livros01.livrosgratis.com.brlivros01.livrosgratis.com.br/cp032971.pdf · created date: 1/25/2016...
TRANSCRIPT
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 0 -

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 1 -
SÃO PAULO 2006
UNIVERSIDADE PAULISTA
SEIS SIGMA COMO FERRAMENTA DE APOIO A ESTRATÉGIA DE MANUFATURA
JOSÉ PAULO MAZOCOLO
Orientador: Prof. Dr. José Benedito Sacomano Área de Concentração: Gerência da Produção.
Dissertação apresentada ao Programa de Pós-graduação em Gerência da Produção da Universidade Paulista, para obtenção do título de Mestre.
SÃO PAULO 2006

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 2 -
MAZOCOLO, José Paulo
Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura. José Paulo Mazocolo. São Paulo, 2006. 151p. Dissertação (Mestrado) – Universidade Paulista, 2006.
Área de Concentração: Gerência da Produção
Orientador: Prof. Dr. José Benedito Sacomano
1.Metodologia. 2.Dissertação.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 3 -
Dedicatória
Á minha esposa Laura e aos meus filhos Samuel, Raquel e Sara, por sua dedicação e apoio na realização deste trabalho e sua abnegação das horas de lazer e convívio familiar.
Agradecimentos

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 4 -
Ao Prof. Dr. José Benedito Sacomano, por sua incansável disposição e pelo apoio constante para a realização deste trabalho através de críticas e sugestões.
A todos os docentes do Programa de Pós-Graduação (Mestrado) em Engenharia da Produção que ao longo do curso contribuíram muito para o meu aprimoramento profissional.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 5 -
Não sabemos o que não conhecemos; Não podemos agir naquilo que não conhecemos; Não conheceremos enquanto não pesquisarmos; Não pesquisaremos o que não questionamos; Não questionaremos o que não medirmos; Conseqüentemente, nós simplesmente não saberemos. MIKEL J. HARRY

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 6 -
ÍNDICE
Resumo...........................................................................................................X
Abstract..........................................................................................................XI
Lista de abreviaturas.....................................................................................XII
Lista de símbolos..........................................................................................XV
Lista de figuras.............................................................................................XVI
Lista de tabelas..........................................................................................XVIII
Lista de quadros..........................................................................................XIX
CAPÍTULO 1 - Introdução
1.1 Apresentação do assunto........................................................................20
1.2 Contextualização do Cenário e Identificação do problema.....................22
1.3 Objetivo do Trabalho...............................................................................23
1.4 Justificativa da Pesquisa.........................................................................24
1.5 Metodologia de Pesquisa........................................................................26
1.6 O trabalho está estruturado em nove capítulos.......................................29
CAPÍTULO 2 – Evolução dos Sistemas Produtivos
2.1 Introdução................................................................................................34
2.2 Organização Tradicional: Sistema de Produção Artesanal.....................36
2.3 Organização Burocrática Legal: Sistema de Produção em Massa.........36

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 7 - 2.4 Organização Burocrática Competitiva.....................................................41
2.4.1 Sistema de Produção Enxuta...............................................................41
2.4.2 Sistema de Produção Ágil....................................................................42
2.4.3 Sistema de Produção Responsiva........................................................43
2.4.4 Sistema de Produção em Massa Atual.................................................44
2.4.5 Sistema de Produção Customização em Massa..................................45
CAPÍTULO 3 - Paradigmas Estratégicos de Gestão da Manufatura -
PEGEM
3.1 Introdução................................................................................................46
3.2 Os Quatro Elementos–Chave dos PEGEMs...........................................46
CAPÍTULO 4 - Sistemas de Produção
4.1 Introdução................................................................................................51
4.2 Classificação dos Sistemas de Produção................................................51
CAPÍTULO 5 - Sistema de Coordenação de Ordens de Produção e
Compras – SICOPROC
5.1 Introdução................................................................................................60
5.2 As diferenças entre PEGEMs, os tipos de Sistemas de Produção e os
SICOPROCs..................................................................................................61
5.3 Classificações dos SICOPROCs.............................................................63
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 8 - CAPÍTULO 6 - A relação entre PEGEMS e o Controle de Produção 6.1 Introdução................................................................................................66
6.2 Planejamento da Produção.....................................................................66
6.3 Controle da Produção..............................................................................67
6.3.1 Três grandes funções do Controle da Produção..................................68
6.3.1.1 Programa Mestre de Produção..........................................................68
6.3.1.2 Sistema de Coordenação de Ordens de Produção e Compra
(SICOPROC).................................................................................................68
6.3.1.3 Programação de Operações..............................................................69
CAPÍTULO 7 - Estratégia
7.1 Introdução................................................................................................70
7.2 Estratégia Corporativa.............................................................................70
7.3 Estratégia das Unidades de Negócios.....................................................72
7.4 Estratégia de Manufatura........................................................................76
7.4.1 Decisões quanto às Questões Estruturais...........................................82
7.4.2 Decisões quanto às Questões Infra-Estruturais...................................83
CAPÍTULO 8 - Seis Sigma
8.1 Histórico...................................................................................................86
8.2 Casos de Sucesso...................................................................................87
8.3 Comparando com Programas de Qualidade...........................................88
8.4 Cuidados na Implantação........................................................................89
8.5 Técnicas e Ferramentas Adotadas..........................................................89

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 9 - 8.6 Principais Objetivos do Programa ..........................................................90
8.7 Relação do Nível Sigma com os Defeitos...............................................91
8.8 Possíveis Bases de Sustentação............................................................97
8.9 Equipe de Projeto..................................................................................104
8.10 Organização da Reunião.....................................................................106
8.11 Modelo DEMAIC..................................................................................108
8.11.1 Etapas do Modelo DMAIC................................................................109
CAPÍTULO 9 – Estudo de Caso................................................................116
CAPÍTULO 10 – Conclusão.......................................................................130
Referências Bibliográficas...........................................................................140
Glossário......................................................................................................147

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 10 - RESUMO
MAZOCOLO, J. P. Seis Sigma como Ferramenta de Apoio a Estratégia
de Manufatura. Dissertação (Mestrado em Gerência da Produção) –
Instituto de Ciências Exatas e Tecnológicas, Universidade Paulista , 2006.
Palavras-chave: Sistema de Produção; Seis Sigma; Estratégia.
Este trabalho mostra como a teoria e a prática do Seis Sigma estão inseridos
no processo de evolução do pensamento administrativo como uma nova
modalidade da burocracia racional competitiva. Assim sendo, para cada
etapa da evolução do pensamento administrativo observaremos o tipo de
sistema de produção pertinente e características, até chegar nos novos
paradigmas de manufatura, que surgiram dentro de um contexto que procura
na competitividade e produtividade formas de permanência ativa nos
mercados, considerando sua relação com os sistemas de coordenação de
ordens de produção e compras juntamente com os sistemas de produção, o
que permitirá em função da estratégia adotada a opção mais adequada
quanto à escolha do tipo de paradigma de manufatura, que influenciará na
escolha do SICOPROCS e Sistema de Produção mais adequado. E
independente da escolha do tipo de paradigma de manufatura, SICOPROC
e Sistema de Produção, o Seis Sigma poderá ser uma ferramenta de apoio à
estratégia de manufatura que se mostra útil para obtenção de resultados
consistentes com as premissas postas pela nova maneira de produzir.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 11 - Neste trabalho o cenário considerado está contemplado na evolução do
pensamento administrativo, a fim de permitir uma visão geral da evolução
dos movimentos da administração com seus respectivos sistemas de
produção, direcionando num segundo momento o foco para a organização
burocrática competitiva, que contempla os PEGEMS, Estratégia de
Manufatura, os SICOPROCS, os Sistemas de Produção o CP, e como o
Seis Sigma pode relacionar-se com eles. Busca-se ainda conhecer e
verificar a possibilidade da metodologia Seis Sigma atuar como ferramenta
de apoio à estratégia de manufatura, buscando diminuir os defeitos dos seus
processos, a fim de alcançar a vantagem competitiva ou a sobrevivência no
mercado, o que será verificado através do estudo caso em uma empresa do
segmento de autopeças. Será analisada também, a possibilidade do Seis
Sigma ser uma técnica dos novos paradigmas produtivos.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 12 - Abstract:
This work shows as the theory and the practical one of the Six Sigma is
inserted in the process of evolution of the administrative thought as a new
modality of the competitive rational bureaucracy. Thus being, for each stage
of the evolution of the administrative thought, we will observe the type of
system of pertinent production and characteristics, until arriving in the new
paradigms of manufacture, that had appeared inside of a context that looks in
the competitiveness and productivity together forms of active permanence in
the markets, considering its relation with the systems of coordination of
production orders and purchases with the production systems, what it will
allow in function of the adopted strategy, the adjusted option more how much
to the choice of the type of paradigm of it manufactures, that it will influence
in the choice of the SICOPROCS and more adequate System of Production.
Independent E of the choice of the type of paradigm of manufacture,
SICOPROC and System of Production, the Six Sigma could be a tool of
support to the manufacture strategy that if shows useful for attainment of
consistent results with the premises ece of fishes for the new way to produce.
In this work the considered scene is contemplated in the evolution of the
administrative thought, in order to allow to a general vision of the evolution of
the movements of the administration with its respective systems of
production, directing at as a moment the focus for the competitive
bureaucratic organization, that contemplates PEGEMS, Strategy of
Manufacture, the SICOPROCS, the Systems of Production, the CP, and as
the Six Sigma can become related with them. One still searchs to know and

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 13 - to verify the possibility of the methodology Six Sigma to act as tool of support
to the manufacture strategy, searching to diminish the defects of its
processes, in order to reach the competitive advantage or the survival in the
market, what case in a company of the segment of autopeças will be verified
through the study. It will also be analyzed, the possibility of the Six Sigma to
be one technique of the new productive paradigms.
Keywords: System of production; Six sigma; Strategy.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 14 - Lista de abreviaturas
BG – Black Belt (Faixa Preta)
BOM – Bill of Materials (Lista de Materiais)
CAD – Computer Aided Design (Projeto Auxiliado por Computador)
CAM – Computer Aided Manufacturing (Manufatura Auxiliada por
Computador)
CEP – Controle Estatístico de Processo
CIM – Computer Integrated Manufacturing (Manufatura Integrada por
Computador)
CM – Customização em Massa
CNC – Computer Numeric Control (Controle Numérico Computadorizado)
COM – Critical Path Method (Método do Caminho Crítico)
CONWIP – Constant Work in Process
CP – Controle da Produção
CP - Capabilidade dos Processos
CPk - Capabilidade Ajustada dos Processo
CPM – Critical Path Method (Método do Caminho Crítico)
CQ – Controle da Qualidade
CTQ - Característica Crítica da Qualidade
CWQC – Company Wide Quality Control
DMAIC – Define, Measure, Analysis, Improve e Control (Definição, Medição,
Análise, Melhoria e Controle)
DFSS – Design for Six Sigma (Seis Sigma para Projeto)

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 15 - DFMA – Design for Manufacturing and Assembly (Projeto para Manufatura e
Montagem)
DPM - Defeitos por Milhão
DPMO - Defeitos por Milhão de Oportunidades
DPU - Defeitos por Unidade
10X – Programa de Melhoramento da HP
EDI – Electronic Data Interchange (Troca de Dados Eletrônica)
ERP – Enterprise Resources Planning (Planejamento dos Recursos da
Companhia)
FMEA – Failure Mode and Effects Analyses (Análise de Modos e Efeitos de
Falhas)
GB – Green Belt (Faixa Verde)
GE – General Elétric
GQT – Gestão da Qualidade Total
HP – Hewlet Packard
JIT – Just In Time
LIC – Limite Inferior de Controle
LSC – Limite Superior de Controle
LIE – Limite Inferior de Especificação
LSE – Limite Superior de Especificação
M – Fator de Melhoria
MA – Manufatura Ágil
MBB – Master Black Belt (Mestre Faixa Preta)
ME – Manufatura Enxuta

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 16 - MMA – Manufatura em Massa Atual
MPS – Master Production Schedule (Programa Mestre de Produção)
MR – Manufatura Responsiva
MRP – Material Requirements Planning (Planejamento das Necessidades de
Materiais)
MRPII – Manufacturing Resource Planning (Planejaemnto dos Recursos da
Manufatura)
OPT – Optimized Production Technology (Sistema de Controle da Produção
que utiliza a abordagem da teoria das restrições)
PBC – Period Bath Control (Controle do Período Padrão)
PDCA – Plan–Do–Check–Action (Planejar–Fazer–Checar–Agir
Corretivamente)
PEGEM – Paradigma Estratégico de Gestão da Manufatura
PCP – Planejamento e Controle da Produção
PPM - Partes Por Milhão
QFD – Quality Function Deployment (Desdobramento da Função Qualidade)
SICOPROC – Sistema de Coordenação de Ordens de Produção e Compra
TQC – Total Quality Control (Controle da Qualidade Total)
TQM – Total Quality Management (Gerenciamento da Qualidade Total)
Z - Indicador da Capacidade do Processo

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 17 - Lista de símbolos
σ - Desvio Padrão.......................................................................................................94
µ - Média.....................................................................................................................94
X - Média....................................................................................................................94

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 18 - Lista de figuras
Figura 1 - Conteúdo de uma estratégia de produção segundo Hörte...........27
Figura 2 – Estrutura do trabalho...................................................................36
Figura 3 – Planejamento da estratégia de manufatura.................................81
Figura 4 – Distribuição Normal.....................................................................95
Figura 5 - Processo com Cp = Cpk = 1,0......................................................96
Figura 6 – Curva normal com variação a longo prazo..................................97
Figura 7 - Visualização do processo original................................................98
Figura 8 - Visualização do processo com variação reduzida........................98
Figura 9 – Curva normal deslocada..............................................................99
Figura 10 – Modelo DMAIC........................................................................106
Figura 11 – Batente de Porta Traseira - Material de Produção..................119
Figura 12 – Diagrama de Causa e Efeito....................................................122
Figura 13 – Cinco por quês.........................................................................123
Figura 14 – Diagrama de Pareto.................................................................124
Figura 15 – Sulcos para melhor retenção de material................................127
Figura 16 – Dispositivo de fixação do pino com perfil especial..................128
Figura 17 - Dispositivo de fixação do pino ( tipo Poka-yoke ).....................129
Figura 18 – Rebitagem do pino no batente.................................................129
Figura 19 – Carta de Controle ( Antes das Melhorias )..............................130
Figura 20 – Histograma ( Antes das Melhorias )........................................130
Figura 21 - Carta de Controle ( Depois das Melhorias )............................131
Figura 22 - Histograma ( Depois das Melhorias )......................................131

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 19 - Figura 23 - Escopo dos ambientes relacionados a mutação do Sistema de
Administração da Produção.........................................................................135

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 20 -
Lista de quadros
Quadro 1 - Evolução do Pensamento Administrativo...................................38
Quadro 2 - PEGEMs: princípios e capacitadores exclusivos e objetivos
estratégicos ganhadores de pedido relacionados.........................................52
Quadro 3 – Matriz de classificação dos tipos de manufatura em função do
output e do fluxo de produção.......................................................................55
Quadro 4 – Atributos possíveis das variáveis do sistema de
classificação..................................................................................................57
Quadro 5 – Grau de diversidade e diferenciação nos níveis de repetitividade
dos sistemas de produção discretos.............................................................61
Quadro 6 – As variáveis e a escolha de um sistema de Planejamento e
Controle de Produção - PCP.........................................................................62
Quadro 7 - As diferenças entre PEGEM, tipos de sistemas de produção e os
SICOPROCs..................................................................................................65
Quadro 8 – A relação entre os PEGEM e os SICOPROC............................68
Quadro 9 – 5W2H – Formulação do problema...........................................121
Quadro 10 – Plano de Ação........................................................................125

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 21 -
Lista de tabelas
Tabela 1 – Relação entre limite de especificação, área, PPM e custos da
não qualidade..............................................................................................100

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 22 -
1. Introdução
1.1. Apresentação do assunto
Produtividade e competitividade são conceitos e práticas
indissociáveis para a manutenção das empresas ativas no seu setor de
atuação. Otimizar processos passou a ser um requisito para manter
empresas em posição de liderança e uma questão de sobrevivência no
mercado. Em função disso, o fazer certo foi suplantado pelo fazer certo a
primeira vez, que por sua vez, foi substituído pelo fazer certo da primeira vez
com o menor custo possível.
É um assunto do ponto de vista acadêmico, extremamente relevante,
não só pelo aspecto econômico, como também pelas questões operacionais,
pois tem interferência final em todos os aspectos referentes à qualidade,
custo, prazos de entrega, flexibilidade e inovações. Portanto, o objetivo
deste trabalho é estudar a aplicação da metodologia Seis Sigma como
estratégia de manufatura no controle da variabilidade dos processos
produtivos.
Busca-se também, através desta metodologia, observar o aumento do
desvio padrão de forma gradual ou radical, através da implementação de
projetos Seis Sigma, que poderá resultar em 3 à 4 peças defeituosas por
milhão de oportunidades, diminuindo assim o índice de refugo, reduzindo
custos, melhorando a qualidade dos processos e produtos produzidos,

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 23 - aumentando os lucros, a competitividade e a satisfação dos clientes, através
do atendimento de suas expectativas.
Inicialmente, o foco será conceituar a evolução dos sistemas de
produção, evidenciando principalmente a passagem do Sistema de
Produção em Massa para os PEGEMs – Paradigmas Estratégicos de
Gestão de Manufatura, conforme explica Godinho Filho (2004, p. 23), sendo
considerado a Manufatura Enxuta, Responsiva e Ágil, fornecendo uma base
evolucionária dos sistemas produtivos, tornando possível às interpretações
do futuro cenário das organizações e possibilitando um melhor entendimento
do escopo deste trabalho.
Para isso será considerado primeiro a organização tradicional e seu
sistema produtivo artesanal, a organização burocrática legal explicitada nos
movimentos clássico, das relações humanas, estruturalista e contingencial,
persistindo o sistema de produção em massa ao longo destes quatro
movimentos, finalizando com a organização burocrática competitiva,
emergente com a globalização.
Será considerado, nesta análise, os PEGEMs e o Seis Sigma como
estratégia da manufatura auxiliando os Sistemas de Coordenação de Ordens
de Produção e Compras, que, conforme Correa & Gianesi (2001, p. 55-56),
são sistemas que provêm informações que suportam o gerenciamento eficaz
do fluxo de materiais, a utilização de equipamentos e mão de obra e
coordenar as atividades internas com as atividades dos fornecedores e a
comunicação com os clientes no que se refere às suas necessidades

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 24 - operacionais, além de integrar várias funções da manufatura por meio de
informações e decisões.
1.2. Contextualização do cenário e identificação do problema
As organizações de sucesso possuem métodos padronizados e
ferramentas projetadas para melhorar suas saídas e explorar oportunidades
que resultarão em ganhos financeiros tangíveis. Elas têm iniciativas
baseadas em melhorias repetitivas e conseguiram padronizar guias de como
implementar e desenvolver as estratégias, táticas e ferramentas e a
liderança necessária para criar e manter o sucesso.
Outras organizações, em sua luta para atender às exigências de
mercado, esmeram-se na escolha de diferentes estratégias. Elas tentam a
qualidade total, a reengenharia de processos do negócio, a eliminação de
fronteiras, as alianças estratégicas, o planejamento por cenários; tentam
reagir rapidamente à mudanças externas, pensar mais criativamente sobre o
futuro, liberar o talento e o entusiasmo de seus funcionários.
Entretanto, como foi destacado por Senge et al. (1994), as práticas
inovadoras crescem por um certo tempo e depois param de crescer. Talvez
elas cessem de vez. Talvez a iniciativa persista timidamente, como a religião
de um pequeno grupo de fanáticos.
No uso da ferramenta Seis Sigma na manufatura, cada empregado é
convocado e recebe treinamento para compreender e implementar a
metodologia. Sem treinamento não existe a metodologia.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 25 -
As técnicas e ferramentas adotadas pela metodologia são, em sua
maioria, as mesmas que têm sido utilizadas pelos sistemas de qualidade
conhecidos, porém a estrutura Seis Sigma poderá ampliar os resultados
obtidos.
1.3. Objetivo do trabalho
O objetivo deste trabalho é estudar o Seis Sigma e observar se ele é
uma das técnicas dos novos paradigmas produtivos.
Estudaremos também se o Seis Sigma pode ser usado como uma
ferramenta de apoio à estratégia de manufatura que melhore as condições
de produtividade e competitividade, pois a maneira de como produzir vem
tomando grande parte dos estudos modernos da gestão empresarial, o que
leva muitas empresas a buscar, de maneira intensiva, melhorias em seus
processos, reorganização da produção e modificação de suas estruturas
corporativas.
O desenvolvimento de alternativas estratégicas com base na tecnologia e
com base nas oportunidades de investimento, bem como a criação de
oportunidades dentro do contexto organizacional são vistas como cruciais
para a manutenção da vantagem competitiva.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 26 - 1.4 .Justificativa da pesquisa
A manufatura é um processo importante na concepção da estratégia
geral da empresa, porque é na manufatura que obtém-se a qualidade e os
custos menores.
Os critérios competitivos de Porter irão ser definidos na manufatura.
Segundo Hörte, conforme a Figura 1, a qualidade, o planejamento e o
controle da produção, a produtividade, é questão infra-estrutural .
O Seis Sigma poderá ajudar a conseguir estes elementos que
pertencem a estrutura das unidades de negócios e pertencem a estratégia
de manufatura, o que leva muitas empresas a buscar, de maneira intensiva,
melhorias em seus processos, reorganização da produção e modificação de
suas estruturas corporativas.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 27 -
Figura 1 - Conteúdo de uma estratégia de Produção segundo Hörte.
Fonte: Pires (1995).
- Liderança em custo- Diferenciação- Enfoque
- Qual idade- Custo- Flexibilidade- Desempenho das entregas
- Instalações industriais - Recursos humanos- Capacidade - Gestão da Qualidade- Tecnologia - Organização- Integração vertical - PCP
Estratégia competitiva
Estratégia corporativa
Infra-estruturaisEstruturais
Áreas de decisão
Prioridades competitivas

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 28 - 1.5. Metodologia de pesquisa
Além do uso da argumentação lógica, o desenvolvimento do trabalho
envolverá uma ampla revisão da literatura a respeito da Evolução do
Pensamento Administrativo, Manufaturas, Sistemas de Produção, Sistema
de Coordenação de Ordens de Produção e compras, Estratégia e Seis
Sigma.
Conforme LAKATOS e MARCONI (1991), a prática da ciência está
apoiada no uso de métodos científicos, e conforme BRYMAN (1989), é o que
garante o comprometimento com um modelo sistemático de investigações,
no qual a coleta de dados e sua análise detalhada em relação a um
problema de pesquisa previamente formulado, são os ingredientes mínimos
e necessários.
Neste trabalho será considerado o método hipotético-dedutivo, que
se inicia pela percepção de uma lacuna nos conhecimentos, acerca da qual
formula hipóteses e, pelo processo de inferência dedutiva, testa a predição
da ocorrência de fenômenos abrangidos pela hipótese.
Embora a teoria constitui-se em um dos pilares básicos de uma
investigação científica, há determinadas situações que a base do
conhecimento seja pequena, ou que a literatura disponível não forneça
conceitos e modelos teóricos capazes de suportar a estruturação de
afirmações teóricas ou hipóteses adequadas para o tema em análise.
Em se tratando do método de estudo de caso, YIN (1994) propõem
que a inexistência de uma teoria inicial quando do delineamento do estudo
pode ser equacionada mediante a utilização de afirmações iniciais, que

