerin
Eight samples from set 5.1.2 were analyzed using a vector network analyzer with a liquid probe using
30mL sample per run. The complex dielectric properties, being the loss factor (e’’) the relative permittivity
(e’), were determined by carrying out scans at room temperature over a broadband frequency. The frequency
sweep was 200MHz- 20GHz to examine the various dielectric properties of B100 at various conversions.

71
Figure 42 depicts the dielectric loss factor of the various B100 with varying conversion at 7.47 GHz which
was the average loss maximum for the samples. There are two outliers which do not follow the trend.
Figure 42: Dielectric Loss at 7.47 GHz vs. Bound Glycerol Weight Percentage
Figure 42 shows the dielectric loss factor with the same samples except the maximum loss factor
over the frequency range was chosen as the y-axis value. As depicted in figures 42-43, the test is able to
monitor the increasing amounts of total glycerin in samples derived from various feedstocks. The ability of
this test to be carried out with a narrow-band vector network analyzer would allow for only the determination
of the dielectric properties at certain frequencies, allowing for the test to be cut down in cost significantly.
Furthermore, measuring the sample for only a small amount of frequencies will also allow the test to be run
in a short period of time. It will also be of use to look at the dielectric properties of biodiesel with increasing
amounts of methanol and glycerol, as the frequency peaks determined in section 4.2 could contain
information about low quantities of those impurities.
0.5699
0.59460.598
0.59120.5833
0.5831
0.5924
0.6485
0.56
0.57
0.58
0.59
0.6
0.61
0.62
0.63
0.64
0.65
0.66
0.0000 0.1000 0.2000 0.3000 0.4000 0.5000 0.6000 0.7000 0.8000
Die
lect
ric
Loss
(e
'')
Conversion (wt.% bound glycerol)
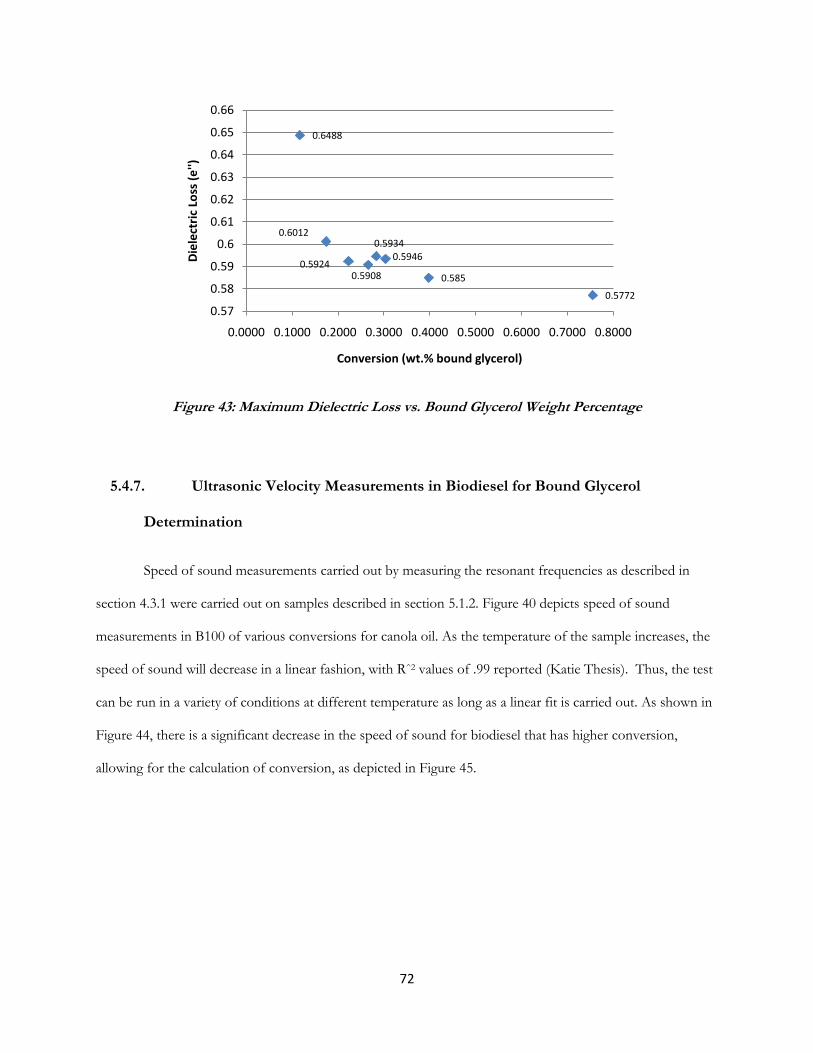
72
Figure 43: Maximum Dielectric Loss vs. Bound Glycerol Weight Percentage
5.4.7. Ultrasonic Velocity Measurements in Biodiesel for Bound Glycerol
Determination
Speed of sound measurements carried out by measuring the resonant frequencies as described in
section 4.3.1 were carried out on samples described in section 5.1.2. Figure 40 depicts speed of sound
measurements in B100 of various conversions for canola oil. As the temperature of the sample increases, the
speed of sound will decrease in a linear fashion, with R^2 values of .99 reported (Katie Thesis). Thus, the test
can be run in a variety of conditions at different temperature as long as a linear fit is carried out. As shown in
Figure 44, there is a significant decrease in the speed of sound for biodiesel that has higher conversion,
allowing for the calculation of conversion, as depicted in Figure 45.
0.5772
0.5946
0.6012
0.5924
0.5850.5908
0.5934
0.6488
0.57
0.58
0.59
0.6
0.61
0.62
0.63
0.64
0.65
0.66
0.0000 0.1000 0.2000 0.3000 0.4000 0.5000 0.6000 0.7000 0.8000
Die
lect
ric
Loss
(e
'')
Conversion (wt.% bound glycerol)

73
Figure 44: Speed of sound measurements of Canola Biodiesel vs. Temperature (80)
When the speed of sound measurements for the range of data derived from various feedstocks were
initially carried out, no trends were seen. Subsequently, it was found that different fatty acid profiles
corresponding to the feedstock source cause a variation in the speed of sound trend vs. conversion. Thus, the
plot of Figure 45 depicts four different feedstocks of ranging conversion, all with their own trends. Some
feedstocks had more linear trends than others, such as a correlation coefficient of .987 for peanut oil but
0.491 for canola oil. This could be due to a multitude of reasons such as invalid total glycerin results from the
GC or due to sample degradation (as different samples were tested at different times throughout the
semester). Overall, the speed of sound measurements could be a quick and inexpensive method for
monitoring biodiesel quality either in-situ during production or as a standalone testing unit. One thing to be
certain is to ensure that the feedstock is known beforehand so that the correct trend can be chosen for
calculating the impurities. This test may not work efficiently in a multi-feedstock plant for reasons described.
1,370
1,373
1,376
1,379
1,382
1,385
1,388
1,391
1,394
1,397
1,400
1,403
23 24 25 26 27 28
Spe
ed
of
So
un
d (
m/s
)
Temperature (oC)
Canola 0.755 % BG
Canola 0.283 % BG
Canola 0.223 % BG
Canola 0.174 % BG

74
Figure 45: Speed of Sound Measurements at 25oC vs. Bound Glycerol Mass Percentage
5.4.8. Unique In-Column Injection Method for Total and Free Glycerol Determination by GC
Free and bound glycerol measurements were carried out using the unique in-column injection
method described in section 4.4 on the samples found in section 5.1.1. Utilizing the calibration curved
obtained using standards shown in figures 21-24, the free and bound glycerol data was compared to ASTM
values to show the validity of the method. The following sections depict the results of the comparison which
show that this unique test which does not require a cool-on-column injector is valid in many respects.
5.4.8.1. Total Glycerin
As shown below in Figure 46, the correlation of the ASTM method with the unique injection method
for total glycerol determination is highly adequate. With very few outliers, both low conversion and high
conversion samples are comparable.
R² = 0.491
R² = 0.8578
R² = 0.9867
R² = 0.8635
1384
1386
1388
1390
1392
1394
1396
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Spe
ed
of
Sou
nd
(m
/s)
Total Glycerol (%wt.)
Canola
Soy
Peanut
Olive

