要 旨 - jikei group
TRANSCRIPT


要 旨
東京都の離島である伊豆諸島では古くから焼酎醸造が行われ、現在 10 場を越える蔵が存
在する。そのひとつ三宅島もかつては数場の蔵が存在したが 10 年以上前に休造した。その
後、2000 年の噴火による全島民離島後、2005 年に帰島が始まり、それと併せて復興事業の
一環として三宅島酒造㈱にて麦焼酎製造が再開された。 本研究は三宅島酒造㈱との共同研究として、同社旧焼酎蔵から酵母の採取、分離、選抜、
更に、その選抜酵母による麦焼酎の試醸を目的とした。
まず初めに、かつて醸造が行われていた旧焼酎蔵の 50 箇所(木樽・柱・壁・梁・醸造用
具など)から三宅島酒造㈱に依頼し酵母検体を拭き取り採取した。採取検体を、酵母選択
用培地(GYP 寒天培地・GYP 液体培地・TTC 重層培地・ピロガロール培地)を使い酵母
の分離及び選抜を行った。更に選抜酵母と三宅島酒造㈱が使用する協会 3 号酵母を比較対
照として麹抽出液を用いての小仕込試験を行い、醸造物の酸度、アミノ酸、遊離酸、アル
コールの分析を行った。これらの酵母選抜過程、及び醸造物の分析結果から醸造適性があ
ると思われる酵母を最終的に 3 株選抜した。
選抜された酵母は、継代培養を繰り返し純粋化し、これら酵母の麦焼酎醸造適性を観る
ため乾燥焼酎用麹を用いて仕込み試験を行った。即ち、分離 3 株及び協会 3 号酵母で醸造
し、醸造物の総酸度、アミノ酸、遊離酸、アルコールの分析、更に官能評価を行った。
その結果、焼酎醸造適性を判断するアルコール収得量で、分離株№34 が最も高い 47.95%
を示し、残りの 2 株も協会 3 号酵母を僅かながら上回るアルコール収得量を示した。又、
試作麦焼酎を官能評価したところ、香りでは分離株№34、総合評価では分離株№7 が比較的
に良い評価を得られ、今回分離選抜された 3 株はいずれも麦焼酎醸造適性を有している事
が示された。
更に、市販の麦焼酎をベースとし、様々な果実の濃縮果汁を用いて伊豆諸島と三宅島
をイメージした新たなリキュールの試作も併せて行った。

Summary Shochu is being brewed for a long time in Izu islands, Tokyo. More than ten shochu
producers exist in the area now. In Miyakejima Island, several shochu producers used to be existed. However they all discontinued shochu production more than ten years ago. By Great Eruption in 2000, the all people had to leave the island. And, the revival project started in 2005, and the shochu manufacturing was restarted in Miyakejima Island first time in more than ten years. This research carried out the collection and the separation of yeast from the old shochu brewery as a joint research project with Miyakejima Shuzo, and, additionally aimed at the shochu production with the yeast
First of all, the yeast sample was wiped off and gathered from wood barrel, the pillar, the wall, and the brewing tools, etc. at 50 locations in the old shochu brewery where shochu brewing had been took place in old times. Yeast was separated and isolated by using the yeast selection medium (GYP nutrient agar, GYP liquid medium, TTC overlay medium, pyrogallol medium, and malt extract medium) from the collected sample. Then the separated yeast and the Kyokai No.3 yeast were compared based on preliminary trial using koji extract and analysis of each trial was done for total acid, amino acid, free acid, and alcohol. Three yeast samples with the brewing aptitude were separated by these yeast selection process and the analysis results of the fermentation trial were abstained were obtained. To examine the shochu brewing aptitude in the separated yeast samples, the shochu was brewed by using dry koji and bailey. Then total acid, amino acid, free acid, alcoholic analysis, and sensory evaluation were carried out, on the shochu.
As a result, sample No34 showed highest alcohol yield at 47.95% which indicated shochu brewing aptitude. Sample No6 and sample No7 also showed better results than which Kyokai No3 yeast did. And moreover in the sensory evaluation result, sample No34 showed the highest point in nose, and sample No7 showed highest point in overall. In conclusion, all these separated yeast from old shochu brewery have the shochu brewing aptitude by these results. Moreover, a new style liqueur that reflects the positive expression of Miyakejima Island was created by using Ashitaba (an herb, growing in the island), various fruit juices, sugar, and the shochu that was brewed by using the separated yeasts on this research.

目 次
1.序論 .................................................................... page1
2.実験材料ならびに実験方法 ................................. page7
3.結果 .................................................................... page14
4.まとめ・考察 ...................................................... page40
引用文献 ................................................................ page41
謝辞 ....................................................................... page42

1. 序 論 1.1. 目的
東京都の離島である伊豆諸島では古くから焼酎醸造が行われ、現在 10 場を越える生産者が
存在する。そのひとつ三宅島もかつては数場の生産者が存在したが、10 年以上前に休造し
た。その後 2000 年の噴火による全島民離島後、2005 年の帰島が始まり復興が行われ、復
興事業の一環として新たな三宅島酒造(株)により焼酎製造が再開された。 本研究は、かつて醸造が行われていた三宅島の旧焼酎蔵から酵母の分離・単離を行い、
アルコール収得量・官能特性などをもとに焼酎醸造のための優良酵母を選択し、三宅島独
自の麦焼酎の開発を目指す。なお焼酎には以下に示すように本格焼酎と甲類焼酎に分離さ
れるが、本研究では本格焼酎を対象とした。 更には、市販焼酎をベースとして三宅島の特産品である、明日葉・完熟スイカや、近隣
の離島で生産されるパッションフルーツ・マンゴーなどを用いて自然由来の、三宅島の復
興に寄与できる新たなリキュールの試作も行うこととした。
1.2. 本格焼酎(乙類焼酎)
米、麦などを原料とし、単式蒸留器で蒸留して作る焼酎であり、日本の酒税法上はアル
コール度数 45%以下で、基本的に 1 回のみの蒸留のため、原料本来の風味や旨み成分が生
きていることが特徴である。 製造法は、原材料(多くの場合は米もしくは麦)へ麹菌を接種し、麹を作製。
麹をタンクやで発酵させ、もろみを作成(一次発酵)。 一次発酵させたもろみの中へ原材料を投入させ、発酵させる(二次発酵)。このとき投入し
た原材料が焼酎の主要原材料として表記されることになる。 アルコールが生成された発酵
液を蒸留することにより焼酎となる。
1

