360 factor analysis of abrasive waterjet process factors.pdf
TRANSCRIPT

Proceedings of ICOMAST2006 International Conference on Manufacturing Science and Technology
August 28-30, 2006, Melaka, Malaysia
360 FACTOR ANALYSIS OF ABRASIVE WATERJET PROCESS FACTORS
INFLUENCING THE CAST ALUMINUM SURFACE ROUGHNESS
S. Hloch1, M. Gombár2, Fabian1 S., Ľ. Straka1
1Department of Technology System Operation, Technical University of Košice, Faculty of Manufacturing Technologies with the seat in Prešov, 080 01 Prešov, Slovak Republic, European Union
2Department of Natural Sciences and Technical Disciplines, University of Prešov, 080 01 Prešov, Slovak Republic, European Union E-mails: [email protected], [email protected]
ABSTRACT
The paper deals with experimental research and evaluation of abrasive waterjet cutting technology process by evaluation of technology factors, which influence the microgeometry (average roughness) of 10 mm thick aluminium tooled workpiece surface through design of experiments. Significance of six chosen process factors – independent variables (traverse rate, abrasive mass flow rate, pressure, J/T abbreviation and feeding direction) that influence on the surface quality has been evaluated by full factorial design with six factors at two levels. The surface quality has been evaluated by static quality characteristic average roughness Ra. The multiple nonlinear regression equation obtained from ANOVA gives the level quality Ra as a function of the treatment factors. Different factor significance was found, which generated surface profile under defined conditions by abrasive waterjet.
Keywords: Modelling; Abrasive waterjet cutting; Factor analysis; Cast aluminium; Average roughness 1. INTRODUCTION Technologic process of abrasive machining in real objects is in the most of cases very dynamic and stochastic process. Analytic process identification seems to be no effective and of low practical use. By its application, it is not possible to achieve the completed model of the process – the influence of certain parameters are neglected, in some of the factors there are not known the exact values, they are variable in time and most often, the intuition is applied to determine them [15]. Their complicacy incomplete knowledge functioning mechanisms and large amount factors entering to the process complicate of mathematical model fitting by theoretical and analytical methods [12, 16]. Vice versa a mathematic-statistical method allows fitting of statistical models even from relative large amount input data. The nature of the mechanisms involved in the domain of AWJ machining is still not well understood but is essential for AWJ control improvement. In spite of great research effort and good knowledge in the field of progressive technologies there are numbers of unexplained facts. One of them is influence of process factors on workpiece surface quality [6, 10]. The work presented in this study investigates a micro-geometrical aspect of the cutting quality of the average roughness. At the top of the surface, erosion at shallow impact angles controls the abrasive wear mode, while deformation wears by impacts at large angles takes place further down the kerf [3,8]. Abrasive water jet (awj) machined surfaces exhibit the texture typical of machining with high energy density beam processing. It has a superior surface quality in the upper region and rough surface in the lower zone with pronounced texture marks called striations [4]. 2. RELATED WORKS The abrasive waterjet technology of process parameter optimization has been accelerated because of the need for improvements in surface quality. Moreover, the process features change drastically with machining factors entering the abrasive waterjet cutting process [9]. Most scientific papers concerning to the evaluation of microgeometrical features of abrasive waterjet cutting are available [1,2,3,4,7,11]. The objective is to determine the final shape of the surface quality, which is a function of the geometric characteristics of the abrasive waterjet tool and its AWJ factors that are divided into two basic groups (fig.2); direct and indirect. Factors of indirect group influences quality of the created tool where hydro-dynamic factors, mixing factors and abrasive factors belong to. These factors influence the qualitative
characteristics of the tool, the kinetic energy of the stream. Generated tool through these factors enters to the cutting technology process at material at the large number locality, by means of direct factors. There belongs traverse rate; stand off distance, impact angle and number of passes. Through cutting factors, created tool hits the workpiece the at upper erosion base (fig.1), where erosion process begins [11, 13].
