3d bioprinting for musculoskeletal applications...
TRANSCRIPT
Seediscussions,stats,andauthorprofilesforthispublicationat:https://www.researchgate.net/publication/317671721
3DBioprintingforMusculoskeletalapplications(Invited)
ArticleinJournalof3DPrintinginMedicine·July2017
DOI:10.2217/3dp-2017-0004
CITATIONS
0
READS
33
3authors,including:
Someoftheauthorsofthispublicationarealsoworkingontheserelatedprojects:
DesignandDevelopmentofcustomisedspinalcagesusing3DprintingTechnologyViewproject
PlasmaSurfaceModificationofmedicalimplantsViewproject
DeepakKalaskar
UniversityCollegeLondon
52PUBLICATIONS241CITATIONS
SEEPROFILE
SaraMalferrari
UniversityCollegeLondon
1PUBLICATION0CITATIONS
SEEPROFILE
AllcontentfollowingthispagewasuploadedbySaraMalferrarion31July2017.
Theuserhasrequestedenhancementofthedownloadedfile.

191J. 3D Print. Med. (2017) 1(3), 191–211 ISSN 2059-475510.2217/3dp-2017-0004 © 2017 Future Medicine Ltd
part of
Review
This review focuses on developments in the field of bioprinting for musculoskeletal tissue engineering, along with discussion on the various approaches for bone, cartilage and connective tissue fabrication. All approaches (cell-laden, cell-free and a combination of both) aim to obtain complex, living tissues able to develop and mature, using the same fundamental technology. To date, co-printing of cell-laden and cell-free materials has been revealed to be the most promising approach for musculoskeletal applications because materials with good bioactivity and good mechanical strength can be combined within the same constructs. Bioprinting for musculoskeletal applications is a developing field, and detailed discussion on the current challenges and future perspectives is also presented in this review.
First draft submitted: 8 March 2017; Accepted for publication: 5 June 2017; Published online: 24 July 2017
Keywords:
Every 30 s, a patient dies from a condition that could be treated with organ replace-ment [1]. Organ transplantation has potential to be an efficient solution but is restricted due limited donor availability. Furthermore, organ transplantation requires complex sur-gical interventions and can lead to complica-tions such as organ dysfunction or rejection. Successful translation of tissue engineering and regenerative medicine research is key to alleviating the challenges in organ trans-plantation, but can also be applied to dis-ease modeling and drug discovery (Figure 1). More specifically, improved understanding of the biological architecture and natural repair processes in adult tissues could aid the challenging fabrication of de novo organs, for these applications. For cells to self-assemble into tissues, they need an environment in which cells can remain viable and are able to adhere and migrate. The most important fac-tors to consider are growth factors, nutrients, adhesion molecules, cells, materials and the
technologies applied to enhance the fabrica-tion process [2]. This review focuses on devel-opments in bioprinting for musculoskeletal tissue engineering, and provides discussion on the various approaches for bone, cartilage and connective tissue fabrication, along with current challenges and future perspectives.
Bioprinting & its role in musculoskeletal tissue fabricationThe musculoskeletal system (MSK) provides structural support for the body and comprises of vital tissue components such as bone, carti-lage, muscles, tendons and ligaments. When these tissues are damaged through injury, their repair remains challenging due to their limited regenerative potential.
Every year, over two million bone grafts are performed worldwide, due to diseases, sarcomas or trauma injuries [3]. In the USA, musculoskeletal injuries reach 32 million per year, of which, 45% are represented by ten-don, ligament and joint capsular i njuries [4].
3D bioprinting for musculoskeletal applications
Alexander Popov1, Sara Malferrari1 & Deepak M Kalaskar1
1
For reprint orders, please contact: [email protected]
192 J. 3D Print. Med. (2017) 1(3)
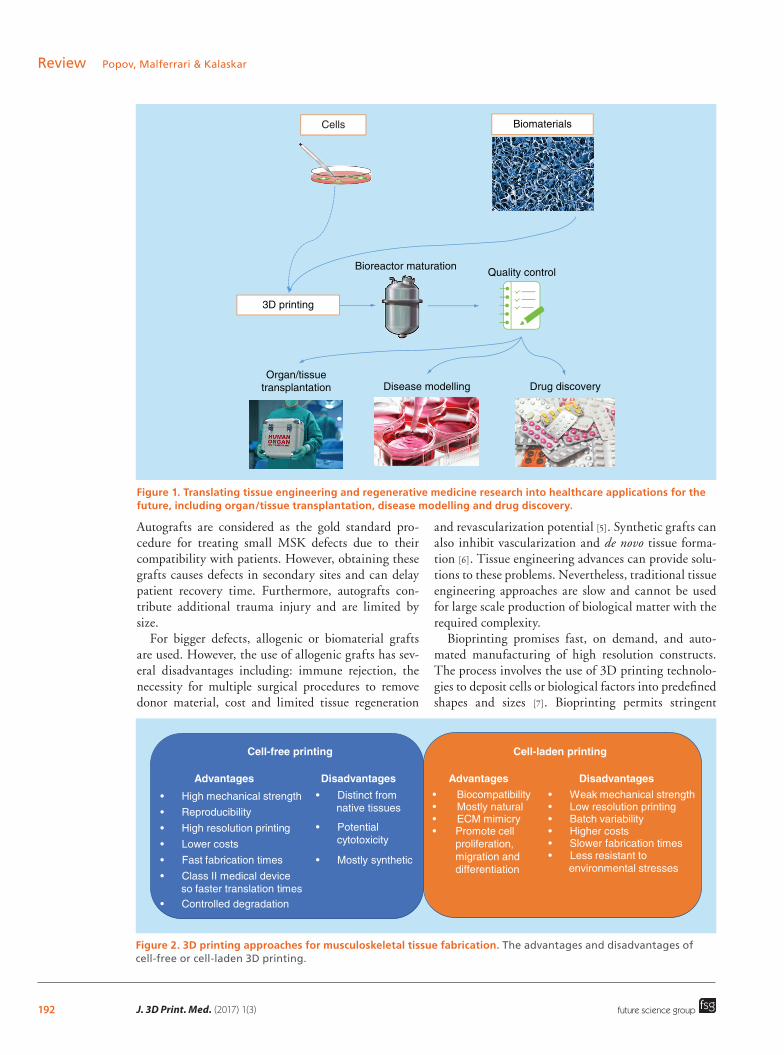
Figure 1. Translating tissue engineering and regenerative medicine research into healthcare applications for the future, including organ/tissue transplantation, disease modelling and drug discovery.
Cells
3D printing
Organ/tissuetransplantation
Bioreactor maturation
Disease modelling Drug discovery
Quality control
Biomaterials
Figure 2. 3D printing approaches for musculoskeletal tissue fabrication. The advantages and disadvantages of cell-free or cell-laden 3D printing.
mey
smes
memes
Cell-free printing
Advantages Disadvantages
sy c
Cell-laden printing
Advantagesy
cryce
DisadvantagesWe me
ys
mes
stresses
future science group
Review Popov, Malferrari & Kalaskar
Autografts are considered as the gold standard pro-cedure for treating small MSK defects due to their compatibility with patients. However, obtaining these grafts causes defects in secondary sites and can delay patient recovery time. Furthermore, autografts con-tribute additional trauma injury and are limited by size.
For bigger defects, allogenic or biomaterial grafts are used. However, the use of allogenic grafts has sev-eral disadvantages including: immune rejection, the necessity for multiple surgical procedures to remove donor material, cost and limited tissue regeneration
and revascularization potential [5]. Synthetic grafts can also inhibit vascularization and de novo tissue forma-tion [6]. Tissue engineering advances can provide solu-tions to these problems. Nevertheless, traditional tissue engineering approaches are slow and cannot be used for large scale production of biological matter with the required complexity.
Bioprinting promises fast, on demand, and auto-mated manufacturing of high resolution constructs. The process involves the use of 3D printing technolo-gies to deposit cells or biological factors into predefined shapes and sizes [7]. Bioprinting permits s tringent

193www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications ReviewTa
ble
1. C
ell-
free
ap
pro
ach
fo
r b
iop
rin
tin
g o
f m
usc
ulo
skel
etal
tis
sues
.
Bio
mat
eria
lsC
ells
Prin
tin
g
tech
niq
ue
Ap
plic
atio
nC
on
stru
ct m
orp
ho
log
yM
ech
anic
al p
rop
erti
esA
dva
nta
ges
(A
)/d
isad
van
tag
es (
D)
Ref.
PLG
A +
PLA
(c
arti
lag
e) a
nd
PL
GA
+ T
CP
(bo
ne)
wit
h
gra
die
nts
at
inte
rfac
e
Ovi
ne
arti
cula
r ch
on
dro
cyte
s
Inkj
et:
Ther
iFo
rm™
Ost
eoch
on
dra
l3
reg
ion
s: 4
mm
clo
verl
eaf
bo
ne
reg
ion
wit
h
55%
po
rosi
ty, 1
.2 m
m
tran
siti
on
reg
ion
wit
h
thre
e g
rad
ien
t se
ctio
ns
2 m
m c
arti
lag
ino
us
reg
ion
wit
h 9
0% p
oro
sity
an
d s
tag
ger
ed 2
50 μ
m
chan
nel
s
Ten
sile
dat
a: (
a) t
ensi
le s
tren
gth
1.
6–5
.7 M
Pa
(b)
elas
tic
mo
du
lus
83–2
33 M
Pa
Co
mp
ress
ive
dat
a: (
a) y
ield
st
ren
gth
2.5
–13.
7 (b
) el
asti
c m
od
ulu
s 54
–450
MPa
D
iam
eter
sh
rin
kag
e: c
arti
lag
e re
gio
n 8
.3%
an
d a
dja
cen
t tr
ansi
tio
n z
on
es 3
.8%
A: h
om
og
eneo
us
cell
seed
ing
(m
ater
ial
gra
die
nts
at
the
inte
rfac
e)
and
no
del
amin
atio
n
D: c
om
pre
ssiv
e p
rop
erti
es
of
the
bo
ne
reg
ion
of
the
con
stru
ct a
re lo
wer
th
an
tho
se o
f ca
nce
llou
s b
on
e
[9]
HA
Mo
use
pre
-o
steo
bla
sts
(MC
3T3-
E1)
Ind
irec
t w
riti
ng
(p
ow
der
+
bin
din
g
solu
tio
n)
Car
tila
ge
Inte
rnal
str
uct
ure
: wal
ls
that
all
stan
d in
45°
to
th
e x-
axis
wit
h 1
.2 m
m
of
dis
tan
ce b
etw
een
th
em w
ith
500
μm
in
terc
on
nec
tin
g c
han
nel
s
Shri
nka
ge
afte
r si
nte
rin
g: 1
8–2
0%
in a
ll d
irec
tio
ns
A: c
ells
cu
ltu
red
in s
tati
c an
d d
ynam
ic c
on
dit
ion
s.
Mu
ltip
le c
ell l
ayer
s o
n
the
surf
ace
of
the
HA
g
ran
ule
s (s
tati
c) a
nd
ce
ll p
rolif
erat
ion
insi
de
gra
nu
le c
avit
ies
(dyn
amic
) D
: mec
han
ical
pro
per
ties
n
ot
eval
uat
ed
[10]
PLG
AH
um
an f
etal
o
steo
bla
sts
Inkj
et: Z
Prin
ter
310
PLU
S™B
on
e6
mm
in d
iam
eter
an
d 6
mm
in h
eig
ht
wit
h in
terc
on
nec
ted
ch
ann
els.
1 m
m p
ore
s an
d 5
5% p
oro
us.
Ro
ug
h
mac
rop
oro
us
surf
ace
Co
mp
ress
ive
stre
ng
th: 7
.8 ±
3.1
M
Pa
Co
mp
ress
ive
You
ng
’s m
od
ulu
s: 7
7.2
± 10
.8 M
Pa
A: m
ech
anic
al p
rop
erti
es
mim
ic h
um
an c
ance
llou
s b
on
e an
d s
up
po
rts
ost
eob
last
s p
rolif
erat
ion
D
: mec
han
ical
pro
per
ties
st
ill lo
wer
th
an t
he
on
es o
f h
um
an c
ort
ical
bo
ne
[11]
PCL/
HA
(s
hif
ted
p
atte
rn)
Hu
man
o
steo
sarc
om
a (M
G 6
3)
Bio
plo
tter
Bo
ne
5 ×
5 ×
5 m
m3 s
caff
old
s.
Squ
are
latt
ice
wit
h
380
–400
μm
str
and
s to
gen
erat
e p
oro
us
stru
ctu
re. 6
00 μ
m p
ore
s w
ith
92.
55%
po
rosi
ty a
nd
sh
ifte
d p
atte
rns
Co
mp
ress
ive
mo
du
lus:
∼22
MPa
A: p
rom
ote
s ce
ll at
tach
men
t, p
rolif
erat
ion
an
d d
iffe
ren
tiat
ion
. In
crea
sed
cel
l att
ach
men
t b
y sh
ifte
d p
atte
rn
stru
ctu
re
D: l
ow
co
mp
ress
ive
mo
du
lus
[12]
MB
G +
alg
inat
eh
BM
SCB
iop
lott
erB
on
e8
× 8
× 8
mm
3 sq
uar
e la
ttic
e sc
affo
lds.
50%
to
67
% p
oro
sity
. In
tern
al
stru
ctu
re: m
icro
- an
d
mac
ro-p
ore
s w
ith
n
ano
chan
nel
s (5
nm
)
Co
mp
ress
ive
stre
ng
th: 0
.4–1
.6 M
Pa
Co
mp
ress
ive
mo
du
lus:
1.4
–6 M
Pa
Shri
nka
ge
afte
r d
ryin
g a
t ro
om
te
mp
erat
ure
: ∼30
%
A: g
oo
d m
ech
anic
al
pro
per
ties
wit
h im
pro
ved
ce
ll at
tach
men
t co
mp
ared
w
ith
pu
re a
lgin
ate
on
ly.
Pro
mo
tes
cell
pro
lifer
atio
n
and
dif
fere
nti
atio
n
D: m
ech
anic
al p
rop
erti
es
dec
reas
e af
ter
incu
bat
ion
w
ith
sim
ula
ted
bo
dy
flu
id
[13]