1.3. 甲類焼酎
糖蜜等を原料とした発酵液をもとに、連続蒸留器で蒸留して高純度エチルアルコールを
生成し、これに加水したもの甲類焼酎と呼ぶ。また日本の酒税法上はアルコール度数 36%未満、製法上何度も蒸留を行うため、アルコール純度が高くなり、原料本来の風味が失わ
れるため、味覚の個性は薄くまた、甲類の範囲にてブレンド、熟成、蒸留回数、蒸留機、
加水種類、原料、等で変化をつけることによって、ある程度の特徴的な風味を持つものも
存在する。
1.4. 本格、甲類焼酎の歴史
1.4.1. 焼酎の起源(紀元前)
紀元前にエジプトで発明された蒸留機“アランビック”で製造した事が始まりであり、
蒸留酒とその製造技術は、インド、東南アジアを経て 15 世紀(室町時代中期)に日本に伝
わったと考えられ、焼酎という名称で最初に登場したのは 16 世紀の中期(室町時代末期)
であり、製造方法は焼酎が日本に伝わってから明治時代に至るまで、“らん引き”と呼ばれ
る釜状の蒸留機で 1 回蒸留されるだけの単式蒸留のみで甲類焼酎の特徴である。まだこの
時は連続蒸留法が発明されてはいなかった。
1.4.2. 甲類焼酎の誕生(明治 43 年)
約 170 年前の 1830 年(江戸時代末期)頃に、英国で画期的な連続式蒸留機が開発されま
した。単式から連続式に変わることで、アルコール中の不純物を取り除く技術が向上し、
世界の蒸留酒の味わいは一大変革を遂げる事となり、英国の連続式蒸留機に改良を加えた
イルゲス式連続蒸留機が、日本に初めて輸入されたのは明治 28 年頃、後の、明治 43 年に
は、愛媛県宇和島の日本酒精(株)が、切り干し甘藷(かんしょ)と呼ばれる干しイモを
原料にして連続式蒸留機で蒸留した“日の本焼酎”を発売し、この製品は“ハイカラ焼酎”
と呼ばれ、その品質が良好で安価のため大評判となり、製造が追いつかない位のものであ
った。この後、連続式蒸留の焼酎は“新式焼酎”と呼ばれ、従来の単式蒸留の焼酎と区別
されるようになり、現在に至るまで大衆から支持を受け続けている甲類焼酎の第一号とな
る。
2

1.4.3. 大正から終戦までの甲類焼酎(大正期)
甲類焼酎は大正に入ってからも生産量が好調に推移し、大正 7 年、米価が高騰し“米騒
動”が起き、甲類焼酎は米を使わない酒として脚光を浴び、空前のブームを迎え、大正始
めには 5・6 社しかなかったメーカーも、大正 8 年には 65 社までに増加し、昭和 10 年から
12 年にかけては、戦前の焼酎の生産が最高潮に達した時期で、昭和 10 年には新式(甲類)
焼酎の生産は、66,000kl に達した。これは旧式焼酎(30,000kl)の 2.2 倍の生産高であっ
たが、昭和 12 年の日中戦争、16 年の太平洋戦争の勃発などで、酒造業界は酒類配給制の開
始を始めとして数々の統制を強いられるようになった。
1.4.4. 第 1 期黄金時代(昭和 24 年)
戦後の昭和 24 年、9 年間にわたった酒類の配給制が廃止されました。米や麦を原料とし
ない焼酎や洋酒類は製造が自由になり、甲類焼酎工場はようやく軍事用アルコールではな
く焼酎生産の本業に復帰しました。戦後の食糧難の時代に、米を使わず大量生産が可能で
あった甲類焼酎は年々伸び続け、昭和 31 年には 250,000kl と過去最高を記録し、全酒類生
産量の約 16%を占めるまでに成長しました。この時期は甲類焼酎の第一期黄金時代と呼ば
れています。
1.4.5. 技術革新期(昭和 40 年)
昭和 31 年に生産のピークを迎えた甲類焼酎は、その後生産が減少を続け、昭和 49 年に
は生産が 125,000kl と半減するにいたり、苦難の時代を過ごすことになりました。その陰
にはウィスキーの台頭があったのです。しかし業界はこの時代を甲類焼酎の技術革新期と
位置づけ、“世界に冠たる蒸留酒”を目指して品質向上に邁進しました。 このような状況の中、昭和 37 年には梅酒を家庭で作ることが許可され、焼酎業界は果実
酒用の甲類焼酎“ホワイトリカー”を生産しました。次第に焼酎の情勢が上向いてきたの
です。
3

