2 graficas de control x - r.ppt
TRANSCRIPT

1 Modulo: Graficas de Control X-RCalidad Seis Sigma
Graficas de Control X - R
2 Modulo: Graficas de Control X-RCalidad Seis Sigma
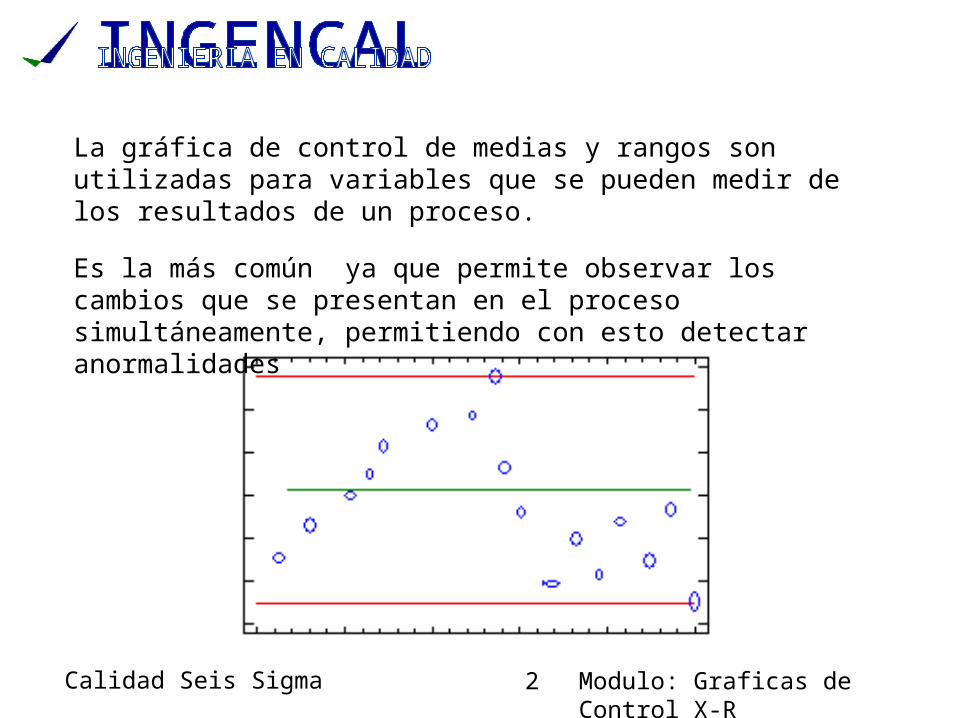
La gráfica de control de medias y rangos son utilizadas para variables que se pueden medir de los resultados de un proceso.
Es la más común ya que permite observar los cambios que se presentan en el proceso simultáneamente, permitiendo con esto detectar anormalidades

3 Modulo: Graficas de Control X-RCalidad Seis Sigma
La gráfica de control de medias y rangos esta integrada por dos secciones: la sección superior, se dedica a los promedios y la sección inferior se dedica a los rangos. En el eje vertical se establecen las escalas respectivas y en el eje horizontal se numeran los subgrupos

4 Modulo: Graficas de Control X-RCalidad Seis Sigma
1 ELABORACION DE LA GRAFICA DE CONTROL
1.1. Recolección de datos.
1.2 Calcular el valor medio y los rangos para cada uno de los k subgrupos.
1.3 Calcular los límites de control para la gráfica R.
1.4 Elaborar la gráfica R y observar su comportamiento.
1.5 Calcular los límites de control para la gráfica
1.6 Elaborar la gráfica
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
X
X
X - R

5 Modulo: Graficas de Control X-RCalidad Seis Sigma
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos.
2.2 Analice el conjunto de datos de la gráfica de promedios.
2.3 Identifique y corrija las causas especiales.
2.4 Recalcule los límites de control.
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
X - R

6 Modulo: Graficas de Control X-RCalidad Seis Sigma
3 INTERPRETACION DE LA HABILIDAD DEL PROCESO
3.1. Calcule la Desviación Estándar del Proceso.
2.2 Calcule la Habilidad del Proceso.
2.3 Evalúe la Habilidad del Proceso.
2.4 Corrija la Habilidad del Proceso.
2.5 Grafique y Analice el Proceso modificado.
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R

