zavarivanje austenitnih čelika - seminarski rad
TRANSCRIPT
Seminarski rad
Dejan Pilipović
Novi Sad, 2010
ZAVARLJIVOSTAUSTENITNIHČELIKA
Departman zaproizvodno mašinstvo
SAVREMENI MATERIJALI
Impressum predmet
savremeni materijali
profesorI:
emeritus prof. dr Leposava Šiđanin
redovni prof.dr Katarina Gerić
AsIstent
docent dr. sebastian Baloš mr. rajnović dragan
student
dejan pilipović
IndeKs
16331
fAKuLtet:
fakultet tehničkih nauka
trg dositeja obradovića 6,
21000 novi sad
odseK / smer:
departman za proizvodno mašinstvo
usmerenje
savremen tehnologije obliko-vanje materijala
GodInA:
2010
seminarski rad studenat-aproizvodnog mašinstva
1.Zavarljivost čeli-ka 03
Svojstvo materijala da ograničava svoju sposob-nost zavarivanja , nazi-
va se zavarljivost.
2.ispitivanje Zavar-ljivosti 04
Metode ispitivanja koje bi kompleksno karakteri-sali pojam zavarljivosti
NE POSTOJE
3. Zavarivost austenitnih čelika
05u austenitne čelike se
uvode elementi koji pove-ćavaju čvrstoću a to su: volfram, molibden, niobi-
jum i dr.
4.specifičnost Zavarivanje
austenitnih čelika
08Tehnike spajanja materi-
jala koje se mogu koristi kod spajanja austenitnih čelika su: elektrolučno zavarivanje, zavarivanje pod praškom, MIG™ sistem
zavarivanja, MAG™ si-stem zavarivanja, mogu se zavarivati i nekonvenci-onalnim metodama kao što
su zavarivanje plazmom ili laserom.
5. Materijal Za Zavarivanje 12
Potrebno je odabrati takvu kombinaciju materijala koja treba da obezbedi homoge-nost šava, čije će osobine zadovoljiti zahteve koji se postavljaju u uslovima ek-sploatacije konstrukcije.
6. priMena šeflero-vog dijagraMa u Za-varivačkoj praksi13Široka primena Šeflerovog dijagrama u zavarivačkoj praksi zahteva anailizu
varijanti dijagrama koji su u opticaju sa aspekta njihove tačnosti kao i
primenljivosti različitih jednačina za izračunavanje
ekvivalentnog sadržaja
Hroma i Nikl-a.
7. Zaključak 14
sAdržAj
se
Min
ar
sk
i r
ad
strana 3 zimski/letnji semestrar 10/11
1.Zavarljivost čelika
Prilikom zavarivanja metalnih konstrukcija i mašinskih elemenata , uočeno je da se
zavareni spoj može formirati u jednom slučaju bez posebnih problema, dok se u drugom slučaju kod posebnih materijala moraju preduzeti posebne tehnološke mere kako bi se dobio potpuno kvalietatan zavar. Svojstvo materijala da ograničava svoju sposobnost zavarivanja , naziva se zavarljivost.Problem zavarljivosti počeo se ozbiljno posma-trati onog momenta kada su mašinski inženjeri utvrdili da nije moguće napraviti zavarenu kon-strukciju od bilo kakavog materijala koji će raditi u bilo kakavim uslovima. Ovoj činjenici su pred-hodile teške nesreće koje su se dogodile na mostu u Engleskoj, te brodovima u Sjedinjenim Američkim državama i u Engleskoj. Ti problemi koji su tada nasta-jali, bili su uglavnom posle-dice neznanja o krtom lomu koji je nastao usled pojave pukotina ili usled postoja-nja zareza.Na osnovu tih saznanja počelo se ispitivati ponašanje materijala na dejstvo zareza i njegovu sklonost ka pojavi pukotina
a sve u cilju eliminisanja mogućnosti da krti lom ponovo nastane. Krti lom uglavnom nastaje od naponskog stanja, temperature, brzine opterećenja i raspoložive energije opterećenja.Zapravo pojam zavarljivosti zavisi od materijala, uslova proizvodnje zavarenih konstrukcija i kon-strukcionih rešenja, mogućnosti zavarivanja i od pouzdansti zavarene konstrukcije. Za ispitivanje zavarljivosti mora se odrediti adekvatan postu-pak ispitivanja najčešće kidalicom. Da bi se moglo ispitivati zavarljivot neophodno je uzeti i u obzir i osnovni materijal. Faktor koji još utiče je i prome-na strukture materijala u zoni spoja koji se naziva (ZUT) zona uticaja toplte. Zavarljivost je kom-pleksna tehnološka osobina podložna višestrukim uticajima koji se mogu podeliti u III grupeI.grupa Uticaj materijalaII. grupa Uticaj postupka zavarivanjaIII. grupa Uticaj konstrukcije.
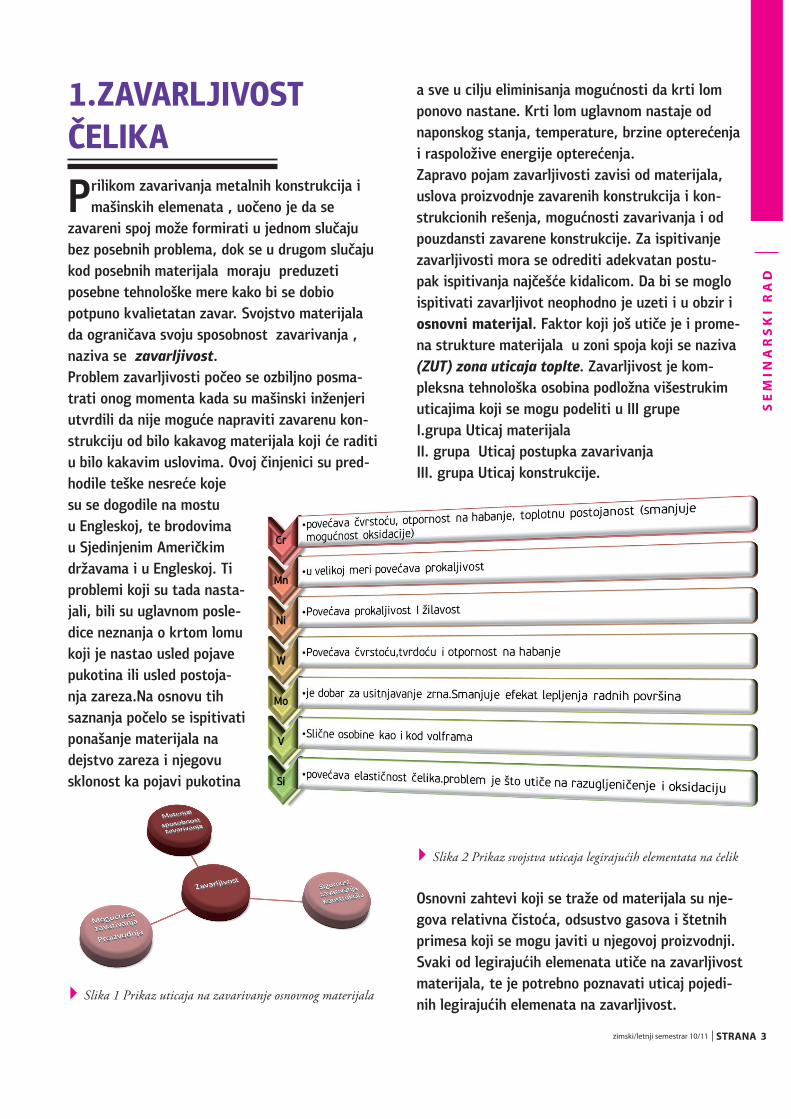
Osnovni zahtevi koji se traže od materijala su nje-gova relativna čistoća, odsustvo gasova i štetnih primesa koji se mogu javiti u njegovoj proizvodnji. Svaki od legirajućih elemenata utiče na zavarljivost materijala, te je potrebno poznavati uticaj pojedi-nih legirajućih elemenata na zavarljivost.
