werkstoffewerkstoffzeitschrift.de/wp-content/uploads/2018/03/werkstoff_02-18.pdf · neue werkstoffe...
TRANSCRIPT
Werkstoffe in der Fertigung seit 55 Jahren
ISSN 0939-2629/B 25800 www.werkstoffzeitschrift.de Ausgabe 2/April 2018
DIE FERTIGUNGSWELT VON MORGEN
www.goodfellow.com | [email protected] | 0800 1000 579
Die umfassende Lösung für Forschungsmaterialien
Metalle
Legierungen
Keramiken
Polymere
Verbundstoffe
Verbindungen
2 Werkstoffe 2/2018
Inhaltsverzeichnis
INHALTSVERZEICHNISWerkstofftrends: Bionische Datenspeicher Seite 3
Wissenstransfer aus Bayern: Neue Mobilitätskonzepte fordern neue Polymerwerkstoffe und innovative Verarbeitungs-Konzepte Seite 4
Nachrichten aus dem Steinbeis Zentrum Seite 5
Wissenswertes aus NRW: Titandioxid – mehr als ein Weißpigment Seite 6
Europäische Nachrichten aus Jülich: Hilfe bei der Beantragung von Fördermitteln: Die Konzeptwerkstatt Seite 8
Nachrichten des Deutschen Kupferinstituts Seite 10
Nachrichten der Initiative Zink wSeite 12
AVK – Industrievereinigung verstärkte Kunststoffe: Composites – Werkstoff für Visionen, seit mehr als 100 Jahren Seite 16
Thema:
Keramik: Warum nicht mal in Keramik? Keramische Lösungen für den Maschinenbau Seite 18
CFK-Werkstoffe: Porositätscharakterisierung von CFK-Werkstoffen mit der Mikro-Computertomografie Seite 20
Prozessabsicherung bei der Entwicklung lackierter Kunststoffteile Seite 23
Messen und Termine Seite 26
Sonderteil Messebau: IFES World Summit in Chicago „Reaching New Heights“ Seite 35
Produkte und Innovationen Seite 36
www.goodfellow.com | [email protected] | 0800 1000 579
Die umfassende Lösung für Forschungsmaterialien
Metalle
Legierungen
Keramiken
Polymere
Verbundstoffe
Verbindungen
Weitere Informationen und Beiträge
finden Sie in unserem
Web-Portal unter:
www.werkstoffzeitschrift.de

Werkstoffe 2/2018 3
Werkstofftrends
Die Speicherung und Bereitstellung gro-ßer Datenmengen auf kleinstem Raum wird derzeit hauptsächlich durch das Nutzerverhalten im boomenden Markt mobiler Endgeräte sowie das sich entwi-ckelnde „Internet of Everything“ (mit Ein-zelaspekten wie z.B. Industrie 4.0, Smart Home, Product-as-a-Service) zu einem kri-tischen Faktor in Bezug auf Nutzerzufrie-denheit und Wirtschaftlichkeit. Parallel dazu sinkt nach wie vor die durchschnitt-liche Nutzungsdauer mobiler Computer und Kommunikationsgeräte, was anhal-tend zu steigenden Umweltbelastungen v.a. in der dritten Welt führt. Laut einer UNEP-Studie werden weltweit jährlich über 50 Mio Tonnen Elektronikmüll pro-duziert, der nicht biologisch abbaubar ist. Dessen Recycling erfolgt mangels Anla-genkapazität, aufgrund komplexer Bau-teilstrukturen und Werkstoffmischungen sowie insbesondere auch hoher Kosten bislang nur sehr unvollständig. Überwie-gend wird er weltweit in Armutszonen ver-schifft und dort deponiert bzw. unkontrol-liert verwertet.Seit den 1990er Jahren stieg, getragen von Entwicklungen in Nanotechnologie, Neuro- und Biowissenschaften, paral-lel dazu das Interesse an biologisch in-spirierten, seit ca. 15 Jahren auch an biobasierten IuK-Technologien. Denn biologische „Werkstoffe“ haben ein sehr niedriges spezifisches Gewicht, sind ext-rem hoch integrierbar (Beispiel Gehirn), kompatibel mit flexiblen Trägerstrukturen und „Nanotechnologie“, kostengünstig, biologisch abbaubar und theoretisch auch einfach zugänglich und handhab-bar. Hinzu kommt, dass der Elektronen-transfer einer der grundlegendsten und ausgereiftesten biologischen Prozesse ist. In Bezug auf Datenspeicher, hauptsäch-lich in Form von RRAM und Flash Memo-ry, haben sich in den letzten Jahren vier stoffbezogen Forschungsschwerpunkte herausgebildet: Protein-, Saccharid-, RNA- und DNA- sowie Virus-basierte Spei-chertechnologien. In RRAMs spielen sie die Rolle einer aktiven, in Flash Memories die einer dielektrischen Schicht. Darüber hinaus können große Molekülstrukturen wie Chitosan oder Seide auch als flexible, transparente und abbaubare Substrate mit sehr niedrigem spezifischen Gewicht dienen. In bionischen Datenspeichern werden sie in ursprünglich-biologischer
wie auch modifizierter Form eingesetzt. Allerdings befinden sich fast alle Entwick-lungen in einem sehr frühen Laborstadi-um, auch wenn es bereits erste Demons-tratoren gibt. Proteine sind in der Natur die am weites-ten verbreiteten und am leichtesten zu-gänglichen Biomoleküle. Technisch hoch-relevante Eigenschaften wie reversibles RedOx-Verhalten, widerstandsabhängi-ges Schaltverhalten und auch elektrische Isolation machen sie zu vielversprechen-den Bausteinkandidaten in bionischen Datenspeichern. Ferritin, Myoglobin und Seiden-Fibroin sind derzeit am intensivs-ten untersucht. Ferritin ist ein kugelförmi-ges Protein, das einen stabilen Käfig um einen Eisenkern bildet. In Abhängigkeit von einem externen elektrischen Feld kann dieser Käfig reversibel Eisenionen freisetzten und verändert dabei seinen Widerstand. Nanoskalige Multilayer, die Ferritin enthalten, eignen sich daher zum Aufbau nichtvolatiler RRAMs. In anderer Konfiguration ermöglichen sie Feldeffekt-transitor-Flash Memories (FET-FS). Auch unter Verwendung des in Muskelgewebe beheimateten Myoglobin lassen sich FET-FS herstellen. Seiden-Fibroin als weiteres für RRAMs geeignetes Biomolekül vereint hohe mechanische Stabilität, optische Transparenz, und schaltbaren elektri-schen Widerstand.In Sacchariden liegen Hydroxyl-Gruppen in großer Dichte vor. Deren Dipol-Ausrich-tung kann über das Anlegen einer exter-nen Spannung modifiziert werden. Dies wiederum lässt sich in Flash Memories zur Verstärkung des Hysterese-Effekts nutzen. Ein Beispiel hierfür ist das Sac-charid Maltoheptaose. Andererseits wurde Chitosan, ein extrem häufig auf-tretendes Polysaccharid, systematisch auf seine Eignung in RRAMs untersucht. Nanoschichten aus Chitosan lassen sich über das Anlegen positiver oder negativer Vorspannung reversibel zwischen hoher und niedriger elektrischer Leitfähigkeit umschalten.RNA und DNA dienen in der Nanotech-nologie schon seit über 25 Jahren als vielseitiges Ausgangsmaterial für die reproduzierbare Konstruktion zwei- und dreidimensionaler (Träger-)Strukturen und Bauteile. Als ein Basiselement resis-tiver Speichertechnologien wurden kürz-lich RNA-Quantenpunkt-Kombinationen als funktionelle nanoskalige Abstands-
halter zwischen den Quantenpunkten und einem Goldsubstrat erfolgreich getestet. Ebenso erfolgreich verliefen Untersuchungen zur DNA-gesteuerten Herstellung von Kupferoxid-DNA-Alumi-nium-Nanokompositen für RRAMs. Hier übernimmt die DNA eine Brückenfunkti-on zwischen den metallischen Nanoparti-keln und verbessert das Schaltverhalten signifikant. Auch reine DNA-Multischicht-RRAMs auf Goldelektroden wurden hergestellt. Hierbei wurde erstmals ein Multilevel-Speicherverhalten beobachtet, was zur Entwicklung von Biomemristoren führen könnte.Die Erforschung von Speichertechnologi-en unter Nutzung von Viren beschränkt sich bislang im wesentlichen auf den in der Nanotechnologie vielfältig eingesetz-ten Tabakmosaikvirus. Eine seiner inter-essanten Eigenschaften ist die autono-me Zusammenlagerung einzelner Viren zu geordneten Strukturen. In Bezug auf Speichertechnologien übernimmt das in ihm enthaltene RNA-Molekül durch sei-nen hohen Anteil an aromatischen Ring-strukturen in Kombination mit Metallna-nopartikeln wie z.B. aus Platin die Rolle des Ladungsdonors. Auch wenn bionische und bio-basierte Speichertechnologien erst am Anfang ih-rer systematischen Erforschung stehen, versprechen sie schon heute ein großes Anwendungspotential. Zusammen mit weiteren aus lebenden Systemen ab-geleiteten Technologien wie bionische/künstliche synaptische Verbindungen, die z.B. für Anwendungen in Memristo-ren und Feldeffekt-Transistoren geeignet sind, oder solche, die eine Energiegewin-nung und -speicherung auf quasi moleku-larer bzw. zellulärer Ebene ermöglichen (z.B. mittels Enzymsystemen oder orga-nischen Komponenten in neuartigen Bat-terietypen), eröffnen sich langfristig völlig neue Perspektiven in Bezug auf mobile IuK-Technologien.
Bionische Datenspeicher Stefan Reschke, Dr. Diana Freudendahl, Dr. Ramona Langner
*Fraunhofer Institut fürNaturwissenschaftlich-Technische Trendanalysen
Appelsgarten 2, 53879 Euskirchenberichtet in jeder Ausgabe exklusiv
über Werkstofftrends
4 Werkstoffe 2/20184 Werkstoffe 2/2018
In der Rubrik „Wissenstransfer aus Bayern“ stellt die Bayern Innovativ GmbH regelmäßig aktuelle Trends aus Wirtschaft und Wissenschaft vor.
Wissenstransfer aus Bayern
haben die Möglichkeit, sich mit Experten für Werkstofftechnologie, Innovations-treibern und Visionären, FuE-Leitern und Wissenschaftlern aus den Werkstoffwis-senschaften und Branchen wie Chemie, Maschinenbau, Produktionstechnolo-gien, Automobil, Luft- und Raumfahrt, Bioökonomie, Energie, Leichtbau etc. zu vernetzen.
Leitthemen Additive Fertigung, Multi-Material-Design und Nachhaltigkeit
Das Programm orientiert sich an den Leit-themen Additive Fertigung, Multi-Materi-al-Design und Nachhaltigkeit und greift somit die Schwerpunkte des Clusters Neue Werkstoffe auf, koordiniert durch Bayern Innovativ. In Vorträgen und Work-shops geht es um Produktionsverfahren im neuen Maschinenzeitalter, Leichtbau-materialien und Multi-Material-Design für die Mobilität der Zukunft, Fortschritte in der Additiven Fertigung und Anwendungs-beispiele aus dem Alltag. Circular Econo-my und BioEconomy, Werkstoffe für die Stadt der Zukunft sowie Anwendung und Einsatzmöglichkeiten von Exoskeletten und Human Machine Interfaces in Pro-duktionsbetrieben sind weitere Kernthe-men von MatX 2018.
www.matx-2018.de
Autor:Tanja FlügelBayern InnovativBayerische Gesellschaft für Innovation und Wissenstransfer mbHAm Tullnaupark 8, 90402 Nürnberg Tel. +49 911-20671-211Fax +49 [email protected]
In der Luftfahrt werden intensiv autono-me Shuttle-Lösungen und elektrisches Fliegen entwickelt. Im Fahrzeugbereich sind es die Schlagworte „e-mobility“, „Au-tonomes Fahren“ und „Car on demand“, welche auch innovative Werkstoff- und Verarbeitungskonzepte erfordern. Für beide Bereiche werden aktuell neue Po-lymerlösungen erforscht und zur Serien-reife entwickelt. Gerade im Bereich der Elektromobilität rücken neue Anforde-rungen an thermische und akustische Isolation des Fahrgastraumes in den Fo-kus. Einen wichtigen Beitrag können hier thermoplastische Sandwichstrukturen liefern. Die Firma BROSE hat bereits die Großserientauglichkeit von Glasfaser ver-stärkten Organoblechen in Kombination mit integrierten Spritzgießelementen mit den Bauteilen Türmodulträger und Durch-lade in Serienanwendungen bewiesen. Für den Einsatz in Sandwichbauteilen werden die Organobleche als Deckschich-ten auf Schaumkernen verwendet. Somit werden sehr gute thermische und akusti-sche Isolationseigenschaften, sowie eine extrem hohe Energieaufnahme im Crash-fall erreicht. Jedoch fehlten hierzu bisher die Konzepte, diese Sandwichbauteile automatisiert und in großen Stückzah-len zu fertigen. Hierzu wird ein im Projekt MAI-Sandwich neu entwickeltes Ferti-gungsverfahren für einbaufertige und nachbearbeitungsfreie Sandwichbauteile in Zykluszeiten von unter 2,5 Minuten für die Automobilindustrie vorgestellt.
Um das Einsatzspektrum der Sandwich-bauteile im Strukturbereich und für höhere Temperaturanforderungen zu erweitern, werden neue technische Parti-kelschäume mit deutlich höherer Wärme-formbeständigkeit entwickelt. Auch für die Luftfahrt sind thermoplastische Faserver-bundwerkstoffe und Sandwichlösungen von Interesse, um steigende Stückzahlen und neue Innenraumkonzepte zu ermög-lichen. Zusätzlich rückt die Nachhaltigkeit der kompletten Produktionskette und das „End of Life“ Recycling für Leichtbau- und Polymerlösungen in den Fokus.Welche Konsequenzen neue Mobilitäts-konzepte gerade für die Automobil- und Luftfahrtindustrie nach sich ziehen, er-läutert Prof. Dr.-Ing. Volker Altstädt, CEO, Neue Materialien Bayreuth GmbH und Leiter des Lehrstuhls Polymer Enginee-ring an der Universität Bayreuth, in sei-nem Vortrag auf der MatX 2018 in Nürn-berg.
Konferenz MatX – MATerial eXperience – vom 27. – 28. Juni 2018 in Nürnberg
Bei der Konferenz MatX – MATerial eX-perience – vom 27. – 28. Juni 2018 in Nürnberg berichten nationale und internationale Referenten und Vorden-ker von innovativen Entwicklungen der Materialbranche und geben Einblicke in Zukunftsmaterialien und potentielle Anwendungen. Bis zu 500 Teilnehmer
Ob Elektroauto oder Passagierdrohne, ob Hyperloop oder schwimmende Landeplattfor-men für Raketenstufen von SpaceX - neuartige Leichtbaumaterialien werden in vielen innovativen Entwicklungen eingesetzt und bilden schon heute die Grundlage für unsere moderne Gesellschaft.
Funktionsintegriertes thermoplastisches Sandwichbauteil mit Spritzgieß- und 3D-Druckelementen (Quelle: Neue Materialien Bayreuth GmbH)
Neue Mobilitätskonzepte fordern neuartige Polymerwerkstoffe und innovative Verarbeitungskonzepte