75
Figure 46: Modified GC Method Total Glycerin vs. Commercial Testing Lab Total Glycerin
The table below depicts the statistical evaluation of the unique in-column injection method for
analyzing biodiesel samples for bound glycerol content. The first key note to point out is the significant
negative bias. The bias is mainly due to the broadened peaks which lead to more inaccurate quantification.
The broad peaks of the chromatogram can be caused by imperfect injections and non-uniform heating of the
1 uL injection of biodiesel. The average error is not as significant which may lead the reader to believe this is
an adequate testing procedure for biodiesel. While there were no false passes, 4 false fails occurred with one
major outlier. Surprisingly these false fails were all high biased. The correlation coefficient of 0.9141 shows
this is an ideal method for reproducing ASTM results. With 20 samples in the LoD, 90% of them passed the
reproducibility requirement, which is slightly below the ASTM requirement.
R² = 0.9141
0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
PSU
Te
stin
g La
b, D
96
48
, To
tal G
lyce
rin
w
t.%
Commercial Biodiesel Testing Lab, D 9648, Total Glycerin wt.%
False Fail
False Pass

76
Table 19: Statistical Evaluation of Modified GC Total Glycerin Correlation
Parameter PSU Lab Total Glycerin
Total Samples 25
Bias -0.013 % total glycerin
Average Error 0.055% total glycerin
False Pass 0
False Fail 4
Correlation Coefficient 0.9141
Total Values in LoD 20
% Reproducibility Pass in LoD 90 %
5.4.8.2. Free Glycerol
As shown below in Figure 47, the correlation of the ASTM method with the unique injection method
for free glycerol determination is not on par. There are a large amount of outliers and samples do not follow
the correlation line well both above and below the stringent ASTM limit for free glycerol.
Figure 47: Modified GC Method Free Glycerol vs. Commercial Testing Lab Free Glycerol
R² = 0.7132
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14
PSU
Lab
Te
stin
g, D
69
42
Fre
e G
lyce
rol
wt.
%
ASTM D9642, Free Glycerol wt. %
False Fail
False Pass

77
The table below depicts the statistical evaluation of the unique in-column injection method compared
to the ASTM method for determining free glycerol content in biodiesel. While there was very little bias for
this data set, the average error of 0.014% was highly significant deeming this method inadequate for assessing
the limit of 0.02% free glycerol in biodiesel. While the correlation coefficient does not depict this conclusion,
the reproducibility assessment in the LoD showed only 40% of the samples passing the requirement.
Table 20: Statistical Evaluation of Modified GC Free Glycerol Correlation
Parameter PSU Lab Free Glycerol Result
Total Samples 25
Bias +0.007 % free glycerol
Average Error 0.014% free glycerol
False Pass 2
False Fail 4
Correlation Coefficient 0.7132
Total Values in LoD 10
% Reproducibility Pass in LoD 40 %

78
Chapter 6. Discussion
The first assumption of this analysis that should be noted is that the alternative analytical tests were
compared to ASTM tests in which is deemed to be the true value. Since the ASTM test run at the
commercial lab will have experimental error associated with it, it will cause this analysis to be flawed to a
reasonable degree. The second assumption is that if the alternative test deemed the sample to be out of
range or unreadable, the result is discarded since it would not have an associated degree of accuracy with it.
Furthermore, the % pass in the reproducibility range are only of the ASTM results that fell within the limits
of detection for the sample in question. For example, while the QTA apparatus ran 18 samples for free
glycerol, only 8 of those samples fell within the LoD, so 75% of the 8 samples in the LoD agreed with the
reproducibility requirement.
The analysis of the biodiesel samples for total glycerin was carried out using the QTA, I-Spec, PSU in
house GC testing equipment, and the spectrophotometric light sensor, as summarized in Table 21. The
biases for this group were all negative, which may indicate that the commercial ASTM test may have been
positively biased from the true value. Furthermore it is seen that the commercial alternative testing
techniques are biased negative by 0.075 and 0.06 which is approximately 30% of the 0.24% total glycerin
limit while the modified GC method is biased only 5% of the 0.24% limit. The average error shows how
much the QTA system is dramatically better than the I-Spec system for correctly pinpointing the true total
glycerin value, with average error of 0.054% and 0.251% total glycerin, respectively. The spectrophotometer
had a similar average error to the QTA, with a value of 0.068%. While there were no false fails for the
commercial alternative tests, there were 3 false passes for the QTA system and 9 false passes for the I-Spec.
The method of comparison using the correlation coefficient also shows how much more accurate the QTA
system is than the I-Spec, with values of 0.846 and 0.396, respectively. The correlation coefficient of the
spectrophotometer was in between these two commercial tests, with a value of 0.531, which the modified
GC method had a correlation coefficient of 0.914. The goal of the reproducibility check is to have 95% of
the samples fall within the reproducibility limit, but neither of the commercial tests reaches this goal, with

79
76.2% for QTA, 75% for the spectrophotometer and 55.6% for the I-Spec. The modified GC method had
90% of the samples fall within the reproducibility limit showing the potential use of this test as adequate.
The analysis of the biodiesel samples for free glycerol was carried out using the QTA and the
modified GC method, as summarized in Table 21. The results from this section show the difficulty in
measuring very low concentrations of free glycerol in biodiesel fuel. The biases for this group were
significant at 0.007, both being 35% of the 0.02% free glycerol limit. The average errors for both of these
tests were also significant, being approximately 67% of the 0.02 % limit. Out of 18 samples for the QTA,
there was only 1 false pass and 1 false fail. Out of 25 samples for the modified GC method, there were 2
false passes and 4 false fails. The correlation coefficients for these tests show that there still needs to be
modifications to the methods to obtain a better linear fit with the true ASTM value, which are 0.631 for the
QTA system and 0.713 for the modified GC method. Since many of the biodiesel samples fell out of the
LoD for the ASTM test, only 8 samples were applied to the reproducibility assessment for the QTA and 10
to the modified GC method, with % passes of 75 and 40, respectively. While only 8 samples were
successfully assessed with the QTA for free glycerol reproducibility, 75% is a respectable result in respect to
the 95% goal.

80
Table 21: Statistical Comparison of Alternative Testing Techniques for Total Glycerin and Free
Glycerol
Parameter QTA I-Spec PSU
Lab
Light
Sensor
QTA PSU Lab
Total Glycerin Free Glycerol
Total
Samples
25 22 25 16 18 25
Bias -0.075 -0.06 -0.013 0 (set to
zero)
-0.007 +0.007
Average
Error
0.054% 0.251% 0.055% 0.068% 0.013% 0.014%
False Pass 3 9 0 1 1 2
False Fail 0 0 4 1 1 4
Correlation
Coefficient
0.8459 0.3956 0.9141 0.531 0. 6313 0.7132
Total
Values in
LoD
21 18 20 16 8 10
% R Pass
in LoD
76.19% 55.55% 90% 75% 75 % 40 %
The analysis of the biodiesel samples for methanol content was carried out using the QTA and the I-
Spec, as summarized in Table 22. While the QTA fared well overall, the reproducibility limits set by EN
14110 turned out to be very stringent, causing a low score with the reproducibility pass %. Both of the
alternative tests were biased to a significant degree of the 0.2% limit, with the QTA bias being 13.5% and the
I-Spec bias being 26.5% of the limit. The average error of the QTA was even worse with a value of 0.074%
being 37% of the EN limit. The I-Spec’s average error shows that this test does not have the slightest ability
to determine the methanol content of biodiesel fuel, with an average error of 0.205%. While the QTA only
had 3 false passes and 0 false fails, the reproducibility assessment dictates that this test will need further
revisions since it only obtained 41.18% of the samples in the reproducibility range. The I-spec shows 12 false