▶ Slika 2 Prikaz svojstva uticaja legirajućih elementata na čelik
▶ Slika 1 Prikaz uticaja na zavarivanje osnovnog materijala

sa
vr
eM
en
e t
eh
no
lo
gij
e o
bl
iko
va
nj
a M
at
er
ija
la
4 strana zimski/letnji semestrar 10/11
2.ispitivanje Zavarljivosti
Precizno definisati zavarljivost je izuzetno teško i zato danas postoji više definicija.
Još veći problem je kvantificiranju zavarljivosti. Danas u literaturi ima veliki broj metoda i proba zavarljivosti čelika. Postoji oko 200 postupaka pomoću kojih se može odrediti zavarljivost čeli-ka. Metode ispitivanja koje bi kompleksno karak-terisali pojam zavarljivosti ne pOstOje. Savre-mene metode ispitivanja zavarljivosti su grubo podeljene na direktene i indirektne metode.KOD INDIRETNIH METODA materijal čiju zavar-ljivsot ispitujemo, vrši se na osnovu hemijskog sastava ili energije loma. Izmerene vrednosti se upoređuju sa unapred zadanim vrednostima i vrši se poređenje.KOD DIREKTNIH METODA materijal se podvrgava termičkoj metodi, kroz zavarivanje, navarivanje, ili simuliranje, nakon čega se ispituju mehaničke osobine ili pojava pukotina u zavarenom spoju i u osnovnom materijalu. U procesu kristalizacije šava pod uticajem zateznih napona nastalih pri zavarivanju mogu nastati kristalizacione pukoti-ne koje su jedan od najčešćih nedostataka zava-renih spojeva.Istraživanje otpornosti metalnog šava prema kristalizacionim prslinama je prvi zadataka ispitivanja zavarljivosti. Pod dejstvom, pri zavarivanju u spoj unošenje toplote, dolazi do promene strukture osnovog materijala koji se graniči sa šavom.Ove promene zajedno sa prisutnim naponima zatezanja magu dovesti do obrazovanja kristalizacionih i hladnih prslina u ZUT-u. Određivanje otpornosti metala u zoni uticaja toplote prema obrazovanju pukotina je drugi vid ispitivanja zavarljivosti. Metalurški procesi , koji se dešavaju u metalu šava i zoni pod uticajem toplote mogu izazvati sniženje otpornosti zavarenog spoja prema prelazu u krto stanje.Ispitivanje otpornosti osnovnog metala, metala u ZUT-u , metala kao šava, zavareni spoj , predstavlja treće područje ispitivanja zavarljivo-
sti. Ispitivanje zavarljivosti kod direktnih i indirektnih metoda vezano je za praćenje pojava koje ograničavaju zavarivanje, praćenje strukturnih transformacija ili praćenje mehaničko –tehnoloških osobina i to :
se
Min
ar
sk
i r
ad
strana 5 zimski/letnji semestrar 10/11
3. Zavarivost austenitnih čelika
Austenitni čelici se dele u tri grupe, i to : otporne na koroziju, vatrootporne, vatrostalne.
Jedan od najpoznatijih austenitnih čelika je hrom-nikl čelik ▶ slika 4, zbog svoje sposobnosti da zadrže plastičnost i visoku udarnu žilavost na niskim temperaturama, primenjuju se i kao čelici koji su otporni na hladnoću. Da bi se postigao ovakav efekat čelika, neophodno je legirati sa određenim elementima (atomima), kao i posle odgovarajuće termičke obrade, austenitni čelici postaju otporni na koroziju u različitim osobinama kao što su : atmosfera, vodeni rastvori kiselina, baza, soli, tečne metalne sredine. U grupu vatroot-pornih spadaju čelici koji imaju sposobnost takve da na visokim temperaturama zadrže svoje meha-ničke osobine. Vatrootporni čelici u većini slučajeva moraju biti otporni i na koroziju (otpornost na dejstvo spoljašnje sredine često u kombinaciji sa radnim opterećenjima). Da bi se još povećala vatrotpornost u austenitne čelike se uvode elemen-ti koji povećavaju čvrstoću a to su: volfram, molib-den, niobijum i dr. Austenitni hrom – nikl i auste-nitni hrom manganski čelici , zahvaljujući velikim ali zaista velikim procentom hroma, postaju otpor-ni i na oksidaciju u gasnim sredinama na visokim temperaturama. Zbog toga su ovi čelici predviđeni za rad na visokim temperaturama u okisdirajućim