7 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.1 Recolección de datos.-
CONSTRUCCION DE UNA GRAFICA DE CONTROL
Se deben obtener al menos 100 datos para que la información sea representativa.
Hacer de 20 a 30 subgrupos (k) y que contengan entre 2 y 10 elementos (n) producidos consecutivamente para que sean similares. Se recomiendan cuando menos 5 para no perder la sensibilidad.
Anotar información relevante en la hoja de datos, como: nombre del producto, proceso, característica, especificaciones, unidad de medida, instrumento, tamaño de la muestra, frecuencia, periodo, etc.
X - R
Seleccionar el tamaño de la muestra y frecuencia.
La frecuencia puede oscilar entre 1 / 2 y 2 horas.
8 Modulo: Graficas de Control X-RCalidad Seis Sigma
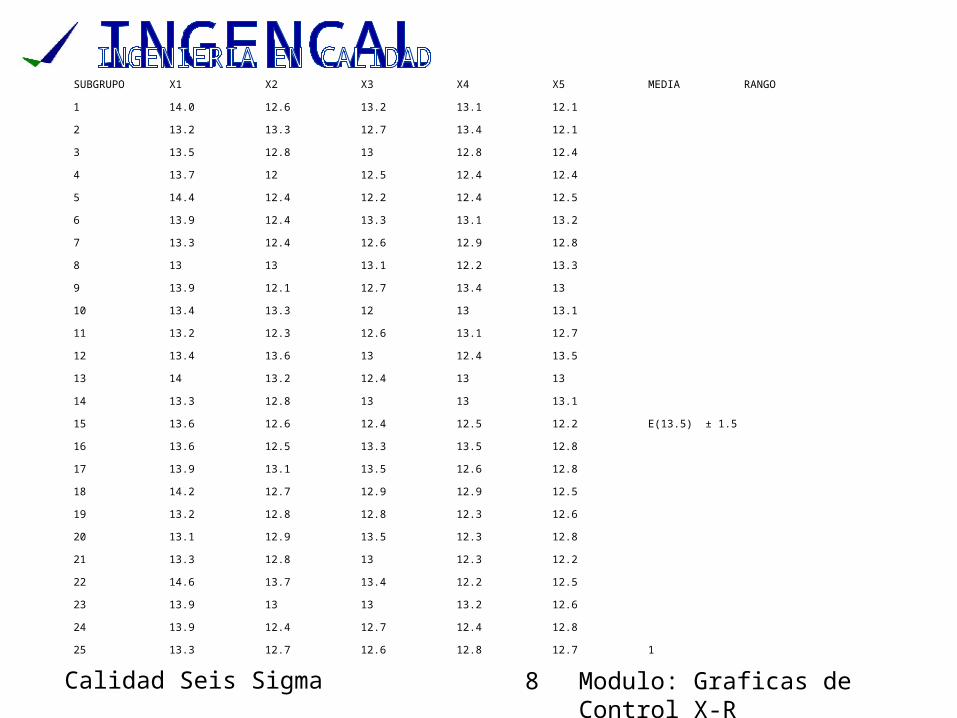
SUBGRUPO X1 X2 X3 X4 X5 MEDIA RANGO
1 14.0 12.6 13.2 13.1 12.1
2 13.2 13.3 12.7 13.4 12.1
3 13.5 12.8 13 12.8 12.4
4 13.7 12 12.5 12.4 12.4
5 14.4 12.4 12.2 12.4 12.5
6 13.9 12.4 13.3 13.1 13.2
7 13.3 12.4 12.6 12.9 12.8
8 13 13 13.1 12.2 13.3
9 13.9 12.1 12.7 13.4 13
10 13.4 13.3 12 13 13.1
11 13.2 12.3 12.6 13.1 12.7
12 13.4 13.6 13 12.4 13.5
13 14 13.2 12.4 13 13
14 13.3 12.8 13 13 13.1
15 13.6 12.6 12.4 12.5 12.2 E(13.5) ± 1.5
16 13.6 12.5 13.3 13.5 12.8
17 13.9 13.1 13.5 12.6 12.8
18 14.2 12.7 12.9 12.9 12.5
19 13.2 12.8 12.8 12.3 12.6
20 13.1 12.9 13.5 12.3 12.8
21 13.3 12.8 13 12.3 12.2
22 14.6 13.7 13.4 12.2 12.5
23 13.9 13 13 13.2 12.6
24 13.9 12.4 12.7 12.4 12.8
25 13.3 12.7 12.6 12.8 12.7 1