81
passes implicating that the I-Spec unit does not have the ability to detect increased methanol concentrations
in the range of interest. The correlation coefficient for these tests also shows the large difference of these two
commercial tests in correctly determining these values, with the QTA correlating by 0.896 and the I-Spec
correlating by 0.111.
The analysis of the biodiesel samples for acid number was carried out using the QTA, I-Spec and in
house PSU testing, as summarized in Table 22. The biases for this group were all negative which could
indicate that the commercial ASTM test may have been slightly biased positive. The I-Spec was biased
negative the most with a value of -0.105 and the PSU replication of the ASTM test was biased the least with a
value of -0.057. The average errors for all of the tests were significant, but were much worrying for the
commercial tests than the PSU runs. The QTA test, the I-Spec test and the PSU test were 25%, 46% and
13%, respectively, of the 0.5 limit for acid number. Both the QTA and the PSU lab tests had 4 false passes
and 0 false fails, while the I-Spec had 6 false passes and 3 false fails. The R2 values for both the QTA test and
the PSU test were good, with values of 0.902 and 0.99, respectively. The I-Spec R2 value indicates that it is
not at all linear with increasing acid number, with a value of 0.105. While the QTA system seemed to have
been accurately measuring the ASTM acid value, the ability of the system to fall within the ASTM
reproducibility requirement will need to be addressed to implement this system, with only 33.3% of the
results falling within the required range, which is not close to the 95% requirement. The PSU testing
procedure indicated it will need revamping as well, with 75% of the results falling within the limit. This can be
diagnosed by the bias error, showing that the acid value detected is normally too low, so the operator should
modify the procedure to continue past the titration point that he is accustomed to.

82
Table 22: Statistical Comparison of Alternative Testing Techniques for Methanol Content and Acid
Number
Parameter QTA I-Spec QTA I-Spec PSU
Lab
Methanol Acid Number
Total
Samples
25 21 24 23 25
Bias -0.027 +0.053 -0.083 -0.105 -0.057
Average
Error
0.074% 0.205% 0.123 0.228 0.065
False Pass 0 12 4 6 4
False Fail 3 0 0 3 0
Correlation
Coefficient
0.8957 0.1109 0.9022 0.1048 0.99
Total
Values in
LoD
18 15 24 23 24
% R Pass
in LoD
41.18 % 6.67 % 87.5% 43.48 % 100%

83
Chapter 7. Conclusions and Future Work
7.1. Qualitative Testing Method
7.1.1. pHLip
In conclusion, the pHLip test served as an adequate firewall for samples failing the ASTM limit for
total glycerin. With 56% of the 25 samples failing for total glycerin, the pHLip test correctly failed all of
them. With two false fails that were right near the ASTM limit (+/- 0.017 mass %) there was only 1 pHLip
result that gave a false indication of a passing sample.
On the other hand, the acid assessment turned out to be less efficient, with 20% (5/25) false readings
overall. The color indication method may not be adequate for assessing FFA and oxidized fuel alike. It is the
recommendation of this study to utilize the pHLip test in the field for firewalling off spec samples for total
glycerin. Yet, for the acid value analysis to be sufficient, it may be of use to investigate another field test kit. It
may also be of use for the pHLip test to come with a color chart as reference.
7.2. Quantitative Testing Methods
The independent study of alternative quantitative methods carried out in this thesis did not find any
methods that adhered to the ASTM reproducibility requirements of the tests present in D 6571. Furthermore,
only a portion of the tests contained in D 6571 were addressed. While each of the tests have their own merit
for analyzing constituents contained in biodiesel, at this point in time they cannot replace the high precision
methods in ASTM. The conclusions herewith state how well the methods reproduced ASTM values and
suggestions for making those correlations better.
7.2.1. QTA
This system, which has identified the majority of the critical testing parameters defined by BQ-9000,
could be one of the most useful tools in the biodiesel industry if it becomes more consistent and develops the

84
ability to detect values with higher precision. The following conclusions show that while the system can
correlate well to high precision instruments, out of the 25 samples tested it would not fall within the ASTM
reproducibility requirements.
7.2.1.1. Total Glycerin
The FT-IR analysis of total glycerin was successful, especially at values near the ASTM limit. The
correlation becomes biased negative as total glycerol values exceed 0.4% wt., which may not be of concern
since the LoD of the total glycerin goes up to 0.5% wt. Values below 0.2% wt. were found to be erroneous
which caused some values to exceed the reproducibility requirement. The rapid results of this test and well
correlating results could be a highly useful tool to potentially replace the GC method if the reproducibility is
enhanced.
7.2.1.2. Methanol
The correlation of the FT-IR to GC was overall very accurate. Only a single outlier was observed out
of 25 samples, of which the sample extremely failed bound glycerol. The adverse effect of bound glycerol
toward the methanol determination should be taken into account. Furthermore, the results received for our
analysis had significant digits to the hundredths, while the GC method for methanol detection requires
reproducibility values for low methanol concentrations in the thousandths. If this key issue is addressed, then
the method would have a chance at falling within the GC’s reproducibility requirements.
7.2.1.3. Acid Number
The FT-IR analysis of the acid value of biodiesel fuel had the least amount of correlation compared
with the other FT-IR comparisons. While the ASTM potentiometric method has a wide reproducibility range,
with the QTA scoring 87.5%, the correlation coefficient of 0.422 depicts the wide range of error obtained.
Since the acid number test does not require high precision equipment, it may be the best option to deem the
ASTM method sufficient.

85
7.2.1.4. Free Glycerol
The FT-IR analysis of free glycerol in biodiesel did not correlate very well, especially at low levels of
free glycerol. Furthermore, a large outlier threw off the data, which caused an artificially large reading of free
glycerol. This sample actually had very little free glycerol but 8 fold the limit of methanol. Possibly the impact
of methanol on free glycerol can be addressed. Furthermore, with ASTM values of zero free glycerol content,
the FT-IR detected significant levels of free glycerol. This may be attributed to the methanol as well. Lastly,
when free glycerol content increases, the correlation becomes largely negatively biased.
7.2.2. I-Spec
While the I-Spec has the benefits of being a handheld, in the field biodiesel analyzer with quick
results, the results of this study were largely erroneous. In conclusion, the instrument will need to be
significantly enhanced for the investment cost, operational cost and time involved with it to be beneficial.
7.2.2.1. Total Glycerin
Mostly all of the results of the I-Spec for total glycerol fell between 0.1 and 0.2 mass% total glycerol
independent of the real value. It is concluded that this instrument does not have the ability to give useful data
for total glycerol.
7.2.2.2. Methanol
None of the results of the I-Spec correlated with the GC values for methanol content. Either the I-
Spec gave too low or too high values, indicating that most samples failed while they did not. In conclusion,
this test does not have the ability to give useful data for methanol content.