Cutting wear
Deformation wear
ϕ
b
lF
workpiece
x
dF
v - traverse rate
do
Hpshapef(dp)
dp
mA - abrasive mass flow
Focucing tube
AWJ tool
Erosive wear
p - pressure
solid phaseliquid phase
fluid phase
Fig. 1 AWJ tool creation and impact to the target material [7]
Stand offx [mm]
Impact Angle ϕ [°]
Traverse Ratev [m.s ]
Cutting Factors
Perpendicular deflection
λ [°]
Pressurep [MPa]
Orifice diameterd0 [mm]
Hydraulic Factors Abrasive Factors
Abrasive feed rate
ma [kg.min ]
Abrasive Material
Particle diameter
dp [mm]DiameterdF [mm] Material of
focusing tube
LenghtlF [mm]
Mixing Factors
Kerf Widthbh [mm]
Cut depthh [mm]
RoughnessRa, Rz [µm]
Material Removal Rate
Vm [m .s ]
Technology factors Factor influenced hydrodynamic waterjet quality tool
3 -1
-1
Target machined material and his physical and chemical properties
-1
Traverse direction
s [°]Abrasive feeding
direction fd [°]
Indenpendent variables
AWJ cutting process
Fig. 2 AWJ cutting process model; factors vs. parameters [7]
These factors create surface as area of trajectory working movement of abrasive waterjet. It is specific way of material machining because there are used particles with more edges; that are random oriented in the liquid phase waterjet. This random position and different shape of abrasive particles causes irregular
145

Proceedings of ICOMAST2006 International Conference on Manufacturing Science and Technology
August 28-30, 2006, Melaka, Malaysia
removal mechanism of material. Abrasive waterjet tool is specific in it’s consistence of three phases (liquid, solid and fluid) (Lebar & Junkar, 2004). The updated model (fig.2) contains new factors in traverse direction and abrasive feeding direction. The influence of these factors has not been exactly explained. It is assumed that these factors cause the asymmetry roughness values due to the feeding direction of solid phase, distribution of abrasive particle in the waterjet, and traverse direction. 3. EXPERIMENTAL SET UP AND METHOD In order to investigate the influence of abrasive waterjet process factors on average roughness Ra cutting quality, full factorial design for six independent variables has been designed. Full factorial analysis was used to obtain the combination of values that can optimize the response, which allows one to design a minimal number of experimental runs. Among the many process variables that influence the cutting results, four have been selected and considered as factors in the experimental phase. Six factors – independent variables submitted for the analysis in the factorial design of each constituent at levels [–1; +1] are listed in the table 1.
Table 1 Coded independent variables at defined levels Factors Factor level N Var. Terminology and dimension -1 +1
1 x1 J/T abbreviation [mm] 0.2/1 0.14/1.2 2 х2 Abrasive mass flow rate [g·min-1] 200 400 3 х3 Pressure [МPа] 300 350 4 х4 Traverse rate [mm·min-1] 100 200 5 x5 Traverse direction -180° 180° 6 x6 Depth [mm] 1 9
The experimental cuts have been performed in a random sequence, in order to reduce the effect of any possible error. A 26 full factorial analysis has been used with 3 replicates at the centre point, leading to the total number of 16 experiments. Considering that the four levels of the x1, x2, x3, x4, x5, x6 and variables are -1 and 1, the designed matrix is 16-obsevations for dependent variable Ra. The graphical interpretations of factorial design are illustrated in the figure 3, 4. Specimens series A has been made with independent variable - factor J/T at high level 0.14/1.2 (+1) and specimens series B with lowest level of J/T abbreviation. The behaviour of the present system can describe the nonlinear polynomial exponential equation (1), which includes all interaction terms regardless of their significance:
[ ]665544332211 x*bx*bx*bx*bx*bx*b00 e*x.baR +−+++= (1)
Where y is average roughness predicted response, x1, x2, x3, x4, x5, x6, are independent variables, b0 is coefficient constant for offset term, b1, b2, b3, b4, b5, b6 are coefficient constant for linear effects and b12, b21, b31,…,b123456 are coefficient constant for interactions effects. The model evaluates the effect of each independent variable to a response y – average roughness. The experiments were carried out based on the analysis using Statistica 7.0 and Matlab to estimate the responses of the dependent variable.