9 Modulo: Graficas de Control X-RCalidad Seis Sigma
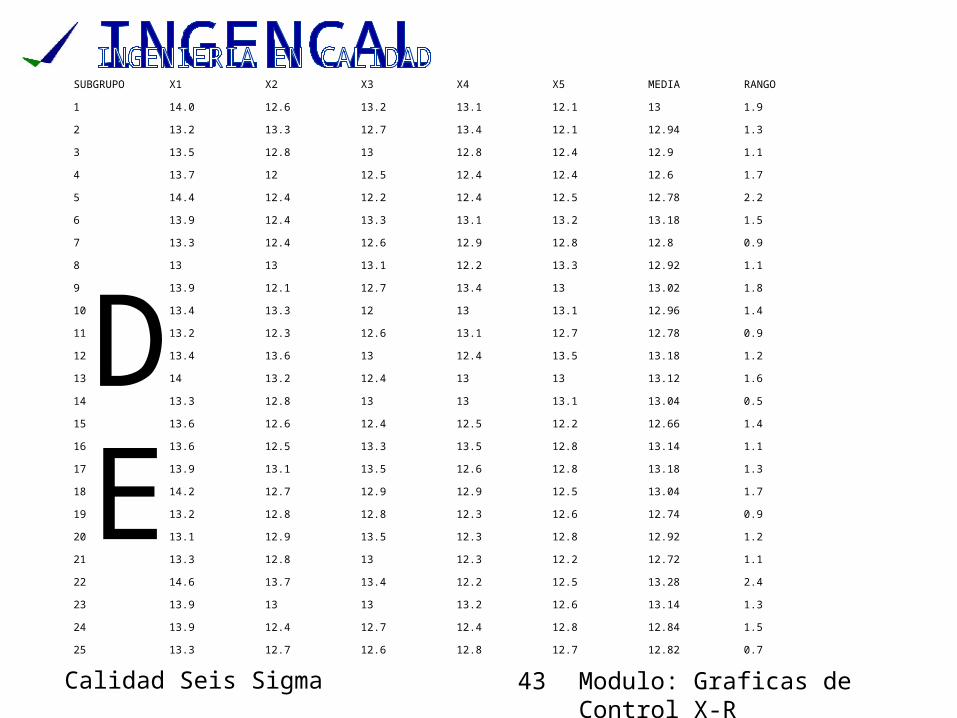
SUBGRUPO X1 X2 X3 X4 X5 MEDIA RANGO
1 14.0 12.6 13.2 13.1 12.1 13 1.9
2 13.2 13.3 12.7 13.4 12.1 12.94 1.3
3 13.5 12.8 13 12.8 12.4 12.9 1.1
4 13.7 12 12.5 12.4 12.4 12.6 1.7
5 14.4 12.4 12.2 12.4 12.5 12.78 2.2
6 13.9 12.4 13.3 13.1 13.2 13.18 1.5
7 13.3 12.4 12.6 12.9 12.8 12.8 0.9
8 13 13 13.1 12.2 13.3 12.92 1.1
9 13.9 12.1 12.7 13.4 13 13.02 1.8
10 13.4 13.3 12 13 13.1 12.96 1.4
11 13.2 12.3 12.6 13.1 12.7 12.78 0.9
12 13.4 13.6 13 12.4 13.5 13.18 1.2
13 14 13.2 12.4 13 13 13.12 1.6
14 13.3 12.8 13 13 13.1 13.04 0.5
15 13.6 12.6 12.4 12.5 12.2 12.66 1.4
16 13.6 12.5 13.3 13.5 12.8 13.14 1.1
17 13.9 13.1 13.5 12.6 12.8 13.18 1.3
18 14.2 12.7 12.9 12.9 12.5 13.04 1.7
19 13.2 12.8 12.8 12.3 12.6 12.74 0.9
20 13.1 12.9 13.5 12.3 12.8 12.92 1.2
21 13.3 12.8 13 12.3 12.2 12.72 1.1
22 14.6 13.7 13.4 12.2 12.5 13.28 2.4
23 13.9 13 13 13.2 12.6 13.14 1.3
24 13.9 12.4 12.7 12.4 12.8 12.84 1.5
25 13.3 12.7 12.6 12.8 12.7 12.82 0.7
10 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.2 Calcular el valor medio y los rangos para cada uno de los k subgrupos.-
CONSTRUCCION DE UNA GRAFICA DE CONTROL
Para calcular la media, se realiza la sumatoria de los elementos de cada subgrupo y se divide entre el número de elementos.
X - R
X = Σ Xi
n
X1 + X2 + … + Xn
n=
Para calcular el rango, se realiza la diferencia entre el elemento mayor y el elemento menor de cada subgrupo.
R = M - m

11 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.3 Calcular los límites de control para la gráfica R.-
CONSTRUCCION DE UNA GRAFICA DE CONTROL
Línea central.
X - R
R = Σ Ri
k
R1 + R2 + … + Rk
k=
Límite inferior de control (LIC)R =
D4R-
Límite superior de control (LSC)R =
D3R-
12 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.4 Elaborar la gráfica R y observar su comportamiento.-
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
Seleccionar la escala para la gráfica de control.
Para la gráfica de Rangos, los valores deben extenderse desde el valor cero hasta un valor superior equivalente de 1 ½ a 2 veces el rango mayor. En general, la escala de rangos debe ser la mitad de la correspondiente a la gráfica de la de promedios.

13 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.4 Elaborar la gráfica R y observar su comportamiento.-
CONSTRUCCION DE UNA GRAFICA DE CONTROL
Para este efecto se requiere una grafica de papel para tal diseño donde la parte del rango se encuentra en la parte inferior del espacio asignado a la media.
X - R

14 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.4 Elaborar la gráfica R y observar su comportamiento.-
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
A continuación , se gráfica uno por uno los datos de los rangos. Posteriormente se trazan los límites de control.
15 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.5 Calcular los límites de control para la gráfica
CONSTRUCCION DE UNA GRAFICA DE CONTROL
Línea central. Cálculo de la media de las medias.
X - R
X
=X
X1 + X2 + … + Xk
k=
Límite inferior de control (LIC) =X- - A2R
-=X
Límite superior de control (LSC) =X- + A2R
-=X
16 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.6 Elaborar la gráfica
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
X
Seleccionar la escala para la gráfica de control.
Para la gráfica de los promedios la amplitud de valores debe incluir como mínimo el mayor de los siguientes valores: a) los límites de especificación o b) dos veces el rango promedio.