4 Werkstoffe 2/2018
Nachrichten aus dem Steinbeis Zentrum
Für Unternehmen mit innovativen Projekt-ideen und konkreten Vorhaben, die sie zur Marktreife weiterentwickeln möchten, ist das europäische KMU-Instrument eine attraktive Möglichkeit, um ihre Produkte und Dienstleistung auf den Markt zu brin-gen. Auch im Jahr 2018 laden das Stein-beis-Europa-Zentrum und die Steinbeis 2i GmbH mit finanzieller Unterstützung des Ministeriums für Wirtschaft, Arbeit und Wohnungsbau Baden-Württemberg zu zahlreichen Informations- und Beratungs-tagen ein:
6. Juni 2018 in Villingen-Schwenningen in Kooperation mit der IHK Schwarzwald-Baar-Heuberg
28. Juni 2018 in Heilbronn, in Koopera-tion mit der Wirtschaftsförderung Raum Heilbronn GmbH
18. Juli 2018 in Horb am Neckar in Ko-operation mit der Wirtschaftsförderung Nordschwarzwald GmbH
12. September 2018 in Freiburg in Ko-operation mit der IHK Südlicher Ober-rhein
26. September 2018 in Karlsruhe in Ko-operation mit der IHK Karlsruhe
10. Oktober 2018 in Ulm in Kooperation mit der IHK Ulm
Hanna Schäfer, [email protected], https://www.steinbeis-europa.de/innovation_kmu
KMU-Beratungstage werden in Baden-Württemberg fortgesetzt
• Training: Grundlagenmodul „Das 1 x 1 der Antragstellung – Internationale In-novations- und Forschungsförderung“
21. Juni 2018 in Stuttgart und 21. No-vember 2018 in Karlsruhe
• Zertifikatslehrgang (Dreitägig) „Das 1 x 1 der Antragstellung – Internatio-nale Innovations- und Forschungsför-
Unter fachlicher Leitung der Deutschen Rohstoffagentur (DERA) wurde am 25. Januar 2018 der Deutsche Rohstoffeffizi-enz-Preis an drei mittelständische Unter-nehmen und eine Forschungseinrichtung vergeben. In der Wettbewerbskategorie Unternehmen wurde auch die OBE Ohn-macht & Baumgärtner GmbH & Co.KG mit dem Projekt „REProMag – Ressour-ceneffiziente Herstellung von Hartmagne-ten auf Basis Seltener Erden“ prämiert.Das Bundeswirtschaftsministerium zeich- net mit dem Preis herausragende Bei-spiele rohstoff- und materialeffizienter Produkte, Prozesse oder Dienstleis-tungen sowie anwendungsorientierter Forschungsergebnisse aus. Nominiert waren Technologien bzw. Verfahren zum Recycling von Metallen, Kunststoffen, Magneten sowie Auto- und Flugzeugtei-len und zur effizienten Verwendung von Rohstoffen und Materialien. REProMag – Ressourceneffiziente Herstellung von
derung“, 23. Oktober – 13. November 2018 in Karlsruhe
• Training „Das Projekt läuft an – in der Projektadministration durchblicken“
11. Juli 2018 in Stuttgart
• Training „Hilfe, mein EU-Projekt wurde genehmigt – die Klaviatur des Projekt-
Hartmagneten auf Basis Seltener Erden hat ein Verfahren zur stofflichen Wieder-verwertung von Magneten mit Seltenen Erden entwickelt. Damit wird dem Recy-cling für diese technologisch sehr bedeu-tenden Rohstoffe ein wichtiger Impuls gegeben. Diese Magnete sind für unsere täglichen Produkte wie Smartphones und Laptops unentbehrlich geworden. Sie sind zudem aber auch extrem wichtig für zukünftige technologische Entwicklun-gen, z.B. im Bereich der Elektromobilität und der erneuerbaren Energien. Eine innovative und ressourcenschonen-de Produktionstechnik für permanente Magnete aus 100% recycelten seltenen Erden wurde entwickelt und in Industrie-anwendungen validiert: das SDS (Sha-ping, Debinding, Sintering) Prozess mit MIM (Metal Injection Moulding)-Spritz-guss oder additive Fertigung. Dank SDS können formkomplexe, kundenspezifi-sche, magnetisierte Teile mit einer signi-
koordinators“, 24. – 25. April 2018 in Karlsruhe und 19. – 20. September 2018 in Stuttgart
Valerie Bahr, [email protected]://www.steinbeis-europa.de/weiter-bildung_trainings
fikanten Erhöhung der Materialeffizienz kostengünstig hergestellt werden.Die Steinbeis 2i GmbH hat im Projekt das administrative Management, die För-derung des Austausches innerhalb des Konsortiums, die Steuerung der Verwer-tung der Ergebnisse, die Verbreitung und Kommunikation und die Förderung der Kenntnisse der Partner im geistigen Ei-gentumsrecht geleitet.
Sabine Müller, [email protected] www.repromag-project.eu
Weiterbildungsangebote zur Europäischen Forschungs- und Innovationsförderung
OBE Ohnmacht & Baumgärtner GmbH & Co. KG aus Isprin-gen erhält für das EU-Projekt REProMag – den deutschen Rohstoffeffizienz-Preises 2017
Werkstoffe 2/2018 5

6 Werkstoffe 2/2018
Titandioxid – mehr als ein Weißpigment
Venator ist ein weltweit operierender Her-steller von Pigmenten und Additiven, der neben einer breiten Palette an Buntpig-menten (Eisenoxide, Ultramarine, Chrom-oxide, komplexe anorganische Pigmente) und funktionalen Additiven (Bariumsul-fat, Zinksulfid und Lithopone) vor allem Titandioxid basierte Produkte anbietet. Mit einer Nennkapazität von insgesamt ca. 782.000 Tonnen pro Jahr bei einem Weltjahresbedarf an Titandioxid von etwa 6–6,5 Millionen Tonnen stellen wir unse-re Produkte sowohl nach dem Sulfat- als auch nach dem Chloridverfahren her. Als einer der führenden Produzenten betreibt Venator unter anderem zwei Produktions-stätten in Deutschland (Duisburg-Hom-berg und Krefeld-Uerdingen), in denen maßgeschneiderte Produkte für ein über-aus breites Anwendungsspektrum gefer-tigt werden.Titandioxid (TiO2) ist aus dem alltäglichen Leben nicht mehr wegzudenken. Es fin-det Anwendung in einer schier unendli-chen Anzahl von alltäglichen Produkten, wie z.B. Farben, Lacken, Kunststoffen, Kosmetika, Katalysatoren, elektrokera-mischen Bauteilen usw.. Ausgehend von natürlichen (z.B. Ilmenit) oder veredelten Rohstoffen (titanhaltige Schlacke) wird das Titandioxid entweder mithilfe des sogenannten Chlorid- oder des Sulfatver-fahrens hergestellt.Beim Sulfatverfahren wird der (schwar-ze) Rohstoff bei erhöhter Temperatur mit konzentrierter Schwefelsäure zur Reakti-on gebracht, der Fachmann spricht vom Aufschluss. Als Ergebnis dieses Prozes-ses erhält man eine schwarz gefärbte Mischung, die nun gelöstes Titan und als Hauptnebenkomponente Eisen enthält. Durch einen ersten Kristallisationsschritt wird ein großer Teil des Eisens abge-trennt und aus der verbleibenden Lösung kann nun durch Verdünnung mit Wasser
bei erhöhter Temperatur ein weißlicher Feststoff abgeschieden werden. Dieses noch sehr wasserreiche Titandioxid wird nachfolgend weiter gereinigt und einer Kalzination zugeführt. Diese thermische Behandlung ist erforderlich, um die Teil-chengröße einzustellen, bei der die op-timale Lichtstreuung eintritt. Titandioxid kommt natürlich unter anderem in den beiden chemisch vollständig identischen sogenannten Kristallmodifikationen Ana-tas und Rutil vor, welche sich nur in der Anordnung ihrer kleinsten Bausteine un-terscheiden. Beide zeigen in Abhängig-keit der Lichtwellenlänge ein Optimum des Streuvermögens bei einer Partikel-größe von ca. 300 nm. Jedoch ist bei gleicher Partikelgröße das Streuvermö-gen des Rutil höher, als das des Anatas, weshalb für Anwendungen als Pigment in der Regel die Rutilform bevorzugt wird. Neben der präzisen Einstellung der Par-tikelgröße ermöglicht die Kalzination es zudem, das ursprünglich in der Anatas-
form vorliegende Titandioxid in die Rutil-form umzuwandeln. Durch eine gezielte chemische Behandlung vor, bzw. nach der Kalzination können noch weitere Pro-dukteigenschaften passgenau eingestellt werden. So ist es z.B. möglich, die Einar-beitung des Titandioxides in Kunststoffe durch eine nachträgliche Behandlung mit einem hydrophobierenden Mittel we-sentlich zu erleichtern. Die photokatalyti-schen Eigenschaften von reinem Titandi-oxid sind landläufig bekannt, es ist also in der Lage unter Einwirkung von Licht (z.B. Sonnenlicht) reaktive Spezies zu erzeu-gen, die nachfolgend chemische Reakti-onen induzieren können. Verwendet man ein solches Titandioxid z.B. in einer For-mulierung mit einer organischen Matrix, würde diese irreversibel zerstört. Dieser Effekt wird als Kreidung bezeichnet. Um diese Eigenschaft des Titandioxides zu eliminieren, werden während des Her-stellprozesses verschiedene anorgani-sche Zusatzstoffe beigefügt (z.B. Al2O3, SiO2 etc.). Diese erlauben es zudem noch weitere Produkteigenschaften gezielt einzustellen (z.B. Oberflächenladungen). Sämtliche im Produktionsprozess anfal-lenden Nebenprodukte werden entweder wieder aufgearbeitet und wiederverwen-det (Schwefelsäure) oder in anderen Industrien als Rohstoff eingesetzt (z.B. Eisensulfat zur Herstellung von Eisen-oxidpigmenten).Im Chloridverfahren wird der titanhalti-ge Rohstoff mithilfe von Kohlenstoff und Chlor in flüssiges Titantetrachlorid um-gesetzt, welches durch Destillation auf die erforderliche Reinheit aufgearbeitet wird. Eine nachfolgende Oxidation mit
Wissenswertes aus NRW
Detailfoto des Venator Standortes in Duisburg-Homberg