194 J. 3D Print. Med. (2017) 1(3) future science group
Review Popov, Malferrari & KalaskarB
iom
ater
ials
Cel
lsPr
inti
ng
te
chn
iqu
eA
pp
licat
ion
Co
nst
ruct
mo
rph
olo
gy
Mec
han
ical
pro
per
ties
Ad
van
tag
es (
A)/
dis
adva
nta
ges
(D
)Re
f.
Co
llag
en +
al
gin
ate
+ si
lica
Mo
use
pre
-o
steo
bla
sts
(MC
3T3-
E1)
Low
te
mp
erat
ure
B
iop
lott
er
Bo
ne
Mu
lti-
laye
red
cyl
ind
rica
l st
ruts
(32
4–3
89 μ
m)
wit
h
mes
h-l
ike
inte
rco
nn
ecte
d
stru
ctu
re. H
igh
ly p
oro
us
(>78
%)
wit
h 4
68–4
81 μ
m
aver
age
po
re s
ize
Ten
sile
Yo
un
g’s
mo
du
lus:
1.9
6 ±
0.19
MPa
M
ax. t
ensi
le s
tren
gth
: 0.1
2 ±
0.03
M
Pa
Co
mp
ress
ive
You
ng
’s
mo
du
lus:
∼0.
2–0.
3 M
Pa
A: b
ioco
mp
atib
ility
, ost
eo-
ind
uct
ion
an
d p
rod
uct
ion
o
f b
on
e-lik
e H
A. S
ilica
im
pro
ved
mec
han
ical
p
rop
erti
es c
om
par
ed
wit
h c
olla
gen
+ a
lgin
ate
hyd
rog
els
on
ly
D: 2
-ste
p s
caff
old
fa
bri
cati
on
an
d c
ell
seed
ing
, wit
h >
7-d
ay
coat
ing
pro
cess
th
at c
an
cau
se b
lock
ed p
ore
s
[14]
Silic
on
-do
ped
n
ano
crys
talli
ne
HA
+ P
CL
+ C
NT
Hu
man
o
steo
sarc
om
a (M
G 6
3)
Pneu
mat
ic
Envi
sio
nTEC
3D
B
iop
lott
er®
Bo
ne
Mu
lti-
laye
red
latt
ice.
7
laye
rs w
ith
6 m
m
dia
met
er a
nd
3 m
m
hei
gh
t. In
terc
on
nec
ted
sq
uar
e 45
0–7
00 μ
m p
ore
s
Co
mp
ress
ive
stre
ng
th: ∼
4 M
Pa
Co
mp
ress
ive
elas
tic
mo
du
lus:
50
MPa
A: C
NTs
imp
rove
cel
l at
tach
men
t. 2
% C
NT
scaf
fold
s im
pro
ve
mec
han
ical
pro
per
ties
an
d
elec
tric
al c
on
du
ctiv
ity
D: s
caff
old
s lo
aded
wit
h
mo
re t
han
2%
CN
Ts
dec
reas
e co
mp
ress
ive
resi
stan
ce a
nd
po
rosi
ty
(40%
)
[15]
Gel
MA
MG
63
ost
eob
last
-lik
e ce
lls
Prim
ary
NH
Ost
Cu
sto
miz
ed
bio
pri
nte
rB
on
ePo
res
size
400
μm
, th
ickn
ess
750 μm
H
ydro
gel
wit
h 8
% G
elM
A
Bef
ore
cro
sslin
kin
g: s
tora
ge
mo
du
lus
100
Pa
Aft
er U
V c
ross
linki
ng
: sto
rag
e m
od
ulu
s 10
00 P
a
A: s
tora
ge
mo
du
lus
per
mit
s p
rin
tin
g o
f th
e h
ydro
gel
bef
ore
cr
oss
linki
ng
, an
d U
V-
cro
sslin
kin
g e
nsu
re
suit
able
mec
han
ical
p
rop
erti
es t
o s
tim
ula
te
ost
eob
last
s p
rolif
erat
ion
. G
elM
A h
ydro
gel
has
su
cces
sfu
lly b
een
use
d t
o
coat
tit
aniu
m
D: l
ow
cel
l via
bili
ty
[16]
PCL
+ PL
GA
+
du
ck b
eak
New
Zea
lan
d
Wh
ite
rab
bit
in
viv
o
stu
dy
wit
h 5
m
m c
riti
cal
def
ects
Bio
pri
nti
ng
: m
ult
i hea
d
pn
eum
atic
sy
rin
ge
dis
pen
ser
Bo
ne
3 ×
3 ×
20 m
m o
blo
ng
sc
affo
lds
wit
h 7
7.3%
p
oro
sity
an
d 2
.787
μm
p
ore
s
Co
mp
ress
ive
stre
ng
th: 1
7 M
PaA
: pro
mo
tes
rep
air
and
d
e n
ovo
bo
ne
form
atio
n.
Hig
h c
om
pre
ssiv
e st
ren
gth
co
mp
ared
wit
h P
CL/
PLG
A
imp
lan
ted
sca
ffo
lds
D: i
rreg
ula
r sc
affo
ld
shap
e an
d p
ore
str
uct
ure
/d
istr
ibu
tio
n
[17]
Tab
le 1
. Cel
l-fr
ee a
pp
roac
h f
or
bio
pri
nti
ng
of
mu
scu
losk
elet
al t
issu
es (
con
t.).

195www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications Review
control on placement of cells within matrices and enables the arrangement of biological materials within composite, hierarchical structures and patterns. This promises new opportunities to fabricate reproduc-ible, patient-specific grafts with low risk of immune rejection. The most popular and promising bioprint-ing techniques include inkjet and extrusion printing. However, laser-assisted technologies are also in devel-opment [7]. Details on the various 3D bioprinting tech-niques are reported elsewhere [8].
To date, several research groups have bioprinted materials and cells for musculoskeletal applica-tions. The two most common approaches used for 3D bioprinting include the printing of cell-free and cell-laden materials. Tables 1 & 2 outline how bone, cartilage, muscle, tendon and ligament tissues have been fabricated using these approaches. Figure 2 s ummarizes the benefits of each approach.
The current literature suggests that synthetic mate-rials are more widespread for cell-free printing, while natural polymers have been commonly combined with cells, prior to extrusion. To evaluate the most popular approaches and materials used for bioprinting of musculoskeletal tissues, we reviewed the l iterature p ublished in this area during the last 15 years. Figure 3 summarizes the various materials used for 3D print-ing using cell-free and cell-laden approaches in MSK tissue engineering. The data suggest that around 84% of the materials used for cell-free printing are synthetic. This is primarily because these materials provide the strong mechanical properties required for musculoskeletal applications. The remaining 16% of articles show feasibility of this cell-free approach using natural materials, such as collagen and alginate, and this can be due to their higher biocompatibility compared with synthetic materials.
One good example of cell-free printing for bone repair focused on composite scaffold printing, where polycaprolactone-hydroxyapatite-carbon nanotubes were printed with pores in the range of 450–700 μm (Figure 4) [15]. This work highlights that cell-free bio-logical materials can be classed as bioinks. Results show that a 4 MPa compressive strength was obtained and this is analogous to trabecular bone. The com-posite scaffolds also exhibited enhanced cell adhe-sion and improved hydroxyapatite bioactivity, when seeded with MG63 osteoblast-like cells. Nevertheless, the materials were distinct from native bone due to the presence of PCL and carbon nanotubes, and the cells were seeded in a traditional engineering approach. This led to uneven cell seeding/distribution.
In the literature, naturally derived biomateri-als, such as alginate [14,20], collagen [14], gelatin and fibrin [25], have successfully promoted cell adhesion, B
iom
ater
ials
Cel
lsPr
inti
ng
te
chn
iqu
eA
pp
licat
ion
Co
nst
ruct
mo
rph
olo
gy
Mec
han
ical
pro
per
ties
Ad
van
tag
es (
A)/
dis
adva
nta
ges
(D
)Re
f.
Co
llag
en +
al
gin
ate
+ si
lica
Mo
use
pre
-o
steo
bla
sts
(MC
3T3-
E1)
Low
te
mp
erat
ure
B
iop
lott
er
Bo
ne
Mu
lti-
laye
red
cyl
ind
rica
l st
ruts
(32
4–3
89 μ
m)
wit
h
mes
h-l
ike
inte
rco
nn
ecte
d
stru
ctu
re. H
igh
ly p
oro
us
(>78
%)
wit
h 4
68–4
81 μ
m
aver
age
po
re s
ize
Ten
sile
Yo
un
g’s
mo
du
lus:
1.9
6 ±
0.19
MPa
M
ax. t
ensi
le s
tren
gth
: 0.1
2 ±
0.03
M
Pa
Co
mp
ress
ive
You
ng
’s
mo
du
lus:
∼0.
2–0.
3 M
Pa
A: b
ioco
mp
atib
ility
, ost
eo-
ind
uct
ion
an
d p
rod
uct
ion
o
f b
on
e-lik
e H
A. S
ilica
im
pro
ved
mec
han
ical
p
rop
erti
es c
om
par
ed
wit
h c
olla
gen
+ a
lgin
ate
hyd
rog
els
on
ly
D: 2
-ste
p s
caff
old
fa
bri
cati
on
an
d c
ell
seed
ing
, wit
h >
7-d
ay
coat
ing
pro
cess
th
at c
an
cau
se b
lock
ed p
ore
s
[14]
Silic
on
-do
ped
n
ano
crys
talli
ne
HA
+ P
CL
+ C
NT
Hu
man
o
steo
sarc
om
a (M
G 6
3)
Pneu
mat
ic
Envi
sio
nTEC
3D
B
iop
lott
er®
Bo
ne
Mu
lti-
laye
red
latt
ice.
7
laye
rs w
ith
6 m
m
dia
met
er a
nd
3 m
m
hei
gh
t. In
terc
on
nec
ted
sq
uar
e 45
0–7
00 μ
m p
ore
s
Co
mp
ress
ive
stre
ng
th: ∼
4 M
Pa
Co
mp
ress
ive
elas
tic
mo
du
lus:
50
MPa
A: C
NTs
imp
rove
cel
l at
tach
men
t. 2
% C
NT
scaf
fold
s im
pro
ve
mec
han
ical
pro
per
ties
an
d
elec
tric
al c
on
du
ctiv
ity
D: s
caff
old
s lo
aded
wit
h
mo
re t
han
2%
CN
Ts
dec
reas
e co
mp
ress
ive
resi
stan
ce a
nd
po
rosi
ty
(40%
)
[15]
Gel
MA
MG
63
ost
eob
last
-lik
e ce
lls
Prim
ary
NH
Ost
Cu
sto
miz
ed
bio
pri
nte
rB
on
ePo
res
size
400
μm
, th
ickn
ess
750 μm
H
ydro
gel
wit
h 8
% G
elM
A
Bef
ore
cro
sslin
kin
g: s
tora
ge
mo
du
lus
100
Pa
Aft
er U
V c
ross
linki
ng
: sto
rag
e m
od
ulu
s 10
00 P
a
A: s
tora
ge
mo
du
lus
per
mit
s p
rin
tin
g o
f th
e h
ydro
gel
bef
ore
cr
oss
linki
ng
, an
d U
V-
cro
sslin
kin
g e
nsu
re
suit
able
mec
han
ical
p
rop
erti
es t
o s
tim
ula
te
ost
eob
last
s p
rolif
erat
ion
. G
elM
A h
ydro
gel
has
su
cces
sfu
lly b
een
use
d t
o
coat
tit
aniu
m
D: l
ow
cel
l via
bili
ty
[16]
PCL
+ PL
GA
+
du
ck b
eak
New
Zea
lan
d
Wh
ite
rab
bit
in
viv
o
stu
dy
wit
h 5
m
m c
riti
cal
def
ects
Bio
pri
nti
ng
: m
ult
i hea
d
pn
eum
atic
sy
rin
ge
dis
pen
ser
Bo
ne
3 ×
3 ×
20 m
m o
blo
ng
sc
affo
lds
wit
h 7
7.3%
p
oro
sity
an
d 2
.787
μm
p
ore
s
Co
mp
ress
ive
stre
ng
th: 1
7 M
PaA
: pro
mo
tes
rep
air
and
d
e n
ovo
bo
ne
form
atio
n.
Hig
h c
om
pre
ssiv
e st
ren
gth
co
mp
ared
wit
h P
CL/
PLG
A
imp
lan
ted
sca
ffo
lds
D: i
rreg
ula
r sc
affo
ld
shap
e an
d p
ore
str
uct
ure
/d
istr
ibu
tio
n
[17]
Tab
le 1
. Cel
l-fr
ee a
pp
roac
h f
or
bio
pri
nti
ng
of
mu
scu
losk
elet
al t
issu
es (
con
t.).
Bio
mat
eria
lsC
ells
Prin
tin
g
tech
niq
ue
Ap
plic
atio
nC
on
stru
ct m
orp
ho
log
yM
ech
anic
al p
rop
erti
esA
dva
nta
ges
(A
)/d
isad
van
tag
es (
D)
Ref.
PLA
+H
AIn
viv
o
imp
lan
tati
on
o
f M
SCs
fro
m
New
Zea
lan
d
rab
bit
s
Des
kto
p
3D p
rin
ter
(Do
t G
o 3
D
Tech
no
log
y C
orp
ora
tio
n,
Xia
ng
tan
, C
hin
a)
An
teri
or
cru
ciat
e lig
amen
t
Scre
w-l
ike
scaf
fold
, 10
× 2.
1 ×
2.1
mm
Po
res ∼2
90 μ
m
N/A
A:in
viv
o w
ork
sh
ow
ed
go
od
bo
ne
/gra
ft in
terf
ace
and
su
cces
sfu
l ten
do
n
hea
ling
wit
hin
bo
ne
tun
nel
D
: no
mec
han
ical
tes
t an
d
scaf
fold
no
t re
pre
sen
tati
ve
of
ph
ysio
log
ical
en
viro
nm
ent
[18]