3.1 Experimental procedure A two dimensional abrasive waterjet machine Wating, was used in this work with following specification: work table x-axis 2000 mm, y-axis 3000 mm, z-axis discrete motion, with maximum traverse rate 250 mm·min-1. The high-pressure intensifier pump used was the Ingersoll-Rand Streamline model with maximum pressure 380 MPa. As a cutting tool an Autoline cutting head from Ingersoll-Rand head has been used. The mechanical
properties and chemical composition of the workpiece with austenitic composition is shown in table 2. The properties of each sample are: length 35 mm, width 8 mm, and height 10 mm. Abrasive machining conditions used in this study are listed in the table 2.
Fig. 3 Production of samples (A – series)
Table 2 Coded independent variables at defined levels
Constant factors Values Variable factors Values
Standoff 3 mm Pressure p [MPa] 300/350 Abrasive material Barton
Garnet Mesh 80 Traverse rate v [mm·min-1] 100/200
Cutting head AutolineTM J/T abbreviation 0.14/1.2 0.2/1
Impact angle ϕ 90° Abrasive mass flow rate [g·min-1] 200/400
Material thickness b [mm] 10 Measurement depth
h [mm] 1/9
Target material: Cast Aluminium properties: Traverse direction ± 180°
Al Min 99.99%, Cu Max 0.006%, Fe Max 0.006%, Ga Max 0.005%, Mg Max 0.006%, Mn Max 0.002%, Si Max 0.006% Hardness, Brinell 12, Tensile Strength, Ultimate 45 MPa, Tensile Strength, Yield 10 MPa, Elongation at Break 50%, Modulus of Elasticity 62 GPa, Poisson's Ratio 0.33, Shear Modulus 25 GPa, Shear Strength 34 MPa System characteristics of Streamline Pump
Intensifier type Double effect
Water pressure (max) 380 MPa
Intensifier power 50 kW Intensification ratio 20:1 Oil pressure (max) 20 MPa Accumulator
volume 2 l
3.2 Samples preparation According to experimental methodology of graphic presentation (Fig. 2,3) each cut has been replicated three times; yielding total of 48 cuts.
x4 = -1
x2 = -1
x3 = -1
x4 = -1
1 1 1
x4 = + 1
2 2 32 3
x2 = +1
x1 = +1 ( A)
x4 = + 1
x3 = +1
3 4 44 5
x3 = -1
x4 = -1 x4 = + 1
655 6 6
x4 = + 1
x3 = +1
x4 = -1
77 7 8 8 8
x1 = -1 (B)
+180°
-180°
traverse
direction
traverse
direction (x5)
AWJ tool
sample
10 m
m
35 mm
h1 = 1 mmyRa (x6 = -1)
h1 = 9 mmyRa (x6 = +1)
Fig. 5 Experimental methodology graphic illustration of specimens’ series A and B