86
7.2.2.3. Acid Number
Hardly any of the I-Spec acid number results correlated with the ASTM potentiometric method.
With increased acid values, either the instrument gave too low of a value or deemed the sample out of range.
With low acid values, the ranges were quite erroneous.
7.2.3. Spectrophotometer
In this study it was found that emulsions formed due to the presence of total glycerol can be
measured in methanol by a spectrophotometer. The experimental design found that either a 10:1 ratio of
methanol to biodiesel or higher will give the best correlation to the GC method for total glycerin. With the
cost of the system being less than $200 and with correlation data similar to high precision methods, this
instrument will be patented and potentially commercialized. The method was close to meeting the ASTM
requirement for reproducibility, with 75% of the results falling within the required range.
7.2.4. Dielectric Spectroscopy
The potential of DRS to biodiesel quantification is of great potential. The possibility of using
narrowband vector network analyzers at specific frequencies for the detection of bound glycerol, free glycerol
and methanol, could provide a powerful quantification tool. Furthermore, it was shown that this test can
analyze various feedstocks which other low cost tools may have difficulty with. Lastly, DRS for detecting
biodiesel blends could be a highly useful sensor for modern compression ignition engines to tweak the stroke
length and injection pressures.
7.2.5. Ultrasound
While the ultrasonic method proved it was feedstock dependent, a producer could realize these
downsides and still make use of this simple and quick quantification tool. The robustness of the transducers
makes this instrument highly applicable to in-situ fuel quality monitoring. This may be especially beneficial for
producers who use polishing resins where an ultrasonic probe can be placed before and after the polishing

87
media. The probe before the polishing media can ensure that excessive amounts of impurities don’t enter the
media while the probe on the outlet will determine when the media is fully saturated.
7.3. Future Work
While none of the methods conformed to the ASTM reproducibility requirement as it was deemed of
utmost importance for the data provided in this study, future method correlation should be carried out
much differently. Two ASTM methods focus on correlating two instruments, the first being D 6708, A
Statistical Assessment and Improvement of Expected Agreement Between Two Test Methods that Purport
to Measure the Same Property of a Material (84) and secondly to conform testing procedures to E 691,
which is the Standard Practice for Conducting an Interlaboratory Study to Determine the Precision of a Test
Method (85).
As a result of the study, Paradigm has reprogrammed its instrument and should be re-evaluated.
Since the reprogramming can be updated in the instrument’s software as well as for each individual sample
cartridge, the unit at PSU can still be used for future evaluations. An initial study would be to collaborate with
a local biodiesel producer for correlating test specimens that have been evaluated using stringent ASTM
methods.
In utilizing the results of this study and due to the novelty of the testing conditions for the
spectrophotometer, it was deemed sufficient to write a provisional patent application for potential
commercialization. With continued analysis of new samples at higher dilutions of methanol to biodiesel the
test is adequate as a pass/fail with the potential to become a quantitative apparatus. An updated module has
been built for more convenient testing procedures as well as reducing the total cost of the unit to less than
$100 without a microcontroller, and $150 with a microcontroller and associated electronics.
Many states have mandated the use of B2-B5, such as the recent mandate of 2% biodiesel in
Pennsylvania which occurred in 2010. Assurance of quality and accuracy of the blends obtained utilizing
various methods are of a necessity. Studies of instruments capable of measuring biodiesel blends should be

88
conducted, potentially with in-line sensors in engine fuel lines or at the fueling station for highest
convenience to the end consumer.

89
Appendix A. Sample Sets for Biodiesel Quality Testing
A1: 20 Gallon Reaction of WVO from PSU Dining Commons (Set 53)
The goal of this reaction was to various samples throughout the transesterification reaction that are
on-spec and off-spec of the ASTM limits for bound and total glycerin. 66.1 kg of waste vegetable oil (WVO)
was reacted with 100% excess methanol and 0.25% wt. sodium methoxide (NaOCH3) solution. Since the
WVO was derived from canola oil, it was assumed to have mainly oleic and linoleic fatty acids (FA) with an
average MW of 307.014 g/mol. The WVO was filtered with a 600 micron then a 100 micron drum filter
before loading it into the reactor. A representative sample of the feedstock was obtained by mixing it in the
reactor for an acid titration to determine the free fatty acid (FFA) content of the used oil. 3.25mL of 0.025M
NaOH was required to neutralize 1.2g of the oil.
Acid value =mg NaOH / g Oil =(3.25mL)*(40g/mol NaOH)*(0.025M NaOH) =2.708 mg NaOH/g Oil
1.2g Oil
FFA Content = % FFA = (2.708 mg NaOH/g Oil)*(307.014 g/mol Canola FA) *100 = 2.079 % FFA
(1000 mg/g) * ( 40 g/mol NaOH)
The FFA contained in the oil reacts with the alkali catalyst to form sodium soaps, so an extra amount
of catalyst is added to account for the sodium soap production.
(2.079 g FFA/ g Oil) * ( 54 g/mol NaOCH3) = 0.366% extra catalyst added to reaction mixture
307.014 g/mol Canola FA
Initially the WVO was pre-heated to 55 oC and then 80% of the methanol was loaded into the
reactor. Subsequently, a total of 0.866% (0.5% + 0.366%) by weight NaOCH3 was added to the reactor. 0.5%

90
by weight sodium methoxide is the normal amount of catalyst used by our research group and what we have
learned from other small scale producers. Finally the last 20% of the methanol was added to the reactor.
Samples were removed at 50, 60, 80, 90, 100, 110, 120 and 180 minutes. In order to stop the reaction in its
tracks, the sample was titrated and the residual catalyst was neutralized with 1M HCl and then the sample was
placed in an ice bath. It was found from previous experiments that the residual catalyst and heat will continue
the reaction after it is taken from the reactor.
All of the samples were water washed four times, dried at 120 oC for 10 minutes and then run
through 600 mL of ion exchange resin (IOR), PD206 manufactured by Purolite, first by gravity and then the
residual biodiesel was removed by vacuum. Each sample contained less than 300 ppm water as found by
Karl-Fischer Titration.
Conversion Curve
The purified samples obtained from a reaction time of 50-180min were then analyzed by gas
chromatography as per ASTM D 6584. The following reaction curve is shown below where total glycerin
points are labeled with (reaction time, %wt bound glycerol). As shown in the above trend, the conversion
curve from 50-180 minutes is 0.745-0.184 %wt. total glycerin. The main reactant causing low conversion
initially was triglycerides, while monoglycerides content increased throughout the reaction. The last two
samples, 120minutes and 180 minutes would pass the ASTM limit for total glycerin which is 0.24% wt.

91
WVO Conversion Curve from 50-180 Minutes as Measured by ASTM D 6584.
Time of Conversion Total Glycerin
50 .745
80 0.48
90 .359
100 0.265
120 0.227
180 .184
Free Glycerol
The most fully converted sample (180min, 0.184 %wt. bound glycerol) was obtained from a large separatory
funnel where the glycerol is allowed to settle out by gravity for eight or more hours. The first solution for a
stock solution of free glycerol was the crude biodiesel sample that had not been washed. Four more solutions
were created by washing four separate times with a 1:1 vol:vol addition of distilled water and taking samples
180, 0.184120, 0.227
100, 0.265
90, 0.359
80, 0.480
50, 0.745
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0.800
45 65 85 105 125 145 165 185 205
Bo
un
d G
lyce
rol (
% w
t.)
Time (min)
Total Glycerol
Free Glycerol
Monoglycerides
Diglycerides
Triglycerides

92
out in between each wash. The first wash was carried out at 40 oC to enhance the soap removal. The samples
were then dried at 120 oC for 10 minutes. The last sample was run through IOR to obtain a high quality
standard for bound glycerol and free glycerol. The following free glycerol curve was obtained as per ASTM D
6584.
Figure 34: Final Product (180min) Free Glycerol Curve by Washing Samples
As shown above, the first water wash at 40 oC was very efficient in reducing the free glycerol content
from 0.396 to 0.081 %wt., while the fourth water was and subsequent IOR purification was required to
reduce the free glycerol content below the ASTM limit of 0.02%.
0, 0.396
1, 0.081
2, 0.050 3, 0.039
4, 0.0120.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
0 1 2 3 4 5
Wt.
% F
ree
Gly
cero
l
Number of Water Washes
Wt. % Free Glycerol