196 J. 3D Print. Med. (2017) 1(3)
Figure 3. 3D bioprinting for musculoskeletal applications. Percentage of various materials used in (A) cell-free and (B) cell-laden printing for musculoskeletal applications. The data are based on articles published in the last 15 years using the search terms ‘3D printing’, ‘bioprinting’ and ‘bioink’ associated with ‘bone’, ‘cartilage’, ‘osteochondral’, ‘muscle’, ‘tendon’ and ‘ligament’.
Silica6%
Collagen5%
GelMA6% PLGA
17%
PLA11%
HA22%
PCL17%
β-TCP5%
Alginate11%
Cell-free printing
Cell-laden printing
Cellulose9%
Polyurethane3%
PLGA3% HA
3%
PCL21%
Alginate25%
Collagen9%
Agarose3%
Hyaluronic acid9%
Gelatine6%
PEGDMA3%
Fibrin3%
dECM3%
future science group
Review Popov, Malferrari & Kalaskar
proliferation and osteochondral differentiation with both cell-free and cell-laden printing approaches. However, natural materials were the most com-mon materials used for cell-laden printing (70% of total reported in literature, Figure 3B) for musculo-skeletal applications. This is predominantly because of their capacity to form gels that can support cell e ncapsulation and survival during the 3D printing process.
Due to their poor mechanical properties, some of these natural biomaterials have been co-printed with other synthetic polymers for musculoskeletal applica-tions. This can be realized by using multi-tool printing, which requires special modifications to printers such as incorporation of additional print heads or extruders. Daly et al. used multi-tool printing to produce a mechan-ically reinforced cartilaginous template mimicking the geometry of a vertebral disk [26]. This is an exciting study

197www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications ReviewTa
ble
2. C
ell-
lad
en a
pp
roac
h f
or
bio
pri
nti
ng
of
mu
scu
losk
elet
al t
issu
es.
Bio
mat
eria
lsC
ells
Prin
tin
g t
ech
niq
ue
Ap
plic
atio
nC
on
stru
ct
mo
rph
olo
gy
Mat
eria
l p
rop
erti
esA
dva
nta
ges
/dis
adva
nta
ges
Ref
.
Lutr
ol F
127
+ M
atri
gel
®
+ al
gin
ate
+ m
eth
ylce
llulo
se
+ ag
aro
se
Go
at b
on
e m
arro
w
stro
mal
cel
lsPn
eum
atic
En
visi
onT
EC 3
D
Bio
plo
tter
®
Bo
ne
20 ×
20
mm
re
ctan
gu
lar
3D
scaf
fold
s w
ith
300
μm
sp
acin
g b
etw
een
fi
ber
s an
d 1
50 μ
m
laye
r th
ickn
ess
N/A
A: c
ell v
iab
ility
no
t af
fect
ed
by
pri
nte
r n
ozzl
e. M
ater
ials
p
rom
ote
d c
ell p
rolif
erat
ion
an
d
dif
fere
nti
atio
n in
to o
steo
gen
ic
linea
ge
D: h
ydro
gel
s st
iffn
ess
lead
ing
to
fu
sio
n o
f ad
jace
nt
laye
rs, a
nd
no
tr
ansv
erse
po
res
[19]
Alg
inat
eH
um
an a
rtic
ula
r ch
on
dro
cyte
s +
hM
SCs
Bio
Scaf
fold
er™
p
neu
mat
ic s
yste
mO
steo
cho
nd
ral
Ten
-lay
er
rect
ang
ula
r 3D
sc
affo
lds
(10
× 10
m
m)
wit
h s
pac
ing
b
etw
een
fib
ers
of
0.8
–2.5
mm
. 100
μm
la
yer
thic
knes
s
Vis
cosi
ty: 0
.5–
1000
Pa.
sA
: co
ntr
olle
d c
ell d
istr
ibu
tio
n/
enca
psu
lati
on
in h
ydro
gel
s.
Co
mb
ine
mu
ltip
le c
ell t
ypes
D
: po
or
mec
han
ical
str
eng
th o
f al
gin
ate
and
fu
sed
tra
nsv
ersa
l p
ore
s
[20]
Cel
l-la
den
al
gin
ate
surr
ou
nd
ing
ce
ll-fr
ee P
CL
(cel
l-fr
ee)
Hu
man
ch
on
dro
cyte
s (C
20A
4)B
ioSc
affo
lder
™
pn
eum
atic
sys
tem
Har
d t
issu
e6
× 60
× 2
mm
re
ctan
gu
lar
latt
ice
scaf
fold
s w
ith
2 μ
m
fib
er s
pac
ing
You
ng
’s m
od
ulu
s:
∼6.5
MPa
A: P
CL
imp
rove
s m
ech
anic
al
pro
per
ties
of
alg
inat
e D
: hig
h d
epo
siti
on
tem
per
atu
res
of
PCL
are
det
rim
enta
l to
cel
l vi
abili
ty in
alg
inat
e
[21]
PCL
+ PL
GA
+
atel
oco
llag
enM
ou
se p
re-
ost
eob
last
s (M
C3T
3-E1
)
Bio
pri
nti
ng
: m
ult
ihea
d p
neu
mat
ic
syri
ng
e d
isp
ense
r
Het
ero
gen
eou
s ti
ssu
eH
ybri
d s
caff
old
wit
h
alte
rnat
ed la
yers
of
syn
thet
ic a
nd
nat
ura
l m
ater
ials
, wit
h 4
00
μm fi
ber
s
N/A
A: s
caff
old
pro
mo
tes
cell
pro
lifer
atio
n a
nd
go
od
via
bili
ty
D: n
o c
on
sid
erat
ion
of
mec
han
ical
p
rop
erti
es
[22]
PCL
+ h
yalu
ron
ic a
cid
+
atel
oco
llag
en
Hu
man
mes
ench
ymal
st
rom
al in
rab
bit
kn
eeB
iop
rin
tin
g: m
ult
i h
ead
pn
eum
atic
sy
rin
ge
dis
pen
ser
Ost
eoch
on
dra
lH
ydro
gel
s w
ith
250
an
d 5
00 μ
m p
ore
s,
bet
wee
n 2
50 μ
m P
CL
fib
ers.
5 m
m r
abb
it
knee
def
ect
fille
d
N/A
A: m
ult
ilaye
red
co
nst
ruct
s w
ith
ou
t ch
emic
al o
r p
hys
ical
cr
oss
linki
ng
. PC
L al
low
ed c
ell
rich
hyd
rog
els
wit
h c
on
tro
lled
st
ruct
ure
D
: no
co
nsi
der
atio
n o
f m
ech
anic
al
pro
per
ties
[23]