17 Modulo: Graficas de Control X-RCalidad Seis Sigma
Paso 1.6 Elaborar la gráfica
CONSTRUCCION DE UNA GRAFICA DE CONTROL
Si la gráfica R no tiene anormalidades, se grafican uno a uno los datos de las medias . Posteriormente se trazan los límites de control que se calcularon.
X - R
X
X-

18 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
Objetivo. Identificar cual es variación del proceso, las causas comunes y especiales de dicha variación y en función de esto tomar alguna acción cuando se requiera.
19 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
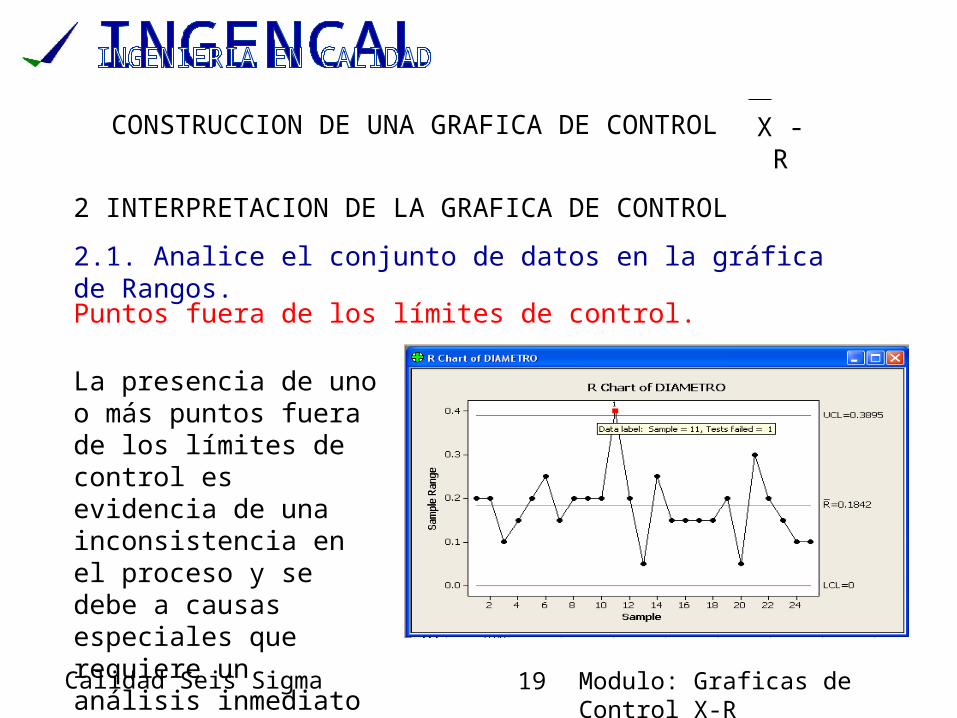
2.1. Analice el conjunto de datos en la gráfica de Rangos.
La presencia de uno o más puntos fuera de los límites de control es evidencia de una inconsistencia en el proceso y se debe a causas especiales que requiere un análisis inmediato para encontrar el origen.
Puntos fuera de los límites de control.

20 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos. Puntos fuera de los límites de control.
Significa:
- El límite de control esta mal calculado o los puntos están mal agrupados.
- La variación de pieza a pieza ha empeorado.
- El sistema de medición ha cambiado (diferente inspector o instrumento).

21 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos.
Para evaluar y decidir si hay o no adherencia a la línea central: divida la distancia que hay entre el UCL Y EL LCL en tres partes iguales.
Puntos adheridos a las líneas de control.

22 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos.
Si hay una cantidad mayor a 2/3 de los puntos cerca de la línea central. (2/3) * 25 = 16.66 ≈ 17
Puntos adheridos a las líneas de control.

23 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos.
Si existe adhesión a la línea central se tiene que verificar si:
Puntos adheridos a las líneas de control.
- los límites de control han sido mal calculado o los puntos están mal graficados.
- Los datos han sido adulterados.
- Se habrán mezclados los datos en el subgrupo con otros tipos de datos.

24 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos.
Si hay una cantidad mayor a 1/3 de los puntos cercas a los límites de control. (1/3) * 25 = 8.33 ≈ 8
Puntos adheridos a las líneas de control.

25 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos.
Si existe adhesión a los límites de control se tiene que verificar si:
Puntos adheridos a las líneas de control.
- los límites de control han sido mal calculado o los puntos están mal graficados.
- Se habrán mezclados los datos en el subgrupo con otros tipos de datos.

26 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos. Series.
Una serie es una sucesión de puntos que indican una tendencia o una corrida.
Una corrida o una tendencia con 7 o más puntos consecutivos, son indicadores de problema.

27 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos. Series.
Una serie por arriba del rango promedio puede significar:
Mayor dispersión de los resultados que puede venir del mal funcionamiento del equipo, cambio de material, etc y se requiere acción correctiva inmediata.
Cambio en el sistema de medición (se cambio al inspector o instrumento.
28 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos. Series.
Una serie por abajo del rango promedio puede significar:
Menor variación de los resultados que puede venir del buen funcionamiento del proceso, lo cual se debe estudiar para mantener o ampliar su aplicación.
Cambio en el sistema de medición.

29 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos. Identificar y corregir las causas especiales.
Se debe analizar el proceso en cada descontrol mostrado en la gráfica para determinar sus causas, corregir y prevenir su repetición. El análisis indica cuándo se inicio el problema y cuanto tiempo transcurrió.
Es importante la rapidez el análisis del problema a fin de minimizar la producción de piezas fuera de control y tener datos recientes para el diagnostico.
30 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos. Recalcular los límites de control.
Una vez identificadas, corregidas las causas especiales de variación y excluidos los puntos fuera de control, recalcule y grafique el rango promedio y sus límites de control. Confirme que todos los rangos de los subgrupos estén bajo control cuando se les compare con los nuevos límites, repitiendo la secuencia de identificación, corrección y recálculo si fuera necesario.