1.4.6. 白色革命(昭和 52 年)
昭和 49 年、アメリカではナショナル・ドリンクであるバーボンの消費量を抜いてウォッ
カがトップに躍り出ました。いわゆる白色革命"White Revolution"です。アメリカに端を発
した無色透明な酒への希求は、世界中に広まりました。 この時代の動きを察知し、焼酎メーカーは昭和 52 年、いっせいに新商品を発売しました。
新商品とは、従来のピュアな甲類焼酎に樽貯蔵した大麦やコーン等を原料とした原酒をブ
レンドしたものです。この焼酎は原料の風味があり、しかもくせがないので、ストレート
でも、ミックスベースでも、色んな飲み方を味わえる、ニュータイプ焼酎でした。 新製品の誕生こそ、日本の白色革命にふさわしいものだったのです。
1.4.7. 第 2 期黄金時代(昭和 59 年)
着実に新たな消費者を獲得していた甲類焼酎は、昭和 57 年から 60 年にかけてさらに爆
発的に需要拡大を達成し、新たな甲類焼酎の全盛時代を築き上げました。それは折から街
なかの居酒屋等で大流行したチューハイブームだけではなく、先の苦難の時代に甲類焼酎
の品質、可能性を信じて製品開発に挑戦した人達の情熱に負うところが大きいのです。 昭和 59 年には前年対比 45%増の 326,000kl。そして昭和 60 年には 369,000kl という史上
最高の生産数量を記録しました。この時期が甲類焼酎の第二期黄金時代と呼ばれています。
4

1.4.8. 現在の甲類、本格焼酎(現在の焼酎)
そして今日、甲類焼酎は伝統的な大衆の酒として、皆様の絶大な支持を受けています。
その数は輸入焼酎の増加と相まって、平成 15 年には 500,000kl 超を記録し、現在は
400,000kl 後半で推移しています。 甲類焼酎の純粋な味そのままを味わえるストレート、癖のないすっきりとした品質を生か
して色んな物で割って楽しみ、冷やし、暖めるといった様々あり、誰もが好きなように楽
しめるお酒、それが甲類焼酎である。本格焼酎はアルコール以外の香味成分も抽出され、
それが原料独特の風味や味わいになり、原料の風味が生かされるので原料は非常にバラエ
ティに富んでおり、米、麦をはじめさつまいも、そば、黒糖などが使われ甲類焼酎同様に
ストレートやお湯割りで焼酎本来の味わいを楽しむことがあるのが本格焼酎である。また
昔から九州などで造られていた焼酎や沖縄の泡盛はすべて本格焼酎ある。
1.5. 焼酎用麹菌
沖縄は南九州では黒麹菌、Aspergillus awamori、Asp.saitoi や Asp.usamii などあるい
はその白色変異株である白麹菌(Aspergillus kamachi)が使用されている。黒麹菌が使
用されやすいのは、生産するクエン酸によって、「もろみ」を酸性に保ち、温暖地でおこり
やあすい生酸菌による汚染を防ぎ、発酵を安全にするためでもある。製麹法は蒸米を約 40℃前後で麹室に引き込み、前半 30~32he を高温経路として、雑菌の繁殖を抑え、後半約 15時間を低温経過として、クエン酸の生酸を行わせるようにする。黄麹菌による製麹法とは
品温経過点で全く逆である出麹は総はぜ型で、胞子を着生し、淡褐色(白麹菌)または淡
黒色(黒麹菌)、強い酸味があり、1次仕込み「もろみ」の pH は 3.5~3.8 程度、酸度は 20~25となるのがよい。黒麹菌のアミラーゼは耐酸性が強いので、強酸性下で十分に作用する。
在来法による製麹法の操作は清酒の麹造りと同様で、種付け後、床に 1 日保温し、麹蓋に
盛り、3~4 時間毎に手入れをし、45 時間位して出麹する。簡便法は盛り後、通気式の品温
調式の製麹機を用いる。最近では原料処理から製麹までを一貫して行なう回転ドラム式製
麹装置を使用している工場が多い。
5

1.6. 蒸留
蒸留は熟成もろみを鉄またはステンレス製単式蒸留機に入れ、直火、蒸気吹き込みあるい
は蒸気による間接加熱により行なう。焼酎は固形物の入ったままの「もろみ」を加熱する
ので、蒸留末期とは過熱による二次生成物、フルフラールなどが留出し、焼酎の品質を下
げる。したがって蒸留時間は短いほうがよく、留液をアルコール分10~18度近くまでとる。
蒸留後のアルコール分は 35~42 度となる。ウイスキー等で行なわれている再留は普通行な
わない、初留(芳香成分も多いが、低級アルデヒドの多い区分がある)および後溜(フル
フラールや酸などの末だれ成分生成留出)が品質に影響するので注意を要する。最近は澄
明な製品が好まれるので、焼酎を低温ろ過して、油性物質を除去し、あるいは瓶詰め前に
ろ過精製を行なう。
6

2. 実験材料ならびに実験方法 2.1. 実験材料
焼酎用丸麦 協和精麦株式会社
焼酎用乾燥米麹 MKS 徳島金長株式会社
協会 3 号酵母 財団法人 日本醸造協会 ミネラルウォーター 天然水・南アルプス サントリーフーズ株式会社
リキュール用濃縮果汁(オレンジ・パションフルーツ・ゆず・マンダリン・マンゴー (レッドラスベリー) 株式会社キタマ 製品を使用した。 明日葉粉末 有限会社あしたば加工工場 麦焼酎(雄山一) 三宅島酒造㈱
2.2. 分析方法
醪液及び蒸留液の分析方法は以下の方法に従った。 なお、醪液はろ紙濾過後分析した。
2.2.1. アミノ酸度の定量法
第四回改正国税庁所定分析法注解に記載されているアミノ酸度の分析法に従ってアミノ
酸の分析を行なった。
2.2.2. 総酸度の定量法
第四回改正国税庁所定分析法注解に記載されてコハク酸として酸度を求める分析法に従
って総酸の分析を行なった。
2.2.3. 遊離酸度の定量法
第四回改正国税庁所定分析法注解に記載されている酢酸として遊離酸を求める分析法に
従って遊離酸の分析を行なった。
7
2.2.4. アルコールの定量法
清酒メータ(DA-105)京都電子工業株式会社のものを用いてアルコール(%)を測定した。
2.2.5. 菌数測定法
メチレンブルー染色法を用いてトーマ氏血球計算盤で測定した。
2.2.6. アルコール収得量計算法
α=× ml100%
%蒸留液量
蒸留液アルコール
(%)100 アルコール収得率麦重量麹重量
=×+α
2.2.7.比重・密度測定法 振動密度計(清酒メーター)により測定した。
8