146
Proceedings of ICOMAST2006 International Conference on Manufacturing Science and Technology
August 28-30, 2006, Melaka, Malaysia
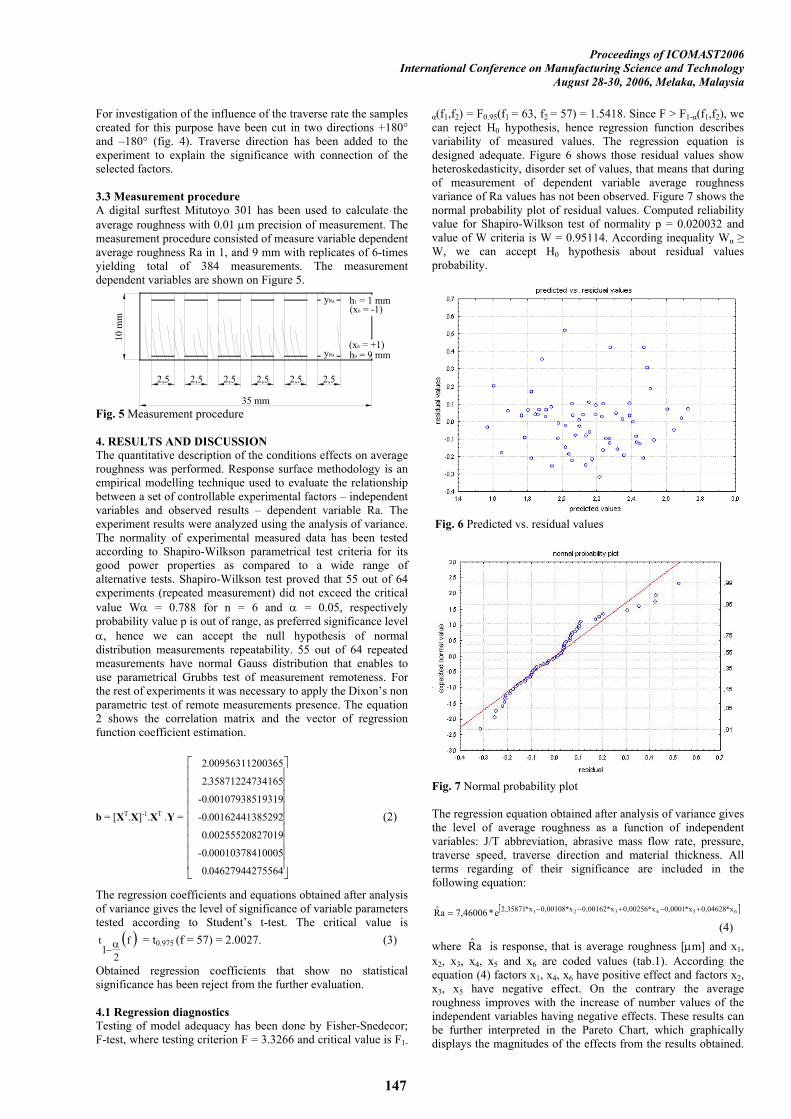
For investigation of the influence of the traverse rate the samples created for this purpose have been cut in two directions +180° and –180° (fig. 4). Traverse direction has been added to the experiment to explain the significance with connection of the selected factors. 3.3 Measurement procedure A digital surftest Mitutoyo 301 has been used to calculate the average roughness with 0.01 µm precision of measurement. The measurement procedure consisted of measure variable dependent average roughness Ra in 1, and 9 mm with replicates of 6-times yielding total of 384 measurements. The measurement dependent variables are shown on Figure 5.
2,5 2,5 2,5
10 m
m
h9 = 9 mm
2,5
35 mm
2,5
yRa
2,5
h1 = 1 mmyRa
(x6 = +1)
(x6 = -1)
Fig. 5 Measurement procedure 4. RESULTS AND DISCUSSION The quantitative description of the conditions effects on average roughness was performed. Response surface methodology is an empirical modelling technique used to evaluate the relationship between a set of controllable experimental factors – independent variables and observed results – dependent variable Ra. The experiment results were analyzed using the analysis of variance. The normality of experimental measured data has been tested according to Shapiro-Wilkson parametrical test criteria for its good power properties as compared to a wide range of alternative tests. Shapiro-Wilkson test proved that 55 out of 64 experiments (repeated measurement) did not exceed the critical value Wα = 0.788 for n = 6 and α = 0.05, respectively probability value p is out of range, as preferred significance level α, hence we can accept the null hypothesis of normal distribution measurements repeatability. 55 out of 64 repeated measurements have normal Gauss distribution that enables to use parametrical Grubbs test of measurement remoteness. For the rest of experiments it was necessary to apply the Dixon’s non parametric test of remote measurements presence. The equation 2 shows the correlation matrix and the vector of regression function coefficient estimation.