31 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.1. Analice el conjunto de datos en la gráfica de Rangos. Recalcular los límites de control.
Si algún rango de la gráfica de control fuera omitido debido a la identificación de una causa especial, se deberá también excluir la correspondiente media de su gráfica de control. Los valores de la media de las medias y el rango promedio modificados, deberán ser utilizados para recalcular los límites de control en la gráfica de promedios.

32 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.2. Analice el conjunto de datos en la gráfica de Promedios.
Una vez concluido el análisis de la gráfica de los rangos, se procede al análisis de la gráfica de los promedios.
Los pasos son iguales a los descritos para la gráfica de rangos:
- Puntos fuera de los límites de control.
- Adhesión.
- Series.
- Identificar y corregir las causas especiales.
- Recalcular los límites de control.
33 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.2. Analice el conjunto de datos en la gráfica de Promedios.
Una vez concluido el análisis de la gráfica de los rangos, se procede al análisis de la gráfica de los promedios.
Los pasos son iguales a los descritos para la gráfica de rangos:
- Puntos fuera de los límites de control.
- Adhesión.
- Series.
- Identificar y corregir las causas especiales.
- Recalcular los límites de control.

34 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.2. Analice el conjunto de datos en la gráfica de Promedios.
Extensión de los límites de control para el control cotidiano.
Una vez el proceso bajo control, es necesario para períodos futuros nuevos límites de control para lo cotidiano:
- Estime la desviación estándar del proceso σ_ R
_
=d2
Donde , es el rango promedio de los subgrupos de los rangos bajo control.
R_

35 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.2. Analice el conjunto de datos en la gráfica de Promedios.
Extensión de los límites de control para el control cotidiano.
- Calcular el nuevo rango promedio y los límites de control:
σ_
R_
= d2nuevoLímite inferior de control (LIC)R = D3 R
_nuevo
Límite superior de control (LSC)R = D4 R_
nuevo
Límite inferior de control (LIC) =X- - A2R
-=X
nuevoLímite superior de control (LSC) = + A2R-=
XX-
nuevo
NOTA: Se deberá usar el promedio de los promedios ( ) del proceso anteriorX=

36 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.3. Interpretación de la habilidad del proceso.
Una vez el proceso bajo control estadístico, este será HABIL, es decir, cumple con las especificaciones en forma consistente?
LIE LSE

37 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.3. Interpretación de la habilidad del proceso.
Si la habilidad no es aceptable, entonces un cambio importante debe ser hecho para mejorar el sistema.
La habilidad refleja una variación de causas comunes (ya que las causas especiales fueron corregidas para mantener el proceso bajo control), es decir, fallas a causas del sistema.

38 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.3. Interpretación de la habilidad del proceso.
Procedimiento para evaluar la habilidad del proceso.
PASO 1. Calculo la desviación estándar del proceso.
S = R_
d2
39 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.3. Interpretación de la habilidad del proceso.
Procedimiento para evaluar la habilidad del proceso.
PASO 2. Calculo la habilidad del proceso.
La habilidad del proceso es descrita en términos de la distancia que hay entre el promedio del proceso y los límites de especificación. La distancia esta definida en unidades Z
= sZLE -
=X
Especificación y tolerancia unilateralLE = Límite especificado
= Promedio del proceso
S = Desv. Est. del proceso
=X

40 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.3. Interpretación de la habilidad del proceso.
Procedimiento para evaluar la habilidad del proceso.
PASO 2. Calculo la habilidad del proceso.
= sZsLSE -
=X
Especificación y tolerancia multilateral
LIE = Límite inferior de especificación
Zs = Z superior
=Zi
=X - LIE
s LSE = Límite superior de especificaciónZi = Z inferior
41 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.3. Interpretación de la habilidad del proceso.
Procedimiento para evaluar la habilidad del proceso.
PASO 3. Calculo del porcentaje defectuoso.
PZ = PZi + PZs
42 Modulo: Graficas de Control X-RCalidad Seis Sigma
CONSTRUCCION DE UNA GRAFICA DE CONTROL X - R
2 INTERPRETACION DE LA GRAFICA DE CONTROL
2.3. Interpretación de la habilidad del proceso.
Procedimiento para evaluar la habilidad del proceso.
PASO 4. Calculo de la capacidad del proceso Cp y Cpk.
Cp =
Cpk =
LSE - LIE
6sZ min.
3
43 Modulo: Graficas de Control X-RCalidad Seis Sigma
SUBGRUPO X1 X2 X3 X4 X5 MEDIA RANGO
1 14.0 12.6 13.2 13.1 12.1 13 1.9
2 13.2 13.3 12.7 13.4 12.1 12.94 1.3
3 13.5 12.8 13 12.8 12.4 12.9 1.1
4 13.7 12 12.5 12.4 12.4 12.6 1.7
5 14.4 12.4 12.2 12.4 12.5 12.78 2.2
6 13.9 12.4 13.3 13.1 13.2 13.18 1.5
7 13.3 12.4 12.6 12.9 12.8 12.8 0.9
8 13 13 13.1 12.2 13.3 12.92 1.1
9 13.9 12.1 12.7 13.4 13 13.02 1.8
10 13.4 13.3 12 13 13.1 12.96 1.4
11 13.2 12.3 12.6 13.1 12.7 12.78 0.9
12 13.4 13.6 13 12.4 13.5 13.18 1.2
13 14 13.2 12.4 13 13 13.12 1.6
14 13.3 12.8 13 13 13.1 13.04 0.5
15 13.6 12.6 12.4 12.5 12.2 12.66 1.4
16 13.6 12.5 13.3 13.5 12.8 13.14 1.1
17 13.9 13.1 13.5 12.6 12.8 13.18 1.3
18 14.2 12.7 12.9 12.9 12.5 13.04 1.7
19 13.2 12.8 12.8 12.3 12.6 12.74 0.9
20 13.1 12.9 13.5 12.3 12.8 12.92 1.2
21 13.3 12.8 13 12.3 12.2 12.72 1.1
22 14.6 13.7 13.4 12.2 12.5 13.28 2.4
23 13.9 13 13 13.2 12.6 13.14 1.3
24 13.9 12.4 12.7 12.4 12.8 12.84 1.5
25 13.3 12.7 12.6 12.8 12.7 12.82 0.7
DE