2.3. 使用培地組成とその調製方法
2.3.1. CPGYP液体培地
グルコース(関東化学株式会社)yeast extract(和光純薬工業株式会社)ポリペプトン
(和光純薬工業株式会社)クロラムフェニコール(関東化学株式会社)を蒸留水に溶かし
121℃、20min でオートクレーブにかけたものにプロピオン酸ナトリウム(関東化学株式会
社)を添加し使用した。 またクロラムフェニコール及びプロピオン酸ナトリウムを除いたものを保存用培地及び、
ダーラム管ガス発生試験用培地として使用した。
組成 グルコース ...................................... 6%
yeast extract .... ........................... 0.5% ポリペプトン....... ........................... 0.5% クロラムフェニコール .................... 0.1% プロピオン酸ナトリウム................. 0.25%
2.3.2. CPGYP寒天培地
グルコース、yeast extract、ポリペプトン、寒天(和光純薬工業株式会社)、クロラ
ムフェニコールを蒸留水に溶かし、121℃、20min でオートクレーブにかけたものにプロ
ピオン酸ナトリウム添加し使用した。 またクロラムフェニコール及びプロピオン酸ナトリウムを除いたものをGYP寒天培地と
して使用した。
組成 グルコース .......... ........................... 6%
yeast extract .... ........................... 0,5% ポリペプトン....... ........................... 0.5% クロラムフェニコール .................... 0.1% プロピオン酸ナトリウム................. 0.25% 寒天 ..................... ........................... 3%
9

2.3.3. TTC重層培地
グルコース、yeast extract、ポリペプトン、リン酸カリウム(関東化学株式会社)硫酸
マグネシウム(関東化学株式会社)、寒天を蒸留水に溶かし、pHを5.5~5.7に調整し121℃、
20min オートクレーブにかけたものを使用した。 TTC 下層培地組成
グルコース ................. .................... 1%
yeast extract ................................ 0.15% ポリペプトン................................... 0.2% りん酸カリウム ............................... 0.1% 硫酸マグネシウム ........................... 0.04% 寒天 ................................................. 1.5% pH5.5~5.7
TTC 重層用培地 グルコース、TTC(日本 BD)、寒天を蒸留水に溶かし 121℃、20min オートクレーブに
かけたものを使用した。 組成 グルコース ...................................... 0.5%
TTC................................................. 0.05% 寒天 ................................................. 1.5%
10
2.3.4. 部分嫌気培養法(ピロガロール)
下記に記す麹汁寒天培地に酵母懸濁液を 0.5ml 採取し、コンラージ棒を用いて一面に塗
末した。 15min 放置し、酵母を培地表面に沈停させた後、ガラスシャーレの蓋に滅菌した円形ろ
紙を 2~3 枚置いた。 駒込ピペット使ってアルカリ性ピロガロール液 2ml をろ紙に染み込ませ、直ちにガラス
シャーレ身と蓋とをビニールテープで密閉し 25℃で培養を行った。培養後コロニー観察を
行った。 アルカリ性ピロガロール液調整法 あらかじめ水酸化ナトリウム(関東化学株式会社)を蒸留水で飽和状態の溶液を作
製したものにピロガロール(関東化学株式会社)1.0%添加し溶解したものをアルカリ性
ピロガロール液とした。
2.3.5. 麹汁溶液の調整
乾燥麹 100g と水 400ml の配合品をベースに 2ℓペットボトルに入れ、攪拌した後にウォ
ータバス 55~62℃で 8~10hr 湯煎した。 湯煎後は卵白で蛋白質除去処理を行った。(卵白の添加量は 400ml に対して約卵 1 個分)
組成 麹 100g/400ml
ボーメ11
2.3.6. 麹汁寒天培地
煮沸した麹汁に蛋白質除去のために卵白を加え 10min 煮沸し、その後ろ紙を使いたんぱ
く質の除去を行った。ろ液が取れたところで、比重計を使いボーメを量り、加水をし、ボ
ーメ 6~7 程度に合わせた後 121℃,15min オートクレーブをかけ、別に 121℃,15min オー
トクレーブをかけた寒天を無菌操作で合わせたものを麹汁寒天培地とした。 組成
麹汁 ..................... ...........................シャーレ 1 枚あたり 15ml 寒天 ..................... ........................... 3%
11

2.4. 小仕込み試験方法
500ml 三角フラスコに麹汁(ボーメ 7 に調製)300ml を入れ酵母 1×107cells になるように
添加後、クールライン(ヤマトエンジ株式会社ニアリング:Lot.No.331005) で 25℃で発酵を行った。
2.5. 本仕込み試験方法
一次仕込み:乾燥米麹 340g と水 585ml をそれぞれ量り、梅酒ビンに入れた後、起こし
ておいた酵母を 0.5×106cells/ml になるように加え 25.5℃で 1 週間発酵を行った。 二次仕込み:検体ごとに蒸した麦 900g(乾燥麦重量換算)と水 1500ml を 1 次醪に加え、
かい入れ後 25.5℃で発酵を行った。仕込み配合は Table 1 に示した。 麦の蒸し方法は以下の通りである。
麦を重量計で 900g 量りザルに入れ洗った後、吸水率 31~35%になるように約 1~2 時間
浸漬した。 吸水率は吸水前後の重量から計算にて求めた。 浸麦したものを蒸し器に入れ、50min 蒸した。
Table 1 仕込み配合
原料 一次仕込み 二次仕込み 合計量
乾燥米麹(g) 340 340
麦(g) 900 900
汲み水(ml) 785 1300 2085
12