93
A.2: Commercial B100 Samples R W HEIDEN ASSOCIATES LLC/JOE PEREZ PSU 093009 USB CONTRACT
SAMPLE GLYERINE % PER ASTM CONVENTION
% MASS
IND TIME
ACID #
NA K
LABEL FREE MONO DI TRI BOUND TOTAL METH HRS MG KOH/G MG/KG MG/KG
PPM PPM A 0.000 0.089 0.056 0.002 0.147 0.147 0.16 3.95 0.35 <1 <1 B 0.001 0.092 0.055 0.001 0.148 0.149 0.17 4.42 0.38 <1 <1 C 0.000 0.079 0.037 0.004 0.120 0.120 0.46 1.21 0.29 <1 <1 D 0.001 0.078 0.036 0.002 0.116 0.117 0.44 1.11 0.29 <1 <1 E 0.005 0.136 0.066 0.007 0.208 0.213 0.18 1.45 0.37 <1 <1 F 0.008 0.163 0.078 0.008 0.249 0.257 0.09 1.12 0.36 <1 <1 G 0.000 0.174 0.052 0.004 0.230 0.230 0.03 2.22 0.95 <1 <1 H 0.000 0.068 0.023 0.000 0.091 0.091 0.19 4.55 0.24 I 0.007 0.156 0.031 0.000 0.187 0.194 0.03 1.38 0.51 J 0.001 0.048 0.015 0.000 0.063 0.064 0.10 1.28 0.44 K 0.003 0.087 0.026 0.000 0.112 0.115 0.02 0.20 0.39 L 0.084 0.199 0.121 0.020 0.341 0.425 0.16 0.60 0.33 M 0.007 0.153 0.037 0.001 0.190 0.197 1.59 0.90 0.40 N 0.112 0.145 0.048 0.006 0.198 0.311 1.11 0.80 0.28 R. HEIDEN 17 299 6860 0.80 0.28
SAMPLE NA K Na + K
H <1 <1 <1
I 1.8 4.3 6.1
J <1 1.8 1.8
K 1.6 4.8 5.4
L 2 194.4 196.4
M 2.3 1.1 3.4
N 2.1 20.0 22.1 Sample Label
GLYERINE % PER ASTM CONVENTION
%MASS
METH
Ind
Time,
Hrs
Acid
No.,
mg
KOH/G
Na,
Mg/KG,
ppm
K,
MG/KG,
ppm FREE MONO DI TRI BOUND TOTAL
0 0.013
0.154 0.046 0.010 0.210 0.223 0.03 3.63 0.51 1.1 3.7
P 0.000 0.096 0.205 0.095 0.210 0.396 0.00 0.22 0.40 1.1 4.4
Q 0.000 0.157 0.302 0.797 1.256 1.256 0.00 0.78 0.52 <1 3.2
R 0.001 0.119 0.081 0.670 0.871 0.871 0.00 0.4 0.51 <1 1.0
S 0.000 0.163 0.137 0.022 0.322 0.322 0.00 0.1 0.62 <1 2.7
T 0.004 0.300 0.307 0.775 1.382 1.385 0.04 0.4 18.12 <1 <1
U 0.024 0.170 0.074 0.017 0.261 0.285 0-16 2.91 0.20 1.9 2.8
V 0.020 0.177 0.068 0.005 0.250 0.270 0.05 1.83 0.33 2 3.1
W 0.042 0.130 0.099 0.029 0.258 0.300 1.08 0.6 0.35 3.1 49.2
X 0.006 0.150 0.190 0.397 0.737 0.743 0.01 2.85 0.48 2.2 <1
Y 0.000 0.120 0.256 0.409 0.785 0.785 0.00 0.97 0.42 1.9 2.4

94
Appendix B. Raw Data of Analytical Instruments
B.1: QTA Raw Data
QTA Raw Data
Sample ID
Total Glycerin
Free Glycerol Methanol
Acid Number
Units %mass %mass %mass mgKOH/g
A 0.12 0.21 0.4
B 0.12 0.21 0.5
C 0.07 0.43 0.2
D 0.1 0.43 0.3
E 0.18 0.18 0.2
F 0.19 0.02 0.2
G 0.2 0 0.6
H 0.16 0.004 0.14 0.2
I 0.21 0.004 0.04 0.3
J 0.17 0.008 0.03 0.3
K 0.24 0.005 0.04 0.1
L 0.37 0.021 0.07 0.2
M 0.22 0.032 0.99 0.2
N 0.29 0.053 1.18 0.1
O 0.23 0.006 0.05 0.4
P 0.15 0.009 0.03 0.4
Q 0.71 0 0.01 0.6
R 0.69 0 0.02 0.6
S 0.21 0.015 0 0.5
T Outlier 0.32 Outlier
U 0.29 0.013 0.13 0.2
V 0.26 0.011 0.07 0.5
W 0.26 0.026 0.82 0.2
X 0.44 0 0.03 0.4
Y 0.4 0 0.02 0.4

95
B.2: I-Spec Raw Data
I-Spec Raw Data
Sample ID
Total Glycerin Methanol
Acid Number
Units %mass %mass mgKOH/g
A 0.13 0.27 0.34
B 0.08 0.33 0.18
C 0.19 0.31 0.4
D 0.09 0.34 0.1
E 0.08 0.29 0.04
F 0.12 0 0.65
G 0.09 0.31 0.16
H 0.13 0.24 0.25
I 0.13 0.21 0.22
J 0.14 0.26 0.2
K 0.14 0.14 0.36
L --out of r --out of r ++out of r
M --out of r ++out of r 0.37
N 3.09 ++out of r 0.71
O 0.12 0.12 0.32
P 0.17 0.27 0.14
Q 0.17 0.33 0.18
R 0.15 0.25 0.25
S 0.22 0.21 0.48
T 1.36 +out of r ++out of r
U 0.13 0.09 0.75
V 0.16 0.1 0.36
W +0ut of r 0 ++out of r
X 0.15 0.19 0.41
Y 0.18 0.27 0.32

96
Appendix C. Calculations for Statistical Representation of Results
1. Total Glycerin
LoD
Rpd Eq
Fail
R = 0.4928*(X+2.51*10^-2)
both
RH rpd val
QTA Diff
ISPEC Diff
PSULab Diff abs qta abs ispec
abs PSULab
A 0.085 -0.027 -0.017 -0.039 0.027 0.017 0.039
B 0.086 -0.029 -0.069 -0.0554 0.029 0.069 0.0554
C 0.072 -0.05 0.07 0.004 0.05 0.07 0.004
D 0.070 -0.017 -0.027 0.001 0.017 0.027 0.001
E 0.117 -0.033 -0.133 -0.093 0.033 0.133 0.093
F 0.139 -0.067 -0.137 0.001 0.067 0.137 0.001
G 0.126 -0.03 -0.14 0.077 0.03 0.14 0.077
H 0.057 0.069 0.039 0.021 0.069 0.039 0.021
I 0.108 0.016 -0.064 -0.015 0.016 0.064 0.015
J 0.044 0.106 0.076 0.082 0.106 0.076 0.082
K 0.069 0.125 0.025 0.246 0.125 0.025 0.246
L 0.222 -0.055 0.013 0.055 0.013
M 0.109 0.023 0.079 0.023 0.079
N 0.166 -0.021 2.779 0.048 0.021 2.779 0.048
O 0.122 0.007 -0.103 0.119 0.007 0.103 0.119
P 0.208 -0.246 -0.226 0.052 0.246 0.226 0.052
Q 0.631 -0.546 -1.086 -0.233
R 0.442 -0.181 -0.721 0.045
S 0.171 -0.112 -0.102 0.006 0.112 0.102 0.006
T 0.695 -0.025 -0.339
U 0.153 0.005 -0.155 -0.035 0.005 0.155 0.035
V 0.145 -0.01 -0.11 0.082 0.01 0.11 0.082
W 0.160 -0.04 -0.022 0.04 0.022
X 0.379 -0.303 -0.593 -0.177
Y 0.399 -0.385 -0.605 -0.186
Total Val 24 22 25
Avg. Error 0.0544
0.251294
0.05452
Total LoD Val 21 18 20
Pass in LoD 16 10 18
Fail in LoD 4 6 2
Bias -0.075 -0.060 -0.013
% pass 76.190 55.556 90.000