44 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Calcular la desviación estándar del proceso.
S = R_
d2=
1.3722.33
0.5888=
=Zi
=X - LIE
s
= sZsLSE -
=X
Calcular la habilidad del proceso.
=
=
12.94 - 11
14 – 12.94
0.5888
0.5888
=
=
3.2948
1.8

45 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Las fracciones fuera de especificación son:
PZi = 0.0005 PZs = 0.0359
Zi =3.2948 Zs =1.8
PZi = 0.0005 PZs = 0.0359 Ptotal = 0.0364 = 3.64 %

46 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Tomando en consideración que un proceso puede considerarse hábil cuando el 99.73% de las observaciones están dentro de las
especificaciones para ± 3σ y 99.996% para ± 4σ, por lo tanto, este proceso no es hábil ya que sólo el 100% - 3.64% = 96.36% se encuentra dentro de especificaciones.
Otra forma de evaluar la habilidad de los procesos es a través de: Cp y Cpk.
Cp, muestra la habilidad potencial que tiene el proceso para cumplir con las especificaciones del diseño.
Cpk, muestra la habilidad real que tiene el proceso.

47 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Cp. Está definido como la comparación entre la variación permitida por las especificaciones y la variación del proceso real.
Variación permitida por las especificaciones.
Variación del proceso real.Cp =
LSE - LIE
6σ=
Un valor Cp = 1.00 lo es para ± 3σ y un Cp = 1.33 lo es para ± 4σ.
Un valor Cp < 1.00 implica que el proceso no es potencialmente hábil.
Un valor Cp = 1.66 lo es para ± 5σ y un Cp = 2.00 lo es para ± 6σ.

48 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Cpk. Es la habilidad real del proceso y se puede obtener de dos formas
Cpk =Z min
31) A través del parámetro Z
2) A través del parámetro Cp
a) Obtener el punto medio de las tolerancias de especificación:
LSE - LIE2
=M
b) Definir la diferencia entre M y el promedio del proceso:
c) Definir el índice de localización k:
D = | M - |=X
d) Determinar: Cpk = Cp (1 – k)
k =2D
LSE - LIE

49 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Cpk =Z min
31) A través del parámetro Z
Para considerar que un proceso es realmente hábil debemos tener como mínimo Un valor Cp = 1.00 lo es para ± 3σ y un Cp = 1.33 lo es para ± 4σ.
Cp =LSE - LIE
6σ =
14 - 11
(6) (0.5888) = 0.85
Dado que el Cp = 0.85 y es menor a 1.00, por lo tanto el proceso potencialmente no es hábil.

50 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Cpk =Z min
3
Dado:
Dado que el proceso no es potencialmente hábil, ya no sería necesario evaluar la habilidad real pero como ejercicio vamos a desarrollarlo
=Zi
=X - LIE
s =12.94 - 11
0.5888= 3.2948
= sZsLSE -
=X
=14 – 12.94
0.5888=
1.8=
3
1.8
= 0.6

51 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Cpk. Es la habilidad real del proceso obtenido:
2) A través del parámetro Cp
LSE + LIE2
=M
D = | M - |=X
Cpk = Cp (1 – k)
k =2D
LSE - LIE
14 + 112
= = 12.5
= | 12.5 – 12.94 | = 0.44
=14 - 11
(2) (0.44)= 0.293
= (0.85) (1 – 0.293) = 0.60

52 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Las fracciones fuera de especificación son:
PZi = 0.0005 PZs = 0.0359 Ptotal = 0.0364 = 3.64 %

53 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.3. Interpretación de la habilidad del proceso.
Las fracciones fuera de especificación son:
PZi = 0.0005 PZs = 0.0359 Ptotal = 0.0364 = 3.64 %

54 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.4. Evaluación de la habilidad del proceso.
En este punto el proceso está bajo control estadístico, su habilidad ha sido calculada y ahora al evaluar la habilidad del proceso, hay que decidir si es aceptable o no.
Cuando existe un criterio de habilidad, la decisión se simplifica, sino, se requiere una acción inmediata:
() Reparar o desechar cualquier pieza que no cumpla con las especificaciones (propuesta costosa y no confiable).
() Adaptar las tolerancias a la habilidad del proceso actual (no mejora la calidad del producto).
() Mejorar la habilidad del proceso mediante la reducción de la variación de las causas comunes.