b = [XT.X]-1.XT .Y =
⎥⎥⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
55640462794427.0
00050001037841.0 -
70190025552082.0
52920016244138.0 -
93190010793851.0 -
41653587122473.2
03650095631120.2
(2)
The regression coefficients and equations obtained after analysis of variance gives the level of significance of variable parameters tested according to Student’s t-test. The critical value is
( )f2
1t α−
= t0.975 (f = 57) = 2.0027. (3)
Obtained regression coefficients that show no statistical significance has been reject from the further evaluation. 4.1 Regression diagnostics Testing of model adequacy has been done by Fisher-Snedecor; F-test, where testing criterion F = 3.3266 and critical value is F1-
α(f1,f2) = F0.95(f1 = 63, f2 = 57) = 1.5418. Since F > F1-α(f1,f2), we can reject H0 hypothesis, hence regression function describes variability of measured values. The regression equation is designed adequate. Figure 6 shows those residual values show heteroskedasticity, disorder set of values, that means that during of measurement of dependent variable average roughness variance of Ra values has not been observed. Figure 7 shows the normal probability plot of residual values. Computed reliability value for Shapiro-Wilkson test of normality p = 0.020032 and value of W criteria is W = 0.95114. According inequality Wα ≥ W, we can accept H0 hypothesis about residual values probability.
Fig. 6 Predicted vs. residual values
Fig. 7 Normal probability plot The regression equation obtained after analysis of variance gives the level of average roughness as a function of independent variables: J/T abbreviation, abrasive mass flow rate, pressure, traverse speed, traverse direction and material thickness. All terms regarding of their significance are included in the following equation:
[ ]654321 x*04628,0x*0001,0x*00256,0x*00162,0x*00108,0x*35871,2e*46006,7aR +−+−−= (4)
where aR is response, that is average roughness [µm] and x1, x2, x3, x4, x5 and x6 are coded values (tab.1). According the equation (4) factors x1, x4, x6 have positive effect and factors x2, x3, x5 have negative effect. On the contrary the average roughness improves with the increase of number values of the independent variables having negative effects. These results can be further interpreted in the Pareto Chart, which graphically displays the magnitudes of the effects from the results obtained.
147

Proceedings of ICOMAST2006 International Conference on Manufacturing Science and Technology
August 28-30, 2006, Melaka, Malaysia
The effects are sorted from largest to smallest. The Pareto chart shows that material thickness is an important factor affecting the average roughness. The significance of independent variables is interpreted in the Pareto chart of standardized effects for variable Ra. Fig. 7 graphically displays the influence magnitudes of the effects, which are sorted from largest to smallest, from obtained results. The most important factors affecting the aluminium cast surface quality are x5 – material thickness, x3 – traverse speed, x2 – abrasive mass flow rate.
Fig. 8 Pareto chart shows that depth was found to be the most sufficient factor that affects the average roughness at waterjet cutting. The model has been checked by several criteria. The fit of the model has been expressed by the coefficient of determination R2 = 0.8134 which was found to be for equation indicating 81.34% for the model of the variability in the response can be explained by the models. The value also indicates that only 18.66% of the total variation is not explained by the model. This shows that equation is a suitable model for describing to the response of the average roughness. The value of adjusted determination coefficient Radj = 0.88134 is high to advocate for a high significance of the model. A higher value of the correlation coefficient R = 85.32% justifies a good correlation among the independent variables. This indicates good agreement between the experimental and predicted values of average roughness. Statistical significance of correlation coefficient
6x,5x,4x,3x,2x,1x,yr = 85.32% has been tested by the Fisher’s
statistical test for analysis of variance. Statistical testing of the model has been tested by the Fisher’s statistical test for analysis of variance. The F value is ratio of the mean square due to regression to the mean square due to the real error. Generally, the calculated F-value equation (3) is greater than critical value F1-α(f1,f2) = F0.95(f1=7,f2=56) = 3.8348418. The F value is the ratio of the mean square due to the real error.