gasnim smešama. Austenitni čelici građeni su uglavnom bilo na osnovi legura trojnih sistema GVOŽĐE – HROM – NIKL ili GVOŽĐE –HROM–MAN-GAN sa dodatkom nikla ili bez njega. U praksi postoje i maganski asutenitni čelici koji sadrže visok procenat ugljenika.U hrom- nikl čelicima HROM i NIKL su osnovni legirajući elementi koji obezbeđuju austenitnu strukturu. Njih karakteriše austenitna struktura na sobnoj temepraturi koja je posledica visokog sadržaja legirajućih elemenata.
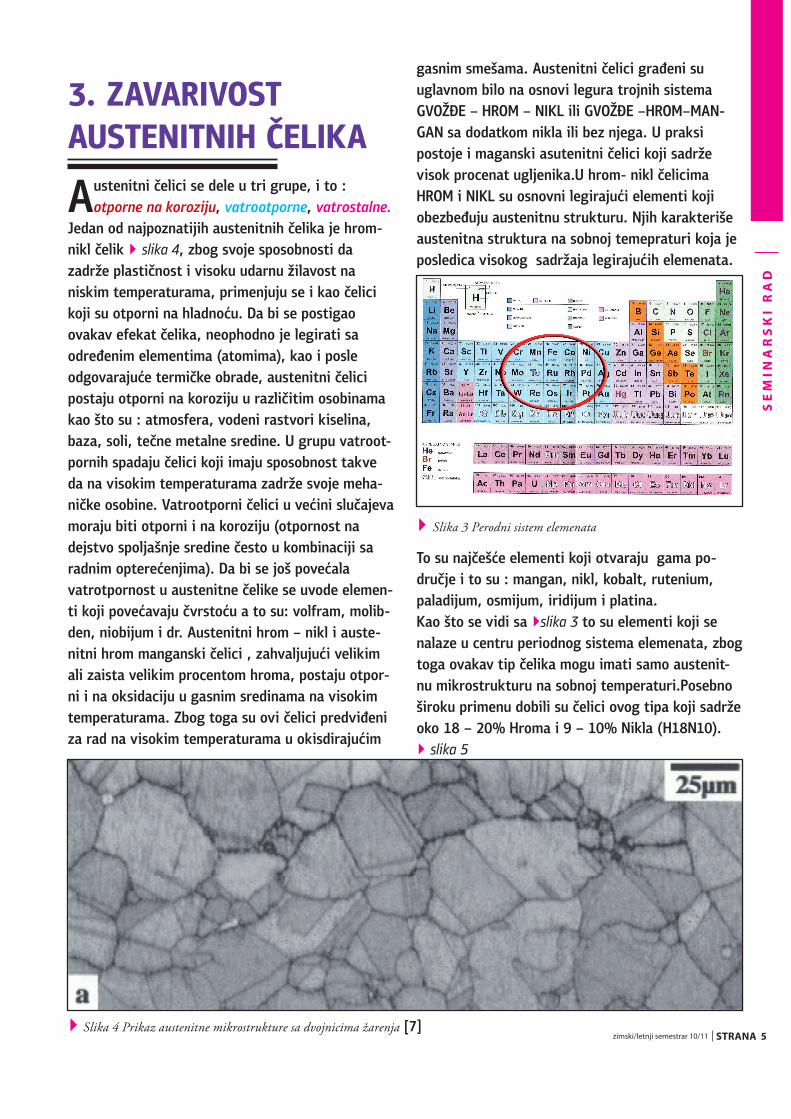
To su najčešće elementi koji otvaraju gama po-dručje i to su : mangan, nikl, kobalt, rutenium, paladijum, osmijum, iridijum i platina. Kao što se vidi sa ▶slika 3 to su elementi koji se nalaze u centru periodnog sistema elemenata, zbog toga ovakav tip čelika mogu imati samo austenit-nu mikrostrukturu na sobnoj temperaturi.Posebno široku primenu dobili su čelici ovog tipa koji sadrže oko 18 – 20% Hroma i 9 – 10% Nikla (H18N10). ▶ slika 5
▶ Slika 4 Prikaz austenitne mikrostrukture sa dvojnicima žarenja [7]
▶ Slika 3 Perodni sistem elemenata
sa
vr
eM
en
e t
eh
no
lo
gij
e o
bl
iko
va
nj
a M
at
er
ija
la
6 strana zimski/letnji semestrar 10/11
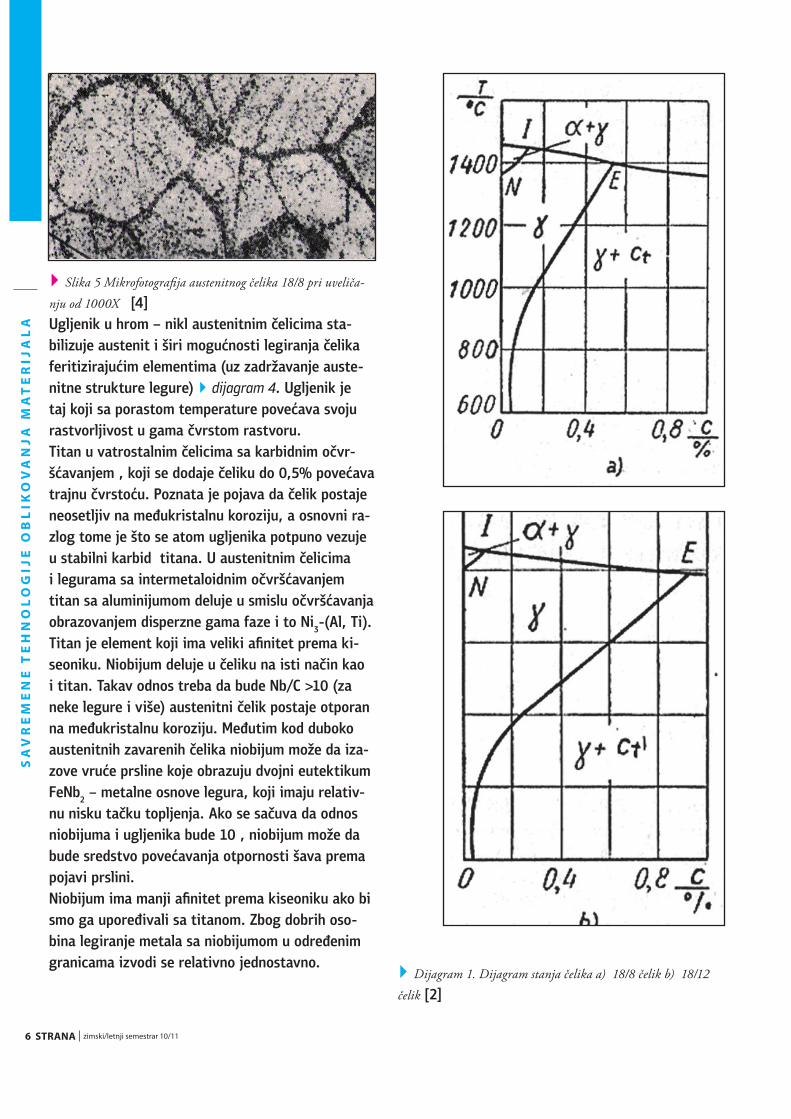
Ugljenik u hrom – nikl austenitnim čelicima sta-bilizuje austenit i širi mogućnosti legiranja čelika feritizirajućim elementima (uz zadržavanje auste-nitne strukture legure) ▶ dijagram 4. Ugljenik je taj koji sa porastom temperature povećava svoju rastvorljivost u gama čvrstom rastvoru.Titan u vatrostalnim čelicima sa karbidnim očvr-šćavanjem , koji se dodaje čeliku do 0,5% povećava trajnu čvrstoću. Poznata je pojava da čelik postaje neosetljiv na međukristalnu koroziju, a osnovni ra-zlog tome je što se atom ugljenika potpuno vezuje u stabilni karbid titana. U austenitnim čelicima i legurama sa intermetaloidnim očvršćavanjem titan sa aluminijumom deluje u smislu očvršćavanja obrazovanjem disperzne gama faze i to Ni3-(Al, Ti). Titan je element koji ima veliki afinitet prema ki-seoniku. Niobijum deluje u čeliku na isti način kao i titan. Takav odnos treba da bude Nb/C >10 (za neke legure i više) austenitni čelik postaje otporan na međukristalnu koroziju. Međutim kod duboko austenitnih zavarenih čelika niobijum može da iza-zove vruće prsline koje obrazuju dvojni eutektikum FeNb2 – metalne osnove legura, koji imaju relativ-nu nisku tačku topljenja. Ako se sačuva da odnos niobijuma i ugljenika bude 10 , niobijum može da bude sredstvo povećavanja otpornosti šava prema pojavi prslini.Niobijum ima manji afinitet prema kiseoniku ako bi smo ga upoređivali sa titanom. Zbog dobrih oso-bina legiranje metala sa niobijumom u određenim granicama izvodi se relativno jednostavno. ▶ Dijagram 1. Dijagram stanja čelika a) 18/8 čelik b) 18/12
čelik [2]
▶ Slika 5 Mikrofotografija austenitnog čelika 18/8 pri uveliča-
nju od 1000X [4]
se
Min
ar
sk
i r
ad
strana 7 zimski/letnji semestrar 10/11
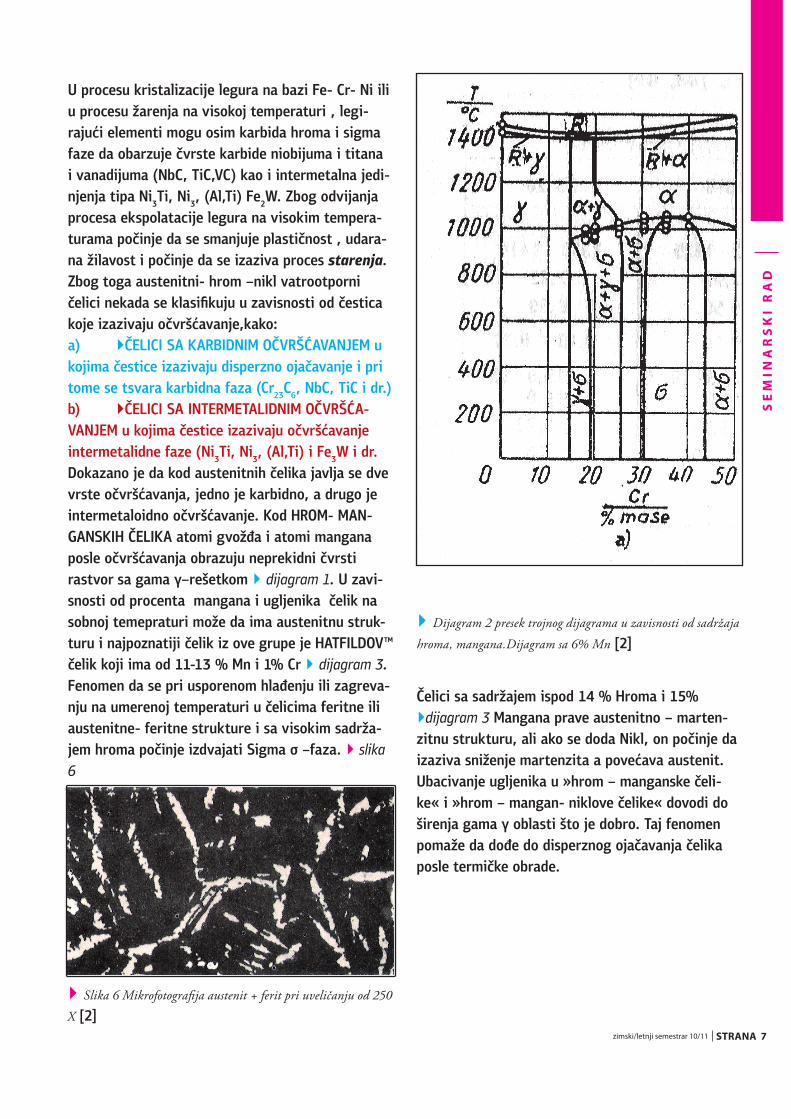
U procesu kristalizacije legura na bazi Fe- Cr- Ni ili u procesu žarenja na visokoj temperaturi , legi-rajući elementi mogu osim karbida hroma i sigma faze da obarzuje čvrste karbide niobijuma i titana i vanadijuma (NbC, TiC,VC) kao i intermetalna jedi-njenja tipa Ni3Ti, Ni3, (Al,Ti) Fe2W. Zbog odvijanja procesa ekspolatacije legura na visokim tempera-turama počinje da se smanjuje plastičnost , udara-na žilavost i počinje da se izaziva proces starenja. Zbog toga austenitni- hrom –nikl vatrootporni čelici nekada se klasifikuju u zavisnosti od čestica koje izazivaju očvršćavanje,kako:a) ▶ČELICI SA KARBIDNIM OČVRŠĆAVANJEM u kojima čestice izazivaju disperzno ojačavanje i pri tome se tsvara karbidna faza (Cr23C6, NbC, TiC i dr.)b) ▶ČELICI SA INTERMETALIDNIM OČVRŠĆA-VANJEM u kojima čestice izazivaju očvršćavanje intermetalidne faze (Ni3Ti, Ni3, (Al,Ti) i Fe3W i dr.Dokazano je da kod