25 - no choke, kill manifold omm - p019-065
TRANSCRIPT

Section 25 – National Oilwell – Choke, Kill Manifold OMM
pages 19-65
páginas pares en inglés
páginas impares en español
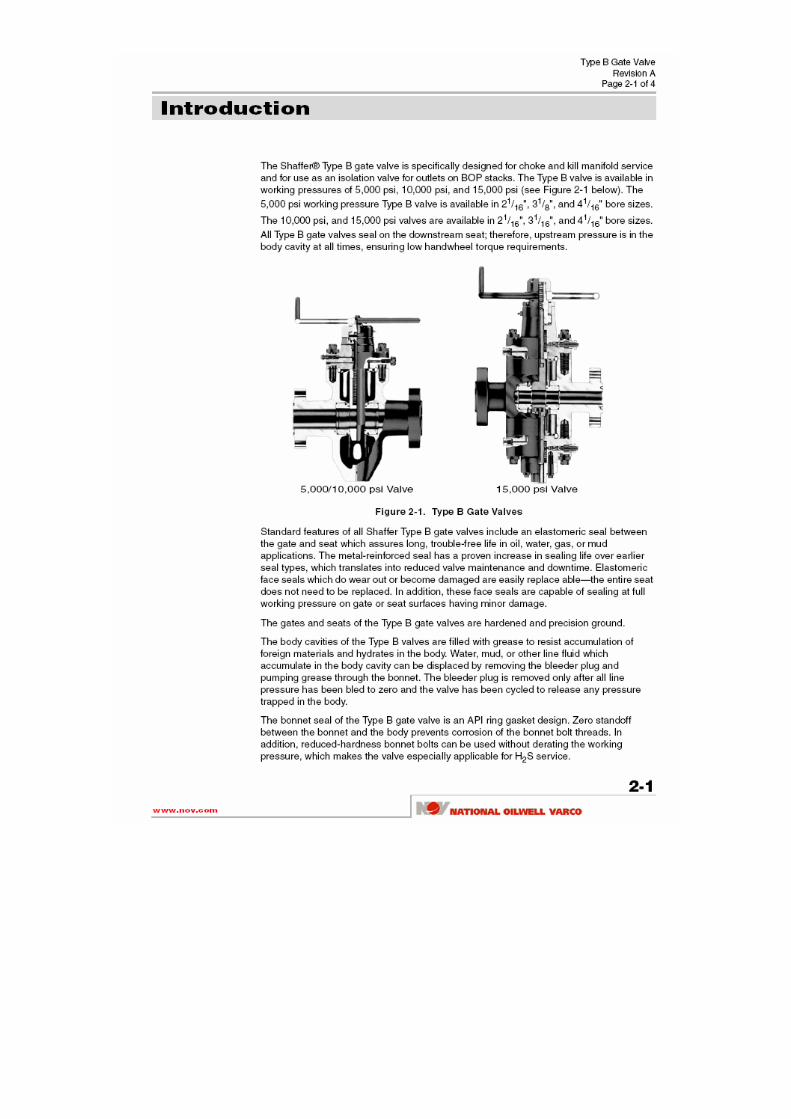
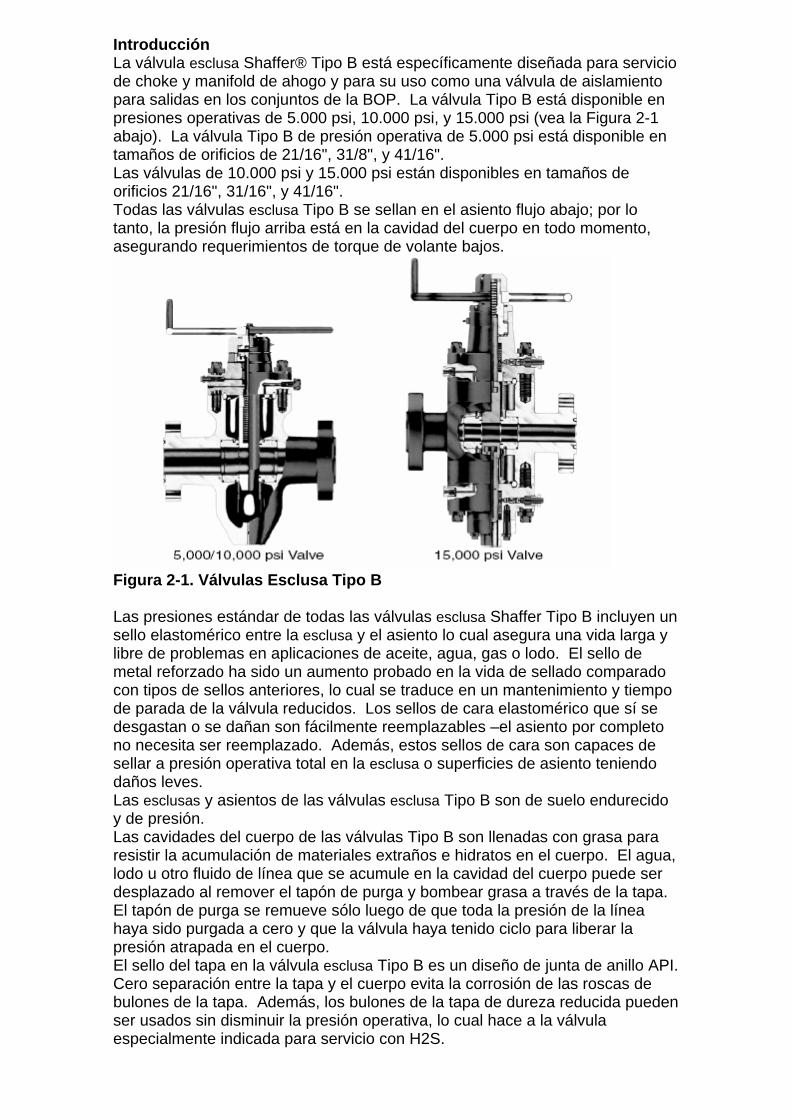
Introducción La válvula esclusa Shaffer® Tipo B está específicamente diseñada para servicio de choke y manifold de ahogo y para su uso como una válvula de aislamiento para salidas en los conjuntos de la BOP. La válvula Tipo B está disponible en presiones operativas de 5.000 psi, 10.000 psi, y 15.000 psi (vea la Figura 2-1 abajo). La válvula Tipo B de presión operativa de 5.000 psi está disponible en tamaños de orificios de 21/16", 31/8", y 41/16". Las válvulas de 10.000 psi y 15.000 psi están disponibles en tamaños de orificios 21/16", 31/16", y 41/16". Todas las válvulas esclusa Tipo B se sellan en el asiento flujo abajo; por lo tanto, la presión flujo arriba está en la cavidad del cuerpo en todo momento, asegurando requerimientos de torque de volante bajos.
Figura 2-1. Válvulas Esclusa Tipo B Las presiones estándar de todas las válvulas esclusa Shaffer Tipo B incluyen un sello elastomérico entre la esclusa y el asiento lo cual asegura una vida larga y libre de problemas en aplicaciones de aceite, agua, gas o lodo. El sello de metal reforzado ha sido un aumento probado en la vida de sellado comparado con tipos de sellos anteriores, lo cual se traduce en un mantenimiento y tiempo de parada de la válvula reducidos. Los sellos de cara elastomérico que sí se desgastan o se dañan son fácilmente reemplazables –el asiento por completo no necesita ser reemplazado. Además, estos sellos de cara son capaces de sellar a presión operativa total en la esclusa o superficies de asiento teniendo daños leves. Las esclusas y asientos de las válvulas esclusa Tipo B son de suelo endurecido y de presión. Las cavidades del cuerpo de las válvulas Tipo B son llenadas con grasa para resistir la acumulación de materiales extraños e hidratos en el cuerpo. El agua, lodo u otro fluido de línea que se acumule en la cavidad del cuerpo puede ser desplazado al remover el tapón de purga y bombear grasa a través de la tapa. El tapón de purga se remueve sólo luego de que toda la presión de la línea haya sido purgada a cero y que la válvula haya tenido ciclo para liberar la presión atrapada en el cuerpo. El sello del tapa en la válvula esclusa Tipo B es un diseño de junta de anillo API. Cero separación entre la tapa y el cuerpo evita la corrosión de las roscas de bulones de la tapa. Además, los bulones de la tapa de dureza reducida pueden ser usados sin disminuir la presión operativa, lo cual hace a la válvula especialmente indicada para servicio con H2S.


Todos los modelos de las válvulas esclusa Shaffer Tipo B están disponibles con accesorios para H2S lo cual cumple con especificaciones API 6A y NACE. También están disponibles los modelos que cumplen con especificaciones API 6A para PSL 1-2-3. (Refiérase al capítulo Listas de Especificaciones y Partes de este manual para las listas de partes PSL). Todas las válvulas esclusa Shaffer Tipo B son fáciles para hacer servicio técnico en el yacimiento. No se requieren herramientas especiales para la instalación y mantenimiento. Características Especiales Características Especiales de las Válvulas Esclusa Shaffer Tipo B de 5.000 psi y 10.000 psi. � Los vástagos son sin-elevación y el empaque del vástago es un sello Tipo V altamente confiable. Si se llegara a producir una pérdida, un orificio de drenaje en la tapa alivia la presión a la atmósfera. � Los sellos plásticos secundarios en el vástago puede ser activados para mantener la válvula en servicio hasta que los sellos del vástago puedan ser reemplazados. � El asentamiento trasero permite el reemplazo del empaque del vástago con presión total de línea en la válvula, de ser necesario. Luego de que la válvula es asentada atrás, el tornillo de prueba del asiento trasero es abierto para verificar que el asiento trasero esté sosteniendo antes de que el empaque del vástago sea removido. � Los rodamientos aguja de alta capacidad llevan la carga de rodillo en el vástago de la válvula. Estos rodamientos son lubricados a través de una conexión de engrase en el alojamiento del rodamiento, y cualquier exceso de grasa se elimina a través de un orificio de purga ubicado a 180 grados de la conexión. El orificio de purga está cubierto por un anillo O para evitar que materia extraña ingrese en el alojamiento del rodamiento. Características Especiales de las Válvulas Esclusa Shaffer Tipo B de 15.000 psi � El vástago elevador y contra-vástago balanceante reducen las cargas del rodamiento de rodillo y brindan una operación fácil de la volante. � Los rodamientos aguja lubricados reducen significativamente la fricción, resultando en un desgaste más prolongado. � El empaque tipo V altamente confiable en el vástago y contra-vástago se activa por presión. � Los sellos plásticos secundarios en tanto el vástago como contra-vástago puede ser activados si ocurriera una pérdida. Estos sellos secundarios mantienen la válvula en servicio hasta que el empaque del vástago pueda ser reemplazado. Descripción Funcional La válvula esclusa Tipo B está diseñada para servicio de choke y manifold de ahogo y para ser usada como una válvula de aislamiento para salidas en conjuntos de la BOP. La válvula tiene básicamente un diseño en cruz (“+”). El eje horizontal de la cruz es el orificio de paso para el flujo de fluido desde un extremo bridado de la válvula hasta el otro. El eje vertical consta de un vástago, una esclusa de una pieza y un contra-vástago (sólo en la válvula de 15.000 psi). La esclusa está diseñada con una sección superior sólida y una sección inferior con un orificio que coincide con el orificio de paso del eje horizontal. La esclusa se eleva hasta que el orificio en la esclusa se alinea con el paso de flujo a través de la válvula, o desciende hasta que la sección sólida bloquea el paso del flujo a través de la válvula. La volante es girada en el sentido contrario de las agujas del reloj para abrir la válvula. La volante aplica el adaptador del vástago el cual a su vez está conectado al vástago de la válvula y esclusa. El adaptador del vástago gira fácilmente sobre dos conjuntos de rodamientos aguja lubricados. En el diseño de válvula de 5.000/10.000 psi, la rotación en el sentido contrario de las agujas del reloj del vástago sin-elevación causa que la esclusa se enrosque hacia arriba en el vástago. A medida que la esclusa se mueve hacia arriba, el orificio en la esclusa se mueve hasta el alineamiento con el orificio de paso entre los dos extremos bridados de la válvula. Cuando la volante es girada totalmente en el sentido contrario de las agujas del reloj y luego retrocedida un cuarto de giro, la esclusa de la válvula es llevada hacia arriba contra el fondo del tapa y la válvula está en la posición completamente abierta. Para cerrar la válvula, la volante es girada en el sentido de las agujas del reloj. La rotación en el sentido de las agujas del reloj del vástago de 5.000/10.000 psi causa que la esclusa se desenrosque del vástago. A medida que la esclusa se desenrosca, se mueve hacia abajo. Cuando la volante está completamente girada en el sentido de las agujas del reloj y

Luego retrocedida un cuarto de vuelta, la sección sólida de la esclusa bloquea completamente el flujo a través de la válvula. La operación de la válvula de 15.000 psi difiere de la de las válvulas de 5.000/10.000 psi en que la válvula de 15.000 psi tiene un vástago elevador. Cuando la volante es girada en sentido contrario a las agujas del reloj y el adaptador del vástago está aplicado, el vástago roscado se mueve hacia arriba en el adaptador del vástago. El vástago tira la válvula hacia arriba y alinea el agujero en la esclusa con el agujero de traspaso. Cuando la volante es girada en sentido de las agujas del reloj, el vástago roscado se desenrosca del adaptador del vástago y empuja la esclusa hacia abajo hasta que la sección sólida bloquea el flujo a través de la válvula. La válvula de 15.000 psi tiene un contra-vástago balanceador de presión el cual permite la operación fácil de la volante a pesar de la alta presión en el cuerpo de la válvula. El volumen del conjunto de vástago, esclusa y contra-vástago en el cuerpo de la válvula permanece constante sin importar en qué posición esté la esclusa. De manera similar, el volumen de fluido en el cuerpo es constante en todo momento. Por lo tanto, a medida que el vástago, esclusa y contra-vástago de mueven hacia arriba y abajo no hay desplazamiento de fluidos de válvulas y así no hay presión de fluido que pudiera actuar contra el vástago y evitar la fácil operación del volante. Para todas las válvulas esclusa Tipo B, el sello es afectado contra el asiento flujo abajo. La cavidad del cuerpo por lo tanto ve presión flujo arriba en todo momento, lo cual asegura requerimientos de torque bajos del volante. Todas las válvulas Tipo B tienen placas de engrase que están instaladas en ambos lados de la esclusa. Las placas de engrase protegen a la grasa en el cuerpo de la válvula de contaminantes que están presentes en el fluido que pasa a través de la válvula. Si no hay placas de engrase, el fluido del pozo presente en el agujero de la esclusa podría entrar en el cuerpo de la válvula cuando la esclusa se mueve hacia abajo para cerrar la válvula. Las placas de engrase, sin embargo, encierran la esclusa, conteniendo así a los contaminantes en el agujero de la esclusa y evitando que el fluido entre en el cuerpo de la válvula. Precauciones de Seguridad La exposición a peligros de perforación diaria puede llevar a las cuadrillas del equipo y personal de servicio técnico a dejar de lado o pasar por alto los peligros ocultos. Las siguientes precauciones de seguridad debieran ser observadas en todo momento. Reparaciones o Ajustes de Equipo Apague la potencia del sistema y purgue toda la presión previo a hacer cualquier reparación que no requieran de potencia del sistema. Tenga precaución al trabajar alrededor de terminales eléctricas expuestas o conductores y equipo de activación remota. Líneas Hidráulicas Las líneas hidráulicas llevando fluidos a altas presiones pueden infligir lesiones potencialmente fatales si la presión escapa. Proteja las líneas hidráulicas de cortes, raspaduras, apretadas, u otro daño físico. Siempre use cascos y anteojos de seguridad al trabajar alrededor de líneas hidráulicas. Purgue la presión de cualquier línea hidráulica previo a la desconexión de cualquier conexión. Respete el radio de doblez mínimo prescripto de ASME CODE para líneas hidráulicas. Un doblez alrededor de un radio demasiado corto puede romper la línea. Soldadura y Corte No haga soldaduras u opere sopletes de acetileno cerca de cable eléctrico no protegido, manguera flexible o manojos de mangueras. La salpicadura de soldadura puede dañar seriamente la manguera o cable. Asegúrese de que ningún escombro o salpicadura entra en el sistema hidráulico.