198 J. 3D Print. Med. (2017) 1(3) future science group
Review Popov, Malferrari & KalaskarTa
ble
2. C
ell-
lad
en a
pp
roac
h f
or
bio
pri
nti
ng
of
mu
scu
losk
elet
al t
issu
es (
con
t.).
Bio
mat
eria
lsC
ells
Prin
tin
g t
ech
niq
ue
Ap
plic
atio
nC
on
stru
ct
mo
rph
olo
gy
Mat
eria
l p
rop
erti
esA
dva
nta
ges
/dis
adva
nta
ges
Ref
.
PEG
DM
AH
um
an a
rtic
ula
r ch
on
dro
cyte
sTh
erm
al in
kjet
p
rin
ter:
Hew
lett
-Pa
ckar
d D
eskj
et 5
00
Car
tila
ge
Cylin
dri
cal
ost
eoch
on
dra
l plu
gs,
4
mm
in d
iam
eter
an
d 2
mm
in d
epth
Co
mp
ress
ive
mo
du
lus:
321
.06
± 43
.99
kPa
Swel
ling
rat
io:
6.10
–11.
80%
A: s
imu
ltan
eou
s p
ho
to-
po
lym
eriz
atio
n d
uri
ng
3D
pri
nti
ng
to
mai
nta
in p
reci
se c
ell p
osi
tio
n
du
rin
g la
yer-
by-
laye
r as
sem
bly
. In
teg
rate
d la
yers
dec
reas
e d
elam
inat
ion
ris
k. C
om
pre
ssiv
e m
od
ulu
s co
mp
arab
le t
o n
ativ
e h
um
an a
rtic
ula
r ca
rtila
ge.
B
ioco
mp
atib
ility
an
d p
rom
oti
on
o
f ch
on
dro
cyte
gro
wth
D
: co
mp
ress
ive
mo
du
le lo
wer
th
an n
on
pri
nte
d P
EGD
MA
du
e to
th
erm
al d
egra
dat
ion
[24]
Gel
atin
-fib
rin
m
atri
xh
MSC
s +
hU
VEC
s +
hu
man
neo
nat
al
der
mal
fib
rob
last
s
Aer
ote
ch A
GB
10,
000
pn
eum
atic
syr
ing
e d
isp
ense
r
Bo
ne
Hyd
rog
el in
a 3
D
per
fusi
on
ch
ip (
725
× 65
0 ×
125
mm
)
Vis
cosi
ty: ≤
1000
Pa
.s
Shea
r el
asti
c m
od
ulu
s:
1–10
,000
Pa
Plat
eau
mo
du
lus:
30
0–5
000
Pa
Yie
ld s
tres
s:
700
–900
0 Pa
A: p
rolif
erat
ion
an
d
dif
fere
nti
atio
n in
to o
steo
gen
ic
linea
ge
aro
un
d v
esse
ls p
erfu
sed
w
ith
ost
eog
enic
med
ium
. Cel
ls
surv
ive
for
mo
re t
han
6 w
eeks
. Th
ick
(>1
cm)
vasc
ula
rize
d
con
stru
ct
D: w
eak
mec
han
ical
pro
per
ties
of
the
con
stru
ct d
ue
to g
elat
in a
nd
fi
bri
n p
rop
erti
es (
no
t as
sess
ed)
[25]
Alg
inat
e +
PCL
Porc
ine
MSC
s3D
Dis
cove
ry m
ult
i-h
ead
pn
eum
atic
b
iop
rin
tin
g s
yste
m
Bo
ne
Hu
man
ver
teb
rae-
like
stru
ctu
res
wit
h o
rth
og
on
al,
1 m
m P
CL
fib
ers
in
cell-
lad
en a
lgin
ate
hyd
rog
el
Co
mp
ress
ive
mo
du
lus:
160
0 ±
100
Pa
A: P
CL
rein
forc
ed m
ech
anic
al
pro
per
ties
of
alg
inat
e. C
on
stru
ct
pro
mo
ted
en
do
cho
nd
ral
oss
ifica
tio
n a
nd
vas
cula
riza
tio
n
po
stim
pla
nta
tio
n
D: c
o-p
rin
tin
g o
f M
SC-l
aden
al
gin
ate
wit
h P
CL
no
t p
oss
ible
in
sm
alle
r d
iam
eter
co
nst
ruct
s (<
6 m
m).
Alg
inat
e an
d P
CL
no
t cr
oss
linke
d, w
hic
h c
ou
ld b
e a
pro
ble
m u
nd
er h
igh
mec
han
ical
lo
ads.
Tra
nsi
tio
n o
f th
e ca
rtila
ge
mat
rix
into
bo
ne
con
du
cted
in
vitr
o a
nd
no
t in
viv
o
[26]

199www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications ReviewTa
ble
2. C
ell-
lad
en a
pp
roac
h f
or
bio
pri
nti
ng
of
mu
scu
losk
elet
al t
issu
es (
con
t.).
Bio
mat
eria
lsC
ells
Prin
tin
g t
ech
niq
ue
Ap
plic
atio
nC
on
stru
ct
mo
rph
olo
gy
Mat
eria
l p
rop
erti
esA
dva
nta
ges
/dis
adva
nta
ges
Ref
.
Hyd
roxy
apat
ite
+ al
gin
ate
+ PV
A
Mo
use
cal
vari
a 3T
3-E1
ce
llsH
yRel
Sys
tem
30M
w
ith
mo
difi
ed E
MO
-25
ext
rud
er
Bo
ne
7-la
yer
po
rou
s cy
lind
ers
wit
h 1
.5 c
m
dia
met
er a
nd
0.2
cm
h
eig
ht
Sto
rag
e m
od
ulu
s: 2
75–
3572
Pa
A: P
VA
-HA
imp
rove
s p
rin
tab
ility
an
d v
iab
ility
. Go
od
mec
han
ical
p
rop
erti
es a
nd
sca
ffo
ld in
teg
rity
af
ter
14 d
ays
D: s
imp
le s
tru
ctu
res
pri
nte
d a
nd
d
id n
ot
test
cel
l dif
fere
nti
atio
n.
Inva
sive
cel
l via
bili
ty t
esti
ng
(r
up
ture
of
the
scaf
fold
an
d
incu
bat
ion
wit
h s
od
ium
cit
rate
),
wh
ich
may
hav
e ef
fect
ed
rem
ain
ing
cel
ls w
ith
in s
caff
old
[27]
Alg
inat
e +
colla
gen
Pre-
ost
eob
last
s (M
C3T
3-E1
)D
TR2–
2210
T, D
on
gb
u
Ro
bo
t, B
uch
eon
, So
uth
Ko
rea
wit
h
a d
isp
ense
r an
d a
n
aero
sol h
um
idifi
er
(Tes
s-74
00; P
aju
, So
uth
Ko
rea)
Bo
ne
Poro
us
stru
ctu
res
15
× 15
× 3
.6 m
mSt
ora
ge
mo
du
lus:
5–5
00
Pa
Loss
m
od
ulu
s: 1
–200
Pa
V
isco
sity
: 5–2
00
Pa.s
A: p
rese
nce
of
ECM
co
mp
on
ents
g
ives
su
itab
le m
icro
envi
ron
men
t.
Go
od
cel
l via
bili
ty a
nd
p
rolif
erat
ion
D
: po
or
mec
han
ical
pro
per
ties
an
d n
ot
all t
he
test
ed g
els
per
mit
ce
ll p
rolif
erat
ion
an
d m
atu
rati
on
to
ost
eob
last
s
[28]
Nan
ofi
bri
llate
d
cellu
lose
/al
gin
ate
Hu
man
nas
al
cho
nd
rocy
tes
and
h
um
an h
BM
SCs
INK
RED
IBLE
pri
nte
r (C
ELLI
NK
)C
arti
lag
e15
× 1
5 ×
3 m
mC
om
pre
ssiv
e st
ress
: 14.
9 kP
a at
day
0 a
nd
u
p t
o 8
8.2
kPa
afte
r 2
mo
nth
s p
ost
imp
lan
tati
on
A: i
n v
ivo
imp
lan
tati
on
in n
ud
e m
ice
for
60 d
ays
D: s
ize
of
sam
ple
s fo
r co
mp
ress
ive
test
s to
o s
mal
l
[29]
Nan
ofi
bri
llate
d
cellu
lose
+
alg
inat
e +
hya
luro
nic
aci
d
iPSC
s +
cho
nd
rocy
tes
3D D
isco
very
(R
egen
Hu
)C
arti
lag
e7
× 7
× 1.
2 m
mN
/AA
: co
-cu
ltu
re p
erm
itte
d iP
SCs
dif
fere
nti
atio
n in
to c
ho
nd
rocy
tes.
O
bta
ined
hya
line
cart
ilag
e-lik
e ti
ssu
e D
: ab
sen
ce o
f m
ech
anic
al t
esti
ng
[30]
Gel
atin
/h
yalu
ron
ic a
cid
/fi
bri
no
gen
+
PCL
Mo
use
C2C
12
myo
bla
sts
3T3
fib
rob
last
s sc
affo
lds
imp
lan
ted
in
to n
ud
e ra
ts
ITO
PSk
elet
al m
usc
le
typ
e II
15 ×
5 ×
1 m
mC
om
po
un
d
mu
scle
act
ion
p
ote
nti
al: 3
.6 m
V
A: g
oo
d c
ell v
iab
ility
an
d in
du
ced
n
erve
inte
gra
tio
n
D: m
usc
le f
un
ctio
n lo
wer
th
an
po
siti
ve c
on
tro
l an
d d
id n
ot
inve
stig
ate
the
ther
apeu
tic
effi
cacy
[31]