Werkstoffe 2/2018 76 Werkstoffe 2/2018
Wissenswertes aus NRW
Sauerstoff liefert Titandioxid in der Rutil-form. Das bei diesem Oxidationsprozess erzeugte Chlorgas wird erneut der Reak-tion mit dem Rohstoff zugeführt, so dass auch bei diesem Verfahren ein geschlos-sener Kreislauf garantiert ist. Die nachfol-genden Behandlungsschritte (organische und anorganische Nachbehandlung) sind weitestgehend identisch mit den oben beschriebenen.Die anwendungsspezifischen Eigenschaf-ten der Endprodukte können in beiden Produktionsverfahren maßgeschneidert durch den Herstellprozess festgelegt wer-den. So steht z.B. bei der Verwendung als Pigment im Wesentlichen die Einstellung der optimalen Partikelgröße, sowie eine hinreichende Reinheit (Entfernung von farbgebenden Elementen wie z.B. Fe, Cr, V etc.) im Vordergrund. Extrem kleine Par-tikel erscheinen dagegen transparent, absorbieren aber UV-Licht und werden aus diesem Grund als mineralischer UV-Blocker in Sonnencremes eingesetzt. Am anderen Ende der Größenskala liegen IR-reflektierende Pigmente, die insbeson-dere z.B. in Gebieten mit hoher Sonnen-einstrahlungsintensität eine merkliche Abkühlung der mit solchen Produkten beschichteten Gebäude bewirken kön-nen. Für Effektlacke stellt man die Teil-chengröße so ein, dass kurzwelliges blaues Licht in Wechselwirkung mit dem Titandioxid tritt und so dem sichtbaren Spektrum entzogen wird, langwelligeres rotes oder gelbes Licht aber ungehindert „passieren“ kann. In Verbindung mit z.B. Aluminiumpartikeln kann so ein blickwin-kelabhängiger Farbeffekt erzielt werden. Für keramische Anwendungen stehen komplett andere Eigenschaften des Ti-tandioxides im Vordergrund. Hier ist vor-rangig eine hohe Reinheit erforderlich, um definierte elektrische oder strukturel-le Eigenschaften im Endprodukt zu erhal-ten. So wird Titandioxid in signifikanten Mengen als Vorstufe zur Erzeugung von Titanaten genutzt. Bariumtitanat dient z.B. der Herstellung von selbstregulieren-den Heizelementen (PTC Thermistoren), oder als Kondensatormaterial in mikro-elektronischen Bauelementen (MLCC mulitlayer ceramic capacitor). Aufgrund des derzeitigen Elektromobilitätstrends gewinnt Lithiumtitanat zunehmend als sichere Alternative gegenüber Graphit als Anodenmaterial an Bedeutung. Die aus-gezeichneten Thermoschockeigenschaf-ten von Aluminiumtitanat ermöglichen es, keramische Bauteile herzustellen, die Temperaturunterschiede von mehreren hundert Grad Celsius innerhalb kürzester Zeit schadlos aushalten können, wes-halb dieser Werkstoff Anwendung in der Feuerfestindustrie findet. Im Bereich der Katalyse wird Titandioxid entweder direkt als katalytisch aktive Komponente ge-nutzt (Photokatalyse) oder aber es dient
als Träger für die eigentlich katalytisch aktiven Substanzen (SCR-Entstickungs-katalysatoren, Claus Katalysatoren). Die Eigenschaften, die das Titandioxid von anderen üblichen Trägermaterialien wie z.B. Siliziumdioxid und Aluminiumoxid ab-hebt, sind unter anderem die Toleranz ge-genüber einem breiten pH-Bereich sowie gegenüber Schwefelspezies, die insbe-sondere in industriellen oder motorischen Abgasen in teilweise kritischen Konzen-trationen vorkommen können. Insbeson-dere die weitgehende Unempfindlichkeit gegenüber einem breiten pH-Spektrum ermöglicht es, auf TiO2 basierende ke-ramische Filtermedien herzustellen, die selbst unter harschen pH-Bedingungen eine hervorragende chemische Stabilität zeigen. Solche Systeme werden beispiels-weise bei der Aufarbeitung industrieller wässriger Medien eingesetzt. Die meis-ten Anwendungen nutzen pulverförmige Ausgangsstoffe, da deren Einsatz in der Regel ökonomischer und auch ökologi-scher ist (da z.B. beim Transport nicht wie im Falle von Suspensionen, Wasser transportiert werden muss). Einzelne Spezialanwendungen greifen aber auf feindisperse Titandioxidsuspensionen
zurück, in denen die Partikel stark verein-zelt vorliegen. Diese sogenannten Sole zeichnen sich dadurch aus, dass sie als Quelle von feinst verteiltem, d.h. nicht agglomeriertem Titandioxid dienen. Typi-sche Anwendungsbeispiele hierfür sind photokatalytisch aktive Beschichtungen oder die Verwendung als Additiv in der Katalysatorherstellung.Die Vielfalt der genannten Anwendungen spiegelt sich auch in der Vielfalt der Vena-tor Produktpalette wider. Mit den weltweit insgesamt acht Produktionsstandorten für Titandioxid bieten wir ein Portfolio, das neben den genannten noch eine Vielzahl weiterer Anwendungsbereiche abdeckt. An den Forschungsstandorten in Duisburg-Homberg und Wynyard (Groß-britannien) werden zudem fortlaufend neue Produkte in enger Orientierung an den Marktbedürfnissen entwickelt.
Autoren:Dr. Ralf BeckerDr. Jörg Hockenwww.venatorcorp.com
Luftbildaufnahmen der deutschen Venator Standorte – im Foto oben der Standort in Duisburg-Homberg, im Foto unten im rechten Bildteil das Venator Werk auf dem Gelände des ChemParks in Krefeld-Uerdingen.
8 Werkstoffe 2/2018
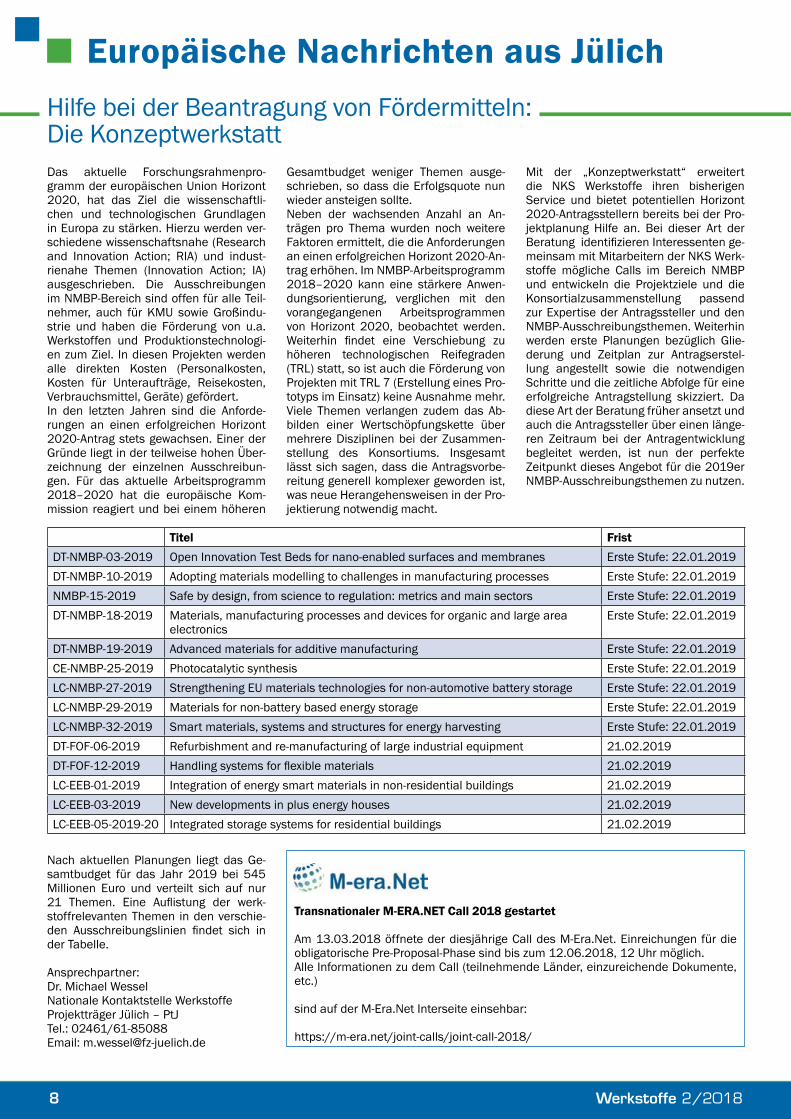
Europäische Nachrichten aus JülichHilfe bei der Beantragung von Fördermitteln: Die KonzeptwerkstattDas aktuelle Forschungsrahmenpro-gramm der europäischen Union Horizont 2020, hat das Ziel die wissenschaftli-chen und technologischen Grundlagen in Europa zu stärken. Hierzu werden ver-schiedene wissenschaftsnahe (Research and Innovation Action; RIA) und indust-rienahe Themen (Innovation Action; IA) ausgeschrieben. Die Ausschreibungen im NMBP-Bereich sind offen für alle Teil-nehmer, auch für KMU sowie Großindu-strie und haben die Förderung von u.a. Werkstoffen und Produktionstechnologi-en zum Ziel. In diesen Projekten werden alle direkten Kosten (Personalkosten, Kosten für Unteraufträge, Reisekosten, Verbrauchsmittel, Geräte) gefördert.In den letzten Jahren sind die Anforde-rungen an einen erfolgreichen Horizont 2020-Antrag stets gewachsen. Einer der Gründe liegt in der teilweise hohen Über-zeichnung der einzelnen Ausschreibun-gen. Für das aktuelle Arbeitsprogramm 2018–2020 hat die europäische Kom-mission reagiert und bei einem höheren
Gesamtbudget weniger Themen ausge-schrieben, so dass die Erfolgsquote nun wieder ansteigen sollte.Neben der wachsenden Anzahl an An-trägen pro Thema wurden noch weitere Faktoren ermittelt, die die Anforderungen an einen erfolgreichen Horizont 2020-An-trag erhöhen. Im NMBP-Arbeitsprogramm 2018–2020 kann eine stärkere Anwen-dungsorientierung, verglichen mit den vorangegangenen Arbeitsprogrammen von Horizont 2020, beobachtet werden. Weiterhin findet eine Verschiebung zu höheren technologischen Reifegraden (TRL) statt, so ist auch die Förderung von Projekten mit TRL 7 (Erstellung eines Pro-totyps im Einsatz) keine Ausnahme mehr. Viele Themen verlangen zudem das Ab-bilden einer Wertschöpfungskette über mehrere Disziplinen bei der Zusammen-stellung des Konsortiums. Insgesamt lässt sich sagen, dass die Antragsvorbe-reitung generell komplexer geworden ist, was neue Herangehensweisen in der Pro-jektierung notwendig macht.
Mit der „Konzeptwerkstatt“ erweitert die NKS Werkstoffe ihren bisherigen Service und bietet potentiellen Horizont 2020-Antragsstellern bereits bei der Pro-jektplanung Hilfe an. Bei dieser Art der Beratung identifizieren Interessenten ge-meinsam mit Mitarbeitern der NKS Werk-stoffe mögliche Calls im Bereich NMBP und entwickeln die Projektziele und die Konsortialzusammenstellung passend zur Expertise der Antragssteller und den NMBP-Ausschreibungsthemen. Weiterhin werden erste Planungen bezüglich Glie-derung und Zeitplan zur Antragserstel-lung angestellt sowie die notwendigen Schritte und die zeitliche Abfolge für eine erfolgreiche Antragstellung skizziert. Da diese Art der Beratung früher ansetzt und auch die Antragssteller über einen länge-ren Zeitraum bei der Antragentwicklung begleitet werden, ist nun der perfekte Zeitpunkt dieses Angebot für die 2019er NMBP-Ausschreibungsthemen zu nutzen.
Titel FristDT-NMBP-03-2019 Open Innovation Test Beds for nano-enabled surfaces and membranes Erste Stufe: 22.01.2019DT-NMBP-10-2019 Adopting materials modelling to challenges in manufacturing processes Erste Stufe: 22.01.2019NMBP-15-2019 Safe by design, from science to regulation: metrics and main sectors Erste Stufe: 22.01.2019DT-NMBP-18-2019 Materials, manufacturing processes and devices for organic and large area
electronicsErste Stufe: 22.01.2019
DT-NMBP-19-2019 Advanced materials for additive manufacturing Erste Stufe: 22.01.2019CE-NMBP-25-2019 Photocatalytic synthesis Erste Stufe: 22.01.2019LC-NMBP-27-2019 Strengthening EU materials technologies for non-automotive battery storage Erste Stufe: 22.01.2019LC-NMBP-29-2019 Materials for non-battery based energy storage Erste Stufe: 22.01.2019LC-NMBP-32-2019 Smart materials, systems and structures for energy harvesting Erste Stufe: 22.01.2019DT-FOF-06-2019 Refurbishment and re-manufacturing of large industrial equipment 21.02.2019DT-FOF-12-2019 Handling systems for flexible materials 21.02.2019LC-EEB-01-2019 Integration of energy smart materials in non-residential buildings 21.02.2019LC-EEB-03-2019 New developments in plus energy houses 21.02.2019LC-EEB-05-2019-20 Integrated storage systems for residential buildings 21.02.2019
Nach aktuellen Planungen liegt das Ge-samtbudget für das Jahr 2019 bei 545 Millionen Euro und verteilt sich auf nur 21 Themen. Eine Auflistung der werk-stoffrelevanten Themen in den verschie-den Ausschreibungslinien findet sich in der Tabelle.
Ansprechpartner:Dr. Michael WesselNationale Kontaktstelle WerkstoffeProjektträger Jülich – PtJ Tel.: 02461/61-85088Email: [email protected]
Transnationaler M-ERA.NET Call 2018 gestartet
Am 13.03.2018 öffnete der diesjährige Call des M-Era.Net. Einreichungen für die obligatorische Pre-Proposal-Phase sind bis zum 12.06.2018, 12 Uhr möglich.Alle Informationen zu dem Call (teilnehmende Länder, einzureichende Dokumente, etc.)
sind auf der M-Era.Net Interseite einsehbar:
https://m-era.net/joint-calls/joint-call-2018/

Werkstoffe 2/2018 9
EUROMAT GmbHIndustrial Surface SolutionsHermann-Hollerith-Straße 6D-52499 Baesweiler
Tel +49 2401 607 2866Fax +49 2401 607 2855
Mail [email protected] www.euromat.de
LÖTEN UND METALLISIEREN MIT ULTRASCHALL-TECHNIKFlussmittel- und schwermetallfrei gem. RoHS-Richtlinien · Metall Buntmetall · Leichtmetall · Glas Keramik · Verbundwerkstoffe Technische Keramik
Siemensstraße 2D-73095 AlbershausenTel. +49 (0) 71 61 / 93 82-0Fax +49 (0) 71 61 / 93 [email protected]
Professionelle Betriebsausstattung direkt vom Hersteller
D-69221 DossenheimTel. 0 62 21 / 87 610 [email protected]
www.apfel-gmbh.de
Oberflächen untersuchen, verstehen und optimieren – dazu sind Kontaktwinkelmessgeräte und Tropfenkontur-analysesysteme von DataPhysics Instruments im Einsatz. Für jede Anwendung wird individuell die entsprechen-de Gerätekonfiguration zusammengestellt. Mit der neuesten Nano- und Picoliter Dosiertechnologie können Sie auch kleinste Oberflächen, wie zum Beispiel eletronische Bauteile, schnell und exakt analysieren. In Forschung und Entwicklung wie auch in der Qualitätssicherung gilt es immer wieder die Eigenschaften von neu entwi-ckelten Materialien oder Beschichtungen zerstörungsfrei am Endprodukt zu testen. Das stellt besonders im Hinblick auf Form und Größe der Probe mitunter eine Herausforderung dar. Während das Rohmaterial oftmals reichlich verfügbar ist, sind die relevanten Flächen am Bauteil nicht selten nur wenige Quadratmilli- oder gar Quadratmikrometer klein, so wie zum Beispiel Sensorklebeflächen, Schraubgewindestücke oder Mikrochips. Die optischen Kontaktwinkelmessgeräte von DataPhysics Instruments eignen sich hervorragend für die Durch-führung von Benetzungsanalysen auch auf derartig minimalen Festkörperoberflächen. Denn der Kontaktwinkel erlaubt eine direkte Oberflächencharakterisierung: niedrige Wasserkontaktwinkel <90° zeugen von Hydrophilie, während man auf hydrophoben Oberflächen kugelförmige Wassertropfen mit Kontaktwinkeln >90° beobachtet. Kontaktwinkelmessungen mit mehreren unterschiedlichen Testflüssigkeiten ermöglichen darüber hinaus die Bestimmung der Oberflächenenergie. Als Pendant zur Oberflächenspannung von Flüssigkeiten werden über die Berechnung der Oberflächenenergie auch die dispersen und polaren Anteile der Oberfläche definiert; zusätzlich lassen sich mit diesem Wissen wiederum Rückschlüsse auf die Oberflächenchemie des Materials ziehen. Soll nun der Kontaktwinkel auf sehr kleinen Oberflächen gemessen werden, erfordert diese Anwendung auch eine entsprechende Modifikation des Messsystems, unter anderem ein deutlich kleineres Volumen des dosierten Flüssigkeitstropfens. DataPhysics Instruments hat zu diesem Zweck neben der Standarddosierung mit Glas- oder Einwegspritzen zur Erzeugung von Mikrolitertropfen zwei innovative Dosiersysteme entwickelt: die Nanoli-terdosierung sowie die Pikoliterdosierung PDDS. Die Größenverhältnisse kann man sich wie folgt vorstellen: Ein Mikrolitertropfen benetzt eine Fläche mit einem Durchmesser von einigen Millimetern – das entspricht in etwa der Größe eines Stecknadelkopfes oder einer Reißzwecke. Mit der Nanoliterdosierung werden bereits hundertmal kleinere Tropfen erzeugt (V = 10 nl). Diese passen zum Beispiel auf den Rand einer 2-Cent-Münze oder in die Gewindegänge einer Schraube (Abb. 1). Mit der Pikoliterdosierung lassen sich noch dreißigmal kleinere Tropfen dosieren (V = 30 pl), beispielsweise auf eine Glasfaser oder auf die Feindrähte eines Koronarstents (Abb. 2). www.dataphysics.de
Benetzungsanalysen auf kleinsten Oberflächen mit den optischen Kontaktwinkelmessgeräten von DataPhysics Instruments GmbH
Abbildung 1: Nanolitertropfen im Gewin-degang einer Schraube
Abbildung 2: Pikolitertropfen auf Feindrähte eines Koronarstents
Anzeige

10 Werkstoffe 2/201810 Werkstoffe 1/201710 Werkstoffe 2/2018
„Copper Alloys 2018“ präsentiert sich mit leistungsstarkem Tagungsprogramm
15. Kupfer-Symposium in Bochum: Call for Papers
Nachrichten des Deutschen Kupferinstituts
Anmeldeschluss ist am 11. März / Einladung zur Industrieausstellung
In Kooperation mit dem schwedischen Institut Swerea KIMAB veranstaltet das Deutsche Kupferinstitut am 11. und 12. April 2018 erstmalig in Mailand einen internationalen Kongress für kupferver-arbeitende Unternehmen, Universitäten und Forschungseinrichtungen, der die neuesten wissenschaftlichen und tech-nischen Entwicklungen rund um die Verwendung von Kupferwerkstoffe prä-sentiert. Noch bis zum 11. März können sich Interessierte für die Veranstaltung anmelden.Im Mittelpunkt stehen neben Aspekten wie den gewachsenen Anforderungen in
Am 20. und 21.11.2018 veranstaltet das Deutsche Kupferinstitut als anerkanntes technologisches Kompetenzzentrum für Kupfer und als der Branchenverband der deutschen Kupferindustrie sowie internationaler Netzwerkpartner von In-dustrie und Wissenschaft zusammen mit der Ruhr-Universität Bochum, Institut für Werkstoffe, seine diesjährige Werk-stofftagung in Bochum. Interessenten, die sich in diesem Jahr mit einem wis-senschaftlichen Vortrag oder Poster am Kupfer-Symposium beteiligen möchten, sollten entsprechende Abstracts bis zum 25. April 2018 einreichen.
2018 liegen die Themenschwerpunkte u.a. auf den Bereichen:▪ Simulation/Modellierung, ▪ Prozess- und Verfahrenstechnik ▪ Nano- und Oberflächentechnik ▪ Materialdesign/-eigenschaften
Das Kupfer-Symposium ist die bedeu-tendste deutschsprachige Plattform für einen professionellen Erfahrungsaus-tausch zwischen Industrie und Hoch-schul-Forschung und eine der wichtigsten werkstoffwissenschaftlichen Veranstal-tungen zum Thema Kupfer. Neben den qualitativ hochwertigen Fachvorträgen wird von den Teilnehmern insbesonde-re die Möglichkeit geschätzt, sich über künftige Entwicklungen innerhalb der Werkstofftechnik und Fertigungstechnik auszutauschen und neue Forschungs-ansätze zu definieren. Die Veranstaltung bietet Forschungsinstituten, Hochschu-len und der Industrie die Möglichkeit, den Dialog zu intensivieren und die Zusam-menarbeit zu optimieren.Mit der Teilnahme als Referent besteht die Chance, Themen einem größeren Fachpublikum vorzustellen und zu dis-kutieren. Die integrierte Poster-Session ermöglicht zudem einen intensiven Aus-
tausch mit den Tagungsteilnehmern zu spezifischen Themen: Unabhängig von der Teilnahme als Referent können wis-senschaftliche Poster eingereicht wer-den, die in einer veranstaltungsbegleiten-den Ausstellung präsentiert werden.Die Vortragsbeiträge und die Posterprä-sentationen werden zudem in der Zeit-schrift METALL in Artikelform veröffent-licht.Abstracts/Vorschläge können mit Titel und Kurzfassung (ca. 300 Worte) [email protected] ge-sendet werden.
Weitere Informationen zum Vortragspro-gramm erteilt: Dr. Ladji Tikana, Deutsches Kupferinstitut Berufsverband, Tel: 0211-4796317,Email: [email protected]
Das Programm wird voraussichtlich Mitte Mai 2018 online zu finden sein.
der Fahrzeugtechnik, bei elektrischen und elektronischen Anwendungen, auch die Verarbeitung und Fertigung, das Re-cycling, Materialdesign und Korrosions-eigenschaften von Kupferwerkstoffen sowie traditionelle Themen wie Kupfer-materialien in Trinkwassersystemen. Die Konferenz gibt einen umfassenden Über-blick über Herausforderungen und Ent-wicklungen der Kupferindustrie. Diverse Workshops bieten zudem eine Plattform für einen aktiven Austausch zwischen Teil - nehmern und Experten. Übergreifende Schwerpunkte sind Themen wie "Kupfer-materialien und Korrosion“, „Verarbei-tung, Bearbeitung und Recycling“, „Ma-terialeigenschaften und -anwendungen“ sowie „Materialentwicklung und -charak-terisierung“.
Plattform für den anwendungs-bezogenen Fachaustausch
Geplant ist „Copper Alloys“ als erwei-terte Plattform zu positionieren, die der gesamten kupferverbundenen Indus-trie- und Forschungslandschaft alle zwei Jahre den anwendungsbezogenen Fach-austausch auf internationaler Ebene er-möglicht und damit die Zukunft der tech-nisierten Welt mitgestalten hilft.
Die integrierte Industrieausstellung bie-tet außerdem ein Forum für Kupferunter-nehmen, die im Rahmen der Tagung ihr Dienstleistungsportfolio vorstellen möch-ten. Kongress-Patenschaften stehen ebenfalls zur Verfügung. Die Anmeldegebühr für Teilnehmer be-trägt 730 Euro; Studenten zahlen 250 Euro. Die Gebühr für Begleitpersonen beträgt ebenfalls 250 Euro (keine Teil-nahme am Kongress). Die Teilnehmer- Anmeldung zu diesen Preisen endet am 11. März 2018. Danach wird eine zusätz-liche Gebühr von 20 Prozent erhoben. Die Gebühr beinhaltet die Teilnahme am Kongress und am Rahmenprogramm.Das ausführliche Tagungsprogramm so-wie Informationen zur Anmeldung und zur Ausstellung sind auf der Webseite www.copperalloys.org zu finden.
Messing findet in zahlreichen industriellen An-wendungsfeldern und Bauteilen seine Verwen-dung. Bild: Kupferinstitut
Pyrometallurgische Verfahren werden auf der Tagung „Copper Alloys 2018“ in mehreren Vor-trägen beleuchtet. Bild: Aurubis