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 29 - suportarão a execução de um estudo meramente exploratório. Uma vez
auferido os resultados de tal exploração, os mesmos poderão ser
generalizados com vistas ao estabelecimento de uma nova teoria. No
entanto, o autor alerta que, haja vista as peculiaridades usualmente
associadas ao citado método, tal generalização deverá ser analítica e não
estatística. A “potencialidade” da nova teoria estará condicionada à
existência de dois, ou mais casos que a suportem, bem como a inexistência
de uma teoria rival que a sobreponha.
Segundo BRYMAN (1989), o método do estudo de caso caracteriza-
se por prover, de forma exploratória, insights sobre um dado tópico, viabilizar
o teste de teorias e permitir a confirmação dos resultados de outros estudos.
Para YIN (1989), o objetivo do estudo de caso é pesquisar fenômenos
contemporâneos, em seu próprio ambiente, especialmente quando as
fronteiras entre o fenômeno e o contexto não forem muito claras. Tal estudo
poderá lançar mão de evidências, as quais permitirão confrontar as
informações recebidas, especialmente indicados para explicar, descrever e
explorar situações nas quais perguntas de “como” e “por que” sejam à base
da investigação, bem como para situações onde se tenha pouco, ou nenhum
controle sobre o evento.
Quanto à abordagem de pesquisa, neste trabalho será aplicada a
pesquisa qualitativa que, segundo LAZZARINI (1995), é a busca pelo
entendimento de um fenômeno dentro de seu próprio contexto, que devido
as suas características tende a ser menos estruturada, de modo a captar o
que é importante para os indivíduos, bem como suas interpretações sobre os
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 30 - ambientes nos quais trabalham, usando a investigação dos mesmos e de
seus meios. Desta forma a mesma congrega uma série de técnicas
destinadas ao entendimento de um dado fenômeno, e não, a verificação da
freqüência de ocorrência do mesmo.
Segundo GODOY (1995), este método envolve a obtenção de dados
descritivos sobre pessoas, lugares e processos interativos pelo contato
direto do pesquisador com a situação estudada, procurando compreender os
fenômenos segundo a perspectiva dos sujeitos, ou seja, dos participantes da
situação em estudo, sem se preocupar em enumerar e ou medir os eventos
estudados, nem emprega instrumental estatístico na análise de dados.
Conforme BRYMAN (1989), as características da pesquisa qualitativa
consiste em que o ambiente natural é a fonte e dados e o pesquisador o
instrumento fundamental, múltiplas fontes de dados são utilizadas, o
significado que as pessoas dão as coisas é a preocupação essencial do
investigador e os pesquisadores têm proximidade do fenômeno estudado.
No que se refere aos métodos mais comuns adotados na coleta de
dados destinados à pesquisa qualitativa, pode - se citar a observação
participativa, a entrevista não estruturada ou semi-estruturada objetivam
identificar a forma de pensar das pessoas e o exame de documentos,
permite complementar as outras técnicas, viabilizando o acesso a outras
informações, bem como permitindo a validação das informações coletadas.
Para o desenvolvimento deste trabalho, será realizado a revisão
bibliográfica sobre a Evolução do Pensamento Administrativo, os PEGEMS,

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 31 - os SICOPROCS, os Sistemas de Produção, o Controle da Produção, o Seis
Sigma e suas relações.
Será utilizado o método de estudo de caso em um dos processos de
fabricação da fechadura da pick-up que apresentou problemas, produzida
em uma empresa do segmento de autopeças. Problema este constatado
através de visitas à empresa, entrevistas não estruturadas e alguns
documentos que constam do capítulo do estudo de caso, a fim de verificar
através do método hipotético-dedutivo a real contribuição do Seis Sigma
como ferramenta de apoio à estratégia de manufatura na melhoria deste
processo e seus benefícios em termos de vantagem competitiva, levando a
uma compreensão do fenômeno em estudo, caracterizando desta forma a
abordagem desta pesquisa como sendo qualitativa.
1.6.O trabalho está assim estruturado em nove capítulos:
1. Introdução.
2. Evolução do Pensamento Administrativo.
3. Paradigmas Estratégicos de Gestão da Manufatura.
4. Sistemas de Produção.
5. Sistema de Coordenação de Ordens de Produção e Compra.
6. A relação entre PEGEMs e Controle de Produção.
7. Estratégia.
8. Seis Sigma.
9. Estudo de Caso.
10. Conclusão.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 32 -
O capítulo 1 tem o caráter introdutório que coloca o leitor em contato
com a proposta deste trabalho, e vai estudar o Seis Sigma como uma
possível estratégia de manufatura atuante na diminuição das variações dos
processos de fabricação, considerando a escolha e a importância deste
estudo, em função dos resultados que influenciarão questões como
produtividade e competitividade nas organizações, que auxiliará na
sobrevivência e no aumento dos lucros empresariais.
Este estudo contempla os tipos de sistemas de produção que
surgiram ao longo da evolução do pensamento administrativo,
principalmente os novos paradigmas de produção que surgiram após o
movimento contingencial, relacionando estes sistemas com os sistemas de
coordenação de ordens de produção e compras, relacionando também com
os sistemas de produção, com a contribuição do Seis Sigma como técnica
de melhoria destes sistemas.
No capítulo 2 desenvolvemos uma literatura a respeito da evolução do
pensamento administrativo, que contempla a organização tradicional, a
organização burocrática e a organização burocrática competitiva, assim
como os diversos movimentos da administração, relacionando-os com a
evolução dos sistemas de produção e considerando as características e
aplicação de cada um.
O capítulo 3 apresenta os Paradigmas Estratégicos de Gestão da
Manufatura – PEGEMS e seus elementos-chave, que representam seus

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 33 - pilares, que são os direcionadores, os objetivos de desempenho da
produção, os princípios e os capacitadores.
Este capítulo contempla também as diferenças entre os PEGEMs e
importantes termos utilizados em Gestão da Produção, que são muitas
vezes utilizados por diversos autores com diferentes conotações. Neste
capítulo é abordado o sistema de produção e sua classificação.
No capítulo 4 serão apresentados os Sistemas de Produção quanto
aos aspectos conceituais, classificações e os tipos, relacionando com os
tipos de SICOPROC.
No capítulo 5 será abordado um termo muito utilizado em Gestão da
Produção, que é o Sistemas de Coordenação de Ordens de Produção e
Compra – SICOPROC, segundo GODINHO (2004), do ponto de vista
conceitual e os tipos de SICOPROCS e a relação com os PEGEMS e com
outros tipos de sistemas de produção.
O capítulo 6 tem por finalidade apresentar um relacionamento entre
aspectos importantes do Controle da Produção (CP) e os PEGEMs
(Paradigmas Estratégicos de Gestão da manufatura), definindo o que
entendemos por Planejamento e Controle da Produção, desmembrando
posteriormente esta função no Planejamento da Produção e Controle da
Produção, para então nos focarmos no Controle da Produção.
No capítulo 7 é contemplada a revisão literária sobre estratégia e,
considerando Hörte, tem uma abordagem voltada para manufatura. O leitor
poderá compreender melhor sobre as estratégias nos níveis corporativos,
das unidades de negócios e funcionais, que devem estar alinhadas
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 34 - estrategicamente a fim de que os resultados estabelecidos sejam
alcançados. Dentre as estratégias funcionais, neste estudo abordaremos a
estratégia funcional manufatura, seu conteúdo e o seu propósito no tocante
a sua sobrevivência e lucratividade da organização.
No capítulo 8 desenvolvemos uma literatura a respeito do Seis Sigma,
para contextualizar o leitor sobre aspectos históricos, casos de sucesso,
comparação com programas de qualidade já conhecidos, erros do passado a
serem evitados, relacionados a implantação de programas de qualidade,
sendo dada uma atenção especial aos possíveis fatores responsáveis pela
sustentação da implementação do programa Seis Sigma, que diz respeito ao
comprometimento da alta administração, investimento disponível, mudança
cultural, hierarquia e o treinamento de especialistas, projetos Seis Sigma,
modelo DMAIC, ouvir a voz do cliente, gestão por processos, responsáveis
pela longevidade da implantação do Seis Sigma e por ampliar resultados
como lucro e minimizar perdas.
O capítulo 9 contempla o estudo de caso realizado em uma
organização de origem francesa do segmento de autopeças, sendo
escolhido dentre os vários projetos Seis Sigma, um aplicado à produção de
um pino de batente de porta traseira de uma pick-up, para melhor
compreensão da aplicação desta metodologia e seus resultados.
O capítulo 10 é o da conclusão, e podemos observar a evolução da
administração, a relação com os seus movimentos, relacionando também
com os sistemas de coordenação de ordens de compras, com os
paradigmas estratégicos de gestão da manufatura com os sistemas de
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 35 - produção, estudando e considerando também, a contribuição da questão
estratégia de manufatura alinhada a estratégia corporativa, na sobrevivência
ou no aumento do lucro de uma organização, que poderá ser alcançado
através da implantação de um Programa Seis Sigma na manufatura
independente do tipo de PEGEM, haja vista os exemplo de casos de
sucesso, principalmente nos processos de fabricação e o estudo de caso
considerado neste trabalho.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 36 -
2. Evolução dos Sistemas de Produção
2.1. Introdução
Introdução (capitulo 1)
Evolução do Pensamento Administrativo e dos Sistemas de Produção
(capitulo 2)
PEGEMS (capítulo 3)
Conclusão (capitulo 10)
SICOPROCS (capítulo 5)
SEIS SIGMA (capítulo 8)
ESTRATÉGIA DE MANUFATURA (capítulo 7)
ESTUDO DE CASO (capítulo 9)
PEGEM X CP (capítulo 6)
Apresentação da proposta de estudo sobre Seis Sigma na manufatura, como estratégia organizacional.
Visão geral sobre Seis Sigma, sua aplicação e resultados.
Apresentação da evolução e relação das organizações, movimentos e sistemas de produção. Apresentação
das funções PCP e a relação PEGEM com CP.
Apresentação dos 04 elementos-chave determinantes de cada PEGEM e classificação dos sistemas de produção.
Apresentação do conceito, classificação e tipos de SICOPROC.
Exemplo prático de aplicação do Seis Sigma na manufatura e na etapa de montagem em empresa de autopeças.
Análise dos capítulos deste trabalho, alinhando-os com foco no atendimento dos objetivos e justificativa.
Figura 2 – Estrutura do trabalho
SISTEMA/PRODUÇÃO (capítulo 4)

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 37 - 2. Evolução do Pensamento Administrativo
Segundo Sacomano Neto (1999, p.18-26), as teorias administrativas
surgiram com o Sistema de Produção em Massa, com o Movimento Clássico
da administração e foram evoluindo conforme o surgimento de
contraposições e problemas de determinados momentos históricos.
Conforme Ferreira et al. (1997, p. 13), a evolução do conhecimento se faz
menos por rupturas e mais por conquistas graduais, através de variações de
modelos existentes. O capitalismo traz em sua essência um constante
processo de inovação de produtos, processos de produção e de gestão das
organizações. A seguir serão descritas algumas características dos sistemas
de produção e as teorias administrativas implícitas nesta evolução.
O quadro 1 apresenta a evolução do pensamento administrativo, que
contempla os três tipos de organização, os sistemas de produção que
evoluíram a partir do sistema de produção artesanal, relacionando cada
movimento de administração a cada tipo de organização, que por sua vez é
relacionado ao tipo de sistema de produção, que surgiu em detrimento das
mudanças que ocorreram nas organizações.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 38 - Quadro 1 – Evolução do Pensamento Administrativo. Fonte: Escrivão Filho (1997).
Organização
Tradicional
Organização Burocrática
(Racional – Legal)
Organização
Burocrática
(Racional –
Competitivo)
Teorias de Administração
Movimento
Clássico
Movimento
das
Relações
Humanas
Movimento
Estruturalista
Movimento
da
Contingênc
ia
1900 1940 1955 1970 1985
RENOVAÇÃO
Just in Time
Reengenharia
Qualidade Total
Terceirização
Tecnologia/
informação
Seis Sigma
Sistema de
Produção
Artesanal
Sistema de Produção em Massa
Sistemas de
Produção:
Enxuta, Ágil,
Responsiva,
Massa Atual e
Customização
em Massa.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 39 - 2.2. Organização Tradicional: Sistema de Produção Artesanal
Para Park et al. (1997, p. 4-10), este sistema se desenvolveu no final
do período feudal, sendo o trabalho organizado em oficinas sob a
coordenação do mestre-artesão, que concentrava todas as habilidades do
processo produtivo, tais como: mercador, empregador, capataz, entre outras
detendo toda a concepção, desde o projeto até a distribuição. Do século XVI
ao século XVIII, o artesão da idade média tende a desaparecer e, em seu
lugar, surgem os assalariados que dependem do capitalista mercador, que
investe na compra de matérias-primas e revende ao mestre artesão,
revelando o surgimento de um novo modelo econômico, o capitalismo, e
também a transição do Sistema de Produção Artesanal para o Sistema de
Produção em Massa.
Ainda para Park et al. (1997, p. 4-10), o Sistema de Produção
Artesanal que considera a força de trabalho altamente qualificada em
projeto, operação de máquinas, ajuste e acabamento, organização
extremamente descentralizada, emprego de máquinas de uso geral, baixo
volume de produção e alto custo dos produtos, não conseguiu suprir o
aumento crescente da demanda existente, principalmente com a
consolidação crescente da sociedade do consumo.
2.3. Organização Burocrática Legal: Sistema de Produção em Massa
No inicio do século XX, este sistema proporcionou ganhos de
produtividade com a racionalização das tarefas e o surgimento de grande
corporações, que atingiam milhares de funcionários. Segundo Womack et al.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 40 - (1992, p. 31), foi em 1955 que o Sistema de Produção em Massa obteve seu
apogeu nas indústrias norte-americanas, tanto nos métodos de fabricação
como nas técnicas de marketing, surgindo diferentes enfoques teóricos e
fases de evolução da Ciência Administrativa, abordadas a seguir.
Movimento Clássico – ênfase na tarefa
Com a Revolução Industrial surgiu o crescimento acelerado e
desorganizado das empresas, aumentando a complexidade na sua
administração, exigindo métodos científicos que substituíssem o empirismo e
a improvisação, além da necessidade de aumentar a eficiência e a
competência das organizações para a obtenção de uma melhor eficiência
dos recursos disponíveis.
Surgiu então este movimento, que iniciou no século XX, com os
pioneiros da Administração Cientifica - Taylor (surgiu no chão de fábrica,
utilizando métodos racionais e padronizados, a máxima divisão de tarefas e
o enfoque na produção) e da Administração Clássica - Fayol (surgiu na alta
administração, enfatiza a tarefa da organização, estrutura formal da
organização e a adoção de princípios e funções administrativas necessárias
à realização do trabalho), que participaram do Movimento Clássico.
Os principais precursores deste movimento foram: Taylor, Ford, Gantt,
Gilberth, e a idéia central concentrava-se no sistema racional formalizado,
capaz de fornecer suporte para a eficiência e coordenação do sistema. Entre
as principais características estão: princípios de unidade de comando,
divisão do trabalho, disciplina e autoridade, e ao tratare deste processo

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 41 - evolucionário, Ferreira et al. (1997, p.13-25) coloca que, devido ao
crescimento das organizações, a burocratização e a rotinização do trabalho,
foram indispensáveis para a gestão das organizações, e a visão mecanicista
da organização considerada no Movimento Clássico revela,
superespecialização do funcionário, visão microscópica do homem, ausência
de comprovação científica e uma abordagem fechada e incompleta da
organização, iniciaram as novas idéias e, geraram o Movimento das
Relações Humanas.
Movimento das Relações Humanas - ênfase nas pessoas
Segundo Motta (1998, p. 15-31), este movimento enfatizou elementos
comportamentais das pessoas nas organizações, opondo-se à racionalidade
nas tarefas enfatizada anteriormente; as conclusões obtidas na experiência
de Hawthorne desenvolvida por Elton Mayo e seus colaboradores na
Western Eletric Company, em Chicago, foram decisivas para o surgimento
deste novo movimento, e os estudos que tratavam de relacionamento entre
trabalho, fadiga e desempenho, passaram também ao estudo do
relacionamento entre trabalho, satisfação desempenho.
Os principais precursores deste movimento foram: Elton Mayo, Follet,
Barnard, e outros, com pesquisas relacionadas ao gerenciamento de
conflitos, autoridade e comunicação, organizações informais, concepção da
natureza humana, motivação entre outros aspectos, buscando um equilíbrio
entre os aspectos tecnológicos e humanos. Uma das principais críticas está
na oposição cerrada à teoria clássica inadequada visualização dos

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 42 - problemas das relações industriais, concepção ingênua e romântica do
operário, limitação do campo experimental, parcialidade das conclusões,
ênfase nos grupos informais e finalmente o enfoque multiplicativo das
relações humanas (CHIAVENATO 1999, p. 226-228), contribuindo para o
aparecimento de um grupo dissidente, os estruturalistas (MOTTA, 1998, p.
31).
Movimento Estruturalista – ênfase na estrutura
Os estruturalistas vêem a organização como um sistema em
constante relação com o seu ambiente interno Motta (1998, p. 53-72),
enfatizando o relacionamento dos grupos sociais estabelecidos pela
estrutura organizacional, surgindo como uma síntese do Movimento Clássico
e das Relações Humanas e também com contribuições e conceitos
incorporados das Ciências Sociais, além de influências dos estudos de Max
Weber sobre a burocracia, constituída por conceitos de autoridade, poder,
legitimidade e fortalecimento das relações entre pessoas dentro das
organizações com aspectos formais e impessoais.
Os principais autores deste movimento foram: Selznick, Etzioni, Blau,
Scott, e Thompson, e a visão estruturalista voltou-se principalmente para a
ampliação do conceito de organização, agregando aspectos formais e
informais das variáveis do ambiente organizacional. Por exercer grande
influência nas decisões estratégicas das organizações, o ambiente externo é
a principal preocupação do último movimento teórico da produção em massa
e também como decorrência do Movimento estruturalista.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 43 - Movimento da Contingência – ênfase no ambiente
Para Ferreira et al. (1997, p. 101-106), este movimento buscou as
relações das organizações com seu ambiente externo, passando a
considerar que não existe uma melhor forma de organizar uma empresa e
que as características estruturais dependem das características ambientais
que a circundam, e neste sentido, a contingência extrapola a visão limitada
de que existe uma forma única de se organizar a empresa, sendo os
grandes nomes deste movimento formados por Woodward, Chandler,
Lawrence, Lorch, Shein, Galbraith, e ao se referir à Teoria das
Organizações, ressalta que rapidamente está se deixando de acreditar que
só há uma teoria organizacional ou apenas um tipo de estrutura, e sim que
as mesmas serão moldadas de forma cada vez mais diversa, por propósitos,
tipos de atividades, pessoas e cultura.
Muitos autores apontam o final ou um esgotamento do Sistema de
Produção em Massa e o surgimento de um novo paradigma, onde a
variedade e personalização suplantam produtos padronizados, onde
mercados homogêneos serão substituídos por mercados heterogêneos
(PINE, 1994). Em contrapartida, as organizações buscam maior flexibilidade
tanto no ponto de vista mercadológico como organizacional, e que de certa
forma, todas as teorias administrativas são aplicáveis na situação atual das
empresas, com uma ressalva: as variáveis anteriormente colocadas e
priorizadas em cada movimento devem ser abordadas considerando a
interação e a interdependência entre as mesmas (FERREIRA et al., 1997, p.
101-106).

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 44 -
2.4. Organização Burocrática Competitiva:
2.4.1.Sistema de Produção Enxuta
Segundo Azzolini Júnior (2004, p. 12), no auge da produção em
Massa, após o término da 2ª guerra mundial, o Japão dá início ao programa
de reconstrução nacional que conduz importantes mudanças na produção,
reconhecidas no mundo ocidental somente a partir da década de 70 (até
então focado nos princípios da Manufatura em Massa), com base nos
preceitos da Administração Científica e conhecida posteriormente como
Manufatura Enxuta.
Para Sacomano Neto (1999, p. 26-27), na deterioração do Sistema de
Produção em Massa, muitas indústrias não suportaram a posição de
liderança das industrias japonesas que inovaram vários aspectos técnicos e
operacionais de chão de fábrica - entre eles: agrupamento de trabalhadores,
delegação de funções, relação cliente-fornecedor - e outros aspectos
culturais mostraram-se importantes para efetivação deste diferencial
competitivo, que apresenta algumas diferenças em relação aos anteriores,
tais como ênfase na melhoria contínua das operações, eliminação de
desperdícios e retrabalhos, diminuição do set up das máquinas com intuito
de redução do tamanho do lote de produção e conseqüente aumento na
variedade de produtos oferecidos aos clientes, pois atualmente às empresas
precisam ser flexíveis, enxutas e estarem aptas para mudarem sempre,
sendo que Gonçalves (1997) ressalta que o futuro pertence às empresas
que conseguirem explorar o potencial dos seus processos e suas principais
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 45 - características são: empresas com estruturas enxutas, com poucos níveis
hierárquicos, quadro de pessoal ajustado, novas estruturas organizacionais,
estruturas dinâmicas e organização por processo.
2.4.2.Sistema de Produção Ágil
Segundo Azzolini Júnior (2004, p. 20-21), em 1991, devido a uma
solicitação de estudo do congresso norte americano ao Iacocca Institute
para definir as bases da indústria do próximo século, surge o termo
Manufatura Ágil, que representa um aprimoramento dos preceitos da
Manufatura Enxuta, que também representa mais uma adequação do
processo evolucionário da gestão da produção através agora deste
paradigma. A pesquisa deveria definir como as empresas americanas
poderiam voltar a ser, competitivas internacionalmente, fazendo frente às
novas potências industriais e principalmente ao Japão.
O termo manufatura Ágil foi popularizado a partir de 1991, após a
publicação do relatório (GOLDMAN et al., 1991), mostrando que um novo
ambiente de manufatura estava surgindo na época, caracterizado pela
incerteza e por mudanças constantes.
Para Bunce & Gould (1996, p. 278), os negócios do século XX terão
que superar os desafios de consumidores, buscando produtos de alta
qualidade e baixo custo, além de resposta rápida a suas necessidades
específicas e em constante transformação.
Conforme Gunasekaran (1999, p.87-105), a Manufatura Ágil está
exatamente relacionada a novas maneiras de se gerenciar a empresa para
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 46 - enfrentar tais desafios. A partir da definição de diversos autores, Sharifi &
Zhang (1999, p. 7-22) e De Vort et al. (1997, p. 813-823), dentre outros,
entendemos que a Manufatura Ágil é aquela que possui como objetivos
principais: responder a mudanças inesperadas de maneira correta e no
tempo devido e saber explorar estas mudanças, entendendo-se como uma
oportunidade, um meio de ser lucrativo. De acordo com Kidd (1994, p. 10), a
manufatura ágil pode ser considerada como a integração da organização,
pessoas altamente capacitadas e tecnologias avançadas para obter
cooperação e inovação em respostas à necessidade do fornecimento de
produtos customizados e de alta qualidade aos clientes.
A Manufatura Ágil é extremamente adequada aos ambientes de
mudanças rápidas e com alta incerteza, que poderá ser elaborada com base
em cinco princípios básicos (KIDD, 1994, p.10): mudança contínua, resposta
rápida, melhoria da qualidade, responsabilidade social e foco no cliente.
Esses princípios são uma síntese do que algumas empresas vêm buscando
atualmente, só que de uma forma isolada.
2.4.3.Sistema de Produção Responsiva
Para Godinho Filho (2004, 27-31), este sistema de produção enfatiza
o tempo como principal diferencial competitivo. Blackburn (1991 a), cita que
a manufatura baseada no tempo deve implementar uma série de métodos
destinados a reduzir o tempo de resposta aos clientes. Segundo Booth
(1996, p.105-112), esta nova estratégia de gestão da manufatura enfatiza a
redução do tempo de desenvolvimento do produto e do tempo de produção