austenitnih čelika javlja se dve vrste očvršćavanja, jedno je karbidno, a drugo je intermetaloidno očvršćavanje. Kod HROM- MAN-GANSKIH ČELIKA atomi gvožđa i atomi mangana posle očvršćavanja obrazuju neprekidni čvrsti rastvor sa gama γ–rešetkom ▶ dijagram 1. U zavi-snosti od procenta mangana i ugljenika čelik na sobnoj temepraturi može da ima austenitnu struk-turu i najpoznatiji čelik iz ove grupe je HATFILDOV™ čelik koji ima od 11-13 % Mn i 1% Cr ▶ dijagram 3. Fenomen da se pri usporenom hlađenju ili zagreva-nju na umerenoj temperaturi u čelicima feritne ili austenitne- feritne strukture i sa visokim sadrža-jem hroma počinje izdvajati Sigma σ –faza. ▶ slika 6
Čelici sa sadržajem ispod 14 % Hroma i 15% ▶dijagram 3 Mangana prave austenitno – marten-zitnu strukturu, ali ako se doda Nikl, on počinje da izaziva sniženje martenzita a povećava austenit. Ubacivanje ugljenika u »hrom – manganske čeli-ke« i »hrom – mangan- niklove čelike« dovodi do širenja gama γ oblasti što je dobro. Taj fenomen pomaže da dođe do disperznog ojačavanja čelika posle termičke obrade.
▶ Dijagram 2 presek trojnog dijagrama u zavisnosti od sadržaja
hroma, mangana.Dijagram sa 6% Mn [2]
▶ Slika 6 Mikrofotografija austenit + ferit pri uveličanju od 250
X [2]
sa
vr
eM
en
e t
eh
no
lo
gij
e o
bl
iko
va
nj
a M
at
er
ija
la
8 strana zimski/letnji semestrar 10/11
4.specifičnOst zavarivanje austenitnih čelika
Tehnike spajanja materijala koje se mogu koristi kod spajanja austenitnih čelika su: elektrolučno
zavarivanje, zavarivanje pod praškom, MIG™ sistem zavarivanja, MAG™ sistem zavarivanja, mogu se za-varivati i nekonvencionalnim metodama kao što su zavarivanje plazmom ili laserom. Korišćenje MIG I MAG tehnike se najčešće korsite u 2 varijante. Prva varijanta je sa netopivom volframovom elektrodom sa neprekidnim ili impulsnim lukom. Druga varij-nata je sa topivom elektrodom uz korišćenje nekog od zaštitnog gasa, gas koji se najviše upotrebljava je argon , mada može i sa dodatkom vodonika. Prednost impulsnog elektrolučnog zavarivanja je to što omogućuje da se pri formiranju šava dezor-jentiše stubičasta struktura šava i da se smanji efekat toplotnog dejstva na zonu uticaja toplote. Sprečavanje dovođenja toplote dovodi do mini-malnih deformacija ivica koje se zavaraju, takođe izbegava se prokapljine u korenu šava i povećava se otpornost šava na obrazovanje vrućih prslina. Ispitivanjem je dokazano nije uvek dobar impulsiv-ni način zavarivanja, jer može da dovede do obra-zovanja mikroskopskih prslina u ZUT-u.Za proces zavarivanja austenitnih čelika perspek-tivno je korišćenje elektronskog zraka u vakuumu koji omogućuje prečišćavanje metalnog šava od štetnih primesa. Problem nastaje kod zavarivanja konstrukcija većih debljina zbog nepostojanosti dubine uvarivanja, složenosti obezbeđenja sastav-ljanja bez zazora i dr. Zbog toga u nekim slučajevi-ma dozvoljava se uski zazora između delova koji se spajaju, zatim se zazor popunjava tankom trakom ili folijom.Prednost zavarivanja elektronskim snopom pred-stavlja relativno mala specifična pogonska ener-gija, što dovodi do relativno malog uticaja izvora toplote na ZUT-u. Takva prednost zavarivanja omogućuje da dođe do minimalnih zaostalih napona
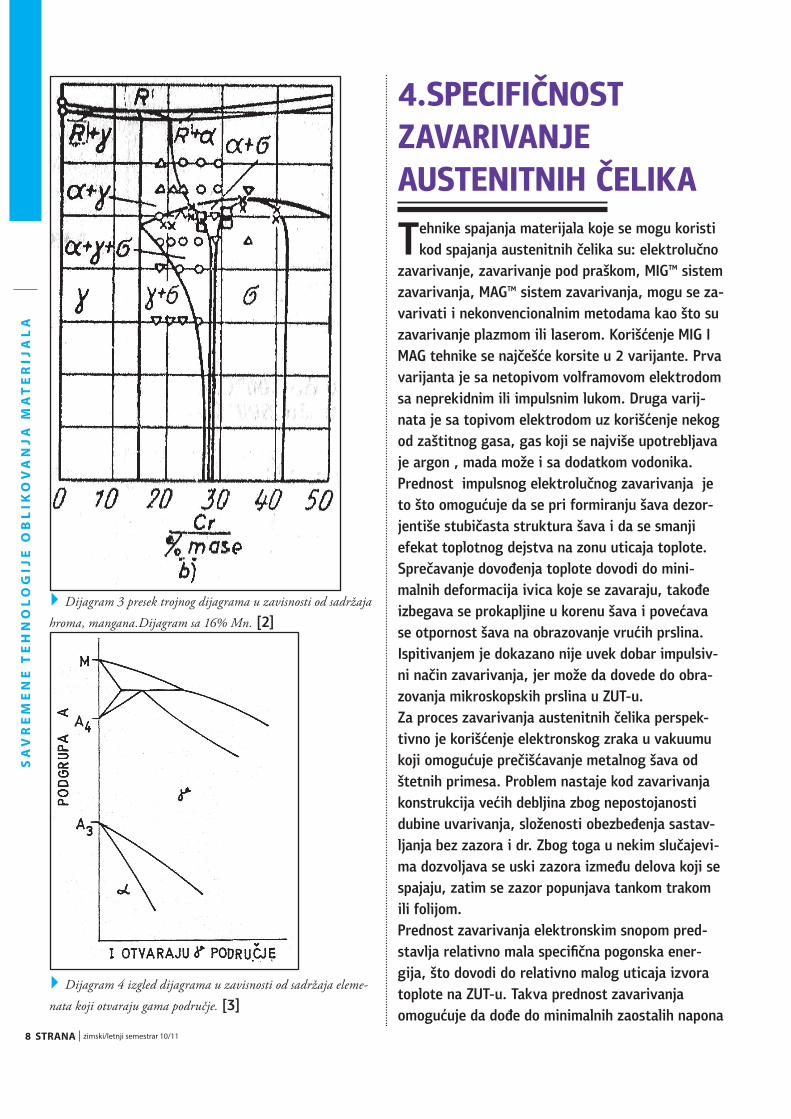
▶ Dijagram 3 presek trojnog dijagrama u zavisnosti od sadržaja
hroma, mangana.Dijagram sa 16% Mn. [2]
▶ Dijagram 4 izgled dijagrama u zavisnosti od sadržaja eleme-
nata koji otvaraju gama područje. [3]
se
Min
ar
sk
i r
ad
strana 9 zimski/letnji semestrar 10/11
elemenata koji se zavaruje i time se postiže veća tačnost konstrukcije.Prednost tehnike zavarivanja plazmom predstavlja mogućnost zavarivanja tankim materijala, ali mogu se zavarivati i materijali veće debljine. Postupak zavarivanja plazmom se primenjuje za elemente dubine do 20 mm.