10 Werkstoffe 2/2018 Werkstoffe 2/2018 11
Automation-Security
Zuverlässiger Betrieb und Ausfallsicher-heit von Anlagen sind für Betreiber in der Prozessindustrie wichtige Themen. Der Fortschritt der Digitalisierung mitsamt dem Thema Industrie 4.0 vernetzt Anla-gen ganzheitlich und bietet Potentiale zur Effizienz sowie Effektivität. Eine Kehrsei-te der Vernetzung stellt jedoch das Netz-werk mit möglichen Sicherheitslücken dar. Das Themenfeld Automation-Security beschäftigt sich damit und zeigt wie un-ter gegebenen Rahmenbedingungen ein wirtschaftlicher, vernetzter Betrieb mit flexibler Kommunikation und sicherem Datenaustausch möglich ist.Die Prozessindustrie stellt hohe Anforde-rungen an die IT-Infrastruktur. Zum einen sind die rechtlichen Vorgaben streng, zum anderen bestimmen Eigenheiten von Branche und Betreiber, welche Soft-ware-Produkte eingesetzt werden. Ge-nerell ist die Prozessindustrie eher kon-servativ eingestellt und verhält sich bei der Einführung von neuen Technologien meist zögerlich. „Never touch a running system“ lautet vielerorts die Devise. Dies gilt auch für den Datenaustausch. Dabei entspricht es nicht mehr dem Stand der Technik, Dokumente, Daten und Updates mittels Datenträger auszutauschen. Die Automatisierungsexperten von Rösberg prüften daher am Markt vorhandene Tools zur Datenübertragung. Keines der getesteten Tools erfüllte die gestellten Anforderungen vollständig. Daher kamen die Automatisierungsexperten zu dem Schluss, eine eigene Automation-Securi-ty-Lösung zum sicheren Datenaustausch speziell für Anwendungen in der Prozess-industrie zu entwickeln. Ein wesentlicher Fokus lag dabei auf den rechtlichen Vor-gaben rund um IT- und Automation-Secu-rity.
Im Bereich kritischer Infrastrukturkom-ponenten spielt Sicherheit eine entschei-dende Rolle. Denn diese Infrastruktur-komponenten übernehmen wichtige gesellschaftliche Funktionen beispiels-weise im Bereich der Energieversorgung, Wirtschaft, Gesundheit und Nahrungsmit-telproduktion. Eine Störung hätte erhebli-che Auswirkungen, weshalb gesetzliche Vorgaben und Normen die Sicherheit ge-währleisten. Besonders erwähnenswert hierbei sind das IT-Sicherheitsgesetz, die ISO 27001 und die IEC 62443.Das IT-Sicherheitsgesetz (vollständig: Ge-setz zur Erhöhung der Sicherheit informa-tionstechnischer Systeme) ist eines der zentralen Gesetze für die IT-Sicherheit und richtet sich vor allem an die Betrei-ber kritischer Infrastrukturen. Gesetz-lich müssen Sicherheitsproblematiken an das Bundesamt für Sicherheit in der Informationstechnik (BSI) weitergeleitet werden und der Betreiber ist verpflichtet Präventivmaßnahmen wie Systemhärtun-gen durchzuführen. Die ISO 27001 legt den Schwerpunkt auf Informationssicher-heit innerhalb von Organisationen. Sie spezifiziert die Anforderungen für Einrich-tung, Umsetzung, Aufrechterhaltung und fortlaufende Verbesserung eines doku-mentierten Informationssicherheits-Ma-nagementsystems (ISMS). Dazu benennt sie Anforderungen, wie geeignete Sicher-heitsmechanismen implementiert wer-den sollen, und legt ein wesentliches Au-genmerk auf die permanente Sicherung kritischer Daten. Die IEC 62443 (Indust-rielle Kommunikationsnetze – IT-Sicher-heit für Netze und Systeme) schließlich beschreibt Standards der IT-Security. Als Normenserie zur Anwendung in der bran-chenübergreifenden Prozessindustrie werden die Themen Management Syste-me, Industrial IT-Security und Embedded Security behandelt. Die Norm beschreibt Grundkonzepte und Strategien, wie die Risikoanalyse zur Bestimmung eines Si-cherheitsgrades durchgeführt werden. Weiterhin geben sogenannte Security Le-vels einen Überblick über die möglichen Auswirkungen bei Ausfall oder Störung verschiedener Komponenten und Syste-me.Werden Softwarelösungen für die Prozes-sindustrie entwickelt, müssen sie also den strengen Normen und gesetzlichen Vorgaben entsprechen. Bei der Evalu-ierung vorhandener Lösungen für den Datenaustausch war Sicherheit daher das wesentliche Kriterium gefolgt von Usability und Systemressourcen (Bild 1). Keine der getesteten Softwarelösungen konnte diesen Kriterien ausreichend ge-recht werden. Die getesteten Lösungen verwendeten z.T. weder Zugriffskont-
rolle noch eine Nutzerverwaltung zum gesicherten Dateizugriff. Die Usability einzelner, getesteter Lösungen ließ zu wünschen übrig. Weitere Anwendungen waren als Cloud-Lösung konzipiert, die einen aktuellen Browser zur fehlerfreien Darstellung voraussetzte. Beim industri-ellen Einsatz kann dies nicht durchgängig gewährleistet werden. Des Weiteren war das Cloud-Hosting auf Fremdservern mit sensiblen Anlagendaten aufgrund fehlen-der Internetverbindung und unsicherem Datenverbleib nicht machbar. Ähnliches gilt für Anwendungen, die vorhandene Systemressourcen auslasten und somit den eigentlichen Betrieb stören können.Simon Hofmann Automation Security Specialist, hat sich mit verschiedenen Softwarelösungen eingehend befasst und kam zu dem Schluss: „Die unter-suchten Tools entsprachen nicht den hohen Sicherheitsanforderungen der Prozessindustrie. Auch die schlecht ge-stalteten User Interfaces empfehlen die Softwarelösungen nicht gerade für den Praxiseinsatz. Wir haben daher überlegt, wie wir ein maßgeschneidertes Tool für den sicheren Datenaustausch in der Pro-zessindustrie umsetzen können.“ Dabei entstand ein verhältnismäßig schlankes Tool, das sich auf die tatsächlich notwen-digen Funktionalitäten für den Datenaus-tausch selbst konzentriert. Der Fokus liegt auf der sicheren Datenübertragung mit Verschlüsselung. Eine intuitive, browserunabhängige Nutzeroberfläche erleichtert zudem das Arbeiten mit der Software. Unter den genannten Rahmen-bedingungen der IEC 62443 sowie einem ISMS lässt sich eine Anlage damit opti-mal schützen und betreiben.Die so entstandene Automation-Security-Lösung wird in die hauseigene Produktli-nie Plant Assist Manager (PAM) integriert. Sie ist aber auch als alleinstehendes Tool unter dem Produktnamen Rösberg Data-Gateway erhältlich. Bei ersten Anwendern ist das Tool bereits vermarktet und im Einsatz.www.roesberg.com
Sicherer Datenaustausch für die Prozessindustrie
Simon Hofmann, Automation Security Specialist bei Rösberg Engineering
Kriterien als Maßstab zur Bewertung einzelner Softwarelösungen zum Datenaustausch (Quelle: Rösberg)

12 Werkstoffe 2/2018
Die Druckgussform schließt sich – und dann wird unter hohem Druck flüssige Schmelze eingefüllt, wobei die komplette technologisch-metallurgische Gestaltung des Bauteils definiert wird. Das alles ge-schieht innerhalb von 10 bis 20 Millise-kunden und ist somit für das mensch-liche Auge kaum erfassbar – immerhin dauert ein einziger Wimpernschlag stolze 100 Millisekunden. Ganz grob verein-facht könnte man so den wichtigsten Schritt des Zinkdruckgussprozesses be-
schreiben, an dessen Ablauf sich seit Be-kanntwerden des Verfahrens Anfang des 20. Jahrhunderts nichts Grundsätzliches verändert hat. Wohlgemerkt: nichts Grundsätzliches. Denn wie jedes Verfahren hat der Zink-druckguss in den vergangenen Jahr-zehnten bewiesen, wie viel Potenzial für Leistungssteigerung und Innovation in ihm steckt. Oder wie es Petar Marovic, geschäftsführender Gesellschafter der Havelländischen Zink-Druckguss GmbH
& Co. KG, formuliert: „Die meisten Cha-rakteristika des Zinkdruckgussprozesses haben sich nicht wesentlich verändert. Das ist jedoch kein Ausdruck für man-gelnden Innovationsdrang, sondern viel-mehr ein Zeichen, dass das Verfahren ein gewisses Optimum darstellt, das nur in Nuancen verbessert werden kann.“ Zinkdruckguss erfüllt verschie-denste Anforderungen
Um bei Bestzeiten und Rekorden zu blei-ben: Allein ein Größer, Schneller und Wei-ter – quasi im Sinne des olympischen Ge-dankens – sind bei Zinkdruckguss nicht die ausschlaggebenden Kriterien: „Be-trachtet man Anforderungen an heutige Zinkdruckgussprodukte, spielen natürlich eine schnelle Produktion und die Realisie-rung auch großer Bauteile eine Rolle. Da-rüber hinaus sind Teile sehr wichtig, die dünnwandig, klein und filigran sind, oft eine hohe Funktionsintegration aufwei-sen, optisch herausragend und dennoch schnell, effizient und qualitativ hochwer-tig hergestellt werden. All diese Anforderungen haben den Zink-druckgussprozess verändert – und kön-nen mit ihm realisiert werden. Hierfür stehen moderne Druckgießmaschinen, aber auch innovative Verfahrenstech-niken“, erklärt Dr. Norbert Erhard, Ge-schäftsführer der Oskar Frech GmbH & Co. KG, deren Geschäftsfelder sich von der Herstellung von Warmkammer- und
Klein, groß, filigran, dünn, schnell – Zinkdruckguss ist die Antwort auf diese Herausforderungen
Nachrichten der Initiative Zink
Zink und Kunststoff sind durch die Hybridtechnologie eine starke Kombination: Die gegossenen Bauteile werden mit Kunststoff umspritzt und mithilfe von Kameras und 3-D-Scannern genauestens geprüft. (Bildquelle: Andreas Bednarek)
www.goodfellow.com | [email protected] | 0800 731 4653www.goodfellow.com www.goodfellow.com
Metalle Legierungen Keramiken Polymere Verbundstoffe Verbindungen
Das ultimative Materialversorgungsnetz