97
2. Free Glycerol
rpd Eq LoD
R = 0.1082 * (X + 1*10^-4)^0.4888 Fail
both
RH rpd val
QTA Diff
PSULab Diff abs QTA
abs PSULab
A 0.001 0.011 0.011
B 0.004 0.008 0.008
C 0.001 0.016 0.016
D 0.004 0.023 0.023
E 0.008 0.019 0.019
F 0.010 -0.001 0.001
G 0.001 0.025 0.025
H 0.001 0.004 0 0.004 0
I 0.010 -0.003 0.012 0.003 0.012
J 0.004 0.007 -0.001 0.007 0.001
K 0.006 0.002 -0.003 0.002 0.003
L 0.032 -0.063 0.063 0.063 0.063
M 0.010 0.025 -0.007 0.025 0.007
N 0.037 -0.059 0.016 0.059 0.016
O 0.013 -0.007 0.012 0.007 0.012
P 0.001 0.009 0 0.009 0
Q 0.001 0 0 0 0
R 0.004 -0.001 -0.001 0.001 0.001
S 0.001 0.015 0 0.015 0
T 0.007 -0.004 -0.004 0.004 0.004
U 0.018 -0.011 -0.024 0.011 0.024
V 0.016 -0.009 0.062 0.009 0.062
W 0.023 -0.016 -0.042 0.016 0.042
X 0.009 -0.006 -0.006 0.006 0.006
Y 0.001 0 0 0 0
Total Val 18 25 avg 0.013389 0.01424
Total LoD Val 8 10
Pass in LoD 6 4
Fail in LoD 2 6
Bias -0.007 0.007
% pass 75 40

98
3. Methanol Content
Rpd Eq
LoD
R = 0.221*X + 0.003 Fail
where x is avg of 2 samples both
RH QTA rpd val RH ISPEC rpd Val QTA Diff
ISPEC Diff abs QTA
abs ISPEC
A 0.044 0.051 0.05 0.11 0.05 0.11
B 0.045 0.058 0.04 0.16 0.04 0.16
C 0.101 0.088 -0.03 -0.15 0.03 0.15
D 0.099 0.089 -0.01 -0.1 0.01 0.1
E 0.043 0.055 0 0.11 0 0.11
F 0.015 0.013 -0.07 -0.09 0.07 0.09
G 0.006 0.041 -0.03 0.28 0.03 0.28
H 0.039 0.051 -0.05 0.05 0.05 0.05
I 0.011 0.030 0.01 0.18 0.01 0.18
J 0.017 0.043 -0.07 0.16 0.07 0.16
K 0.010 0.021 0.02 0.12 0.02 0.12
L 0.028 -0.09 0.09
M 0.288 -0.6 0.6
N 0.256 0.07 0.07
O 0.012 0.020 0.02 0.09 0.02 0.09
P 0.006 0.033 0.03 0.27 0.03 0.27
Q 0.004 0.039 0.01 0.33 0.01 0.33
R 0.005 0.031 0.02 0.25 0.02 0.25
S 0.003 0.026 0 0.21 0 0.21
T 0.043 0.28 0.28
U 0.035 0.031 -0.03 -0.07 0.03 0.07
V 0.016 0.020 0.02 0.05 0.02 0.05
W 0.213 0.122 -0.26 -1.08 0.26 1.08
X 0.007 0.025 0.02 0.18 0.02 0.18
Y 0.005 0.033 0.02 0.27 0.02 0.27
Total Val 25 21 avg 0.074 0.205238
Total LoD Val 17 15
Pass in LoD 7 1
Fail in LoD 10 14
Bias -0.027 0.053

99
4. Acid Number
LoD Acid Num Rpd
Fail 0 to .1 0.04
both .1 to 0.5 0.08
.5 and up 15%
RH rpd val
QTA Diff
ISPEC Diff
PSULab Diff abs qta abs ispec abs PSUlab
A 0.08 0.05 -0.01 -0.04 0.05 0.01 0.04
B 0.08 0.12 -0.2 -0.06 0.12 0.2 0.06
C 0.08 -0.09 0.11 0.05 0.09 0.11 0.05
D 0.08 0.01 -0.19 0.03 0.01 0.19 0.03
E 0.08 -0.17 -0.33 0 0.17 0.33 0
F 0.08 -0.16 0.29 0.04 0.16 0.29 0.04
G 0.1425 -0.35 -0.79 -0.11 0.35 0.79 0.11
H 0.08 -0.04 0.01 -0.07 0.04 0.01 0.07
I 0.08 -0.21 -0.29 -0.11 0.21 0.29 0.11
J 0.08 -0.14 -0.24 -0.13 0.14 0.24 0.13
K 0.08 -0.29 -0.03 -0.1 0.29 0.03 0.1
L 0.08 -0.13 -0.08 0.13 0.08
M 0.08 -0.2 -0.03 -0.09 0.2 0.03 0.09
N 0.08 -0.18 0.43 -0.06 0.18 0.43 0.06
O 0.08 -0.11 -0.19 -0.04 0.11 0.19 0.04
P 0.08 0 -0.26 -0.04 0 0.26 0.04
Q 0.08 0.08 -0.34 -0.07 0.08 0.34 0.07
R 0.08 0.09 -0.26 -0.1 0.09 0.26 0.1
S 0.093 -0.12 -0.14 -0.05 0.12 0.14 0.05
T 2.715 -0.2 0.2
U 0.08 0 0.55 -0.06 0 0.55 0.06
V 0.08 0.17 0.03 -0.02 0.17 0.03 0.02
W 0.08 -0.15 -0.35 -0.03 0.15 0.35 0.03
X 0.08 -0.08 -0.07 -0.03 0.08 0.07 0.03
Y 0.08 -0.02 -0.1 -0.02 0.02 0.1 0.02
avg diff 0.123333 0.227826 0.0652
Total Val 24 23 25
Total LoD Val 24 23 24
Pass in LoD 8 6 18
Fail in LoD 9 17 6
Bias -0.083 -0.105 -0.057
% pass 33.333 26.087 75.000