página en blanco

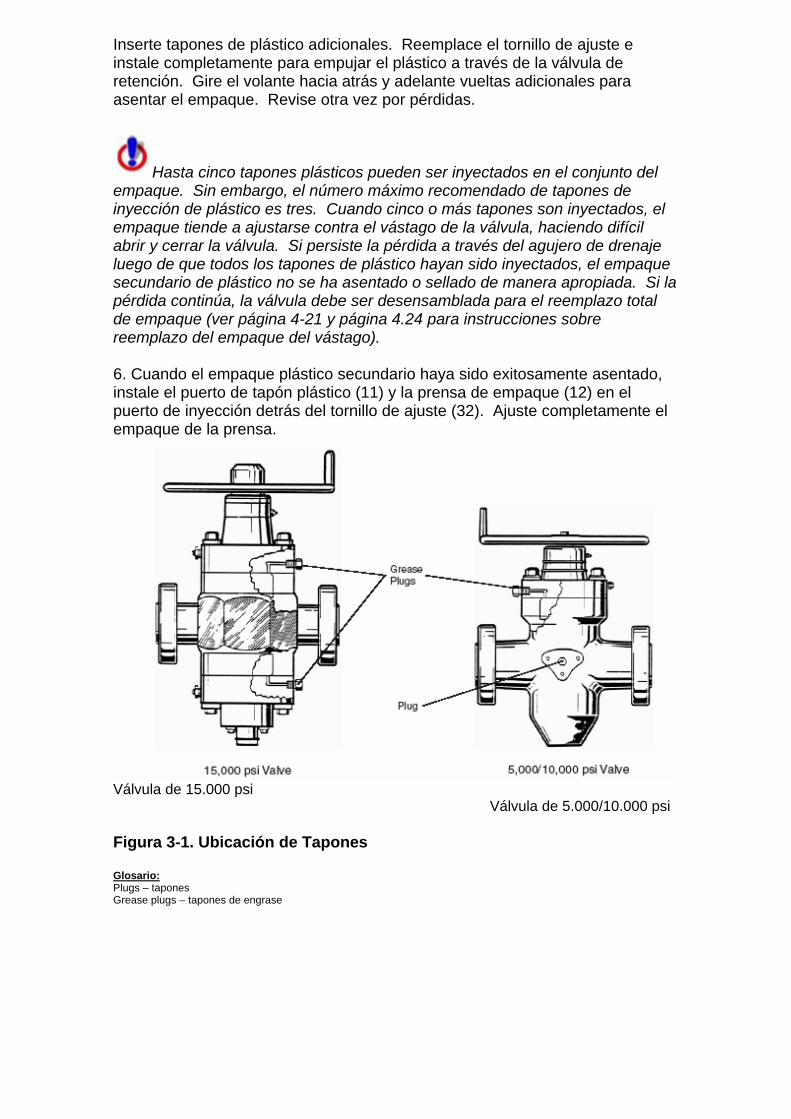
Instalación y Operación Inspección Previa a la Instalación 1. Limpie completamente la válvula previo a la instalación. 2. Remueva los tapones de engrase para confirmar que la cavidad del cuerpo de la válvula esté llena de grasa. Para revisar la válvula de 5.000/10.000, remueva el tapón ubicado en el lado posterior plano de la válvula y mire en la cavidad del cuerpo. Si es necesaria grasa adicional, inyecte grasa en el válvula a través de la conexión de engrase en el lateral del tapa. Vea la tabla de la página 4-32 para capacidades de engrase de válvula. Para revisar el diseño de válvula de 15.000 psi, remueva ambos tapones de engrase, superior e inferior. Si es necesaria grasa adicional, inyecte grasa a través del puerto superior hasta que la grasa empiece a fluir hacia afuera por el puerto inferior. Use grasa Shaffer (P/N 718320) o equivalente. Vuelva a colocar los tapones. Vea la Figura 3-1 en la página 3-4 para la ubicación de los tapones de engrase.
Los tapones de engrase debieran ser removidos sólo cuando la válvula esté libre de presión. Purgue la presión de todas las líneas a cero. Déle ciclo a la válvula varias veces al rotar la volante completamente en sentido de las agujas del reloj y en sentido contrario de las agujas del reloj para liberar cualquier presión que pueda estar atrapada en el cuerpo. 3. Revise para confirmar que los bulones de la tapa están torqueados de forma apropiada. Refiérase a la tabla en la página 3-6 para los torques recomendados. 4. Revise las ranuras del anillo en las bridas de la válvula por muescas tipo granos, rayones y puntos barridos. Limpie toda suciedad o arenilla. Pula todas las muescas y rayones con un trapo lijador suave. Si las bridas están dañadas por barrido la válvula debiera ser regresada a Shaffer para reparaciones. 5. Déle ciclo a la válvula al rotar la volante completamente en sentido de las agujas del reloj y en sentido contrario de las agujas del reloj para confirmar el correcto ensamblado y operación de la válvula. Instalación 1. Instale la junta de anillo en cada extremo bridado de la válvula. Aplique una cantidad generosa de aceite ligero para lubricar la junta del anillo. 2. Enrosque las conexiones de la brida. Ajuste los bulones completamente de acuerdo a las recomendaciones de torque en la tabla de la página 3-6. Operación Ajustar excesivamente la válvula Tipo B no ayuda en el sellado. El ajuste excesivo puede hacer que la esclusa se atasque en el cuerpo de la válvula, evitando así que la esclusa se asiente apropiadamente en el asiento flujo abajo. Además, el ajuste excesivo y atascamiento de la esclusa ejerce fuerza excesiva en el vástago de la válvula lo cual acorta la vida de la válvula. Los procedimientos operativos recomendados son descriptos abajo.


� Abrir la Válvula – Gire la volante en sentido contrario de las agujas del reloj hasta que la esclusa se apoye contra el lado bajo del tapa. Luego gire la volante en el sentido de las agujas del reloj un cuarto de vuelta. � Cerrar la Válvula – Gire la volante en sentido de las agujas del reloj hasta que la esclusa toque el fondo del cuerpo de la válvula. Luego gire la volante en sentido contrario de las agujas del reloj un cuarto de vuelta. Tenga cuidado al operar una válvula con el empaque plástico secundario energizado. (Vea al próxima sección por detalles). El ajuste excesivo del tornillo plástico de inyección puede causar desgaste excesivo del vástago y sellos, como así también aumentar el torque requerido para abrir y cerrar la válvula. Activando el Empaque de Vástago Plástico Secundario Si una pérdida en el empaque del vástago ocurriera cuando la válvula no puede ser sacada de servicio para un reemplazo total del empaque, puede activarse un empaque especial de plástico secundario para formar un sello de empaque temporal. El empaque de plástico secundario es inyectado en el empaque del vástago de las válvulas de 5.000 y10.000 psi y en el empaque del vástago y empaque del contra-vástago de las válvulas de 15.000 psi. Para activar el empaque de plástico secundario, realice los siguientes pasos. Activando el Empaque Secundario en Válvulas de 5.000/10.000 psi Los números de ítem entre paréntesis se refieren a la vista expandida, mostrada en la Figura 5-2 en la página 5-3. 1. Remueva el émbolo de inyección del tornillo de inyección (26). El tornillo de inyección está ubicado en la tapa de la válvula (9).
No se pare enfrente del émbolo de inyección mientras lo está sacando. La presión que podría haber quedado atrapada en el conjunto de empaque podría impulsar el émbolo de inyección hacia afuera del tornillo de inyección. Podría resultar en lesiones al personal. 2. Inserte un segundo tapón de plástico en el agujero del tornillo de inyección.
El primer tapón de plástico fue instalado en el tornillo de inyección durante la fabricación. 3. Instale el émbolo de inyección en el tornillo de inyección. Atornille el émbolo de inyección completamente para empujar los dos tapones de plástico en el conjunto de empaque de la válvula (vea la Figura 3-2 en la página 3-5). 4. Gire el volante (28) hacia atrás y adelante varias veces para asentar el empaque de plástico. 5. Revise el agujero de drenaje del empaque ubicado debajo del anillo O (23) en la tapa (9) por pérdida (vea la Figura 3-2 en la página 3-5). Si no hay pérdida a través del agujero de drenaje, el empaque de plástico se ha asentado y sellado apropiadamente. Si la pérdida a través del agujero de drenaje persiste, pueden ser añadidos tapones de empaque de plástico adicionales. Remueva el émbolo de inyección del tornillo de inyección. Inserte tapones de plástico adicionales. Vuelva a colocar el

émbolo de inyección y gire para inyectar los tapones adicionales. Gire el volante hacia adelante y atrás vueltas adicionales. Revise el agujero de drenaje de nuevo por pérdidas.
Pueden ser inyectados hasta cinco tapones de plástico en el conjunto del empaque. Sin embargo, el número máximo recomendado de tapones de inyección de plástico es tres. Cuando cinco o más tapones son inyectados, el empaque tiene a ajustarse contra el vástago de la válvula, haciendo difícil abrir y cerrar la válvula. Si persiste la pérdida a través del agujero de drenaje luego de que todos los tapones de plástico han sido inyectados, el empaque secundario de plástico no se ha asentado o sellado correctamente Si la pérdida persiste, la válvula debe ser desensamblada para reemplazo total del empaque (vea página 4-21 y página 4-24 para instrucciones de reemplazo de empaque del vástago). Activando el Empaque Secundario en Válvulas de 15.000 psi Las válvulas de 15.000 psi tienen dos puertos de inyección para empaque secundario. El primer puerto, ubicado en la tapa, le da servicio al empaque del vástago de la válvula. El segundo puerto, ubicado en la tapa del contra-vástago, le da servicio el empaque del contra-vástago. Ambos puertos son activados usando el siguiente procedimiento. Los números de ítem entre paréntesis se refieren a la vista expandida mostrada en la Figura 5-3 en la página 5-4. 1. Remueva la prensa del empaque (12) y el tapón de plástico del puerto (11) del puerto de inyección.
No se pare enfrente del émbolo de inyección mientras lo está sacando. La presión que podría haber quedado atrapada en el conjunto de empaque podría impulsar el émbolo de inyección hacia afuera del tornillo de inyección. Podría resultar en lesiones al personal. 2. Inserte el extremo largo de una llave hexagonal en el puerto de inyección y aplique el tornillo de ajuste (32). Atornille el tornillo de ajuste completamente en el puerto de inyección. El tornillo de ajuste empuja la válvula de retención (31) completamente en el puerto de inyección. 3. Remueva el tornillo de ajuste (32) del puerto de inyección. Inserte el tapón de plástico de empaque en el puerto de inyección. Instale el tornillo de ajuste en el puerto de inyección detrás del tapón de plástico de empaque. Atornille el tornillo completamente en el puerto de inyección para empujar el empaque de plástico a través de la válvula de retención (31) y hacia el conjunto de empaque primario (vea la Figura 2-3). 4. Gire el volante (23) hacia atrás y adelante varias veces para asentar el empaque de plástico. 5. Revise para ver si persiste la pérdida desde la tapa (9) o desde la tapa del contra-vástago (26). Si la pérdida persiste, pueden añadirse tapones de empaque de plástico adicionales. Remueva el tornillo de ajuste (32) del puerto de inyección.

Inserte tapones de plástico adicionales. Reemplace el tornillo de ajuste e instale completamente para empujar el plástico a través de la válvula de retención. Gire el volante hacia atrás y adelante vueltas adicionales para asentar el empaque. Revise otra vez por pérdidas.
Hasta cinco tapones plásticos pueden ser inyectados en el conjunto del empaque. Sin embargo, el número máximo recomendado de tapones de inyección de plástico es tres. Cuando cinco o más tapones son inyectados, el empaque tiende a ajustarse contra el vástago de la válvula, haciendo difícil abrir y cerrar la válvula. Si persiste la pérdida a través del agujero de drenaje luego de que todos los tapones de plástico hayan sido inyectados, el empaque secundario de plástico no se ha asentado o sellado de manera apropiada. Si la pérdida continúa, la válvula debe ser desensamblada para el reemplazo total de empaque (ver página 4-21 y página 4.24 para instrucciones sobre reemplazo del empaque del vástago). 6. Cuando el empaque plástico secundario haya sido exitosamente asentado, instale el puerto de tapón plástico (11) y la prensa de empaque (12) en el puerto de inyección detrás del tornillo de ajuste (32). Ajuste completamente el empaque de la prensa.
Válvula de 15.000 psi
Válvula de 5.000/10.000 psi Figura 3-1. Ubicación de Tapones Glosario: Plugs – tapones Grease plugs – tapones de engrase


Figura 3-2. Inyectando el Empaque de Vástago de Plástico Secundario, Válvula de 5.000/10.000 psi Glosario: Weephole and O-Ring – agujero de drenaje y anillo O Plastic Packing Plugs – tapones de empaque de plástico
Figura 3-3. Inyectando el Empaque de Vástago de Plástico Secundario, Válvula de 15.000 psi Glosario: Check Valve – válvula de retención Set screw – tornillo de ajuste Plastic Packing Plugs – tapones de empaque de plástico

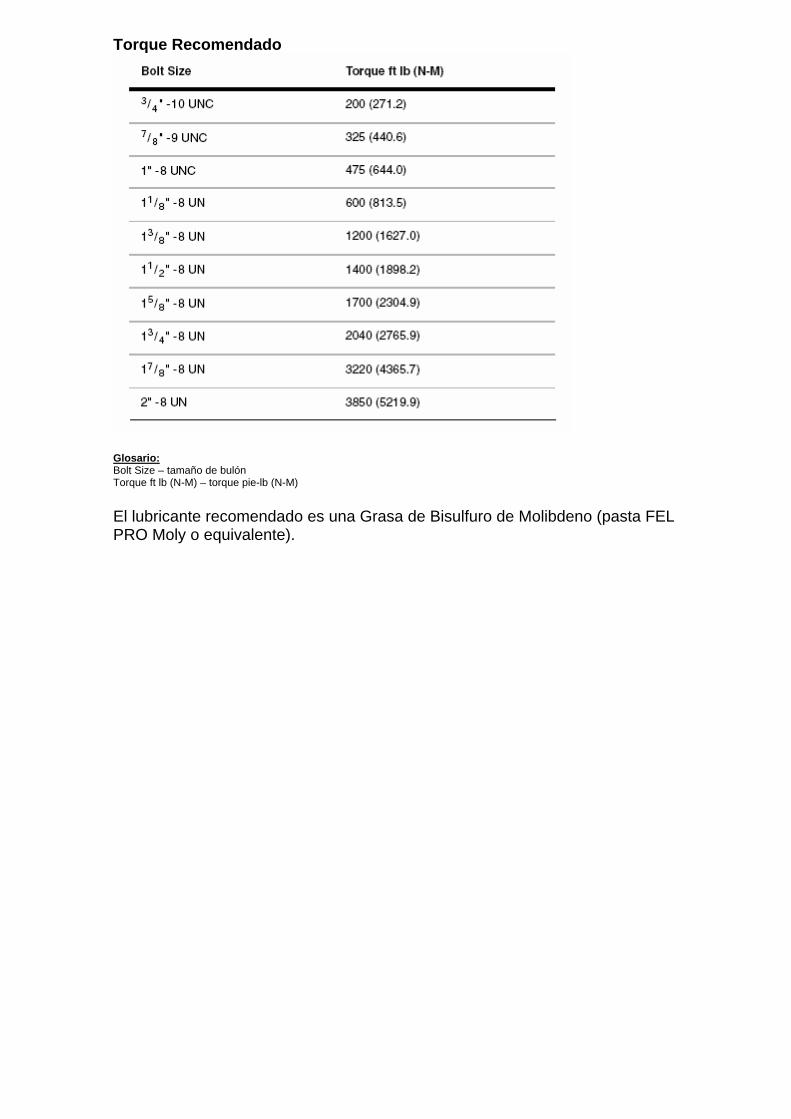
Torque Recomendado
Glosario: Bolt Size – tamaño de bulón Torque ft lb (N-M) – torque pie-lb (N-M) El lubricante recomendado es una Grasa de Bisulfuro de Molibdeno (pasta FEL PRO Moly o equivalente).


Mantenimiento Mantenimiento Preventivo Realice los siguientes procedimientos de mantenimiento preventivo mensualmente a menos que se especifique lo contrario. Los números de ítem entre paréntesis se refieren a las vistas expandidas mostradas en la Figura 5-2 en la página 5-3 y Figura 5-3 en la página 5-4. Engrasando el Cuerpo Es muy importante que el cuerpo de la Válvula Tipo B sea mantenido lleno de grasa en todo momento. Un número significativo de problemas de reparación están directamente relacionados al engrase inadecuado del cuerpo de la válvula. La tabla titulada “Capacidades de Grasa de las Válvulas Esclusa Tipo B” en la página 4-32 indica la cantidad de grasa que las válvulas de cada tamaño de agujero y presión operativa pueden aceptar cuando la cavidad del cuerpo está vacía. Revise que el cuerpo esté lleno de grasa de la siguiente manera: 1. Purgue toda la presión de la línea. De ciclo a la válvula varias veces al girar el volante totalmente en el sentido de las agujas del reloj y en el sentido contrario de las agujas del reloj para liberar cualquier presión que pueda estar atrapada en el cuerpo de la válvula. 2. Remueva cuidadosamente los tapones de engrase (vea Figura 4-1).
No se pare enfrente del émbolo de inyección mientras lo está sacando. La presión que podría haber quedado atrapada en el conjunto de empaque podría impulsar el émbolo de inyección hacia afuera del tornillo de inyección. Podría resultar en lesiones al personal.


Válvula de 15.000 psi
Válvula de 5.000/10.000 psi Figura 4-1. Ubicación de Tapones Glosario: Grease Plugs – tapones de engrase Plug – tapón 3. Revise para confirmar que la cavidad del cuerpo de la válvula está llena de grasa. Para revisar el diseño de 5.000/10.000 psi, mire en la cavidad del cuerpo a través del agujero del tapón ubicado en el lado plano posterior de la válvula. Si es necesaria grasa adicional, inyecte grasa en el válvula a través de la conexión de engrase en el lado de la tapa. Para revisar el diseño de válvula de 15.000 psi, inyecte grasa a través del puerto superior hasta que la grasa empiece a fluir hacia afuera por el puerto inferior. Use grasa Shaffer (P/N 718320) o equivalente. 4. Vuelva a colocar los tapones de engrase. 5. Inyecte grasa en los agujeros de drenaje en la tapa y el contra-vástago. La grasa es para evitar que entre agua en el área del empaque. Engrasando los Bujes Engrase los cojinetes de la válvula (19) al inyectar grasa a través de la conexión Alemite ubicada en el alojamiento del cojinete. Use grasa Shaffer (P/N 718320) o equivalente. Revisando por Pérdidas en el Empaque de la Válvula – Válvulas de 5.000/10.000 psi Las válvulas de 5.000 y 10.000 psi están diseñadas con un agujero de drenaje en la tapa (9) y un agujero de drenaje entre el alojamiento del cojinete (21) y la tapa. Una pérdida de los agujeros de drenaje indica pérdidas en el empaque del vástago (11) y el anillo O de la prensa (14) respectivamente. Dos anillos O externos están instalados sobre los agujeros de drenaje para evitar que materia extraña entre en los agujeros de drenaje. Revise los agujeros de drenaje por pérdidas. 1. Revise los anillos O (23 y 24) por decoloración. Revise los agujeros de drenaje por pérdida de presión del pozo. 2. Si el agujero de drenaje en la tapa (9) está perdiendo, los componentes del empaque del vástago (11) no están sellando apropiadamente. Si no es posible sacar la válvula de servicio para un reemplazo completo de empaque, proceda a la página 3-2 o página 4-21 para instrucciones de reemplazo.


Si la válvula puede ser sacada de servicio para un reemplazo completo de empaque, proceda a la página 4-24 por instrucciones de reemplazo.
Es importante que estos anillos O sean instalados ya que evitan el ingreso de materia extraña al interior de la válvula. 3. Si el agujero de drenaje entre el alojamiento de cojinete (21) y la tapa (9) está perdiendo, el anillo O de la prensa (14) no está sellando apropiadamente. Si la válvula no puede ser sacada de servicio, proceda a la página 4-21 para instrucciones de reemplazo. Si la válvula puede ser sacada de servicio, reemplace el anillo O al realizar los pasos 1-8 del procedimiento mostrado en la página 4-24.
Es importante que estos anillos O sean instalados ya que evitan el ingreso de materia extraña al interior de la válvula. Revisando por Pérdidas en el Empaque de la Válvula – Válvulas de 15.000 psi La válvula de 15.000 psi está diseñada con un agujero de drenaje ubicado en el conjunto de empaque del contra-vástago (28). La pérdida desde el agujero de drenaje indica una pérdida a través del empaque del contra-vástago (15). Un anillo O externo es instalado sobre el agujero de drenaje para evitar que ingrese materia extraña. Cualquier pérdida de fluido entre el distribuidor del volante (23) y la brida del retén del cojinete (25) o entre la brida retén del cojinete y la tapa (9) indica una pérdida a través del empaque de la tapa (15). 1. Revise el área alrededor del agujero de drenaje y brida del retén del cojinete por pérdida de presión del pozo. 2. Si se observa fluido alrededor de la brida retén del cojinete, el elemento del empaque del vástago (15) no está sellando apropiadamente. Si no es posible sacar la válvula de servicio para un reemplazo completo del empaque, proceda a la página 3-3 para instrucciones de activación de empaque. Si la válvula puede ser sacada de servicio para un reemplazo completo del empaque, proceda a la página 4-27 para instrucciones de reemplazo del empaque del vástago. 3. Si está perdiendo fluido desde el agujero de drenaje en el conjunto de prensa del empaque del contra-vástago (28), la válvula debe ser sacada de servicio para reemplazo completo del empaque. Proceda a la página 4-27 para instrucciones de reemplazo del empaque del vástago. Prueba de Presión La Válvula Esclusa Tipo B debiera ser probada por presión regularmente para determinar si se ha desarrollado alguna pérdida en los sellos de la válvula. Las válvulas esclusa pueden permanecer en el conjunto o en el manifold para la prueba de presión. La prueba de presión de la válvula esclusa es usualmente realizada en conjunto con las pruebas de los preventores en el conjunto de la BOP. Las válvulas esclusa debieran ser probadas, de ser posible, a su presión operativa máxima. Cualquier válvula que haya sido abierta para reparación en el campo debe ser probada antes de ser devuelta a servicio.