q1qN
*2y1
2yF
6x,5x,4x,3x,2x,1x
6x,5x,4x,3x,2x,1x −−
−= = 21.41 (5)
4.2 Graphical evaluation The following figures 9, 10, 11, 12 show fitted surfaces of pressure, rate of speed, J/T abbreviation, and abrasive mass flow rate and depth. Three-dimensional surface plots showing predicted microgeometrical quality, feature Ra as a function of independent variable – factors. Figure 9 shows fitted surface of material thickness and traverse direction. Thickness of material is an important factor. x1 factor in not controllable, but it is necessary to know the function. The second significant factor is traverse speed. The darker colour means higher values of surface
roughness. The numeric values of roughness increase as the traverse rate increase. This observation agrees with the results on stainless steel. With increasing, the depth average roughness strongly increases caused mainly by the factors – traverse speed, abrasive mass flow rate and J/T abbreviation.
Fig. 9 Fitted surface of depth and traverse direction. Three-dimensional surface plot showing predicted average roughness as a function of thickness material [mm] and traverse direction [°]
Fig. 10 Fitted surface of depth and abrasive mass flow rate. Three-dimensional surface plot showing predicted average roughness as a function of thickness material [mm] and abrasive mass flow rate [g·min-1]
Fig. 11 Fitted surface of depth and J/T abbreviation. Three-dimensional surface plot showing predicted average roughness as a function of thickness material [mm] and pressure [MPa]
148

Proceedings of ICOMAST2006 International Conference on Manufacturing Science and Technology
August 28-30, 2006, Melaka, Malaysia
Fig. 12 Fitted surface of depth and traverse speed. Three-dimensional surface plot showing predicted average roughness as a function of thickness material [mm] and traverse speed [mm·min-1] Material being machined by factor x1 with using J/T configuration 0.2/1 is characterized by lower average roughness. The reason of it is in the fact that the smaller the focusing tube diameter is the higher energy of abrasive waterjet concentrated to the small area of the workpiece is. Pressure as a factor is less significant due to target material and his physical properties. On the other hand significance of pressure rises when hard machining materials are cutted by abrasive waterjet [14]. Factor traverse direction has significance effect with connecting material thickness, traverse rate and pressure. It has been found that traverse direction causes the asymmetry of the roughness values with mainly the interactions of the traverse speed and pressure that is connected with the energy of AWJ tool. This phenomenon is caused due to feeding direction of solid phase and consequently distribution of abrasive particle in the waterjet. It confirms that distribution of the particles in waterjet is not uniform and density of the abrasive particles is higher at the side of AWJ stream, where is assembled the inlet to the abrasive waterjet cutting head [14]. 5. CONCLUSION This analysis has pointed out that variable independent factors influence the morphology of the cutting surface in terms of micro cutting quality. Obtained regression equation after analysis of variance gives the quality level as a function of the process factors. The analysis using full factorial design reveals that higher values of average roughness are caused with increasing of traverse rate. Material thickness and traverse rate and their interaction as shown previously have most significant effect to average roughness. The most important factors influencing the average roughness of aluminium are traverse rate and configuration of diameters of water orifice and focusing tube and abrasive mass flow rate. It has been observed that the traverse direction as interaction with pressure and traverse rate causes asymmetry of roughness values. ACKNOWLEDGEMENTS The authors would like to acknowledge the support of Scientific Grant Agency of the Ministry of Education of Slovak Republic, Commission of mechanical engineering, metallurgy and material engineering, for their contribution to project 1/1095/04 - Optimization of abrasive waterjet cutting technology process, by mathematical and experimental planning.