2.6. 発酵温度管理方法
ウォータークーラーにより水温 25℃に設定し発酵温度の管理を行った。
2.7. 発酵液の蒸留方法
水蒸気による常圧蒸留で行った。
2.8. 明日葉焼酎抽出液の調製法
市販麦焼酎 40ml に明日葉粉末 10g を室温で 1 日漬け込んだ。漬け込んだ後上澄液を濾
過して使用した。
2.9. 試作麦焼酎の評価方法
3 年食品開発、醸造発酵コース学生及び講師計 20 名に調査を依頼しアンケート調査を行
った。 質問内容は香り、味の総合評価、特性、指摘項目、総合評価の 7 項目について調査を行っ
た。
13

3. 結 果 3.1. 三宅島酒造㈱旧焼酎蔵からの酵母採取
CPGYP 液体培地 3ml を入れたバイアルを三宅島酒造㈱に送付し、旧焼酎蔵の 50 箇所(木
樽・柱・壁・梁・醸造用具など)から綿棒を使用して拭き取り採取した。採取後、バイア
ルを冷蔵便で当校に返送した。
3.2. 酵母分離・選抜試験
(1) CPGYP 寒天培地及び TTC 重層培地による酵母の分離・選抜試験 三宅島より送付されたバイアルをそのまま室温 1days,振とう培養した。
振とう培養した結果、カビが多く殆どのバイアルにカビが生えていたのでこの培養液
0.5ml を CPGYP 寒天培地に接種し 25℃で 3days 平板培養した。 CPGYP 寒天培地を使用したにも関わらず全てにカビが生えていたので、目で確認できる
範囲で酵母コロニーを選択し、TTC 下層培地に白金耳で 25℃、3day で画線培養した。
培養結果を Table 2 に示した。
14

Table 2 TTC 下層培地画線培養による酵母コロニー形成結果
バイアル No. 酵母コロニー形成種類数 バイアルNo. 酵母コロニー形成種類数
1 ○ 1 種類 26
2 27
3 28 ○ 1 種類
4 ○ 2 種類 29
5 ○ 1 種類 30
6 ○ 1 種類 31 ○ 2 種類
7 ○ 3 種類 32 ○ 1 種類
8 33 ○ 1 種類
9 ○ 1 種類 34 ○ 1 種類
10 35
11 ○ 1 種類 36
12 ○ 1 種類 37 ○ 2 種類
13 38 ○ 1 種類
14 ○ 1 種類 39
15 40
16 41
17 ○ 1 種類 42
18 ○ 1 種類 43 ○ 2 種類
19 44 ○ 2 種類
20 45
21 46 ○ 1 種類
22 47 ○ 1 種類
23 48
24 49
25 50
15

画線培養してコロニーが出来たシャーレに TTC 重層培地を重層した。 TTC 重層培地は酵母の発酵能力が高いほど短時間で赤く染るという酵母用選択培地であ
る。
Table 3 TTC 重層培地での酵母コロニー染色結果
バイアル No. ランク バイアル No. ランク
1 3 28 5
4 1、4 31 1
5 4 32 2
6 3 33 5
7 3、5 34 1
9 4 37 1、2、5
11 1 38 2
12 4 43 1、5
14 5 44 5
17 4 46 5
18 4 47 5
注)ランク 1 が 1hr 以内で赤色、ランク 2 が 1.5hr 以内に紅色、ランク 3 が次の日以降
に赤色、ランク 4 が次の日以降に紅色、ランク 5 が赤く染まらなかったもの、と定義した。
16

(2)ダーラム管ガス発生試験による酵母の選抜
TTC 重層培地でランク 1・2・3・4 を示した試料でダーラム管ガス発生試験を行った。 比較対照としては三宅島で現在焼酎醸造に使用されている協会 3 号酵母を使用した。
Table 4 ダーラム管ガス発生試験結果
バイアル No. ガス発生 バイアル No. ガス発生
No.1 ○ No.18 ○
No.4 A:× B:○ No.31 A:○ B:×
No.5 ○ No.32 ×
No.6 ○ No.34 ◎
No.7 × No.37 ○
No.9 ○ No.38 ○
No.11 ○ No.43 ○
No.12 ○ 協会 3 号酵母 ◎
No.17 ○
17

(3)アルカリ性ピロガロール選択培地での選抜
酵母選択用培地であるアルカリ性ピロガロール培地で部分的に嫌気培養することにより、
発酵力の強い酵母を選抜できる。また、コンタミしているカビなど好気微生物等も取り除
くことが出来る。 今回は実際の仕込み環境に近づける為に、培養培地は麹汁培地を使用した。 TTC 重層培地で 1~4 のランクを示したコロニー(Table3)の懸濁液を使用して培養した。
Table 5 アルカリ性ピロガロール選択培地によるコロニー形成結果
バイアル No. コロニー形成 バイアル No. コロニー形成
1 × 18 ×
4 × 31 A:× B:○
5 × 32 ×
6 ○ 34 △
7 ○ 37 ×
9 × 38 ×
11 × 43 ×
12 × 協会 3 号酵母 ○
17 ×
Table5 に示したようにアルカリ性ピロガロール選択培地で酵母のコロニー形成が 4 検体
認められた。
18