200 J. 3D Print. Med. (2017) 1(3) future science group
Review Popov, Malferrari & Kalaskar
Bio
mat
eria
lsC
ells
Prin
tin
g t
ech
niq
ue
Ap
plic
atio
nC
on
stru
ct
mo
rph
olo
gy
Mat
eria
l p
rop
erti
esA
dva
nta
ges
/dis
adva
nta
ges
Ref
.
Porc
ine
tib
ialis
an
teri
or
mu
scle
d
ecel
lula
rize
d
ECM
+ P
CL
Mo
use
C2C
12
myo
bla
sts
ICB
SSk
elet
al m
usc
lePa
ralle
l, d
iam
on
d
and
ch
ain
ar
chit
ectu
res
Vis
cosi
ty: s
hea
r th
inn
ing
fro
m 5
0 to
0.1
Pa.
s U
ltim
ate
ten
sile
st
ress
: 2–3
.5 k
Pa
Elas
tic
mo
du
lus:
9–1
2 kP
a
A: g
oo
d m
ech
anic
al p
rop
erti
es,
stru
ctu
re a
nd
arc
hit
ectu
re
com
par
ed w
ith
co
llag
en
hyd
rog
els
wid
ely
use
d f
or
tiss
ue
reg
ener
atio
n. T
he
bio
ink
pro
vid
ed
a su
itab
le m
icro
envi
ron
men
t fo
r th
e ce
lls.
D: n
o in
viv
o a
sses
smen
t
[32]
Hya
luro
nic
aci
d/
fib
rin
og
en/
gel
atin
+ P
U o
r PC
L
C2C
12 m
yob
last
s (w
ith
PU
) an
d 3
T3
fib
rob
last
s (w
ith
PC
L)
Inte
gra
ted
org
an
pri
nte
rM
usc
le-t
end
on
u
nit
Cro
ss-s
ecti
on
s 20
× 5
×
1 m
m
10%
ove
rlap
reg
ion
You
ng
’s
mo
du
lus:
45
MPa
fo
r PC
L p
art
Ult
imat
e st
ress
st
rain
: 4.5
–5.5
M
Pa f
or
3 PC
L,
inte
rfac
e an
d P
U
par
t
A: t
he
scaf
fold
was
ela
stic
in
the
mu
scle
hal
f an
d s
tiff
on
th
e te
nd
on
sid
e D
: mec
han
ical
tes
tin
g o
f th
e w
ho
le s
caff
old
is m
issi
ng
[33]
Tab
le 2
. Cel
l-la
den
ap
pro
ach
fo
r b
iop
rin
tin
g o
f m
usc
ulo
skel
etal
tis
sues
(co
nt.
).
201www.futuremedicine.com
Figure 4. Structural properties of PCL-hydroxyapatite composites strengthened with carbon nanotubes for bone repair. (A) Technical drawing, (B) 3D simulation and (C) printed 3D scaffold with square pores. Reproduced with permission from [15].
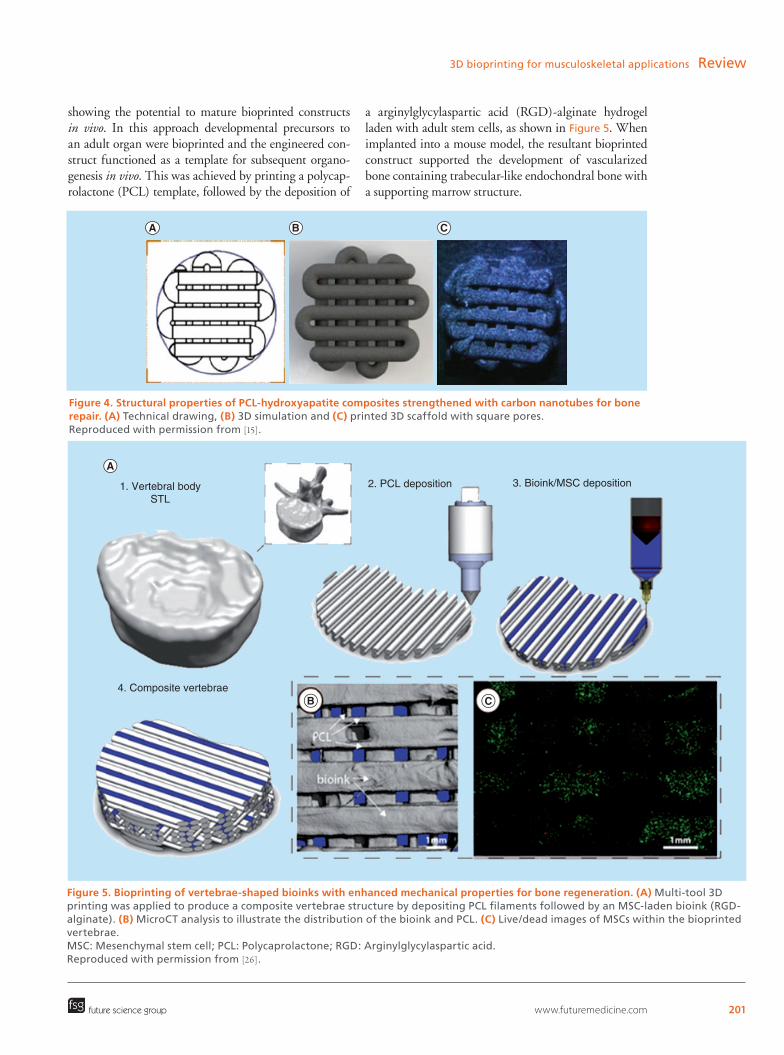
Figure 5. Bioprinting of vertebrae-shaped bioinks with enhanced mechanical properties for bone regeneration. (A) Multi-tool 3D printing was applied to produce a composite vertebrae structure by depositing PCL filaments followed by an MSC-laden bioink (RGD-alginate). (B) MicroCT analysis to illustrate the distribution of the bioink and PCL. (C) Live/dead images of MSCs within the bioprinted vertebrae. MSC: Mesenchymal stem cell; PCL: Polycaprolactone; RGD: Arginylglycylaspartic acid. Reproduced with permission from [26].
2. PCL deposition 3. Bioink/MSC deposition1. Vertebral bodySTL
4. Composite vertebrae
future science group
3D bioprinting for musculoskeletal applications Review
showing the potential to mature bioprinted constructs in vivo. In this approach developmental precursors to an adult organ were bioprinted and the engineered con-struct functioned as a template for subsequent organo-genesis in vivo. This was achieved by printing a polycap-rolactone (PCL) template, f ollowed by the deposition of
a arginylglycylaspartic acid (RGD)-alginate hydrogel laden with adult stem cells, as shown in Figure 5. When implanted into a mouse model, the resultant bioprinted construct supported the development of vascularized bone containing trabecular-like endochondral bone with a s upporting marrow structure.
202 J. 3D Print. Med. (2017) 1(3)
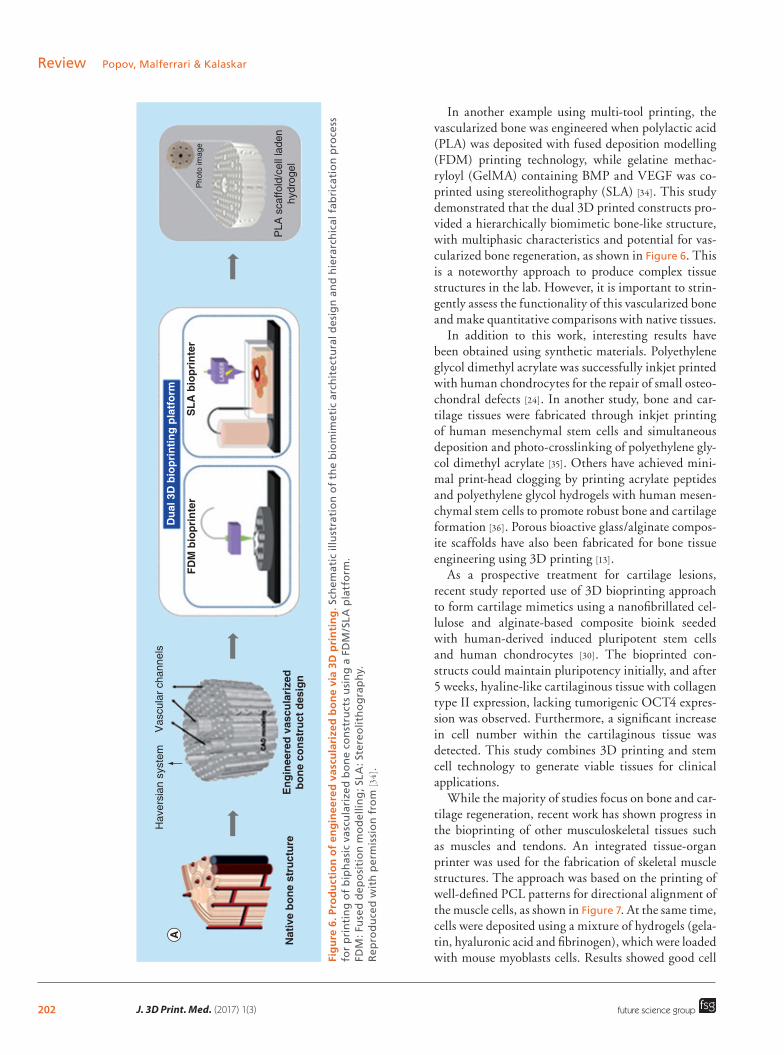
Fig
ure
6. P
rod
uct
ion
of
eng
inee
red
vas
cula
rize
d b
on
e vi
a 3D
pri
nti
ng
. Sch
emat
ic il
lust
rati
on
of
the
bio
mim
etic
arc
hit
ectu
ral d
esig
n a
nd
hie
rarc
hic
al f
abri
cati
on
pro
cess
fo
r p
rin
tin
g o
f b
iph
asic
vas
cula
rize
d b
on
e co
nst
ruct
s u
sin
g a
FD
M/S
LA p
latf
orm
. FD
M: F
use
d d
epo
siti
on
mo
del
ling
; SLA
: Ste
reo
lith
og
rap
hy.
R
epro
du
ced
wit
h p
erm
issi
on
fro
m [3
4].
Nat
ive
bone
str
uctu
reE
ngin
eere
d va
scul
ariz
edbo
ne c
onst
ruct
des
ign
FDM
bio
prin
ter
SLA
bio
prin
ter
Pho
to im
age
PLA
sca
ffold
/cel
l lad
enhy
drog
el
Dua
l 3D
bio
prin
ting
plat
form
Hav
ersi
an s
yste
mV
ascu
lar
chan
nels
future science group
Review Popov, Malferrari & Kalaskar
In another example using multi-tool printing, the vascularized bone was engineered when polylactic acid (PLA) was deposited with fused deposition modelling (FDM) printing technology, while gelatine methac-ryloyl (GelMA) containing BMP and VEGF was co-printed using stereolithography (SLA) [34]. This study demonstrated that the dual 3D printed constructs pro-vided a hierarchically biomimetic bone-like structure, with multiphasic characteristics and potential for vas-cularized bone regeneration, as shown in Figure 6. This is a noteworthy approach to produce complex tissue structures in the lab. However, it is important to strin-gently assess the functionality of this vascularized bone and make quantitative comparisons with native tissues.
In addition to this work, interesting results have been obtained using synthetic materials. Polyethylene glycol dimethyl acrylate was successfully inkjet printed with human chondrocytes for the repair of small osteo-chondral defects [24]. In another study, bone and car-tilage tissues were fabricated through inkjet printing of human mesenchymal stem cells and simultaneous deposition and photo-crosslinking of polyethylene gly-col dimethyl acrylate [35]. Others have achieved mini-mal print-head clogging by printing acrylate peptides and polyethylene glycol hydrogels with human mesen-chymal stem cells to promote robust bone and cartilage formation [36]. Porous bioactive glass/alginate compos-ite scaffolds have also been fabricated for bone tissue engineering using 3D printing [13].
As a prospective treatment for cartilage lesions, recent study reported use of 3D bioprinting approach to form cartilage mimetics using a nanofibrillated cel-lulose and alginate-based composite bioink seeded with human-derived induced pluripotent stem cells and human chondrocytes [30]. The bioprinted con-structs could maintain pluripotency initially, and after 5 weeks, hyaline-like cartilaginous tissue with collagen type II expression, lacking tumorigenic OCT4 expres-sion was observed. Furthermore, a significant increase in cell number within the cartilaginous tissue was detected. This study combines 3D printing and stem cell technology to generate viable tissues for clinical applications.
While the majority of studies focus on bone and car-tilage regeneration, recent work has shown progress in the bioprinting of other musculoskeletal tissues such as muscles and tendons. An integrated tissue-organ printer was used for the fabrication of skeletal muscle structures. The approach was based on the printing of well-defined PCL patterns for directional alignment of the muscle cells, as shown in Figure 7. At the same time, cells were deposited using a mixture of hydrogels (gela-tin, hyaluronic acid and fibrinogen), which were loaded with mouse myoblasts cells. Results showed good cell

203www.futuremedicine.com
Figure 7. Bioprinting of skeletal muscle and implantation in vivo. (A) and (B) scaffold design; (C) scaffold fabrication; cell alignment with PCL (D) and without PCL (E); (F) live/dead assay: green cells are alive and red cells are dead; (G) immunofluorescent staining for myosin heavy chain of the 3D printed muscle after 7D differentiation. The encapsulated myoblasts aligned along the longitudinal direction of the fiber structure; (H) schematic of the ectopic implanted scaffold in vivo; (I) implanted scaffold next to the CPN and (J) immunostaining for desmin. CPN: Common peroneal nerve; PCL: Polycaprolactone. Reproduced with permission from [31] © Nature Publishing Group.
Commonperonealnerve(CPN)
Bioprintedmuscle
Gluteusmuscle
I J
Cell-ladenhydrogel pattern
Cross-sectional view
PCL pillar
Cell-laden hydrogel
After removingPluronic F-127
Fibe
r dire
ction
200 µm
future science group
3D bioprinting for musculoskeletal applications Review
viability, and alignment along the PCL pillars/patterns and muscle-like structures were observed after 7 days. When the constructs were implanted in vivo, they inte-grated with the common peroneal nerve after 2 weeks and the muscle was seen to respond to electrical stim-uli [31]. Even though bioprinting examples in this area are limited, this study provides good evidence that 3D printing can be used for the development of various fibrous tissues (muscle, tendon and ligament) where cellular alignment is a key r equirement [37].
While various materials have been used as bioinks for printing cell-free and cell-laden constructs, cells alone in the form of tissue spheroids have also been
i nvestigated for 3D bioprinting. Printed cells have a fluid nature and over time, they fuse together to form more complex cell aggregates that can potentially lead to tissue formation [38]. In the literature, tissue spheroids have already been successfully used for cartilage tissue engineering [39–41]. However, successful production of constructs using tissue spheroids is still in its infancy and focus needs to be applied on utilizing 3D printing technologies to help with scale-up, r eproducibility and formation of more complex structures [42,43].
Breakdown of the materials used as bioinks for bone and cartilage bioprinting in the last 15 years show some interesting trends. The majority of all the cell-free

204 J. 3D Print. Med. (2017) 1(3)
Figure 8. Characteristic requirements for bioinks in musculoskeletal tissue fabrication.
Rheological properties
Printability Biocompatibility
Vascularisation capacity
Cell differentiation andtissue development
Biodegradation
Cell adhesion,proliferation andmigration
Tissue-specific ECMmimicry
ResolutionMalleability
ReproducibilityCost
Fabrication timeResistance to printingstresses (pressure,temperature and shearforces)
Physico-chemical
Fabrication Biological
Crosslinking/gelationtimeSwelling/contractilityPorosityDegradation ratepH/ionic sensitivity
Mechanical strength/stiffness
Bioinks
future science group
Review Popov, Malferrari & Kalaskar
approaches used materials such as PCL, β-tricalcium phosphate or hydroxyapatite (Figure 3). In contrast, alginate was the most popular material for cell-laden bioinks (25%) and this was followed by PCL (21%) and collagen (9%). Alginate was applied due to its good printability, while PCL is a biocompatible mechanical strength enhancer of the cell-laden hydrogels. Notably, there is greater variety in the materials used for cell-laden printing than cell-free printing.
3D printing has been successfully applied in a variety of ways to address the growing demand for more robust musculoskeletal therapies. Nevertheless, the use of the technology for medical purposes is still in its infancy. There is need for further research and development in both 3D printing technology and bio-ink formulations for successful translation of this t echnology in future.
Musculoskeletal bioinks & their characteristicsBioinks are an integral part of the bioprinting process. Most frequently, they are defined as hydrogel materials used for the encapsulation of cells in 3D bioprinting [44]. However, this definition is very limited and there are a number of examples where b iological m aterials wi thout
cells are also termed as bioinks [45]. Opinion on the exact definition of bioink remains divided. From the literature, it is clear that cell-only [46], cells with sup-porting materials (both synthetic and natural hydro-gels) [26] and biomolecules without cells (BMP2) [47] are also referred to as bioinks.
In the musculoskeletal context, the scenario is even more complex. As seen from the literature review in the previous section, musculoskeletal tissues have been bioprinted using three approaches: cell-free, cell-laden and combination of both approaches (i.e., multimode printing of synthetic polymers, along with encapsu-lated cells). The definition of bioinks becomes even hazier as the commonly used definition of encapsu-lated cells within material becomes very limited in its scope and application. We anticipate that as bioprint-ing research advances through the development of both hardware (3D printers) and novel materials that support this process, the need for an accurate and more inclusive definition will become apparent. Here we will focus on the various bioink used for musculoskeletal applications as reported in literature and define the requirements for the fabrication of functional MSK tis-sues. Figure 8 shows physical–chemical, biological and

