5axis ebook 1
DESCRIPTION
5axis ebook 1 5軸聯動加工技術-1TRANSCRIPT

第一節.五軸聯動加工應用範圍與工藝要點
1.1 五軸聯動加工的應用範圍及其特點
1.2 五軸聯動加工的工藝要點

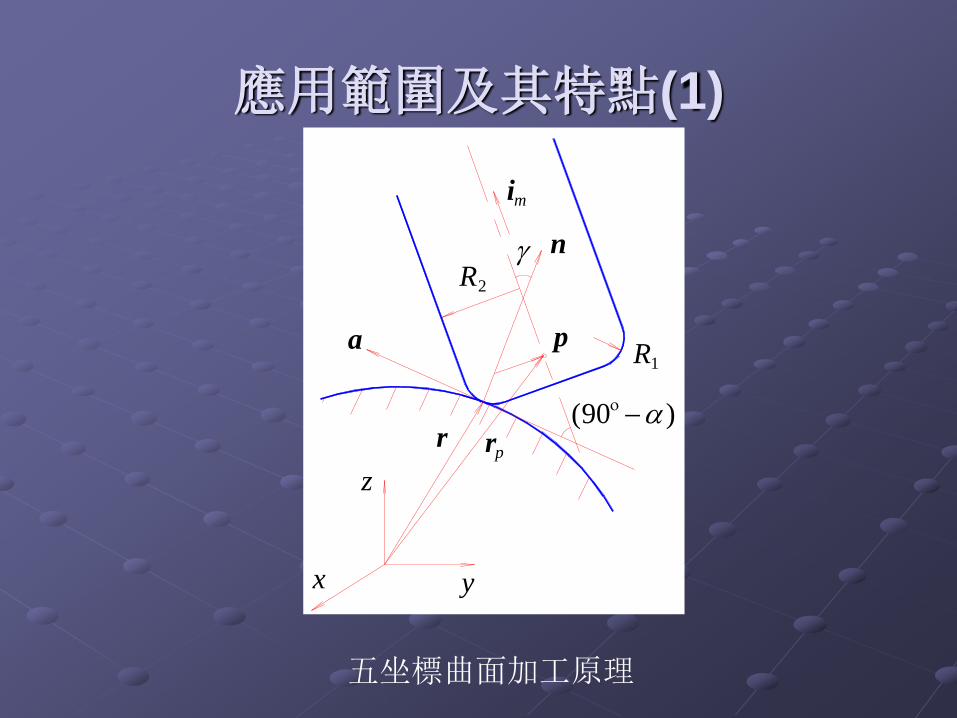
應用範圍及其特點(1)
三坐標曲面加工原理
1R
2R
x
y
z mrr
m
n
應用範圍及其特點(1)
pr
z
r
mi
n
)90(
1R
2R
p
x y
a
五坐標曲面加工原理

應用範圍及其特點(2)
五坐標加工的特點
(a) (b) (c)
(d) (e) (f)

可有效避免刀具干涉 對於直紋面類零件,可採用側銑方式一刀成型 對一般立體型面特別是較為平坦的大型表面,可用大直徑端銑刀端面貼近表面進行加工
可一次裝卡對工件上的多個空間表面進行多面、多工序加工
五軸加工時,刀具相對於工件表面可處於最有效的切削狀態。零件表面上的誤差分佈均勻
在某些加工場合,可採用較大尺寸的刀具避開干涉進行加工
應用範圍及其特點(3)

工藝要點 - 坐標系(1)
機床坐標系和坐標軸的命名:
1.用來描述和確定機床運動以及工件在機床上位置2.理論上可隨意定義3. ISO對數控機床坐標軸的名稱及其運動方向作了統一的規定

工藝要點 - 坐標系(2)
工件坐標系:
1.定義工件形狀和刀具相對工件運動
2.與工件固聯
3.右手笛卡爾坐標系
4. 原點任意,便於工件幾何形狀的描述。

工藝要點 - 坐標系(3)
局部坐標系 :
1.在多座標三維曲面加工時用於確定刀具相對零件表面姿態的坐標系
2.座標原點為刀具與零件表面的接觸點
馱璃
馱璃釴梓炵
擁窒釴梓炵
n
wYwZ
v
a
wX
工件坐標系與局部坐標系

工藝要點-機床類型及其工藝特點(1)
刀具擺動型:
1.兩個轉動軸都作用於刀具上
2.定軸,動軸
3.擺動機構結構較複雜,一般剛性較差,但運動靈活

工藝要點-機床類型及其工藝特點(2)
工作臺回轉/擺動型:
1.兩個轉動軸都作用於工件上
2.定、動軸結構,只是其動軸緊靠工件。
3.其旋轉/擺動工作臺剛性容易保證、工藝範圍較廣,實現容易。

工藝要點-機床類型及其工藝特點(3)
1.刀具與工件各具有一個轉動運動
2.兩個回轉軸在空間的方向都是固定的
3.特點介於上述兩類機床之間。
刀具與工作臺回轉/擺動型:
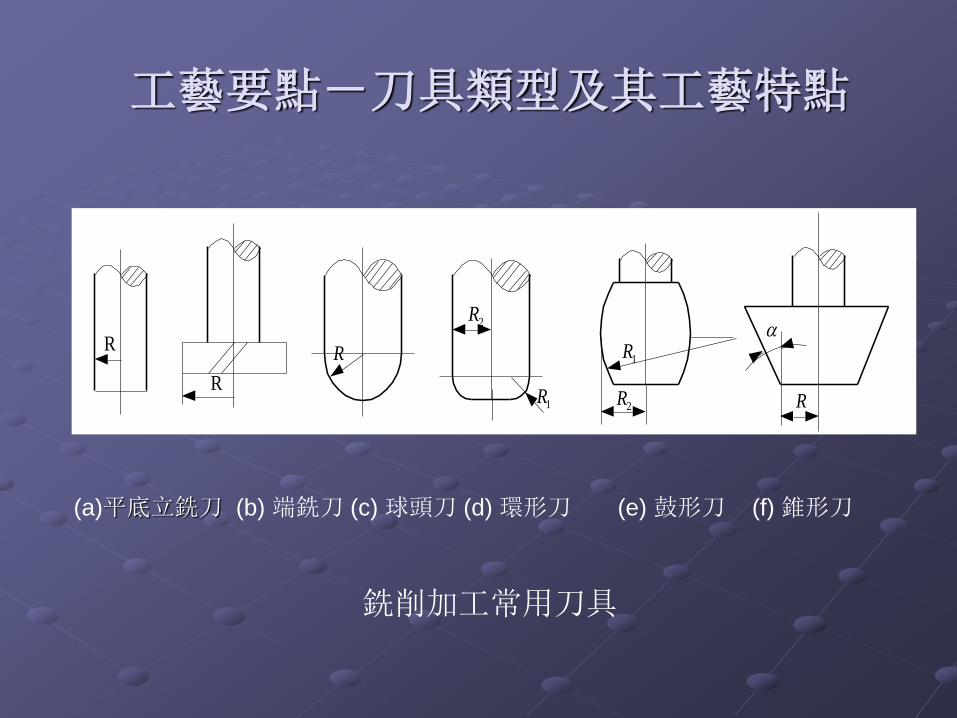
工藝要點-刀具類型及其工藝特點
2R
1R
R 1R
2R
R
RR
(a)平底立銑刀 (b) 端銑刀 (c) 球頭刀 (d) 環形刀 (e) 鼓形刀 (f) 錐形刀
銑削加工常用刀具

工藝要點-加工行距和步長的選擇(1)
行距的影響因素與優化措施 :
1.刀具形狀與尺寸
2.零件表面幾何形狀與安裝方位
3.走刀進給方向
4.允許的表面殘餘高度要求

工藝要點-加工行距和步長的選擇(2)
刀具參數、安裝方位、走刀進給方向對行距的影響
5 ,5 12 RR 8 ,5 12 RR
0 ,5 12 RR
2 ,5 12 RR
0.0 22.5 45.0 67.5 90.0
0.0
0.1
0.2
0.4
0.5
0.3
0.6
行距
(mm)
zn =0.81
zn =0.61
zn =0.41
zn=0.21
0.6
0.5
0.4
0.3
0.2
0.0
行距 (mm)
45.0 67.5 90.022.5
zn =0.81
zn =0.61
zn =0.41
zn =0.21
0.6
0.5
0.4
0.3
0.2
0.0
行距 (mm)
45.0 67.5 90.022.5
zn
=0.21zn
=0.61zn
=0.41
0.6
0.5
0.4
0.3
0.2
0.0
行距 (mm)
22.5 45.0 67.5 90.0
zn
=0.81,0.61,0.41,0.21

工藝要點-加工行距和步長的選擇(3)
對行距的影響規律:
1.球頭刀加工時,零件形狀與安裝方位及走刀進給方向的變化對走刀行距的影響較小。2.平底刀加工時,行距對零件形狀、安裝方位及走刀進給方向的變化非常敏感。3.環形刀加工時,其影響規律介於平底刀與球頭刀之間。4.鼓形刀加工時,行距對零件形狀、安裝方位及走刀進給方向的變化也很敏感,但與平底刀和環形刀加工時的規律相反。

工藝要點-加工行距和步長的選擇(4)
優化措施:
1.合理選擇刀具
2.合理選擇工件安裝方位
3.合理選擇進給方向

工藝要點-走刀路線的選擇原則
曲面加工走刀路線
x
x
x
y
y
y
z
z
z
)(a
)(b )(c
x
x
x
y
y
y
z
z
z
)(a
)(b )(cx
x
x
y
y
y
z
z
z
)(a
)(b )(c

工藝要點-加工刀軸控制方式的選擇原則
常用的刀軸控制方式 :
1.垂直於表面方式
2.平行於表面方式
3.相對於表面方式
n
av
i
相對於表面的刀軸控制

工藝要點-切削條件確定及其優化(1)
切削深度 :
1.主要受機床、工件和刀具的剛度限制,在剛度
允許的情況下,盡可能加大切削深度,以減少走刀次數,提高加工效率。
2.對於精度和表面粗糙度有較高要求的零件,應留有足夠的加工餘量。

工藝要點-切削條件確定及其優化(2)
主軸轉速 :
根據允許的切削速度V和刀具直徑D選擇:
其中,切削速度V受刀具耐用度的限制。
DVN /1000

工藝要點-切削條件確定及其優化(3)
進給速度 :
要根據零件加工精度和表面粗糙度要求以及刀具與工件材料選取。

工藝要點-切削條件確定及其優化(4)
選擇進給速度時需要注意的某些特殊情況 :
1.加工圓弧段時,切削點的實際進給速度並不等於程式設計數值。2.複雜形狀零件的加工特別是多座標加工時,如果進給速度是恒定的,材料切除率常常波動並且可能超過刀具容量的極限,機床各運動軸的速度和加速度也可能超出允許的範圍。3.為了實現進給速度自動生成,必須根據工件與刀具的幾何資訊計算刀具沿軌跡移動時的暫態材料切除率

工藝要點-其它工藝問題(1)
加工工序的劃分:
1.刀具集中分序法
2.粗、精加工分序法
3.按加工部位分序法

工藝要點-其它工藝問題(2)
工件裝夾方式的確定:
1.儘量採用組合夾具
2.零件定位、夾緊的部位應考慮到不妨礙各部位的加工、更換刀具以及重要部位的測量。
3. 夾緊力應力求通過靠近主要支承點上或在支承點
所組成的三角形內,應力求靠近切削部位,並作用在剛性較好的地方,以減小零件變形。
4.零件的裝夾、定位要考慮到重複安裝的一致性,以減少對刀時間,提高同一批零件加工的一致性。

工藝要點-其它工藝問題(3)
對刀點與換刀點的確定 :
1.選擇對刀點的原則是:便於確定工件坐標系與機床坐標系的相互位置、容易找正、加工過程中便於檢查、引起的加工誤差小。
2.對刀點可以設在工件上、夾具上或機床上,但必須與工件的定位基準(相當於與工件坐標系)有已知的準確關係。
3.對刀時直接或間接地使對刀點與刀位點重合。
4.“換刀點”應根據工序內容安排。

工藝要點-其它工藝問題(4)
程式設計誤差及其控制 :
1.幾何建模誤差
2.逼近誤差
3.舍入誤差
第二節.五軸聯動加工刀具軌跡生成技術
2.1 刀位元資料及其計算
2.2 走刀步長的確定
2.3 走刀行距的確定
2.4 干涉檢測與處理

刀位元資料及其計算(1)
pr
z
r
mi
n
)90(
1R
2R
p
x y
a
五軸加工刀位計算
mmp
m
RRR ininnrr
vnai
cos/)cos()(+=
)sin(sincossin
121
2/122
為切削點位矢、則刀位點 的位矢 和刀軸單位向量 為:r p
rp im
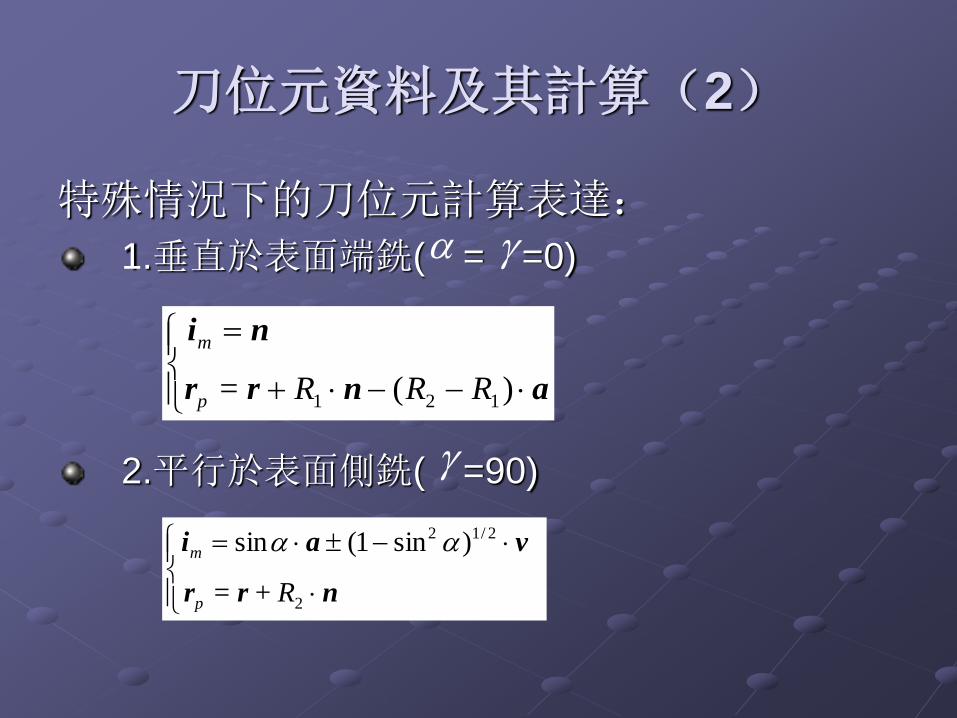
刀位元資料及其計算(2)
特殊情況下的刀位元計算表達:
1.垂直於表面端銑( = =0)
2.平行於表面側銑( =90)
anrr
ni
)(=
121 RRRp
m
+=
)sin1(sin
2
2/12
nrr
vai
Rp
m

走刀步長的確定 -基本方法簡介(1)
等步長法 :
)(tr
it 1it1it
)( 1it r
)( 1it r )( itr
1ii
t
lll
等參數離散逼近法 等步長離散逼近
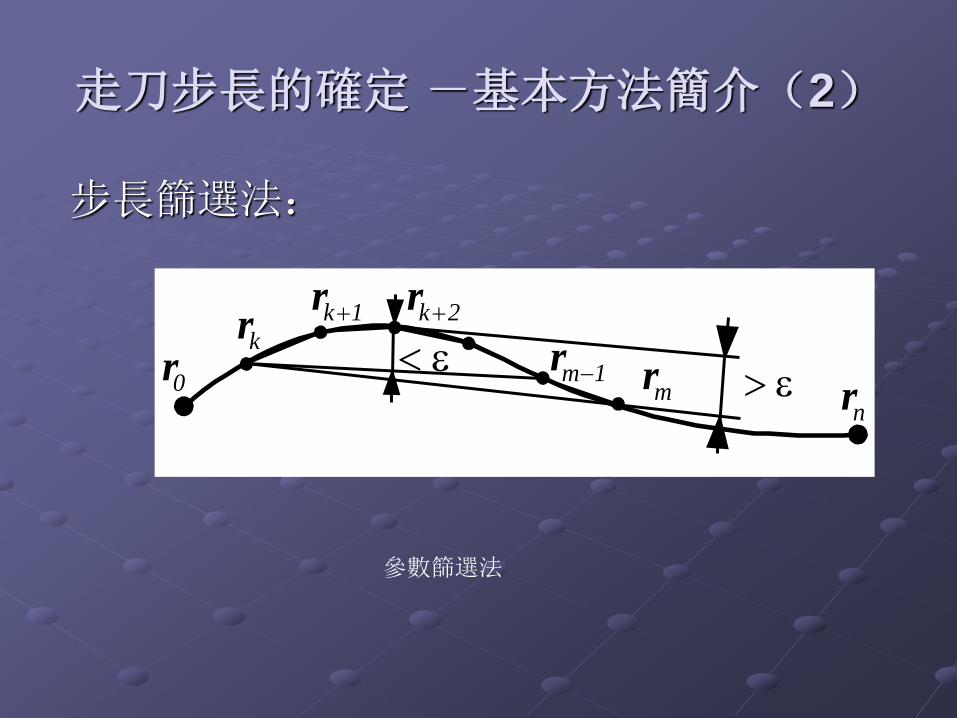
走刀步長的確定 -基本方法簡介(2)
步長篩選法:
2kr
0rkr
1kr
mr1mr
nr
參數篩選法

走刀步長的確定 -基本方法簡介(3)
步長估計法 :
1.根據當前刀具接觸點處曲面的微觀幾何形狀與
走刀方向來估計滿足程式設計精度要求的離散走刀步長,再由此確定下一刀具接觸點或刀位點的位置。
2.步長估計的常見方法是對理論刀具軌跡和刀具
接觸點路徑進行弧弦逼近,由弦弓高誤差來近似確定加工誤差和進給步長。

走刀行距的確定-方法簡介(1)
1.參數線法:
以被加工曲面的參數線作為刀具接觸點路徑來生成刀具軌跡
算法簡單,計算量小
適合於曲面參數線分佈較均勻的情況。
v
u
1v0v
2v
3v
CC繚噤
4v
參數線法生成刀具軌跡

走刀行距的確定-方法簡介(2)
2. CC路徑截面線法(之一):
在走刀過程中,將刀具與被加工曲面的接觸點(CC點)始終約束在另外一組曲面內,即用一組約束曲面與被加工曲面的截交線作為刀具接觸點路徑來生成刀具軌跡。
生成的刀具接觸點軌跡分佈均勻,適合於參數線分佈不均勻的曲面加工、型腔加工及複雜組合曲面的加工。
需要求交運算,演算法複雜,計算量大。

走刀行距的確定-方法簡介(3)
2. CC路徑截面線法(之二) :
埮旰醱
CC繚噤
錨璃醱
芘荌源砃
錨璃醱
(a) (b)
CC繚噤
醱晚賜婓XOY奻腔芘荌
CC路徑截面線法生成刀具軌跡示例

走刀行距的確定-方法簡介(4)
3.CL路徑截面線法(之一):
用一組約束曲面與被加工曲面的刀具偏置面的截交線作為刀具軌跡
實施演算法有兩種 :直接構造零件曲面的刀具
偏置面,由約束面與偏置面求交;通過反覆運算等措施直接在約束面上找到刀具與被加工曲面相切的一系列刀位點
特別適合於具有邊界約束的曲底型腔加工及複雜組合曲面的連續加工。

走刀行距的確定-方法簡介(5)
3.CL路徑截面線法(之二):
埮旰醱
絮弇萸寢慫
离醱
錨璃醱
絮弇萸寢慫
离醱
錨璃醱
絮弇寞赫
絮弇萸寢慫
錨璃醱
芘荌源砃
(a) (b)(c)
CL路徑截面線法生成刀具軌跡示例

走刀行距的確定-方法簡介(6)
4.導動面法(之一):
通過引入導動面來對走刀過程進行約束,使走刀過程中刀具始終保持與被加工表面(零件面)與導動面相切。
代表是APT的刀具軌跡生成演算法
數值反覆運算計算量較大,並存在反覆運算是否收斂的穩定性問題。一般多用於對組合曲面的交線進行清根處理。
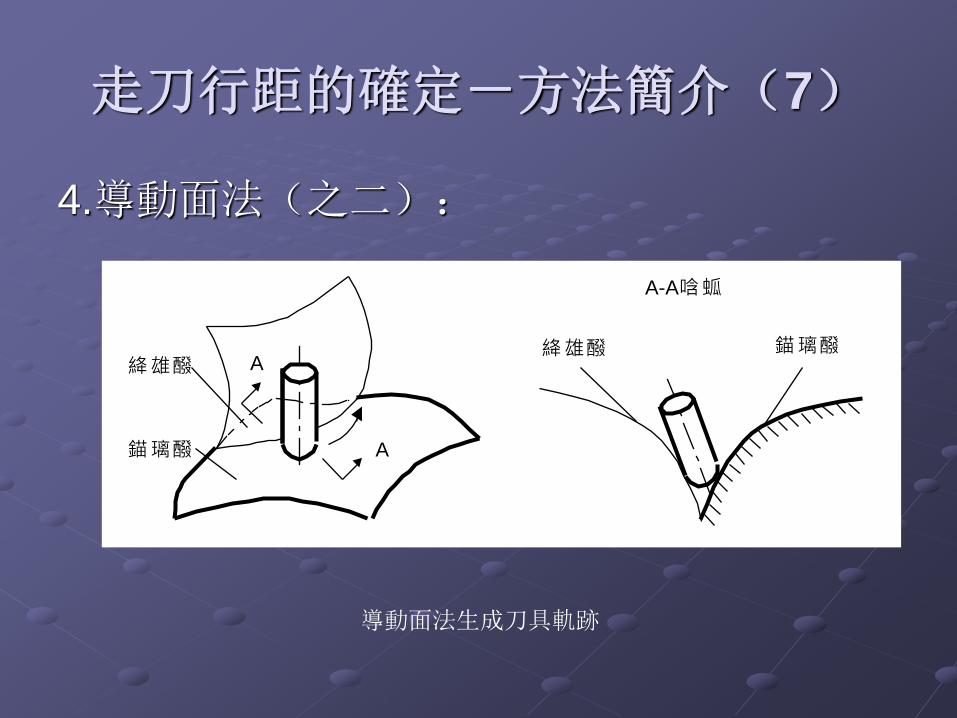
走刀行距的確定-方法簡介(7)
4.導動面法(之二):
絳雄醱
錨璃醱
A
A
A-A唅蛌
絳雄醱 錨璃醱
導動面法生成刀具軌跡

干涉檢測與處理-干涉產生的情況(1)
端銑加工時的刀具干涉:
干涉 干涉
干涉
1 曲面
2 曲面
干涉
刀頭部位干涉
刀頭部位干涉 刀杆干涉

干涉檢測與處理-干涉產生的情況(2)
側銑加工時的刀具干涉:
1
1
2
2
0
0
22
00
11干涉
干涉
刀杆干涉 刀頭干涉

干涉檢測與處理-幹涉的檢測
1.對三角片的三個頂點以及刀位點繞工件坐標系的兩個坐標軸進行旋轉變換,使旋轉變換後的刀軸向量平行於坐標軸
2.後續的詳細干涉檢測演算法將與三座標加工時完全一致。

干涉檢測與處理-幹涉的避免方法 (1)
端銑加工刀具干涉的避免:
(a) 軸向移動法 (b) 軸線擺動法
刀頭干涉避免 軸線擺動法避免刀杆干涉
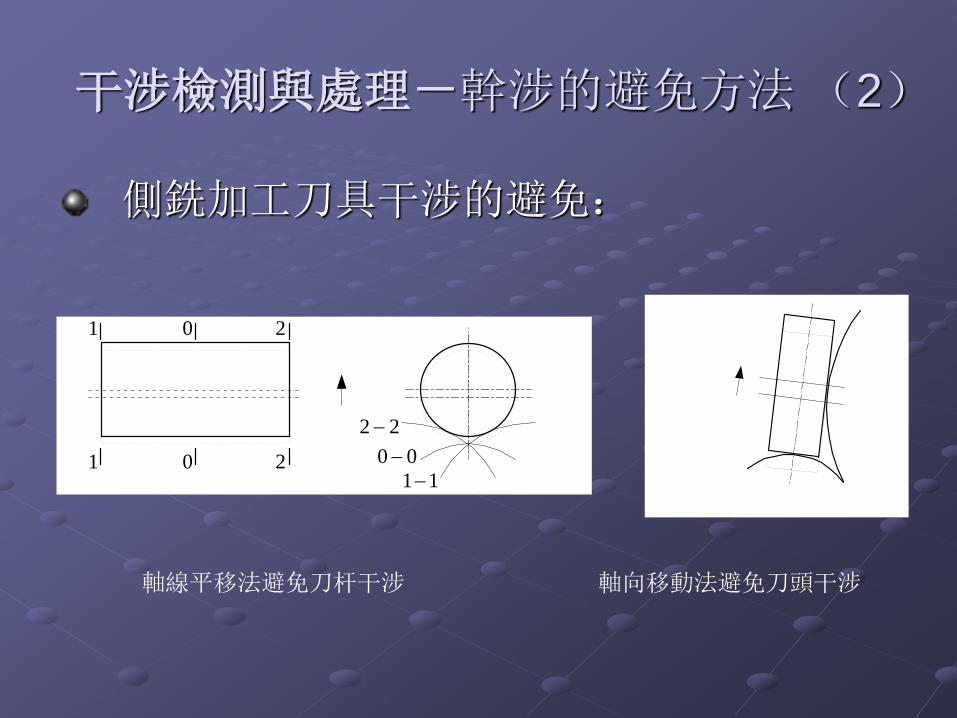
干涉檢測與處理-幹涉的避免方法 (2)
側銑加工刀具干涉的避免:
1
1
2
2
0
0 00
11
22
軸線平移法避免刀杆干涉 軸向移動法避免刀頭干涉
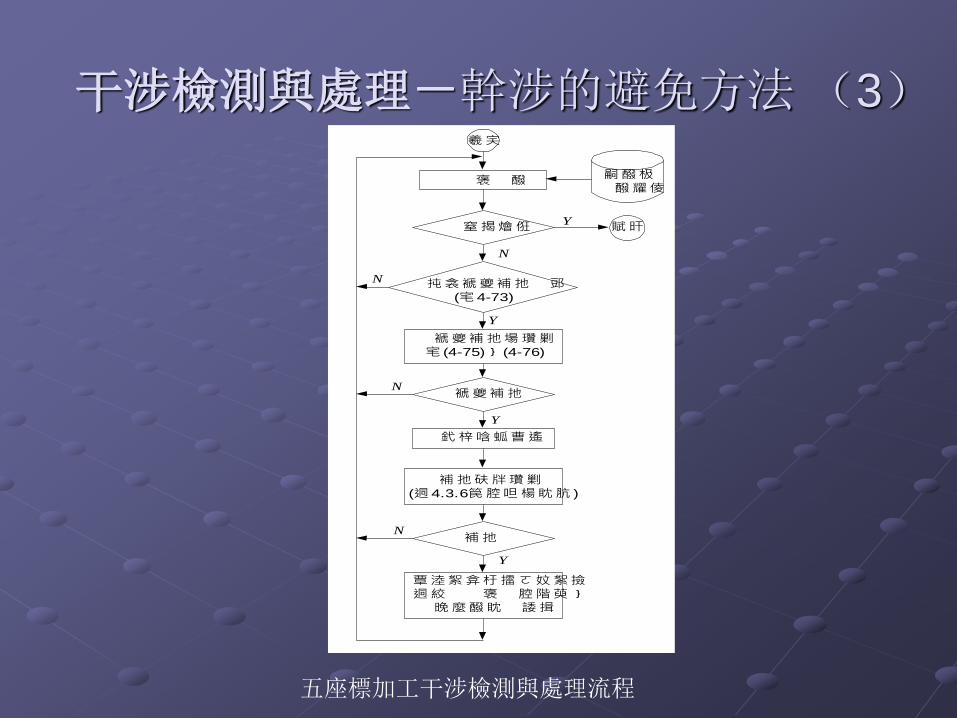
干涉檢測與處理-幹涉的避免方法 (3)羲宎
褒 醱
窒揭燴俇
扽衾褫夔補扡 郖(宒 4-73)
褫夔補扡場瓚剿宒 (4-75)﹜ (4-76)
褫夔補扡
釴梓唅蛌曹遙
補扡砆牉瓚剿(迵 4.3.6笢腔呾楊眈肮 )
補扡
覃淕絮弇杅擂ㄛ妏絮撿迵絞 褒 腔階萸﹜
晚麼醱眈 諉揖
嗣醱极醱耀倰
賦旰Y
Y
Y
Y
N
N
N
N
五座標加工干涉檢測與處理流程

第三節.五軸聯動加工程式設計的典型軟體、特色
3.1 NC刀具軌跡生成方法研究發展現狀
3.2 UG五軸加工刀具軸線控制方法簡介
3.3 Pro/E五軸加工刀具軸線控制方法簡介

NC刀具軌跡生成方法研究發展現狀(1)
基於點、線、面和體的NC刀軌生成
方法
基於特徵的NC刀軌生成方法

NC刀具軌跡生成方法研究發展現狀(2)
現役幾個主要CAD/CAM系統中的NC刀軌生成方法分析
一體化的 CAD/CAM系統(如:UGII、Euclid、Pro/ENGINEER等)
相對獨立的CAM系統(如:Mastercam、Surfcam等)。

UG五軸加工刀具軸線控制方式簡介

Tool Axis
刀軸向量用於定義固定刀軸與可變刀軸的
方向。固定刀軸與指定的向量平行,而可變刀軸在刀具沿刀具路徑移動時,可不斷地改變方向。

Tool Axis Vector刀軸向量的定義及確定
刀軸向量被定義為從刀端指向刀柄的方向
刀軸向量的確定輸入座標值
選擇幾何
指定軸與零件表面的相對關係
指定軸與驅動曲面的相對關係

Material Side Vector 如果使用驅動曲面方式創建刀軸路徑,必須首先確定加工側
向量方向,該方向應指向材料被去除的方向。

圖中驅動曲面邊緣被投射後與零件幾何表面邊緣一致的部分、或在零件幾何表面邊緣就可創建接觸點;而不一致的邊緣部分就不能創建接觸點,刀端位於零件幾何表面邊緣之外,刀具就不能位於零件幾何邊緣上,此時刀具會先退刀,再跨越,然後進刀,並從可與零件幾何表面邊緣接觸處繼續切削。

+ZM軸
指定刀軸向量沿MCS坐標系的+ZM軸方向。

I,J,K
通過輸入I,J,K的值來確定刀軸向量的方向

Line End Points-Tool Axis
由參考直線和直線的末端點來確定刀軸向量方向

2 Points
通過兩點確定刀軸向量方向

Tool Axis-Tangent to Curve
定義刀軸向量為曲線的切線

Spherical Coordinates
通過球面座標定義刀軸向量的方向

Away from Point
通過指定一聚焦點來定義可變刀軸向量。它以指定的聚焦點為起點,並指向刀柄所形成的向量,作為可變刀軸向量。
注意:聚焦點必須位於刀具與零件幾何希望接觸表面的另一側。

Toward Line
用指定的一條直線來定義可變刀軸向量。定義的可變刀軸向量沿指定直線的全長,並垂直於直線,且從刀柄指向指定直線。
注意:指定的直線必須位於刀具與零件幾何希望接觸表面的同一側。

Relative to Vector
通過定義相對於向量的引導角和傾斜角確定刀軸方向

Lead:引導角定義刀具沿刀具運動方向朝前或朝後傾斜的角度。 引導角為正時,刀具基於刀具路徑
的方向朝前傾斜;引導角度為負時,刀具基於刀具路徑的方向朝後傾斜。
Tilt:傾斜角度定義刀具相對於刀具路徑往外傾斜的
角度。沿刀具路徑看,傾斜角度為正,使刀具往刀具路徑右邊傾斜;傾斜角度為負,使刀具往刀具路徑左邊傾斜。與引導角度不同,傾斜角度總是固定在一個方向,並不依賴於刀具運動方向。

Normal to Part
可變刀軸向量在每一個接觸點處垂直於零件幾何表面。

Relative to Part-Tool Axis
通過指定引導角和傾
斜角,來定義相對於零件幾何表面法向向量的可變刀軸向量。
右圖所示為
引導角=20度
傾斜角=0度

4-Axis Normal to Part
通過指定旋轉軸(即
第四軸)及其旋轉角度來定義刀軸向量。即刀軸先從零件幾何表面法向投射到旋轉軸的法向平面,然後基於刀具運動方向朝前或朝後傾斜一個旋轉角度。

4-Axis Relative to Part
通過指定第四軸及其旋轉角度、引導角度與傾斜角度來定義刀軸向量。即先使刀軸從零件幾何表面法向、基於刀具運動方向朝前或朝後傾斜引導角度與傾斜角度,然後投射到正確的第四軸運動平面,最後旋轉一個旋轉角度。

Dual 4-Axis on Part-Tool Axis 只能用於Zig-Zag切削方法,而
且分別對Zig方向與Zag方向進行切削。
通過指定第四軸及其旋轉角度、引導角度與傾斜角度來定義刀軸向量。即分別在Zig方向與Zag方向,先使刀軸從零件幾何表面法向、基於刀具運動方向朝前或朝後傾斜引導角度與傾斜角度,然後投射到正確的第四軸運動平面,最後旋轉一個旋轉角度。
注意:若在Zig方向與Zag方向指定不同的旋轉軸進行切削,實際上就產生五軸切削操作。

Interpolate-Tool Axis
通過在指定點定義向量來控制刀軸向量。也可用來調整刀軸,以避免刀具懸空或避讓障礙物。
根據創建光順刀軸運動的需要,可以從驅動曲面上的指定位置處,定義出任意數量的向量,然後將按定義的向量,在驅動幾何上的任意點處插補刀軸。指定的向量越多,對刀軸就有越多的控制。
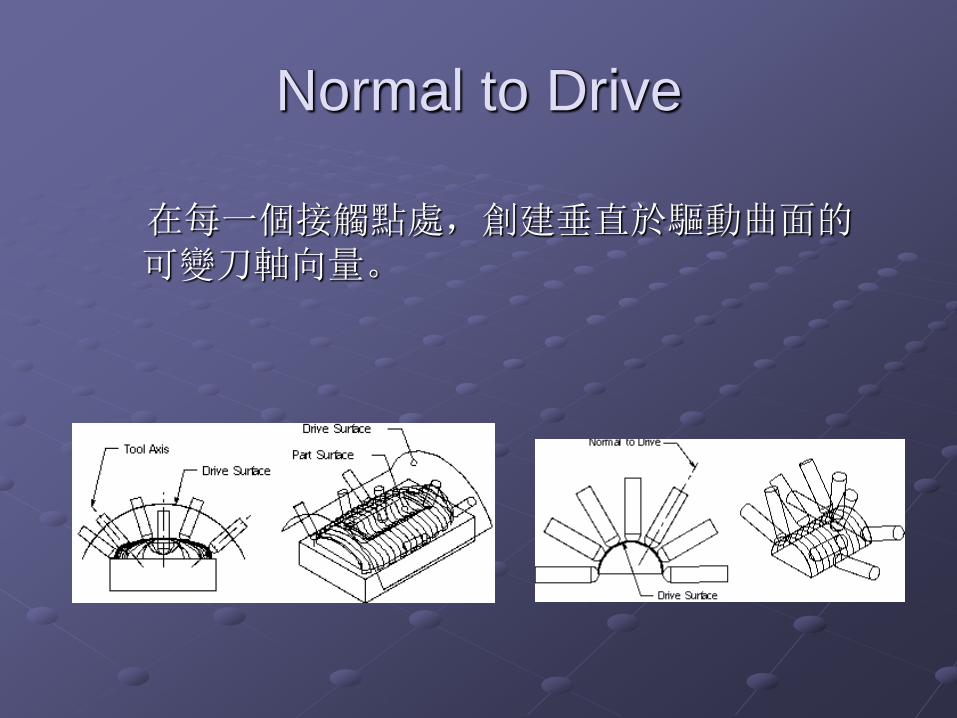
Normal to Drive
在每一個接觸點處,創建垂直於驅動曲面的可變刀軸向量。

Tool Axis-Swarf Drive
用驅動曲面的直紋線來定義刀軸向量。
可以使刀具的側刃加
工驅動曲面,而刀尖加工零件幾何表面,此事驅動曲面引導刀具側刃,零件幾何表面引導刀具。

如果驅動曲面是三角形時,可能引起刀具傾斜,因為在驅動曲面的頂角處,不能產生矩形網格狀驅動點。
如果拐角或圓角半徑小於刀具半徑,會使刀具不能沿整個驅動曲面直紋線切削。圖中在刀具側刃沿驅動曲面A完成直紋切削運動前,刀尖已經與驅動曲面B接觸,這就可能導致在刀具與驅動曲面B相切時(即刀具側刃加工曲面B),在刀軸方向有突然的切入,從而引起過切。

Relative to Drive-Tool Axis
通過指定引導角與傾斜角,來定義相對於驅動曲面法向向量的可變刀軸向量。

4-Axis Normal to Drive
通過指定旋轉軸(即第四軸)及其旋轉
角度來定義刀軸向量。即刀軸先從驅動曲面法向、旋轉到旋轉軸的法向平面,然後基於刀具運動方向朝前或朝後傾斜一個旋轉角度。

4-Axis Relative to Drive
通過指定第四軸及其旋轉角度、引導角度與傾斜角度來定義刀軸向量。即先使刀軸從驅動曲面法向、基於刀具運動方向朝前或朝後傾斜引導角度與傾斜角度,然後投射到正確的第四軸運動平面,最後旋轉一個旋轉角度。

Dual 4-Axis on Drive
通過指定第四軸及其旋轉角度、引導角度與傾斜角度來定義刀軸向量。即分別在Zig方向與Zag方向,先使刀軸從驅動曲面法向、基於刀具運動方向朝前或朝後傾斜引導角度與傾斜角度,然後投射到正確的第四軸運動平面,最後旋轉一個旋轉角度。
注意:若在Zig方向與Zag方向指定不同的旋轉軸進行切削時,實際上就產生五軸切削操作。
Pro/E五軸加工刀具軸線控制方式簡介

Points on Surface
曲面上的點:選取在其上定義刀軸方向的點;在所選取的點之間的區域中,Pro/NC將逐步插
入 正 確 的 刀 軸 方 向 。 如 果 已 為 參 數LEAD_ANGLE和TILT_ANGLE指定了值,則插
入缺省刀軸方向時將不考慮這些值,但在計算後它們將被增加到該值中,或從該值中減掉。對於切 削 線 ( Cutline ) 加 工 , 也 可 沿 切 削 線(cutlines)定義刀軸方向

1:使用【Edge】和【Along Z Dir】創建的軸定義。
2:使用【Location】和【Datum Axis】創建的軸定義。
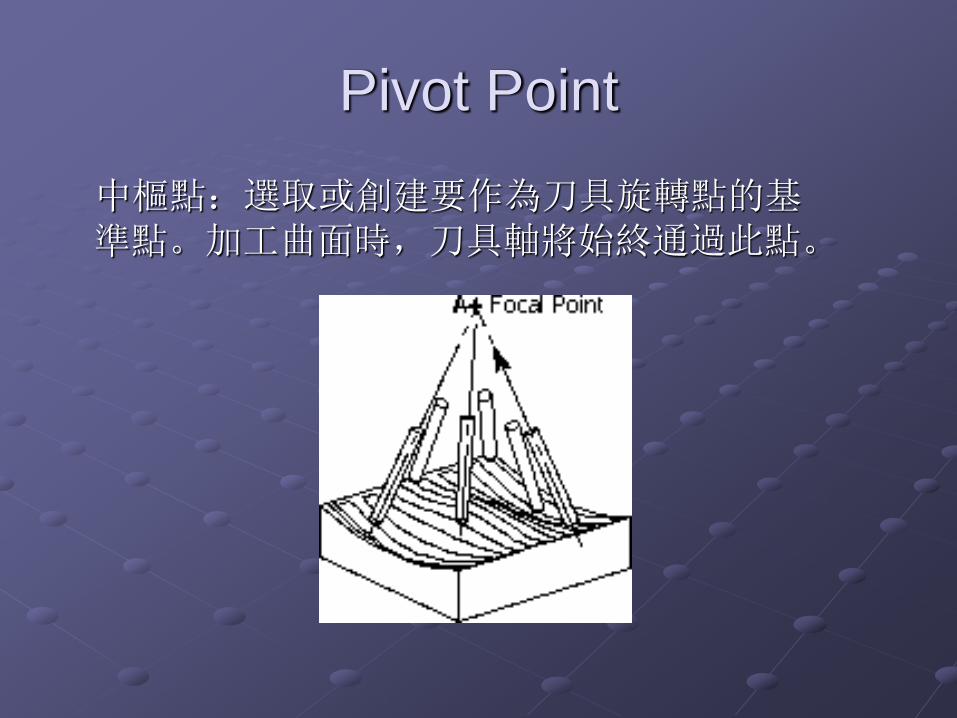
Pivot Point
中樞點:選取或創建要作為刀具旋轉點的基準點。加工曲面時,刀具軸將始終通過此點。

Pivot Axis
中樞軸:同下面要介紹的中樞曲線相似,
加工曲面時,刀具軸將始終通過中樞軸上的某些點。一般只能用球頭端銑刀。

Pivot Curve
中樞曲線。選取要用於引導刀軸的邊或
曲線的開放或封閉環。加工曲面時,刀具軸將始終通過中樞曲線上的某些點。組成中樞曲線的所有圖元互相之間必須相切。可使系統自動將刀具路徑與中樞曲線同步或定義自己的同步。一般只能用球頭端銑刀。

第四節.五軸聯動加工程式設計的後置處理方法
4.1 後置處理任務與流程
4.2 多座標機床的結構形式與理想狀態下的運動
求解演算法
4.3 任意運動結構的機床運動學建模與求解
4.4 非線性運動誤差校核與處理
4.5進給速度的校核與修正
4.6 通用後置處理系統原理
4.7 UG後置處理過程簡介

後置處理任務與流程
1.機床運動求解
2.非線性運動誤差校核與處理
3.進給速度的校核與修正
4.數控加工程式生成
羲宎
黍絮弇恅璃
恅璃賦旰 賦旰Y
N
儂散粣堍雄 賤
準盄俶昫船苺瞄迵揭燴
輛跤厒僅苺瞄迵党淏
跡宒蛌遙
絮弇恅璃
儂散
杻俶
杅諷炵
苀杻俶
杅諷樓馱最唗
後置處理流程框圖

多座標機床的結構形式
五座標機床的結構類型:
1.刀具擺動型
2.工作臺回轉/擺動型
3.刀具與工作臺回轉/擺動型

理想狀態下的運動求解演算法 (1)
工作臺回轉/擺動型數控機床運動求解絮撿
Y粣馱釬怢
儂散散旯
Z粣馱釬怢
X粣馱釬怢
A'啊雄馱釬怢
C'隙蛌馱釬怢
馱璃
絮撿
tX
tZ
tY
tO
馱璃wXwY
wZ
wO
pr
mrmX
mY
mZ
mO
A'
C'工作臺回轉/擺動型(A’-C’)結構圖
工作臺回轉/擺動型結構的運動鏈
工作臺回轉/擺動型結構的坐標系

)arccos( zAA uk ;1,1Ak
CyxC kuu )/arctan( ;1 ,0Ck
xCyyCxxx mmpmps sin)(cos)(
yAzzCAyyCAxxy mmpmpmps sin)-(coscos)-(sincos)-(
zAzzCAyyCAxxz mmpmpmps cos)-(cossin)-(sinsin)-(

理想狀態下的運動求解演算法 (2)
刀具回轉/擺動型五座標機床運動求解
絮撿
tX
tZ
tY
tO
馱璃wXwY
wZ
wO
pr
Lmr
mXmYmZ
A
BmO
刀具回轉/擺動型(B-A)結構圖 刀具回轉/擺動型結構的坐標系

)arcsin( yA u 2/2/ A
)/arctan( zxB uu 2/2/ B
BAxx Lps sincos
Ayy Lps sin
LLps BAzz coscos

理想狀態下的運動求解演算法 (3)
刀具與工作臺回轉/擺動型機床運動求解
絮撿
tX
tZ
tY
tO
馱璃
wXwY
wZ
wO
pr
2mX2mY
2mZ
A'
B L2mO
2mr
1mX1mY
1mZ
1mO
1mr
A’-B配置的五座標機床結構圖 刀具與工件回轉/擺動型的坐標系

)arcsin( xB u 2/2/ B
AzyA kuu )/arctan( ;1 ,0Ak
Bxx Lps sin
yAzzAyyy mmpmps sin)(cos)(
zBAzzAyyz mLmpmps )1(coscos)(sin)(

理想狀態下的運動求解演算法 (4)
運動求解的實現要滿足以下條件:
1.對於工作臺回轉/擺動型,必須在工件裝夾好後通過測量確定兩回轉/擺動軸交點在工件坐標系中的位置向量。
2. 對於刀具回轉/擺動型,必須通過測量確定有效的刀具長度,即回轉軸與刀具軸線的交點到刀位點的距離,它可以看成是刀位點總的擺動半徑。
3.對於刀具與工作臺回轉/擺動型機床,既要通過測量確定有效的刀具長度,又要在工件裝夾好後通過測量確定工作臺回轉/擺動軸線上一點在工件坐標系中的位置向量。

任意運動結構的機床運動學建模與求解
-運動結構的建模 (1)運動結構的通用模型 :
1.構成運動鏈的坐標軸數目不限。但其中聯動軸數不超過五個(三平動加兩轉動),其餘軸則稱為輔助軸;
2.各平動軸的運動方向和轉動軸的軸線可以不與機床標準坐標系的坐標軸平行,各轉動軸的軸線可相互不垂直;
3.對於定、動軸結構,兩回轉軸線可不相交於一點;
4.刀具軸線與作用在刀具上的轉動軸軸線可不相交於一點。
1运动副
主轴
刀具工件
工作台
N运动副
1N运动副
2运动副
運動結構通用模型

任意運動結構的機床運動學建模與求解
-運動結構的建模 (2)
運動結構模型的建立 :
1.運動鏈構成的定義
2.運動軸方向的定義Y
Z
XB
A
五軸五聯動雙轉檯機床

任意運動結構的機床運動學建模與求解-運動關係的建模(1)
座標體系的建立:
1.與刀具固聯的刀具坐標系 ,其原點在刀位點上。
2. 與工件固聯的工件坐標系 ,它由零件幾何建模時確定。
3.與各運動副動構件固聯的運動構件坐標系 。
tttt ZYXO
tttt ZYXO
),,2,1( NiZYXO iiii
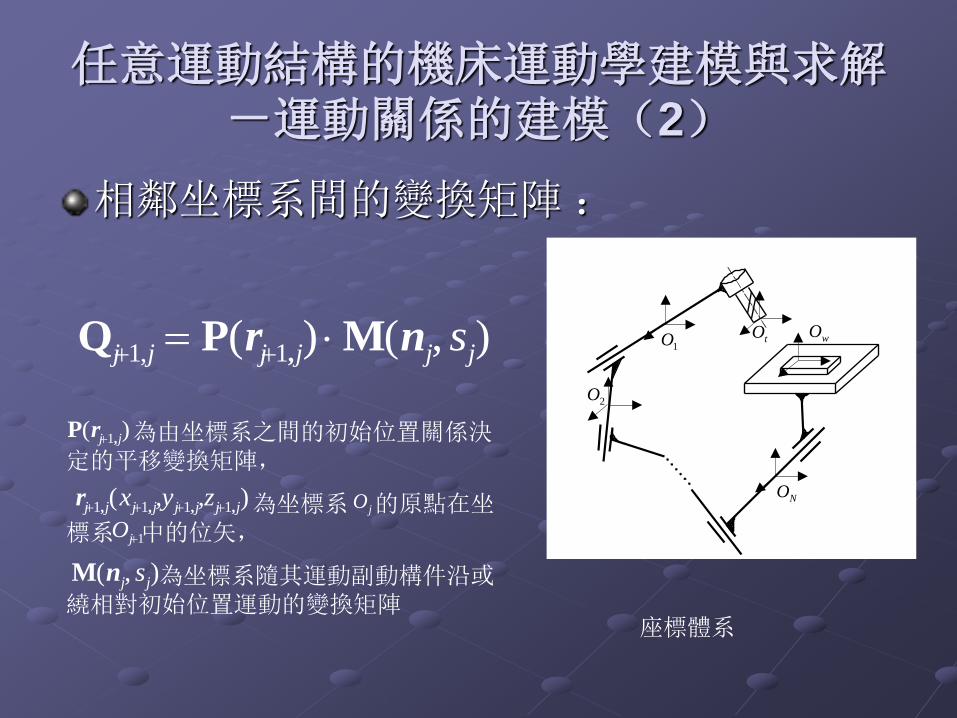
任意運動結構的機床運動學建模與求解-運動關係的建模(2)
相鄰坐標系間的變換矩陣 :
1O
2O
NO
tO wO),()( 1,1 jjjjjj snr , MPQ
為由坐標系之間的初始位置關係決定的平移變換矩陣,
為坐標系 的原點在坐標系 中的位矢,
為坐標系隨其運動副動構件沿或繞相對初始位置運動的變換矩陣
)( 1 jj ,rP
)( 1111 jjjjjjjj ,z,yx ,,,,r
),( jj snM
jO
1jO
座標體系

任意運動結構的機床運動學建模與求解-運動關係的建模(3)
刀具坐標系到工件坐標系間的變換矩陣 :
tj ,r1
確定刀具坐標系到工件坐標系的變換矩陣,實際上只需要知道各轉動副坐標系之間、刀具坐標系和與其相鄰的轉動副坐標系之間以及工件坐標系和與其相鄰的轉動副坐標系之間的初始位置關係 、 、 、和 共M+1個位置向量。
12 jj ,r1MM jj ,r
Mjw ,r
Ot
OB
Ow
OA
雙轉檯機床初始位置關係

任意運動結構的機床運動學建模與求解-運動關係的建模(4)
通用運動學模型 :
堍 雄 蟈 赻 雄 煦 昴
堍雄賦凳膘耀
堍雄蟈凳傖 ,
堍雄粣扽俶堍雄粣源砃
......
堍雄悝耀倰
怀 斛猁腔堍雄賦凳統杅
任意運動結構的建模過程

任意運動結構的機床運動學建模與求解
-機床運動求解
1.轉動運動求解 計算參與聯動控制的轉動軸的運動量。
2.平動運動求解 計算參與聯動控制的三個平動軸的運動位移。
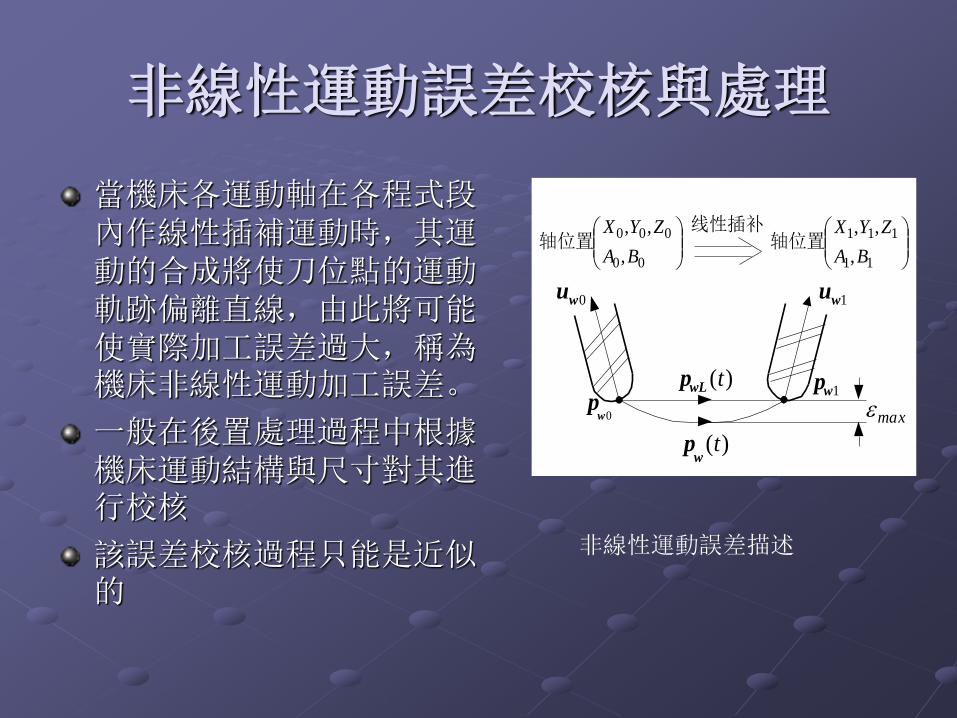
非線性運動誤差校核與處理
當機床各運動軸在各程式段內作線性插補運動時,其運動的合成將使刀位點的運動軌跡偏離直線,由此將可能使實際加工誤差過大,稱為機床非線性運動加工誤差。
一般在後置處理過程中根據機床運動結構與尺寸對其進行校核
該誤差校核過程只能是近似的
)( twLp
)(tw
p
0 wp
1 wp
0wu 1wu
00
000
,
,,
BA
ZYX轴位置
线性插补
11
111
,
,,
BA
ZYX轴位置
max
非線性運動誤差描述

進給速度的校核與修正(1)
概念:根據機床各軸的速度、加速度與平穩性等要求對各程式段的合成進給速度進行校核,對指令的進給速度給予必要的修調並採取一定的措施實現進給速度的平滑過渡,從而確定出隨加工軌跡變化的有效進給速度曲線。
謫尷盄
絮撿寢慫
晤最輛跤厒僅
衄虴輛跤厒僅
x
x
y
F
有效進給速度曲線概念

進給速度的校核與修正-表面合成切削進給速度與坐標軸運動速度
各軸速度與指令合成進給速度的關係為:
./
,/
,/
,/
,/
wkkkBk
wkkkAk
wkkkZk
wkkkYk
wkkkXk
BFF
AFF
ZFF
YFF
XFF
p
p
p
p
p
為刀位點位移增量, 為機床各軸的位移增量,為記該程式段的指令進給速度, 為機床各軸的運動速度
wk p ),,,,( kkkkk BAZYX
kF ),,,,( BkAkZkYkXk FFFFF

進給速度的校核與修正-進給速度的限制
1.運動軸最大速度限制
2.程式段轉接處最大速度變化限制
3.減速程式段長度對其進給速度的限制
刀具軌跡實例
有效進給速度曲線

通用後置處理系統原理(1)
後置處理通用化的輸入資訊及其要求:
1.刀位元檔 將刀位元檔中的內容轉換為用於具體數控機床的加工程式
2.數控系統特性檔 告訴後置處理系統如何把刀
位元檔的內容轉換成適合於具體數控機床的數控加工程式
3.數控機床特性檔 描述機床運動結構形式、運動結構參數(包括結構誤差)、運動軸行程、最大速度及加速度等的檔

通用後置處理系統原理(2)
通用後置處理系統的實現
儂散杻俶
羲宎
儂散扢离(恁寁麼凳膘 )
杅諷炵苀扢离(恁寁麼凳膘 )
儂散杻俶踱
加减速特性
功能与程序格式
黍絮弇恅璃
)(
)
(
加速度、时间常数
动力特性
行程、速度
运动学模型与参数、
运动特性
炵苀杻俶踱
絮弇恅璃
恅璃賦旰
堍雄 賤
唅蛌堍雄 賤
雄堍雄 賤
準盄俶昫船苺瞄
閉船
輛跤厒僅苺瞄迵揭燴
跡宒蛌遙
杅諷樓馱最唗
絮弇杅擂樓躇
賦旰
Y
N
Y
N
Y
N
杅諷炵苀杻俶
炵苀杻俶踱

UG後置處理過程簡介
UGS180後置處理配置過程簡要說明
1.利用UGS180提供的後置處理配置程式可以生成新的後
置處理設定檔,後置處理配置批次程式在目錄“\ugs180\postbuilde”中;
2、執行批次程式“post_builder.bat”,進入後置處理配置程式主介面,按照需要進行修改配置。
3、為了將配置好的機床加入到UGS180的後置處理常式中,需修改後置處理配置管理檔“template_post.dat”,該檔在目錄“\ugs180\mach\resource\postprocessor”中