3.選抜酵母による発酵試験
(1)第 1 回小仕込み試験 アルカリ性ピロガロール選択培地でコロニー形成が認められた酵母 4 検体を、協会 3 号
酵母とともに麹汁溶液(ボーメ7)に接種し、25℃インキュベターで 1week 発酵させた。 発酵経過は以下の通りである。
2 日目 炭酸ガス発生の有無 №6 × №7 ×
№34 ○ №31B1 × 協会酵母 ○
3 日目 炭酸ガス発生 №6 ○ №7 ○
№34 △ №31B1 × 協会酵母 ○
7 日目 炭酸ガス発生 №6 ○ №7 ○
№34 △ №31B1 × 協会酵母 ○
7 日目 香味評価(酢酸エチル臭の有無) №6 なし №7 なし
№34 なし №31B1 なし 協会酵母 なし
19

7 日目 香味評価 №6 味噌に近い香りがするが、フルーティーな香り。 №7 パイナップルに近い香り。
№34 味噌臭及びアルコール臭と少し複雑な香り。 №31B1 麹汁の香り 協会酵母 フルーティーな香り。
7日目 ボーメ測定 №6 1.0 №7 1.2
№34 1.2 №31B1 7.0 協会酵母 1.0
20

Table 6 第1回小仕込み試験での発酵液分析結果
酵母試料
総酸度 アミノ酸度
(g/100ml)
遊離酸 (mg/100ml)
アルコール濃度
(%)
協会3号酵母 8.0 1.7 12.9 4.6
No.6 8.5 2.1 20.4 5.0
No.7 8.5 1.6 25.0 4.6
No.34 8.2 1.4 測定不可(注) 測定不可(注)
(注)今回は、実験中のトラブルのために測定不可。 №31 菌株は発酵しなかった為に今回は分析を行わなかった。
(2)第 2 回小仕込み試験
第 1 回目の試験結果をふまえ、分離酵母の純粋化(GYP 寒天培地による画線培養)を繰
り返した後、同条件で第二回目の小仕込み試験を行った。 発酵経過を Fig.1、発酵液の分析結果を Table7 に示した。
21

№34 №31 №7 №6 協会
発酵
液重
量(g)
発酵日数
7 6 5 4 3 2 1 0
520
500
480
460
440
420
Fig1 発酵液の重量経過
22

Table 7 第 2 回小仕込み試験の発酵液分析結果
酵母試料
総酸度 アミノ酸度
(g/100ml)
遊離酸 (mg/100ml)
アルコール濃度
(%)
協会 3 号酵母 7.89 2.1 0.42 6.1
No.6 8.24 1.35 0.57 5.8
No.7 8.55 1.85 0.73 6.0
No.31 6.81 3.1 0.10 0
No.34 7.50 1.4 0.36 6.1
Fig1 及び Table7 の結果から No,31 酵母を除きそのほかを本仕込み試験に供した。
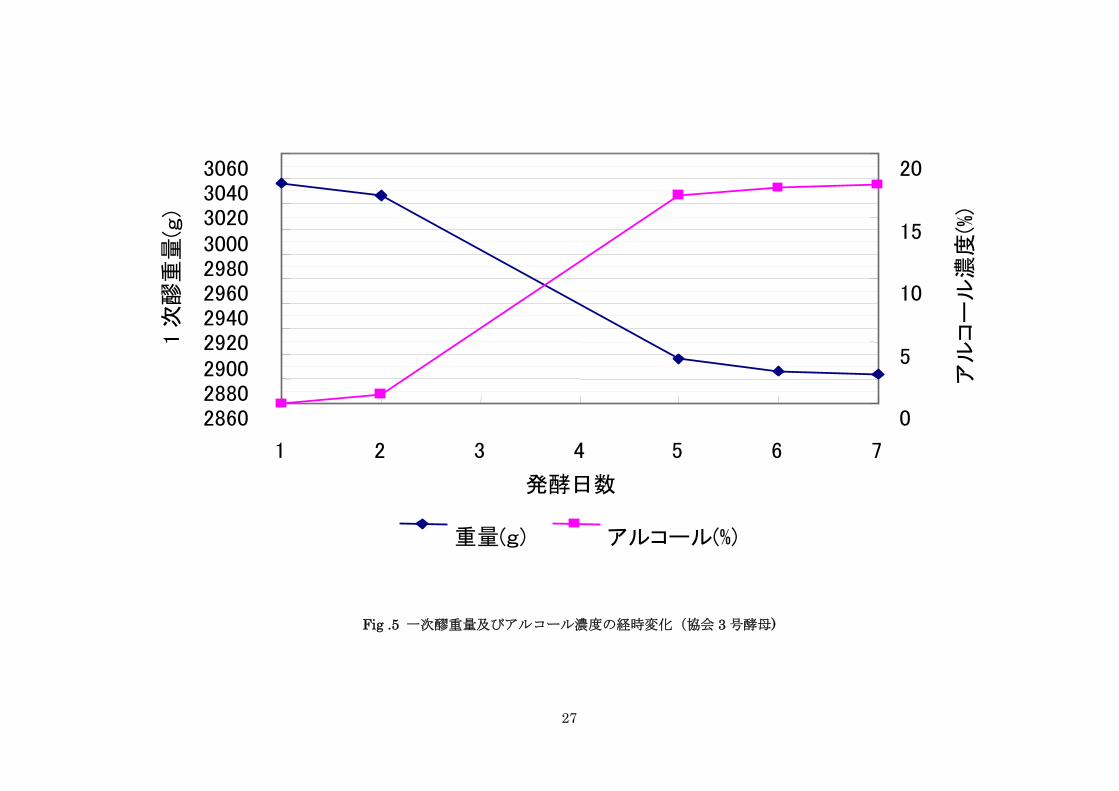
(3)第 1 回本仕込み試験
Table1 に示した仕込み配合で№6・№7・№.34 株と比較対照として協会 3 号酵母を使用
し、菌数 0.5×106cells/ml レベルで本仕込み試験を行った。 尚、発酵液のアルコール濃度は醪重量変化から算出した。 1 次醪の発酵経過を Fig.2~5 に示した。
23