Principios Generales para Prueba de Presión de Válvulas Esclusa Los siguientes principios generales debieran ser recordados cuando se realiza prueba de presión en cualquier conjunto de BOP y/o válvula del manifold. � Las válvulas esclusa son generalmente probadas en orden desde las válvulas más cercanas al conjunto de BOP a aquellas más lejanas al conjunto. � Pruebe las válvulas, de ser posible, a su máxima presión operativa.
Debieran tomarse precauciones para asegurar que la presión aplicada a cualquier componente en el sistema no exceda su índice de presión operativa. Por lo tanto, puede no ser posible probar las válvulas esclusa a su máxima presión operativa si esa presión excede la presión operativa de los otros componentes del sistema. Identificación y Solución de Problemas La tabla titulada “Identificación y Solución de Problemas” en la página 4-33 identifica los sellos y/o componentes de la válvula Tipo B que necesitan reemplazo, basados en la ubicación de las pérdidas durante los procedimientos de prueba de presión. La tabla también indica qué procedimiento de reparación de la Sección 3 se requiere para reemplazar los sellos o componentes. Durante el procedimiento de prueba, revise las Válvulas Tipo B por pérdidas en cada una de las ubicaciones enlistadas en la columna #l de la tabla titulada “Identificación y Solución de Problemas” en la página 4-33. Mantenimiento Correctivo Siempre ejerza extrema precaución cuando repare cualquier válvula o equipo de control de presión. Siempre comprenda la mecánica del equipo a ser reparado (como se describe en la sección titulada “Descripción Funcional” en la página 2-2) como así también el problema. Cuando esté en duda, llame a su representante Shaffer. Los procedimientos incluidos en las subsecciones de Mantenimiento Correctivo son para válvulas de Tipo B del nuevo diseño de asiento de sello. El conjunto de asiento es identificado por estas características: � Sello elastomérico de metal reforzado en la cara del asiento � Resorte de anillo O instalado en la parte posterior del asiento. Además, algunos clientes pueden tener válvulas de 3 1/16" 15.000 psi con conjunto de asiento de “bolsillo reducido”. Este conjunto de asiento contiene el sello de cara elastomérico, sellos de asiento y resorte de anillo O (vea Apéndice B). La tabla titulada “Lubricantes Recomendados” en la página 4-34 indica los lubricantes recomendados para usar cuando re-ensambla la Válvula Esclusa Tipo B.
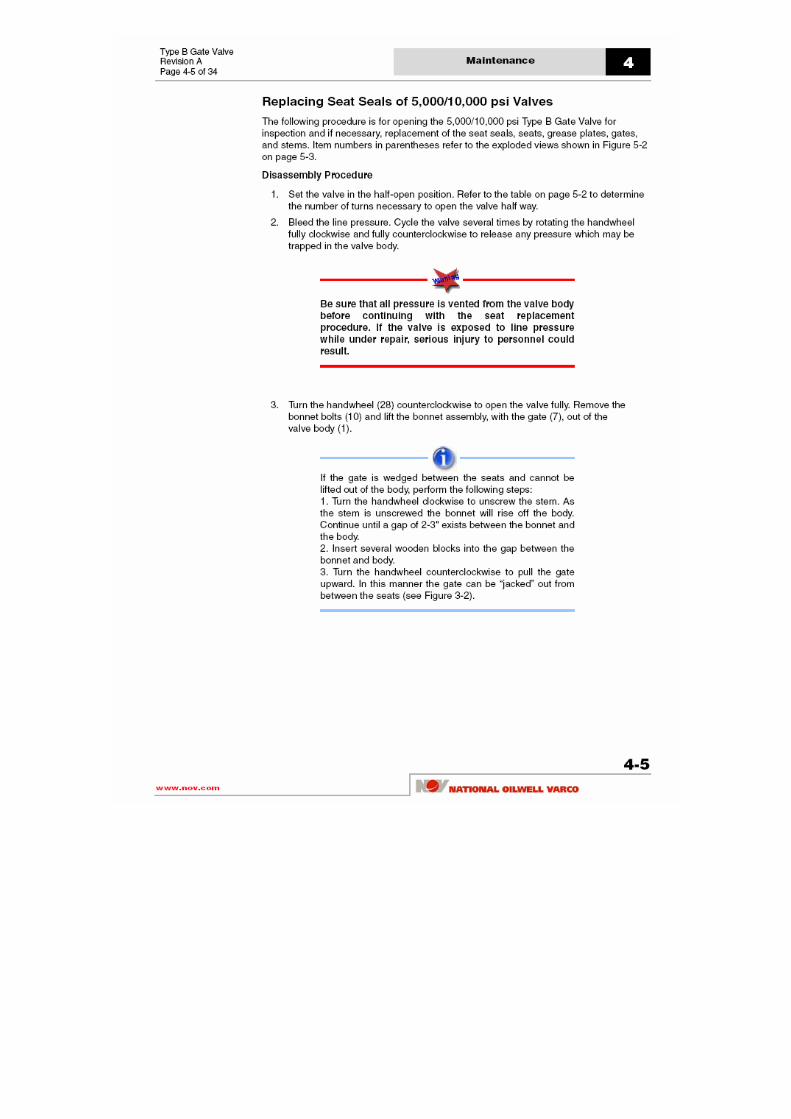
Reemplazando los Sellos de Asiento de las Válvulas de 5.000/10.000 psi El siguiente procedimiento es para abrir la Válvula Esclusa Tipo B de 5.000/10.000 psi para inspección y, de ser necesario, reemplazar los sellos de asiento, asientos, placas de engrase, esclusas, y vástagos. Los números de ítem entre paréntesis se refieren a las vistas expandidas mostradas en la Figura 5-2 en la página 5-3. Procedimiento de Desensamblado 1. Coloque la válvula en la posición medio-abierta. Refiérase a la tabla en la página 5-2 para determinar los números de vueltas necesarios para abrir la válvula hasta la mitad. 2. Purgue la presión de la línea. De ciclo a la válvulas varias veces al rotar el volante totalmente en sentido de las agujas del reloj y completamente en sentido contrario de las agujas del reloj para liberar cualquier presión que pueda estar atrapada en el cuerpo de la válvula.
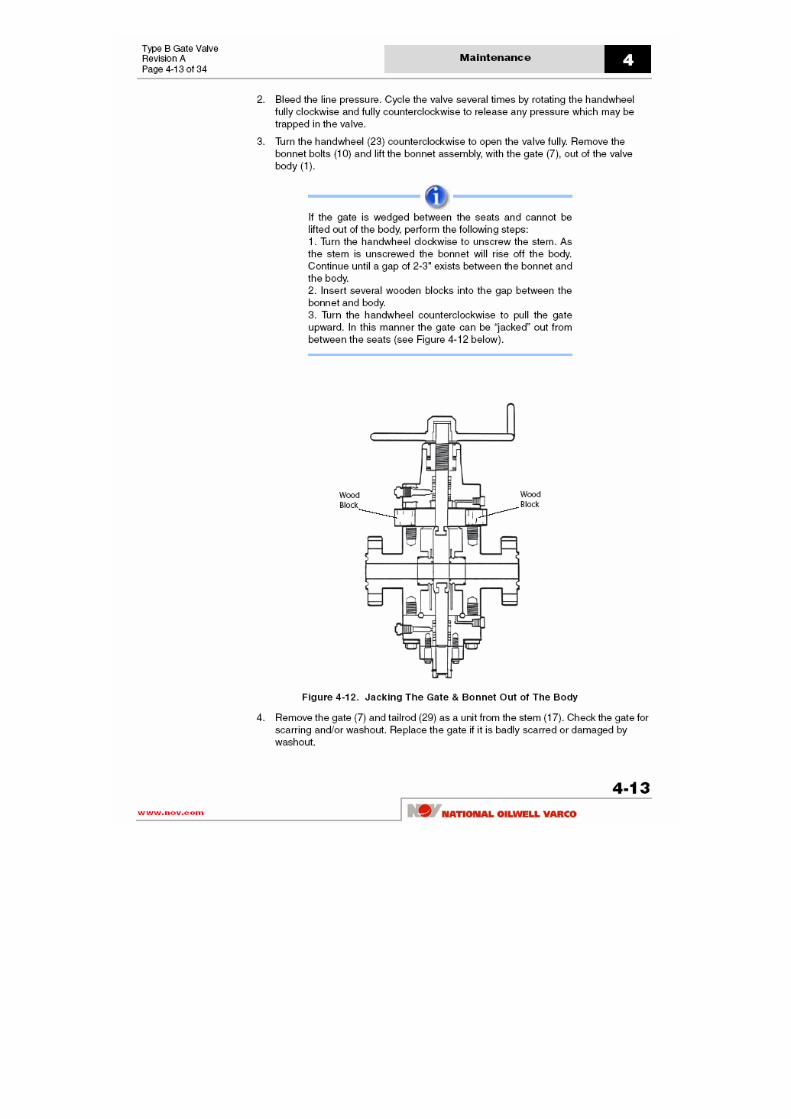
Asegúrese de que toda la presión es venteada del cuerpo de la válvula antes de continuar con el procedimiento de reemplazo del asiento. Si la válvula está expuesta a presión de la línea mientras está bajo reparación, podrían ocurrir lesiones serias al personal. 3. Gire el volante (28) en el sentido contrario a las agujas del reloj para abrir completamente la válvula. Remueva los bulones de la tapa (10) y levante el conjunto de la tapa, con la esclusa (7), sacándolo del cuerpo de la válvula (1).
Si la esclusa está acuñada entre los asientos y no puede ser sacada del cuerpo, realice los siguientes pasos: 1. Gire el volante en el sentido de las agujas del reloj para destornillar el vástago. A medida que el vástago se desatornille, la tapa se elevará saliendo del cuerpo. Continúe hasta que haya una brecha de 2-3" entre la tapa y el cuerpo. 2. Inserte varios bloques de madera en la brecha entre la tapa y el cuerpo. 3. Gire el volante en el sentido contrario de las agujas del reloj para tirar la esclusa hacia arriba. De esta manera, la esclusa puede ser “palanqueada” hacia afuera desde el lugar entre los asientos (vea Figura 3-2).


Figura 4-2. Palanqueando la Esclusa y Tapa fuera del Cuerpo Glosario: Wood Block – bloque de madera 4. Remueva la esclusa (7) y el buje de la esclusa (16) del vástago (15). Revise la esclusa por marcas y/o barrido. Reemplace la esclusa si está demasiado marcada o dañada por barrido. 5. Remueva las placas de engrase (6) de los conjuntos de asiento (2). Coloque las placas de engrase a un lado.
Gradualmente, saque los asientos fuera de los bolsillos de asientos al palanquear de forma alternada en las ranuras de ambos lados de los asientos. No haga palanca desde la parte superior de los asientos ya que esto puede atascar el aro inferior de los asientos en los bolsillos de los asientos.
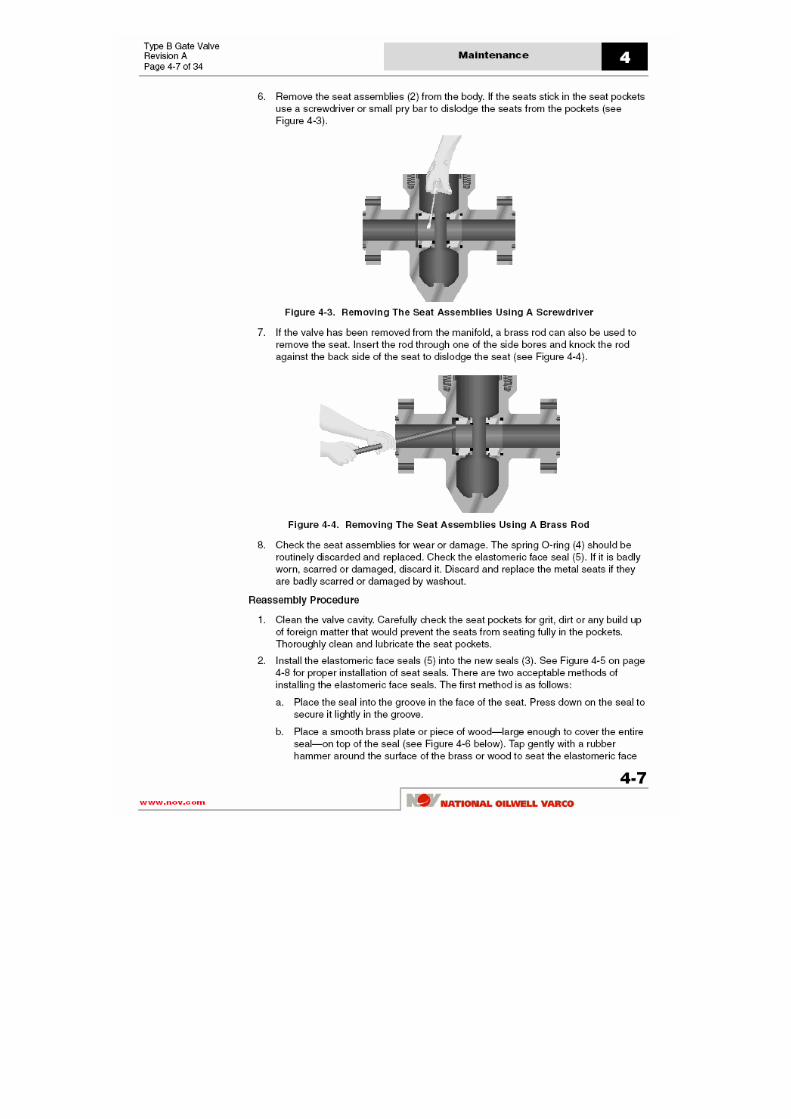

6. Remueva los conjuntos de asiento (2) del cuerpo. Si los asientos están pegados a los bolsillos de asientos, use un destornillador o pequeña barra de palanqueo para sacar los asientos de los bolsillos (ver Figura 4-3).
Figura 4-3. Sacando los Conjuntos de Asiento Usando un Destornillador 7. Si la válvula ha sido sacada del manifold, también puede usarse una varilla de bronce para remover el asiento. Inserte la varilla a través de uno de los agujeros laterales y golpee la varilla contra el lado posterior del asiento para sacar el asiento (ver Figura 4-4).
Figura 4-4. Sacando los Conjuntos de Asiento Usando una Varilla de Bronce 8. Revise los conjuntos de asiento por desgaste o daños. El resorte de anillo O (4) debiera ser rutinariamente descartado y reemplazado. Revise el sello de cara elastomérico (5). Si está demasiado desgastado, marcado o dañado, descártelo. Descarte y reemplace los asientos de metal si están demasiado marcados o dañados por barrido. Procedimiento de Re-ensamblado 1. Limpie la cavidad de la válvula. Revise cuidadosamente los bolsillos de asiento por arenilla, suciedad o cualquier acumulación de materia extraña que pudiera evitar que los asientos se asienten completamente en los bolsillos. Limpie completamente y lubrique los bolsillos de asiento. 2. Instale los sellos de cara elastomérico (5) en los nuevos sellos (3). Vea la Figura 4-5 en la página 4-8 para la instalación adecuada de los sellos del asiento. Hay dos métodos aceptables para instalar los sellos de cara elastomérico. El primer método es el siguiente: a. Coloque el sello en la ranura en la cara del asiento. Presione hacia abajo en sobre el sello para asegurarlo levemente en la ranura. b. Coloque una placa de bronce o pieza de madera suave –lo suficientemente grande como para cubrir el sello completo- encima del sello (ver Figura 4-6 abajo). Golpetee gentilmente con un martillo de goma alrededor de la superficie del bronce o madera para asentar el sello de cara elastomérico