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 47 - como fatores vitais para o aumento da competitividade de uma empresa.
Para Handffield (1995, p.511-537), os benefícios desta redução tornam a
Manufatura Responsiva atraente e dentre estes benefícios é importante citar:
menos estoques, maior rapidez no atendimento ao cliente e na inovação,
maiores fluxos de caixa e maiores lucros.
A denominação Manufatura Responsiva vem de autores como
Kritchanchai & Maccarthy (1998, p. 213) e Fernandes & Maccarthy (1999, p.
1-6), os quais entendem que esta tem como principal objetivo ganhador de
pedidos não somente o tempo, mas a responsividade, pois procura atender
os objetivos ligados ao tempo (rapidez e pontualidade) e a variedade (alta
variedade de coisas distintas). Portanto, atingir a Manufatura Responsiva
significa ser rápido, pontual e ter uma alta variedade de produtos, com
clientes dispostos a pagar preços mais altos por diferenciais em tempo e
variedade oferecidos pelo competidor baseado no tempo (GODINHO FILHO,
2004, p. 27-31).
2.4.4 Manufatura Massa Atual
A Manufatura em Massa Atual (MMA) mantém a característica
principal da manufatura em massa em seus primórdios, que é a competição
baseada nos baixos preços, porém apresenta algumas características
diferentes ou evoluídas que são o foco na abordagem da produção com
qualidade e na variedade (variedade de coisas semelhantes) como objetivos
qualificadores. Além disso alguns princípios da Manufatura em Massa que
não são mais encontrados na Manufatura em Massa Atual, como é o caso

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 48 - da distinção rígida do “pensar” e “executar”, a perseguição da integração
vertical e longos ciclos de vida de produtos.
2.4.5 Customização em Massa
Este termo surgiu primeiramente em 1987, com Stanley Davis em seu
famoso livro “O Futuro perfeito” (DAVIS, 1987). B. Joseoh Pine continuou o
tema em seu livro “Mass Customization: The new frontier in Business
Competition” (PINE, 1993). Da SILVEIRA et al (2001) define customização
em massa como a habilidade de fornecer produtos e serviços projetados
individualmente para cada consumidor através de altíssima agilidade,
flexibilidade no processo e integração e a um custo perto dos itens feitos
pela Manufatura em Massa.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 49 - 3. Paradigmas Estratégicos de Gestão da Manufatura – PEGEM
3.1. Introdução
A partir do referencial apresentado, estamos agora em condição de
definir o termo Paradigma Estratégico de Gestão da Manufatura (PEGEM) e
determinar quais são seus elementos-chave.
Paradigmas Estratégicos de Gestão da Manufatura são
modelos/padrões estratégicos e integrados de gestão direcionadas a certas
situações do mercado que se propõem a auxiliar as empresas a alcançarem
determinado(s) objetivo(s) de desempenho (daí o nome estratégicos);
paradigmas estes compostos de uma série de princípios e capacitadores
(daí a denominação gestão) que possibilitam que a empresa, a partir de sua
função manufatura (daí a denominação manufatura), atinja tais objetivos,
aumentando, desta forma, seu poder competitivo.
3.2. Os quatro elementos–chave dos PEGEMs
Na definição anterior podemos notar que um PEGEM é composto por
quatro elementos-chave, os quais representam os seus pilares. São eles:
- os direcionadores: são as condições do mercado que possibilitam,
requerem ou facilitam a implantação de determinado PEGEM;
- os objetivos de desempenho da produção: são os objetivos estratégicos
da produção relacionados com o paradigma. Cada PEGEM está relacionado
a determinados objetivos de desempenho da produção: a MM prioriza a
produtividade, a ME enfoca a qualidade e a produtividade, a MR tem no

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 50 - tempo seu principal objetivo, a CM prioriza a flexibilidade e a customização e
a MA enfoca a agilidade;
- os princípios: são as idéias (ou regras, fundamentos, ensinamentos) que
norteiam a empresa na adoção de um PEGEM. Os princípios representam o
“o quê” deve ser feito para se atingir os objetivos de desempenho da
produção relativos ao paradigma;
- os capacitadores: são as ferramentas, tecnologias e metodologias que
devem ser implementadas. Os capacitadores representam o “como” seguir
os princípios alcançados e, desta forma, excelentes resultados com relação
aos objetivos de desempenho da produção.
Comparando o histórico evolutivo dos vários paradigmas da
manufatura surgidos ao longo de todo o século XX e a definição do que
chamamos de PEGEM, podemos notar que nem todos eles podem
realmente serem chamados de PEGEM, uma vez que não possuem todos
os elementos-chave integrados como a proposição acima. Portanto não
consideramos como PEGEM:
i) a manufatura artesanal, por ser atualmente desprezível com relação a sua
utilização e a falta de perspectiva de aumento de sua utilização;
ii) a manufatura focada, que é na realidade um atributo que pode se
apresentar de forma mais ou menos marcante nos PEGEMs (por exemplo, a
Manufatura em Massa Atual é mais focada que a Manufatura Enxuta, esta é
mais focada que a Manufatura Responsiva que, por sua vez, é mais focada
que a Customização em Massa e que a Manufatura Ágil);
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 51 - iii) a World Class Manufacturing (Manufatura de Classe Mundial) que na
verdade é um rótulo, cujas características são atingidas pelos PEGEMs
Manufatura Enxuta, Manufatura Responsiva, Customização em Massa e
Manufatura Ágil.
O quadro 2 relaciona cada tipo de Paradigma Estratégico de Gestão
da Manufatura, identificando, para cada PEGEM, os seus elementos-chave,
os princípios, os capacitadores, os objetivos de desempenho, o que facilita a
visualização e compreensão dos mesmos.
Portanto, podemos denominar PEGEM os paradigmas Manufatura em
Massa Atual (MMA), Manufatura Enxuta (ME), Manufatura Responsiva (MR),
Customização em Massa (CM) e Manufatura Ágil (MA), que apresenta
diferentes atributos para cada um dos quatro elementos-chave identificados
e que estão em graus diferentes de comprovação e aplicação, em função
dos avanços em tecnologia de informação e aumento da geração de riqueza
em algumas partes do mundo.
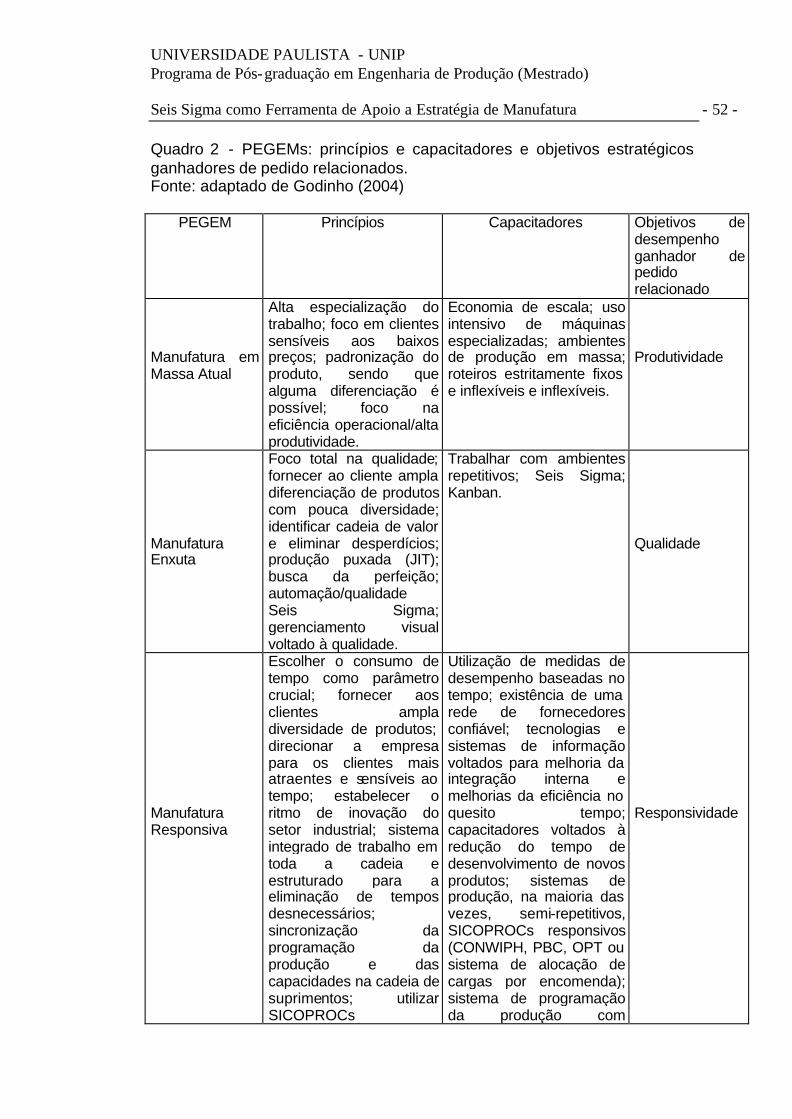
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 52 - Quadro 2 - PEGEMs: princípios e capacitadores e objetivos estratégicos ganhadores de pedido relacionados. Fonte: adaptado de Godinho (2004)
PEGEM Princípios Capacitadores Objetivos de desempenho ganhador de pedido relacionado
Manufatura em Massa Atual
Alta especialização do trabalho; foco em clientes sensíveis aos baixos preços; padronização do produto, sendo que alguma diferenciação é possível; foco na eficiência operacional/alta produtividade.
Economia de escala; uso intensivo de máquinas especializadas; ambientes de produção em massa; roteiros estritamente fixos e inflexíveis e inflexíveis.
Produtividade
Manufatura Enxuta
Foco total na qualidade; fornecer ao cliente ampla diferenciação de produtos com pouca diversidade; identificar cadeia de valor e eliminar desperdícios; produção puxada (JIT); busca da perfeição; automação/qualidade Seis Sigma; gerenciamento visual voltado à qualidade.
Trabalhar com ambientes repetitivos; Seis Sigma; Kanban.
Qualidade
Manufatura Responsiva
Escolher o consumo de tempo como parâmetro crucial; fornecer aos clientes ampla diversidade de produtos; direcionar a empresa para os clientes mais atraentes e sensíveis ao tempo; estabelecer o ritmo de inovação do setor industrial; sistema integrado de trabalho em toda a cadeia e estruturado para a eliminação de tempos desnecessários; sincronização da programação da produção e das capacidades na cadeia de suprimentos; utilizar SICOPROCs
Utilização de medidas de desempenho baseadas no tempo; existência de uma rede de fornecedores confiável; tecnologias e sistemas de informação voltados para melhoria da integração interna e melhorias da eficiência no quesito tempo; capacitadores voltados à redução do tempo de desenvolvimento de novos produtos; sistemas de produção, na maioria das vezes, semi-repetitivos, SICOPROCs responsivos (CONWIPH, PBC, OPT ou sistema de alocação de cargas por encomenda); sistema de programação da produção com
Responsividade

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 53 -
responsivos; escolhe sistemas de programação com capacidade finita para complementar SICOPROC.
capacidade finita; sistema de classificação e metodologia para a escolha de sistemas de programação da produção.
Customização em Massa
Atender a demanda fragmentada para diferentes gostos e necessidades; redução no ciclo de desenvolvimento do produto e também no ciclo no ciclo de vida dos produtos; cadeia de suprimentos preparada para a customização em massa; participação do cliente ao longo das etapas do ciclo de vida dos produtos.
Gestão da cadeia de suprimentos integrada para a customização em massa; tecnologias e sistemas de informação voltados para o estabelecimento de contato entre o cliente e a empresa visando estabelecer grau de customabilidade ; economias de escopo; área de projeto voltada à customização; SICOPROCs direcionados à customização.
Customabilidade
Manufatura Ágil
Cooperação interna e externa para o aumento da competitividade; estratégia baseada no valor, a qual enriqueça o cliente; domínio das mudanças e incerteza; “alavancar” o impacto das pessoas e da informação; redução dos ciclos de vida dos processos e da empresa.
Empresa virtual de manufatura virtual; integração da cadeia de suprimentos voltada para a formação de parcerias virtuais; gestão baseada em competências chave; gestão baseada na incerteza e na mudança; gestão baseada no conhecimento; tecnologia e sistemas de informação voltados para a integração entre empresas visando parcerias; SICOPROCs voltados especificamente à Manufatura Ágil.
Agilidade

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 54 - 4. Sistemas de Produção
4.1 Introdução
O primeiro conceito de extrema importância que discutimos é o
Sistema de Produção Industrial, o qual pode ser definido, de acordo com
MACCARTHY & FERNANDES (2000), como sendo um conjunto de
elementos (humanos, físicos e procedimentos gerenciais) inter-relacionados
que são projetados para gerar produtos finais, cujo valor comercial supere o
total dos custos incorridos para obtê-los. SIPPER & BULFIN (1997) definem
sistema de produção como sendo tudo aquilo que transforma inputs em
outputs, com valor inerente.
4.2 Classificação dos Sistemas de Produção
Uma vez definido o significado de sistema de produção, vamos passar
a discutir algumas classificações encontradas para os sistemas de produção.
Em sua obra, o autor GODINHO (2004) aborda somente duas classificações
por entender ser muito importante (para uma revisão completa sobre
classificações dos sistemas de produção (ver MACCARTHY &
FERNANDES, 2000). A primeira delas classifica os sistemas de produção
em função do tipo de output obtido (produto discreto ou contínuo) e do tipo
de fluxo de produção (único, em lotes e em fluxo). Esta classificação é
utilizada por diversos autores para se determinar os chamados tipos de
manufatura (DE TONI & PANIZZOLO, 1992), ou tipos de processo de
produção (SLACK et al, 1997), ou ainda tipos de sistemas de produção
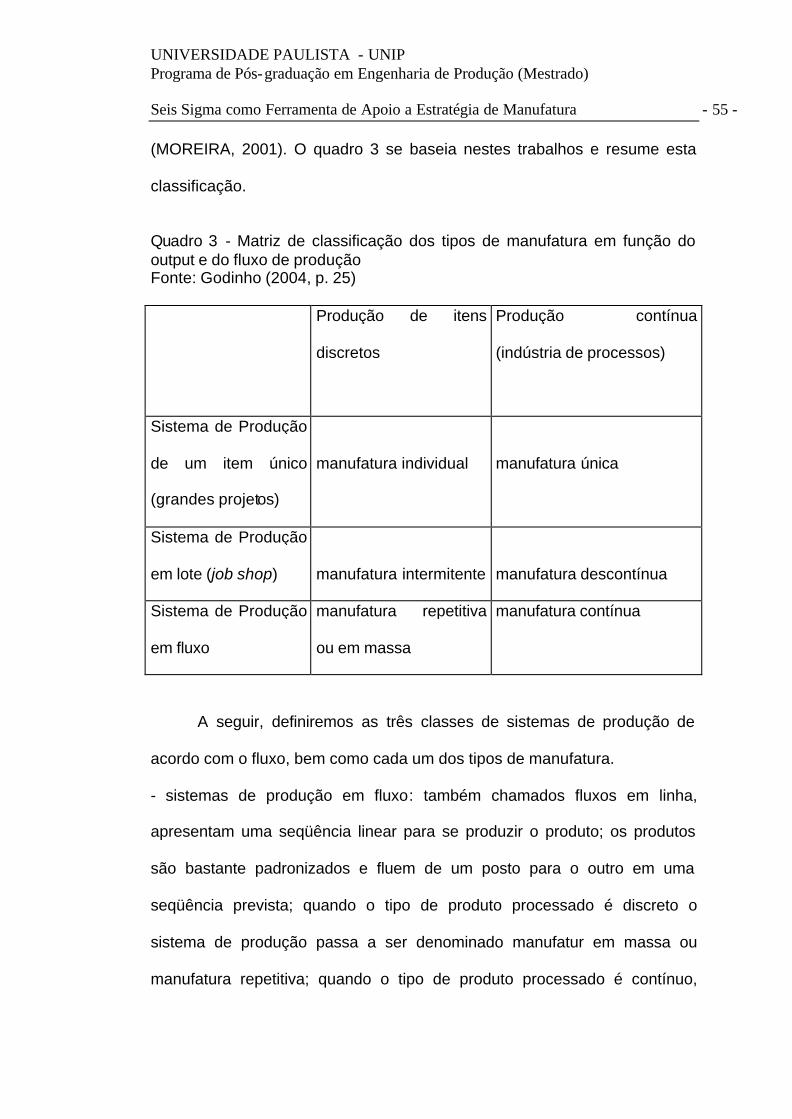
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 55 - (MOREIRA, 2001). O quadro 3 se baseia nestes trabalhos e resume esta
classificação.
Quadro 3 - Matriz de classificação dos tipos de manufatura em função do output e do fluxo de produção Fonte: Godinho (2004, p. 25) Produção de itens
discretos
Produção contínua
(indústria de processos)
Sistema de Produção
de um item único
(grandes projetos)
manufatura individual
manufatura única
Sistema de Produção
em lote (job shop)
manufatura intermitente
manufatura descontínua
Sistema de Produção
em fluxo
manufatura repetitiva
ou em massa
manufatura contínua
A seguir, definiremos as três classes de sistemas de produção de
acordo com o fluxo, bem como cada um dos tipos de manufatura.
- sistemas de produção em fluxo: também chamados fluxos em linha,
apresentam uma seqüência linear para se produzir o produto; os produtos
são bastante padronizados e fluem de um posto para o outro em uma
seqüência prevista; quando o tipo de produto processado é discreto o
sistema de produção passa a ser denominado manufatur em massa ou
manufatura repetitiva; quando o tipo de produto processado é contínuo,

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 56 - como no caso das indústrias de processo (indústria química, de papel, etc.),
a manufatura é dita contínua;
- sistema de produção em lote: para o caso de itens discretos, a produção é
feita em lotes; no término do lote de um produto, outros produtos tomam o
seu lugar nas máquinas, caracterizando assim a chamada manufatura
intermitente. No caso da produção contínua temos a chamada manufatura
descontínua a qual é caracterizada pela produção em lotes de itens
contínuos;
- sistema de produção de um item único: também chamado de manufatura
de grandes projetos, diferencia-se bastante dos anteriores na medida em
que cada projeto é um produto único. Neste caso, tem-se uma seqüência de
tarefas ao longo do tempo, geralmente de longa duração. Alguns autores
dividem este tipo de manufatura em manufatura individual e manufatura
única conforme o output for um item discreto e contínuo.
A segunda classificação dos sistemas de produção que achamos de
extrema valia é a classificação multidimensional de MACCARTHY &
FERNANDES (2000), que classifica os sistemas de produção de acordo com
12 variáveis (tamanho da empresa, nível de automação, nível de
repetitividade, tipos de layout, dentre outros) conforme apresentado no
quadro 4, objetivando a escolha do sistema de planejamento e controle da
produção ideal.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 57 - Quadro 4 - Atributos possíveis das variáveis do sistema de classificação de MACCARTHY & FERNANDES (2000) Fonte: MACCARTHY & FERNANDES (2000). CARACTERIZAÇÃO GERAL CARACTERIZAÇÃO DO PROCESSO
• Tamanho da Organização (L) grande número de funcionários; (M) médio número de funcionários; (S) pequeno número de funcionários
• Tempo de Resposta (SL-PL-DL) se o sisteam produz para ordem (DLa (P%)) se o sistema produz para estoque com um nível de serviço igual a P%. (PL-DL) se o sistema produz para ordem mas mantêm estoque de matéria prima (SL=DL) se o sistema não produz mas vende para ordem
• Nível de Repetitividade (PC): sistema contínuo puro. (SC): sistema semi-contínuo: cada unidade de processo é contínuo puro e há combinações das rotas entre os diferentes processos. Esse processo é conhecido como sistema de produção de batelada. (MP): produção em massa. Maioria dos itens são repetitivos. (RP): Sistema de produção repetitivo. Se pelo menos 75% dos itens são repetitivos, nesse caso a indústria metal/mecânica é um típico RP. (SR): Sistema de produção semi-repetitivo. É considerado assim se um número considerável de peças repetitivas e não repetitiva. (NR): sistema de produção não repetitivo. A maioria dos itens não são repetitivos. (LP): Grandes Projetos.
• Nível de automação (N): automação normal: compreende todo tipo de mecanização onde o ser humano tem um alto grau de participação na operação ou nível de
• Tipos de layout (S): estação de trabalho simples. (P): layout por produto. (F): layout funcional ou layout por processo. (G): layout por grupo. (FP): layout por posição fi xada: os recursos (homens, equipamentos) movem-se e não o produto.
• Tipos de estoques de segurança (1): estoques antes do primeiro estágio de produção. (2): estoques intermediários entre os estágios de produção. (3): estoque depois do último estágio de produção.
• Tipos de fluxo (F1): estágio simples por exemplo, uma máquina no centro. (F2): estágio simples com máquinas idênticas em paralelo. (F4): estágio simples com máquinas não idênticas em paralelo. (F5): processo multi-estágios unidirecional, que permite que estágios sejam pulados (overflow). (F6): processo multi-estágios unidirecional, com máquinas iguais em paralelo. (F7): processo multi-estágios unidirecional com máquinas idênticas em paralelo mas permitindo que estágios sejam pulados (overflow). (F8): processo multi-estágios unidirecional com máquinas não idênticas em paralelo. (F9): processo multi-estágios unidirecional com máquinas não idênticas em paralelo, permitindo que estágios sejam pulados (overflow).