55 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.5. Corrección de la habilidad del proceso.
Los problemas que hacen que la habilidad del proceso sea inaceptable es debido a causas comunes por fallas del sistema..
Las acciones deben ser dirigidas hacia los factores del proceso que genera la variabilidad, tales como la maquinaria, los materiales, los métodos de operación, las condiciones ambientales, etc.
La corrección requiere la ayuda gerencial en la aprobación de recursos y coordinación para mejorar la habilidad.
56 Modulo: Graficas de Control X-RCalidad Seis Sigma
2.6. graficar y analizar el proceso modificado.
Una vez tomadas las acciones correctivas en el sistema, sus efectos deben hacerse visibles con gráficas de control, especialmente en la reducción de los valores de los rangos.
Las gráficas en este caso son una forma de verificar la efectividad de las acciones tomadas.
En la medida que se implementen cambios en el proceso, debe realizarse un seguimiento cuidadoso a través de las gráficas de control.
57 Modulo: Graficas de Control X-RCalidad Seis Sigma
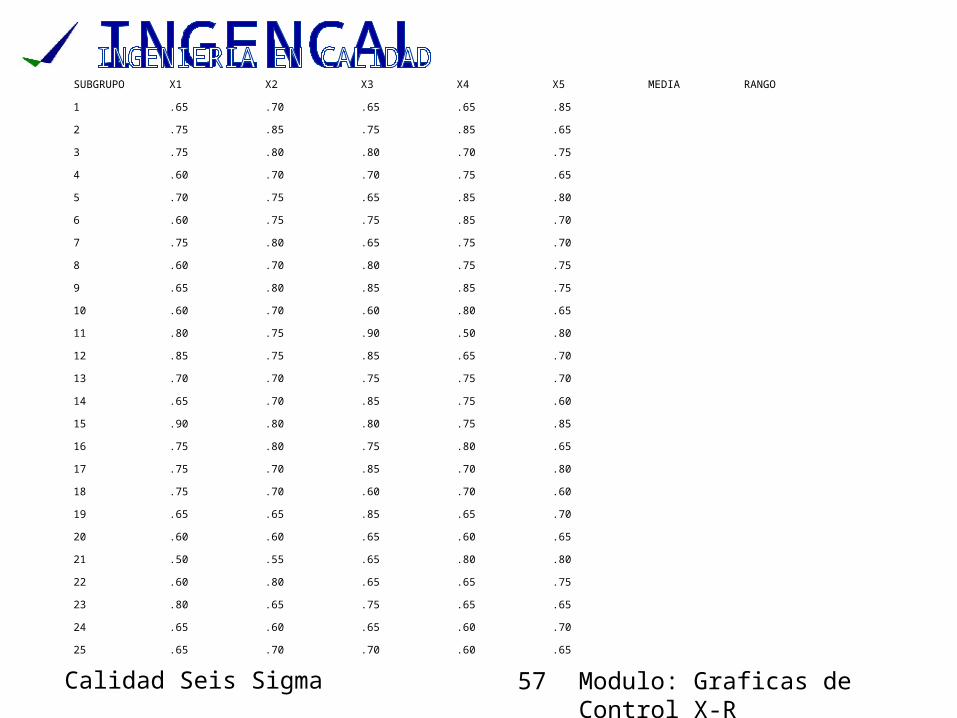
SUBGRUPO X1 X2 X3 X4 X5 MEDIA RANGO
1 .65 .70 .65 .65 .85
2 .75 .85 .75 .85 .65
3 .75 .80 .80 .70 .75
4 .60 .70 .70 .75 .65
5 .70 .75 .65 .85 .80
6 .60 .75 .75 .85 .70
7 .75 .80 .65 .75 .70
8 .60 .70 .80 .75 .75
9 .65 .80 .85 .85 .75
10 .60 .70 .60 .80 .65
11 .80 .75 .90 .50 .80
12 .85 .75 .85 .65 .70
13 .70 .70 .75 .75 .70
14 .65 .70 .85 .75 .60
15 .90 .80 .80 .75 .85
16 .75 .80 .75 .80 .65
17 .75 .70 .85 .70 .80