205www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications Review
Table 3. Summary of the most popular hydrogels used for musculoskeletal bioprinting.
Material Description Tissue Ref.
Natural hydrogels
Alginate Polysaccharide derived from seaweed, which can be ionically crosslinked with CaCl2. A: fast gelation, general ease of use and low cost. D: low swelling properties can limit cell survival and growth in the long term, and weak mechanical properties (compressive modulus ∼10 kPa). CaCl2 crosslinker can be cytotoxic at high concentrations
Bone [26,62]
Chitosan Polysaccharide derived from chitin and most commonly obtained from the exoskeletons of crustaceans. Commonly crosslinked using genipin or glutaraldehyde. A: good biocompatibility, biodegradability, anti-inflammatory/antibacterial properties and good printability. Structure similar to GAGs in cartilage. D: slow gelation and weak mechanical properties (Young’s modulus in compressive mode for noncrosslinked and genipin crosslinked films is 38.7 and 87.3 kPa). Glutaraldehyde crosslinking is cytotoxic
Bone and cartilage
[63]
Collagen Protein composed of glycine, praline and arginine to form tropocollagen fibers of diameters ranging from 50 to 200 nm. A: good swelling properties and biocompatibility. D: weak mechanical strength (mean peak stress: 0.76 MPa), poor printability and expensive
Bone and cartilage
[64]
Fibrin Fibrin is a nonglobular protein present in the blood produced during blood clotting. Can be enzymatically crosslinked. A: good biocompatibility, swelling and gelation properties. Good printability. D: weak mechanical properties and expensive
Bone [65]
Gelatin Protein obtained from hydrolyzed collagen, which can be crosslinked using temperature and enzymes. A: low cost, biocompatible, biodegradable with high-cell adhesion. D: poor printability. Often found coupled to MA to form GelMA (crosslinked with UV light and harmful to cells), which has significantly increased mechanical properties and improved printability compared with gelatin
Bone and cartilage
[66,67]
HYA Polysaccharide and major component of ECM. (Photo) chemical crosslinking. A: good biocompatibility, good swelling ratio (0–45) fast degradation rates (100–0% residual mass in 8 days). D: weak mechanical properties (storage modulus 400–1000 Pa, loss modulus 3–30 Pa) and limited printability due to shear-thinning
Bone [68]
dECM Tissue decellularized ECM can be obtained using chemical, physical and biological treatments. A: representative of natural ECM environment, tissue-specific, guides for stem cell differentiation and good biocompatibility. D: nonhomogeneous cell seeding and immune reactions if cellular components remain. Decellularization treatments can damage natural ECM. Poor mechanical properties: max storage modulus of 300 and 0–20 Pa loss modulus
Bone Skeletal muscle
[69] [32]
Synthetic hydrogels
PEG Synthetic polymer. Commonly crosslinked via chain-growth and step-growth polymerization, but can also be crosslinked using radiation and other chemical/physical methods. A: US FDA approved and does not trigger immunological responses. The material is soluble in water and organic solvents and has low protein adhesion properties. Good diffusion of nutrients and oxygen, and cell migration. When coupled to MA, it shows high swelling properties (swelling ratio from 37.88 to 100.93%) and good biocompatibility. Compressive modulus of 30–65 kPa and 1.63–6.99 cP viscosity. Good printability. D: often lack bioactive molecules
Bone [36]
Self-assembling peptides
Self-assembling peptide-based gels. A: versatile properties that can be easily tailored by adjusting chemicals and physical parameters. Good extracellular matrix mimicry, while biocompatible and biodegradable. Bioactive molecules can be incorporated. D: peptide gels are degraded by cellular proteolytic enzymes to cause shrinkage (20% of hydrogel volume in 12 days). Consequently, the mechanical properties become weaker (decrease from 50 to 10 Pa in 12 days)
Bone [70]
A D

206 J. 3D Print. Med. (2017) 1(3) future science group
Review Popov, Malferrari & Kalaskar
fabrication requirements for musculoskeletal bioinks. Most of these requirements are similar to soft tissue bioprinting; however, they become specific for mus-culoskeletal applications when additional mechanical stiffness and rigidity is required to fabricate structur-ally competent tissues.
In the body, cells are found in highly organized environments, which are rich in water, nutrients and growth factors [48]. The review paper by Murphy pro-vides an excellent overview Due to their significant water content, hydrogels have been identified as a primary material for bioprinting. Additionally, their hydrophilic nature allows hydrogels to retain large vol-umes of water without preventing a variety of cross-linking methods to be applied during fabrication of 3D networks [49]. In addition to this, hydrogels can be formulated to respond to various external stimuli such as temperature, electric or magnetic fields, light, pressure and sound vibrations before, during or after printing process [50]. Chemical factors including pH, solvent composition, ionic strength and molecular species also affect hydrogel properties. Therefore, a good understanding of these parameters on printabil-ity, stability in both in vitro and in vivo environments becomes essential.
Materials for bioprinting must be biocompatible and mimic natural cellular or tissue environment [51,52]. Specifically, materials used for cell encapsulation must mimic the natural environment of cells and it has been demonstrated that hydrogels based on extracellular matrix components permit this [53,54].
In terms of fabrication, printing materials should exhibit good printability and sufficient mechanical properties for cellular support and maintenance of the 3D structures [51]. For example, since highly viscous hydrogels are prone to clogging phenomena in the nozzles of extrusion-based printers, shear-thinning of some hydrogels, such as hyaluronic acid and peptide gels, can be advantageous [55,56]. However, it is impor-tant to adapt these hydrogels so they are able to ‘self-heal’ and maintain their printed structure once depos-ited [57]. Gelation time, along with the capacity to respond to physiological shear, tensile and compressive stresses, are other key parameters in bioprinting, which determine whether a printed construct can maintain its structure in a physiological environment [58,59].
Hydrogels for bioprinting of musculoskeletal tissues can be classified as natural or synthetic depending on their origin [60,61] and the most common ones used in the literature are summarized in Table 3.
Most natural hydrogels are based on components of the mammalian extracellular matrix (ECM), even though polymers from alternative sources, such as algae, are gaining interest [71]. Natural hydrogels
show significant bioactivity compared with synthetic materials due to the intrinsic presence of biomol-ecules used for signaling, adhesion, biocompatibility and self-remodeling [2]. While bioactive components are important for cell growth and differentiation, the application of natural materials can lead to batch-to-batch variability, immunogenic reactions and disease transmission [72]. Interestingly, it has been observed that natural polymers, such as hyaluronic acid, lam-inin, fibronectin and collagen, are more susceptible to cell-driven biodegradation [73].
It is important to note that as well as individual com-ponents of the ECM, decellularized ECM has similarly been successfully utilized as bioinks in the printing of tissue analogs [74,75]. Tissue decellularized ECM can be obtained using chemical, physical and biological treatments and provides an excellent representation of the natural ECM environment [76]. At the same time, decellularized ECM can lead to nonhomogeneous cell seeding and immune reactions, if cellular components are not fully removed [76]. Furthermore, decellulariza-tion treatments can damage the natural ECM and show poor mechanical properties in the material.
Synthetic materials are advantageous in terms of reproducibility and ease of processing compared with natural polymers. These polymers can sometimes lead to immunogenic reactions after partial degrada-tion, but this can be controlled and accelerated with the addition of matrix metalloproteinases, which show excellent biocompatibility [77,78]. Furthermore, syn-thetic materials can be tailored to form complexes with ECM proteins by covalent crosslinking.
These covalently bound molecules can be adhesion proteins or growth factors that enhance cell response within the hydrogels [58].
Challenges in bioprinting of musculoskeletal tissuesIn addition to the hardware used for bioprinting, mate-rial availability and their selection are significant chal-lenges and limitations for the success of bioprinting in musculoskeletal tissue fabrication. Materials/bioinks composed of naturally derived materials are limited in their application due to batch-to-batch variability and often lack the mechanical strength required to mimic the in vivo environment of native musculoskeletal tis-sues [59]. In the literature, this issue is often resolved by combining the natural inks with stronger biocompat-ible materials, such as PCL, PLA and PLGA [9,17], as described previously.
Furthermore, bioinks are presently limited by their printability and resolution. Materials are often required to be viscous in order to maintain the morphology of printed structures and improve mechanical strength,

207www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications Review
but this can lead to blockages and unreliable material deposition. Importantly, this has adverse effects on the print quality and resolution, which can be detrimental to achieving the highly hierarchical structures in the tissues of the MSK.
Tuneable, synthetic bioinks can provide a wide range of desirable properties, including controlled mechanics, degradation and printability. However, the techniques required to synthesize and crosslink these materials can cause cytotoxicity and prevent the abil-ity to incorporate cells during the print process. For example, the monomers and photo initiators in some printable materials are toxic, but following UV cross-linking, the polymers formed are biocompatible and can support cell survival [79,80].
Further, printing of mechanically stable gela-tin in the form of GelMA traditionally requires UV light during the print process and can damage cells. Recently, this challenge has been overcome by devel-oping GelMA that can be crosslinked using visible light [81]. Crosslinking of natural bioinks can similarly be associated with cytotoxicity, but this can often be alleviated by using low crosslinker concentrations or replacing with nontoxic analogs. For example, calcium chloride is used for crosslinking alginate, whereas glu-taraldehyde is used for crosslinking collagen, gelatin or chitosan. Calcium chloride is not toxic at low con-centrations, while glutaraldehyde can be replaced with alternatives like genipin, during the crosslinking of collagen, gelatin and chitosan [82–84].
Hydrogels are the most utilized materials in bio-printing, due to their high water content and parallels to native ECM. However, these biomaterials show poor mechanical properties, so compromises must be made when considering characteristics such as composition, printability and mechanical strength. In the bioprint-ing of musculoskeletal tissues this has been overcome to an extent by incorporating multiple printing tech-nologies at the same time. This approach permits deposition of materials with good mechanical proper-ties and cell-laden bioinks, within a single e ngineered construct [21,26].
Furthermore, the fundamental layer-by-layer nature of most printing techniques leads to difficulties in producing complex and hollow structures. This can be resolved by incorporating sacrificial materials for structural support during the fabrication process but this also increases the technological complexity, cost and time of the printing. Once the resolution, repro-ducibility, speed and customization of current printing technologies have been defined and optimized, bio-printing can provide cost-effective and high-through-put systems for drug screening and tissue replacement. Importantly, robust methods for construct maturation
and long-term maintenance, as well as quality control measures for bioprinted tissues, need to be considered in parallel with the technological advances of printers. Regulatory concerns, such as the ethics of stem cells and the use of Class II medical devices are also key factors to contemplate, for the success of bioprinting approach. Furthermore, at present there are no specific 3D bioprinting regulations defined by the Medicines and Healthcare Products Regulatory Agency in the UK or US FDA in the USA.
Future perspectivePrinting of natural ECM-based materials embedded with cells provides significant advantages for tissue engineering, including biocompatibility, robust con-trol of cell distribution and density within the scaf-fold. Nevertheless, traditionally materials have been produced and seeded with cells afterward, and this can also be applied to printed constructs. In fact, this approach permits scaffolds with enhanced mechanical properties and resolution that natural materials often lack for musculoskeletal applications. Furthermore, co-printing of cell-laden and cell-free materials has been revealed to be beneficial for musculoskeletal tissue engineering applications [12,21,26]. All these approaches (cell-laden, cell-free and a combination of both) aim to obtain a complex, living tissue able to develop and mature, using the same fundamental technology.
The bioprinting literature suggests that the defini-tion of bioinks remains ambiguous. This is because various components such as cells, biomolecules, syn-thetic materials either alone or in combination, are all defined as bioinks by different groups. Consensus on bio-ink definition is required. With the development of new bioinks in the future, nanobiofabrication of organs will become a reality and this will help to alle-viate the increasing organ shortages worldwide. More specifically, technological advances in material sci-ence and engineering will permit versatility, nanoscale resolution and controllable distributing of cells and biomaterials, for a range of biomedical applications, i ncluding musculoskeletal repair.
The literature shows that bioprinting of muscles, tendons and ligaments is still a challenge; however, promising progress has been made in bioprinting of bone and cartilage. Stiff materials have been combined with natural cell-laden hydrogels to form composite constructs that are mechanically stable with the ability to mimic the native ECM environment of osteochon-dral tissues. Further, it has been demonstrated that these scaffolds can be combined with stem cells to per-mit osteochondral development in vivo [26]. Progress has even been made in the bioprinting of vascularized bone [34]. Biosensors for bone formation [85], and pro-