Werkstoffe 2/2018 13
Vermeiden von Angüssen an zwei Stellen gleichzeitig sparen: Einmal wird weniger Material beim Druckgießen des Produkts benötigt und zum anderen fällt weniger bis gar kein Material beim Recycling an, da es kaum oder keine Gießreste mehr gibt. Das wiederum macht sich in einer deutlichen Produktivitätssteigerung be-merkbar – bei gleichzeitig geringerem Energieverbrauch und somit auch redu-zierten Kohlendioxidemissionen.“ Größer, kleiner, filigraner, dün-ner, schneller produziert
Zinkdruckguss kann in all diesen Diszipli-nen punkten – und im übertragenen Sinn Podiumsplätze erklimmen. Heute und in der Zukunft. Die Liste bereits existieren-der und künftig möglicher Anwendungs-bereiche ist lang. Allein ein Blick auf die Automobilindustrie zeigt: Der Anteil von Zinkdruckgussprodukten im Auto ist in Europa zwar von etwa 23 Prozent auf 21 Prozent zurückgegangen, dem gegenüber steht aber nahezu eine Verdoppelung der Menge an Bauteilen aus Zinkdruckguss. „Ein stark wachsender Markt ist auch die Elektronikbranche – ganz egal, ob man dabei an intelligente Lösungen für das eigene Zuhause oder an das Elek-troauto denkt“, so Petar Marovic, „jeder Kleinwagen hat heute mehr Steuergeräte und Kommunikationsschnittstellen als Oberklassefahrzeuge vor zehn Jahren und auch die Hausautomation und -steu-erung gewinnt immer mehr an Bedeutung – hier wird Zinkdruckguss generell an Be-deutung gewinnen.“ Eine Einschätzung, die Frank Kirkorowicz teilt: „In den Berei-chen E-Mobilität und Smart Home zählen Sicherheit und Vernetzbarkeit. Einzelne Teile werden immer kleiner und präziser. Zinkdruckguss kann hier punkten – be-sonders wenn es wie in diesen Bereichen um hohe Stückzahlen geht – und wird im-mer häufiger das Produktionsverfahren erster Wahl.“ Kontakt:Dr.-Ing. Sabina GrundINITIATIVE ZINK im Netzwerk der WVMetalleAm Bonneshof 5 40474 Düsseldorf Fon: 0211 47 96 166 Fax: 0211 47 96 25 166 E-Mail: [email protected] Internet: www.zink.de
Nachrichten der Initiative Zink
Dr. Erhard: „Waren in den 1990er-Jahren noch Wandstärken von 1,5 mm State of the Art, ist heute durch Prozessoptimie-rungen serienmäßig eine Dicke von 0,5 mm realisierbar. Doch auch hier geht die Entwicklung immer weiter, sodass bereits 0,3 mm oder sogar 0,2 mm technolo-gisch umsetzbar sind.“
Weitere Entwicklungsmöglich-keiten: Additive Manufacturing
Effizienz und Innovation in der Maschi-nen- und Prozesstechnik sind weitere zentrale Themen, die exakt beherrscht werden müssen, wenn es um Leistungs-steigerung im Zinkdruckguss geht. For-menfüll- und Erstarrungssimulationen gestalten noch vor dem Werkzeugbau aus einer Idee eine seriennahe Vorstufe: Damit ist die Einschätzung möglich, wie sich das gegossene Produkt verhalten wird – verschiedene Variablen wie Tem-peratur und Luftstand werden dabei be-rücksichtigt. Für die Prototypenerstellung wird immer mehr auf 3-D-Druck gesetzt. Doch genau in diesem Bereich sieht Pe-tar Marovic weitere Entwicklungsmöglich-keiten: „Im Bereich kleiner Stückzahlen ist der Schritt vom Rapid Prototyping zum Additive Manufacturing bereits gelungen. Letzteres zeigt dort seine Stärken, wo ein hohes Maß an Designfreiheit, Funk-tionsoptimierung und -integration bei höchst komplexen Strukturen mit extre-mer Leichtigkeit und Stabilität gefordert ist. Für die Legierungshersteller bedeutet das, Zink für Additive Manufacturing fit zu machen und rechtzeitig Entwicklungen mitzugestalten.“
Moderne Maschinen für genaue Wiederholbarkeit
Und die Druckgießmaschine an sich? Frank Kirkorowicz: „Die Druckgussma-schinen sind heute einfacher und präzi-ser zu bedienen und stellen eine genaue Wiederholbarkeit der Prozesse sicher. Steuerung, Überwachung und Visuali-sierung der Druckgießmaschinen haben sich enorm entwickelt – beispielsweise über Sensoren im Werkzeug, die Rück-schlüsse auf die konturnahe Fertigung gewährleisten. Meilensteine sind das angussarme/-lose Gießen und die Echt-zeitregelung, die ein gezieltes Abbremsen bei gleichzeitig geringster Formfüllzeit er-möglichen. Dass Maschinen sich mithilfe von Algo-rithmen wieder selbst justieren, ist zwar noch ein kleiner Blick in die Zukunft, aber das wird in absehbarer Zeit möglich sein.“ Norbert Erhard ergänzt: „Druck-gussmaschinen müssen heute mehr können als einfach nur Gießen. Wich-tig ist beispielsweise auch, Ressourcen zu minimieren. So kann man durch das
Kaltkammer-Druckgießmaschinen über die Werkzeugtechnologie bis zur Automa-tisierung von Druckgießzellen erstrecken. Strenge Maßstäbe von Werkzeugbau bis Fertigung
Mensch, Werkzeug, Material, Maschine und Prozess: Diese fünf Kriterien bilden das Erfolgsteam für einen leistungs- und innovationsstarken Zinkdruckguss. Da-mit Zinkdruckgussteile perfekt in ihren jeweiligen Anwendungsbereich integriert werden können, gelten vom Werkzeug-bau bis zur Fertigung strenge Maßstäbe. Verwendeter Werkstoff, Schrumpfung des Druckteils, konstruktive Auslegung der Form, Prozessstabilität: Viele Para-meter werden berücksichtigt, damit am Ende das Ergebnis stimmt und eine spä-tere Nachbearbeitung unnötig ist. „Die Qualität eines Bauteils entsteht zu 60 bis 70 Prozent im Werkzeug. Eine in-telligente Bauteilkonstruktion, die sicher-stellt, dass mit maximaler Präzision und höchster Qualität anspruchsvolle Geome-trien gegossen werden können: Dafür ist das Know-how von Spezialisten in Engi-neering und Konstruktion gefragt – der Mensch steht im Mittelpunkt des gesam-ten Prozesses“, betont Dr. Frank Kirkoro-wicz, geschäftsführender Gesellschafter der Adolf Föhl GmbH + Co KG. Legierungen für dünnwandige Auslegungen
Stichwort „Material“: In der Praxis ha-ben sich vor allem die Legierungen ZL 0400, ZL 0410 und ZL 0430 durchge-setzt. Ihre Basis bildet Feinzink mit ei-ner Reinheit von 99,995 Prozent Zink. Aluminium, Kupfer und Magnesium sind weitere Bestandteile, die erheblich das Eigenschaftsprofil der Legierungen be-einflussen: Kupfer verbessert die Zugfes-tigkeit und Härte, Magnesium verhindert interkristalline Korrosion und Aluminium begünstigt die Verarbeitbarkeit des Zinks sowie die wichtigsten Gebrauchseigen-schaften, also Zugfestigkeit, Bruchdeh-nung und Schlagbiegezähigkeit. „Dass im Zinkdruckguss überwiegend mit nur drei Legierungen gearbeitet wird, ist natürlich sehr komfortabel“, so Frank Kirkorowicz, „allerdings sind durch opti-mierte Legierungen mehr Anwendungen möglich – besonders wenn man an den Elektronikbereich denkt, für den Bautei-le wesentlich dünnwandiger ausgelegt sein müssen.“ Hier kommen sogenannte High-Fluidity-Legierungen zum Einsatz, die speziell für den Dünnwandguss ent-wickelt wurden und die die gleichen gu-ten mechanischen, elektrischen und wärmeleittechnischen Eigenschaften wie klassische Legierungen aufweisen, aber bis zu 40 Prozent fließfähiger sind.

14 Werkstoffe 2/2018
Hochkonzentriert ging es bei der Jurysit-zung des 7. Zinkdruckguss-Wettbewerbs zu. Immer wieder wurden die Lupen ge-zückt, um die Verarbeitungsqualität der eingereichten Bauteile bis ins kleinste De-tail zu begutachten. Argumente für oder gegen eine Prämierung wurden diskutiert und sorgfältig gegeneinander abgewogen. Und trotzdem fiel der Jury die Entschei-dung sichtlich nicht leicht, so vielfältig stellte sich das Fertigungs-Know-how dar: „Die Teile spiegeln eine ungeheure Band-breite der Einsatzbereiche von Zinkdruck-guss wider – auch jenseits etablierter Branchen wie beispielsweise der Automo-bilindustrie“, zeigte sich Martin Schlotter-beck, Oskar Frech GmbH + Co. KG, beein-druckt. Anspruchsvolle Konstruktionen und Gießtechniken, herausragende Detail- ausarbeitung, hohe Qualität – so bewer-teten die Experten insgesamt die Einrei-chungen und vergaben drei Platzierungen und einen Sonderpreis. Im Rahmen der Eröffnungsveranstaltung der EUROGUSS 2018 in Nürnberg wurden am 16. Januar die Gewinner bekanntgegeben.
Dünnwandguss setzt neue Maßstäbe
Mit dem ersten Platz wurde die Dynacast Deutschland GmbH gewürdigt, die mit ei-nem Bauteil aus dem Anwendungsbereich Elektrotechnik/Elektronik am Wettbewerb teilnahm. Das Gehäuse ist mit bis zu 0,5 Millimetern – im gegossenen Gewinde mit Steigung sogar bis zu 0,2 Millimetern – Wandstärke extrem dünnwandig gegos-sen und stellt damit höchste Ansprüche an Werkzeugbau und Gießtechnik. Vor allem das Füllen des Schirmkreuzes in einer Wandstärke von 0,55 Millimetern erfordert eine sehr gute Prozesskennt-nis. Die Fertigung erfolgt ohne Entnah-mehilfe, eine Nachbearbeitung ist nicht erforderlich. Das Gussteil wird im Schütt-gutverfahren und damit in einer sehr ho-hen Produktivität hergestellt. „Es macht deutlich, dass auch beim Dünnwandguss eine Oberflächenveredelung durch eine galvanische Beschichtung gut realisierbar ist. Dünnwandguss kommt hier in höchs-ter Qualität serienmäßig zum Einsatz. So werden die Maßstäbe für Zinkdruckguss erneut verschoben und die Türen für neue Einsatzbereiche geöffnet“, begründet die Jury ihre Entscheidung. Angussarmes Gießen erreicht Serienreife
Ein von der Adolf Föhl GmbH + Co KG neu entwickeltes Bauteil für die Fenstertech-
nik belegt den zweiten Platz. Durch Clips über Klemmrippen mit einer Kraftaufnah-me von 65 bis 75 N kann es vor Ort leicht eingebaut werden. Sollbruchstellen mit einem definierten Bruch bei 360 bis 460 N erlauben bei Bedarf eine Demontage. Um eine einwandfreie Montage sowie Funktionalität zu gewährleisten, muss das Werkzeug besondere Anforderungen erfüllen – Ziele sind eine scharfkantige Ausbildung der Rippen und die damit ein-hergehende definierte Druckbelastung sowie die Abstimmung der Tuschierflä-chen, um gratfreie Teile zu erhalten, da keine Nacharbeit vorgesehen ist. Hervorzuheben ist zudem die anguss-arme Gießtechnik. Der Guss des Teils wurde von 16-fach konventionellem Zink-druckguss auf 32-fach Heißkanaltechnik umgestellt. Eingesetzt werden vier Heiß-kanaldüsen mit jeweils acht Kavitäten in einem Abguss. Während im konventi-onellen Guss 60 bis 70 Prozent Zink im Anguss bleiben, sind es hier nur etwa 25 Prozent. „Die neue Gießtechnik ist in der Praxis bei Serienteilen angekommen und trägt zu einer deutlichen Steigerung der Ressourceneffizienz des Verfahrens bei. Die gewählte Lösung des vierfachen An-schnitts lässt vermuten, dass Techniken aus dem Kunststoffspritzguss erfolgreich übertragen wurden. Das ist in der Bran-che ein Novum und zeigt, dass es noch Entwicklungspotenzial gibt“, bewerten die Experten das Fertigungs-Know-how dieses Gussteils. Formenbau geht ungewöhnli-che Wege
Den dritten Platz belegt ein Zahnrad mit Welle, das von der Kaspar Lüther GmbH & Co. KG eingereicht wurde. Dieses Bau-teil aus dem Bereich der Bürotechnik ist ein gelungenes Beispiel für Verbundguss. In diesem Fall wird Zink mit Einlegeteilen aus Edelstahl gegossen, um die Eigen-schaften beider Werkstoffe im Hinblick auf Funktion und Kosten optimal auszu-nutzen. Die Zahnräder werden auf eine Edelstahlwelle aufgegossen. Dabei er-folgt die Anbindung der Teile nur punk-
Zinkdruckguss innovativ weitergedacht: Initiative Zink kürt Preisträger
Nachrichten der Initiative Zink
Platz 1: Gehäuse/Halter, eingereicht von der Dynacast Deutschland GmbH.
Platz 2: Bauteil für die Fenstertechnik, einge-reicht von der Adolf Föhl GmbH + Co KG.
Platz 3: Zahnrad mit Welle, eingereicht von der Kaspar Lüther GmbH & Co. KG.
Sonderpreis: „Kleeblatt“, eingereicht von der Heiligenstädter Reißverschluss GmbH & Co. KG.