100
References
1. Lang, K., Kalai, A. K., Bakhshi, N. N., Reaney, M.J., Hertz, P.B. (2001). Preparation and characterization of bio-diesels from various bio-oils, Bioresource Technology, 80, 53-62.
2. Knothe, G., Van Gerpen, J., Krahl, J. (2005). The Biodiesel Handbook, AOCS Press, Champaign, Illinois.
3. Mittelbach, M., Remschmidt C. (2004). Biodiesel—The Comprehensive Handbook, published by M. Mittelbach, Karl-Franzens- Universität Graz, Graz, Austria.
4. Peterson, C.L., Reece, D.L., Hammond, B.L., Thompson, J., Beck, S.M. (1997). Processing, Characterization, and Performance of Eight Fuels from Lipids, Applied Engineering in Agriculture, 13, 71–79.
5. Hill, M.E. (1960). Transesterification in Sulfuric Acid, Journal of the American Chemical Society,80 (11),
2866-2868.
6. Standard Specifications for Biodiesel Fuel (B100) Blend Stock for Distillate Fuels, (2010). American Society for Testing and Materials, Philadelphia, PA, ASTM D 6751-10.
7. Biofuels Overview. In The U.S. Energy Information Administration. Retrieved December 6, 2010, from
http://www.eia.doe.gov/cneaf/solar.renewables/page/rea_data/table1_6.html
8. Biodiesel Production Capacity and Production, In The U.S. Energy Information Administration.
Retrieved December 6, 2010, from
http://www.eia.doe.gov/cneaf/solar.renewables/page/biodiesel/table_1.html
9. Van Gerpen, J., Pruszko, R., Clements, D., Shanks, B. (2006). Building a Successful Biodiesel Business,
Biodiesel Basics, pp. 22.
10. Van Gerpen, J., Shanks, B., Pruszko, R. (2004). Biodiesel Production Technology, August 2002-
January 2004, NREL Subcontractor Report: NREL/SR-510-36244.
11. Dantas, M.B., Almeida, A.A.F., Conceicão, M.M., Fernandes Jr., V.J., Santos, I.M.G., Silva, F.C., Soledade, L.E.B., Souza, A.G. (2007). Thermal and kinetic study of corn biodiesel obtained by the methanol and ethanol routes, Journal of Thermal Analysis and Calorimetry, 87, 835-839.
12. Lapuerta, M., Armas, O., Rodriguez, F. (2008). Effect of biodiesel fuels on diesel engine emissions, Progress in Energy and Combustion Science, 34, 198-223.
13. Zhou, W., Boocock, D.G.B. (2006). Phase Behavior of the Base-Catalyzed Transesterification of
Soybean Oil, Journal of the American Oil Chemists’ Society, 83, 1041-1045.
14. Tiwari, K. A., Akhilesh, K., Hifjur, R. (2006). Biodiesel production from jatropha oil with high free fatty
acids: An optimized process, Biomass and Bioenergy, 31(8), 569-575.
15. Berrios, M., Siles, J. (2007). A kinetic study of the esterification reaction of free fatty acids (FFA) in
sunflower oil, Fuel, 86, 2383-2388.

101
16. Freedman, B., Pyrde, E., Mounts, T. (1984). Variables affecting the yields of fatty esters from
transesterified vegetable oils, Journal of the American Oil Chemists’ Society, 61 (10), 1638-1643.
17. Przybylski, R. Canola Oil: Physical and Chemical Properties. Canola Council. Retrieved September 12,
2010, from www.canola-council.org/canola_resources/product43.aspx.
18. Knothe, G. (2001). Analytical methods used in the production and fuel quality assessment of
biodiesel, Transactions of the American Society of Agricultural Engineers, 44, 193-200.
19. Pinto, A.C., Guarieiro, L.L.N., Rezende, M.J.C., Ribeiro, N.M., Torres, E.A., Lopes, W.A., Pereira, P.A.P.,
Andrade, J.B. (2005). Biodiesel: an overview, Journal of the Brazilian Chemical Society, 16, 1313-1330.
20. ASTM InternationalWebsite. Retrieved September 3, 2010, from www.astm.org
21. OEM Information / Standards and Warranties. Biodiesel. Retrieved September 3, 2010 from http://www.biodiesel.org/resources/oems/.
22. The National Biodiesel Board (NBB). Biodiesel. Retrieved September 3, 2010 from http://www.biodiesel.org/
23. McCormick, R.L., Alleman, T.L., Ratcliff, M., Moens, L., Lawrence, R. (2004). Survey of the Quality and Stability of Biodiesel and Biodiesel Blends in the United States in 2004. NREL Technical Report: NREL/TP-540-38836.
24. McCormick, R.L., Alleman, T.L., Deutch, S. (2007). 2006 B100 Quality Survey Results, Milestone Report. NREL Technical Report: NREL/TP-540-41549
25. National Biodiesel Board Web site, Fuel Quality Enforcement Guide, accessed on March 27, 2007,
www.biodiesel.org/resources/fuelqualityguide/.
26. McCormick, R.L., Alleman, T.L., Fouts, L. (2010). Analysis of Biodiesel Blend Samples Collected in the
United States in 2008. NREL Technical Report: NREL/TP-540-46592.
27. BQ-9000 Quality Management Program, BQ-9000, accessed December 5, 2010, http://www.bq-
9000.org/
28. Mittelbach, M. (1996). Diesel fuel derived from vegetable oils, VI: Specifications and quality control
of biodiesel. Bioresource Technology, 56 (1), 7-11.
29. Standard Test Method for Determination of Free and Total Glycerin in B-100 Biodiesel Methyl Esters
By Gas Chromatography (2007). American Society for Testing and Materials, Philadelphia, PA, ASTM D
6584 – 07.
30. Janaun, J., Ellis, N. (2010). Perspectives on biodiesel as a sustainable fuel, Renewable & Sustainable
Energy Reviews, 14 (4), 1312-1320.
31. Kobmehl, S. O., Heinrich, H. (1997). The Automotive Industry's View on the Standards for Plant Oil-
Based Fuels, Fuels, 18-28.

102
32. Bailer, J., Mittelbach, M., Plank, C., Schindlbauer, H. (1994). Handbook of Analytical Methods for
Fatty Acid Methyl Esters Used as Diesel Fuel Substitutes. Research Institute for Chemistry and
Technology of Petroleum Products, Vienna.
33. Worgetter, J., Mittelbach, M., Junek, H. (1983). Diesel fuel derived from vegetable oils: Preparation
and use of rape oil methyl ester, Energy in Agriculture, 2, 369-384.
34. Freedman B.H., Kwolek W.F., Pryde E.H. (1986). Quantitation in the analysis of the transesterified soybean oil by capillary gas-chromatography, Journal of the American Oil Chemists’ Society, 63 (10), 1370-1375.
35. Plank, C., Lorbeer, E. (1995). Simultaneous determination of glycerol, and monoglycerides, diglycerides and triglycerides in vegetable oil methyl-esters by capillary gas-chromatography, Journal of Chromatography A, 697 (1-2), 461-468.
36. Barry, L. B. (2006). Analyze Biodiesel Oil for Glycerin, Using Restek’s Robust Rtx-5 Capillary GC Column, Restek.
37. Standard Test Methods for Flash Point by Pensky-Martens Closed Cup Tester (2007). American Society for Testing and Materials, Philadelphia, PA, ASTM D 93 – 07.
38. Fat and oil derivatives – Fatty Acid Methyl Ester (FAME) – Determination of Methanol Content (2003). European Committee for Standardization, Brussels, EN 14110.
39. Standard Test Method for Water and Sediment in Fuel Oils by the Centrifuge Method (2004). American Society for Testing and Materials, Philadelphia, PA, ASTM D 1796 – 04.
40. Petroleum products – Determination of water – Coulometric Karl Fischer titration method (2000). European Committee for Standardization, Brussels, EN ISO 12937.
41. Mahajan, S., Konar, S., Boocock, B. (2006). Determining the Acid Number in Biodiesel, Journal of the American Oil Chemists’ Society, 83, 567-570.
42. Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration (2009). American Society for Testing and Materials, Philadelphia, PA, ASTM D 664-09a.
43. Acid Value Determination of Oils (1997). Official Methods and Recommended Practices of the American Oil Chemists’ Society, AOCS Press, Champaign, Method Cd 3a-63.
44. Standard Test Method for Acid and Base Number by Color-Indicator Titration (2008). American Society for Testing and Materials, Philadelphia, PA, ASTM D 974 – 08.
44. Standard Test Method for Cloud Point of Petroleum Products (2005). American Society for Testing and Materials, Philadelphia, PA, ASTM D 2500 – 05.
45. Dijkstra, A., Meeussen W. (1995). Interpreting the oxygen stability index, Proceeding of the World
Congress of the International Society for Fat Research, 3, 629-637.
46. Mittelbach, M., Gangl, S. (2001). Long Storage Stability of Biodiesel Made from Rapeseed and Used
Frying Oil, Journal of the American Oil Chemists’ Society, 78, 573-577.