REFERENCES [1] Lebar, A., Junkar, M. Simulation of abrasive water jet
cutting process. Modelling Simul. Mater. Sci. Eng. 12 (2004) 1159–1170.
[2] Annoni, M., Monno M. A lower limit for the feed rate in AWJ precision machining. In. BHR Group 2000 Jetting Technology, p. 285-295, ISBN 1 86058 253 2.
[3] Hashish, M. Machining of Hard Materials with Abrasive-Suspension Jets, Proceedings of the 9th American Waterjet Conference, (Dearbom, Michigan, August 23-26, 1997), pp. 267-280.
[4] Blagodarny, V., Hloch, S., Ragan, E, Design of experiments of stainless steel abrasive waterjet macrogeometrical cutting quality. In: Mechanical Engineering Technologies. vol. 11, no. 4/72 (2004), p. 116-119, 1310-3946.
[5] Valíček, J., Mádr, V., Drždík, M., Lupták, M., Slivečka, L. Method of the determination of superposition relation of changes in surface geometry to mechanical parameters of material due to corrosion. In. Acta Mechanica Slovaca. 3-A/2005. ISSN 1335-2393. p.171-176.
[6] Hloch, S. Fabian, S. Rimár, M.: Design of Experiments Applied on Abrasive Waterjet Factors Sensitivity Identification. In: Nonconventional Technologies Review. 1454-3087 2005. 119 - 126.
[7] Hashish, M. An Improved Model for Erosion by Solid Particle Impact. In: Proc. Of the 7th International Conference on Erosion by Liquid and Solid Impact, ELSI VII, Cambridge, England, Sept. 1987, 66/1-66/9,
[8] Valíček, J., Sodomka, L., Mádr, V., Lupták, M., Slivečka, L. Nondestructive testing with direct evaluation of changes in physical-mathematical properties of materials. In. proc. Defektoskopie 2005. Brno University of Technology. 2005 ISBN 80-214-3053-2, p. 245-250.
[9] Benko, M., Novák-Marcinčin, J. Počítačová podpora prípravy programov pre rezanie vodným lúčom. In: Automatizácia a počítačová podpora predvýrobných etáp, výrobných a technologických procesov: 27.-28. marec 2001. Žilina : ŽU, 2001. s. 48-51.
[10] Híreš O. The study of cutting surfaces quality. In: Funkčné povrchy 2004: Trenčín, 27.-28. máj 2004. Trenčín: Trenčianska univerzita, 2004. ISBN 80-8075-021-1.
[11] Jurisevic, B., Coray, P. S., Heiniger, K. C., Junkar, M.: Tool Formation Process in Abrasive Water Jet Machining. In: Proceedings of the 6th International Conference on Management of Innovative Technologies MIT’2003 – post-conference edition. Ljubljana: University of Ljubljana. 2003. s. 73–85.
[12] Chen, F.L.; Siores, E. The effect of cutting jet variation on striation formation in abrasive water jet cutting, Industrial Research Institute Swinburne, Swinburne University of Technology, PO Box 218, Melbourne, VIC 3122, Australia, Received 3 March 2000; accepted 10 January 2001, International Journal of Machine Tools & Manufacture 41 (2001) 1479–1486.
[13] Gombár M. Tvorba štatistického modelu drsnosti obrobeného povrchu s využitím Matlab. In Výrobné inžinierstvo. (s. 14-17) 2006.
[14] Hloch S., Ragan E., Radvanská A.: Application of factorial design to study the effects of the selected abrasive waterjet factors on sound pressure level. In. Proc. 4th DAAAM International Conference on Advanced Technologies for Developing Countries, Osijek Croatia, ISBN 3-901509-49-6.
149