208 J. 3D Print. Med. (2017) 1(3) future science group
Review Popov, Malferrari & Kalaskar
Executive summary
BackgroundSuccessful translation of tissue engineering and regenerative medicine research relies on efficient, robust and cost-effective fabrication techniques.Bioprinting is an automated additive manufacturing process that permits the fabrication of 3D structures by selectively depositing biological materials layer-by-layer.
Bioprinting & its role in musculoskeletal tissue fabricationBioprinting in the literature shows promise for musculoskeletal regeneration.Greater understanding of the native environment in tissues and organs is required to maintain cell viability.Printer hardware needs to be developed to combine cell health with desired biomaterials characteristics.
Musculoskeletal bioinks & their characteristicsBioinks can be printable biological materials that must be compatible with the biological, chemical and physical requirements of native tissues.To be suitable for musculoskeletal applications, a bioink must have suitable mechanical strength for cellular support and maintenance in 3D structures.A range of natural and synthetic materials have been used for musculoskeletal applications.Natural materials provide the biological properties for tissue development but lack the mechanical strength of bone and cartilage. Synthetic materials provide a solution to this challenge but are less bioactive.The most promising examples in the literature, combine cell-free and cell-laden printing.
Challenges in bioprinting of musculoskeletal tissuesBioinks cannot currently mimic the environments that cells experience in vivo.Printing living cells is challenging because there are multiple variables that need to be controlled and optimized when cells are combined with biomaterials.Hard tissues require mechanical strength that natural hydrogels often lack and synthetic materials can be detrimental to cell viability.
Future perspectiveBioinks must meet the following requirements: biocompatibility, biodegradability, good printability and sufficient mechanical strength for cellular support and maintenance of the 3D structures.The use of bioinks in bioprinting remains a developing and expanding multidisciplinary technology with substantial potential for the future successes of tissue engineering and regenerative medicine.
tein and DNA arrays of stem cells [86,87] have already been bioprinted, while next generation printable mate-rials for controlling osteochondral cellular microenvi-ronments are also in development. Nevertheless, these examples are all proof of concept studies and signifi-cant validation and development of next generation bioinks and their printing process is required in the future.
Fundamentally, the success of bioprinting in tis-sue engineering is heavily reliant on improvements in bioink properties, printing technologies, vasculariza-tion of tissues and controlled scaffold and cell matu-ration. Crucially for bone and cartilage applications, it is important to improve the mechanical proper-ties of bioinks and to maximize the resolution of the printed constructs. Innovative bioinks with benefits for musculoskeletal applications that are currently being developed include, dynamic switchable hydrogels with local variations in the density and size of collagen fibers throughout 3D tissues [88,89], and oxygen releasing b iomaterials [90,91].
ConclusionBioprinting promises to be an important tool to fab-ricate complex tissue and organs. However, there are significant challenges to be resolved in terms of techno-logical advances. Research to date has laid strong foun-dations and promise for the feasibility in manufactur-ing artificial organs, including musculoskeletal tissues. Bioprinting and the use of bioinks remain developing and expanding multidisciplinary fields of research with substantial potential for the future successes of tissue engineering and regenerative medicine.
Financial & competing interests disclosure

209www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications Review
ReferencesPapers of special note have been highlighted as:
1 Wang XH, Ao Q, Tian XH et al. 3D bioprinting technologies for hard tissue and organ engineering. Materials 9(10), 802 (2016).
2 Malda J, Visser J, Melchels FP et al. 25th anniversary article: engineering hydrogels for biofabrication. Adv. Mater. 25(36), 5011–5028 (2013).
3 Amini AA, Nair LS. Injectable hydrogels for bone and cartilage repair. Biomed. Mater. 7(2), 024105 (2012).
4 Yang G, Rothrauff BB, Tuan RS. Tendon and ligament regeneration and repair: clinical relevance and developmental paradigm. Birth Defects Res. C Embryo Today 99(3), 203–222 (2013).
5 Mielcarek M, Leisenring W, Torok-Storb B, Storb R. Graft-versus-host disease and donor-directed hemagglutinin titers after ABO-mismatched related and unrelated marrow allografts: evidence for a graft-versus-plasma cell effect. Blood 96(3), 1150–1156 (2000).
6 Oryan A, Alidadi S, Moshiri A, Maffulli N. Bone regenerative medicine: classic options, novel strategies, and future directions. J. Orthop. Surg. Res. 9(1), 18 (2014).
7 Li J, Chen M, Fan X, Zhou H. Recent advances in bioprinting techniques: approaches, applications and future prospects. J. Transl. Med. 14(1), 271 (2016).
8 Murphy SV, Atala A. 3D bioprinting of tissues and organs. Nat. Biotechnol. 32(8), 773–785 (2014).
9 Sherwood JK, Riley SL, Palazzolo R et al. A three-dimensional osteochondral composite scaffold for articular cartilage repair. Biomaterials 23(24), 4739–4751 (2002).
10 Leukers B, Gulkan H, Irsen SH et al. Hydroxyapatite scaffolds for bone tissue engineering made by 3D printing. J. Mater. Sci. Materi. Med. 16(12), 1121–1124 (2005).
11 Ge ZG, Wang LS, Heng BC et al. Proliferation and differentiation of human osteoblasts within 3D printed poly-lactic-co-glycolic acid scaffolds. J. Biomater. Appl. 23(6), 533–547 (2009).
12 Park SA, Lee SH, Kim WD. Fabrication of porous polycaprolactone/hydroxyapatite (PCL/HA) blend scaffolds using a 3D plotting system for bone tissue engineering. Bioprocess Biosyst. Eng. 34(4), 505–513 (2011).
13 Luo YX, Wu CT, Lode A, Gelinsky M. Hierarchical mesoporous bioactive glass/alginate composite scaffolds fabricated by three-dimensional plotting for bone tissue engineering. Biofabrication 5(1), 015005 (2013).
14 Lee H, Kim Y, Kim S, Kim G. Mineralized biomimetic collagen/alginate/silica composite scaffolds fabricated by a low-temperature bio-plotting process for hard tissue regeneration: fabrication, characterisation and in vitro cellular activities. J. Mater. Chem. B 2(35), 5785–5798 (2014).
15 Goncalves EM, Oliveira FJ, Silva RF et al. Three-dimensional printed PCL-hydroxyapatite scaffolds filled with CNTs for bone cell growth stimulation. J. Biomed. Mater. Res. B Appl. Biomater. 104(6), 1210–1219 (2016). Highlights
that cell-freebiological materials can be classed as bioinks.
16 Christine M, Jasmin L, Michael O, Jennifer C, Andre S, Alexis FS-B. 3D bioprinting of GelMA scaffolds triggers mineral deposition by primary human osteoblasts. Biofabrication 9(1), 015009 (2017).
17 Lee JY, Son SJ, Son JS, Kang SS, Choi SH. Bone-healing capacity of PCL/PLGA/duck beak scaffold in critical bone defects in a rabbit model. BioMed Res. Int. 2016, 2136215 (2016).
18 Liu A, Xue G-H, Sun M et al. 3D printing surgical implants at the clinic: a experimental study on anterior cruciate ligament reconstruction. Sci. Rep. 6, 21704 (2016).
19 Fedorovich NE, Dewijn JR, Verbout AJ, Alblas J, Dhert WJA. Three-dimensional fiber deposition of cell-laden, viable, patterned constructs for bone tissue printing. Tissue Eng. Part A 14(1), 127–133 (2008).
20 Fedorovich NE, Schuurman W, Wijnberg HM et al. Biofabrication of osteochondral tissue equivalents by printing topologically defined, cell-laden hydrogel scaffolds. Tissue Eng. C Methods 18(1), 33–44 (2012).
21 Schuurman W, Khristov V, Pot MW, van Weeren PR, Dhert WJA, Malda J. Bioprinting of hybrid tissue constructs with tailorable mechanical properties. Biofabrication 3(2), 7 (2011).
22 Shim JH, Kim JY, Park M, Park J, Cho DW. Development of a hybrid scaffold with synthetic biomaterials and hydrogel using solid freeform fabrication technology. Biofabrication 3(3), 034102 (2011).
23 Shim JH, Jang KM, Hahn SK et al. Three-dimensional bioprinting of multilayered constructs containing human mesenchymal stromal cells for osteochondral tissue regeneration in the rabbit knee joint. Biofabrication 8(1), 014102 (2016).
24 Cui XF, Breitenkamp K, Finn MG, Lotz M, D’lima DD. Direct human cartilage repair using three-dimensional bioprinting technology. Tissue Eng. Part A 18(11–12), 1304–1312 (2012).
25 Kolesky DB, Homan KA, Skylar-Scott MA, Lewis JA. Three-dimensional bioprinting of thick vascularized tissues. Proc. Natl Acad. Sci. USA 113(12), 3179–3184 (2016).
26 Daly AC, Cunniffe GM, Sathy BN, Jeon O, Alsberg E, Kelly DJ. 3D bioprinting of developmentally inspired templates for whole bone organ engineering. Adv. Healthc. Mater. 5(18), 2353–2362 (2016).
in vivo
27 Bendtsen ST, Quinnell SP, Wei M. Development of a novel alginate-polyvinyl alcohol-hydroxyapatite hydrogel for 3D bioprinting bone tissue engineered scaffolds. J. Biomed. Mater. Res. A 105(5), 1457–1468 (2017).
28 Lee HJ, Kim YB, Ahn SH et al. A new approach for fabricating collagen/ECM-based bioinks using preosteoblasts and human adipose stem cells. Adv. Healthc. Mater. 4(9), 1359–1368 (2015).
29 Möller T, Amoroso M, Hägg D et al. In vivo chondrogenesis in 3D bioprinted human cell-laden hydrogel constructs. Plast. Reconstr. Surg. Glob. Open 5(2), e1227 (2017).