Werkstoffe 2/2018 15
tuell auf der deren Innenseite, um die Außenverzahnung ohne störenden Formtrenngrat zu gestalten. „Der Formenbau ist hier einen unge wöhnlichen Weg gegangen, was uns zunächst vor ein Rätsel gestellt und dann nachhaltig verblüfft hat“, berichtet Cesare Troglio vom Bundesverband der Deutschen Gießerei-Industrie, „Form und Stellung des Angusses sind in diesem Fall ungewöhnlich und geschickt gelöst. Außer-dem werden höchste Anforderungen an die Toleranz der Form gestellt.“ Kunsthandwerk nutzt Zinkdruckguss
Den Ausbau der Einsatzbereiche von Zinkdruckguss im Kunst-handwerk würdigt die Expertenjury mit einem Sonderpreis für die Heiligenstädter Reißverschluss GmbH & Co. KG. Beim Zinkdruck-gussteil „Kleeblatt“ handelt es sich um einen hochwertigen Deko-rationsartikel an einer Holzfigur einer deutschen Manufaktur. Ziel war, ein sehr dünnes vierblättriges Kleeblatt möglichst naturnah zu gestalten. Anschnitte oder Überläufe im Sichtbereich waren auszuschließen. Das Kleeblatt wird über bewegliche Kerne geformt. Die einzelnen Blätter haben eine Wandstärke von nur 0,6 Millimetern. Nach dem Gießen werden sie gleitgeschliffen und galvanisch vergoldet – die hohe Oberflächenqualität bei solch einem dünnwandigen Teil stellt eine besondere Herausforderung dar. Ausschlagge-bend für die Wahl von Zink waren die hervorragenden Gieß- und Oberflächeneigenschaften des Werkstoffs, weshalb das Teil in einem Stück gefertigt werden kann. Guss und Formenbau sind anspruchsvoll – schließlich muss der dünne Stiel des Kleeblatts bis zum Ende gefüllt werden.
Expertenjury mit genauem Blick für Details
„Jedes Bauteil, das wir beim diesjährigen Zinkdruckguss-Wett-bewerb begutachtet haben, demonstriert eindrucksvoll die Kre-ativität der Branche – aber auch das Engagement und den Mut der Unternehmen, andere Wege zu gehen, Neues zu wagen und auszuprobieren“, lautet das Fazit von Dr.-Ing. Sabina Grund von der Initiative Zink. Mit Blick auf die Vielfalt und Qualität der Teile ergänzt Martin Schlotterbeck: „Wenn man einen aktuellen Trend definieren müsste, dann ist es zweifellos der zum Dünnwandgie-ßen bis hin zum Folienguss, womit Materialbedarf und Teilege-wicht reduziert werden. Und das eröffnet wiederum ganz neue Anwendungsbereiche.“ Die ehrenamtlich tätige Jury wurde wie in den Vorjahren von der Initiative Zink berufen – und erneut konn-ten namhafte Zinkdruckguss-Experten gewonnen werden. Ihr ge-hörten Peter Meyer zu Bergsten, Nordenhamer Zinkhütte GmbH, Walter Leis, Hochschule Aalen, Didier Rollez, Grillo-Werke AG, Dipl.-Ing. Franz-Josef Wöstmann, Fraunhofer IFAM, Dipl.-Ing. Ce-sare Troglio, Bundesverband der Deutschen Gießerei-Industrie, Martin Schlotterbeck von der Oskar Frech GmbH + Co. KG, Mik Gilles, International Zinc Association, Dr. Norbert Hoffmann, Vor-sitzender des Fachausschusses Druckguss des BDG sowie Yves Frappier, NFM Alloyz S.A., an. Kontakt: Dr.-Ing. Sabina GrundINITIATIVE ZINK im Netzwerk der WVMetalleAm Bonneshof 5 40474 Düsseldorf Fon: 0211 47 96 166Fax: 0211 47 96 25 166 E-Mail: [email protected]: www.zink.de
Nachrichten der Initiative Zink WATERJET SOLUTIONS
Von Einsti egslösungen bis hin zu komplexen 3D-Systemen. STM bietet Wasserstrahlschneide-Lösungen, um Sie noch effi zienter, wirtschaft licher und erfolgreicher zu machen.
IHR STM WATERJET SYSTEM ENTDECKEN SIE DIE MÖGLICHKEITEN
FLEXIBEL � WIRTSCHAFTLICH � EFFIZIENT
WWW.STM.AT WWW.STM-WATERJET.DE
Volle Ladungabbekommen?
Elektrostatische Ladungen von HAUG Ionisations-systemen neutralisieren lassen: verlässlich, effektiv und individuell auf Ihre Bedürfnisse abgestimmt.
HAUG GMBH & CO. KG D-70771 Leinf.-Echterdingen+49.711.9498-0 ∙ haug.de
16 Werkstoffe 2/2018
AVK – Industrievereinigung verstärkte Kunststoffe
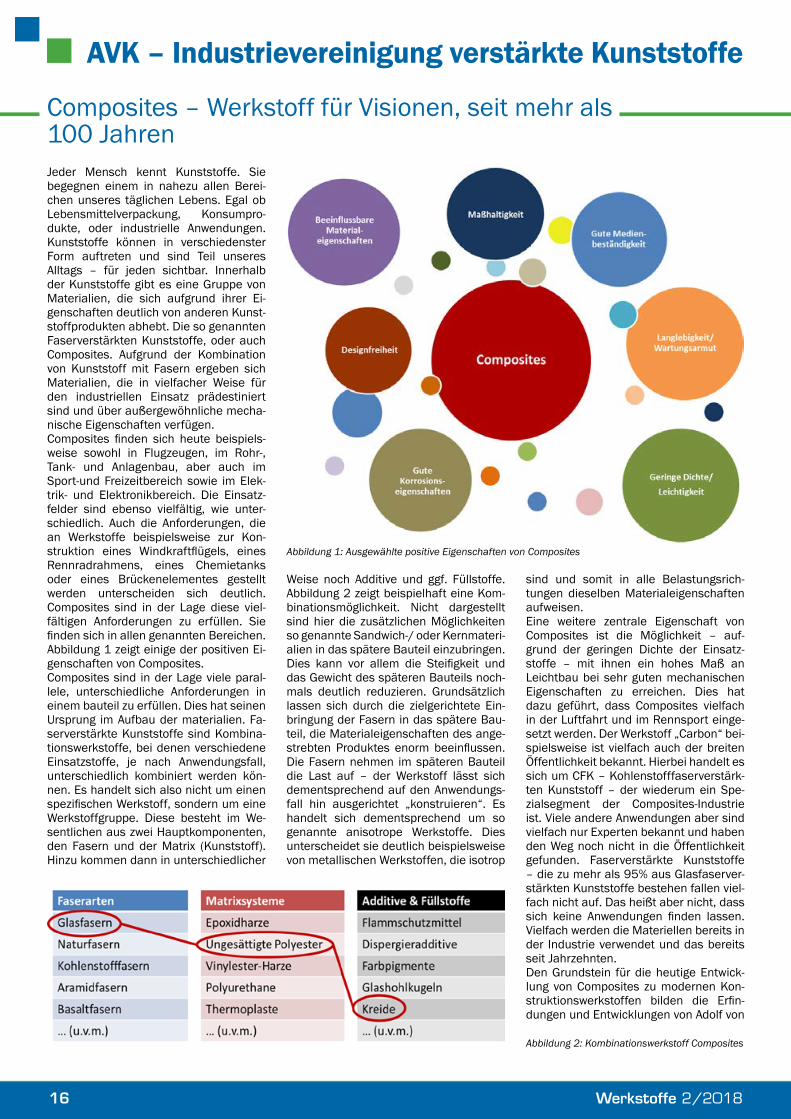
Composites – Werkstoff für Visionen, seit mehr als 100 Jahren Jeder Mensch kennt Kunststoffe. Sie begegnen einem in nahezu allen Berei-chen unseres täglichen Lebens. Egal ob Lebensmittelverpackung, Konsumpro-dukte, oder industrielle Anwendungen. Kunststoffe können in verschiedenster Form auftreten und sind Teil unseres Alltags – für jeden sichtbar. Innerhalb der Kunststoffe gibt es eine Gruppe von Materialien, die sich aufgrund ihrer Ei-genschaften deutlich von anderen Kunst-stoffprodukten abhebt. Die so genannten Faserverstärkten Kunststoffe, oder auch Composites. Aufgrund der Kombination von Kunststoff mit Fasern ergeben sich Materialien, die in vielfacher Weise für den industriellen Einsatz prädestiniert sind und über außergewöhnliche mecha-nische Eigenschaften verfügen.Composites finden sich heute beispiels-weise sowohl in Flugzeugen, im Rohr-, Tank- und Anlagenbau, aber auch im Sport-und Freizeitbereich sowie im Elek-trik- und Elektronikbereich. Die Einsatz-felder sind ebenso vielfältig, wie unter-schiedlich. Auch die Anforderungen, die an Werkstoffe beispielsweise zur Kon-struktion eines Windkraftflügels, eines Rennradrahmens, eines Chemietanks oder eines Brückenelementes gestellt werden unterscheiden sich deutlich. Composites sind in der Lage diese viel-fältigen Anforderungen zu erfüllen. Sie finden sich in allen genannten Bereichen. Abbildung 1 zeigt einige der positiven Ei-genschaften von Composites. Composites sind in der Lage viele paral-lele, unterschiedliche Anforderungen in einem bauteil zu erfüllen. Dies hat seinen Ursprung im Aufbau der materialien. Fa-serverstärkte Kunststoffe sind Kombina-tionswerkstoffe, bei denen verschiedene Einsatzstoffe, je nach Anwendungsfall, unterschiedlich kombiniert werden kön-nen. Es handelt sich also nicht um einen spezifischen Werkstoff, sondern um eine Werkstoffgruppe. Diese besteht im We-sentlichen aus zwei Hauptkomponenten, den Fasern und der Matrix (Kunststoff). Hinzu kommen dann in unterschiedlicher
Weise noch Additive und ggf. Füllstoffe. Abbildung 2 zeigt beispielhaft eine Kom-binationsmöglichkeit. Nicht dargestellt sind hier die zusätzlichen Möglichkeiten so genannte Sandwich-/ oder Kernmateri-alien in das spätere Bauteil einzubringen. Dies kann vor allem die Steifigkeit und das Gewicht des späteren Bauteils noch-mals deutlich reduzieren. Grundsätzlich lassen sich durch die zielgerichtete Ein-bringung der Fasern in das spätere Bau-teil, die Materialeigenschaften des ange-strebten Produktes enorm beeinflussen. Die Fasern nehmen im späteren Bauteil die Last auf – der Werkstoff lässt sich dementsprechend auf den Anwendungs-fall hin ausgerichtet „konstruieren“. Es handelt sich dementsprechend um so genannte anisotrope Werkstoffe. Dies unterscheidet sie deutlich beispielsweise von metallischen Werkstoffen, die isotrop
sind und somit in alle Belastungsrich-tungen dieselben Materialeigenschaften aufweisen. Eine weitere zentrale Eigenschaft von Composites ist die Möglichkeit – auf-grund der geringen Dichte der Einsatz-stoffe – mit ihnen ein hohes Maß an Leichtbau bei sehr guten mechanischen Eigenschaften zu erreichen. Dies hat dazu geführt, dass Composites vielfach in der Luftfahrt und im Rennsport einge-setzt werden. Der Werkstoff „Carbon“ bei-spielsweise ist vielfach auch der breiten Öffentlichkeit bekannt. Hierbei handelt es sich um CFK – Kohlenstofffaserverstärk-ten Kunststoff – der wiederum ein Spe-zialsegment der Composites-Industrie ist. Viele andere Anwendungen aber sind vielfach nur Experten bekannt und haben den Weg noch nicht in die Öffentlichkeit gefunden. Faserverstärkte Kunststoffe – die zu mehr als 95% aus Glasfaserver-stärkten Kunststoffe bestehen fallen viel-fach nicht auf. Das heißt aber nicht, dass sich keine Anwendungen finden lassen. Vielfach werden die Materiellen bereits in der Industrie verwendet und das bereits seit Jahrzehnten. Den Grundstein für die heutige Entwick-lung von Composites zu modernen Kon-struktionswerkstoffen bilden die Erfin-dungen und Entwicklungen von Adolf von
Abbildung 1: Ausgewählte positive Eigenschaften von Composites
Abbildung 2: Kombinationswerkstoff Composites
Werkstoffe 2/2018 17
mittlerweile sogar ganze Brücken aus Faserverstärkten Kunststoffen. Dennoch sind Faserverstärkte Kunststof-fe oftmals noch ein Werkstoff für Spezi-alisten.
Trotz einer mehr als 100 jährigen Histo-rie und zahlreichen, erfolgreichen Anwen-dungsfällen sind Composites vielfach die Werkstoffe für Spezialisten. Dies liegt mit Sicherheit an der nicht ganz einfachen Verarbeitung und Auslegung. Die vielen Möglichkeiten und Kombinationsmög-lichkeiten der Einsatzstoffe sind oftmals schwer verständlich und er Einsatz nicht trivial. Dennoch hat sich in den letzten Jahrzehnten eine starke Composites-In-dustrie mit vielen Spezialisten entwickelt. Composites weisen beachtliche Mög-lichkeiten auf und mit dem passenden Know-How lassen sich oftmals ganz neue Designs und Produkteigenschaften errei-chen. Composites sind kein junger Werk-stoff mehr. Mit zahlreichen langjährigen Einsätzen sowohl im hochbelasteten Be-reich, in der automobilen Großserie und unter den härtesten Witterungsbedingun-gen sind sie den „Kinderschuhen“ längst entwachsen. Faserverstärkte Kunststoffe sind eine ernstzunehmende Alternative zu etablierten Werkstoffe, oder eine sinn-volle Ergänzung. Probieren Sie es doch mal aus!
Autor: AVK – Volker Mathes
AVK – Industrievereinigung verstärkte Kunststoffe
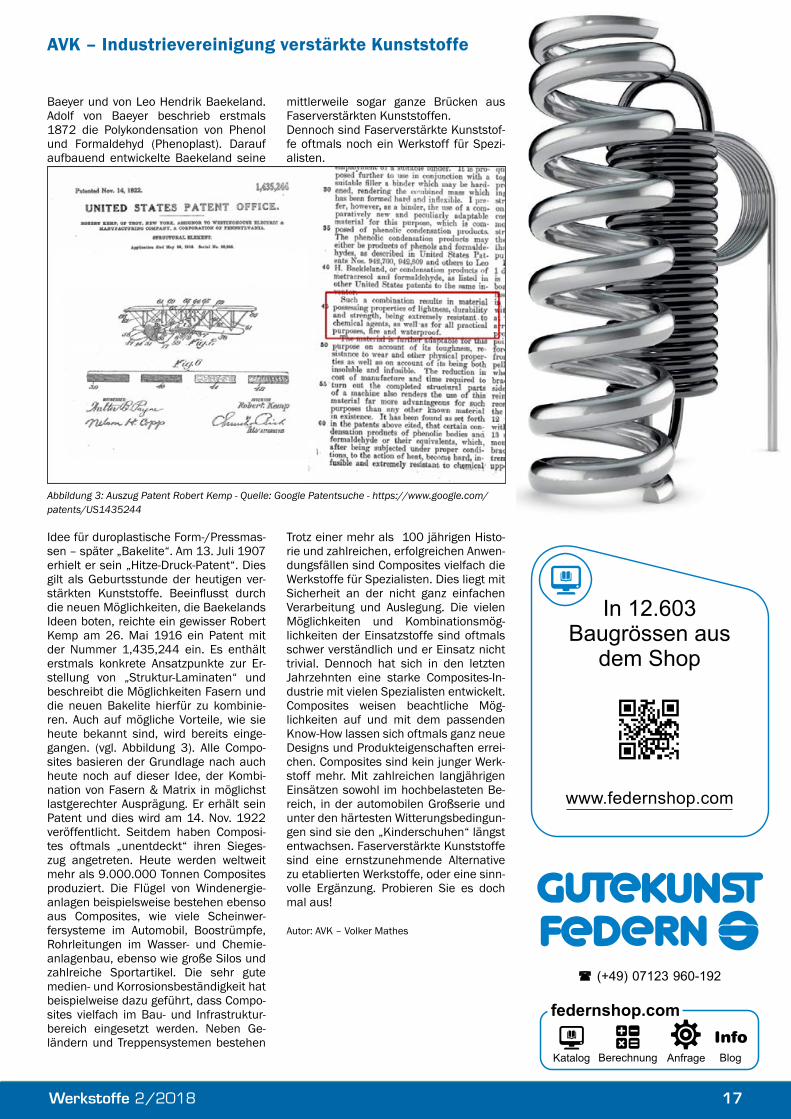
Baeyer und von Leo Hendrik Baekeland. Adolf von Baeyer beschrieb erstmals 1872 die Polykondensation von Phenol und Formaldehyd (Phenoplast). Darauf aufbauend entwickelte Baekeland seine
Idee für duroplastische Form-/Pressmas-sen – später „Bakelite“. Am 13. Juli 1907 erhielt er sein „Hitze-Druck-Patent“. Dies gilt als Geburtsstunde der heutigen ver-stärkten Kunststoffe. Beeinflusst durch die neuen Möglichkeiten, die Baekelands Ideen boten, reichte ein gewisser Robert Kemp am 26. Mai 1916 ein Patent mit der Nummer 1,435,244 ein. Es enthält erstmals konkrete Ansatzpunkte zur Er-stellung von „Struktur-Laminaten“ und beschreibt die Möglichkeiten Fasern und die neuen Bakelite hierfür zu kombinie-ren. Auch auf mögliche Vorteile, wie sie heute bekannt sind, wird bereits einge-gangen. (vgl. Abbildung 3). Alle Compo-sites basieren der Grundlage nach auch heute noch auf dieser Idee, der Kombi-nation von Fasern & Matrix in möglichst lastgerechter Ausprägung. Er erhält sein Patent und dies wird am 14. Nov. 1922 veröffentlicht. Seitdem haben Composi-tes oftmals „unentdeckt“ ihren Sieges-zug angetreten. Heute werden weltweit mehr als 9.000.000 Tonnen Composites produziert. Die Flügel von Windenergie-anlagen beispielsweise bestehen ebenso aus Composites, wie viele Scheinwer-fersysteme im Automobil, Boostrümpfe, Rohrleitungen im Wasser- und Chemie-anlagenbau, ebenso wie große Silos und zahlreiche Sportartikel. Die sehr gute medien- und Korrosionsbeständigkeit hat beispielweise dazu geführt, dass Compo-sites vielfach im Bau- und Infrastruktur-bereich eingesetzt werden. Neben Ge-ländern und Treppensystemen bestehen
Abbildung 3: Auszug Patent Robert Kemp - Quelle: Google Patentsuche - https://www.google.com/patents/US1435244
(+49) 07123 960-192
www.federnshop.com
In 12.603Baugrössen aus
dem Shop
Info
Katalog Berechnung Anfrage Blog
federnshop.com