Specifičnost zavarivanja austenitnog čelika odre-đuje se njegovom prirodom, hemijskim sastavom i termofizičkim osobinama. Osnovni uticaj na raspo-red temperatura u ZUT-u pri zavarivanju čelika vrši se njihova toplotna provodljivost. ▶Dijagram 5 Ako bi se vršilo upoređivanje austenitnog čelika sa ugljeničnim čelikom, dobila bi se vrednost tempe-raturnog polja unosom toplotne energije. Tempe-raturno polje je kod austenitnog čelika je šire nego kod niskougljeničnog čelika.
ŠtA nAm to znAčI u procesu spAjAnjA mAterIjALA ?
To znači da nam je potrebana manja struja da bi se vršilo zavarivanje austenitnog čelika u odnosu na niskougljenični čelik.»Hrom – nikl« čelici imaju specifični električni otpor koji je 5 x puta veći nego kod niskougljenič-nog čelika. To znači da gustina struje za dati prečnik elektrode je manja nego kod zavarivanja ugljeničnog čelika. Primer za prečnik elektrode 2 mm se koristi od 50- 70 A. Obrazovanje i održava-nje rastopine tečnog metala pri zavarivanju auste-nitnog čelika isto očvršćavaju kao i kod niskouglje-ničnog čelika, sa te strane ova dva materijal su ista. Prednosti pri zavarivanju austenitnog čelika u odnosu na perlitni čelik je to što se unutrašnja plastična deformacija šava u ZUT-u odvija znatno brže i intezivnije bez polimorfnih transformacija. Fenomen koji se naziva »autohladna deformacija« dešava se kada imamo više slojeva, tada oni prvi slojevi tj donji , počinju da se podvrgavaju više-kratnom plastičnom sabijanju i zatezanju. Kada se vrši proces zavarivanja krutih spojave, onda te autohladne deformacije dovode do rekristalizacije u samom šavu kada se vrši termička obrada. Rekristalizacija je proces pri kojem deformisana zrna se zamenjuju novim zrnim pri određenoj temperaturi u određenom vremenskom intervalu. U procesu zavarivanja dolazi do pojave zaostalih napona. Ti zaostali naponi mogu da izazovu kraći vek trajanja konstrukcije, a sama karakteristika povećavanje »autohladne deformacije« u šavu dovode do nivoa smanjenja zaostalih napona. Dokazano je da prilikom zavarivanja krutih spojeva nivo zaostalih napona može da iznosi od 45-50daN/ mm2. Zaostali naponi nastaju zbog visokog koeficijenta toplotnog širenja koje nastaje zbog tehnike zavarivanja, gde u spoju nastaje skupljanje zrna. Kada se vrši zavarivanje višeslojnih šavova, to skupljanje počinje da se dešava pri donjim slojevima metala. Zato hladna deformacija koja se javlja pri zavarivanju krutih spojeva dovodi do porasta unutrašnjih napona u šavu.Takav visok nivo zaostalih napona, koji se dodatno kombinuje sa niskom relaksacinom sposobnošću
▶ Slika 7 ispitivanje hemijskog sastava u labaratorijama vazdu-
hoplovnog zavoda ˝Orao
▶ Dijagram 5 temperaturnog polja izvora koji se kreće po pravoj
u limu debljine 1 cm.Efektivna energija 21 KJ/cm a) niskouglje-
nični čelik b) hrom nikl čelik. [2]
sa
vr
eM
en
e t
eh
no
lo
gij
e o
bl
iko
va
nj
a M
at
er
ija
la
10 strana zimski/letnji semestrar 10/11
austenitnih čelika zahteva poseban režim termičke obrade zavarenih konstrukcija od austenitnog čeli-ka. Takva termička obrada vrši otklanjanje zaosta-lih napona do određenog procenta % (nemoguće je ukloniti 100%) i vrši uklanjanje efekta »autohladne deformacije«. To doprinosi homogenizaciju fizič-kih osobina i strukturu zavarenog spoja. Jedan od najvećih problema zavarivanja austenitnog čelika je sprečavanje obrazovanje i razvijanje vrućih prslina koje se javljaju u vidu najsitnijih mikroprsli-na ▶ slika 8. Vruće prsline u zavarenim spojevima kod austenitnog čelika mogu da se jave u procesu zavarivanja, pri daljoj termičkoj obradi, i u procesu eksploatacije konstrukcije na visokim temepera-turama. Vruće prsline koje se javljaju u procesu zavarivanja mogu da nastanu kako u materijalu šava tako i u nizu slučajeva, i u zoni uticaja toplo-te ( ZUT).Postoje načini kako da se spreče vruće prsline u heterofazanim i homegenim austenitnim čelicima.1. Način. Ograničavanje štetnih i likvidirajućih primesa koje po svojim osobinama obrazuju tečne slojeve (opne). Da bi se dobili materijali za zavari-vanje (žice, elektrode sa oblogom ), koji su mini-malno zagađene štetnim primesama, neophodno je upotrebiti čistu šaržu materijala , a za topljenje austenitnog čelika potrebno je izvoditi uz primenu vakuuma ili drugih sredstva za rafiniranje materija-la.2. Način.Povećavanje sadržaja tzv. »likviraju-ćih« elemenata do koncentracije koja u završnom stadijumu neravnoteže kristalizacije, obezbeđuje