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 58 - execução. (F): automação flexível: tem, na operação ou nível de execução, o controle por computador no papel principal, trabalhando em rede com controle numérico, normalmente com alguma forma de tecnologia FMS> ®: automação rígida: é o tipo encontrado em linha de transferência com equipamento altamente especializado e dedicado. (M): automação mista: ocorre onde o sistema de produção processa unidades com diferentes níveis de automação.
(F10): processo multi-estágios multi-direcional, por exemplo, o clássico sistema job-shop com máquinas não idênticas em paralelo, permitindo que estágios sejam pulados (F11): processo multi-estágios multi-direcional, com máquinas idênticas em paralelo. (F12): processo multi-estágios multi-direcional, com máquinas não idênticas em paralelo.
CARACTERIZAÇÃO DO PRODUTO CARACTERIZAÇÃO DA MONTAGEM • Estrutura do produto
(SL): nível simples de produtos que não requerem montagem. (ML): nível de multi-produtos que requerem montagem.
• Nível de Customização (1): produtos customizados, quando os clientes definem todos os parâmetros de design do produto. (2): produtos semi-customizados, quando os clientes definem parte do design do produto. (3): customização “mushroom”, há um número de componentes ou módulos padrões que são combinados de várias formas nos estágios finais do sistema de produção com poucas operações adicionais. (4): produto padrão, quando os clientes não interferem no design do produto.
• Número de produtos (S): para um simples produto. (M): para múltiplos produtos.
• Tipos de Montagem (A1) :Mista (ingredientes químicos, por exemplo). (A2) : Montagem de um grande projeto. (A3) : Montagem de produtos pesados.. (A4): Montagem de produtos leves (equipamentos médicos) em um posto de trabalho ou em um conjunto de postos de trabalho paralelos. (A5): Linha de montagem ritmada, onde a linha nunca pára. (A6) : Linha de montagem ritmada, onde a linha para por um número de unidade do tempo. (A7): Linha de montagem semi-ritmada, onde a linha não Pará. (A8): Linha de montagem não ritmada do tipo I. (A9): Linha de montagem não ritmada do tipo II.
• Tipos de organização do trabalho (1): Trabalhadores individuais. (2): Times de trabalho. (3): Grupos de trabalho.
Dentre estas doze variáveis, a mais importante é que será focada é o
nível de repetitividade. Estes autores definem repetitividade em função do
tempo de trabalho total disponível. Desse modo, um item é repetitivo se ele

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 59 - consome uma porcentagem significante do tempo total disponível da
unidade produtiva (pelo menos 5% de acordo com os autores). Usando essa
definição, os autores classificam os sistemas de produção, de acordo com a
repetitividade, em sete categorias mostradas a seguir:
• sistema contínuo puro: por exemplo uma refinaria de petróleo;
• sistema semi-contínuo: cada unidade de processo é contínuo puro e há
combinações das rotas entre os diferentes processos;
• sistema de produção em massa: quase todos os itens são repetitivos; a
produção em massa é um caso particular (volume bem maior e variedade
bem menor) da produção repetitiva;
• sistema de produção repetitivo : se pelo menos 75% dos itens são
repetitivos,
• sistema de produção semi- repetitivo : é considerado assim se possuir um
número considerável de itens repetitivos e não repetitivos (pelo menos 25%
de itens repetitivos e 25% de itens não repetitivos);
• sistema de produção não repetitivo : a maioria dos itens são não repetitivos
(pelo menos 75%);
• sistema de produção de grandes projetos: produção de itens individuais,
totalmente não repetitivo.
Isso conforme a definição de repetitividade abordada anteriormente
com base na obra de GODINHO (2004), que considera repetitividade como
sendo uma dimensão não só relacionada ao volume de produção de itens
discretos, como também considera a distinção entre os conceitos sobre
diversidade e diferenciação.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 60 -
Entende-se como diversidade uma real variedade de coisas distintas
(este conceito é sinônimo da variedade 2). Já diferenciação está relacionada
à pequenas alterações no produto que chegam a alterar (ou alteram muito
pouco) o processo produtivo, ou seja, similar a definição de variedade 1.
Exemplos de diferenciações são alterações de cor e tamanho na indústria de
calçados. Algumas variáveis que ajudam a distinguir diversidade de
diferenciação são:
- O tempo de set up: quando o tempo de set up médio dos produtos é muito
pequeno então estamos trabalhando com diferenciação nos produtos e não
diversidade; do mesmo modo, quando temos alto tempo médio de set up
então estamos trabalhando com itens verdadeiramente distintos e portanto
diversidade;
- O tempo de processamento dos produtos: itens realmente distintos
(diversidade) tendem a apresentar diferentes tempos de processamento; do
mesmo modo, produtos que representam apenas diferenciações tendem a
apresentar tempos de processamento razoavelmente parecidos.
Portanto, com relação aos itens discretos, temos que a repetitividade
está relacionada à definição de diversidade vista acima e não à definição de
diferenciação. Dessa forma, em um ambiente com repetitividade produção
em massa não há praticamente nenhuma diversidade, sendo que pequenas
e médias diferenciações são possíveis.
Em ambientes repetitivos, apenas pequenas diversificações são
possíveis, sendo que a diferenciação pode ser bastante alta. Em ambientes
semi repetitivos temos, além de uma alta diferenciação, um médio nível de
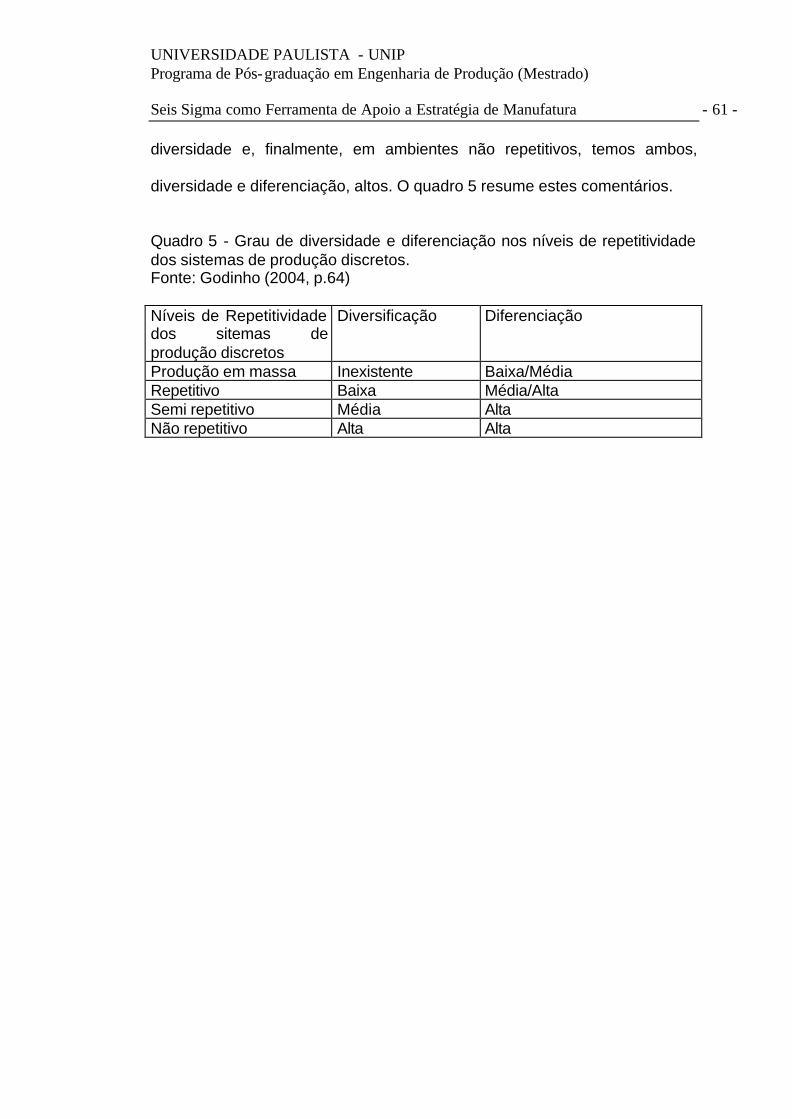
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 61 - diversidade e, finalmente, em ambientes não repetitivos, temos ambos,
diversidade e diferenciação, altos. O quadro 5 resume estes comentários.
Quadro 5 - Grau de diversidade e diferenciação nos níveis de repetitividade dos sistemas de produção discretos. Fonte: Godinho (2004, p.64) Níveis de Repetitividade dos sitemas de produção discretos
Diversificação Diferenciação
Produção em massa Inexistente Baixa/Média Repetitivo Baixa Média/Alta Semi repetitivo Média Alta Não repetitivo Alta Alta

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 62 - Quadro 6 - As variáveis e a escolha de um sistema de PCP Fonte: Maccarthy & Fernades (2000)
Nível de repetitividade dos sistemas de produção Outras Variáveis
Continuo puro
Semi contínuo
Produção em massa
Repetitivo Semi repetitivo
Não repetitivo
Grandes projetos
Tamanho da empresa
Para todos os níveis de repetitividade quanto maior a empresa mais complexas são as atividades de PCP
Tempo de resposta
DL (a-P%) DL (a-P%) DL (a-P%) DL (a-P%) PL+DL PL+DL ou SL+PL+DL
SL+PL+DL
Nível de automação
Rígido Rígido Rígido Normal ou Flexível
Normal ou Flexível
Normal ou Flexível
Normal
Estrutura dos produtos
Para todos os níveis de repetitividade as atividades de PCP para múltiplos níveis de produtos são muito mais complexas do que para produtos de nível único.
Nível de customização
Produtos Padronizados
Padronizados ou Mushroom
Padronizados ou Mushroom
Padronizados ou Mushroom
Mushroom ou semi customizados
Customizado ou semi customizado
Customizado
Número de produtos
Para todos os níveis de repetitividade as atividades de PCP para grande, aneda e de produtos são muito mais complexas do que para produtos únicos.
Tipos de layout
Layout por produto
Layout por produto
Layout por produto
Layout em grupo
Layout em grupo
Layout funcional
Layout de posições fixas
Tipos de estoques de
(1) e (3) (1), (2) e (3) (1), (2) e (3) (1), (2) e (3) (1), (2) ou (1) (1), (2) ou (2)
sem estoque de segurança
Tipos de fluxo
A complexidade das atividades de PCP aumenta de F1 em direção a F12.
Tipos de montagem
(A1) ou desmontagem
(A1) ou desmontagem
(A5) ou (A6) (A7) ou não montagem.
(A5) ou (A6) (A7) ou não montagem.
(A7) ou (A8) (A7) ou não montagem.
(A3) ou (A4) ou não montagem.
(A2)
Tipos de organização do trabalho
Se existe montagem, o tipo de organização do terceiro tem um impacto direto na maneira a qual será feito o balanceamento do trabalho na montagem.
Sistemas de planejamento e controle da produção
Uma planilha para controlar a taxa de fluxo.
Uma planilha para programar o trabalho
Kanban Kanban ou PBC
PBC ou OPT MRP PERT/CPM

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 63 - 5. Sistema de Coordenação de Ordens de Produção e Compras –
SICOPROC
5.1 Introdução
Um termo muito utilizado em Gestão da Produção é o Sistemas de
Administração da Produção. Alguns autores, tais como MACCARTHY &
FERNANDES (2000), utilizam a nomenclatura Sistemas de Planejamento e
Controle da Produção, e outros, como FERNANDES (2003b), utilizam a
nomenclatura Sistemas de Coordenação de Ordens de Produção e
Compra (SICOPROC).
Para CORREA & GIANESI (1996), os Sistemas de Administração
da Produção são:
sistemas que provêm informações que suportam o gerenciamento
eficaz do fluxo de materiais, da utilização da mão de obra e dos
equipamentos, a coordenação das atividades internas com as
atividades dos fornecedores e distribuidores e a comunicação com os
clientes no que se refere às suas necessidades operacionais.
Ainda de acordo com estes autores, os Sistemas de Administração
da Produção são a parte vital dos processos produtivos”, tendo por objetivo
básico planejar e controlar o processo de manufatura em todos os seus
níveis, incluindo materiais, equipamentos, pessoas, fornecedores e
distribuidores. Dentre os vários Sistemas de Administração da Produção
existentes destacam-se o MRP II, o Just in Time e o OPT (Optimized
Technology).

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 64 -
Apresentados os conceitos de tipos de sistemas de produção
advindos de classificações de sistemas de produção e de SICOPROCs, já
estamos em condições de descrever sucintamente as principais diferenças
entre estes conceitos e o novo conceito de PEGEM proposto. O motivo de
mostrarmos tal diferenciação é que encontramos na literatura uma certa
confusão a respeito destes termos. Por exemplo, muitos autores confundem
ou não tem claro a distinção entre manufatura repetitiva/em massa (tipo de
sistema de produção) com o PEGEM Manufatura em Massa; ou então
confundem por exemplo Manufatura Enxuta com o Sistema JIT. O quadro 7,
mostra esta diferenciação, a qual se dá quanto a duas classes: definição e
abrangência. Basicamente, o quadro 7 mostra que estes três termos são
bastante diferentes: os PEGEMs têm princípios que norteiam a escolha dos
SICOPROCs e estes por sua vez gerenciam os diversos tipos de sistemas
de produção.
5.2 As diferenças entre PEGEMs, os tipos de Sistemas de Produção e
os SICOPROCs
O quadro 7 apresenta a relação entre os sistemas de produção, com
Sistema de Coordenação de Ordens de Produção e Compras - SICOPROC
e com os Paradigmas Estratégicos de Gestão da Manufatura - PEGEM,
considerando este relacionamento quanto a definição e quanto a
abrangência.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 65 - Quadro 7 - As diferenças entre PEGEM, tipos de sistemas de produção e os SICOPROCs Fonte: Godinho (2004, p.33) Classes de diferenças
Tipos de sistemas de produção
Sistemas de Coordenação de Ordens de Produção e Compra (SICOPROCs)
Paradigmas Estratégicos de Gestão da Manufatura (PEGEM)
Quanto à definição
São classificações dos sistemas de produção de uma empresa a partir do tipo de fluxo de produção, tipo de output ou nível de repetitividade
São sistemas de informação que se propõem a gerenciar o fluxo de materiais, a utilização de equipamentos e mão de obra e coordenar as atividades internas com as atividades de fornecedores
São modelos/padrões estratégicos e integrados de gestão, direcionadas a certas situações do mercado, que se propõem a auxiliar as empresas a alcançarem determinado(s) objetivo(s) de desempenho; paradigmas estes compostos de uma série de princípios e capacitadores que possibilitam que a empresa atinja tais objetivos.
Quanto à abrangência
Somente o chão de fábrica
Integra várias funções da manufatura por meio de informações e decisões
Norteia como obter integração efetiva das várias funções da manufatura


UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 67 -
Será considerado neste trabalho uma terceira classificação mais atual
do autor FERNANDES (2003b) em que classifica os principais e mais
utilizados SICOPROCs em 4 grupos:
- sistema de pedido controlado: sistema de programação por contrato,
sistema de alocação de carga por encomenda.
- sistemas de estoque controlado: que puxa a produção: sistema de
revisão contínua, sistemas de revisão periódica, sistemas CONWIP EC,
Sistemas Kanban de duplo cartão.
- sistemas de fluxo programado: que empurra a produção: sIstema de
estoque base, PBC (Periodical Batch Control), MRP, MRP II, OPT, sistema
de lotes componentes e sistema de lote padrão.
- sistema híbrido: sistema de controle MaxMin, sistema CONWIP H,
sistema Kanban de cartão único, sistema RDB (corda, tambor, pulmão).
O quadro 8, apresenta os tipos de Paradigmas Estratégicos de
Gestão da Manufatura – PEGEMs e os diversos tipos de Sistemas de
Coordenação de Ordens de Produção e Compras mais adequados a cada
tipo de PEGEM, facilitando assim a escolha destes SICOPROCs.
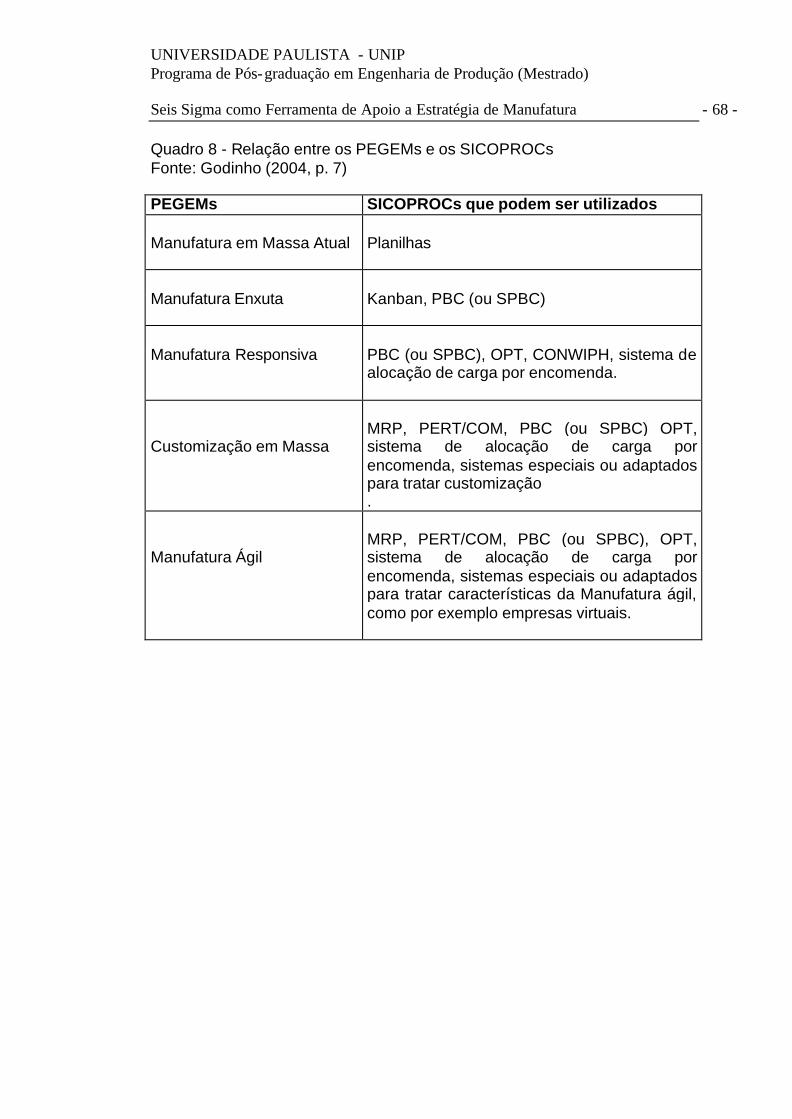
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 68 - Quadro 8 - Relação entre os PEGEMs e os SICOPROCs Fonte: Godinho (2004, p. 7) PEGEMs SICOPROCs que podem ser utilizados Manufatura em Massa Atual
Planilhas
Manufatura Enxuta
Kanban, PBC (ou SPBC)
Manufatura Responsiva
PBC (ou SPBC), OPT, CONWIPH, sistema de alocação de carga por encomenda.
Customização em Massa
MRP, PERT/COM, PBC (ou SPBC) OPT, sistema de alocação de carga por encomenda, sistemas especiais ou adaptados para tratar customização .
Manufatura Ágil
MRP, PERT/COM, PBC (ou SPBC), OPT, sistema de alocação de carga por encomenda, sistemas especiais ou adaptados para tratar características da Manufatura ágil, como por exemplo empresas virtuais.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 69 - 6. A relação entre PEGEMS e o Controle de Produção
6.1 Introdução
O presente capítulo tem por finalidade apresentar um relacionamento
entre aspectos importantes do Controle da Produção - CP e os Paradigmas
Estratégicos de Gestão da Manufatura - PEGEM, além de apresentar uma
conceituação clara e concisa, uniformizando conceitos e termos importantes
do Planejamento e Controle da Produção - PCP.
Basicamente, todo o referencial apresentado neste capítulo é uma
síntese e ou adaptação dos principais aspectos de importantes trabalhos na
área de PCP, como FERNANDES (2003a); FERNANDES (2003b);
MACCARTHY E FERNANDES (2000); BONNEY (2000); BONNEY et al
(1999); FERNANDES (1991); dentre outras referências.
Vamos definir o que entendemos por Planejamento e Controle da
Produção, bem como apresentar sua estrutura. Primeiramente, tratamos
estas funções de forma conjunta, depois, desmembramos esta função em
Planejamento da Produção e Controle da Produção, para então focarmos no
Controle da Produção.
6.2 Planejamento da Produção
Entendemos que as atividades de Planejamento e Controle da
Produção envolvem uma série de decisões com o objetivo de definir o que,
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 70 - quanto e quando produzir e comprar, além dos recursos a serem utilizados
(CORREA et al, 2001).
Conforme FERNANDES (1991), o Planejamento da Produção está
relacionado às atividades de médio prazo (em geral entre 3 e 18 meses) e,
assim, toma decisões de intenção, na forma agregada, em termos de : i) o
que produzir, comprar e entregar; ii) quanto produzir, comprar e entregar, iii)
quando produzir, comprar e entregar; iv) quem e/ou onde e/ou como
produzir. Para FERNANDES (2003a), estas decisões de intenção são
tomadas com bastante antecedência para que não ocorram imprevistos no
futuro.
Ainda de acordo com este autor, estas decisões são baseadas
principalmente em previsões. Exemplos das muitas decisões no âmbito do
Planejamento da Produção são subsidiar decisões na elaboração de
contratos de fornecimento, planejamento de capacidade de médio prazo,
subcontratação, terceirização, política de horas extras e de bancos de horas,
contratações e demissões no médio prazo, aquisição de novos
equipamentos, desativação de equipamentos, ajuda a nortear decisões
sobre políticas de controle da produção e de estoques, dentre outras.
6.3 Controle da Produção
Quanto ao Controle da Produção, pode ser definido como atividade
gerencial responsável por regular (planejar, coordenar, dirigir e controlar), no
curto prazo (geralmente até 3 meses), o fluxo de materiais em um sistema
de produção por meio de informações e decisões para execução. Esta

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 71 - definição foi construída a partir das definições de CP de FERNANDES
(1991) e BURBIDGE (1990). As decisões no âmbito do CP objetivam
basicamente responder às mesmas questões já enunciadas quando
tratamos do PP, ou seja, o que, quanto e quando produzir, comprar e
entregar e quem, onde e como produzir.
Porém, estas decisões são detalhadas, desagregadas e tomadas em
geral com pouca antecedência. Carteira de pedidos, previsão de demanda
de curto prazo, lista de matérias, roteiros de produção, dentre outros, são as
entradas para a realização hierárquica das três grandes funções do CP.
6.3.1 Três grandes funções do Controle da Produção
6.3.1.1 Programa Mestre de Produção
É definido por FERNANDES (1991) como sendo um plano de curto
prazo que estabelece quais produtos e quantidades que deverão ser
fabricados num determinado período de tempo.
6.3.1.2 Sistema de Coordenação de Ordens de Produção e Compra
(SICOPROC)
É uma nova nomenclatura proposta por FERNANDES (2003b), que é
um sistema de informações que programa as necessidades em termos de
componentes e materiais e/ou controla o momento de liberação e/ou
execução das ordens de compra e produção.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 72 - 6.3.1.3 Programação de Operações
Consiste no seqüenciamento ou priorização das tarefas nas
máquinas, função que objetiva ordenar essas tarefas, especificando o
momento de início e fim das operações de cada tarefa. Estas funções
determinam um programa de produção e, então, é realizado um
acompanhamento dos níveis de estoque e produção para se determinar se o
realizado é igual ao programado. Caso isto se verifique, a programação é
feita somente para o período seguinte, caso contrário, ocorrem
reprogramações no mesmo período. Também ordens urgentes e
inesperadas entram nestas reprogramações.
Os Sistemas de Coordenação de Ordens de Produção e Compras
(SICOPROCs) de acordo com e FERNANDES (2003b), dada a sua
importância para o Controle da Produção, são muitas vezes denominados
Sistemas de Controle da Produção, ou até mesmo, por abuso de linguagem,
de Sistemas de Planejamento e Controle da Produção.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 73 - 7.Estratégia
7.1 Introdução
Este capítulo contempla a questão sobre estratégia, devido às
mudanças de mercado influenciada por modificações no cenário competitivo,
sendo abordado conceitos sobre estratégia nos três níveis empresariais,
focando na estratégia de manufatura que vem sendo colocada como o uso
efetivo dos pontos fortes da produção como uma arma competitiva para
alcançar os objetivos da empresa, que só serão alcançados após a definição
de quais dimensões competitivas a empresa deve adotar para diferenciar
seus produtos em relação aos concorrentes.
Os autores Ansoff, Hayes & Wheelwright, Zacarelli, Stalk Jr. &
Webber, Quinn et al, consideram estratégia como padrões de ações
necessárias para se atingir certos objetivos pré-estabelecidos.
Wheelwright (1984a, 1984b) classifica as estratégias empresariais em
três níveis hierárquicos, estando no topo a Estratégia Corporativa, no nível
intermediário a Estratégia das Unidades de Negócios ou Estratégia de
Negócios e na base as Estratégias Funcionais, que devem estar em uma
perfeita consonância ou alinhadas estrategicamente.
7.2 Estratégia Corporativa
Conforme Pires (1995 p.27), estratégia corporativa diz respeito à
Corporação, o que no Brasil é comumente chamado de Grupo. Especifica
duas áreas de total interesse para a Corporação, a definição dos negócios