18 Werkstoffe 2/2018
Thema: KeramikWarum nicht mal in Keramik? Keramische Lösungen für den Maschinenbau
Keramische Werkstoffe erfüllen heute in den verschiedensten Anwendungen zuverlässig ihre Aufgaben. Ihr Eigen-schaftspotenzial kommt vor allem bei komplexen Anforderungen zum Tragen, wo andere Werkstoffe deutliche Defizite aufweisen. So werden Hochleistungske-ramiken u. a. in verschleiß- und tempe-raturkritischen Bereichen von Maschi-nen und Anlagen eingesetzt. Sie werden ständig weiter entwickelt und besitzen mittlerweile Eigenschaftsprofile, die vor wenigen Jahren noch undenkbar waren. Dazu tragen wesentlich die immer wei-ter spezialisierten Herstellungsverfahren und maßgeschneiderten Rohstoffe bei.
Keramische Pasten für laser-gesinterte Sensoren auf Stahl-bauteilen
Die keramische Dickschichttechnik wird typischerweise zum Aufbau funktioneller Schichten z. B. für keramische Schal-tungsträger oder Sensoren verwendet. Die Technologie verarbeitet Pasten und basiert auf dem typischen Prozessablauf Siebdruck – Trocknung – Einbrand. Die Abscheidung der benötigten Funktions-pasten ist bisher allerdings technologie- und anlagenbedingt auf kleinere Subst-ratkörper beschränkt. Den Fraunhofer-Instituten IKTS, ILT und IZM ist es nun erstmals gelungen, Sen-sorschichten direkt auf große 3D-Stahl-bauteile aufzubringen. Dafür werden moderne 3D-Druckverfahren, wie Dis-pensen oder Aerosol-Jet-Druck, und statt der üblichen Ofenprozesse schnelle La-serprozesse genutzt, um die benötigten Funktionsschichten zu versintern. Damit lassen sich Isolations-, Leiterbahn-, Wi-
derstands- und piezokeramische Schich-ten auf massiven Stahlbauteilen (1.4016, 1.3035) abscheiden und so Dehnungs-, Temperatur- und Körperschallsensoren realisieren. Im Mittelpunkt dabei stehen Pastensysteme, die hinsichtlich ihrer Ab-sorptionseigenschaften und ihrer Schwin-dung sowie weiterer Schichteigenschaf-ten aufeinander abgestimmt werden. Aufgrund der deutlich verkürzten Wech-selwirkungszeiten bei der Laserbearbei-tung zeigen besonders piezokeramische Pasten im Schichtaufbau mit Stahl sowie Isolations- und Elektrodenschichten deut-
lich verbesserte Materialeigenschaften gegenüber ofengesinterten Aufbauten.
Zelluläre Keramiken für PTC-Heizer
Zelluläre Keramiken können gezielt mit einer großen Variabilität an Zellgröße und Zellform hergestellt werden. Aufgrund die-ser besonderen Struktur lassen sie sich als Filter, Katalysatoren, Brenner oder auch Heizelemente einsetzen. Selbstre-gelnde PTC-Heizelemente (Positive Tem-perature Coefficient) finden beispiels-weise in Automobil-Zuluftheizungen oder als Heizer für Haushaltsgeräte in großen Stückzahlen Anwendung. Aufgrund ihrer Bauweise – meist Stifte, Plättchen, Rin-ge oder Waben – ist allerdings nur ein geringer Wärmeübergang an das zu be-heizende Medium möglich, was derzeit durch aufwändige Kombinationen mit metallischen Wärmetauschern kompen-siert wird.Am Fraunhofer IKTS wurden daher selbst-regelnde Heizkomponenten aus zellulä-ren Keramiken auf Basis von selbst syn-thetisierten bleihaltigen und bleifreien Bariumtitanat-Pulvern mit Sprungtempe-raturen von 45 °C, 100 °C und 120 °C entwickelt. Ihre zelluläre Struktur ermög-licht große geometrische Oberflächen und somit einen hohen Wärmeübergang an zu beheizende Medien, wie Gase oder
Wälzlager mit aufgedruckten und lasergesinterten Sensoren zur Dehnungs- und Körperschall- messung.
PTC-Heizer aus zellulärer Keramik in Sandwichbauweise zur einfachen Kontaktierung.

Werkstoffe 2/2018 19
die Feststoffkonzentration der Suspen-sion mindestens 25 Ma.-% betragen. Gleichzeitig sollte die Suspension für ei-nen stabilen Spritzprozess homogen sein und eine geringe Viskosität besitzen, um eine gute Förderfähigkeit zu garantieren. Demnach liegt die Voraussetzung für die Entwicklung einer solchen hochwertigen Spritzsuspension in der Auswahl geeigne-ter Rohstoffe sowie in der Einstellung der Suspensionseigenschaften. Materialien mit homogenen Partikelgrößenverteilun-gen und hoher Reinheit sind besonders geeignet, um daraus Suspensionen für Schutzschichten herzustellen. Die Sus-pensionseigenschaften lassen sich un-ter Verwendung von elektroakustischer, rheologischer und Sedimentations-Mess-technik hinsichtlich Feststoffgehalt, Korn-größenverteilung und Viskosität für jede Anwendung individuell einstellen und op-timieren. Neben den unterschiedlichen keramischen Werkstoffen wie Chrom-, Aluminium- oder Zirkonoxid können erstmals auch Hartmetalle defektfrei thermisch gespritzt werden. Außerdem erlaubt die Technik gradierte Schichtsys-teme, mit denen zum Beispiel thermische und mechanische Eigenschaften kombi-niert werden können.
Fraunhofer-Institut für Keramische Technologien und Systeme IKTS Susanne Freund Winterbergstraße 2801277 DresdenTelefon +49 351 2553-7504 Fax +49 351 2554-334 [email protected] www.ikts.fraunhofer.de
hier bislang zum Einsatz. Auf Basis von keramischen oder metalli-schen Pulvern können Schich-ten zwischen 100 und 500 μm appliziert werden. Die verwendeten Pulverpartikel sind zwar fein und die Schicht dünn – trotz-dem weist eine solche Oberflä-che eine hohe
Rauheit auf. Um eine gezielte Oberflä-chengüte zu erreichen, müssen die be-schichteten Bauteile daher oftmals auf-wendig mechanisch nachbearbeitet oder versiegelt werden. Um dies zu vermeiden, haben die Fraunhofer-Institute IKTS und IWS gemeinsam ein thermisches Be-schichtungsverfahren weiterentwickelt: An Stelle des Pulvers wird eine Suspensi-on verspritzt, die deutlich feinere Partikel als die üblichen Spritzpulver enthält. Dies bietet entscheidende Vorteile, da sich so dünne (< 100 μm) und dichte Schichten mit sehr glatten Oberflächen herstellen und zusätzlich noch Rohstoffe einsparen lassen. Die Schichteigenschaften werden zum einen von den Prozessparametern beim thermischen Spritzen und zum an-deren von den Eigenschaften der Sus-pension bestimmt. Um die Effizienz des Spritzprozesses zu gewährleisten, muss
Thema: Keramik
Flüssigkeiten. Diese Medien können die Heizerstruktur direkt und allseitig durch-strömen, was eine schnelle und präzise Temperierung ermöglicht. Durch den di-rekten Kontakt kann auf zusätzliche Wär-metauscher weitgehend verzichtet wer-den, wodurch sich besonders kompakte Heizer bauen lassen. Der Aufbau der Hei-zer in Sandwichbauweise ermöglicht eine einfache elektrische Kontaktierung, die in der Herstellung leicht und flexibel an-passbar und dadurch auch in kleinen Se-rien rentabel ist. Weiterhin kann die Kera-mik mit Epoxidharz beschichtet werden. Dies gewährleistet eine Inertisierung des Materials gegenüber durchströmenden Medien und verhindert im Falle einer me-chanischen Beschädigung den Eintrag von PTC-Material in das durchströmende Medium.Die entwickelten Bauteile zeigten bei der Normprüfung nach DIN EN 60738-1 (06/2010) keine signifikanten Änderun-gen im Widerstandsverhalten nach 1000 bzw. 50 000 Schaltzyklen in kalter Um-gebung und bei Raumtemperatur sowie im Dauerbetrieb (1000 h) bei höchster Betriebstemperatur (70 °C) und höchster Betriebsspannung (30 V).
Keramische Suspensionen für Abrasions- und Korrosions-schutzschichten
Keramische Beschichtungen können die Oberflächenbeständigkeit und -güte von Maschinenkomponenten entscheidend verbessern, beispielsweise hinsichtlich Verschleißschutz, Antihaftwirkung oder Isolationsverhalten. So dienen Al2O3-Schichten der Verbesserung der elektri-schen Isolation, während Cr2O3-Schichten Metallbauteile wirksam gegen Korrosion schützen und Hartmetallschichten für den Verschleißschutz unabdingbar sind.Insbesondere thermische Beschichtungs-verfahren, wie das Atmosphärische Plas-maspritzen (APS) oder Hochgeschwin-digkeitsflammspritzen (HVOF), kommen
REM-Aufnahme einer Al2O3-Schicht auf Stahlsubstrat, hergestellt durch thermi-sches Spritzen einer Suspension (Quelle: Fraunhofer IWS).
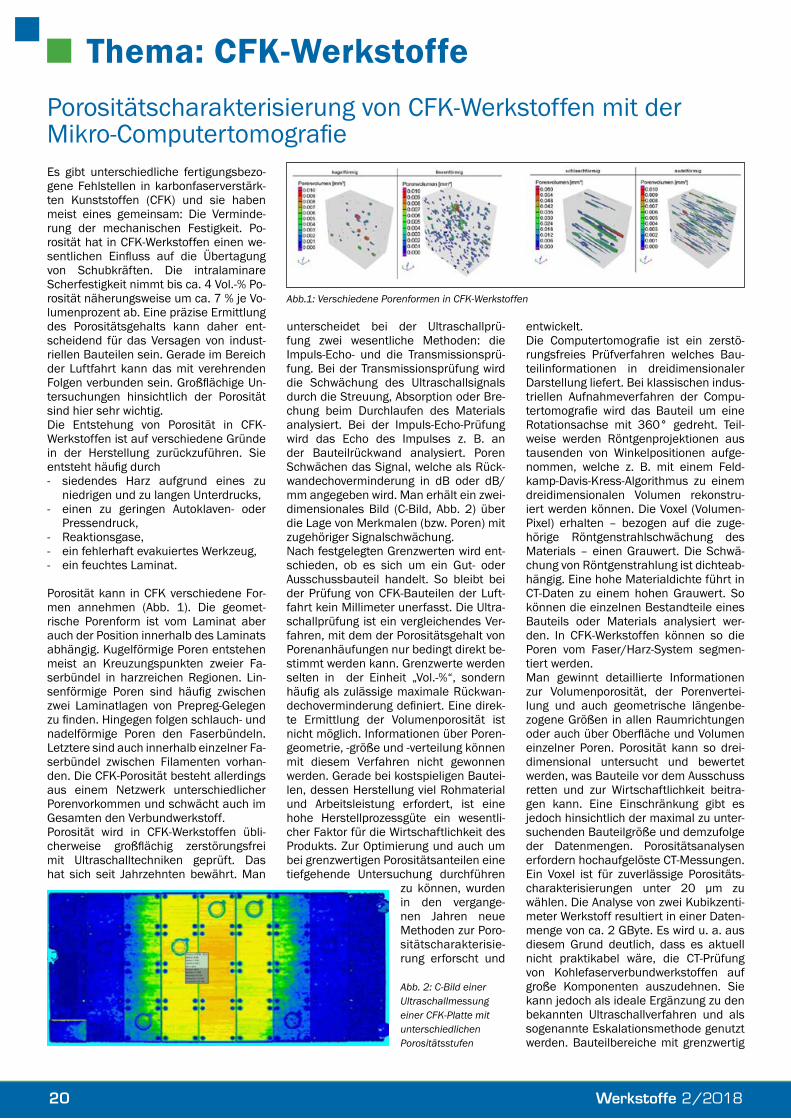
20 Werkstoffe 2/201820 Werkstoffe 2/2018
Es gibt unterschiedliche fertigungsbezo-gene Fehlstellen in karbonfaserverstärk-ten Kunststoffen (CFK) und sie haben meist eines gemeinsam: Die Verminde-rung der mechanischen Festigkeit. Po-rosität hat in CFK-Werkstoffen einen we-sentlichen Einfluss auf die Übertagung von Schubkräften. Die intralaminare Scherfestigkeit nimmt bis ca. 4 Vol.-% Po-rosität näherungsweise um ca. 7 % je Vo-lumenprozent ab. Eine präzise Ermittlung des Porositätsgehalts kann daher ent-scheidend für das Versagen von indust-riellen Bauteilen sein. Gerade im Bereich der Luftfahrt kann das mit verehrenden Folgen verbunden sein. Großflächige Un-tersuchungen hinsichtlich der Porosität sind hier sehr wichtig.Die Entstehung von Porosität in CFK-Werkstoffen ist auf verschiedene Gründe in der Herstellung zurückzuführen. Sie entsteht häufig durch - siedendes Harz aufgrund eines zu
niedrigen und zu langen Unterdrucks, - einen zu geringen Autoklaven- oder
Pressendruck, - Reaktionsgase, - ein fehlerhaft evakuiertes Werkzeug, - ein feuchtes Laminat.
Porosität kann in CFK verschiedene For-men annehmen (Abb. 1). Die geomet-rische Porenform ist vom Laminat aber auch der Position innerhalb des Laminats abhängig. Kugelförmige Poren entstehen meist an Kreuzungspunkten zweier Fa-serbündel in harzreichen Regionen. Lin-senförmige Poren sind häufig zwischen zwei Laminatlagen von Prepreg-Gelegen zu finden. Hingegen folgen schlauch- und nadelförmige Poren den Faserbündeln. Letztere sind auch innerhalb einzelner Fa-serbündel zwischen Filamenten vorhan-den. Die CFK-Porosität besteht allerdings aus einem Netzwerk unterschiedlicher Porenvorkommen und schwächt auch im Gesamten den Verbundwerkstoff.Porosität wird in CFK-Werkstoffen übli-cherweise großflächig zerstörungsfrei mit Ultraschalltechniken geprüft. Das hat sich seit Jahrzehnten bewährt. Man
unterscheidet bei der Ultraschallprü-fung zwei wesentliche Methoden: die Impuls-Echo- und die Transmissionsprü-fung. Bei der Transmissionsprüfung wird die Schwächung des Ultraschallsignals durch die Streuung, Absorption oder Bre-chung beim Durchlaufen des Materials analysiert. Bei der Impuls-Echo-Prüfung wird das Echo des Impulses z. B. an der Bauteilrückwand analysiert. Poren Schwächen das Signal, welche als Rück-wandechoverminderung in dB oder dB/mm angegeben wird. Man erhält ein zwei-dimensionales Bild (C-Bild, Abb. 2) über die Lage von Merkmalen (bzw. Poren) mit zugehöriger Signalschwächung. Nach festgelegten Grenzwerten wird ent-schieden, ob es sich um ein Gut- oder Ausschussbauteil handelt. So bleibt bei der Prüfung von CFK-Bauteilen der Luft-fahrt kein Millimeter unerfasst. Die Ultra-schallprüfung ist ein vergleichendes Ver-fahren, mit dem der Porositätsgehalt von Porenanhäufungen nur bedingt direkt be-stimmt werden kann. Grenzwerte werden selten in der Einheit „Vol.-%“, sondern häufig als zulässige maximale Rückwan-dechoverminderung definiert. Eine direk-te Ermittlung der Volumenporosität ist nicht möglich. Informationen über Poren-geometrie, -größe und -verteilung können mit diesem Verfahren nicht gewonnen werden. Gerade bei kostspieligen Bautei-len, dessen Herstellung viel Rohmaterial und Arbeitsleistung erfordert, ist eine hohe Herstellprozessgüte ein wesentli-cher Faktor für die Wirtschaftlichkeit des Produkts. Zur Optimierung und auch um bei grenzwertigen Porositätsanteilen eine tiefgehende Untersuchung durchführen
zu können, wurden in den vergange-nen Jahren neue Methoden zur Poro-sitätscharakterisie-rung erforscht und
entwickelt. Die Computertomografie ist ein zerstö-rungsfreies Prüfverfahren welches Bau-teilinformationen in dreidimensionaler Darstellung liefert. Bei klassischen indus-triellen Aufnahmeverfahren der Compu-tertomografie wird das Bauteil um eine Rotationsachse mit 360° gedreht. Teil-weise werden Röntgenprojektionen aus tausenden von Winkelpositionen aufge-nommen, welche z. B. mit einem Feld-kamp-Davis-Kress-Algorithmus zu einem dreidimensionalen Volumen rekonstru-iert werden können. Die Voxel (Volumen-Pixel) erhalten – bezogen auf die zuge-hörige Röntgenstrahlschwächung des Materials – einen Grauwert. Die Schwä-chung von Röntgenstrahlung ist dichteab-hängig. Eine hohe Materialdichte führt in CT-Daten zu einem hohen Grauwert. So können die einzelnen Bestandteile eines Bauteils oder Materials analysiert wer-den. In CFK-Werkstoffen können so die Poren vom Faser/Harz-System segmen-tiert werden.Man gewinnt detaillierte Informationen zur Volumenporosität, der Porenvertei-lung und auch geometrische längenbe-zogene Größen in allen Raumrichtungen oder auch über Oberfläche und Volumen einzelner Poren. Porosität kann so drei-dimensional untersucht und bewertet werden, was Bauteile vor dem Ausschuss retten und zur Wirtschaftlichkeit beitra-gen kann. Eine Einschränkung gibt es jedoch hinsichtlich der maximal zu unter-suchenden Bauteilgröße und demzufolge der Datenmengen. Porositätsanalysen erfordern hochaufgelöste CT-Messungen. Ein Voxel ist für zuverlässige Porositäts-charakterisierungen unter 20 µm zu wählen. Die Analyse von zwei Kubikzenti-meter Werkstoff resultiert in einer Daten-menge von ca. 2 GByte. Es wird u. a. aus diesem Grund deutlich, dass es aktuell nicht praktikabel wäre, die CT-Prüfung von Kohlefaserverbundwerkstoffen auf große Komponenten auszudehnen. Sie kann jedoch als ideale Ergänzung zu den bekannten Ultraschallverfahren und als sogenannte Eskalationsmethode genutzt werden. Bauteilbereiche mit grenzwertig
Porositätscharakterisierung von CFK-Werkstoffen mit der Mikro-Computertomografie
Thema: CFK-Werkstoffe
Abb. 2: C-Bild einer Ultraschallmessung einer CFK-Platte mit unterschiedlichen Porositätsstufen
Abb.1: Verschiedene Porenformen in CFK-Werkstoffen