potpuno zapreminsku mreže eutektikuma u struk-turi šava.3. Način.Blokiranje ili usporavanje poligoniza-cionih procesa iskristalisanih metala šava na tem-peraturama bliskim solidusu. Da bi se mogo izvršiti ovaj proces neophodno je kompleksno legiranje rastopine koja obezbeđuje visoku temperatursku heterogenizaciju, zbog čega dovodi do poligoniza-cije, i do smanjenja pokretnosti grešaka rešetke.Najsigurnije sredstvo borbe sa vrućim prslinama je primena šavova takve kompozicije koje obezbeđuje δ-ferit u strukturi šava. Međutim ako se šavovi koji su predviđeni za eksploataciju na visokim tempe-raturama, količina δ-ferita mora da se ograniči na oko 4-5 %.δ-ferit smanjuje mogućnost da kod austenitnih šavova dođe do pojava vrućih prslina, jer svoj-stvo ferita je da rastvara niz hemijskih elemenata primesa koji u većim koncentracijama prave vruće prsline. Drugi problem koji može da dovede do po-jave vrućih prslina je oksidacija rastopine. Kiseonik je element koji se nalazi u austenitnim šavovima, i njegov najčešći oblik je uključak. Veći broj neme-talnih uključaka može dovesti do pojave obrazova-nja međukristalnih oksido- sulfidnih opni. Kiseonik dovodi do oksidacije hroma i drugih feritizujućih elemenata kao što su silicijum i titan, što može da izazove iščezavanje primarnog δ-ferita u strukturi austenitno – feritnog šava. To direktno dovodi do pojave vrućih prslina u šavu.Azot koji se javalja u šavu je relativno male kon-centracije, može da izazove dezorjentaciju i prome-nu strukture , a pri većem sadržaju dejstvuje kao austenitizator.Smatra se da u austenitnim šavovima vodonik (H) može da izazove obrazovanje vrućih prslina zbog vodonikovog izdvajanja u submikroskopske diskon-tinuitete, kao i zbog obrazovanja naprslina usled dejstva sličnog obarazovanja „pahuljica“ u zavare-nim spojevima.Jedan od sigurnih načina smanjenja sklonosti prema vrućim prslinama u ZUT-u u krupnozrnim austenitnim čelicima, jeste dobar izbor takvog sastava koji može da obezbedi određenu količinu
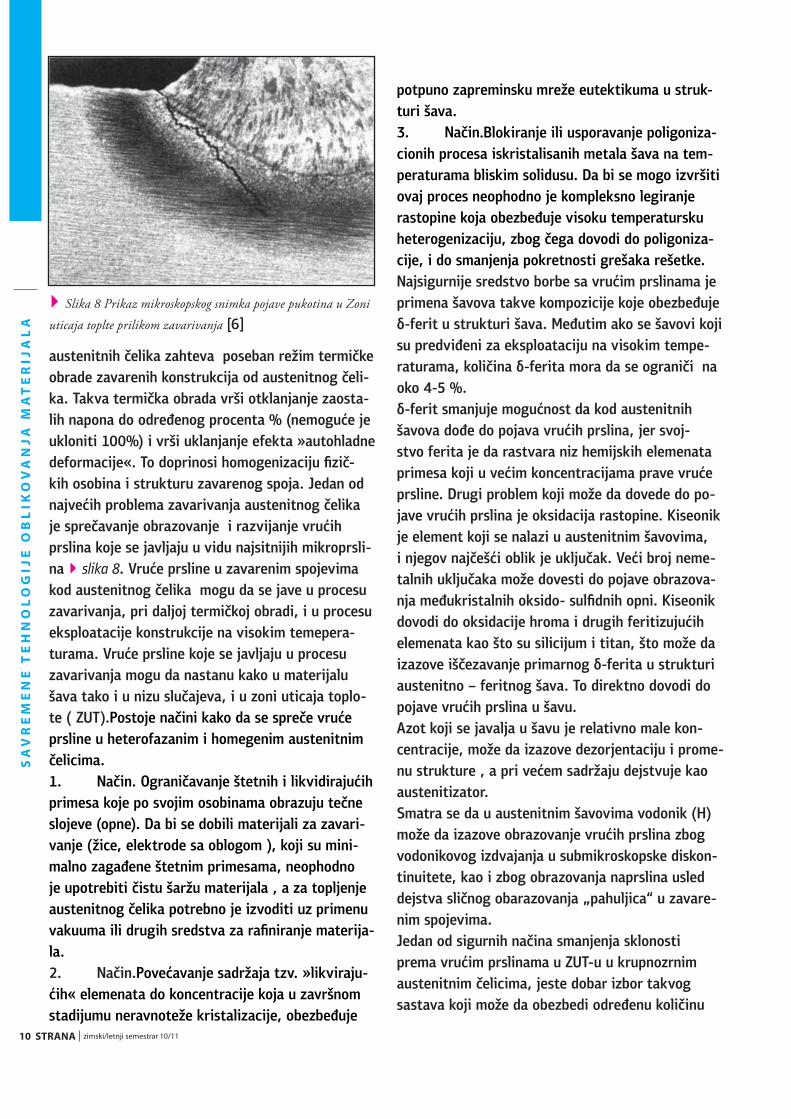
▶ Slika 8 Prikaz mikroskopskog snimka pojave pukotina u Zoni
uticaja toplte prilikom zavarivanja [6]
se
Min
ar
sk
i r
ad
strana 11 zimski/letnji semestrar 10/11
Da li napon i deformacija skupljanja utuču na obrazovanje vrućih prslina, vrlo je malo istra-žen. U svakom slučaju je najbolje da pri zavarivanju relativno tankih predmeta, koriste pribori i alati za stezanje koji bi trebalo da smanje unutrašnje deformacije prilikom zavarivanja.Da bi se postigli što bolji kvalitet u zavarenim spojevima, vrši se predgrevanje, nažalost u našoj zemlji se ova tehnika slabo koristi u maloj privredi, najčešće zbog uštede vremena i novca. Međutim kod austenitnih čelika ova tehnika predgrevanje ne daje dobre rezultate, i stvara pojavu vrućih prslina, a takođe dolazi i do pojave deformacije osnovnog materijala. Da bi se došlo do smanjenje sile pri zavarivanju austenitnih čelika u krupnim konstruk-cijama (spojevima) postoje sledeći načini:✓ Ograničenjem jačine struje i prečnika elek-trode✓ Popunjavanjem žljeba slojevima relativno malog preseka elektroda✓ Popunjavanje kratera pri prekidu luka, a nekad i vađenje ili brušenje kratera✓ Primena odgovarujćeg žljeba za konstrukci-ju pri zavarivanju krutih čvorova.▶ slika 10Jedan od osnovnih uslova koji obezbeđuje dovoljnu homegenost metala šava i zavarenih spojeva jeste izbor odgovarajućeg sastava dodatnog materija-la. Kada se vrši elektrolučno zavarivanje veoma je važno da se održi kratak luk, jer karatak luk smanjuje mogućnost oksidacije hroma i azotizacije rastopine što dobro utiče na otpornost šava prema prslinama. Za dobar kvalitet šava, neophodno je da za zavarivanje prvog korena (sloja) se koristi elektroda koja obezbeđuje neophodnu količinu feritne faze u strukturi metala šava, ili elektrodu koja sadrži molibden ili mangan kada se vrši zava-rivanje čelika čija je osnova naravno austenitna. Iako se čini možda nebitnim , veoma je važno skla-dištenje i pakovanje elektroda i praškova. Treba ih držati u termostatima da bi se obezbedila minimal-na količina vlažnosti, jer vodonik pri zavarivanju austenitnih čelika može da izazove obrazovanje vrućih prslina.
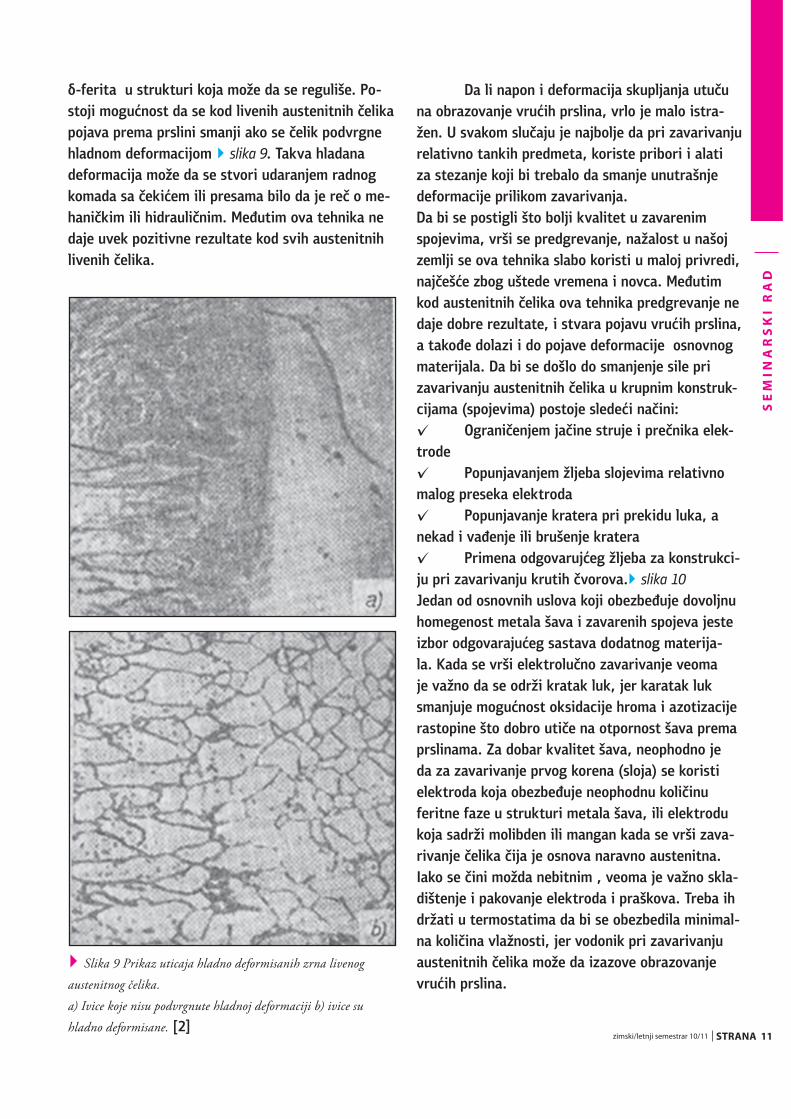
δ-ferita u strukturi koja može da se reguliše. Po-stoji mogućnost da se kod livenih austenitnih čelika pojava prema prslini smanji ako se čelik podvrgne hladnom deformacijom ▶ slika 9. Takva hladana deformacija može da se stvori udaranjem radnog komada sa čekićem ili presama bilo da je reč o me-haničkim ili hidrauličnim. Međutim ova tehnika ne daje uvek pozitivne rezultate kod svih austenitnih livenih čelika.