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 74 - nos quais a corporação irá participar (e, por omissão, aqueles em ela não irá
participar) e a aquisição e alocação dos recursos corporativos para cada um
desses negócios. (WHEELRIGHT, 1984)
Esta estratégia considera duas questões em que uma delas
preocupa-se em quais negócios a corporação deveria estar e a outra, como
a corporação deveria administrar o conjunto de negócios. A estratégia
corporativa é que faz a corporação ser mais que a simples soma de suas
unidades de negócios. (PORTER,1987)
Uma estratégia corporativa, segundo Pires (1995 p.27), é um padrão
de decisão de uma corporação que determina e revela seus objetivos,
propósitos, produz as principais políticas e planos para se obter esses
objetivos, define os negócios onde a corporação irá atuar e o tipo de
organização econômica e humana que ela deveria ser.
Pires (1995 p.27-28) e Porter (1987) associam a Estratégia
Corporativa com a questão da diversificação dos negócios. Eles
argumentam que a construção de qualquer Estratégia Corporativa de
sucesso depende de certas premissas ligadas com a questão da
diversificação, as quais não podem ser alteradas e, quando ignoradas,
explicam parcialmente por que muitas delas falham. Duas dessas premissas
básicas são que a competição ocorre no nível da unidade de negócio e deve
se preocupar com o sucesso de cada unidade de negócio.
A diversificação adiciona custos e restrições às unidades de negócios,
que podem ser reduzidos, mas não totalmente eliminados. Portanto,
Estratégia Corporativa é um padrão de decisão de uma corporação que
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 75 - determina e revela seus objetivos, propósitos, que produz as principais
políticas e planos para se obter esses objetivos, define os negócios onde a
corporação irá atuar e o tipo de organização econômica e humana que ela
deveria ser (PIRES, 1995).
7.3 Estratégia das Unidades de Negócios
Segundo Pires (1995 p.31-34), a Estratégia das Unidades de
Negócios costuma ser representada por uma divisão, por uma empresa, por
uma unidade fabril ou por uma linha de produtos dentro de uma corporação.
É aquela que diz respeito ao escopo e limites de cada negócio e suas
ligações com a Estratégia Corporativa (WHEELWRIGHTT, 1984); é a base
na qual a Unidade de Negócios irá obter e manter uma vantagem
competitiva no mercado; é a estratégia que especifica o escopo dos
Negócios de uma forma que liga a Estratégia de Negócios com a Estratégia
Corporativa como um todo e descreve as bases na qual as unidades de
negócios irão obter e manter uma vantagem competitiva (WHEELWRIGHT &
HAYES, 1984).
Assim sendo, uma Estratégia de Negócios deveria, segundo
BECKMAN et al, ocupar um específico nicho de mercado que não é
presentemente ocupado por nenhum outro competidor; definir a contribuição
de cada produto e de cada função com relação aos objetivos da unidade de
negócios e alocar recursos dentre os produtos e as funções que compõe a
unidade de negócios.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 76 -
Em sua obra, Pires (1995 p.31-34) considera que, para estes autores,
uma Estratégia de Negócios deve começar necessariamente com os
clientes, pois estes comprarão da empresa ao invés dos concorrentes,
baseados na percepção de uma, ou mais, das características de baixo preço
do produto ou serviço; alta qualidade do produto ou serviço; disponibilidade
do produto ou serviço e distinção do produto ou serviço.
Assim, se a Corporação atua em mais que um Negócio, o que é muito
comum, podem aparecer dificuldades durante a identificação dos fatores
críticos para obtenção do sucesso. Nesse caso, recomenda-se a elaboração
de uma segmentação dos negócios (um conjunto de produtos ou serviços e
clientes que compartilham um conjunto distinto da economia) dentro do
processo de geração da estratégia.
Estes autores argumentam que as oportunidades para se obter uma
vantagem competitiva através da Manufatura podem diferir
significativamente através da segmentação feita. Portanto, é crítico que uma
segmentação adequada seja feita logo no início do processo de elaboração

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 77 - desempenho é uma função da relativa habilidade para se tratar com essas
cinco forças.
Os dois tipos fundamentais de vantagem competitiva que uma
empresa pode ter, conforme Porter (1985), são baixo custo e diferenciação.
Para Pires (1995 p.31-34), esses dois tipos básicos de vantagem
competitiva, combinados com o nível de abrangência/focalização com que a
empresa deve atuar no mercado, levam, segundo Porter (1985), ao
surgimento de três estratégias genéricas de atuação que são liderança no
custo total, diferenciação dos produtos e focalização ampla ou restrita.
Conforme Pires (1995 p. 34), a liderança no custo total é a mais
clara das estratégias e foi muito popular no passado, principalmente até aos
anos 70. Objetiva obter uma vantagem competitiva através da transformação
da empresa no produtor com o menor custo do produto, o que pode
proporcionar a prática de menores preços.
Esta estratégia requer que a empresa seja líder em custo e não uma
das várias firmas que procuram por essa posição.
Segundo Pires (1995 p.34-35), a diferenciação consiste em se
diferenciar o produto, criando algo que seja considerado exclusivo, ser única
em alguns quesitos que sejam valorizados pelos compradores. Podendo ser
feito através da imagem da marca, qualidade do produto, durabilidade do
produto, assistência técnica, estilo do projeto, disponibilidade do produto e
de peças sobressalentes, etc., o que permite praticar preços com maior
liberdade, com maior margem de lucro, sem ignorar os custos, mas apenas
não considera-los como sendo objetivo estratégico primário.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 78 -
Para Pires (1995 p.35-36), a focalização é baseada na premissa que
uma empresa é capaz de atingir um objetivo estratégico mais estreito, de
forma mais efetiva ou eficiente do que os concorrentes que estão
competindo de forma mais ampla.
Em seu trabalho inicial, Porter (1980) informa que essa estratégia
consistia na empresa focar um determinado grupo de compradores, um
segmento da linha de produtos ou um mercado geográfico. Assim, mesmo
que uma estratégia não pudesse atingir um baixo custo ou uma
diferenciação do ponto de vista do mercado como um todo, ela poderia
atingir uma boa posição num estreito alvo estratégico.
Em seu trabalho posterior, Porter (1985) afirma que essa estratégia é
certamente diferente das outras duas; sendo considerada como a terceira
estratégia possível. Essas estratégias devem implicar em estruturas
organizacionais diferentes, requerendo recursos apropriados e correndo
riscos diferentes.
Conforme Pires (1995 p.39-34), Porter (1990) é taxativo ao afirmar
que uma empresa que não se enquadra em nenhuma dessas estratégias
genéricas está no meio termo, estando fadada ao insucesso. A ela é
garantida uma faixa de baixa rentabilidade porque perde os clientes de
grandes volumes, os quais querem preços baixos, e perde negócios com
grandes margens de lucro para os clientes que querem um produto
diferenciado. Por esse modelo, uma estratégia Competitiva no plano das
Unidades de Negócios pode almejar a duas possibilidades básicas: menor
custo ou diferenciação de seus produtos.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 79 -
Conforme Pires (1995 p.45), discute-se o conceito de Estratégia de
Manufatura enquadrado aqui como uma das Estratégias Funcionais e uma
Unidade de Negócios.
7.4 Estratégia de Manufatura
Em Pires (1995, p.47), a formulação do conteúdo da estratégia de
manufatura depende do estudo detalhado e interativo entre as prioridades
competitivas ou missões da Manufatura e as decisões sobre as chamadas
questões estruturais e infra-estruturais da Manufatura.
A Estratégia de Manufatura faz parte das Estratégias Funcionais de
uma Estratégia de uma Unidade de Negócios. O principal objetivo de uma
Estratégia Funcional é suportar e viabilizar a Estratégia da Unidade de
Negócios, ou seja, ela deve especificar como a Função irá suportar uma
vantagem competitiva e como irá complementar as outras Estratégias
Funcionais.
Deve existir uma perfeita consonância ou perfeito alinhamento
estratégico entre a Estratégia da Corporação e a Estratégia das
Unidades de
Negócios, deve acontecer o mesmo com relação às suas Estratégias
Funcionais.
Segundo Pires (1995, p.48), as funções de Unidade de Negócios mais
facilmente encontradas e citadas pela literatura são Marketing e Vendas,
Pesquisa e Desenvolvimento, Contabilidade e Finanças, e Manufatura.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 80 -
A criação do conceito de Estratégia de Manufatura, conforme Pires
(1995, p.48-49), é relativamente recente e é freqüentemente atribuída ao
trabalho pioneiro de Skinner, publicado em 1969 na Harvard Business
Review, numa época em que a decadência da economia industrial norte-
americana já era visíve l, principalmente no tocante à perda de
competitividade de seu parque industrial.
O propósito da Manufatura é ajudar a companhia no tocante a sua
sobrevivência, enquanto que lucratividade futura é parte do conceito
estratégico em que se deve ter habilidade suficiente para encontrar e
coordenar essa função chave para o sucesso da companhia (SKINNER,
1969).
Portanto, podemos observar na figura 3 os três níveis de estratégia
que correspondem à estratégia corporativa, a estratégia da unidade de
negócio e a estratégia de manufatura, considerando nesta última as
decisões de infraestrutura e de estrutura.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 81 -
- Liderança em custo- Diferenciação- Enfoque
- Qualidade- Custo- Flexibilidade- Desempenho das entregas
- Instalações industriais - Recursos humanos- Capacidade - Gestão da Qualidade- Tecnologia - Organização- Integração vertical - PCP
Estratégia competitiva
Estratégia corporativa
Infra-estruturaisEstruturais
Áreas de decisão
Prioridades competitivas
Figura 3 - Planejamento da estratégia de manufatura Fonte: Hörte et al 1997.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 82 -
Para Pires (1995, p.49), uma estratégia de manufatura é um conjunto
de planos e políticas através dos quais a companhia almeja obter vantagens
sobre seus competidores e inclui planos para a produção e venda de
produtos para um particular conjunto de consumidores. (SKINNER, 1969)
Em Pires (1995, p.49), uma Estratégia de Manufatura consiste num
padrão de decisão nas principais áreas de operações da Manufatura.
(WHEELWRIGHT, 1984)
Conforme Pires (1995, p.49), uma Estratégia de Manufatura é uma
parte crítica de uma Estratégia Corporativa e de Negócios da empresa,
compreendendo um conjunto de objetivos bem coordenados e programas de
ação com o intuito de obter uma vantagem de longo prazo sobre os
competidores. Deve ser consistente com todas as outras estratégias da
empresa.
Uma Estratégia de Manufatura, para Pires (1995 p.49), envolve o
desenvolvimento e desdobramento dos recursos da Manufatura em total
alinhamento com os objetivos e estratégias da empresa.
Ainda em Pires (1995 p.49), uma Estratégia de Manufatura é parte da
largamente aceita hierarquia das estratégias e é vista como sendo o uso
efetivo dos pontos fortes da Manufatura como uma arma competitiva para se
obter os objetivos da Corporação e da Unidade de Negócios. (SWAMIDAS &
NEWELL)
O conteúdo de uma Estratégia de Manufatura, conforme Pires (1995,
p.49-52), possui dois elementos básicos: primeiro, as Prioridades
Competitivas, que não devem ser confundidas com as estratégias
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 83 - competitivas genéricas, que se aplicam primariamente ao nível funcional,
especialmente na Manufatura, e constituem, seguramente, um referencial
básico de qualquer Estratégia de Manufatura. Segundo Pires (1995, p.49),
as nove prioridades acabaram, posteriormente, sendo condensadas em
quatro prioridades principais:
Uma delas é o Custo: uma Estratégia de Manufatura que priorize a
questão do custo deve estar sintonizada com uma estratégia que tenha os
mesmos objetivos dentro da Unidade de Negócios. Uma estratégia que
prioriza custo geralmente é baseada em três conceitos, também clássicos,
dentro do ambiente empresarial que são: 1. a economia de escala (conceito
que visa diminuir os custos unitários de produção dos produtos através do
aumento no volume de produção dos mesmos), 2. a curva de experiência ou
aprendizado (consiste na obtenção de um maior desempenho, ou
produtividade, na execução de uma certa tarefa através de sua
padronização e repetição continuada, até o atingimento de um patamar de
equilíbrio) e 3. produtividade (tradicionalmente associado, e quantificado,
como sendo a taxa produtiva resultante da divisão das saídas pelas entradas
de um sistema produtivo qualquer.), os quais tendem a serem utilizados
complementarmente.
A outra prioridade, conforme Pires (1995, p.59-61), é a Qualidade,
que é muito mais que produzir em conformidade com os dados pré-
estabelecidos em projeto. Segundo Garvin (1987), conforme estudos
baseados na contribuição de vários gurus da qualidade, enquadra-se a

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 84 - Qualidade como Prioridade Competitiva, ao definir e exemplificar oito
dimensões que devem compor uma visão atual da qualidade.
Assim sendo, um produto terá uma melhor qualidade, tanto melhor
atender os desejos do consumidor. Conjuntamente com essa visão global da
qualidade, que extrapola amplamente os limites da indústria, existe hoje
praticamente a visão de que qualidade e custo não são prioridades
incompatíveis dentro da mesma empresa. Duas contribuições significativas
em relação à qualidade têm sido a transformação dessa Prioridade numa
responsabilidade coletiva da empresa e os programas de garantia da
qualidade.
Para Pires (1995, p.62), Desempenho das Entregas é uma Prioridade
Competitiva que contempla as questões referentes à confiabilidade e a
velocidade nos prazos de entrega dos produtos.
Ainda em Pires (1995, p.64-64), a Flexibilidade tem sido a Prioridade
mais estudada nos últimos tempos. Significa uma rápida reação a eventos
repentinos e inesperados. Segundo Garvin, é a habilidade de responder de
forma efetiva à mudanças circunstanciais (GARVIN, 1987).
Segundo Pires (1995 p.71-76), Estratégia de Manufatura, é uma das
Estratégias Funcionais de uma Estratégia de uma Unidade de Negócios, e o
seu conteúdo depende das prioridades competitivas e das decisões
estruturais e infra-estruturais da Manufatura, para suportar e viabilizar a
Estratégia da Unidade de Negócios conforme figura 3 (PIRES, 1995).
É também um conjunto de planos e políticas, que inclui planos para a
produção e venda de produtos para um particular conjunto de consumidores
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 85 - (SKINNER, 1969), envolvendo o desenvolvimento e desdobramento dos
recursos da Manufatura em total alinhamento com os objetivos e estratégias
da empresa (SWAMIDAS, 1986), sendo o uso efetivo dos pontos fortes da
Manufatura como uma arma competitiva para se obter os objetivos da
Corporação e da Unidade de Negócios.
7.4.1. Decisões quanto às Questões Estruturais
As Instalações industrias são decisões de longo prazo, relacionadas
com à localização geográfica da indústria, tamanho da empresa, mix de
produtos, processos produtivos, volume de produção e o grau de
especialização/focalização de seus recursos, além de fatores econômicos,
logística de abastecimento e distribuição, disponibilidade e custos da MOD.
A Capacidade depende das instalações industriais, da disponibilidade
de mão-de-obra adequada e da administração dos tempos improdutivos
dentro da indústria, assim como as decisões sobre volume de produção num
certo tempo, sendo as de curto prazo de amplitude imediata, ligadas
principalmente ao PCP e as de médio/longo prazo influenciam as
estratégicas da Unidade de Negócios,
A Tecnologia depende da escolha da automação se é do tipo rígido
ou flexível, a serem adotas na tecnologia de processo, de movimentação de
materiais e dos sistemas de informação adequados ao desempenho da
função Manufatura.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 86 - A Integração Vertical é uma decisão que depende do que a empresa
irá produzir internamente, o que ela irá comprar de terceiros e à política de
compras a ser implementada.
7.4.2 Decisões quanto às Questões Infra-estruturais
As decisões sobre a Organização dizem respeito aos níveis
hierárquicos, a organização do trabalho das empresas e à estrutura
organizacional em linha, com alguns arranjos matriciais e/ou por projeto,
grupos semi-autônomos (arranjos celulares) e as estruturas por linhas de
produtos, sendo uma alternativa para empresas que produzem diversos
produtos utilizando-se das mesmas instalações, aplicando o conceito de
“fábrica focalizada” em atividades como as de projeto, planejamento do
processo, planejamento da qualidade e planejamento do controle da
produção e, quando possível, no chão de fábrica.
Os Recursos Humanos fixam os procedimentos de seleção,
contratação, treinamento, avaliação, promoção, transferência, dispensa,
remuneração e motivação da mão-de-obra, sendo o perfil desta mão-de-obra
indireta, evoluindo de manual com grande habilidade, para habilidade em
informática e visão sistêmica e integrada da empresa.
A Gerência da Qualidade define os padrões e formas de controle da
qualidade dos produtos e dos processos da empresa, atribui-se
responsabilidades, define ferramentas de decisão e sistemas de medidas a
serem usados, os programas de treinamento a serem instituídos, etc..

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 87 - Neste contexto, as oito dimensões da qualidade de Garvin (1987), são
convertidas em dois grupos para efeito de operacionalização dos controles:
a qualidade de projeto (medida pelo grau de adequação do projeto às
necessidades do cliente) e a qualidade de conformação (que se refere à
capacidade do sistema produtivo produzir um produto em conformidade com
as especificações pré-estabelecidas no projeto), sendo as duas principais
ferramentas para a medida da qualidade são o controle estatístico da
qualidade e as medidas de custo da qualidade.
As Relações com Fornecedores depende do grau de integração
vertical, havendo duas estratégias possíveis no relacionamento entre
empresa e seus fornecedores, sendo uma competitiva (PORTER, 1980) e a
outra cooperativa, com mútua cooperação de longo prazo.
O Planejamento e Controle da Produção diz respeito a um conjunto
de questões dentro das atividades do gerenciamento produtivo. Para Fine &
Hax, as decisões do planejamento e programação da produção tendem a ser
mais táticas do que estratégica. Entretanto, atividades como, por exemplo, o
planejamento agregado da produção e dos sistemas de liberação de ordem
têm considerações essencialmente estratégicas. No planejamento agregado
a empresa deve decidir como balancear a questão da demanda com a
capacidade, num horizonte de médio/longo prazo. Já a decisão sobre o
sistema de liberação de ordens, depende de como o sistema produtivo irá
produzir, isto é, para estoque ou sob pedidos.
Este autor entende que as várias decisões a respeito das atividades
de Planejamento e Controle da Produção devem ter, necessariamente, uma

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 88 - forte ligação com todas as outras estratégias da empresa, particularmente
com a Estratégia de Manufatura. Entende também que essas atividades se
constituem no âmago da gestão da produção.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 89 -
8. Seis Sigma

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 90 - metodologia coerente e muito lógica. Segundo Greg Watson, ex-presidente
da Sociedade Americana da Qualidade, com esta metodologia a empresa
consegue atingir novos níveis de qualidade e produtividade nunca vistos
anteriormente.
Conforme Werkema (2002, p. 18), o Seis Sigma tem início em 1987,
na Motorola, e, após receber o Prêmio Nacional da Qualidade Malcom
Baldrige em 1988, passou a ser conhecido como o programa responsável
pelo sucesso da empresa, proporcionando, entre o final de 1980 e o início de
1990, ganhos de US$2,2 bilhões. Em 1997 tem início no Brasil com o Grupo
Brasmotor.
Entretanto, a empresa que mais se tornou evidente na mídia, devido à
implantação do programa, foi a GE, através do seu mais famoso CEO, Jack
Welch, evidenciada na aplicação do Seis Sigma por ter sido a primeira a
utilizar a metodologia não apenas no setor produtivo, mas também nas áreas
meio, em que aparecem os chamados projetos transacionais (PANDE et al.,
2001, p. 47-51).
8.2 Casos de Sucesso
São casos de sucesso de implantação do Seis Sigma. A Allied Signal,
que iniciou a implantação em 1994, reduzindo seus custos em 2 bilhões e
cresceu 1998, 12% e, em 1999, 14%. Para o presidente Jack Welch da GE,
foi a mais importante iniciativa já empreendida, pois, em 1999, economizou
US$ 1,5 bilhão; a ABB/EUA tem economizado US$ 700 mil / a.a.; e a
Polaroid tem adicionado 6% de lucratividade a.a. e a Motorola estima-se que
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 91 - tem economizado em 10 anos, US$ 11 bilhões (ROTANDARO et al., 2002,
p. 20).
O Seis Sigma possui, como principal força motriz para alcançar as
metas, a definição de defeitos e a sua eliminação através de execução de
projetos, que duram de 4 a 8 meses, dependendo da complexidade dos
mesmos, sendo seu caráter finito uma das mais importantes características
que o distingue dos programas anteriores de qualidade.
8.3 Comparando com Programas de Qualidade
Segundo o fundador da academia Seis Sigma, Michael Harry, o TQM
(Total Quality Management) seria ótimo se o acionista pudesse esperar anos
para verificar o retorno do programa (HARRY, 1998, p. 60-64). Criticável ou
não, a metodologia Seis Sigma propõe cronogramas rígidos e revisões de
projeto constantes com os clientes internos do projeto e os donos de
processos, o que torna o ambiente altamente salutar e energizado para dar
andamento ao projeto.
Também houve a ISO 9000, que ajudou a documentar o trabalho,
mas não pareceu ajudar muito a melhorar o produto ou a qualidade do
processo. A maioria das abordagens tenta promover a melhoria contínua,
mas não é muito sistemática (CHOWDHURY, 2004, p. 39-40).
Segundo Rotandaro et al. (2002, p. 14), os resultados das empresas
que adotaram a metodologia Seis Sigma, aumentaram e melhoraram os
resultados de uma forma muito mais significativa, pois na maioria das
iniciativas de qualidade, as pessoas na organização não enxergam a própria