18 .75 .70 .60 .70 .60
19 .65 .65 .85 .65 .70
20 .60 .60 .65 .60 .65
21 .50 .55 .65 .80 .80
22 .60 .80 .65 .65 .75
23 .80 .65 .75 .65 .65
24 .65 .60 .65 .60 .70
25 .65 .70 .70 .60 .65
58 Modulo: Graficas de Control X-RCalidad Seis Sigma
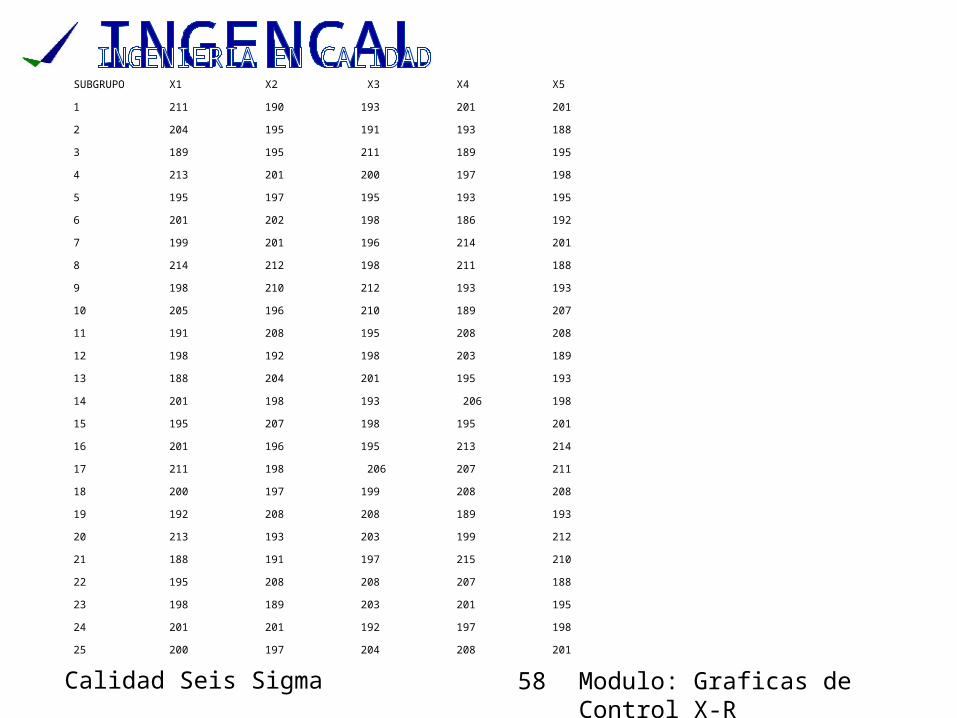
SUBGRUPO X1 X2 X3 X4 X5
1 211 190 193 201 201
2 204 195 191 193 188
3 189 195 211 189 195
4 213 201 200 197 198
5 195 197 195 193 195
6 201 202 198 186 192
7 199 201 196 214 201
8 214 212 198 211 188
9 198 210 212 193 193
10 205 196 210 189 207
11 191 208 195 208 208
12 198 192 198 203 189
13 188 204 201 195 193
14 201 198 193 206 198
15 195 207 198 195 201
16 201 196 195 213 214
17 211 198 206 207 211
18 200 197 199 208 208
19 192 208 208 189 193
20 213 193 203 199 212
21 188 191 197 215 210
22 195 208 208 207 188
23 198 189 203 201 195
24 201 201 192 197 198
25 200 197 204 208 201
59 Modulo: Graficas de Control X-RCalidad Seis Sigma
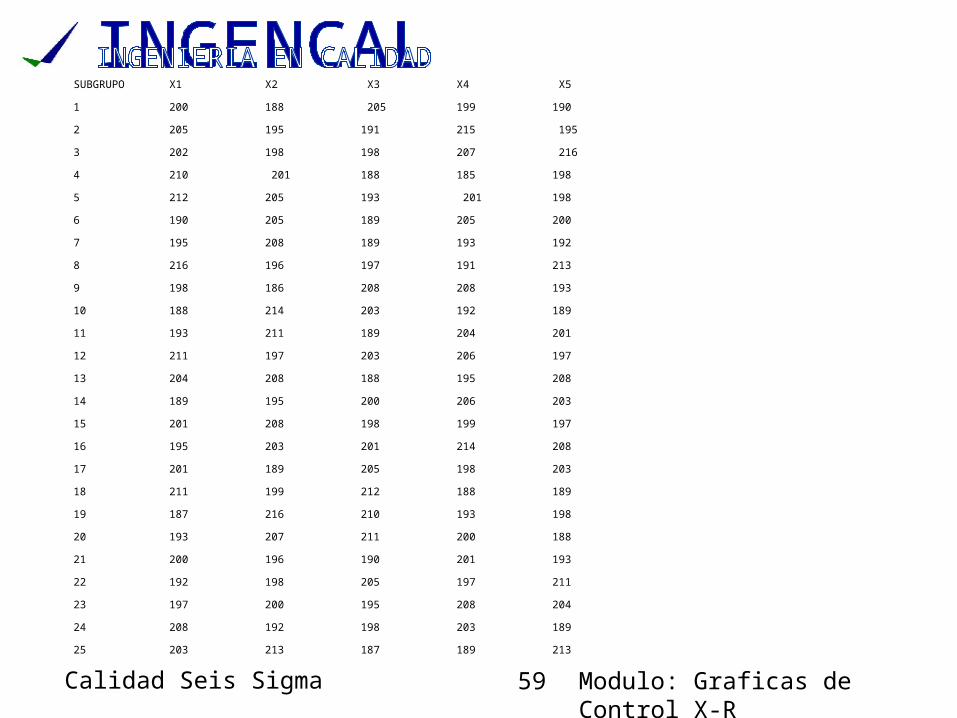
SUBGRUPO X1 X2 X3 X4 X5
1 200 188 205 199 190
2 205 195 191 215 195
3 202 198 198 207 216
4 210 201 188 185 198
5 212 205 193 201 198
6 190 205 189 205 200
7 195 208 189 193 192
8 216 196 197 191 213
9 198 186 208 208 193
10 188 214 203 192 189
11 193 211 189 204 201
12 211 197 203 206 197
13 204 208 188 195 208
14 189 195 200 206 203
15 201 208 198 199 197
16 195 203 201 214 208
17 201 189 205 198 203
18 211 199 212 188 189
19 187 216 210 193 198
20 193 207 211 200 188
21 200 196 190 201 193
22 192 198 205 197 211
23 197 200 195 208 204
24 208 192 198 203 189
25 203 213 187 189 213