▶ Slika 9 Prikaz uticaja hladno deformisanih zrna livenog
austenitnog čelika.
a) Ivice koje nisu podvrgnute hladnoj deformaciji b) ivice su
hladno deformisane. [2]
sa
vr
eM
en
e t
eh
no
lo
gij
e o
bl
iko
va
nj
a M
at
er
ija
la
12 strana zimski/letnji semestrar 10/11
5. Materijal za zavarivanje
Da bi konstrukcija bila što bolje zaverena, kao i uvek neophodno je izvršiti dobar izbor materi-
jala i osnovnog kao i materijal sa kojim se zavaru-je. Potrebno je odabrati takvu kombinaciju materi-jala koja treba da obezbedi homogenost šava, čije će osobine zadovoljiti zahteve koji se postavljaju u uslovima eksploatacije konstrukcije. Najjednostav-nije bi bilo kada bi se uzeo hemjiski sastav osnov-nog materijala, i takav isti primenio i za dodatni materijal. Međutim ovakvo tumačenje nemože uvek dobre rezultate da donese, jel može da dođe do segregacije u šavu i do pojave opet vrućih prslina ▶slika 11. Velike teškoće se javaljaju pri pokuša-ju uvođenja titana i aluminijuma u šav , pošto je koeficijent prelaza ovih elemenata pri korišćenju običnih obloga sa silikatnim vezivnim sredstvom veoma mali. Legiranjem šava niobijumom, siliciju-mom, borom, često dovodi do obrazovanja prslina u šavu. Zato se pri izboru dodatnih materijala za zavarivanje austenitnih čelika često orjentišu na dobijanju šava koji po hemijskim sastavom nešto razlikuje od osnovnog materijala.Najbolji metod za sprečavanje vrućih prslina u austenitnim šavovima jeste dobijanje austenit-no – feritne strukture. Otpornost prema vrućim prslinama austenitno- feritnim šavovima zavisi od sistema legiranja. Zvaraivanje duboko – auste-nitnih čelika izvodi se sa dodatnim materijalaima, koji šavu obezbeđuju čisto austenitnu strukturu metalne osnove. Metod za sprečavanje obrazova-nja vrućih prslina u šavovima pri zavarivanju je usvajanje rezerve austenitnosti koja se pokazuje odnosom ekvivalenta nikla i ekvivalenta hroma u
čeliku Ni/Cr.Treba istaći tri metode koje se koriste za sprečava-nje nastanka vrućih prslina:▶ Legiranje šava do 6-7% Mn▶ Uvođenje u šav do 5-7% Mo ▶ Legiranje šava ugljenikom i niobijumom (1,5 -2,5 %) pri čemu se mora zadovoljiti uslov od C/Nb=1/10.Dubokoaustenitni šavovi su po otpornosti prema obrazovanju vrućih prslina slabiji od šavova auste-nitno- feritnih. Dubokoaustenitni šavovi su veoma osteljivi na zagađenje i štetne primese kao što su sumpor, kalaj, fosfor i dr.. Pri zavarivanju austenit-nih čelika treba pretežno koristiti legiranje preko žice, a ne preko obloge. Za obezbeđivanje propi-sane koncentracije legirajućih elemenata u metalu šava , u elektrodnu oblogu se uvode legirajući dodaci.Austenitni čelici sadrže niz legirajućih elemna-ta kao što su (Al, Ti, Nb, V, Cr i drugi) koji imaju znatno veći afinitet prema kiseoniku nego gvožđe, i zato je moguće njihovo sagorevanje ako u zoni topljenja postoji oksidirajuća atmosfera. Za zava-rivanje austenitnih čelika primenjuju se niskosilici-jumski, fluridni i visokobazni praškovi. Primena ke-ramičkih praškova za zavarivanje austenitnih čelika je nepoželjna. Prilikom zavarivanje primećeno je da šavovi izrađeni zavarivanjem pod troskom su manje osetljivi na obrazovanje vrućih prslina, i zato pri zavarivanju pod troskom postoje velike mogućnosti za izvođenje spojeva na dubokoaustenitnim čeli-cima. Proces zavarivanja pod troskom ima znatno
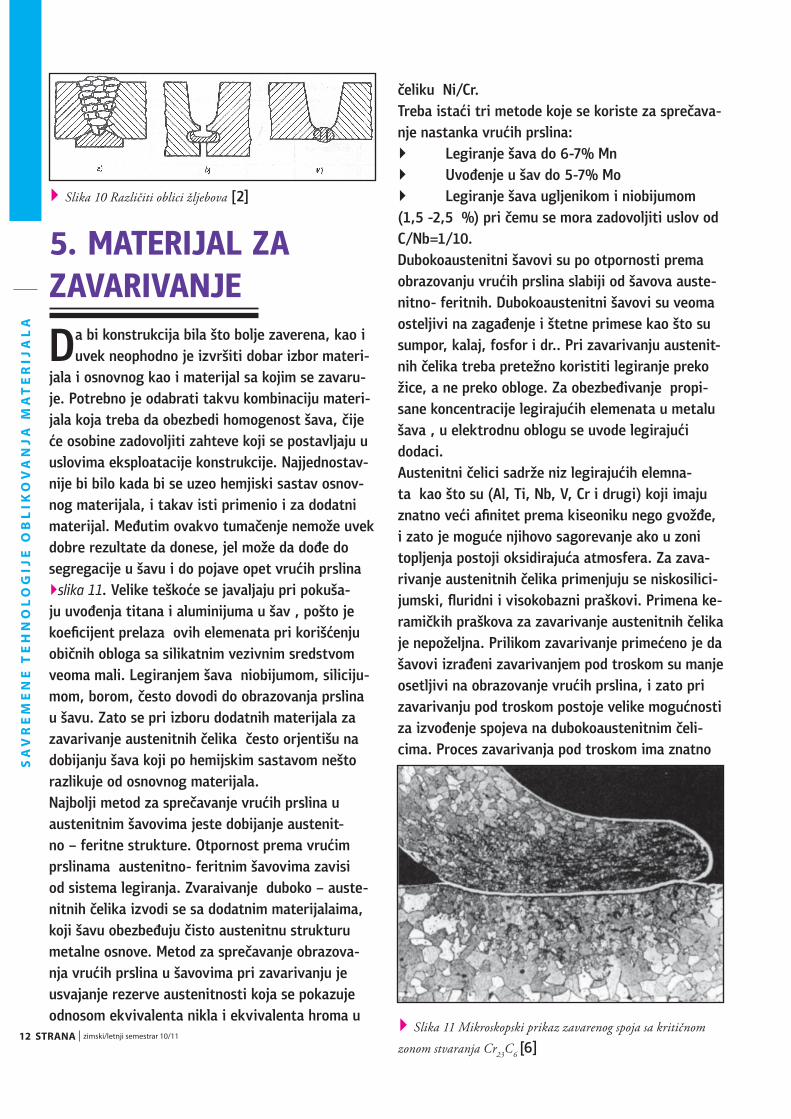
▶ Slika 10 Različiti oblici žljebova [2]
▶ Slika 11 Mikroskopski prikaz zavarenog spoja sa kritičnom
zonom stvaranja Cr23C6 [6]
se
Min
ar
sk
i r
ad
strana 13 zimski/letnji semestrar 10/11
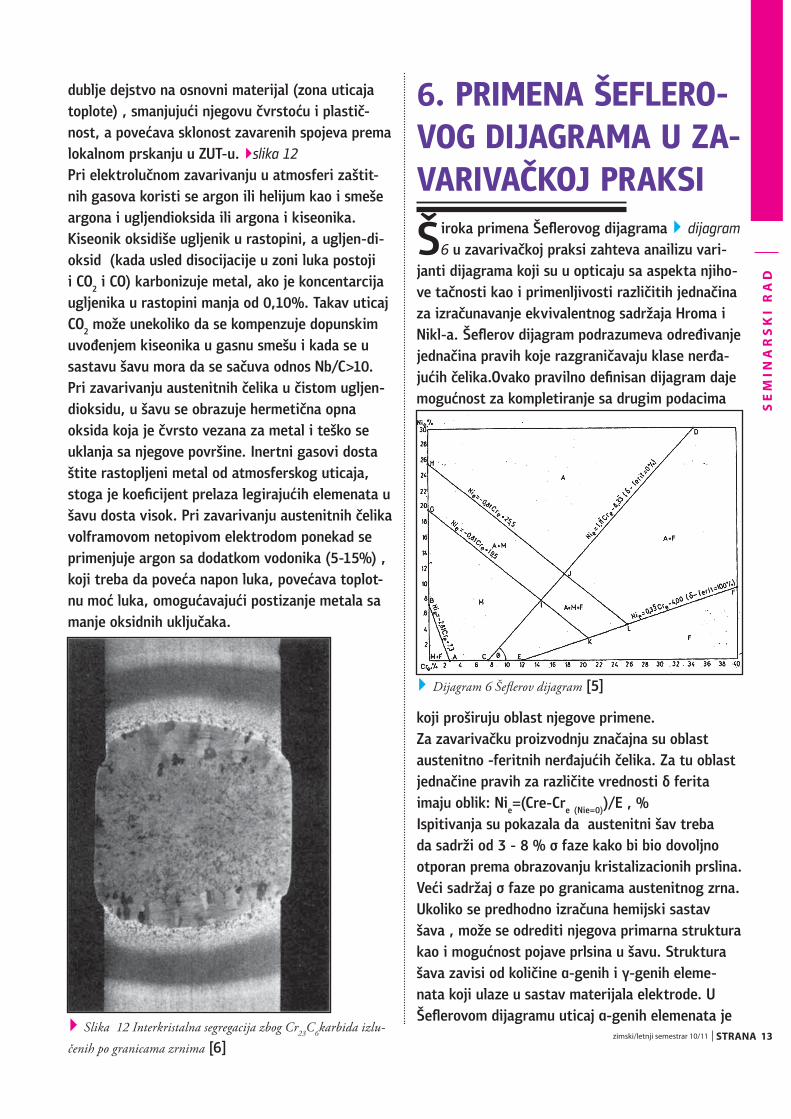
dublje dejstvo na osnovni materijal (zona uticaja toplote) , smanjujući njegovu čvrstoću i plastič-nost, a povećava sklonost zavarenih spojeva prema lokalnom prskanju u ZUT-u. ▶slika 12Pri elektrolučnom zavarivanju u atmosferi zaštit-nih gasova koristi se argon ili helijum kao i smeše argona i ugljendioksida ili argona i kiseonika. Kiseonik oksidiše ugljenik u rastopini, a ugljen-di-oksid (kada usled disocijacije u zoni luka postoji i CO2 i CO) karbonizuje metal, ako je koncentarcija ugljenika u rastopini manja od 0,10%. Takav uticaj CO2 može unekoliko da se kompenzuje dopunskim uvođenjem kiseonika u gasnu smešu i kada se u sastavu šavu mora da se sačuva odnos Nb/C>10. Pri zavarivanju austenitnih čelika u čistom ugljen-dioksidu, u šavu se obrazuje hermetična opna oksida koja je čvrsto vezana za metal i teško se uklanja sa njegove površine. Inertni gasovi dosta štite rastopljeni metal od atmosferskog uticaja, stoga je koeficijent prelaza legirajućih elemenata u šavu dosta visok. Pri zavarivanju austenitnih čelika volframovom netopivom elektrodom ponekad se primenjuje argon sa dodatkom vodonika (5-15%) , koji treba da poveća napon luka, povećava toplot-nu moć luka, omogućavajući postizanje metala sa manje oksidnih uključaka.