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 92 - qualidade de seus trabalhos, sendo que a qualidade de seus produtos,
projeto de produtos e processos industriais simplesmente não considera os
aspectos financeiros do negócio e não relaciona as atividades do dia-a-dia
com o aspecto financeiro total da companhia.
8.4 Cuidados na Implantação
Há cuidados a serem tomados em relação a alguns erros em esforços
em GQT no passado para evitar insucessos na implantação do programa
Seis Sigma conforme Pande et al. (2001, p. 47-51), considerados como falta
de Integração, apatia da liderança, conceito impreciso, meta obscura,
atitudes puristas e fanatismo técnico, incapacidade de derrubar barreiras
internas, mudanças por incrementos versus exponenciais, treinamento
ineficaz e foco sobre a qualidade do produto.
8.5 Técnicas e Ferramentas adotadas
Conforme Rotandaro et al. (2002, p. 14), as técnicas e ferramentas
adotadas pela metodologia são em sua maioria as mesmas que têm sido
utilizadas pelos sistemas da qualidade conhecidos, porém a estrutura Seis
Sigma tem um efeito de potencializar os resultados obtidos e algumas
ferramentas básicas da qualidade podem ser utilizadas para a análise
preliminar do processo. Usada no início, a análise das causas de variação
óbvias ou potencias são: Diagrama de Pareto, Diagrama de causa e efeito,
Histograma, Box-Plot, FMEA, medindo o Seis Sigma do processo.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 93 - Rotandaro et al. (2002, p. 135-164), sendo rigorosa, utiliza
ferramentas e métodos estatísticos de maneira integrada às fases do
DMAIC, que se transformam em um método sistemático, disciplinado,
baseado em dados e no uso de ferramentas estatísticas para se atingir os
resultados almejados pela organização (ECKES, 2001) para definir os
problemas e situações a melhorar, medir para obter a informação e os
dados, analisar a informação coletada, incorporar e empreender melhorias
nos processos e, finalmente, controlar os processos ou produtos existentes,
com a finalidade de alcançar etapas ótimas, o que por sua vez poderá gerar
um ciclo de melhoria contínua.
8.6 Principais Objetivos do Programa
Para Marshall Júnior (2004, p. 116), entre os principais objetivos do
programa Seis Sigma, está o de reduzir o número de defeitos, falhas e erros;
reduzir a variabilidade dos processos; melhorar os produtos; diminuir o
tempo de ciclo; otimizar os estoques; obter custos mais baixos; melhorar a
qualidade; satisfazer os clientes e aumentar a lucratividade,
descaracterizando como um simples esforço para aumentar a qualidade;
sendo um processo para aperfeiçoar os processos empresariais, quer sejam
operacionais ou transacionais, que resultará em fortes impactos financeiros
da companhia, aumentará a satisfação de seus clientes e ampliará a
participação no mercado.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 94 -
Segundo Watson (2000, p. 82-86), a competitividade da maioria dos
negócios está situada entre três e quatro sigmas. Um desempenho próximo
de um sigma mostra que o processo produz mais defeitos do que bons
resultados. Atingir seis sigma significa, na verdade uma qualidade que se
situa perto da perfeição.
8.7 Relação do Nível Sigma com os Defeitos
Determinar o nível sigma é calcular quantos defeitos ocorrem em
comparação com o número de oportunidades das atividades saírem erradas,
em um bem ou serviço, definido como defeitos por milhão de oportunidades
(DPMO), e que ao comparar o padrão atual (quatro sigma) teremos 6210
DPMO (defeitos por milhão de oportunidades) ou PPM (partes por milhão) e
para uma performance Seis Sigma teremos 3 à 4 DPMO ou PPM.
Exemplificando, sete horas de falta de energia elétrica por mês no padrão
quatro sigma contra uma hora de falta de energia elétrica a cada 34 anos no
padrão seis sigma e 5.000 operações cirúrgicas incorretas por semana no
padrão quatro sigma contra 1,7 operação cirúrgica incorreta por semana no
padrão Seis Sigma (MARSHALL JÚNIOR, 2004, p. 115-116).
O conceito estatístico, primeiramente, considera que o
comportamento do processo segue a distribuição normal de probabilidades;

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 95 -
Figura 4 – Distribuição Normal
Baseado nesta premissa, busca-se reduzir gradativamente a
variabilidade de um processo até que se atinja um fator de 99,9997% de
sucesso (seis vezes o desvio padrão). Na linguagem da metodologia do
Seis Sigma, um processo é medido por alguns índices, conforme
Capabilidade dos Processos – CP que é o índice de capabilidade, que mede
a capabilidade do processo não considerando a sua centralização realizado
através da fórmula Cp= (LSE-LIE)/¨6sigma, onde LSE é o limite superior e o
LIE representa on limite inferior de especificação e o 6sigma corresponde ao
intervalo de confiança que inclui 99,73% dos itens. Já o índice de
capabilidade ajustada dos Processo – CPk, avalia a condição do processo
considerando a sua centralização, calculada através da fórmula Cpk=
{menor entre (LSE-X)/3sigma e (X - LIE)/3sigma} ; Defeitos por milhão -
DPM, que é a proporção de valores fora da especificação, multiplicado por
1.000.000; Defeitos por milhão de oportunidades – DPMO, é o mesmo do
índice anterior, mas expresso em defeitos por milhão de oportunidades;
Defeitos por unidade - DPU, que é o total de defeitos dividido pelo total de
unidades produzidas; e Nível Sigma, que é o número de desvios padrão
entre o centro do processo e a especificação mais próxima; na realidade é o
valor de Z, conforme apresenta a figura 5.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 96 -
Para um processo que tem Cpk igual a 1,00 (Limites de Controle
coincidindo com os de Especificação), podemos estimar qual o percentual de
produtos fora da especificação:
Figura 5 - Processo com Cp = Cpk = 1,0
.336 Tw ( ) Tj -17335 0 7.75 TD ( ) Tj T*.25 -27.75 TD 0.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 97 -
Assumindo uma variação a longo prazo de mais ou menos 1,5
desvios padrão, podemos dar aos índices de capacidade uma outra
interpretação, mais realista.
Figura 6 – Curva normal com variação a longo prazo
Calculando os valores de Z para os dois lados, teremos:
Pela Tabela Normal Padronizada, a probabilidade de um valor ser
menor ou igual a z=4,5 é de 0,0034% e maior ou igual a z=1,5 é de
6,6807%, resultando em uma probabilidade de 6,6811% ou 66811 ppm. Isso
significa que a cada um milhão de produtos 66.811 estão fora das
especificações.
Existem alguns equívocos na literatura quando se afirma que o
objetivo do Seis Sigma é atingir o famoso índice de 3,4 defeitos por milhão
de oportunidades, entretanto o que essa metodologia prega é a melhoria do
índice z, indicador da capacidade do processo, independente do valor obtido

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 98 - ao final do projeto. Atingir por atingir simplesmente z=6, pode significar um
investimento muito alto, sem justificativa da necessidade de seu negócio ou
mercado.
O que a metodologia Seis Sigma prega é a redução drástica da
variabilidade até um nível de 3,4 ppm (seis desvios padrão) da média até a
especificação, superior ou inferior.
Agora, se considerarmos uma variação da média µ = ± 1,5s, o que é
bastante comum na vida real, teremos o gráfico da figura 9.
Figura 8 - Visualização do processo com variação reduzida
Figura 7 - Visualização do processo original

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 99 -
Fator de Melhoria “M” – Indica quantas vezes a qualidade do produto
ou serviço deve ser melhorado para aumentar o valor de s em uma unidade
(observar que esta relação não é linear).
Como podemos observar, a medida que s sobe, a melhoria tem que
ser proporcionalmente maior. Os valores do fator “M”, são calculados
utilizando a fórmula:
Figura 9 – Curva normal deslocada
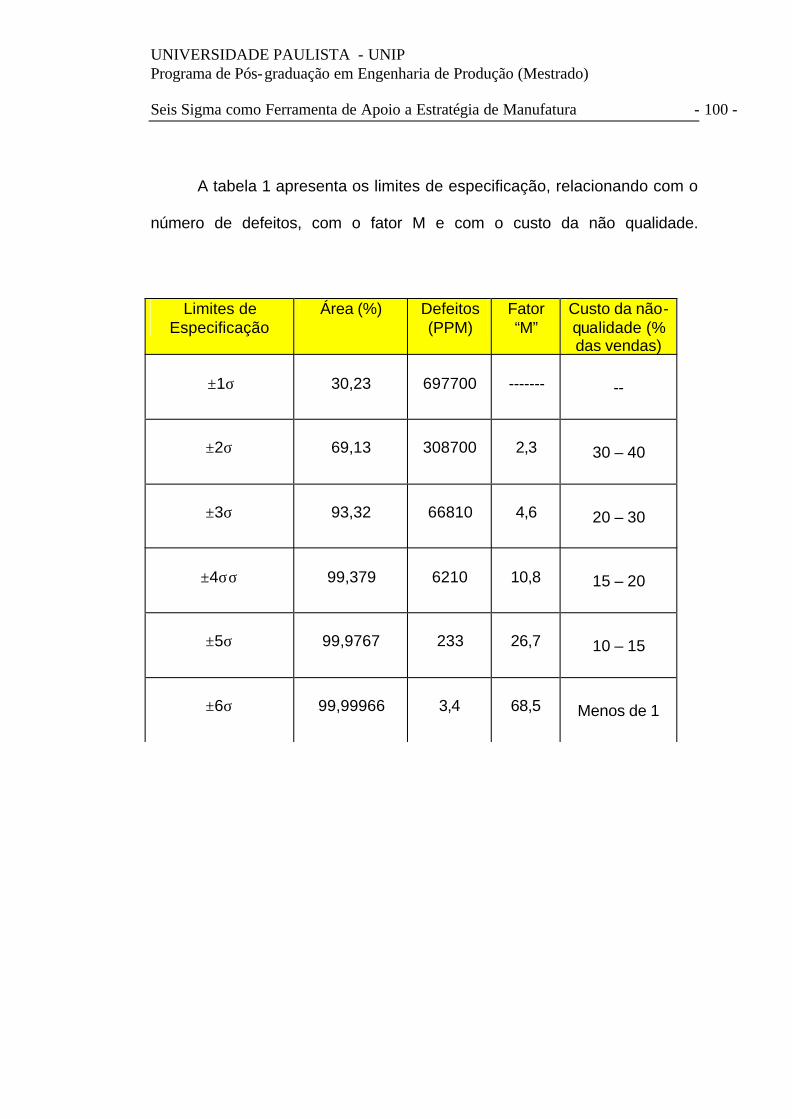
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 100 -
A tabela 1 apresenta os limites de especificação, relacionando com o
número de defeitos, com o fator M e com o custo da não qualidade.
Limites de Especificação
Área (%) Defeitos (PPM)
Fator “M”
Custo da não-qualidade (% das vendas)
±1σ
30,23
697700
------- --
±2σ
69,13
308700
2,3 30 – 40
±3σ
93,32
66810
4,6 20 – 30
±4σσ
99,379
6210
10,8 15 – 20
±5σ
99,9767
233
26,7 10 – 15
±6σ
99,99966
3,4
68,5 Menos de 1

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 101 - 8.8 Possíveis bases de sustentação
Segundo Turrioni et al. (2003, p. 2-5), ao considerar os sucessos e
insucessos na implantação do Seis Sigma nas organizações, torna-se
necessário conhecer as bases de sustentação e manutenção, de acordo
com Hild et al. (2000, p. 1-9), a ser apresentado a seguir como elementos
que seriam os possíveis responsáveis por fornecer suporte ao Seis Sigma.
O Comprometimento da alta administração na implantação de uma
metodologia Seis Sigma deve ter apoio e participação, pois só assim haverá
um comprometimento de todos na organização.
Henderson & Evans (2000, p. 260-281) destacam que para as
organizações que implantaram e praticaram o Seis Sigma, o fator mais
importante foi o contínuo apoio e suporte da alta administração. Segundo
Coronado & Antony (2002, p. 92-99), nos casos de sucesso, como os da
Motorola e General Electric, os presidentes foram os maiores responsáveis
pelo sucesso do Seis Sigma, pois eles estavam largamente envolvidos e
participantes com as iniciativas Seis Sigma da organização.
A Cultura de uma organização deve estar preparada para mudar sua
infraestrutura, valores e pensamento para integrar-se ao Seis Sigma.
Coronado & Antony (2002, p.92-99) consideram Seis Sigma como uma
estratégia de rompimento no gerenciamento organizacional, pois necessita
que a cultura da empresa seja ajustada a ele. Henderson & Evans (2000,
p.260-281), destacam que, para a General Eletric, a introdução do Seis
Sigma necessitou de um enorme esforço da alta administração para
conseguir promover a mudança cultural necessária.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 102 -
A implantação do programa Seis Sigma, para Blakeslee (1999, p.486-
496), promove transformações culturais redefinindo funções e tarefas e,
segundo Erwin (2000, p. 6-11), deve crescer em um ambiente aberto e
seguro onde os defeitos devem ser vistos como oportunidades de melhoria e
não puramente como descuido dos funcionários.
Para Henderson & Evans (2000, p.260-281), um plano de
comunicação envolve as pessoas com a metodologia Seis Sigma,
mostrando como o programa trabalha, como se relaciona com suas
atividades e quais os benefícios. Coronado & Antony (2002, p.92-99)
defendem que após a realização de projetos Seis Sigma, deve-se publicar
os resultados de sucesso e os de insucesso ajudará a evitar que os mesmos
enganos sejam cometidos, destacando que as ações baseadas em RH
precisam promover ganhos em termos de comportamento e resultados.
Segundo Masumi (2003, p. 3), o treinamento é importante por
proporcionar envolvimento e compreensão sobre o Seis Sigma para as
pessoas. Autores como Henderson & Evans (2000, p. 260-281), Halliday
(2001, p. 15) e Coronado & Antony (2002, p. 92-99) destacam o treinamento
como um dos elementos chaves para a condução do Seis Sigma.
Para implantar e desenvolver projetos Seis Sigma, assume-se como
imprescindível formar especialistas na área, através de treinamentos
técnicos apropriados, que serão responsáveis pela promoção das mudanças
nas organizações. A divisão dos especialistas em Seis Sigma ocorre em
quatro camadas:

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 103 - - Champions – Campeões. Possuem cargos de gestor cuja finalidade é
apoiar os projetos, removendo dificuldades para o desenvolvimento dos
mesmos.
- Master Black Belts (MBB) - Mestres Faixas Pretas. Representam o nível
mais alto de proficiência técnica e organizacional, oferecendo liderança,
desenvolvendo e adaptando ferramentas a partir da teoria matemática dos
métodos estatísticos são baseados. São ainda, responsáveis pelo
treinamento de BBs e GBs. Tem dedicação integral de seu tempo ao
programa;
- Black Belts (BB)- Faixas Pretas. Lideram projetos e estão ativamente
envolvidos no processo de mudança e desenvolvimento organizacional,
devem ter dedicação integral de seu tempo ao programa. Normalmente,
possuem o encargo de atingirem um determinado número financeiro em
retorno, tipicamente um milhão de dólares anuais, para as empresas
americanas.
- Green Belts (GB) - Faixas Verdes. São líderes de projeto Seis Sigma
capazes de formar, facilitar as equipes e administrar os projetos – do
conceito à conclusão e devem ter dedicação parcial de seu tempo ao
programa, uma vez que mantêm suas atribuições funcionais originais.
Basicamente, os dois últimos se ocupam em liderar os projetos de
Seis Sigma. A não ser pelos dois primeiros, os demais níveis não possuem
posição hierárquica formal estabelecida. É altamente aconselhável que o
MBB seja um profissional de credibilidade e competência técnica
reconhecida entre os colaboradores da empresa, porém com grande

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 104 - capacidade gerencial e de lidar com situações ambíguas. O Champion deve
pertencer ao círculo de decisões, quando não é o “número 1” da empresa.
Estas divisões podem mudar sensivelmente de uma empresa para
outra, mas, independente disso, todas buscam ganhos fd304 daros e a
mudança de cultura em que as decisões são baseadas em fatos e dados e
não em sentimentos. É a racionalização do gerenciamento. Em busca desta
mudança de cultura, as funções de BB e GB não são cargos, mas sim
competências que devem ser “rodadas” pela corporação de tempos em
tempos, tipicamente entre 2 ou 3 anos.
A mandara pela qual o projeto pode ajudar a estratégia
organizacional deve ser explicita e os resultados previstos devem ser
apresentados monetariamente (CORONADO & ANTONY, 2002, p. 92-99).
De acordo com Pande et al. (2000, p.47-51), o projeto Seis Sigma deve
mostrar como cada atividade de melhoria é unida aos clientes, processos e
competitividade da organização.
Marash (2000, p. 627-630) destaca que as atividades de melhoria do
Seis Sigma não devem estar focadas em pontos específicos da organização,
mas priorizadas de acordo com o alinhamento à estratégia organizacional,
direcionando os esforços de melhoria do Seis Sigma, que pode ser
desenvolvido por meio do alinhamento adequado desses projetos à
estratégia organizacional.
De acordo com Pande et al. (2001, p. 47-51), os projetos Seis Sigma
devem partir da determd30ção dos requisitos do cliente, essenciais para a
redução do vazio entre as expectativas da organização e seu desempenho
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 105 - atual, especialmente em termos de tempo de entrega, confiabilidade e
satisfação de cliente.
Behara et al. (1995, p. 9-18) afirma que a redução de defeitos
promovida pelo Seis Sigma não se traduz imediatamente em maior
satisfação dos clientes, mas, segundo Dale et al. (2000, p. 266-274), pode
promover uma maior produtividade, menores custos e conseqüentemente
maiores lucros. Isto acontece porque o foco na melhoria requer uma ênfase
em atributos que sejam críticos para os clientes, evidenciando dessa forma
que alguns atributos dos produtos ou serviços necessitam de atenção
especial no processo de melhoria Seis Sigma.
8.9 Modelo DAMAIC
Conforme Detoni & Balestrassi (2004, p.3-4), o modelo DMAIC é uma
sigla que corresponde as iniciais de: D – define (definição), M – measure
(medição), A – analysis (análise), I – improve (melhoria) e C – control
(controle), e, conforme Rotandaro et al. (2002, p. 24), o modelo surgiu
inicialmente como MAIC (Medição, Análise, Melhoria e Controle) na Motorola
como uma evolução do ciclo PDCA; iniciais de P: plan (planejar), D: do
(fazer), C: control (controlar) e A: action (agir); e depois foi adotado pela GE
como DMAIC, que consiste no ciclo de melhoria das cinco fases do DMAIC:
Conforme Eckes (2001), o DMAIC é um modelo utilizado para
melhoria de performance utilizada pelo Seis Sigma. Esse modelo é
constituído por cinco fases: Definir (Define), Medir (Measure), Analisar
(Analyse), Melhorar (Improve) e Controlar (Control). Diversas ferramentas

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 106 - são utilizadas de maneira integrada às fases do DMAIC, que se transforma
em um método sistemático baseado em dados e no uso de ferramentas
estatísticas para se atingir os resultados buscados pelas empresas.
Enfocando em problemas reais diretamente relacionados ao desempenho
atual, sustentando a melhoria a longo prazo. A figura 10, representa o
modelo DMAIC.
Figura 10 – Modelo DMAIC
8.9.1 Etapas do Modelo DMAIC
Segundo Eckes (2001), DMAIC é a sigla em Inglês para o ciclo de
melhoria com cinco fases, que tem sido usado cada vez mais nas empresas
que adotam o Seis Sigma. A seguir as etapas do DMAIC serão
apresentadas em detalhes:
Na fase Definir (Define), são identificados os projetos Seis Sigma que
serão desenvolvidos na empresa, com o objetivo primeiro de satisfazer as
expectativas dos clientes em termos de qualidade, preço e prazo de entrega.
A habilidade da organização em atender a essa expectativa está
intimamente ligada à variação de seus processos (podendo ser aplicado a

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 107 - qualquer tipo de processo, abrangendo tanto os administrativos ou
transacionais, como os de serviços, vendas e manufatura). A variação de
processos tem um impacto direto nos resultados financeiros da empresa em
termos de custo, tempo de ciclo e número de defeitos, falhas e erros que
afetam a satisfação do cliente.
A identificação de projetos Seis Sigma permite à organização
reconhecer como os seus processos afetam sua lucratividade, e permite
definir quais desses processos são críticos para o negócio da empresa.
Nesta etapa é elaborada a carta contrato, uma espécie de contrato de
trabalho entre a direção e a equipe de trabalho formada para um
determinado projeto; nessa carta devem constar o caso de negócio (case
study), a definição da oportunidade, definição dos objetivos, o escopo do
projeto, o que inclui e o que não inclui no projeto, o plano de atividades ou
cronograma e a seleção da equipe de trabalho – o time que vai atuar no
projeto com a liderança de um faixa preta.
Outras atividades pertinentes a esta primeira fase do ciclo de melhoria
são:
- Mapeamento dos processos envolvidos no projeto – para que seja
conhecido completamente, passo a passo do desenvolvimento de cada
atividade do mesmo.
- Análise de valor agregado de cada atividade – nesta fase todas as
atividades são avaliadas, e as que não agregam valor ao cliente são
eliminadas do processo.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 108 - - Os RCCs, Requisitos Críticos dos Clientes são identificados, através do
processo de Ouvir a Voz do Cliente, os RCCs ou Requisitos Críticos dos
Clientes devem ter indicadores para que o sigma do projeto seja encontrado.
- As ferramentas usuais desta fase, que normalmente são aplicadas consiste
no gerenciamento de risco empresarial, fluxograma do processo, voz do
cliente, requisito crítico do cliente, gráfico de Pareto.
- Resultados Alcançados nesta fase: Carta Contrato, plano de ação, mapas
de processo, identificação de ganhos rápidos, determinação dos RCC e
equipe preparada.
Medir (Measure) é o segundo passo do modelo de melhoria DMAIC,
sendo o seu objetivo identificar os indicadores de entrada, de processo e de
saída, fazer o plano de edição para os respectivos indicadores e determinar
o desempenho SIGMA do processo. Muitas pessoas alegam que existem
dados que não podem ser medidos, como se usa dizer, “se confessar ao
mundo que não se pode medir, está confessando ao mundo que não se
pode gerenciar”, pois aquilo que não se pode medir, não se pode gerenciar.
O requisito número um para a medição é a capacidade de observar. A
observação é um termo técnico usado em estatística, que se refere a um
evento ou uma contagem.
Medições consomem tempo e recursos, portanto, deve-se tomar as
medições que realmente irão contribuir para o projeto, isto é, medidas que
são importantes na consideração das pessoas que conhecem bem o
processo.
Os passos para medição podem ser:

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 109 - - Selecionar o que vai medir. Quais são as respostas que o processo precisa
sta pergunta pode ajudar a identificar indicadores que realmente tenham a
ver com o objetivo do processo e que vai atender a necessidade do cliente.
Uma matriz de impacto também ajuda a selecionar os indicadores que
realmente afetam a saída do processo.
- Desenvolver a definição operacional do indicador de medida. A definição
operacional do indicador é bastante importante, pois deve expressar
claramente onde está localizada a fonte dos dados, como, quando, quem,
vai fazer as tomadas de medidas, deve ser tão bem clarificada, que qualquer
pessoa que venha a ler possa executar.
- Preparar um plano de coleta de amostragem usando planilhas de lista de
verificação. É importante que este plano seja bem formulado, para que quem
vai fazer a coleta possa fazê-lo com bastante precisão e faça o formulário
simples e objetivo.
Analisar (analyze) é o terceiro passo do ciclo de melhoria DMAIC.
São analisados os dados relativos aos processos estudados com o objetivo
principal de se conhecer as relações causais e as fontes de variabilidade e
de desempenho insatisfatório de tais processos, visando a melhoria dos
mesmos.
As atividades principais desenvolvidas nesta fase devem ser
estratificar dados e identificar o problema específico, desenvolver definição
do problema, identificar os motivos originais, criar análise de verificação do
motivo original e validar os motivos originais.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 110 - As ferramentas mais usuais desta etapa normalmente utilizadas são o
FMEA, diagrama de dispersão, brainstorming, diagrama de causa e efeito,
diagrama de afinidades, diagrama de relações, matriz de priorização, análise
de regressão, testes de hipóteses, análise de variância, análise de tempos
de falhas, testes de vida acelerados. Os Principais Resultados alcançados
devem ser análise dos dados, motivos originais validados, definição de
problemas.
Melhorar (Improve ) é o quarto passo do ciclo de melhoria DMAIC.
Com os dados e medições disponíveis pelos três passos anteriores, o
objetivo deste passo é desenvolver mudanças para remover as causas
raízes, testar e implementar as novas mudanças e avaliar os ganhos
mensuráveis e sustentáveis, sendo criativo para encontrar novas formas de
realizar as atividades de maneira mais barata, melhor e mais rápida,
utilizando métodos estatísticos para validar a melhoria.
As principais atividades devem consistir na geração de idéias
solucionadoras, desenvolver plano piloto e solução piloto, determinar
impactos da solução: benefícios, avaliar e selecionar soluções, desenvolver
mapas de processos e planos de alto nível, desenvolver e apresentar painel
de caso, comunicar soluções a todos os depositários.
Algumas ferramentas mais usuais nesta fase são: planejamento de
experimentos, testes na operação, testes de mercado, simulação, operação
evolutiva, 5W2H, diagrama de árvore, diagrama de Gantt; Pert/CPM;
diagrama de processo decisório.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 111 -
Os principais resultados alcançados devem ser: soluções, mapas de
processo e documentação, implementação dos marcos principais, impactos
e benefícios da melhoria, painel de caso, mapas de mudanças.
Controlar (Control) é o quinto passo do modelo de melhoria DMAIC.
Neste passo, o foco é assegurar que o desempenho melhorado tenha
continuidade para os processos identificados no projeto.
Sustentar as melhorias de curto e longo prazo é o objetivo desta fase,
em que deve ser definida a pessoa que será o “gerente do processo”, alguns
chamam de “dono do processo”, que será responsável pelo monitoramento
de “loop fechado” do processo melhorado, é importante que seja um
daquelas que participaram do time do projeto de melhoria, preferencialmente
um “faixa verde”, pelo fato dela ter participado da execução do trabalho, pois
maior é a chance do comprometimento, e conseqüentemente com o sucesso
futuro do processo.
As principais atividades devem ser: identificar e desenvolver
oportunidades de reaplicação e padronização, integrar e gerenciar soluções
nos processos de trabalho diário, integrar lições aprendidas, identificar os
próximos passos da equipe e os planos para outras oportunidades.
Algumas ferramentas mais usuais nesta fase são: procedimentos,
procedimento padrão, relatório de anomalia. Os principais resultados
alcançados devem ser: sistema de controle de processo, padrões e
procedimentos, treinamento, avaliação da equipe, planos de implementação
da mudança, análise de problema potencial, resultados pilotos e solução,
oportunidades de replicação e oportunidades de padronização.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 112 - Os projetos Seis Sigma constituem-se de metodologias, ferramentas

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 113 - os métodos estatísticos são tão úteis quanto às demais teorias existentes e
o conhecimento do processo e produto.
8.10 Equipe de Projeto
A equipe de projeto é formada por um grupo de pessoas de áreas
distintas que se reúne para discutir um problema e encontrar soluções para
ele utilizando a metodologia Seis Sigma e algumas ferramentas para buscar
as melhores soluções possíveis para se eliminar os problemas com eficácia.
Os membros da equipe de projeto são selecionados com base nas
competências técnicas em relação ao projeto. Sua maior responsabilidade
reside na implementação das etapas do modelo de qualidade. Quando o
patrocinador, o líder, os membros e o consultor interno de qualidade ad hoc
tiverem sido escolhidos, o trabalho começa.
Estes papéis devem ser atribuídos cuidadosamente, não
selecionando as pessoas disponíveis e interessadas no projeto, mas aquelas
mais qualificadas para o trabalho e que tenham o impacto mais direto sobre
os objetivos estratégicos do projeto em questão. Muitas equipes de projeto
cometem o erro de incluírem apenas pessoas que têm interesse na
melhoria. As pessoas mais qualificadas devem participar da equipe,
particularmente membros que tenham as capacitações que podem conduzir
ao aperfeiçoamento do sigma.
Segundo Eckes (2001, p.54 a 56 ), cada equipe tem um patrocinador
que é o Champion que, como membro do grupo da Gestão de Processo do
Negócio, consegue que o projeto seja selecionado. Seleciona os membros

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 114 - da equipe de projeto, gera a orientação estratégica para a equipe,
mostrando aos seus membros o porquê deste grupo ser formado e quais os
objetivos negociais estratégicos que poderão ser impactados se o projeto for
realizado com sucesso, estabelece também em linhas gerais o que um
projeto bem-sucedido vai obter, além de ajudar a estabelecer o escopo geral
do projeto, para que o grupo entenda o que deve ser evitado.
O patrocinador será responsável pela remoção de obstáculos que
possam atrapalhar o sucesso do grupo ao longo dos trabalhos, além de
tomar as principais decisões com relação às soluções que serão geradas
durante a etapa da Melhoria do modelo.
Pode ser Líder de Equipe de Projeto, um Faixa Preta (que devota
100% de sua responsabilidade aos esforços para a qualidade, atuando em
tempo integral, conduzindo o grupo através de metodologia para atingir as
metas do projeto) ou Faixa Verde (atuando em tempo parcial pois possui
responsabilidades em tempo integral em outra área). Estes são
responsáveis pelo gerenciamento tático do trabalho que está sendo
realizado pelo grupo, coordenam e conduzem as reuniões, asseguram que
os membros completem suas tarefas de acordo com os cronogramas
previamente estabelecidos e mantêm um vínculo permanente com o
patrocinador.
Conforme Eckes (2001, p.55), as equipes mais bem sucedidas
possuem um alto nível de comunicação entre líder e o patrocinador, sendo
recomendável pelo menos um contato formal semanal entre o patrocinador e
o líder.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 115 - O Consultor da Equipe ou Mestre Faixa Preta normalmente não é um
membro em tempo integral da equipe e, como ocorre na GE, este indivíduo
equivale a um consultor interno de qualidade, que possui grandes
habilidades técnicas e será visto como um membro ad hoc no grupo.
8.11 A organização da reunião
Para os trabalhos em grupo serem eficientes, a organização e o
processo da reunião devem ser considerados. Boas reuniões começam com
agendas. Uma boa agenda deve ter expressos os resultados esperados da
reunião, a lista dos assuntos a serem discutidos, o método a ser utilizado e o
tempo previsto para a realização da tarefa.
O papel mais importante em uma reunião é o do facilitador que
conduz a reunião. Ele escreve a agenda em um flipshart e distribui os
demais papéis; ajuda a equipe no cumprimento das regras básicas e do
documenta o trabalho realizado durante o encontro. Além do facilitador deve
haver também um cronometrista. Sua responsabilidade é controlar o tempo
alocado para cada item da agenda, chamando a atenção quando o tempo
estiver acabando.
Outro elemento importante na reunião é o escrivão, que tem por
responsabilidade documentar toda info rmação pertinente gerada durante a
reunião, que toma nota reservadamente.
Deve-se estabelecer e cumprir regras básicas que serão escritas em
um quadro visível em cada reunião sobre comportamentos, definindo início e
pausa para descanso pontual; as discussões devem enfocar as idéias e não
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 116 - as pessoas; manter sigilo sobre o que for tratado na reunião, participando e
tomando notas, sem hierarquia, ou seja, os cargos e títulos ficam do lado de
fora da sala, sendo que uma pessoa fala de cada vez, sem discussões
paralelas.
Um bom facilitador não apenas consegue a adesão a essas regras
como também a concordância de que seu cumprimento é uma
responsabilidade compartilhada de todas.
O segredo da excelência na habilidade de reunir-se está em prevenir
os comportamentos. Por isso é necessário que se atendam alguns fatores
para o bom andamento e sucesso da equipe de projeto, os quais são a
liderança, responsabilidades claras, objetivos acordados, planejamento de
atividades, comunicação efetiva, consenso; confiança e abertura, espaço
para inovação, energia e envolvimento, reconhecimento dos resultados
atingidos.
A tendência do Programa Seis Sigma, segundo Werckema (2002),
está na crescente implementação do programa em áreas administrativas, de
vendas e de serviços. A adoção do Seis Sigma pela empresa deve se dar
como um todo – principalmente nos setores envolvidos diretamente no
relacionamento com os clientes/consumidores – e não apenas nas áreas de
manufatura.Uma outra tendência é a disseminação do Design for Six Sigma
(DFSS) como uma extensão do Seis Sigma para o projeto de novos
produtos (bens ou serviços) e processos, uma maior valorização dos
chamados “soft savings” que podem ser gerados pelos projetos Seis Sigma.
Um exemplo de “soft saving” são os ganhos que resultam quando são

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 117 - evitadas perdas de clientes que poderiam ocorrer em conseqüência da
deterioração da imagem da marca do produto e/ou da empresa.
O envolvimento dos fornecedores da empresa no programa é cada
vez mais efetivo, além de uma maior compreensão de que o Seis Sigma
deve estar em contínua evolução, a partir de uma base sólida construída nos
estágios iniciais de implementação do programa, ocorrendo também um
aproveitamento da aprendizagem obtida a partir das primeiras experiências
(acertos e erros) com o programa, o que resulta, por exemplo, em projetos e
candidatos escolhidos com mais critério e no maior entendimento dos papéis
dos patrocinadores e especialistas do Seis Sigma.
9. Estudo de caso
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 118 -
9.1 Introdução
Este estudo de caso foi realizado em uma empresa de origem
francesa que atua no segmento de autopeças no Brasil a mais de 30 anos,
fornecedora de várias montadoras, com faturamento anual de cerca de 1,2
bilhão de reais, empregando mais de 2700 funcionários. O estudo foi
realizado em uma das suas unidades que é responsável pelos sistemas da
segurança, que desenvolve e fornece sistemas de travamento, segurança e
conforto para acesso aos veículos em quaisquer circunstâncias. Nesta
unidade são fabricados maçanetas, fechaduras, cilindros, chaves e travas de
coluna de direção.
O problema ocorrido em um dos componentes de seus produtos,
denominado Batente de Porta Traseira, faz parte do conjunto da fechadura
da porta traseira de um veículo utilitário (Pick-Up). O Batente de Porta
Traseira é composto pelo suporte, pino, amortecedor e rolete, e tem a
função de fazer o travamento da porta traseira. O suporte é a base do
produto e é o componente que tem a furação para a fixação no veículo. O
amortecedor é um produto de borracha que fica acoplado ao suporte e tem
como principal função a ajustagem da porta traseira e a eliminação de
ruídos. O pino é o componente que fica fixado no suporte através do
processo de rebitagem, ele tem a função de ponto de travamento da
fechadura e alinhamento da porta traseira através do perfil especial de sua

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 119 - cabeça. O rolete é um componente de plástico, fica inserido no pino e tem a
função básica de eliminação de ruídos conforme figura 11.
Figura 11 – Batente de Porta Traseira - Material de Produção
Para que o produto tenha seu perfeito funcionamento é necessário
que todos os seus componentes sejam montados corretamente. O problema
encontrado era no pino do batente, que foi encontrado com folga na fixação
(rebitagem), e girava com carga abaixo do especificado, que era de 20 Nm
e, em alguns casos, gira até com esforço manual.
Base do batente
Pino com rolete Batente

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 120 -
O problema foi detectado internamente na referida empresa, em
auditoria de produto. Essa auditoria realiza ensaios funcionais, dimensionais
e laboratoriais, quando aplicável.
O refugo passou a ser indicado na Matriz Auto Qualidade (quadro de
gestão visual, onde são apontados diariamente os problemas encontrados,
com a finalidade de apontar os principais refugos). A linha passou a ser
controlada com inspeção de 100% das peças, para que o problema não
chegasse ao cliente. Imediatamente os batentes de portas traseira e dos
estoques da empresa e do cliente foram revisados. Quando problemas
detectados internamente são considerados de alto risco, deve-se informar
imediatamente ao cliente. Neste caso, além da revisão do estoque, o cliente
solicitou uma ação de pátio, ou seja, a verificação dos batentes de porta
traseira dos veículos já montados no estoque da montadora.
Através dos valores indicados na Matriz de Auto Qualidade, teve-se a
necessidade de se iniciar um Projeto Seis Sigma através da Equipe de
Projeto, para que através do envolvimento da equipe e utilização dessa
metodologia fosse possível encontrar as causas e resolver o problema. A
Equipe de Projeto Seis Sigma tem início com a definição dos participantes e
é definida função de cada um dentro do grupo.
Através da ferramenta 5W2H, tem início a formulação do problema, e
um melhor entendimento de tudo que estava ocorrendo, conforme quadro 9
– 5W2H – Formulação do problema.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 121 - Quadro 9 – 5W2H – Formulação do problema.
Fonte: Indústria de autopeças.
Na etapa Brainstorming – Lista de idéias emitidas / Soluções
possíveis, a participação da equipe foi fundamental, nela foram abordadas e
discutidas todas as possíveis causas e soluções do problema. Todas as
idéias foram numeradas e o grupo se reuniu novamente em cinco dias para
apresentar os resultados das análises e validarem as causas citadas.
Esta etapa, Diagrama de Causa e Efeito, foi feita em conjunto com o
Brainstorming, sendo inseridas todas as possibilidades mencionadas, porém
divididas em matéria-prima, máquina, meio de medição, meio ambiente, mão
de obra e método figura 12.
QUE? O que aconteceu? ( Descreva o Problema )
QUEM? Quem detectou o que aconteceu? Quais as pessoas ou serviços diretamente relacionados a este problema ?
ONDE? Onde aconteceu? Onde o problema foi localizado ?
QUANDO? Quando aconteceu? Existe um período favorável à aparição ou repetição do problema ?
COMO? Como foi detectado? Como o problema se manifesta ? ( Detalhar o problema )
PORQUÊ? Por que isto é um problema?
QUANTO CUSTA?
Quanto custa este problema ?

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 122 -
A ferramenta foi aplicada em cima das causas raízes validadas no
Brainstorming. Foi concluído que as causas que estavam gerando as
anomalias no produto, se deram a partir do não cumprimento dos
procedimentos internos, conforme figura 13 – Cinco por quês.
Figura 12 – Diagrama de Causa e Efeito
Matéria- prima Máquina Meio de Medição
Meio Ambiente Mão de obra Método
Efeito

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 123 -
Com as causas do problema definidas, foi utilizado o Diagrama de
Pareto para se fazer um acompanhamento, visando saber qual o impacto de
causa no problema, ou seja, qual a porcentagem de cada causa no
problema, conforme Figura 14 – Diagrama de Pareto.
–

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 124 -
(Y)
100
90
80
70
60
50
40
30
20
10
1 2 3 4 5 6 7 8 9 10
Esta ferramenta, escolha das Soluções / Principais ações escolhidas,
foi aplicada para se definir quais as soluções seriam adotadas e em que
ordem de prioridade. Foram definidas normas para aumentar o comprimento
do rebite (para se obter uma maior quantidade de material para se efetuar a
rebitagem), criar sulcos na base (para se obter maior retenção de material),
melhorar centralização do dispositivo de rebitagem (para se obter uma
melhor qualidade), alterar plano de controle para verificação de dureza após
tratamento térmico (para se detectar possíveis problemas de dureza no
material após tratamento)., melhorias no sistema de fixação do pino, como
criar perfil na ferramenta idêntico ao da cabeça do rebite (para evitar que o
operador monte o rebite incorretamente e também que o rebite não gire
durante a rebitagem).
Figura 14 – Diagrama de Pareto.
Eixo X tipo de defeito

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 125 -
O Plano de Ação foi utilizado para designar as pessoas e prazos para
a aplicação das ações validadas, conforme quadro 10 – Plano de Ação.
Foi verificado, durante o acompanhamento dos resultados, que,
quando aplicado a ação número sete (Alterar plano de controle para
verificação de dureza após tratamento térmico), obteve-se uma grande
melhoria no produto, ocorreu uma queda de 30 para 7 casos semanais,
quando aplicada a ação número oito (Melhorias no sistema de fixação do
pino, criar perfil na ferramenta idêntico ao da cabeça do rebite), ocorreu uma
diminuição de 7 para 4 casos semanais e quando foi aplicada a ação de
número dois (Criar sulcos na base), foi eliminado o problema ou atingido o
zero defeito.
Todas as ações aplicadas foram padronizadas e, como melhoria, foi
implantado na linha de montagem o CEP (Controle Estatístico de Processo).
Como padronização foram aplicadas as ações de número dois (Criar sulcos
O que fazer ? Por que fazer ?
Quem fará ? Por que esta pessoa ?
Onde fará ? Por que este local ?
Quando fará? Por que este momento ?
Como fará ? Por que este modo ?
Quantos ? -
QUANTO CUSTA ?
-
Quadro 10 – Plano de Ação Fonte: Indústria de autopeças.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 126 - na base) e a oito (Melhoria no sistema de fixação do pino, criar perfil na
ferramenta idêntico ao da cabeça do rebite), ou seja, estas ações seriam
aplicadas como melhoria em outras linhas de montagem de produtos ou
processos semelhantes.
Se observarmos, na seqüência, as próximas figuras, estas
demonstrarão de forma mais clara as modificações efetuadas no processo e
nos dispositivos e o melhor resultado obtido no estudo estatístico após a
implementação das ações.
A figura 15, que é o suporte da base, um dos componentes do
Batente Traseiro da porta traseira em estudo, apresenta marcas ou sulcos
em sua superfície, resultado da implementação da ação número dois, que
consiste na criação de sulcos na base para se obter maior retenção de
material do rebite, após a operação rebitagem. Lembrando que se
considerarmos o plano de ação, a ação número dois é a última ação
implementada durante o processo de melhoria que resultou na eliminação do
problema ou zero defeito.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 127 -
Figura 15 – Sulcos para melhor retenção de material

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 128 -
Figura 16 – Dispositivo de fixação do pino com perfil especial
A figura 17, corresponde ao dispositivo de fixação do pino não
permitindo montagem incorreta, conhecido também como Poka-Yoke
(dispositivo aprova de falhas) podemos observar nesta figura, a base do pino
apoiada e encaixada no rasgo do dispositivo que está sobre a mesa da
rebitadeira, evitando movimentos no plano horizontal, com uma garantia a
mais, proporcionada pelas guias do dispositivo que tem o perfil cilíndrico do
pino, assegurando a centralização e uma única forma de coloca-lo na
rebitadeira.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 129 -
Figura 17 - Dispositivo de fixação do pino não permitindo montagem incorreta
A figura 18 permite visualizarmos a operação de rebitagem do pino no
batente da porta traseira, após implementadas todas as ações consideradas
no plano de ação, e iniciar o processo de controle, medindo os resultados
obtidos, efetuando novos ajustes se necessário ou padronizando o novo
patamar alcançado do processo modificado, controlando o processo através
do CEP.
Figura 18 – Rebitagem do pino no batente

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 130 -
Figura 19 – Carta de Controle (Antes das Melhorias)
Figura 20 - Histograma (Antes das Melhorias)

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 131 -
Figura 21 – Carta de Controle (Depois das Melhorias)
Figura 22 – Histograma (Depois das Melhorias)

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 132 -
10. Conclusões
Ao considerar a implantação e os resultados da metodologia Seis
Sigma estudado neste trabalho, em que pese sua importância e necessidade
ao atrelar a estratégia de ação organizacional, poderá solucionar problemas
dos diversos produtos, processos e serviços da empresa, reduzindo a
variabilidade de falhas até a obtenção da difícil meta de 3,4 defeitos por
milhão.
Isso para assumir um papel preponderante na competitividade das
organizações, pois, no mercado globalizado, a correlação da competitividade
com os níveis de defeitos tem aumentado e aquelas empresas que têm
desempenho inferior a 308,537 defeitos por milhão (dois sigma) não são
consideradas competitivas dentre as que se encontram no grupo entre 3 e 4
sigma, observa-se por parte de muitas delas a busca parcial ou total das
mudanças de processos de forma gradual ou radical, a fim de tornar-se
empresas mais competitivas, ou classe mundial, quando alcançam o desvio
padrão igual a Seis Sigma.
Portanto, se for uma condição de sobrevivência no mercado em que
atua, poderá ser estratégico para uma organização buscar diminuir a
variabilidade de seus processos, quer sejam de manufatura ou
transacionais, elevando-os a um nível tendendo a Seis Sigma, e para isso
precisará romper paradigmas ou modelos ultrapassados, visto que todos os
níveis hierárquicos, a começar do mais elevado, necessariamente precisarão
comprometer-se com a adoção e implementação desta metodologia para

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 133 - evitar o fracasso e precisarão estar dispostos a investir no treinamento e na
formação de especialistas, gerenciando adequadamente as mudanças
culturais, que normalmente pressupõem resistências por parte das pessoas,
além do fato que algumas empresas enfrentarão dificuldades com a
existência de gargalos de ordem sistêmica à implementação do Seis Sigma
no Brasil, como a baixa escolaridade da mão-de-obra em diversos setores
da economia, pois a participação dos trabalhadores é imprescindível e o
treinamento necessário exige um nível de escolaridade adequado, o que
dificultará a popularização desta metodologia no curto prazo.
Com base na aplicação da metodologia Seis Sigma na empresa do
ramo de autopeças, nos resultados encontrados no estudo de caso,
observa-se que para se obter sucesso nas resoluções dos problemas dos
clientes, o trabalho em equipe de forma organizada e objetiva é fundamental.
Através da equipe de projeto Seis Sigma é possível conseguir reunir todos
os conhecimentos e qualidades dos profissionais, tornando muito mais
rápida e eficiente a resolução dos problemas. Com o trabalho em equipe, os
colaboradores das áreas operacionais também participam, tendo seu
trabalho valorizado e colaborando com excelentes idéias de melhorias.
A correta utilização de ferramentas da qualidade teve um papel muito
importante para o bom andamento do Seis Sigma, na procura das causas,
na definição e aplicação das ações corretivas, na eliminação de retrabalhos,
na melhoria dos processos e produtos, e no acompanhamento dos
resultados. A aplicação desta metodologia requer da empresa um sistema