103
47. Mittelbach, M., Schober, S. (2003). The Influence of Antioxidants on the Oxidation Stability of
Biodiesel, Journal of the American Oil Chemists' Society, 80, 817-823.
48. Fat and oil derivatives – Fatty acid methyl esters (FAME) – Determination of oxidation stability
(accelerated oxidation test) (2003). European Committee for Standardization, Brussels, BS EN 14112.
49. Lacoste, F., Lagardere, L. (2003). Quality parameters evolution during biodiesel oxidation using Rancimat test, European Journal of Lipid Science and Technology, 105, 149-155.
50. Daun, J. K., Hougen, F.W. (1976). Identification of Sulfur Compounds in Rapeseed Oil, Journal of the American Oil Chemists’ Society, 54, 351-354.
51. Gerpen, J., Shanks, B., Pruszko, R.(2004). Biodiesel Analytical Methods August 2002- January 2004,
NREL Subcontracor Report: NREL/SR-510-36240, July 2004.
52. Prankl, H., Korbitz, W., Mittelbach, M., Worgetter, M. (2004). Review of Biodiesel Standardization
World-Wide, IEA Bioenergy.
53. pHLip Test:Biodiesel Field Test Kit, In pHLip Test. Retrieved July 20, 2010, from
http://www.phliptest.com/
54. Wedel, R. (2008). Monitoring Biodiesel Fuel Quality, National Biodiesel Conference. Retrieved
December 5, 2010, from
http://phliptest.com/NBB%20Biodiesel%20Expo%202008%20Fuel%20Quality%202-4-08.ppt
55. Quality Trait Analysis (QTA), Retrieved August 5, 2010, from
http://www2.qta.com/templates/System/default.asp?id=43916
56. Knothe, G. (1999). Rapid Monitoring of Transesterification and Assessing Biodiesel Fuel Quality by NIR Spectroscopy Using a Fiber- Optic Probe, Journal of the American Oil Chemists’ Society, 76, 795–800.
57. Infrared Spectroscopy- The Functional Group Region (2005-2006). Lab Guide for Chemistry 35 and
36: Introductory Organic Chemistry Laboratory. Dept. of Chemistry. Sec. 11.5.3, pp. 316.
58. Dubé, M.A., Zheng, S., McLean, D.D., Kates, M. (2004). A Comparison of Attenuated Total Reflectance-FTIR Spectroscopy and GPC for Monitoring Biodiesel Production, Journal of the American Oil Chemists’ Society, 81, 599–603.
59. Siatis, N.G., Kimbaris, A.C., Pappas, C.S., Tarantilis, P.A., Polissiou, M.G. (2006). Improvement of Biodiesel Production Based on the Application of Ultrasound: Monitoring of the Procedure by FTIR Spectroscopy, Journal of the American Oil Chemists’ Society, 83, 53–57.
60. i-Spec Q 100, Paradigm Sensors, Retrieved August 5, 2010, from http://www.paradigmsensors.com/
61. The 3-27 Conversion Test, Make Biodiesel, Retrieved July 18, 2010, from http://www.make-
biodiesel.org/index.php?option=com_content&view=article&id=153&Itemid=186

104
62. Soap in Oil (1997). Official Methods and Recommended Practices of the American Oil Chemists’
Society, AOCS Press, Champaign, Method Cc 17-79.
63. Formo, M. W., Jungermann, E., Norris, F. A., Sonntag, N. O. V. (1979). Fat‐based surface‐active agents. In Bailey's Industrial Oil and Fat Products, 1, 595‐596
64. Robinson, J. W. (1995). Chapter 8: Spectrophotometry, calorimetry, and polarimetry. In Undergraduate Instrumental Analysis, 386‐410. New York, N.Y.: Marcel Dekker.
65. A. Zawadzki, D. Shrestha, B. (2007). Biodiesel blend level detection using ultraviolet absorption spectra, Transactions of the ASABE, 50, 1349-1353.
66. Sastry, G.S.R., Murthy, A.S.R.K., Prasad, P.R. (2006). Identification and determination of bio-diesel in diesel, Energy Sources, Part A: Recovery, Utilization and Environmental Effects, 28 (14), 1337-1342.
67. Ingle, D. J., Crouch, S. R. (1988). Spectrochemical Analysis, Prentice Hall, New Jersey.
68. TSL230R-LF Programmable Light-to-Frequency Converters (2007). Parallax INC, v1.0.
69. Madigan, M. T., J. Martinko, and J. Parker. (2002). Chapter 6: Microbial growth. In Brock Biology of Microorganisms. Englewood Cliffs, N.J.: Prentice Hall.
70. Mauritz, K. (2007). Broadband dielectric spectroscopic characterization of Nafion chemical degradation, Journal of Power Sources, 172, 72-77.
71. Hippel, A.R. (1954). Dielectric and Waves, 1st Edn., Chap. 1, pp. 3-5, John Wiley and Sons, New York.
72. Hippel, A.R. (1954). Dielectric Materials and Applications, 1st Edn., Chap. 3, pp. 157-167, Wiley, New
York.
73. Runt, J.P., Fitzgerald, J. (1997). Dielectric Spectroscopy of Polymeric Materials- Fundamentals and
Applications, 1st Edn., Chap. 2, pp. 67-72, American Chemical Society, Washington DC.
74. Sorichetti, P.A., Romano, S.D. (2005). Physico-chemical and electrical properties for the production
and characterization of Biodiesel, Physics and Chemistry of Liquids, 43 (1), 37-48.
75. Basics of measuring the dielectric properties of materials (1992). Hewlett Packard literature number
5091-3300E, Application Note 1217-1.
76. Boiteux, G. (1987). Dielectric and Related Molecular Processes in Ion Containing Polymers, Structure
and Properties of Ionomers, 227-245, D. Reidel Publishing Company.
77. Munack, A., Krahl, J. (2003). Erkennung des RME–Betriebs mittels eines Biodiesel-Kraftstoffsensors (Identifying Use of RME with a Biodiesel Fuel Sensor), Landbauforsch, (Special Issue) 257 .
78. Munack, A., Krahl, J., Speckmann, H. (2002). A Fuel Sensor for Biodiesel, Fossil Diesel Fuel, and Their Blends, ASAE, Paper No. 02-6081.
79. Tat, M.E., Van Gerpen, J.H. (2003). Biodiesel Blend Detection with a Fuel Composition Sensor, Applied Engineering in Agriculture, 19, 125–131.

105
80. Boudreau, K. B. (2010). PROGRESS TOWARDS THE DEVELOPMENT OF AN AUTOMATED ULTRASONIC
NONLINEAR MEASUREMENT SYSTEM, M.S. Thesis in Engineering Mechanics, The Pennsylvania State
University.
81. McClements J.D., Povey, M.J.W. (1988). Ultrasonic Velocity Measurements in Some Liquid Triglycerides and Vegetable Oils, Journal of the American Oil Chemists’ Society, 65, 1787–1790.
82. Boelhouwer, J.W.M. (1967). Sound Velocities in and Adiabatic Compressibilities of Liquid Alkanes at Various Temperatures and Pressures, Physica, 34, 484–492.
83. Rolling, R.E., Vogt, C.J. (1960). The Adiabatic Bulk Modulus of Normal Paraffin Hydrocarbons from Hexane to Hexadecane, Trans. ASME–J. Basic Eng., 82,635–644.
84. Standard Practice for Statistical Assessment and Improvement of Expected Agreement between Two Test Methods that Purport to Measure the Same Property of a Material (2007). American Society for Testing and Materials, Philadelphia, PA, ASTM D 6708 – 08.
85. Standard Practice for Conducting an Interlaboratory Study to Determine the Precision of a Test Method (2007). American Society for Testing and Materials, Philadelphia, PA, ASTM E 691 – 99.