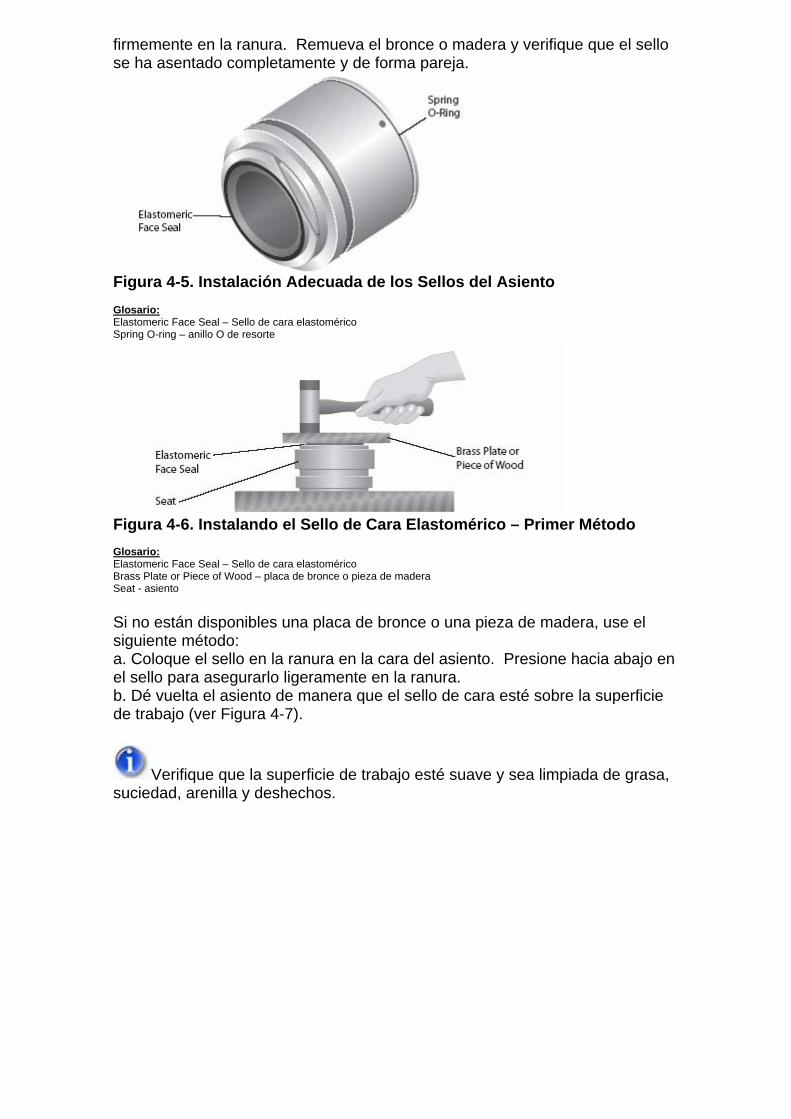
firmemente en la ranura. Remueva el bronce o madera y verifique que el sello se ha asentado completamente y de forma pareja.
Figura 4-5. Instalación Adecuada de los Sellos del Asiento Glosario: Elastomeric Face Seal – Sello de cara elastomérico Spring O-ring – anillo O de resorte
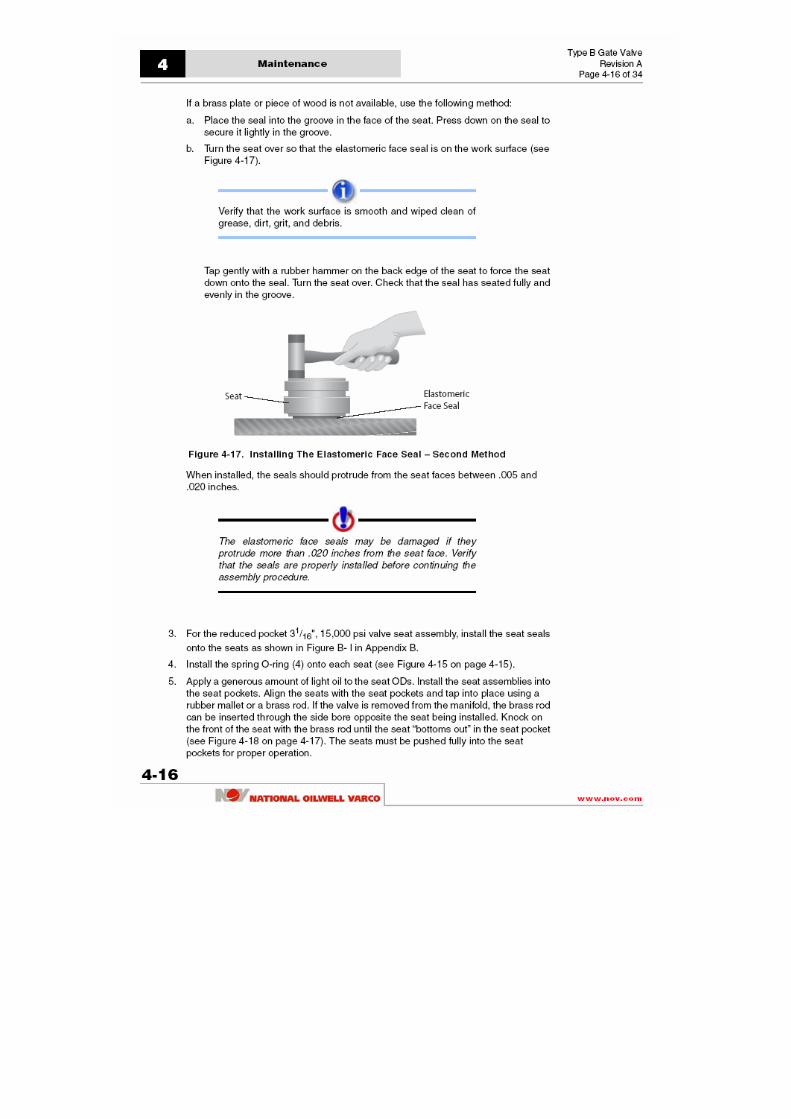
Figura 4-6. Instalando el Sello de Cara Elastomérico – Primer Método Glosario: Elastomeric Face Seal – Sello de cara elastomérico Brass Plate or Piece of Wood – placa de bronce o pieza de madera Seat - asiento Si no están disponibles una placa de bronce o una pieza de madera, use el siguiente método: a. Coloque el sello en la ranura en la cara del asiento. Presione hacia abajo en el sello para asegurarlo ligeramente en la ranura. b. Dé vuelta el asiento de manera que el sello de cara esté sobre la superficie de trabajo (ver Figura 4-7).
Verifique que la superficie de trabajo esté suave y sea limpiada de grasa, suciedad, arenilla y deshechos.
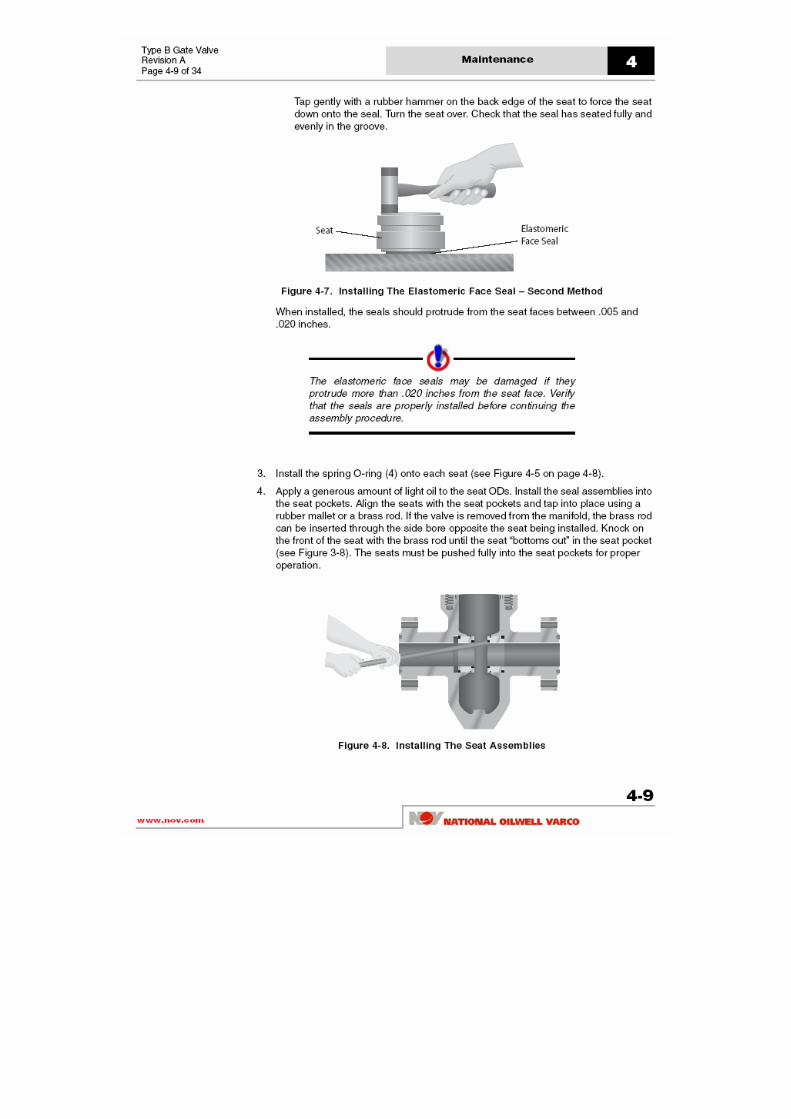

Golpetee gentilmente con un martillo de goma en el borde posterior del asiento para forzar al asiento a bajar hacia el sello. De vuelta el asiento. Revise que el sello se haya asentado completamente y de forma pareja en la ranura.
Figura 4-7. Instalando el Sello de Cara Elastomérico – Segundo Método Glosario: Elastomeric Face Seal – Sello de cara elastomérico Seat - asiento Una vez instalados, los sellos debieran sobresalir de las caras del asiento entre 0,005 y 0,020 pulgadas.
Los sellos de cara elastomérico pueden dañarse si sobresalen más de 0,020 pulgadas de la cara del asiento. Verifique que los sellos están apropiadamente instalados antes de continuar con el proceso de ensamblado. 3. Instale el anillo O resorte (4) en cada asiento (ver Figura 4-5 en la página 4-8). 4. Aplique una generosa cantidad de aceite ligero a los ODs del asiento. Instale los conjuntos de asientos en los bolsillos del asiento. Alinee los asientos con los bolsillos de asiento y golpetee en el lugar usando una maza de goma o una varilla de bronce. Si la válvula es sacada del manifold, la varilla de bronce puede ser insertada a través del agujero lateral opuesto al asiento que está siendo instalado. Golpee en la parte frontal del asiento con la varilla de bronce hasta que el asiento “toque fondo” en el bolsillo de asiento (ver Figura 3-8). Los asientos deben ser empujados completamente en los bolsillos de asiento para una operación adecuada.
Figura 4-8. Instalando los Conjuntos de Asiento

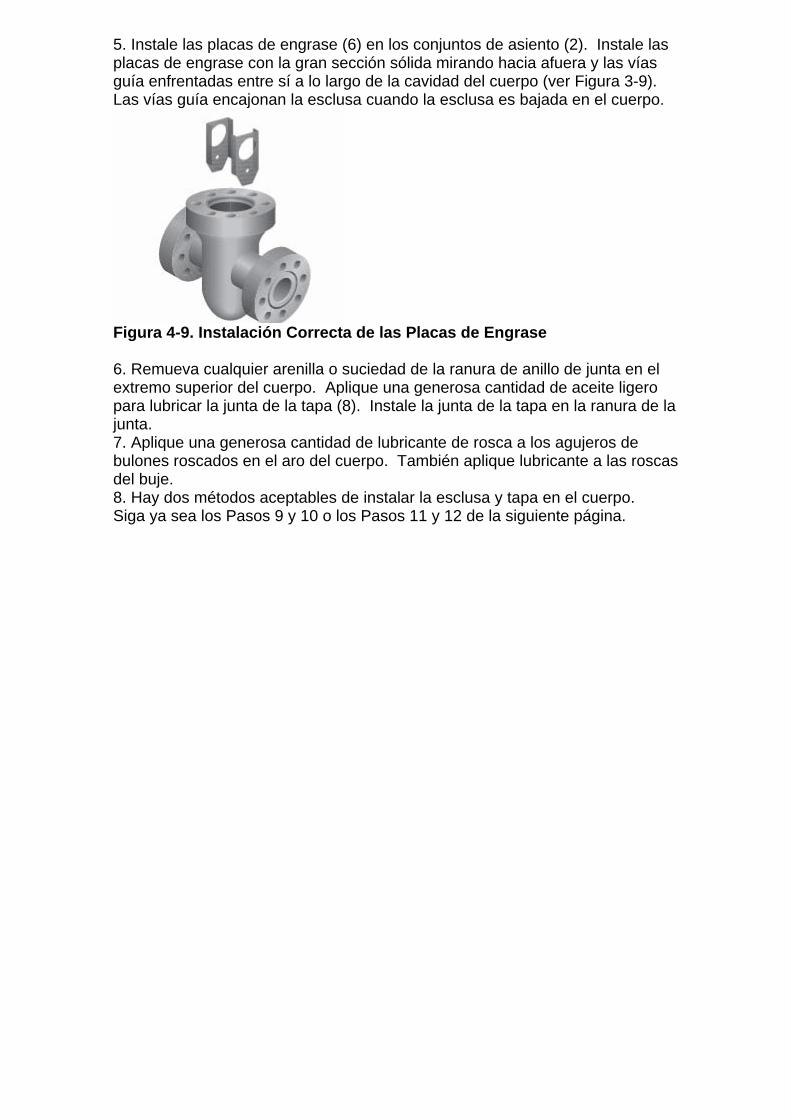
5. Instale las placas de engrase (6) en los conjuntos de asiento (2). Instale las placas de engrase con la gran sección sólida mirando hacia afuera y las vías guía enfrentadas entre sí a lo largo de la cavidad del cuerpo (ver Figura 3-9). Las vías guía encajonan la esclusa cuando la esclusa es bajada en el cuerpo.
Figura 4-9. Instalación Correcta de las Placas de Engrase 6. Remueva cualquier arenilla o suciedad de la ranura de anillo de junta en el extremo superior del cuerpo. Aplique una generosa cantidad de aceite ligero para lubricar la junta de la tapa (8). Instale la junta de la tapa en la ranura de la junta. 7. Aplique una generosa cantidad de lubricante de rosca a los agujeros de bulones roscados en el aro del cuerpo. También aplique lubricante a las roscas del buje. 8. Hay dos métodos aceptables de instalar la esclusa y tapa en el cuerpo. Siga ya sea los Pasos 9 y 10 o los Pasos 11 y 12 de la siguiente página.
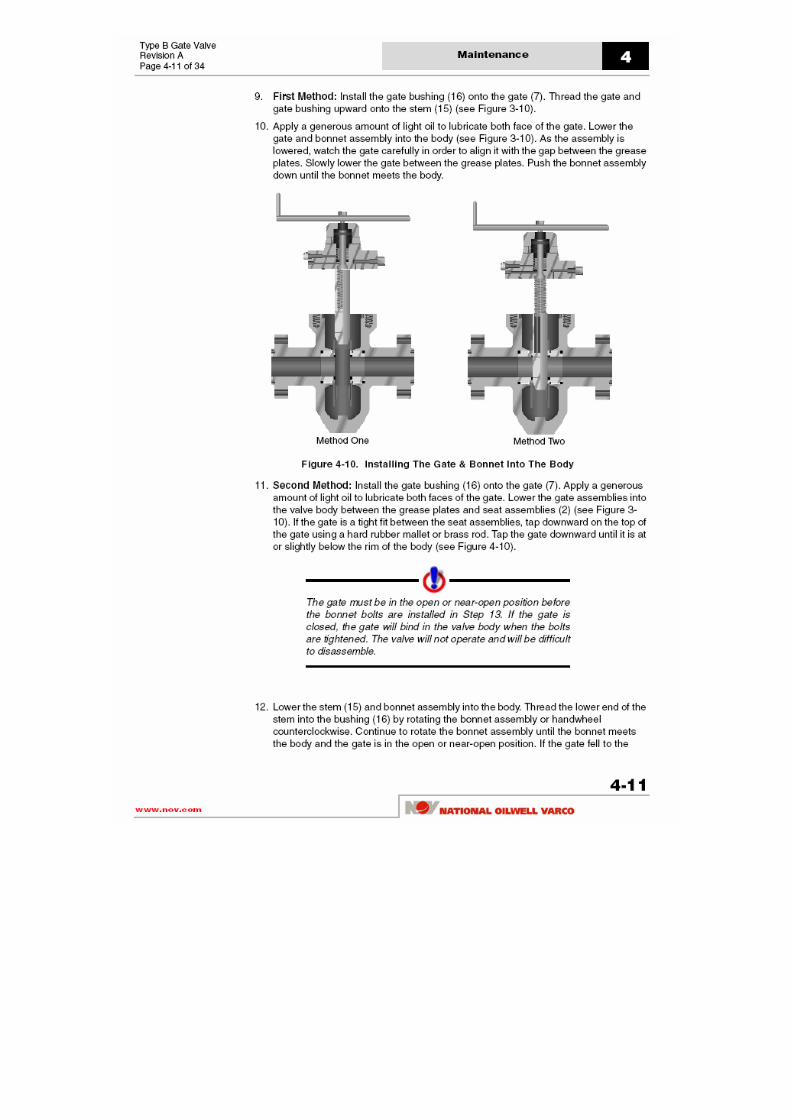

9. Primer Método: Instale el buje de la esclusa (16) en la esclusa (7). Enrosque la esclusa y el buje de la esclusa hacia arriba en el vástago (15) (ver Figura 3-10). 10. Aplique una generosa cantidad de aceite ligero para lubricar ambas caras de la esclusa. Baje el conjunto de esclusa y tapa hacia dentro del cuerpo (ver Figura 3-10). A medida que el conjunto es bajado, vigile cuidadosamente la esclusa a fin de alinearla con el brecha entre las placas de engrase. Presione el conjunto de tapa hacia abajo hasta que la tapa se encuentre con el cuerpo.
Figura 4-10. Instalando la Esclusa & Tapa en el Cuerpo 11. Segundo Método: Instale el buje de esclusa (16) en la esclusa (7). Aplique una generosa cantidad de aceite ligero para lubricar ambas caras de la esclusa. Baje los conjuntos de esclusa al cuerpo de la válvula entre las placas de engrase y los conjuntos de asiento (2) (ver Figura 3-10). Si la esclusa está bien ajustada entre los conjuntos de asiento, golpetee hacia abajo en la parte superior de la esclusa usando una maza de goma dura o una varilla de bronce. Golpetee la esclusa hacia abajo hasta que esté en o ligeramente por debajo del aro del cuerpo (ver Figura 4-10).
La esclusa debe estar en la posición abierta o casi-abierta antes de que los bulones de la tapa sean instalados en el Paso 13. Si la esclusa está cerrada, la esclusa se aferrará al cuerpo de la válvula cuando los bulones sean ajustados. La válvula no funcionará y será difícil de desensamblar. 12. Baje el conjunto de vástago (15) y tapa hacia el cuerpo. Enrosque el extremo inferior del vástago en el cojinete (16) al rotar el conjunto de tapa o volante en el sentido contrario de las agujas del reloj. Continúe girando el conjunto de tapa hasta que la tapa encuentre el cuerpo y la esclusa esté en la posición abierta o casi-abierta. Si la esclusa cayera hasta
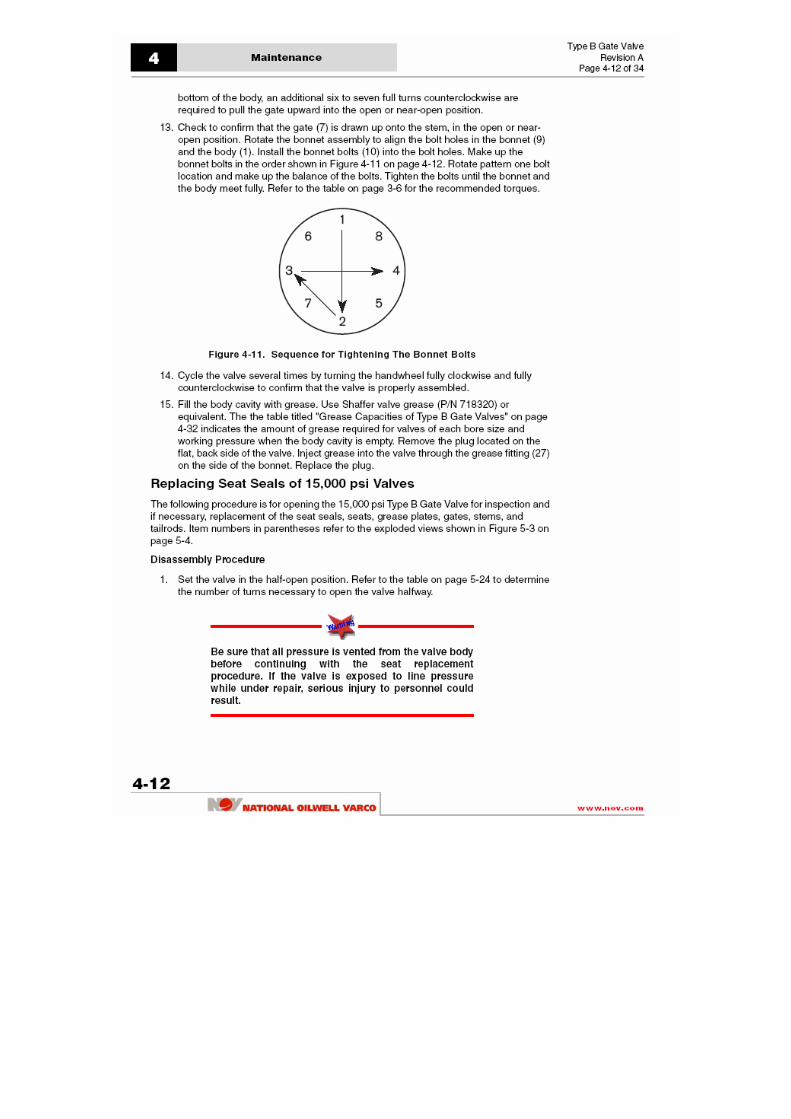
el fondo del cuerpo, serán necesarias unas seis a siete vueltas adicionales completas en el sentido contrario de las agujas del reloj para sacar la esclusa hacia arriba hacia la posición abierta o casi-abierta. 13. Revise para confirmar que la esclusa (7) esté llevada hacia el vástago, en la posición abierta o casi-abierta. Gire el conjunto de tapa para alinear los agujeros de bulones en la tapa (9) y el cuerpo (1). Instale los bulones de tapa (10) en los agujeros de bulones. Enrosque los bulones de tapa en el orden mostrado en la Figura 4-11 en la página 4-12. Gire el patrón de ubicación de un bulón y compense el balance de los bulones. Ajuste los bulones hasta que la tapa y el cuerpo se encuentren completamente. Refiérase a la tabla en la página 3-6 para los torques recomendados.
Figura 4-11. Secuencia para Ajustar los Bulones de la Tapa 14. De ciclo a la válvula varias veces al girar el volante totalmente en sentido de las agujas del reloj y completamente en sentido contrario a las agujas del reloj para confirmar que la válvula está correctamente ensamblada. 15. Llene la cavidad del cuerpo con grasa. Use grasa de válvula Shaffer (P/N 718320) o equivalente. La tabla titulada “Capacidades de Grasa de Válvulas Esclusa Tipo B” en la página 4-32 indica la cantidad de grasa requerida para válvulas de cada tamaño de agujero y presión operativa cuando la cavidad del cuerpo está vacía. Remueva el tapón ubicado en el lado posterior plano de la válvula. Inyecte grasa en la válvula a través de la conexión de engrase (27) en el lateral de la tapa. Vuelva a colocar el tapón. Reemplazando los Sellos del Asiento de las Válvulas de 15.000 psi El siguiente procedimiento es para abrir la Válvula Esclusa Tipo B de 15.000 psi para inspección y, de ser necesario, reemplazo de sellos de asiento, asientos, placas de engrase, esclusas, vástagos, y contra-vástagos. Los números de ítem entre paréntesis hacen referencia a las vistas expandidas mostradas en la Figura 5-3 en la página 5-4. Procedimiento de Desensamblado 1. Coloque la válvula en la posición medio-abierta. Refiérase a la tabla en la página 5-24 para determinar el número de vueltas necesarias para abrir la válvula hasta la mitad.
Asegúrese de que toda la presión es venteada del cuerpo de la válvula antes de continuar con el procedimiento de reemplazo de asiento. Si la válvula es expuesta a presión de línea mientras está bajo reparación, podría resultar en lesiones serias al personal.

2. Purgue la presión de la línea. De ciclo a la válvula varias veces al rotar el volante completamente en el sentido de las agujas del reloj y completamente en el sentido contrario a las agujas del reloj para liberar cualquier presión que pueda estar atrapada en la válvula. 3. Gire el volante (23) en el sentido contrario a las agujas del reloj para abrir completamente la válvula. Remueva los bulones de la tapa (10) y levante el conjunto de tapa, con la esclusa (7), fuera del cuerpo de la válvula (1).
Si la esclusa está acuñada entre los asientos y no puede ser sacada del cuerpo, realice los siguientes pasos: 1. Gire el volante en sentido de las agujas del reloj para destornillar el vástago. A medida que se desatornille el vástago, la tapa se elevará fuera del cuerpo. Continúe hasta que exista una brecha de 2-3" entre la tapa y el cuerpo. 2. Inserte varios bloques de madera en la brecha entre la tapa y el cuerpo. 3. Gire el volante en el sentido contrario de las agujas de reloj para sacar la esclusa hacia arriba. De esta manera, la esclusa puede ser “palanqueada” hacia afuera de entre los asientos (ver Figura 4-12 abajo).
Figura 4-12. Palanqueando la Esclusa & Tapa Fuera del Cuerpo Glosario: Wood Block – bloque de madera 4. Remueva la esclusa (7) y contra-vástago (29), como una unidad, del vástago (17). Revise la esclusa por marcas y/o barrido. Reemplace la esclusa si está demasiado marcada o dañada por barrido.


5. Remueva las placas de engrase (6) de los conjuntos de asiento (2). Coloque las placas de engrase a un lado. 6. Remueva los conjuntos de asiento (2) del cuerpo. Si el asiento se pegó a los bolsillos de asiento, use un destornillador o pequeña barra de palanqueo para sacar los asientos de los bolsillos (ver Figura 4-13).
Gradualmente, vaya sacando los asientos de los bolsillos de asiento al palanquear de manera alternada en las ranuras de ambos lados de los asientos. No haga palanca desde la parte superior de los asientos ya que esto puede atascar el aro inferior de los asientos en los bolsillos de asiento.
Figura 4-13. Removiendo los Conjuntos de Asiento Usando un Destornillador Si la válvula ha sido removida del manifold, también puede usarse una varilla de bronce para remover el asiento. Inserte la varilla a través de uno de los agujeros laterales y golpee la varilla contra el lado posterior del asiento para sacar el asiento (ver Figura 4-14).
Figura 4-14. Removiendo los Conjuntos de Asiento Usando una Varilla de Bronce


7. Revise los conjuntos de sello por desgaste o daño. El anillo O resorte (4) debiera ser descartado rutinariamente y reemplazado. Revise el sello de cara elastomérico (5). Si está demasiado desgastado, marcado o dañado, descártelo. Descarte y reemplace los asientos de metal si están demasiado marcados o dañados por barrido. Procedimiento de Re-ensamblado 1. Limpie la cavidad de la válvula. Revise cuidadosamente los bolsillos de asiento por arenilla, suciedad o cualquier acumulación de materia extraña que evitaría que los asientos se asienten completamente en los bolsillos. Limpie completamente y lubrique los bolsillos de asiento. 2. Instale los sellos de cara elastomérico (5) en los nuevos asientos (3). Vea la Figura 4-15 para la instalación apropiada de los sellos de asiento. Hay dos métodos aceptables para instalar los sellos de cara elastomérico. El primer método es el siguiente: a. Coloque el sello en la ranura en la cara del asiento. Presione hacia abajo en el sello para asegurarlo ligeramente en la ranura. b. Coloque una placa de bronce o pieza de madera suave, lo suficientemente grande como para cubrir el sello completo, en la parte superior del sello (ver Figura 4-16). Golpetee gentilmente con un martillo de goma alrededor de la superficie del bronce o madera para asentar el sello de cara elastomérico firmemente en la ranura. c. Remueva el bronce o madera y verifique que le sello se haya asentado completamente y de forma pareja.
Figura 4-15. Instalación Apropiada de los Sellos del Asiento Glosario: Spring O-ring – anillo O resorte Elastomeric Face Seal – Sello de cara elastomérico
Figura 4-16. Instalando el Sello de Cara Elastomérico – Primer Método Glosario: Seat - asiento Elastomeric Face Seal – Sello de cara elastomérico Brass Plate or Piece of Wood – Placa de bronce o pieza de madera

Si no están disponibles una placa de bronce o una pieza de madera, use el siguiente método: a. Coloque el sello en la ranura en la cara del asiento. Presione hacia abajo en el sello para asegurarlo ligeramente en la ranura. b. Dé vuelta el asiento de manera que el sello de cara elastomérico esté sobre la superficie de trabajo (ver Figura 4-17).
Verifique que la superficie de trabajo esté suave y sea limpiada de grasa, suciedad, arenilla y deshechos. Golpetee gentilmente con un martillo de goma en el borde posterior del asiento para forzar al asiento a bajar hacia el sello. De vuelta el asiento. Revise que el sello se haya asentado completamente y de forma pareja en la ranura.
Figure 4-17. Instalando el Sello de Cara Elastomérico – Segundo Método Glosario: Seat - asiento Elastomeric Face Seal – Sello de cara elastomérico Una vez instalados, los sellos debieran sobresalir de las caras del asiento entre 0,005 y 0,020 pulgadas.
Los sellos de cara elastomérico pueden dañarse si sobresalen más de 0,020 pulgadas de la cara del asiento. Verifique que los sellos están apropiadamente instalados antes de continuar con el proceso de ensamblado. 3. Para el conjunto de asiento de válvula de 15.000 psi de bolsillo reducido de 31/16”, instale los sellos del asiento en los asientos como se muestra en la Figura B-I en el Apéndice B. 4. Instale el anillo O resorte (4) en cada asiento (ver Figura 4-15 en la página 4-15). 5. Aplique una generosa cantidad de aceite ligero a los ODs del asiento. Instale los conjuntos de asiento en los bolsillos del asiento. Alinee los asientos con los bolsillos de asiento y golpetee en el lugar usando una maza de goma o una varilla de bronce. Si la válvula es sacada del manifold, la varilla de bronce puede ser insertada a través del agujero lateral opuesto al asiento que está siendo instalado. Golpee en la parte frontal del asiento con la varilla de bronce hasta que el asiento “toque fondo” en el bolsillo de asiento (ver Figura 4-18 en la página 4-17). Los asientos deben ser empujados completamente en los bolsillos de asiento para una operación adecuada.

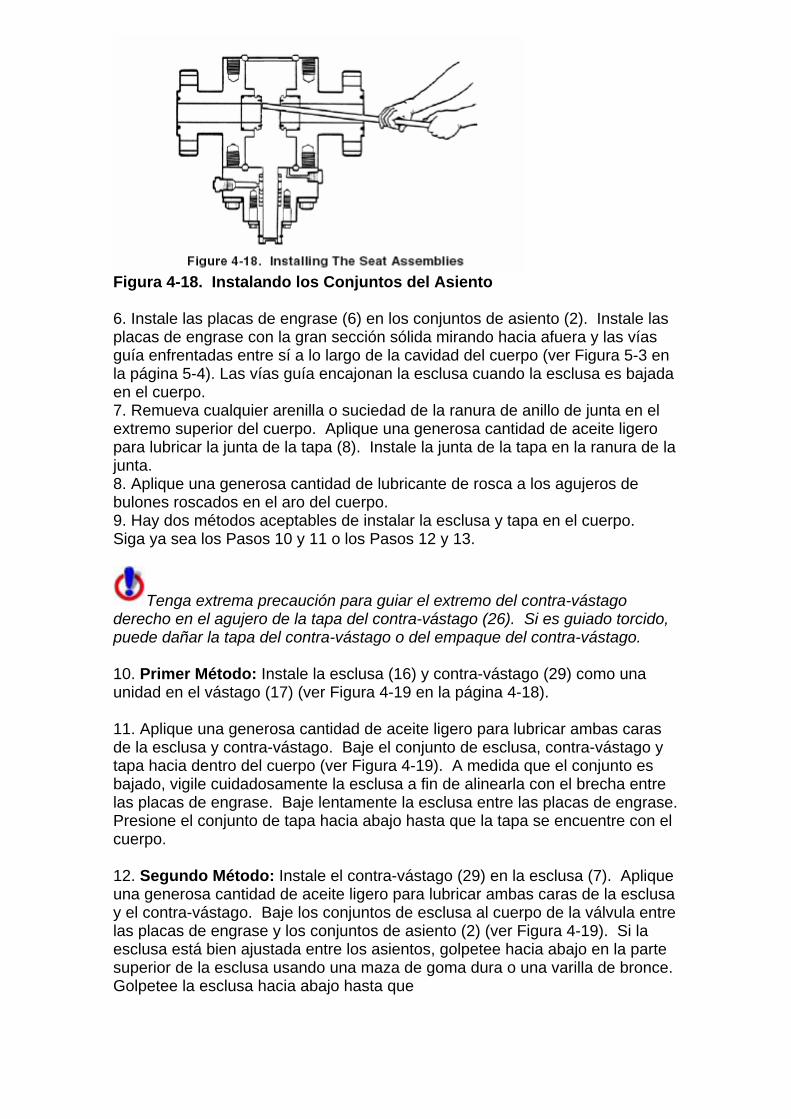
Figura 4-18. Instalando los Conjuntos del Asiento 6. Instale las placas de engrase (6) en los conjuntos de asiento (2). Instale las placas de engrase con la gran sección sólida mirando hacia afuera y las vías guía enfrentadas entre sí a lo largo de la cavidad del cuerpo (ver Figura 5-3 en la página 5-4). Las vías guía encajonan la esclusa cuando la esclusa es bajada en el cuerpo. 7. Remueva cualquier arenilla o suciedad de la ranura de anillo de junta en el extremo superior del cuerpo. Aplique una generosa cantidad de aceite ligero para lubricar la junta de la tapa (8). Instale la junta de la tapa en la ranura de la junta. 8. Aplique una generosa cantidad de lubricante de rosca a los agujeros de bulones roscados en el aro del cuerpo. 9. Hay dos métodos aceptables de instalar la esclusa y tapa en el cuerpo. Siga ya sea los Pasos 10 y 11 o los Pasos 12 y 13.
Tenga extrema precaución para guiar el extremo del contra-vástago derecho en el agujero de la tapa del contra-vástago (26). Si es guiado torcido, puede dañar la tapa del contra-vástago o del empaque del contra-vástago. 10. Primer Método: Instale la esclusa (16) y contra-vástago (29) como una unidad en el vástago (17) (ver Figura 4-19 en la página 4-18). 11. Aplique una generosa cantidad de aceite ligero para lubricar ambas caras de la esclusa y contra-vástago. Baje el conjunto de esclusa, contra-vástago y tapa hacia dentro del cuerpo (ver Figura 4-19). A medida que el conjunto es bajado, vigile cuidadosamente la esclusa a fin de alinearla con el brecha entre las placas de engrase. Baje lentamente la esclusa entre las placas de engrase. Presione el conjunto de tapa hacia abajo hasta que la tapa se encuentre con el cuerpo. 12. Segundo Método: Instale el contra-vástago (29) en la esclusa (7). Aplique una generosa cantidad de aceite ligero para lubricar ambas caras de la esclusa y el contra-vástago. Baje los conjuntos de esclusa al cuerpo de la válvula entre las placas de engrase y los conjuntos de asiento (2) (ver Figura 4-19). Si la esclusa está bien ajustada entre los asientos, golpetee hacia abajo en la parte superior de la esclusa usando una maza de goma dura o una varilla de bronce. Golpetee la esclusa hacia abajo hasta que
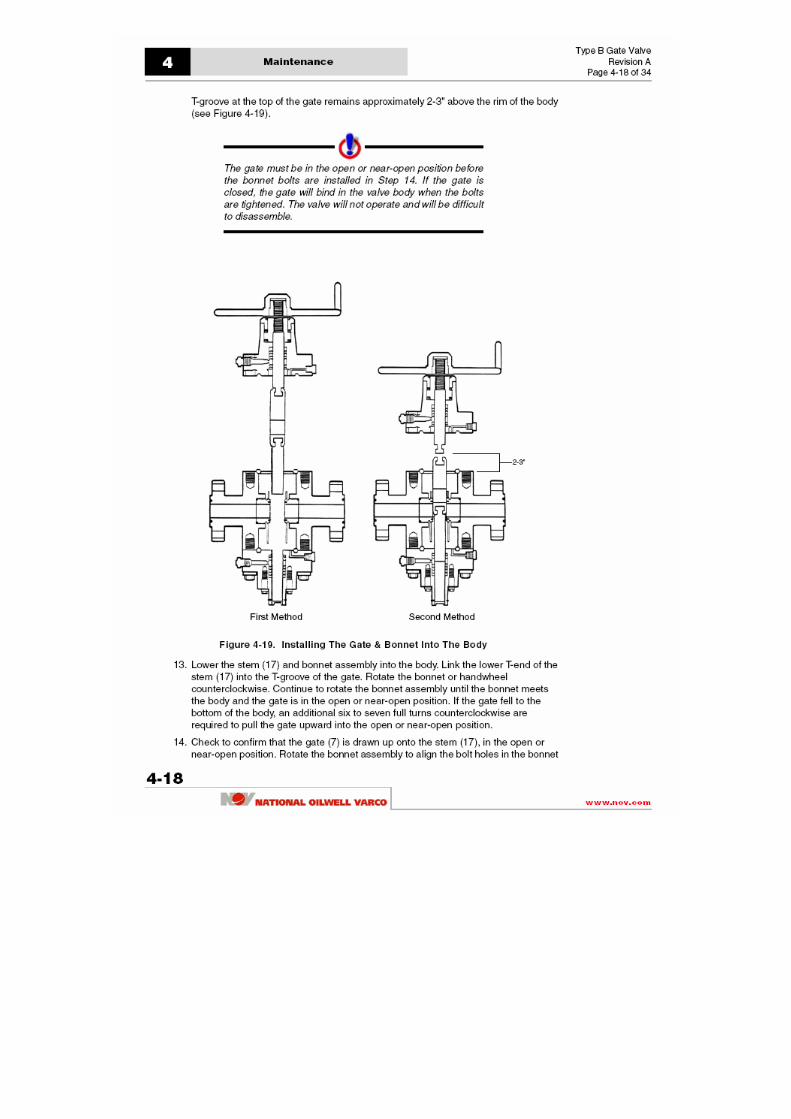
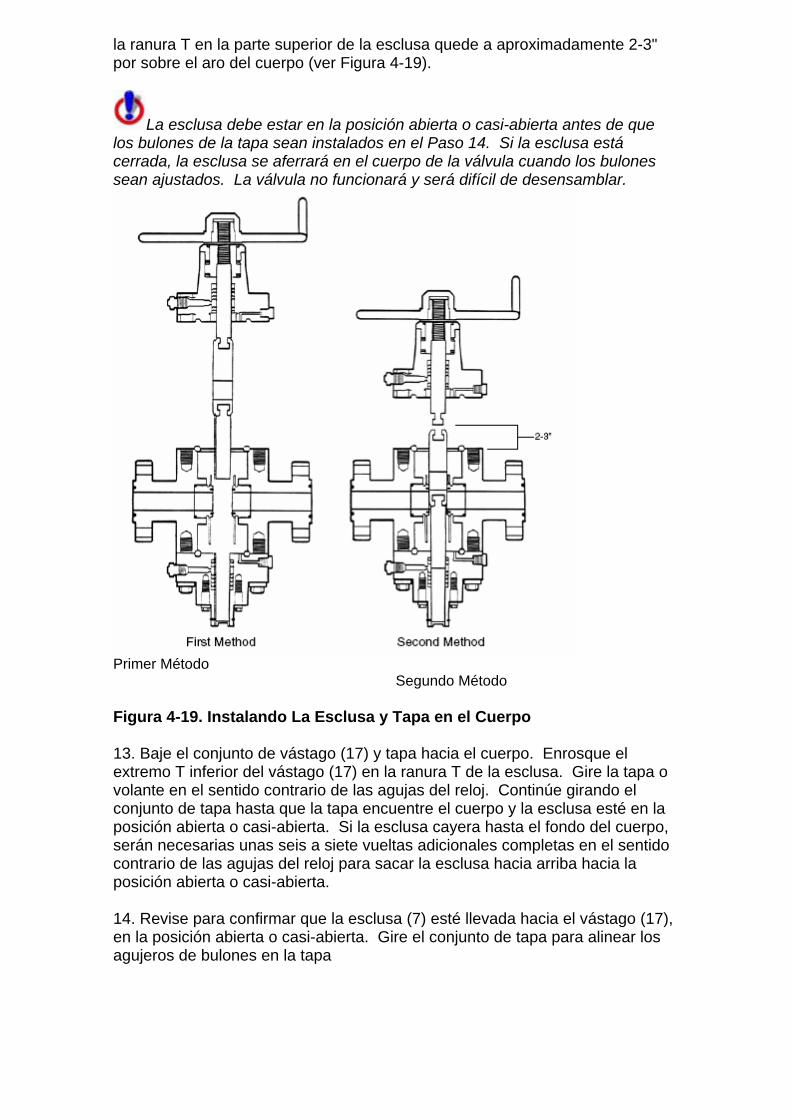
la ranura T en la parte superior de la esclusa quede a aproximadamente 2-3" por sobre el aro del cuerpo (ver Figura 4-19).
La esclusa debe estar en la posición abierta o casi-abierta antes de que los bulones de la tapa sean instalados en el Paso 14. Si la esclusa está cerrada, la esclusa se aferrará en el cuerpo de la válvula cuando los bulones sean ajustados. La válvula no funcionará y será difícil de desensamblar.
Primer Método
Segundo Método Figura 4-19. Instalando La Esclusa y Tapa en el Cuerpo 13. Baje el conjunto de vástago (17) y tapa hacia el cuerpo. Enrosque el extremo T inferior del vástago (17) en la ranura T de la esclusa. Gire la tapa o volante en el sentido contrario de las agujas del reloj. Continúe girando el conjunto de tapa hasta que la tapa encuentre el cuerpo y la esclusa esté en la posición abierta o casi-abierta. Si la esclusa cayera hasta el fondo del cuerpo, serán necesarias unas seis a siete vueltas adicionales completas en el sentido contrario de las agujas del reloj para sacar la esclusa hacia arriba hacia la posición abierta o casi-abierta. 14. Revise para confirmar que la esclusa (7) esté llevada hacia el vástago (17), en la posición abierta o casi-abierta. Gire el conjunto de tapa para alinear los agujeros de bulones en la tapa


(9) y el cuerpo (1). Instale los bulones de tapa (10) en los agujeros de bulones. Enrosque los bulones de tapa en el orden mostrado en la Figura 4-11 en la página 4-12. Ajuste los bulones hasta que la tapa y el cuerpo se encuentren completamente. Refiérase a la tabla en la página 3-6 para los torques recomendados. 15. De ciclo a la válvula varias veces al girar el volante totalmente en sentido de las agujas del reloj y completamente en sentido contrario a las agujas del reloj para confirmar que la válvula está correctamente ensamblada. 16. Llene la cavidad del cuerpo con grasa. Use grasa de válvula Shaffer (P/N 718320) o equivalente. La tabla en la página 4-32 indica la cantidad de grasa requerida para válvulas de cada tamaño de agujero y presión operativa cuando la cavidad del cuerpo está vacía. Remueva ambos tapones de engrase (21) de la tapa del contra-vástago (26). Inyecte grasa a través del puerto de engrase superior hasta que grasa fluya hacia afuera por el puerto de engrase inferior. Vuelva a colocar ambos tapones. Reemplazando Cojinetes de Válvulas de 5.000 y 10.000 psi
Este procedimiento se aplica sólo a válvulas de 5.000 y 10.000 psi. Las válvulas de 15.000 psi no están diseñadas para contener presión de línea al asentar el vástago atrás. No intente realizar este procedimiento en válvulas de 15.000 psi. Si las válvulas de 15.000 psi pierden en el empaque del vástago, la válvula debe ser purgada de toda presión de línea y desensamblada como se indica en la sección titulada “Reemplazando el Empaque del Vástago y Empaque de Contra-vástago de Válvulas de 15.000 psi” en la página 4-27. Los números de ítem entre paréntesis hacen referencia a la vista expandida mostrada en la Figura 5-2 en la página 5-3. Los lubricantes recomendados son mostrados en la tabla de la página 4-34. Procedimiento de Desensamblado 1. Remueva el bulón del volante (29), la arandela del volante (32) y el volante (28). 2. Remueva el alojamiento del cojinete (21) de la tapa (9). 3. Lleve el perno (18) fuera del adaptador del vástago (17) usando un punzón de pasador de 1/4". Remueva el adaptador del vástago. 4. Remueva y descarte ambos conjuntos de cojinetes viejos (19) y guías de cojinetes (20). Procedimiento de Re-ensamblado 1. Aplique grasa a una nueva guía de cojinete (20). Deslice la guía de cojinete engrasado sobre el vástago (15) y presione la guía del cojinete firmemente contra la parte superior del empaque de prensa (13) en la tapa (9). Instale un nuevo cojinete (19) y una segunda guía de cojinete nueva (20) sobre el vástago y sobre la partes superior de la guía de cojinete inferior (Vea la advertencia en la próxima página).
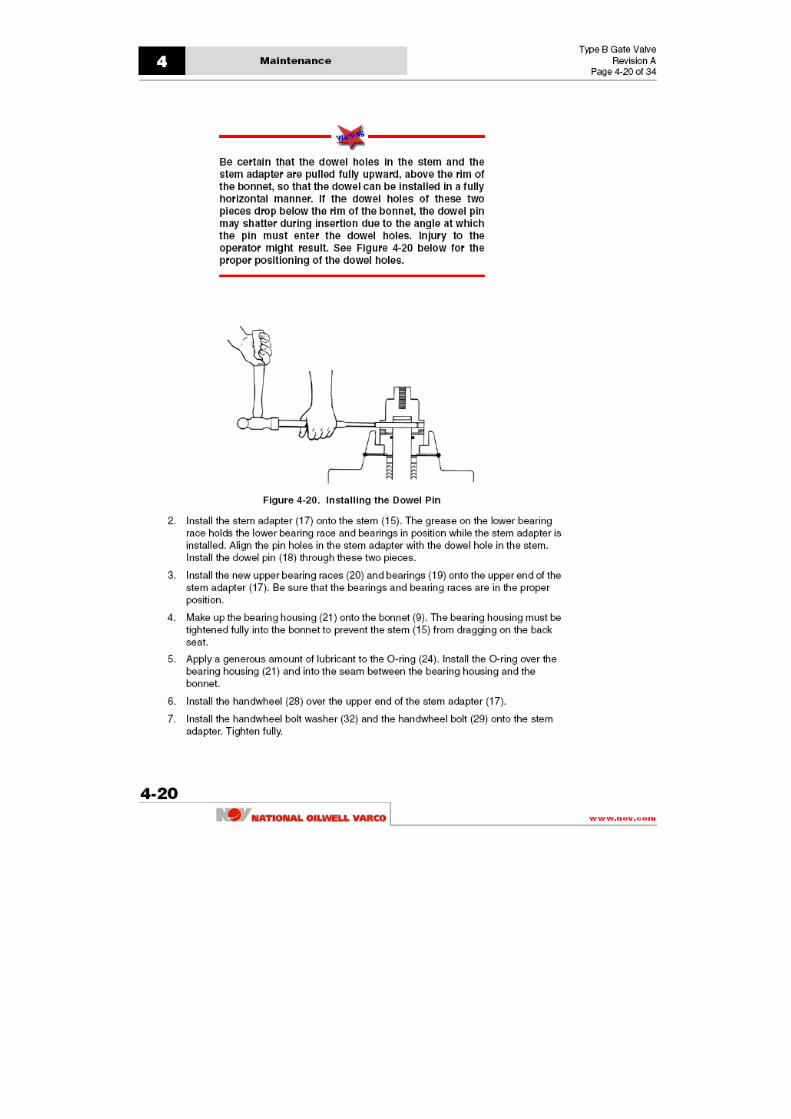
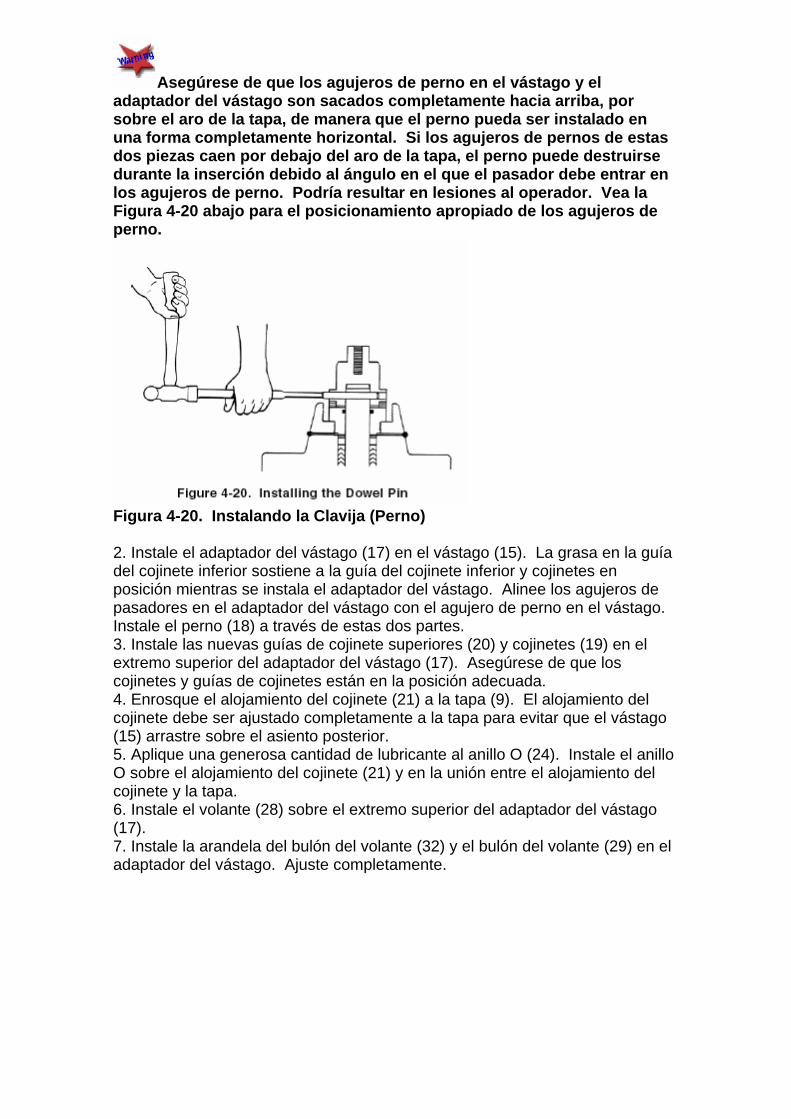
Asegúrese de que los agujeros de perno en el vástago y el adaptador del vástago son sacados completamente hacia arriba, por sobre el aro de la tapa, de manera que el perno pueda ser instalado en una forma completamente horizontal. Si los agujeros de pernos de estas dos piezas caen por debajo del aro de la tapa, el perno puede destruirse durante la inserción debido al ángulo en el que el pasador debe entrar en los agujeros de perno. Podría resultar en lesiones al operador. Vea la Figura 4-20 abajo para el posicionamiento apropiado de los agujeros de perno.
Figura 4-20. Instalando la Clavija (Perno) 2. Instale el adaptador del vástago (17) en el vástago (15). La grasa en la guía del cojinete inferior sostiene a la guía del cojinete inferior y cojinetes en posición mientras se instala el adaptador del vástago. Alinee los agujeros de pasadores en el adaptador del vástago con el agujero de perno en el vástago. Instale el perno (18) a través de estas dos partes. 3. Instale las nuevas guías de cojinete superiores (20) y cojinetes (19) en el extremo superior del adaptador del vástago (17). Asegúrese de que los cojinetes y guías de cojinetes están en la posición adecuada. 4. Enrosque el alojamiento del cojinete (21) a la tapa (9). El alojamiento del cojinete debe ser ajustado completamente a la tapa para evitar que el vástago (15) arrastre sobre el asiento posterior. 5. Aplique una generosa cantidad de lubricante al anillo O (24). Instale el anillo O sobre el alojamiento del cojinete (21) y en la unión entre el alojamiento del cojinete y la tapa. 6. Instale el volante (28) sobre el extremo superior del adaptador del vástago (17). 7. Instale la arandela del bulón del volante (32) y el bulón del volante (29) en el adaptador del vástago. Ajuste completamente.


Reemplazando Cojinetes de Válvulas de 15.000 psi Los números de ítem entre paréntesis se refieren a la vista expandida mostrada en la Figura 5-3 en la página 5-4. Los lubricantes recomendados son mostrados en la tabla de la página 4-34. Procedimiento de Desensamblado 1. Remueva la tuerca del volante (24) y el volante (23). 2. Remueva la brida del retén del cojinete (25) de la tapa (9). 3. Desatornille el adaptador del vástago (18) del vástago (17). 4. Remueva y descargue ambos conjuntos de viejos cojinetes (19) y guías de cojinetes (20). Procedimiento de Re-ensamblado 1. Aplique grasa de válvula Shaffer (P/N 718320) a una nueva guía del cojinete (20). Deslice la guía de cojinete engrasada sobre el vástago y presione la guía del cojinete firmemente hacia el respaldo en el agujero de la tapa. Instale cojinetes nuevos (19) y una segunda guía de cojinete (20) en la parte superior de la guía de cojinete inferior. 2. Instale el adaptador del vástago (18) completamente en el vástago (17). La grasa en la guía de cojinete inferior sostiene la guía de cojinete inferior y cojinetes en posición mientras se instala el adaptador del vástago. 3. Instale las guías de cojinete superiores (20) y cojinetes (19) sobre el adaptador del vástago. Empuje las guías de cojinete y cojinetes completamente hacia abajo hasta que estén posicionadas por debajo de las roscas de la tapa. Asegúrese de que los cojinetes y guías de cojinetes estén en el orden adecuado. 4. Enrosque la brida del retén de cojinete (25) a la tapa. La brida del retén de cojinete debe ser ajustada completamente a la tapa para evitar que el vástago (17) arrastre en el asiento posterior. 5. Instale el volante (23) sobre el extremo superior del adaptador del vástago (18). 6. Instale la tuerca del volante (24) en el adaptador del vástago (18). Ajuste completamente. Reemplazando el Empaque del Vástago al Asentar atrás el Vástago – Válvulas de 5.000/10.000 psi
Este procedimiento se aplica sólo a válvulas de 5.000 y 10.000 psi. Las válvulas de 15.000 psi no están diseñadas para contener presión de línea al asentar el vástago atrás. No intente realizar este procedimiento en válvulas de 15.000 psi. Si las válvulas de 15.000 psi pierden en el empaque del vástago, la válvula debe ser purgada de toda presión de línea y desensamblada como se indica en la sección titulada “Reemplazando el Empaque del Vástago y Empaque de Contra-vástago de Válvulas de 15.000 psi” en la página 4-27. Si el empaque del vástago plástico secundario no puede ser empaquetado externamente a través de la conexión de inyección de plástico, (ver la sección titulada “Activando el Empaque del Vástago Secundario Plástico” en la página 3-2), el empaque del vástago puede ser reemplazado mientras la válvula está bajo presión, luego de asentar el vástago atrás. Cuando el vástago haya sido apropiadamente asentado atrás, toda la presión de línea está atrapada en la cavidad del cuerpo de la válvula permitiéndole al trabajador desensamblar de manera segura la sección superior


de la válvula para reemplazo del empaque. Los números de ítems entre paréntesis se refieren a la vista expandida mostrada en la Figura 5-2 en la página 5-3. Los lubricantes recomendados son mostrados en la tabla de la página 4-34. 1. Gire el volante (28) completamente en el sentido de las agujas del reloj para cerrar la válvula. 2. Gire el alojamiento del cojinete (21) tres a cuatro vueltas para aflojarlo. 3. Gire el volante en el sentido de las agujas del reloj hasta que no haya más soltura en el vástago (15). El giro en sentido de las agujas del reloj permite que el vástago se eleve y que se aplique el respaldo de sellamiento mecanizado en el agujero de la tapa (9) (ver Figura 4-25 en la página 4-28).
Figura 4-21. Válvula de 5,000/10.000 psi en Posición de Asiento Posterior Glosario: Back Seat shoulder of stem sealing against back seat shoulder in bore of bonnet – Apoyo trasero del asiento del vástago sellando contra el apoyo trasero del asiento en el agujero de la tapa Valve Stem (fully raised back seated position) – Vástago de la válvula (completamente elevado en posición asentado atrás) Back Seat Test Screw – Tornillo de prueba de asiento trasero Gate Bore – agujero de esclusa Valve Bore – agujero de válvula Valve Gate (in fully lowered closed position) – Esclusa de la válvula (en posición completamente descendida cerrada) 4. Cuando se ha eliminado toda soltura en el vástago, golpee el volante para llevar el asiento posterior del vástago hacia el apoyo del asiento posterior en el agujero de la tapa. 5. Afloje el tornillo de prueba del asiento posterior (25) 1/2 vuelta. El tornillo de prueba del asiento posterior es un NC de rosca de 1/2" que requiere de una chaveta hexagonal de 1/4" (ver Figura 4-22). (Ver advertencia en la próxima página.)


No se pare directamente enfrente del tornillo de prueba del asiento posterior mientras lo afloja. Si la válvula no fue asentada atrás de manera apropiada, estará presente la presión de línea en el tornillo de prueba. Cuando el tornillo se afloje, la presión de línea puede impulsar el tornillo hacia afuera de la válvula. Podrían ocurrir lesiones al personal.
Figura 4-22. Aflojando el Tornillo de Prueba de Asiento Posterior Si la presión atrapada se purga rápidamente y luego cesa, la válvula se ha asentado atrás exitosamente y el operador puede proceder al Paso 2 de la sección titulada “Reemplazando el Empaque del Vástago de las Válvulas de 5.000/10.000 psi" en la página 4-24.
Si la presión continúa escapando del tornillo de prueba del asiento posterior, la válvula no se ha asentado atrás exitosamente. Si la válvula no puede se asentada atrás exitosamente, no continúa con el procedimiento de reemplazo de empaque. Ajuste el tornillo de prueba del asiento posterior y re-ensamble la válvula. El empaque tendrá que ser reemplazado cuando la válvula esté libre de presión de línea. Vea la sección titulada “Reemplazando el Empaque del Vástago de Válvulas de 5.000/10.000 psi" en la página 4-24.

Reemplazando el Empaque del Vástago de las Válvulas de 5.000/10.000 psi Los números de ítem entre paréntesis se refieren a la vista expandida mostrada en la Figura 5-2 en la página 5-3. Los lubricantes recomendados se muestran en la tabla en la página 4-34. Procedimiento de Desensamblado 1. Purgue la presión de la línea. De ciclo a la válvula varias veces al girar el volante totalmente en sentido de las agujas del reloj y completamente en sentido contrario de las agujas del reloj para liberar cualquier presión que pueda estar atrapada en el cuerpo de la válvula.
Asegúrese de que toda la presión de la línea es venteada del cuerpo de la válvula antes de continuar con el procedimiento de reemplazo del empaque. Si la válvula es expuesta a presión de línea mientras está bajo reparaciones, podrían ocurrir serias lesiones al personal. 2. Remueva el bulón del volante (29), la arandela del volante (32) y el volante (28). 3. Remueva el alojamiento del cojinete (21) de la tapa (9). 4. Saque el perno (18) fuera del adaptador del vástago (17) usando un punzón de pasador de 1/4". 5. Remueva el adaptador del vástago (17) del vástago (15). Cuando el adaptador del vástago es removido del vástago, los cojinetes superiores (19) y guías de cojinetes (20) son también removidos. Además, remueva los cojinetes inferiores y guías de cojinetes del agujero de la tapa. Revise los cojinetes por desgaste. Si los cojinetes y guías de cojinetes están demasiado desgastados, descártelos y reemplácelos con nuevos cojinetes y guías de cojinetes.
No se pare en frente del tornillo de inyección de plástico mientras lo quita. La presión que podría haber quedado atrapada en el conjunto del empaque podría impulsar el tornillo de inyección de plástico hacia afuera del agujero en la tapa. Podrían ocurrir lesiones al personal. 6. Remueva cuidadosamente el tornillo de inyección de plástico (26) para aliviar cualquier presión de línea o plástico. 7. Remueva la prensa de empaque (13) desde el agujero superior de la tapa. Remueva y descarte el anillo O (14) desde el agujero superior de la prensa del empaque. Aplique aceite ligero a un nuevo anillo O e instale el nuevo anillo O en el agujero superior de la prensa del empaque. 8. Remueva el cojinete modular (12) y el conjunto de empaque (11) de alrededor del vástago (15). Use un sacador de empaque para remover el conjunto de empaque. Descarte el viejo elemento de empaque.


Procedimiento de Re-ensamblado 1. Limpie completamente y lubrique la empaquetadura (el área entre el vástago y el agujero de la tapa) previo a la instalación del nuevo empaque. 2. Lubrique los nuevos anillos del empaque V (11). Ensamble los componentes del empaque en el orden mostrado en la Figura 4-23. Para un sellamiento apropiado, las ranuras V del empaque V deben mirar hacia afuera hacia el cuerpo de la válvula. Instale el conjunto de empaque (11) con el cojinete modular sobre el vástago (15) y dentro de la empaquetadura.
Figura 4-23. Orden Correcto de los Elementos de Empaque del Vástago para Válvulas de 5.000/10.000 psi Glosario: Modular Bearing – cojinete modular Top Adapter Ring – anillo adaptador superior V-Packing – empaque V Plastic Packing – empaque plástico Bottom Adapter Ring – anillo adaptador inferior 3. Instale la prensa del empaque (13) sobre el vástago (15) y dentro del agujero de la tapa (9). Ajuste la prensa del empaque completamente de manera que la prensa se apoye contra el apoyo interior de la tapa. 4. Aplique grasa de válvula Shaffer (P/N 718320) a una de las guías del cojinete (20). Deslice la guía de cojinete engrasada sobre el vástago y presione la guía firmemente contra la parte superior de la prensa del empaque (13) en la tapa. Instale un cojinete (19) y una segunda guía de cojinete sobre el vástago y en la parte superior de la guía del cojinete inferior.
Asegúrese de que los agujeros de perno en el vástago y el adaptador del vástago son sacados completamente hacia arriba, por sobre el aro de la tapa, de manera que el perno pueda ser instalado en una forma completamente horizontal. Si los agujeros de pernos de estas dos piezas caen por debajo del aro de la tapa, el perno puede destruirse durante la inserción debido al ángulo en el que el pasador debe entrar en los agujeros de perno. Podría resultar en lesiones al operador. Vea la Figura 4-24 en la página 4-26 para el posicionamiento apropiado de los agujeros de perno.


Figura 4-24. Instalando el Perno 5. Instale el adaptador del vástago (17) en el vástago (15). Golpetee el adaptador del vástago completamente hacia abajo en el vástago. La grasa en la guía del cojinete inferior sostiene a la guía del cojinete inferior y cojinetes en posición mientras se instala el adaptador del vástago. Alinee los agujeros de pernos en el adaptador del vástago con el agujero de perno en el vástago. Instale el perno (18) a través de estas dos partes. 6. Instale las guías de cojinete superiores (20) y cojinetes (19) en el extremo superior del adaptador del vástago (17). Asegúrese de que los cojinetes y guías de cojinetes están en la posición adecuada. 7. Enrosque el alojamiento del cojinete (21) a la tapa (9). El alojamiento del cojinete debe ser ajustado completamente a la tapa para evitar que el vástago arrastre sobre el asiento posterior. 8. Aplique una pequeña cantidad de aceite ligero para lubricar el anillo O (24). Instale el anillo O sobre el alojamiento del cojinete (21) y en la unión entre el alojamiento del cojinete y la tapa. 9. Instale el volante (28) sobre el extremo superior del adaptador del vástago. 10. Instale la arandela del volante (32) y el bulón del volante (29) en el adaptador del vástago (17). Ajuste completamente. 11. Instale un tapón de plástico en el agujero del tornillo de inyección de plástico (26). Instale el tornillo de inyección de plástico en el agujero roscado provisto en la superficie exterior de la tapa. Instale el émbolo de inyección en el agujero del tornillo de inyección. Enrosque el émbolo hasta que sólo alrededor de 3/8" queden entre la cabeza del tornillo de inyección y la cabeza del émbolo. 12. Asegúrese de que la conexión de engrase (27) esté ajustada completamente. 13. Si la conexión Alemite (33) se ha perdido o dañado, reemplácela.
Reemplazando el Empaque del Vástago y Empaque del Contra-vástago de Válvulas de 15.000 psi Los números de ítem entre paréntesis se refieren a la vista expandida mostrada en la Figura 5-3 en la página 5-4. Los lubricantes recomendados son mostrados en el tabla en la página 4-34. Procedimientos de Desensamblado para Reemplazar el Empaque del Vástago 1. Purgue la presión de la línea. De ciclo a la válvula varias veces al rotar el volante completamente en el sentido de las agujas del reloj y sentido contrario de las agujas del reloj para liberar cualquier presión que pueda estar atrapada en el cuerpo de la válvula. 2. Gire el volante completamente en sentido contrario de las agujas del reloj para llevar la esclusa hacia arriba a la posición abierta. 3. Remueva los ocho bulones de tapa (10) de la tapa (9). Levante el conjunto de tapa, con la esclusa (7) y contra-vástago, y saque del cuerpo de la válvula (1).
Si la esclusa está acuñada entre los asientos y no puede ser sacada del cuerpo, realice los siguientes pasos: 1. Gire el volante en sentido de las agujas del reloj para destornillar el vástago. A medida que se desatornille el vástago, la tapa se elevará fuera del cuerpo. Continúe hasta que exista una brecha de 2-3" entre la tapa y el cuerpo. 2. Inserte varios bloques de madera en la brecha entre la tapa y el cuerpo. 3. Gire el volante en el sentido contrario de las agujas de reloj para sacar la esclusa hacia afuera. De esta manera, la esclusa puede ser “palanqueada” hacia afuera de entre los asientos (ver Figura 4-25 abajo).
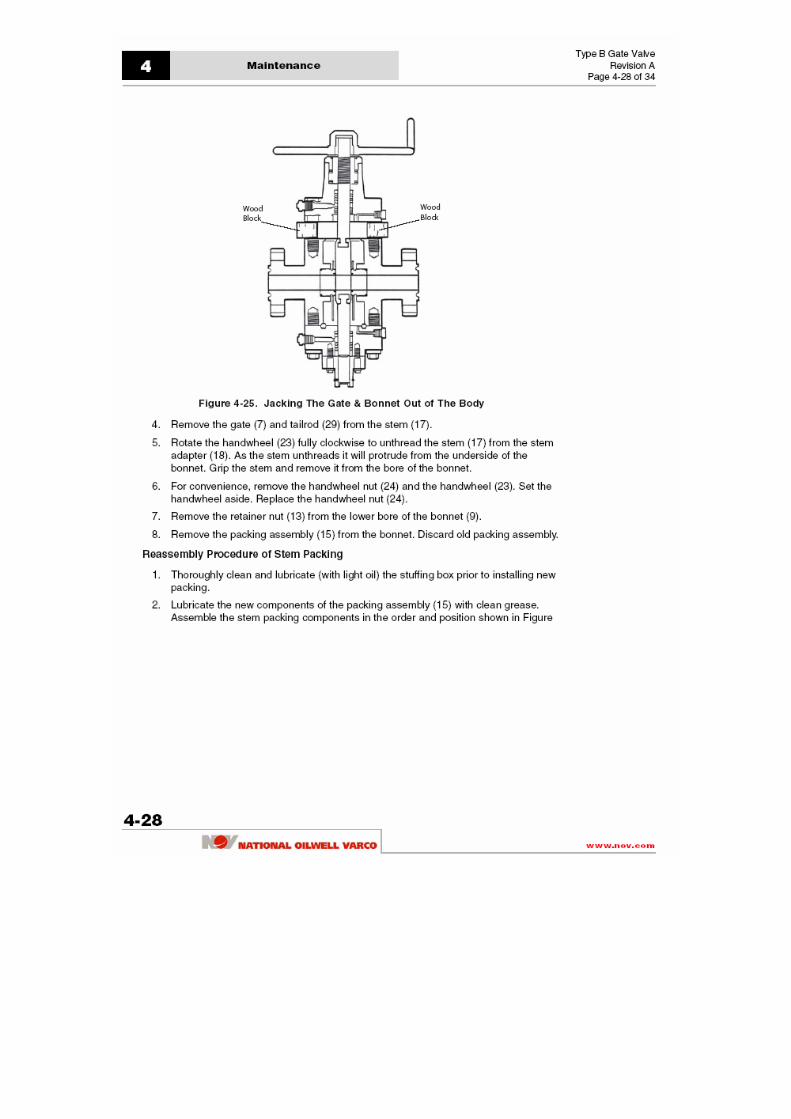

Figura 4-25. Palanqueando la Esclusa & Tapa Fuera del Cuerpo Glosario: Wood Block – bloque de madera 4. Remueva la esclusa (7) y contra-vástago (29) del vástago (17). 5. Gire el volante (23) completamente en el sentido de las agujas del reloj para desenroscar el vástago (17) del adaptador de vástago (18). A medida que el vástago se desenrosca, sobresaldrá de la parte inferior de la tapa. Agarre el vástago y sáquelo del agujero de la tapa. 6. Por conveniencia, remueva la tuerca del volante (24) y el volante (23). Coloque el volante a un lado. Vuelva a colocar la tuerca del volante (24). 7. Remueva la tuerca de traba (13) del agujero inferior de la tapa (9). 8. Remueva el conjunto de empaque (15) de la tapa. Descarte el viejo conjunto de empaque. Procedimiento de Re-ensamble del Empaque del Vástago 1. Limpie completamente y lubrique (con aceite liviano) la empaquetadura previo a instalar el nuevo empaque. 2. Lubrique los nuevos componentes del conjunto de empaque (15) con grasa limpia. Ensamble los componentes del empaque del vástago en el orden y posición mostrados en la Figura


4-26. Instale el conjunto de empaque (15) en la empaquetadura. Golpetee el empaque completamente hacia abajo.
Figura 4-26. Orden Correcto de Elementos de Empaque del Vástago para Válvulas de 15.000 psi Glosario: Packing Ring – anillo de empaque Modular Bearing – cojinete modular Retainer Ring – anillo retén V-Packing – empaque V Lantern Ring – anillo linterna Actuator Ring – anillo accionador 3. Instale la tuerca de traba (13) en el agujero de la tapa. Ajuste la tuerca de traba completamente. 4. Remueva la tuerca del volante (24). Instale el volante (23) y vuelva a colocar la tuerca del volante. Ajuste la tuerca completamente. 5. Cubra el vástago con una generosa cantidad de aceite ligero. Inserte el extremo roscado del vástago en el agujero de la tapa. Empuje el vástago hacia arriba en la tapa hasta que las roscas del vástago contacten las roscas del adaptador del vástago (18). Gire el volante en el sentido contrario de las agujas del reloj para sacar el vástago hacia arriba en la tapa. Desensamblado de la Tapa del Contra-vástago 1. Remueva los cuatro bulones del contra-vástago (27) y la brida del contra-vástago (28) de la tapa del contra-vástago (26). 2. Remueva el conjunto de empaque (15) de la empaquetadura en la tapa del contra-vástago. Descarte el viejo conjunto de empaque. Re-ensamblado de la Tapa del Contra-vástago 1. Limpie completamente y lubrique (con aceite liviano) la empaquetadura del contra-vástago previo a la instalación del nuevo empaque. 2. Lubrique los nuevos componentes del conjunto del empaque con grasa limpia. Ensamble los componentes del empaque en el orden y posición mostrados en la Figura 4-27.

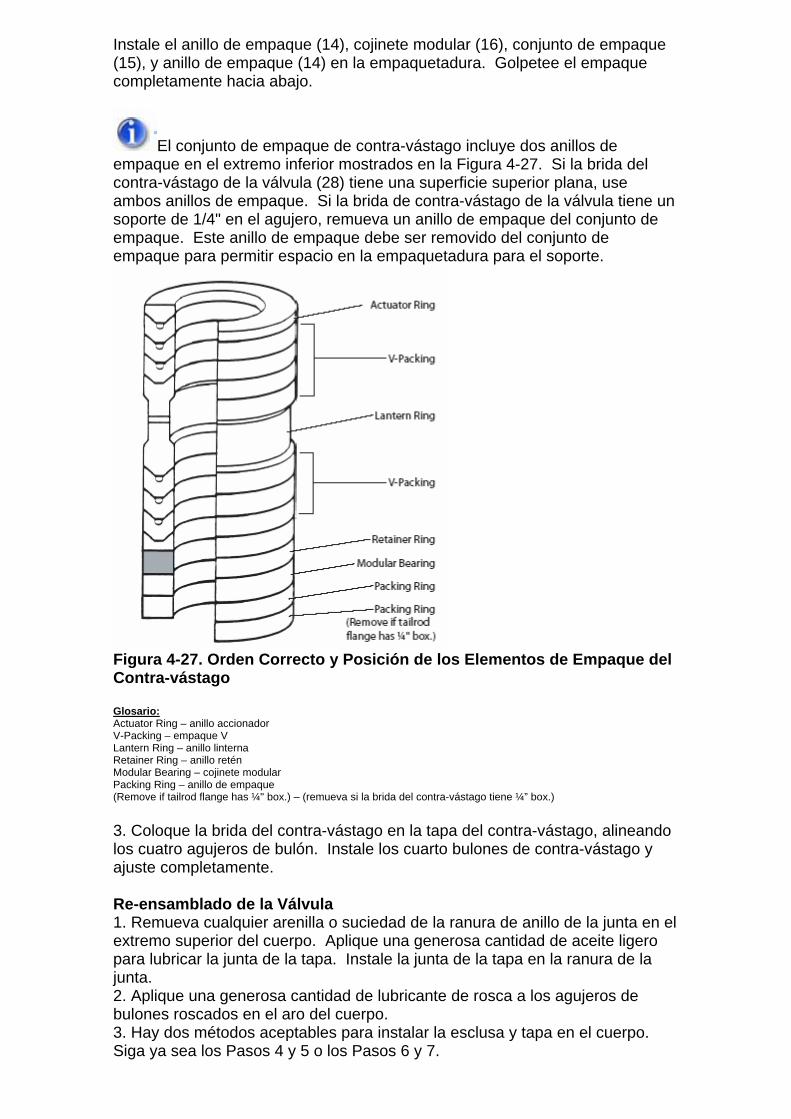
Instale el anillo de empaque (14), cojinete modular (16), conjunto de empaque (15), y anillo de empaque (14) en la empaquetadura. Golpetee el empaque completamente hacia abajo.
El conjunto de empaque de contra-vástago incluye dos anillos de empaque en el extremo inferior mostrados en la Figura 4-27. Si la brida del contra-vástago de la válvula (28) tiene una superficie superior plana, use ambos anillos de empaque. Si la brida de contra-vástago de la válvula tiene un soporte de 1/4" en el agujero, remueva un anillo de empaque del conjunto de empaque. Este anillo de empaque debe ser removido del conjunto de empaque para permitir espacio en la empaquetadura para el soporte.
Figura 4-27. Orden Correcto y Posición de los Elementos de Empaque del Contra-vástago Glosario: Actuator Ring – anillo accionador V-Packing – empaque V Lantern Ring – anillo linterna Retainer Ring – anillo retén Modular Bearing – cojinete modular Packing Ring – anillo de empaque (Remove if tailrod flange has ¼" box.) – (remueva si la brida del contra-vástago tiene ¼” box.) 3. Coloque la brida del contra-vástago en la tapa del contra-vástago, alineando los cuatro agujeros de bulón. Instale los cuarto bulones de contra-vástago y ajuste completamente. Re-ensamblado de la Válvula 1. Remueva cualquier arenilla o suciedad de la ranura de anillo de la junta en el extremo superior del cuerpo. Aplique una generosa cantidad de aceite ligero para lubricar la junta de la tapa. Instale la junta de la tapa en la ranura de la junta. 2. Aplique una generosa cantidad de lubricante de rosca a los agujeros de bulones roscados en el aro del cuerpo. 3. Hay dos métodos aceptables para instalar la esclusa y tapa en el cuerpo. Siga ya sea los Pasos 4 y 5 o los Pasos 6 y 7.

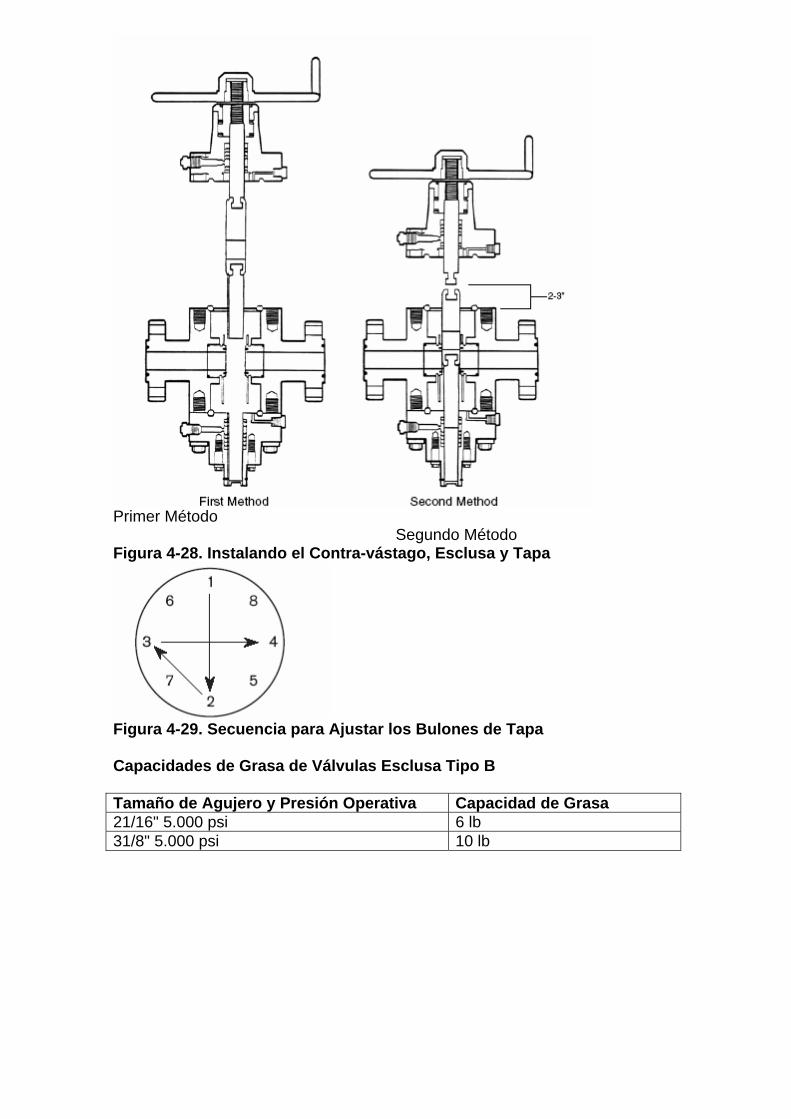
4. Primer Método: Instale la esclusa (7) y contra-vástago (29), como una unidad, en el vástago (ver Figura 4-28 en la página 4-32). Aplique una generosa cantidad de aceite ligero al contra-vástago y ambas caras de la esclusa. 5. Baje el conjunto de tapa/esclusa/contra-vástago en el cuerpo. A medida que se baja el conjunto, vigile cuidadosamente la esclusa a fin de alinearla con la brecha entre las placas de engrase. Baje lentamente la esclusa entre las placas de engrase. Presione el conjunto de tapa hacia abajo hasta que encuentre el cuerpo.
Ejerza extrema precaución al guiar el extremo del contra-vástago derecho en el agujero o la tapa del contra-vástago (26). Si es guiado de manera torcida, puede dañar la tapa del contra-vástago o el empaque del contra-vástago. 6. Segundo Método: Instale el contra-vástago (29) en la esclusa (7). Aplique una generosa cantidad de aceite ligero para lubricar ambas caras de la esclusa y el contra-vástago. Baje la esclusa y el contra-vástago en el cuerpo de la válvula entre las placas de engrase (6) y los conjuntos de asiento (2). (Refiérase a la Precaución de arriba.) Si la esclusa tiene un calce ajustado entre los asientos, golpetee hacia abajo en la parte superior de la esclusa usando una maza de goma dura o varilla de bronce hasta que la ranura T en la parte superior de la esclusa esté aproximadamente 2-3" por encima del aro del cuerpo (ver Figura 4-28 en la página 4-32). La ranura T debe ser elevada de esta manera a fin de enganchar en el fondo del vástago cuando la tapa y el vástago sean ensamblados en el cuerpo. 7. Baje el conjunto de vástago (17) y tapa en el cuerpo (1). Enlace el extremo T inferior del vástago en la ranura T de la esclusa. Rote el conjunto de tapa en el sentido contrario de las agujas del reloj y presione la tapa hacia abajo, hacia el cuerpo. Continúe rotando el conjunto de tapa hasta que el bonete encuentre el cuerpo y la esclusa (7) esté en la posición casi abierta.
La esclusa debe estar en la posición abierta o casi abierta antes de que los bulones de la tapa sean instalados en el Paso 8. Si la esclusa está cerrada, la esclusa se aferrará en el cuerpo de la válvula cuando los bulones sean ajustados. La válvula no funcionará y será difícil desensamblarla. 8. Revise para confirmar que la esclusa (7) esté sacada y que la válvula esté en la posición abierta. Gire el conjunto de tapa para alinear los agujeros de bulones en la tapa (9) y el cuerpo (1). Instale los bulones de tapa (10) en los agujeros en la tapa y cuerpo. Enrosque los bulones de tapa en el orden mostrado en la Figura 4-29. Gire el patrón de ubicación de un bulón y logre el balance de los bulones. Ajuste los bulones hasta que la tapa y el cuerpo se encuentren completamente. Refiérase a la tabla en la página 3-6 por los torques recomendados. 9. De ciclo a la válvula varias veces al girar el volante completamente en sentido de las agujas del reloj y completamente en el sentido contrario a las agujas del reloj para confirmar que la válvula esté apropiadamente ensamblada.

Primer Método
Segundo Método Figura 4-28. Instalando el Contra-vástago, Esclusa y Tapa
Figura 4-29. Secuencia para Ajustar los Bulones de Tapa Capacidades de Grasa de Válvulas Esclusa Tipo B Tamaño de Agujero y Presión Operativa Capacidad de Grasa 21/16" 5.000 psi 6 lb 31/8" 5.000 psi 10 lb


Capacidades de Grasa de Válvulas Esclusa Tipo B Tamaño de Agujero y Presión Operativa Capacidad de Grasa 41/16" 5,000 psi 18 lb 21/16" 10,000 psi 4 lb 31/16"10,000 psi 12 lb 41/16" 10,000 psi 16 lb 21/16"15,000 psi 3 lb 31/16"15,000 psi 9 lb 41/16"15,000 psi 14 lb Identificación y Solución de Problemas Ubicación de Prueba de Presión Pérdidas
Ubicación de Sellos de Válvula / Componentes
Procedimiento de Reparación 5.000/10.000 psi
Procedimiento de Reparación Válvulas de 15.000 psi
Fuera de la línea de descarga desde el manifold hasta la pileta de reserva
Sellos de asiento, asiento, esclusa
Ver página 4-5.
Ver página 4-12.
Desde el agujero de drenaje en la tapa
Empaque del vástago
Ver página 4- 21 y página 4-24.
No se aplica
Saliendo de la parte inferior (contra-vástago) de la válvula
Empaque del contra-vástago
No se aplica
Ver página 4-27.
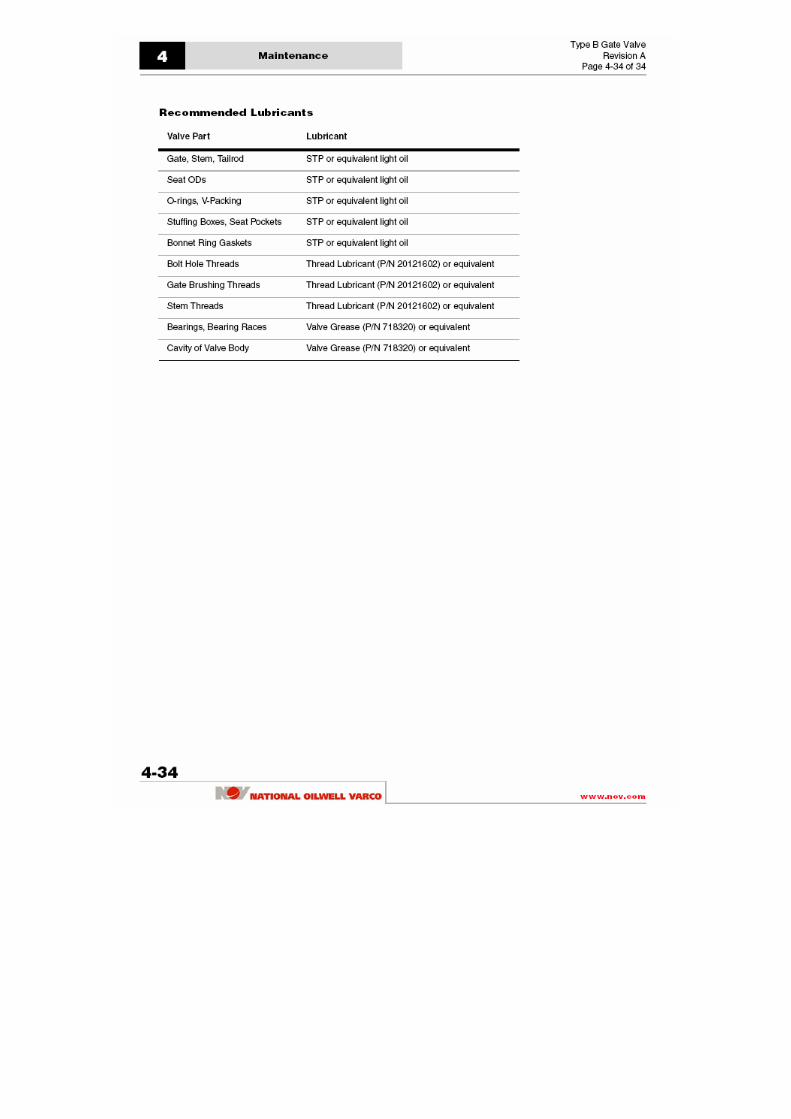

Lubricantes Recomendados Parte de Válvula Lubricante Esclusa, Vástago, Contra-vástago STP o aceite ligero equivalente ODs del Asiento STP o aceite ligero equivalente Anillos O, Empaque V STP o aceite ligero equivalente Empaquetaduras, Bolsillos de Asiento STP o aceite ligero equivalente Juntas de Anillo de Tapa STP o aceite ligero equivalente Roscas de Agujero del Bulón Lubricante de Rosca (P/N 20121602)
o equivalente Roscas de Cepillado de la Esclusa Lubricante de Rosca (P/N 20121602)
o equivalente Roscas del Vástago Lubricante de Rosca (P/N 20121602)
o equivalente Cojinetes, Guías del Cojinete Grasa de Válvula (P/N 718320) o
equivalente Cavidad del Cuerpo de la Válvula Grasa de Válvula (P/N 718320) o
equivalente

Especificaciones y Listas de Partes Este capítulo contiene especificaciones y listados de partes para todas las Válvulas Esclusa Tipo B Shaffer. Correspondencia Dirección Postal National Oilwell Varco P.O. Box 1473 Houston, Texas 77251, U.S.A. Dirección de Envíos 12950 West Little York Houston, Texas 77041 Tel. (713) 937-5000 Fax (713) 937-5779 Ordenando Válvulas Esclusa Tipo B Al ordenar una Válvula Esclusa Tipo B, especifique la siguiente información: � Tamaño del agujero y presión operativa � Características especiales requeridas: � API-6A � Aleación Resistente a la Corrosión (CRA) � PSL-1 � PSL-2 � PSL-3 Ordenando Partes Individuales de Reemplazo La Figura 5-2 en la página 5-3 y la Figura 5-3 en la página 5-4 muestran planos de vistas expandidas de la Válvulas Esclusa Tipo B de 5.000/10.000 psi y 15.000 psi, respectivamente. Las tablas en la página 5-5 y página 5-8 son listas de partes completas para las válvulas de 5.000. Las tablas en la página 5-9 y página 5-12 son listas de partes completas para válvulas de 10.000 psi. Las tablas en la página 5-13 y página 5-16 son listas de partes completas para válvulas de 15.000 psi. Al ordenar partes de reemplazo, por favor especifique la siguiente información: � Modelo, tamaño y presión operativa de la válvula � Nivel PSL � Número de serie del modelo � Nombre de parte – enliste el nombre de parte como se lo menciona en la lista de partes correspondiente. � Número de parte – enliste el número de parte de siete dígitos como se lo menciona en la lista de partes. No ordene por el número de ítem en la vista expandida. Use sólo el número de parte de siete dígitos. � Cantidad – Enliste la cantidad necesaria.
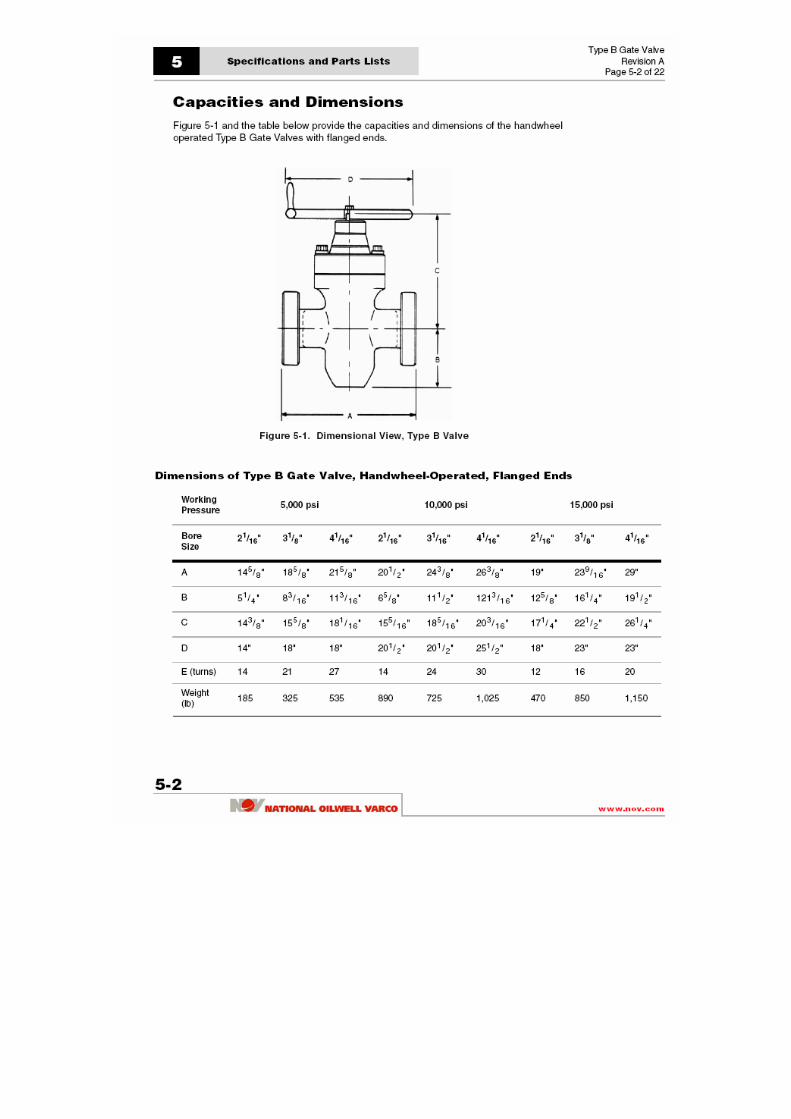

Capacidades y Dimensiones La Figura 5-1 y la tabla de abajo brindan las capacidades y dimensiones de las Válvulas Esclusa Tipo B operadas por volante con extremos bridados.
Figura 5-1. Vista Dimensional, Válvula Tipo B Dimensiones de la Válvula Esclusa Tipo B, Operada por Volante, Extremos Bridados
Glosario: Working Pressure - Presión Operativa Bore Size - Tamaño de Agujero Turns - giros Weight (lb) – peso (lb)

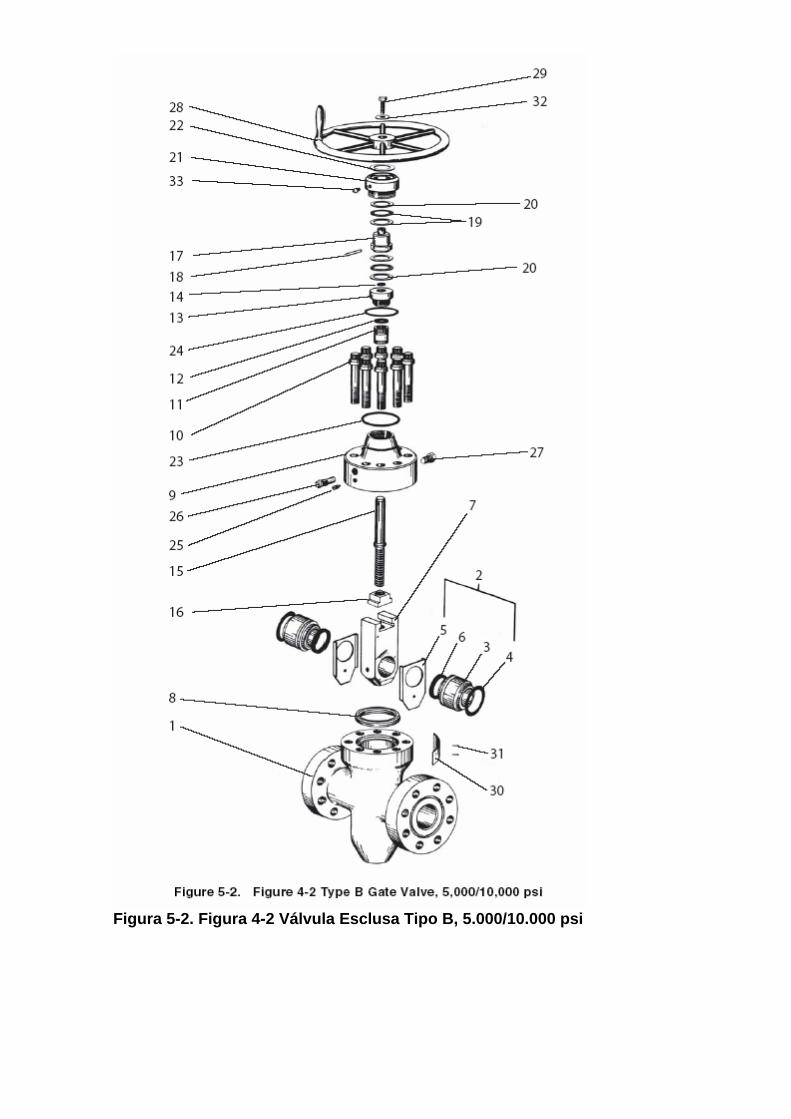
Figura 5-2. Figura 4-2 Válvula Esclusa Tipo B, 5.000/10.000 psi