6. priMena šeflerO-vog dijagrama u Za-varivačkOj praksi
Široka primena Šeflerovog dijagrama ▶ dijagram 6 u zavarivačkoj praksi zahteva anailizu vari-
janti dijagrama koji su u opticaju sa aspekta njiho-ve tačnosti kao i primenljivosti različitih jednačina za izračunavanje ekvivalentnog sadržaja Hroma i Nikl-a. Šeflerov dijagram podrazumeva određivanje jednačina pravih koje razgraničavaju klase nerđa-jućih čelika.Ovako pravilno definisan dijagram daje mogućnost za kompletiranje sa drugim podacima
koji proširuju oblast njegove primene.Za zavarivačku proizvodnju značajna su oblast austenitno -feritnih nerđajućih čelika. Za tu oblast jednačine pravih za različite vrednosti δ ferita imaju oblik: Nie=(Cre-Cre (Nie=0))/E , %Ispitivanja su pokazala da austenitni šav treba da sadrži od 3 - 8 % σ faze kako bi bio dovoljno otporan prema obrazovanju kristalizacionih prslina. Veći sadržaj σ faze po granicama austenitnog zrna. Ukoliko se predhodno izračuna hemijski sastav šava , može se odrediti njegova primarna struktura kao i mogućnost pojave prlsina u šavu. Struktura šava zavisi od količine α-genih i γ-genih eleme-nata koji ulaze u sastav materijala elektrode. U Šeflerovom dijagramu uticaj α-genih elemenata je
▶ Dijagram 6 Šeflerov dijagram [5]
▶ Slika 12 Interkristalna segregacija zbog Cr23C6karbida izlu-
čenih po granicama zrnima [6]

sa
vr
eM
en
e t
eh
no
lo
gij
e o
bl
iko
va
nj
a M
at
er
ija
la
14 strana zimski/letnji semestrar 10/11
izražen ekvivalnetnom hroma , tj količinom hroma koja bi obrazovala istu količinu ferita kao i zbir svih α-genih elementat. Uticaj γ-genih elemenata je izražen ekvivalentom nikla .Pošto su izračunate vrednosti za Cr i ekvivalent Ni (za dodatni mate-rijal). Na osnovu šeflerovog dijagrama određuje se približna verovatnoća strukture šava.
7. zaključak
Metal smatramo onda zavarljivim kada, kori-steći određen postupak zavarivanja, za odre-
đenu namenu, postižemo homogen zavareni spoj sa odgovarajućom tehnikom zavarivanja, koji odgova-ra postavljenim zahtevima o njegovim mehaničkim osobinama, a ujedno zadovoljava kao sastavni deo čitave konstrukcije.Zavarljivost austenitnih čelika ne zavisi samo od osobine metala već i od njegovog postupka zavari-vanja. Naime pri zavarivanju sa jednim postupkom jedan metal može pokazati dobru zavarljivost, dok pri zavarivanju sa nekim drugim postupkom može pokazati lošu zavarljivost. Ukoliko je zavarljivost loša moraju su preduzeti specijalne mere predo-strožnosti kako bi se ostvario još bolji spoj. Iz ovog rada opisana je problematika zavarivanja austenit-nog čelika iz koje proizilazi da kada se vrši spajanje austenitnog čelika mogu se javiti tople prsline. U toku daljeg spajanja mogu se javiti i unutrašnji naponi koji dodatno optrećuju konstrukciju. Zato je neophodno izvršiti predgrevanje i pravilan odabir elektrode za zavarivanje kao i način oblikovanje pripreme šava.Austenitni čelici su se izuzetno dobro pokazali u inženjerskoj praksi, a dalji trend i razvoj ovog materijala će se usavršvati , jer je pogodan sa stanovišta mehaničkih osobina i otpornosti prema koroziji.
literatura:[1] OMER PAŠIĆ "ZAVARIVANJE" IP Svetlost Zavod za uđžbenike i nastavna sredstva[2] ZAVARIVANJE 4 inženjersko mašinski priručnik RAD[3] PROF DR LEPOSAVA ŠIĐANIN Radna sveska 2 Mašinski materijali I godina[4] IT PRIRUČNIK MATERIJALI izdavač rad[5] B.SABO, M. PANTELIĆ, J. DAKIĆ, L.BRESTOVAČKIPrilog harmonizaciji primene[6] " METALLURGy OF WELDING " Woodhead Pu-blishing Limited in association with The Welding InstituteCambridge England[7] ADAM J. SCHWARTZ "Electron backscatter diffraction"
se
Min
ar
sk
i r
ad
strana 15 zimski/letnji semestrar 10/11