210 J. 3D Print. Med. (2017) 1(3) future science group
Review Popov, Malferrari & Kalaskar
30 Nguyen D, Hagg DA, Forsman A et al. Cartilage tissue engineering by the 3D bioprinting of iPS cells in a nanocellulose/alginate bioink. Sci. Rep. 7, 10 (2017).
31 Kang H-W, Lee SJ, Ko IK, Kengla C, Yoo JJ, Atala A. A 3D bioprinting system to produce human-scale tissue constructs with structural integrity. Nat. Biotech. 34(3), 312–319 (2016).
32 Choi Y-J, Kim TG, Jeong J et al. 3D cell printing of functional skeletal muscle constructs using skeletal muscle-derived bioink. Adv. Healthc. Mater. 5(20), 2636–2645 (2016).
33 Tyler KM, Morgan B, Young-Joon S et al. A 3D bioprinted complex structure for engineering the muscle-tendon unit. Biofabrication 7(3), 035003 (2015).
34 Cui HT, Zhu W, Nowicki M, Zhou X, Khademhosseini A, Zhang LG. Hierarchical fabrication of engineered vascularized bone biphasic constructs via dual 3D bioprinting: integrating regional bioactive factors into architectural design. Adv. Healthc. Mater. 5(17), 2174–2181 (2016).
35 Gao GF, Schilling AF, Hubbell K et al. Improved properties of bone and cartilage tissue from 3D inkjet-bioprinted human mesenchymal stem cells by simultaneous deposition and photocrosslinking in PEG-GelMA. Biotechnol. Lett. 37(11), 2349–2355 (2015).
36 Gao GF, Yonezawa T, Hubbell K, Dai GH, Cui XF. Inkjet-bioprinted acrylated peptides and PEG hydrogel with human mesenchymal stem cells promote robust bone and cartilage formation with minimal printhead clogging. Biotechnol. J. 10(10), 1568–1577 (2015).
37 Alshomer F, Chaves C, Serra T, Ahmed I, Kalaskar DM. Micropatterning of nanocomposite polymer scaffolds using sacrificial phosphate glass fibers for tendon tissue engineering applications. Nanomed. Nanotechnol. Biol. Med. 13(3), 1267–1277 (2017).
38 Lin R-Z, Chang H-Y. Recent advances in three-dimensional multicellular spheroid culture for biomedical research. Biotechnol. J. 3(9–10), 1172–1184 (2008).
39 Jukes JM, Both SK, Leusink A, Sterk LMT, van Blitterswijk CA, de Boer J. Endochondral bone tissue engineering using embryonic stem cells. Proc. Natl Acad. Sci. USA 105(19), 6840–6845 (2008).
40 Mackay AM, Beck SC, Murphy JM, Barry FP, Chichester CO, Pittenger MF. Chondrogenic differentiation of cultured human mesenchymal stem cells from marrow. Tissue Eng. 4(4), 415–428 (1998).
41 Schon BS, Schrobback K, van der Ven M, Stroebel S, Hooper GJ, Woodfield TBF. Validation of a high-throughput microtissue fabrication process for 3D assembly of tissue engineered cartilage constructs. Cell Tissue Res. 347(3), 629–642 (2012).
42 Mironov V, Visconti RP, Kasyanov V, Forgacs G, Drake CJ, Markwald RR. Organ printing: tissue spheroids as building blocks. Biomaterials 30(12), 2164–2174 (2009).
43 Chen H, Ozbolat IT, ASME. Development of a multi-arm bioprinter for hybrid tissue engineering. Presented at: Proceedings of the ASME 8th International Manufacturing Science and Engineering Conference. San Diego, CA, USA, 1,
5 (2013).
44 Li JP, Chen MJ, Fan XQ, Zhou HF. Recent advances in bioprinting techniques: approaches, applications and future prospects. J. Transl. Med. 14, 271 (2016).
45 Dababneh AB, Ozbolat IT. Bioprinting technology: a current state-of-the-art review. J. Manuf. Sci. Eng. 136(6), 061016 (2014).
46 Kasza KE, Rowat AC, Liu J et al. The cell as a material. Curr. Opin. Cell Biol. 19(1), 101–107 (2007).
47 Cooper GM, Miller ED, Decesare GE et al. Inkjet-based biopatterning of bone morphogenetic protein-2 to spatially control calvarial bone formation. Tissue Eng Part A 16(5), 1749–1759 (2010).
48 Murphy WL, McDevitt TC, Engler AJ. Materials as stem cell regulators. Nat. Mater. 13(6), 547–557 (2014).
49 Muller M, Becher J, Schnabelrauch M, Zenobi-Wong M. Nanostructured pluronic hydrogels as bioinks for 3D bioprinting. Biofabrication 7(3), 035006 (2015).
50 Jacob RS, Ghosh D, Singh PK et al. Self healing hydrogels composed of amyloid nano fibrils for cell culture and stem cell differentiation. Biomaterials 54, 97–105 (2015).
51 He Y, Yang FF, Zhao HM, Gao Q, Xia B, Fu JZ. Research on the printability of hydrogels in 3D bioprinting. Sci. Rep. 6, 29977 (2016).
52 Bertassoni LE, Cecconi M, Manoharan V et al. Hydrogel bioprinted microchannel networks for vascularization of tissue engineering constructs. Lab Chip 14(13), 2202–2211 (2014).
53 Geckil H, Xu F, Zhang XH, Moon S, Demirci U. Engineering hydrogels as extracellular matrix mimics. Nanomedicine 5(3), 469–484 (2010).
54 Wang XF, Song Y, Liu YS et al. Osteogenic differentiation of three-dimensional bioprinted constructs consisting of human adipose-derived stem cells in vitro and in vivo. PLoS ONE 11(6), 0157214 (2016).
55 Schneider JP, Pochan DJ, Ozbas B, Rajagopal K, Pakstis L, Kretsinger J. Responsive hydrogels from the intramolecular folding and self-assembly of a designed peptide. J. Am. Chem. Soc. 124(50), 15030–15037 (2002).
56 Haines-Butterick L, Rajagopal K, Branco M et al. Controlling hydrogelation kinetics by peptide design for three-dimensional encapsulation and injectable delivery of cells. Proc. Natl Acad. Sci. USA 104(19), 7791–7796 (2007).
57 Ouyang LL, Highley CB, Rodell CB, Sun W, Burdick JA. 3D printing of shear-thinning hyaluronic acid hydrogels with secondary cross-linking. ACS Biomater. Sci. Eng. 2(10), 1743–1751 (2016).
58 Nur-E-Kamal A, Ahmed I, Kamal J, Babu AN, Schindler M, Meiners S. Covalently attached FGF-2 to three-dimensional polyamide nanofibrillar surfaces demonstrates enhanced biological stability and activity. Mol. Cell. Biochem. 309(1–2), 157–166 (2008).
59 Akhmanova M, Osidak E, Domogatsky S, Rodin S, Domogatskaya A. Physical, spatial, and molecular aspects of extracellular matrix of in vivo niches and artificial scaffolds relevant to stem cells research. Stem Cells Int. 2015, 167025 (2015).
60 Loo YH, Hauser CaE. Bioprinting synthetic self-assembling
211www.futuremedicine.comfuture science group
3D bioprinting for musculoskeletal applications Review
peptide hydrogels for biomedical applications. Biomed. Mater. 11(1), 014103 (2016).
61 Billiet T, Vandenhaute M, Schelfhout J, Van Vlierberghe S, Dubruel P. A review of trends and limitations in hydrogel-rapid prototyping for tissue engineering. Biomaterials 33(26), 6020–6041 (2012).
62 Fedorovich NE, Kuipers E, Gawlitta D, Dhert WJA, Alblas J. Scaffold porosity and oxygenation of printed hydrogel constructs affect functionality of embedded osteogenic progenitors. Tissue Eng. Part A 17(19–20), 2473–2486 (2011).
63 Muzzarelli RAA, Mehtedi M, Bottegoni C, Aquili A, Gigante A. Genipin-crosslinked chitosan gels and scaffolds for tissue engineering and regeneration of cartilage and bone. Mar. Drugs 13(12), 7314–7338 (2015).
64 Van Vlierberghe S, Dubruel P, Schacht E. Biopolymer-based hydrogels as scaffolds for tissue engineering applications: a review. Biomacromolecules 12(5), 1387–1408 (2011).
65 Koob S, Torio-Padron N, Stark GB, Hannig C, Stankovic Z, Finkenzeller G. Bone formation and neovascularization mediated by mesenchymal stem cells and endothelial cells in critical-sized calvarial defects. Tissue Eng. Part A 17(3–4), 311–321 (2011).
66 Petrenko YA, Ivanov RV, Petrenko AY, Lozinsky VI. Coupling of gelatin to inner surfaces of pore walls in spongy alginate-based scaffolds facilitates the adhesion, growth and differentiation of human bone marrow mesenchymal stromal cells. J. Mater. Sci. Materi. Med. 22(6), 1529–1540 (2011).
67 Katsen-Globa A, Meiser I, Petrenko YA et al. Towards ready-to-use 3-D scaffolds for regenerative medicine: adhesion-based cryopreservation of human mesenchymal stem cells attached and spread within alginate-gelatin cryogel scaffolds. J. Mater. Sci. Materi. Med. 25(3), 857–871 (2014).
68 Cui N, Qian JM, Liu T, Zhao N, Wang HJ. Hyaluronic acid hydrogel scaffolds with a triple degradation behavior for bone tissue engineering. Carbohydr. Polym. 126, 192–198 (2015).
69 Sawkins MJ, Bowen W, Dhadda P et al. Hydrogels derived from demineralized and decellularized bone extracellular matrix. Acta Biomater. 9(8), 7865–7873 (2013).
70 Castillo Diaz LA, Elsawy M, Saiani A, Gough JE, Miller AF. Osteogenic differentiation of human mesenchymal stem cells promotes mineralization within a biodegradable peptide hydrogel. J. Tissue Eng. 7, 2041731416649789 (2016).
71 Jia J, Richards DJ, Pollard S et al. Engineering alginate as bioink for bioprinting. Acta Biomater. 10(10), 4323–4331 (2014).
72 Stanton MM, Samitier J, Sanchez S. Bioprinting of 3D hydrogels. Lab Chip 15(15), 3111–3115 (2015).
73 Hubbell JA. Materials as morphogenetic guides in tissue engineering. Curr. Opin. Biotechnol. 14(5), 551–558 (2003).
74 Pati F, Jang J, Ha DH et al. Printing three-dimensional tissue analogs with decellularized extracellular matrix bioink. Nat. Commun. 5, 3935 (2014).
75 Skardal A, Devarasetty M, Kang HW et al. A hydrogel bioink toolkit for mimicking native tissue biochemical and mechanical properties in bioprinted tissue constructs. Acta
Biomater. 25, 24–34 (2015).
76 Kumar A, Nune KC, Misra RDK. Biological functionality of extracellular matrix-ornamented three-dimensional printed hydroxyapatite scaffolds. J. Biomed. Mater. Res. A 104(6), 1343–1351 (2016).
77 Woessner JF. Matrix metalloproteinases and their inhibitors in connective-tissue remodeling. FASEB J. 5(8), 2145–2154 (1991).
78 Kapoor C, Vaidya S, Wadhwan V, Hitesh , Kaur G, Pathak A. Seesaw of matrix metalloproteinases (MMPs). J. Cancer Res. Ther. 12(1), 28–35 (2016).
79 Van Landuyt KL, Krifka S, Hiller KA et al. Evaluation of cell responses toward adhesives with different photoinitiating systems. Dent. Mater. 31(8), 916–927 (2015).
80 Kim SH, Chu CC. Fabrication of a biodegradable polysaccharide hydrogel with riboflavin, vitamin B2, as a photo-initiator and L-arginine as coinitiator upon UV irradiation. J. Biomed. Mater. Res. B Appl. Biomater. 91B(1), 390–400 (2009).
81 Wang ZJ, Abdulla R, Parker B, Samanipour R, Ghosh S, Kim K. A simple and high-resolution stereolithography-based 3D bioprinting system using visible light crosslinkable bioinks. Biofabrication 7(4), 045009 (2015).
82 Butler MF, Ng YF, Pudney PDA. Mechanism and kinetics of the crosslinking reaction between biopolymers containing primary amine groups and genipin. J. Polym. Sci. A Polym. Chem. 41(24), 3941–3953 (2003).
83 Bigi A, Cojazzi G, Panzavolta S, Roveri N, Rubini K. Stabilization of gelatin films by crosslinking with genipin. Biomaterials 23(24), 4827–4832 (2002).
84 Muzzarelli RAA. Genipin-crosslinked chitosan hydrogels as biomedical and pharmaceutical aids. Carbohydr. Polym. 77(1), 1–9 (2009).
85 Lee J, Bubar CT, Busnaina A, Shefelbine SJ, Lee H. Standardization of a bone formation biomarker quantification using screen printed electrodes. Appl. Spectrosc. Rev. 51(7–9), 753–761 (2016).
86 Wilson WC, Boland T. Cell and organ printing 1: protein and cell printers. Anat. Rec. A Discov. Mol. Cell. Evol. Biol. 272A(2), 491–496 (2003).
87 Sakurai K, Teramura Y, Iwata H. Cells immobilized on patterns printed in DNA by an inkjet printer. Biomaterials 32(14), 3596–3602 (2011).
88 Gillette BM, Jensen JA, Tang BX et al. In situ collagen assembly for integrating microfabricated three-dimensional cell-seeded matrices. Nat. Mater. 7(8), 636–640 (2008).
89 Gillette BM, Rossen NS, Das N et al. Engineering extracellular matrix structure in 3D multiphase tissues. Biomaterials 32(32), 8067–8076 (2011).
90 Craig RA, McCoy CP, De Baroid AT, Andrews GP, Gorman SP, Jones DS. Quantification of singlet oxygen generation from photodynamic hydrogels. React. Funct. Polym. 87, 1–6 (2015).
91 Harrison BS, Eberli D, Lee SJ, Atala A, Yoo JJ. Oxygen producing biomaterials for tissue regeneration. Biomaterials 28(31), 4628–4634 (2007).