アルコール濃度(%) 重量(g)
アル
コー
ル濃
度(%
)
16
14
12
10
8
6
4
2
0
1次
醪重
量(g
)
発酵日数
7 6 5 4 3 2 1
3040
3020
3000
2980
2960
2940
2920
2900
Fig. 2 一次醪重量及びアルコール濃度の経時変化 (№6)
24

アルコール(%) 重量(g)
アル
コー
ル濃
度(%
)
18
16
14
12
10
8
6
4
2
0
1次
醪重
量(g
)
発酵日数
7 6 5 4 3 2 1
3060
3040
3020
3000
2980
2960
2940
2920
2900
Fig. 3 一次醪重量及びアルコール濃度の経時変化(№7)
25

アルコール(%) 重量(g)
アル
コー
ル濃
度(%
)
18
16
14
12
10
8
6
4
2
0
1次
醪重
量(g
)
発酵日数
7 6 5 4 3 2 1
3060
3040
3020
3000
2980
2960
2940
2920
2900
2880
Fig. 4 一次醪重量及びアルコール濃度の経時変化(№34)
26
アルコール(%) 重量(g)
アル
コー
ル濃
度(%
)
20
15
10
5
0
1次
醪重
量(g
)
発酵日数
7 6 5 4 3 2 1
3060 3040 3020
3000 2980 2960 2940 2920
2900 2880 2860
Fig .5 一次醪重量及びアルコール濃度の経時変化(協会 3 号酵母)
27

発酵終了した一次醪に、Table1(2 次仕込み)に示したように蒸し麦と汲み水を加え、かい
入れ後、25.5℃を保つためクールラインを用いて発酵を行った。 発酵経過を Fig.6~9 に示した。
28

アルコール(%) 重量(g)
アル
コー
ル濃
度(%
)
16
14
12
10
8
6
4
2
0
2次
醪重
量(g
)
発酵日数
19 17 15 13 11 9 7 5 3 1
5250
5200
5150
5100
5050
5000
4950
4900
4850
4800
Fig .6 二次醪重量及びアルコール濃度の経時変化(№6)
29

アルコール(%) 重量(g)
アル
コー
ル濃
度(%
)
16
14
12
10
8
6
4
2
0
2次
醪重
量(g
)
発酵日数
19 17 15 13 11 9 7 5 3 1
5250
5200
5150
5100
5050
5000
4950
4900
4850
Fig .7 二次醪重量及びアルコール濃度の経時変化(№7)
30

アルコール(%) 重量(g)
アル
コー
ル濃
度(%
)
16
14
12
10
8
6
4
2
0
発酵日数
19 17 15 13 11 9 7 5 3 1
5300
5250
5200
4900
4950
5000
5050
5100
5150
2次
醪重
量(g
)
4850
Fig 8 二次醪重量及びアルコール濃度の経時変化(№34)
31

アルコール(%) 重量(g)
アル
コー
ル濃
度(%
)
16
14
12
10
8
6
4
2
0
発酵日数
19 17 15 13 11 9 7 5 3 1
5200.0
5150.0
4850.0
4900.0
4950.0
5000.0
5050.0
5100.0
2次
醪重
量(g
)
4800.0
Fig. 9 二次醪重量及びアルコール濃度の経時変化(協会 3 号酵母)
32

Fig .10 本仕込み二次醪最終アルコール濃度
この Fig.10 の結果より比較対照である協会酵母と選抜酵母 3 株との間でアルコール生成
量に差がほとんど無いことが示された。
Table 8 本仕込み蒸留液の分析結果
酵母試料 遊離酸 アルコール濃度
(%) アルコール収得量
(L/ton) 蒸留液採取量
(ml)
協会 3 号酵母 1.38 37.5 439.8 700
No.6 2.96 43.3 471.6 650
No.7 2.32 43.3 471.6 650
No.34 1.23 40.1 436.7 650
0
5
10
15
20
NO.6 NO.7 NO.34 協会 3 号酵母
アル
コー
ル濃
度(%)
33

Table8 に示す蒸留された検体のアルコール(%)、蒸留液採取量より、目標アルコール濃度
25.0%にするため加水量を求めた。加水後の総容量及び清酒メータでのアルコール濃度、比
重、密度を測定した結果を Table9 に示した。
Table 9 本仕込み蒸留液加水後の分析結果
酵母試料 アルコール
濃度(%) 比重 密度
加水量
(ml)
総量
(ml)
協会 3 号酵母 25.2 0.9709 0.9700 235 700
No.6 24.7 0.9714 0.9705 330 780
No.7 24.4 0.9717 0.9708 340 790
No.34 24.7 0.9714 0.9705 280 730
34

(4)第 2 回本仕込み試験 第1回本仕込み試験と同様の方法で仕込み試験を行った。 尚、酵母接種菌数は1×107cells/ml とした。
Table 10 本仕込み一次醪分析結果
酵母試料 総酸度 アミノ酸度
(g/100ml)
アルコール濃度
(%)
協会 3 号酵母 12.9 1.5 17.30
No.6 15.3 1.4 17.18
No.7 15.1 1.6 17.25
No.34 15.7 1.5 17.23
発酵終了した一次醪に、同様に蒸し麦と汲み水を加え発酵を行った。 発酵液の分析結果を Table11 に示した。
35