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 134 - de qualidade eficiente, pois são utilizados conceitos da qualidade na sua
utilização.
O estudo de caso abordado demonstrou a eficiência da metodologia
Seis Sigma e a aplicação das ferramentas de estatística e da qualidade,
obtendo-se aprovação total dos batentes de portas traseiras das pick-ups,
resultado da melhoria do processo de fabricação na etapa de montagem,
ampliando também a satisfação do cliente, que no caso é uma montadora,
pelo fato das suas necessidades terem sido atendidas, evitando a perda
deste cliente e o pagamento de multas contratuais.
Considerando a figura de Azzoline, figura 3, pode-se verificar que, em
função das mudanças de mercado, são geradas forças que originadas
destas mudanças que influenciarão a organização em adotar uma estratégia
em detrimento de outra, e esta estratégia corporativa poderá usar, dentre as
estratégias funcionais, a de manufatura, que proporcionará lucro ou
diferencial competitivo. A estratégia de manufatura deverá estar alinhada a
estratégia da unidade de negócio que por sua vez deverá estar alinhada a
estratégia corporativa.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 135 -
Res
pons
abili
dade
da
Cad
eia
de S
uprim
ento
s Fo
rnec
edor
, Pro
duto
r, Ex
pedi
ção
e D
istri
buiç
ão C
onhecimento = Experiência + Treinam
ento
Conhecim
ento gera as habilidades necessárias
Enterprise Resource Planning – ERP a empresa pode estar apoiada entre outras tecnologias da informação

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 136 -
A estratégia da organização influenciada pelas forças de mercado
resultará na escolha de uma estratégia competitiva em liderança por custo,
ou focalização, ou diferenciação. Escolhida uma das três estratégias
competitivas, deverá ser analisado qual a prioridade competitiva, quer seja
em qualidade, em flexibilidade, em custos, em variedade ou em
produtividade, atenderá a estratégia competitiva, e que auxiliará na
identificação ou escolha do Paradigma Estratégico de Gestão de Manufatura
- PEGEM mais adequado à situação de mercado em que a empresa está
submetido.
O conteúdo da estratégia de manufatura depende das prioridades
competitivas e das decisões estruturais e infra-estruturais. Considerando que
a ferramenta de apoio a estratégia de manufatura adotada neste trabalho é o
Seis Sigma, as questões estruturais e infra-estruturais deverão ser
atendidas.
Quanto às questões infra-estruturais, a área de recursos humanos
atuará no auxílio na mudança cultural, na definição de políticas que
contribuam na manutenção da motivação dos colaboradores na implantação
do Seis Sigma, além de auxiliar na viabilização do treinamento dos
especialistas e na implementação de uma comunicação transparente e clara
junto aos funcionários na organização, a fim de tornar claro os resultados
dos projetos Seis Sigma aplicado neste caso aos processos de manufatura.
Quanto à gestão da qualidade, está questão deverá ser trabalhada
junto aos funcionários que trabalharão nos projetos Seis Sigma, a fim de
torná-los hábeis no uso das ferramentas de qualidade e de estatística, além

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 137 - daqueles que atuam diretamente na produção, que deverão ter treinamento
mínimo necessário no uso de ferramentas estatísticas quando necessário
para garantir as melhorias efetuadas no processo pelas equipes de projeto
Seis Sigma.
Quanto ao aspecto da organização, esta será afetada devido à
existência dos especialistas Seis Sigma, que modificará o conteúdo do cargo
das pessoas comprometidas diretamente com esta metodologia, além do
gerenciamento, que ao invés de funcional será por processo, integrando as
áreas e as pessoas da organização.
Quanto ao PCP, o Seis Sigma poderá contribuir na melhoria dos
processos de fabricação, diminuindo perdas quanto ao retrabalho de produto
acabado, reprocesso de produto acabado, tempo de ciclo de produção,
tempo de entrega, tempo de parada, tempo de troca de ferramentas ou
dispositivos, através da melhoria gradual ou radical, do controle da
variabilidade dos processos de manufatura.
A eliminação ou a diminuição gradual ou radical destas perdas
permitirá uma melhor sincronia ou equilíbrio entre as etapas do processo de
fabricação, que auxiliará no atendimento na programação estabelecida pelo
PCP seja atendida e resultará em pedidos entregues no prazo estabelecido
com os cliente.
Dentre os vários sistemas de administração da produção ou
SICOPROCs, que têm por objetivo gerenciar o sistema de produção
escolhido, O SICOPROC é escolhido em função do tipo de PEGEM mais

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 138 - adequado ao atendimento dos objetivos da organização, para obter o melhor
desempenho.
Quanto às questões estruturais, podemos dizer que em relação às
instalações industriais, a mesma poderá ser definida ou ampliada em função
das necessidade de mercado ou potencial de mercado e a disponibilização
de investimento.
Em relação à capacidade produtiva ela dependerá de decisões sobre
quantidade que poderá ser vendida, que determinará conseqüentemente a
quantidade a ser produzida, a quantidade de produtos diferentes a serem
produzidos, o tipo de manufatura mais adequada a ser implementada.
A partir do momento que se implementa o Seis Sigma nos processos
produtivos que apresentam problemas e que seja estratégico para a
empresa, um dos resultados poderá ser a garantia do volume de produção e
da variedade de produtos a serem fabricados, pelo fato de poder-se garantir
os tempo de ciclo de produção, eliminadas as perdas através do Seis Sigma.
Relacionado a questão da tecnologia, esta depende da escolha da
automação, se é do tipo rígido ou flexível, a serem adotas na tecnologia de
processo, de movimentação de materiais e dos sistemas de informação
adequados ao desempenho da função Manufatura.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 139 -
Quanto à integração vertical e horizontal, podemos dizer que as
organizações tem procurado focar seus esforços naquilo em que tem
experiência, transferindo para parceiros extremamente comprometidos as
outras atividades que não fazem parte do foco das organizações. Em função
da importância da qualidade destas parcerias, às empresas tem considerado
outros aspectos mais importantes, além do melhor preço praticado por estes
parceiros, para que estas parcerias sejam duradouras. Portanto, o
desenvolvimento e implementação destas parcerias, pressupõem menor
verticalização e uma maior horizontalização.
Se a estratégia corporativa escolhida for obter liderança em custo,
certamente a prioridade competitiva a ser escolhida será em custo, pois é
uma estratégia de manufatura que prioriza a questão do custo que deve
estar sintonizada com uma estratégia que tenha os mesmos objetivos dentro
da Unidade de Negócios, baseada na economia de escala, curva de
experiência ou aprendizado e produtividade, os quais tendem a serem
utilizados complementarmente. Neste caso o PEGEM mais adequado será
aquele em que o objetivo de desempenho estratégico ganhador de pedidos
seja o custo ou produtividade, e neste caso a Manufatura em Massa é a
mais adequada.
Se a estratégia corporativa escolhida for obter diferenciação no
produto, certamente a prioridade competitiva poderá ser em qualidade, que é
muito mais que produzir conforme projeto, enquadrando a Qualidade como
Prioridade Competitiva, considerando suas oito dimensões, que devem
compor uma visão atual da qualidade e assim um produto terá uma melhor
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 140 - qualidade, tanto melhor atender os desejos do consumidor. Logo o PEGEM
mais adequado neste caso será aquele que tem como elemento–chave, o
objetivo estratégico de desempenho ganhador de pedido qualidade, que
corresponde a Manufatura Enxuta.
Se a estratégia corporativa escolhida for obter diferenciação no
produto, a prioridade competitiva poderá ser em desempenho de entregas,
que contempla as questões de confiabilidade e velocidade nos prazos de
entrega dos produtos. Logo o PEGEM mais adequado neste caso será
aquele que tem como elemento–chave o objetivo estratégico de
desempenho ganhador de pedido agilidade, que corresponde a Manufatura
Ágil.
Se a estratégia corporativa escolhida for obter diferenciação no
produto, uma outra a prioridade competitiva poderá ser em flexibilidade, que
pode contemplar as questões relacionadas com tempo (rapidez e
pontualidade) e responsividade (alta variedade de coisas distintas), para
clientes dispostos a pagar mais por estes diferenciais, que proporcionam
dentre vários benefícios, menos estoque, maior rapidez no atendimento ao
cliente e na inovação, maiores fluxos de caixa e maiores lucros. Logo o
PEGEM mais adequado neste caso será aquele que tem como elemento–
chave o objetivo estratégico de desempenho ganhador de pedido
responsividade, que corresponde a Manufatura Responsiva.
Portanto, ao analisarmos os capítulo 2 e 3, cada PEGEM e seus
quatro elementos-chave, podemos observar que a aplicação do Seis Sigma

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 141 - é indicada na manufatura enxuta em função do objetivo estratégico
ganhador de pedido a ser alcançado, que é a qualidade, pois há o objetivo
da busca da perfeição. Nos outros PEGEMs, embora com objetivo
estratégico ganhador de pedido diferente, o Seis Sigma poderá ser usado a
fim de melhorar os processos, se isso for estratégico para a organização,
diminuindo a variabilidade dos processos e garantindo a confiabilidade deste
processos, o que irá resultar na satisfação dos clientes, em lucro e
diferencial competitivo.
Considerando que o objetivo deste trabalho consiste em verificar se a
metodologia Seis Sigma é uma das técnicas dos novos paradigmas
produtivos e também se ela é uma ferramenta de apoio à estratégia de
manufatura, pôde-se concluir que independentemente do tipo de
manufatura, o Seis Sigma poderá ser utilizado como ferramenta de apoio a
qualquer que seja a estratégia de manufatura, seja ela em custos, qualidade,
produtividade, flexibilidade ou variedade, que contribuirá para que a
organização obtenha vantagem competitiva, haja vista o resultado obtido no
estudo de caso, em que se pode constatar a melhoria do processo de
montagem dos componentes da fechadura da porta traseira da pick-up,
chegando a zero defeitos, melhorando a satisfação do cliente e o fato
inegável de evitar a perda do cliente para o concorrente.
Ao observar os quatro elementos-chave dos PEGEMS, um deles é o
capacitador, que está relacionado com o como fazer, com o objetivo de
verificar se o desempenho ganhador de pedido ou a estratégia definida pela
a organização, é alcançada através da função manufatura, usando um

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 142 - método, ou ferramenta ou tecnologia. Logo, o Seis Sigma poderá ser
caracterizado como um dos capacitadores dos novos paradigmas de
produção ou uma técnica de auxilio da produção, por ser um método ou
ferramenta de melhoria de processos.
Com a implementação da metodologia Seis Sigma nos processos de
manufatura, obtém-se um menor número de falhas nos processos,
resultando no ou ao longo de cada processo em informações mais próximas
do previsto, beneficiando qualquer tipo de SICOPROC (sistemas que
provêm informações que suportam o gerenciamento eficaz do fluxo de
materiais, da utilização da mão de obra e dos equipamentos, a coordenação
das atividades internas com as atividades dos fornecedores e distribuidores
e a comunicação com os clientes) adotado e o sistema de produção
adotado, além de facilitar o controle da produção, considerando que cada
processo ao ser gerenciado de forma visual, principalmente quando utilizada
a carta controle, gera informações ao longo do processo produtivo,
atestando se o processo é confiável ou não, o que poderá configurar o Seis
Sigma como um novo SICOPROC.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 143 - Referência Bibliográfica
AZZOLINI JÚNIOR, W. Tendência do processo de evolução dos
sistemas de administração da produção. 2004. 331f. Tese (Doutorado em
Engenharia Mecânica) – Escola de Engenharia de São Carlos - USP, São
Carlos, 2004.
BAYLE, P.; FARRINGTON, M.; SHARP B.; HILD C.; SANDERS D.
Illustration of six sigma assistance on a design project. Quality Engineering,
Tennessee, v. 13, n.3, p.341-348, jul. 2001.
BEHARA, R. S.; AUSTIN, S. F.; FONTENOT, G. F.; GRESHAM A. Customer
satisfaction measurement and analysis using six sigma. International
Journal of Quality & Reliability Management, 12v., n.3, p.9-18, MCB
University Press, 1995.
BLACKBURN, J. The time factor. In: BLACKBURN, J (editor): Time-based
Competition – The next Battleground in Manufacturing. Business One
Irwin, Homewood, IL, 1991a.
BLAKESLEE, J. A. Achieving quantum leaps in quality and
competitiveness: Implementingthe six sigma solution in your company. In:
ASQ´s 53th Annual Quality Congress Proceeding, 1999. p.486-496,
BOOTH, R. Agile Manufacturing. Engineering Management Journal, v. 6,
n.2, p. 105 – 112, apr. 1996.
BREYFOGLE, F. W. Implementing six sigma: Smarter solutions using
statistical methods, John Wiley & Sons, Inc Texas, 1999.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 144 - BRYMAN, A. Research methods and organization studies. London,
Routledge, 1989.
____. Research methods and organization studies. London, Routledge,
1995.
BUNCE, P. & GOULD, P. From Lean to Agile Manufacturing. IEE
Colloquium (Digest), p. 278, 1996.
CAMPONAR, M. Do uso ao “estudo de caso” em pesquisas para
dissertações e teses em administração. Revista de Administração de
Empresas, v.6, n.3, p. 95-97, jul./set. 1991.
CHIAVENATO, I. Teoria geral da administração. v. 1. 5. ed. Rio de
Janeiro: Campus, 1999. 228 p.
CHOWDHURY, S. O poder do seis sigma. 8. ed. Rio de Janeiro: Record,
2004. 110 p.
CORONADO, R. B.& ANTONY, J. Critical success factors for the successful
implementation of six sigma projects in organisations. The TQM Magazine,
v.14, n.2, p. 92-99, 2002.
CORRÊA, H. L.; GIANESI, I. G.; CAON, M. Planejamento, programação e
controle da produção, 4. ed., rev. e ampl. São Paulo: Atlas, 2001. 452 p.
DALE, B. G., WILLIAMS, R. T., WIELE, T. Marginalisation of quality: is there
a case to answer?. The TQM Magazine, v. 12, n. .4, p.266-274, 2000.
DE VOR, R., GRAVER, R., MILLS, J.J. Agile manufacturing research:
accomplishments and opportunities. IIE Transactions, v. 29, p. 813-823,
1997.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 145 - DETONI, DANIEL; BALESTRASSI, P.P. Avaliação de treinamento para a
metodologia seis sigma. In: XI SIMPEP – SIMPÓSIO DE ENGENHARIA
DE PRODUÇÃO, 2004, Bauru. Anais...Bauru: UNESP Disponível em:
http://www.simpep.feb.unesp.br 2004. Acesso em: 28 jul. 2005.
ECKES, G. A revolução seis sigma. São Paulo: Campus, 4 ed., 2001. 270
p.
ERWIN, J. It’s not difficult to change company culture. Supervision, v.61,
n.11, p.6-11, 2000.
ESCRIVÃO FILHO, E. A contribuição dos temas estratégia, estrutura e
tecnologia ao pensamento administrativo. 1997. 350f. Tese (Doutorado
em Engenharia) – Escola de Engenharia de São Carlos, USP, São Carlos,
1997.
FERNADES, F. C. F. & MACCARTHY, B. L. Planning and Control: the gap
between theory and practice in the light of modern manufacturing concepts.
Proceedings of the 15th Iternational Conference on CAD/CAM, Robotics &
Factories of the Future (CARS & FOF’99), Aguas de Lindóia – Brazil, v. 1,
pages from MF2-1 to MF2-6, August 1999.
FERREIRA, A., REIS, A.C. F., PEREIRA M. I. Gestão empresarial: de
Taylor aos nossos dias. 1. ed. São Paulo: Pioneira, 1997. 256 p.
GODINHO FILHO, M. Paradigmas estratégicos de gestão da manufatura:
configuração, relações com o planejamento e controle da produção e
estudo exploratório na indústria de calçados. 2004. 266f. Tese
(Doutorado em Engenharia). Escola de Engenharia de São Carlos - USP,
São Carlos, 2004.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 146 - GODOY, A. Introdução à pesquisa qualitativa e suas possibilidades. Revista
de Administração de Empresas, v.35, n.2, p.57-63, mar./abr. 1995.
GOLDMAN, S. L.; AGEL, R. N., PREISS, K., DOVE, R. Iacocca Institute: 21st
Century ufacturing enterprise strategy, an industrial led view, vols. 1 e
2. Iacocca Institute, Bethlehem, PA, 1991.
GUNASEKARAN, A. Agile manufacturing: A framework for research and
development. International Journal of Production Economics v. 62, p. 87
–105, 1999.
HALLIDAY, S. So what is exactly six sigma?. works management, v. 54, n.
1, p.15, 2001.
HANDFIELD, R. B. & PANNESI, R. T. Antecedents of lead time
competitiveness in maketo-order manufacturing firms. International Journal
of Production Research, v. 41, n.4, p. 511 – 537, ago. 1995.
HARRY, M.. Six sigma: a breakthrough strategy for profitability. Quality
Progress, New York, p. 60 - 64, mai. 1998.
HARRY, M., SCHROEDER, R. Six sigma: the breakthrough management
strategy revolutionizing the world’s top corporations. Currency Publishers,
2000.
HELLER, R. Entenda e ponha em prática as idéias de Jack Welch. São
Paulo: Publifolha, 2001. 112 p.
HENDERSON, K., EVANS, J. Successful implementation of six sigma:
benchmarking General Electric Company. Benchmarking and International
Journal, v.7, n.4, p.260-281, jul. 2000.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 147 - HILD, C., SANDERS, D., COOPER, T. Six sigma on continuous
processes: How and why it differs. Qual. Eng., v.13, n.1, p.1-9, 2000.
INGLE, S., ROE, W. Six sigma: black belt implementation, v. 13, n. 4, p.273-
280, 2001.
KIDD, P. T. Agile manufacturing: forging new fronties, wokingham, uk,
Addison Wesley, 1994.
KRITCHANCHAI, D. & MACCARTHY, B. L. Responsiveness and strategy
in manufacturing. Proceedings of the workshop responsiveness in
manufacturing, digest nº 98/213, IEE, London, 1998.
LAKATOS, E.; MARCONI, M. Fundamentos em metodologia científica. 2.
ed. São Paulo, Atlas, 1991.
_____,______. Fundamentos em metodologia científica. 3. ed., São
Paulo, Atlas, 1995.
LAZZARINI, S. Estudos de caso: aplicabilidade e limitações do método para
fins de pesquisa. Economia e Empresa, v. 2, n. 4, p. 17 – 26, out./dez. 995.
MARASH, S. A. Six sigma: business results through innovation. ASQ´s 54th
Annual Quality Congress Proceeding, p.627-630, set. 2000.
MARSHALL, I. J.; CIERCO, A. A.; ROCHA, A. V.; MOTA, E. B. Gestão da
qualidade. 3. ed. Rio de Janeiro: FGV, 2004. 164 p.
MASUMI, M. A. Adaptação do seis sigma no Brasil – barreiras e novas
oportunidades X SIMPEP – SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO,
2003, Bauru. Anais...Bauru: UNESP Disponível em:
http://www.simpep.feb.unesp.br 2003. Acesso em: 24 jul. 2005.
UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 148 - MILES, M. Qualitative data as na attractive nuisance: the problem of
analysis. Administrative Science Quarterley, v. 24, n. 1, p. 590 – 601,
1979.
MOTA, F. C. P. Teoria geral da administração. 22. ed. São Paulo:
Pioneira, 1998. 230 p.
NAKANO, D.; BERTO, R. Metodologia da pesquisa e a engenharia de
produção. (CD-ROM) In: ENCONTRO NACIONAL DE ENGENHARIA DE
PRODUÇÃO, 18./ CONGRESSO INTERNACIONAL DE ENGENHARIA
INDUSTRIAL, 4., Niterói, 1998. Anais. Niterói, UFF/TEP, 1998.
PANDE, P. S.; NEUMAN, R. P.; CAVANAGH, R. R. Estratégia seis sigma –
Como a GE, a Motorola e outras grandes empresas estão aguçando seu
desempenho. Rio de Janeiro: Qualitymark, 2001. 380 p.
PARK, K. H.; DE BONIS, D. F.; ABUD, M. R. Introdução ao Estudo da
Administração. São Paulo: Pioneira, 1997. 241 p.
RAMOS, A. W. Estratégia seis sigma. São Paulo:CTH, 2004. 180p.
RAMOS, A. W.; RIBEIRO, C. O.; MYAKE, D. I.; NAKANO, D.; LAURINDO, F.
J. B.; HO, L. L.; CARVALHO, M. M.; BRAZ, M. A.; BALESTRASSI, P. P.;
ROTANDARO, R. G. Seis sigma: estratégia gerencial para a melhoria de
processos, produtos e serviços. São Paulo: Atlas, 2002. 375 p.
SACOMANO NETO, M. Mudanças na Estrutura Organizacional e a
Formação das Equipes de Trabalho. 1999. 320f. Dissertação (Mestre em
Engenharia da Produção) Universidade de São Paulo – USP, São Paulo,
2004.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 149 - SALOMON, D. Como fazer uma monografia. 2. ed. São Paulo, Martins
Fontes, 1991
SHARIFI, H. & ZHANG, Z. A metodology for achieving agility in
manufacturing organizations: An Introduction. International Journal of
Production Economics, v. 62, p. 7 – 22, ago. 1999.
TURRIONI, J. B.; MERGULHÃO, R. C.; PRANCIC, E.; ZUIN, L. F. S.;
DORNA, M. A. S. Diagnóstico da Implementação do Seis Sigma no Brasil -
Um estudo de caso. In: X SIMPEP – SIMPÓSIO DE ENGENHARIA DE
PRODUÇÃO, 2003, Bauru. Anais...Bauru: UNESP Disponível em:
http://www.simpep.feb.unesp.br 2003. Acesso em: 20 jul. 2005.
VAN MAANEN, J. Reclaiming qualitative methods for organizational
research. Administrative Science Quarterly, v.24, p. 520-26, dec. 1979.
WATSON, G. H. Seis sigma na gestão dos negócios. Banas Qualidade,
São Paulo, n.99, p.82-86, ago. 2000.
WERKEMA, M. C. C. Criando a cultura seis sigma. Rio de Janeiro:
Qualitymark, 2002. 380 p.
WOMACK, J., JONES, D.; ROSS, D. A máquina que mudou o mundo. 14.
ed Rio de Janeiro: Campus. 1992. 347 p.
YIN, R. Case study research. London, Sage, 1989.
______. Case study research. London, Sage, 1994.

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 150 - Glossário
Box-Plot - É uma representação gráfica da distribuição de dados de
variáveis, que apresenta informações sobre a variabilidade e a simetria dos
dados.
Brainstorming – Tempestade de idéias
Champion - Campeão
Et al – e outros
Input – entrada
Flow–Shop –padrão de fluxo unidirecional ou sistema de manufatura com
padrão de fluxo unidirecional
Just in time – estratégia de manufatura ou sistema de controle da produção
que prega a produção no momento certo
Job shop – padrão de multi-direcional ou sistema de manufatura com padrão
de fluxo multi-direcional
Kanban – SICOPROC do sistema just in time
Lay out – arranjo físico das máquinas em um setor produtivo
Lead time – tempo decorrente entre a notificação da necessidade e o fim da
produção ou da compra de um material
Marketing – uma função empresarial
Mix – conjunto, grupo, combinação
Ordering System – Sistema de coordenação de ordens
Overflow – “salto” de estágio produtivos em uma linha de produção
Output – saída
Poka-yoke – Á prova de falhas

UNIVERSIDADE PAULISTA - UNIP Programa de Pós-graduação em Engenharia de Produção (Mestrado) Seis Sigma como Ferramenta de Apoio a Estratégia de Manufatura - 151 - Set up – preparação
Sigma – Letra grega que indica desvio padrão
Survey – pesquisa de avaliação
World Class Manufacturing – Manufatura de Classe Mundial

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo