4367 six sigma orientation
TRANSCRIPT

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 1/37
© All Rights Reserved TreQna 2005
Six sigmaOrientation
7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 2/37
© All Rights Reserved TreQna 2005
expectations•What is Quality?
•Know Six Sigma
• Awareness with respect to originand history of Six Sigma.
•The utility and benefits
•Introduction to Six Sigma asmethodology
•The Six Sigma organization

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 3/37
© All Rights Reserved TreQna 2005
What is Quality?

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 4/37
© All Rights Reserved TreQna 2005
Evolution of Quality
Historically
Proactive Quality
“Create process that will produce
less or no defects”
Contemporary
Reactive Quality
Quality Checks (QC) - Taking the
defectives out of what is produced

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 5/37
© All Rights Reserved TreQna 2005
Segments in Quality
Methodologies Standards Capability Models
•Six Sigma
•Lean
•ISO 9000, ISO
14000 etc.•COPC
•Malcolm Baldrige
•eSCM
•CMM•CMMI
Scientific way
to improvecapability?
Sharing
Benchmarkedpractices-
“Standardizing”
Best practices
to buildcapability

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 6/37
© All Rights Reserved TreQna 2005
What is Six Sigma?
• It is a methodology for continuous improvement• It is a methodology for creating products/ processes that perform at high
standards
• It is a set of statistical and other quality tools arranged in unique way
• It is a way of knowing where you are and where you could be!
• It is a Quality Philosophy and a management technique
Six Sigma is not:
• A standard• A certification
• Another metric like percentage

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 7/37
© All Rights Reserved TreQna 2005
• The term “sigma” is used to designate the distribution or spread about themean (average) of any process or procedure.
• For a process, the sigma capability (z-value) is a metric that indicates how well
that process is performing. The higher the sigma capability, the better. Sigmacapability measures the capability of the process to produce defect-freeoutputs. A defect is anything that results in customer dissatisfaction.
Two Meanings of Sigma

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 8/37
© All Rights Reserved TreQna 2005
Path to Six Sigma
4 Sigma 6,210 Defects
2 Sigma 308,537 Defects
3 Sigma66,807 Defects
5 Sigma 233 Defects
6 Sigma 3.4 Defects
Sigma levels and
Defects per million
opportunities
(DPMO)

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 9/37
© All Rights Reserved TreQna 2005
What it means to be @ Six Sigma
Is 99% (3.8) good enough? 99.99966% Good – At 6
20,000 lost mails per hour 7 lost mails per hour
Unsafe drinking water almost 15
minutes each day
One minute of unsafe drinking
water every seven months
5,000 incorrect surgical
operations per week
1.7 incorrect surgical operations
per week
2 short or long landings at most
major airports daily
One short or long landing at major
airports every five years
200,000 wrong drug prescriptions
each year
68 wrong drug prescriptions each
year
Example quoted from GE Book of Knowledge - copyright GE

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 10/37
© All Rights Reserved TreQna 2005
• The term “Six Sigma” was coined by Bill Smith, an engineer with Motorola
• Late 1970s - Motorola started experimenting with problem solving throughstatistical analysis
• 1987 - Motorola officially launched it’s Six Sigma program
Origin of Six Sigma
Motorola
the company that invented Six Sigma

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 11/37
© All Rights Reserved TreQna 2005
• Jack Welch launched Six Sigma at GE in Jan,1996
• 1998/99 - Green Belt exam certification became the criteria for managementpromotions
• 2002/03 - Green Belt certification became the criteria for promotion tomanagement roles
The Growth of Six Sigma
GEthe company that perfected Six Sigma
7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 12/37
© All Rights Reserved TreQna 2005
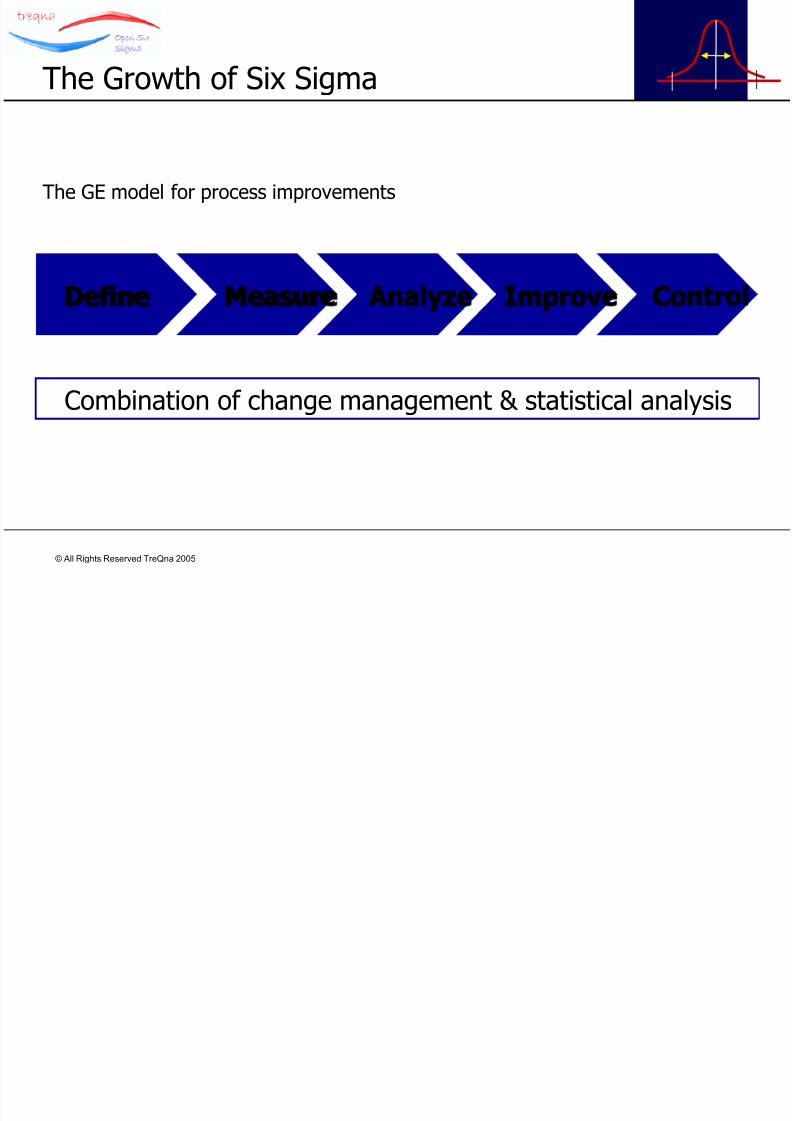
The GE model for process improvements
The Growth of Six Sigma
Define Measure Analyze Improve Control
Combination of change management & statistical analysis

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 13/37
© All Rights Reserved TreQna 2005
The Growth of Six Sigma

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 14/37
© All Rights Reserved TreQna 2005
BPMSBusiness Process Management System
DMAICSix Sigma Improvement Methodology
DMADOVCreating new process which will perform @ Six Sigma
Three Methodologies of Six Sigma

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 15/37
© All Rights Reserved TreQna 2005
BPMSBusiness Process Management System

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 16/37
© All Rights Reserved TreQna 2005
• To understand the process; it’s mission, flow and scope
• To know the customers and their expectations
• To identify, monitor and improve correct performance measures for the process
The Need of BPMS
7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 17/37
© All Rights Reserved TreQna 2005
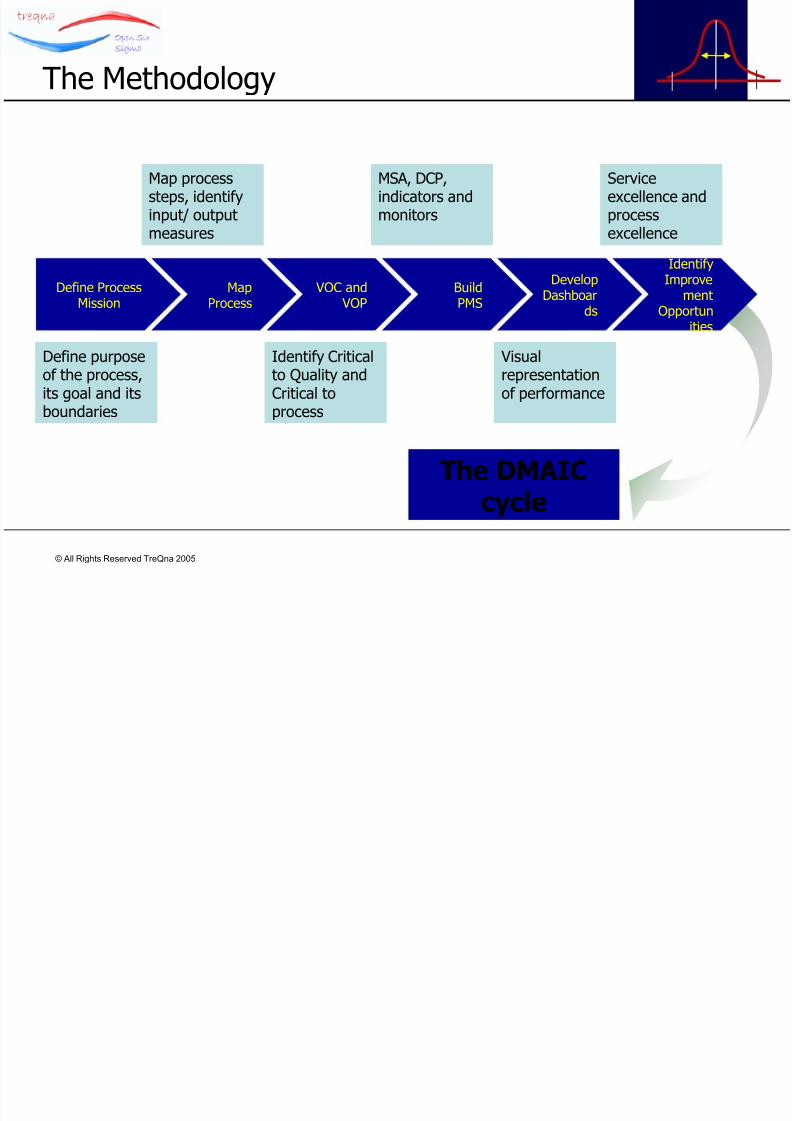
The Methodology
Define ProcessMission
MapProcess
VOC and VOP
BuildPMS
DevelopDashboar
ds
Identify
Improvement
Opportunities
Define purposeof the process,its goal and its
boundaries
Identify Criticalto Quality andCritical to
process
Visualrepresentationof performance
Map processsteps, identifyinput/ outputmeasures
MSA, DCP,indicators andmonitors
Serviceexcellence andprocessexcellence
The DMAICcycle

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 18/37
© All Rights Reserved TreQna 2005
DMAICSix Sigma Improvement Methodology

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 19/37
© All Rights Reserved TreQna 2005
• A logical and structured approach to problem solving and process improvement
• An iterative process (continuous improvement)
• A quality tool with focus on change management
What is DMAIC ?
EEffectiveness
= QQuality
Improvement
x A Acceptance

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 20/37
© All Rights Reserved TreQna 2005
The Approach
PracticalProblem
StatisticalProblem
StatisticalSolution
PracticalSolution

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 21/37
© All Rights Reserved TreQna 2005
DDefine
MMeasure
A Analyze
I
Improve
CControl
Identify and state the practical problem
Validate the practical problem by collecting data
Convert the practical problem to a statistical one, definestatistical goal and identify potential statistical solution
Confirm and test the statistical solution
Convert the statistical solution to a practical solution
Methodology

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 22/37
© All Rights Reserved TreQna 2005
D
VoC - Who wants the project and why ?
The scope of project / improvement
Key team members / resources for the project
Critical milestones and stakeholder review
Budget allocation
Define
DDefine
MMeasure
A Analyze
I
Improve
CControl

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 23/37
© All Rights Reserved TreQna 2005
M
Ensure measurement system reliability
Prepare data collection plan
Collect data
- Is tool used to measure the output variable flawed ?
- Do all operators interpret the tool reading in the same way ?
- How many data points do you need to collect ?
- How many days do you need to collect data for ?
- What is the sampling strategy ?
- Who will collect data and how will data get stored ?- What could the potential drivers of variation be ?
Measure
DDefine
MMeasure
A Analyze
I
Improve
CControl

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 24/37
© All Rights Reserved TreQna 2005
A
Understand statistical problem
Baseline current process capability
Define statistical improvement goal
Identify drivers of variation (significant factors)
Analyze
DDefine
MMeasure
A Analyze
I
Improve
CControl

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 25/37
© All Rights Reserved TreQna 2005
A
Root Cause Analysis (fish bone)
• A brainstorming tool that helps define and display major causes, sub causes androot causes that influence a process
• Visualize the potential relationship between causes which may be creatingproblems or defects
ProblemBackbone
Primary CauseSecondary Cause
Root Cause
Analyze – Identify Drivers of Variation

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 26/37
© All Rights Reserved TreQna 2005
A
Control – Impact Matrix
• A visual tool that helps in separating the vital few from the trivial many
Vital FewHigh Control – High Impact
Cost IneffectiveLow Control – High Impact
Cost IneffectiveHigh Control – Low Impact
Trivial ManyLow Control – Low Impact
Control
I m p a c t
Analyze – Identify Drivers of Variation

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 27/37
© All Rights Reserved TreQna 2005
A
Pareto Chart
• Pareto principle states that disproportionately large percentage of defects arecaused due to relatively fewer factors (generally, 80% defects are caused by 20%factors)
05
10
15
20
2530
35
L K A F B C G R D
0%
20%
40%
60%
80%
100%
Frequency Cumulative Frequency
Analyze – Identify Drivers of Variation

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 28/37
© All Rights Reserved TreQna 2005
A
Process Map Analysis
• Visually highlights hand off points / working relationships between people,processes and organizations
• Helps identify rework loops and non value add steps
Vendor Vendor Process BProcess BProcess AProcess ACustomer Customer Vendor Vendor Process BProcess BProcess AProcess ACustomer Customer
Analyze – Identify Drivers of Variation

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 29/37
© All Rights Reserved TreQna 2005
A
Hypothesis Testing
• A statistical tool used to validate if two samples are different or whether asample belongs to a given population
Null Hypothesis (Ho) is the statement of the status quo
Alternate Hypothesis (Ha) is the statement of difference
Analyze – Identify Drivers of Variation
One way ANOVA
Regression
Homogeneity of Variance Moods Median
Chi-Square

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 30/37
© All Rights Reserved TreQna 2005
I
Map improved process
Pilot solution
Identify operating tolerance on significant factors
Improve
DDefine
MMeasure
A Analyze
I
Improve
CControl

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 31/37
© All Rights Reserved TreQna 2005
C
Ensure measurement system reliability for significant factors
Improved process capability
Sustenance Plan
- Is tool used to measure the input / process variables flawed ?
- Do all operators interpret the tool reading in the same way ?
- Statistical Process Control
- Mistake Proofing
- Control Plan
Control
DDefine
MMeasure
A Analyze
I
Improve
CControl

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 32/37
© All Rights Reserved TreQna 2005
C
Control Plan
• Have the new operating procedures and standards been documented ?
• What Statistical Process Control (SPC) tools will be used to monitor the processperformance ?
• Who will review the performance of the output variable and significant factorson closure of the project and how frequently ?
• What is the corrective action or reaction plan if any of the factors were to beout of control ?
Control – Sustenance Plan

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 33/37
© All Rights Reserved TreQna 2005
Six Sigma Organization

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 34/37
© All Rights Reserved TreQna 2005
Six Sigma - Three Dimensions
ToolsOrganization
Methodology
Process variation
LSL USL
Upper/Lower specification
limits
Regression• • • • • • • • • • • •
• • • • • • •
• • • • •
• • •
• • •
Drivenby
customerneeds
Enabled by qualityteam.
Led bySeniorMgmt
Define Measure Analyze Improve Control
Vendor Vendor Process BProcess BProcess AProcess ACustomer Customer Vendor Vendor Process BProcess BProcess AProcess ACustomer Customer
Process Map Analysis
0
5
10
15
20
25
30
35
L K A F B C G R D
0%
20%
40%
60%
80%
100%
Frequency Cumulative Frequency
Pareto Chart

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 35/37
© All Rights Reserved TreQna 2005
The Quality Team
Master Black Belt
Black Belt Black Belt
Green Belt
Green Belt
Green Belt
- Thought Leadership- Expert on Six Sigma- Mentor Green and Black Belts
- Backbone of Six Sigma Org- Mentor Green Belts- Full time resource- Deployed to complex or “high
risk” projects
- Part time or full time resource- Deployed to less complex projectsin areas of functional expertise

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 36/37
© All Rights Reserved TreQna 2005
Six Sigma – Career Option!
• Basic - Six Sigma Awareness
• Green Belt Projects• Participate in Black Belt Projects• Assist business functions with day to day
activities
• Mentor/Train Green Belts• Black Belt Projects• Change Agents• Work along with the business owners
• Mentor/ Train Black Belts• Run Strategic projects• More Strategic than tactical role
Green Belt (GB)
Black Belt (BB)
Master Black Belt (MBB)
Highly paid!
Work like a Consultant!Huge demand in the industry!
Overall…A high flying Career!!

7/28/2019 4367 Six Sigma Orientation
http://slidepdf.com/reader/full/4367-six-sigma-orientation 37/37
© All Rights Reserved TreQna 2005
Thank You