Table 11 本仕込み二次醪分析結果
酵母試料 総酸度 アミノ酸度
(g/100ml)
アルコール濃度
(%)
協会 3 号酵母 5.18 1.87 17.80
No.6 5.97 1.82 17.65
No.7 6.06 1.63 17.85
No.34 5.18 3.9 17.95
Table11 の結果より比較対照である協会酵母と選抜酵母 3 株との間でアルコール濃度に
差がほとんど無いことが示された。
36

Table 12 本仕込み蒸留液の分析結果
酵母試料 遊離酸 アルコール濃度
(%) アルコール収得量
(L/ton) 蒸留液採取量
(ml)
協会 3 号酵母 1.08 37.4 432.4 590
No.6 0.72 37.9 442.6 675
No.7 1.18 39.6 444.6 570
No.34 0.39 39.2 479.5 630
Table12 に示す蒸留液のアルコール濃度(%)、蒸留液採取量より、目標アルコール濃度
25.0%にするための加水量を求めた。加水後蒸留液の総容量及び清酒メータでのアルコール
濃度(%)、比重、密度を求めた。
Table 13 本仕込み蒸留液加水後の分析結果
酵母試料 アルコール
濃度(%) 比重 密度
加水量
(ml)
総量
(ml)
協会 3 号酵母 24.6 0.9717 0.9708 290 820
No.6 24.7 0.9714 0.9705 340 840
No.7 24.8 0.9713 0.9704 330 780
No.34 24.9 0.9712 0.9703 360 890
37

3.4 官能評価試験
加水した蒸留液を 5℃の条件で静置し、麦焼酎中に含まれている油分を固形化させた後、濾
紙ろ過を何度か繰り返し、清澄化させ、熟成させた。この熟成された試験麦焼酎を使用し
て官能評価を行った。即ち、味、香り、総合の三つに分けアンケートを行った。アンケー
ト結果を基に点数換算し順位を求めた。
0
1
2
3
4№7
№6
協会3号
№34
味 香り 総合
注)レーザーチャートは点数が低いものが高評価である。 Fig.11 官能標のレーザーチャート
Fig.11 に示すように、味では№34、香りでは№7、総合では№34 や№6 などが協会 3 号
酵母と同じ位の評価が得られた。
38

3.5.市販麦焼酎をベースとしたリキュールの試作
市販麦焼酎に Table14 に、示す濃縮果汁(チェリー・ラズベリー・アロニア・オレンジ・
ゆず・パッションフルーツ・マンダリン)、明日葉焼酎抽出液、及び上白糖を添加しリキュ
ールを試作した。
Table 14 濃縮果汁等の添加濃度
濃縮果汁、他 例1
(%)
例2
(%)
例3
(%)
例4
(%)
例5
(%)
例6
(%)
例7
(%)
チェリー 0.01 0.01 0.01
ラズベリー 0.1 0.1 0.1 0.3
アロニア 0.08 0.01 0.01 0.002 0.005 0.05
オレンジ 0.05 0.05 0.1
ゆず 0.01 0.005 0.15
パッション 0.3 0.6 0.4
マンダリン 0.06 0.4
明日葉
抽出液 0.005 0.005 0.005 0.005 0.005 0.005 0.005
上白糖 30 30 30 30 30 30 30
評価結果は例 1、3、4 の試作品の評価が高かった。
39

4. まとめ・考察
三宅島酒造㈱旧焼酎蔵から拭き取り採取した検体から酵母を分離し、更に選抜試験を行
った。 選抜試験では、それぞれの選択培地で段階的に行い、各段階で焼酎醸造適性があると思わ
れる酵母を選抜した。その結果、発酵能力が高いと認められた 3 株が分離出来た。 これらの分離 3 株で本仕込み試験を行った結果、分離 3 株ともに麦焼酎醸造適性の重要な
目安であるアルコール収得量で協会 3 号酵母を超える優良な結果を示した。 更に、試醸焼酎の官能評価でも風味では分離 No34 株、味では分離 No7 株、総合評価で
は分離 No7 株の評価が高く、官能評価でも協会 3 号酵母との優位性が観られた。 この仕込み試験及び官能評価での結果を考慮すると、現段階では協会 3 号酵母と分離 3
株は異なる酵母である可能性が示唆された。 今回、分離出来た 3 株は過去に醸造が行われていた木樽内などから採れたもので、三宅
島酒造㈱で昔使われていた酵母である可能性は高いと思われる。 試作リキュールについては、麦焼酎にゆず・パッションオレンジ・マンゴー・レッドラ
ズベリー・アロニアと三宅島特産品である明日葉の焼酎抽出液、および糖類を加えた試作
品の評価が高かった。 今後は①PCR、糖類発酵性試験などによる酵母の属・種の同定、ならびに②試醸焼酎の
フルフラールなどの香気成分を協会 3 号酵母焼酎と比較分析を行うことにより分離酵母の
特性、優位性を調査する必要がある。
40
引用文献
国税庁所定分析法・・・・・醪・焼酎の分析方法 醸造・食品学実験書・・・・培地の調製法 食品衛生学実験書・・・・・同上 鹿児島工業技術センター「焼酎用酵母の安定供給に関する研究」・・酵母の分離・選抜方法 沖縄工業技術センター研究報告書・・・・酵母の分離・選抜・保存方法 焼酎乙甲類の歴史・・・http://www2u.biglobe.ne.jp/~sakaya/newpage31.htm リキュールの分類と製法・・・http://www6.ocn.ne.jp/~wot/drinks/liqueur/method.htm
41

謝辞
本研究を行うにあたり、お世話になりました三宅島酒造㈱・㈱キタマ・協和製麦㈱そして
講師の諸先生にこの場を借りて厚く御礼申し上げます。
42