Werkstoffe 2/2018 2120 Werkstoffe 2/2018
Selbst in hochtechnisierten Bereichen wie der Luft- und Raumfahrt kann Aluminium heute Stahl ersetzen. Dafür sorgen die Ex-perten für Oberflächentechnik der HERNEE HARTANODIC GmbH mit ihren dekorativen und technischen Beschichtungen. Sie be-wahren die Eigenschaften der Oberflächen-beschichtung von Aluminium und machen diese mit ihren speziellen Eloxal- bzw. Hart-coatverfahren ultraleicht, ultrahart und ultrarobust – für bessere Produkte. Seit 1991 holen sie das Mehr an Leistung aus der Aluminium-Oberfläche heraus. Dafür hat HERNEE eigene Verfahren entwickelt, als passende Lösungen für individuelle Anforde-rungen verschiedenster Branchen.
OBERFLÄCHENTECHNIK.LEISTUNG, DIE MAN SPÜRT.
Im hessischen Beilstein setzen die Alumini-umveredler auf umweltschonende Hightech und beraten von Anfang an für Top-Ergebnis-se. Wenn es besonders schnell gehen muss, bietet HERNEE seine Same-Day-Production.
www.hernee.de
Hernee Straße 1 · D-35753 Greifenstein-Beilstein · Tel.: +49 (0) 27 79 / 71 07-0 · Fax: +49 (0) 27 79 / 71 07-29 · [email protected]
HERNEE HARTANODIC GMBH
Umfassendes System mit Sofort- bis Langzeitschutz: Arbeits- und Gesund-
Mehrwert durch hohen Anwender- und Gesundheitsschutz – Bosch bietet Handwerkern ein umfassendes System für effizientes und gesundheitsschonendes Arbeiten. Das Spek-trum reicht von Lösungen, die das Verletzungsrisiko für den Verwender unmittelbar minimieren, bis hin zum Schutz vor langfristigen Gesundheitsrisiken. Sofortschutz bieten zum Beispiel sensorbasierte Funktionen wie KickBack Control: Erkennt der integrierte Sensor während des Arbeitsvorgangs ein plötzliches Blockieren – etwa bei Verkanten eines Bohrers oder einer Trennscheibe – schaltet der Motor innerhalb eines Sekundenbruchteils ab und minimiert so das Verletzungsrisi-ko durch Rückschlag. Bosch ist ein führender Hersteller von Sensoren und nutzt Synergien innerhalb der Bosch-Gruppe, um Handwerkern mit sensorbasierter Technologie Mehrwert zu bieten. KickBack Control ist inzwischen in 25 Bosch Pro-fi-Elektrowerkzeugen integriert, zum Beispiel im Bohrhammer GBH 18V-26 (F) Professional, im Winkelschleifer GWS 18V-125 SC Professional und im neuen FlexiClick-Bohrschrauber GSR 18V-60 FC Professional. Bosch bietet das breiteste Portfolio sensorbasierter Schutzfunktionen im Markt. Weltweit wurden bereits mehr als vier Millionen Profi-Elektrowerkzeuge mit KickBack Control verkauft – der Vorteil liegt für den Verwen-der auf der Hand. www.bosch-presse.de

22 Werkstoffe 2/2018
stimmter Größe in einer bestimmten Re-gion gefunden werden kann oder nicht. Mit dieser wertvollen Erkenntniss kann entweder das Bauteildesign überarbeitet oder die Methode für die zerstörungsfreie Bauteilprüfung angepasst werden.Bei industriellen Röntgen-CT-Verfahren wird atuell meist eine kleine Probe ei-nes Bauteils unersucht. Die Probe kann z. B. durch hohllochgebohrten Nietboh-rungen gewonnen werden. Zerstörungs-freie Prüfungen an einem schwer zugäng-lichen Bauteilbereich oder die CT-Prüfung an großen Komponenten wie z. B. einer Tragfläche oder einem Rumpfsegment können damit nicht durchgeführt wer-den. Derzeit werden für solche Applika-tionen komplexere Systeme entwickelt. Mithilfe von Robotern, welche zum einen die Röntgenröhre und zum anderen den Detektor bewegen, können aufwändige Trajektorien gefahren werden, die eine Volumenrekonstruktion ermöglichen. Im Vergleich zur klassischen CT erfolgt kei-ne 360°-Rotation um das Objekt, son-dern es werden Aufnahmen aus vielen verschiedenen Blickwinkeln aufgenom-men. Hieraus lässt sich ähnlich wie mit der konventionellen CT eine räumliche Auflösung von Materialmerkmalen erzie-len. Besonders vorteilhaft kann das für Luftfahrtbauteile in der Fertigung oder auch für die Service-Inspektion sein, eine ganze Reihe von weiteren Anwendungen beispielsweise im Automobilbau ist aber ebenfalls möglich. Gelingt es die großen Datenmengen („Big Data“) automatisiert zu verarbeiten, wird dies den Anwen-dungsbereich der CT-Prüftechnik deutlich erweitern.
Autor:Dr.-Ing. Denis Kiefel, TESTIA GmbHProf. Dr.-Ing. habil. Dipl.-Geophys. Christi-an Grosse, TU München
TESTIA GmbHAirbus Allee 1, 28199 Bremen
ein elektrisches Signal gewandelt wird. Da der Fokuspunkt auch aus Gründen der Wärmeabfuhr nicht beliebig klein ausgelegt werden kann, geht aus ihm zu-sammen mit der zu erzielenden geome-trischen Vergrößerung des Objekts auf dem Detektor auch eine geometrische Unschärfe einher. Die Wahl der Fokusgrö-ße muss daher kleiner als die Voxelgröße gewählt werden. Abweichungen hierzu führen zu unscharfen Aufnahmen mit Fehlern in der Segmentierung (Abb. 4).Neben den bislang genannten Ein-flussgrößen gibt es eine Reihe weitere Parameter, die für eine zuverlässige Porositätscharakterisierung zu beach-ten sind. Die explizite Untersuchung zur Qualifizierung eines neuen Charakterisie-rungsprozesses kann mit experimentel-len Ansätzen aufwändig und teuer sein. Man verwendet deswegen – analog zur Finite-Elemente-Simulation in der Werk-stoffprüfung – numerische Simulationen von zerstörungsfreien Prüfmethoden. Eine gängige Simulationsmethode für die Röntgen-CT-Prüfung ist das Ray-Tracing-Verfahren. Ausgehend vom Fokuspunkt werden sämtliche Intensitätsschwächun-gen einem Röntgenstrahl auf einen De-tektorpixel folgend numerisch oder ana-lytisch berücksichtigt. Das wird Pixel für Pixel durchgeführt, wodurch simulierte Röntgenaufnahmen entstehen. Verschie-dene Röntgenspektren, die Detektorsen-sitivität, innere Unschärfe des Detektors, gemoetrische Unschärfe und viele wei-tere Einflussgrößen können mit moder-nen Simulationstools berücksichtigt wer-den. Der Zufallsprozess der Erzeugung, Schwächung und Detektion von Röntgen-strahlen kann über Monte-Carlo-Simulati-onen angenähert oder über ein syntheti-sches Rauschen hinzugefügt werden. So entstehen realitätsgetreue Simulationen, die auf beliebige Bauteilgeometrien an-gewendet werden können. So kann bei-spielsweise in der Designphase eines Bauteils geprüft werden, ob eine Pore be-
hoher Porosität können damit tieferge-hend untersucht werden. Ebenso ist es möglich mit der CT unklare Anzeigen, also Merkmale mit nicht eindeutig zuzuord-nenden Eigenschaften, aufzuklären und so die Ergebnisse anderer Prüfverfahren zu verifizieren. Bei der Auswertung der geometrischen Eigenschaften einzelner Poren oder der Volumenporosität müssen sie von dem umgebenden Material segmentert wer-den. Es gibt unterschiedliche Ansätze zur Segmentierung. Als einfachste Methode gilt, die Daten nach dem Grauwert zu un-terscheiden. Da Poren aus Gaseinschlüs-sen bestehen und eine im Vergleich zum CFK-Material geringere Dichte aufweisen, können die niedrigen Grauwerte vom Ma-terial getrennt werden. Die Schwellwert-bestimmung kann z. B. an einer bekann-ten und porenfreien Probe durchgeführt werden. Der Vorteil dieses Segmentie-rungsverfahrens ist die unkomplizierte, einfach anzuwendende und konservati-ve Verwendung einer Vergleichsprobe. Nachteilig ist jedoch, dass inhomogene Grauwertverteilungen zu Fehlsegmentie-rungen führen können. Regionen mit in-homogenen Grauwerterteilungen finden sich in komplexen Proben- bzw. Bauteil-geometrien. Sie entstehen durch meist unvermeidbare Artefakte bei der CT-Mes-sung. Um dennoch zuverlässige Analysen durchführen zu können, verwendet man lokaladaptive Segmentierungsverfahren. Hier werden Objektkanten mittels eines Algorithmus unabhängig von der globa-len Grauwertverteilung und innerhalb ei-nes Grauwertdifferenzbereichs lokal und adaptiv zum Grauwertlevel ermittelt. Man benötigt also keine porenfreie Referenz-probe und kann auch in Bereichen in-homogener Grauwertverteilungen Poren segmentieren. Diese Segmentierungs-methode findet heute schon in vielen Be-reichen Anwendung. Nachteilig ist jedoch die Notwendigkeit für eine zum Vergleich mit der Referenzmethode eher hohe not-wendige Auflösung der Computertomo-grafiedaten.Diese Auflösung ist ein entscheidender Parameter der Porensegmentierung. Sie setzt sich im Wesentlichen aus der Vo-xelgröße, geometrischen Unschärfe und der inneren Unschärfe des Detektors zu-sammen. Als Voxelgröße ist der Abstand zwischen zwei Punkten definiert, mit wel-chem ein Objekt abgetastet wird. Mit zu-nehmend größerer Abtastung nimmt die Detailerkennbarkeit eines Objekts ab und somit auch eine potentielle Fehlsegmen-tierung zu (Abb. 3). Die geometrische Unschärfe kann eben-falls einen negativen Einfluss auf die Auf-lösung haben. Röntgenstrahlen werden an einem sog. Fokuspunkt emittiert und durchdringen das Objekt bis sie am De-tektor auftreffen, wo dessen Intensität in
Thema: CFK-Werkstoffe
Abb. 3: Schnittbilder von CT-Aufnahmen zur Veranschaulichung des Partialvolumeneffekts anhand einer kugelförmigen Pore mit den Voxelgrößen a) 10 μm, b) 20 μm, c) 30 μm und d) 40 μm.
Abb. 4: Schnittbilder von CT-Aufnahmen mit den Fokusgrößen a) 0 µm, b) 10 µm und c) 30 µm.

Werkstoffe 2/2018 23
Gitter bis zum Substrat geschnitten (sie-he Abbildung 2). Je nach Anwendungs-bereich, Beschichtungseigenschaft und Substratmaterial werden in der Norm unterschiedliche Schneidwerkzeuge, Schnittanzahlen und -abstände empfoh-len. In der Automobilindustrie werden nach Möglichkeit Mehrschneidengeräte mit 6 bzw. 11 Klingen verwendet. Zu-sätzlich wird ein Klebebandabriss, mit einem vorgegebenen Klebeband, in die jeweilige Richtung der Schnitte durchge-führt. Die Auswertung des erzeugten Git-terschnitts erfolgt visuell durch Vergleich mit Referenzbildern und wird in Form von Gitterschnitt-Kennwerten zwischen 0 und 5 angegeben (siehe Abbildung 3). Was gibt es bei der Durchführung der Gitterschnittprüfung mit einem Mehr-schneidengerät zu beachten? Zunächst einmal hat die Auswahl der Prüfstelle am Bauteil einen entscheidenden Einfluss auf das Ergebnis. Kenntnisse über die Rohteilherstellung bzw. -bearbeitung und den anschließenden Lackierprozess sind von Vorteil. Bei spritzgegossenen Kunst-stoffteilen liegen die Schwachstellen meist im Bereich der Angüsse und Kan-ten. Oftmals weist die gewünschte Prüf-stelle oder das ganze Bauteil keine plane Oberfläche auf. Diese ist möglicherweise konvex gewölbt oder kleiner als in der Prüfvorschrift vorgegeben (z. B. Airbagab-deckungen, Türgriffe, Bedienknöpfe). Die Ausführung der Gitterschnittprüfung mit dem Mehrschneidenmesser auf solchen Bauteilen erfordert viel Übung und eine gewisse Geschicklichkeit, um reprodu-zierbare Gitterschnitte zu erhalten. Hier
Verbundfestigkeit und Haftung der Lackfilme
Eine hohe Haftfestigkeit ist eine grund-legende Voraussetzung für die Funktion und Langlebigkeit von Beschichtungen. Die Haftfestigkeit von Lackfilmen auf Kunststoffbauteilen besteht in der Wir-kung von Anziehungskräften zwischen verschiedenen Stoffen (Adhäsion). Die-se Adhäsionskräfte sind abhängig von der Benetzung des Bauteils durch den flüssigen Lack, der Art der entstehenden Wechselwirkungen in der Grenzfläche und den daraus resultierenden, meist zwischenmolekularen Bindungen. Es gibt einige Faktoren sowohl in der Entwicklungsphase als auch im späte-ren Fertigungsablauf, die Einfluss auf die Haftfestigkeit nehmen können. Bei der Materialauswahl ist darauf zu ach-ten, dass das Kunststoffsubstrat und das Lacksystem aufeinander abgestimmt sind. Dies betrifft nicht nur die Benetz-barkeit im Lackierprozess, sondern auch die grundlegende Verträglichkeit der Ma-terialien. Ein Kunststoffsubstrat kann un-geeignet für eine Lackierung sein, wenn es Additive wie Weichmacher oder innere Trennmittel enthält, die stark ausdiffun-dieren. Einige Kunststoffe reagieren emp-findlich auf bestimmte Lösemittel, die im Lack enthalten sind. Die Lösemittelemp-findlichkeit muss auch bei der Reinigung der Kunststoffteile vor dem Lackieren be-rücksichtigt werden. Die meisten Kunst-stoffe werden vor einer Lackierung auf-grund ihrer niedrigen Oberflächenenergie und/oder ihrer geringen Polarität einer Oberflächenaktivierung unterzogen. Gän-gige Verfahren sind z. B. das Beflammen, die Corona-Behandlung, die Plasmaakti-vierung oder Fluorierung. Die optimalen Parameter müssen in Versuchen ermittelt werden. Nicht alle Vorbehandlungsme-thoden sind langzeitstabil (z. B. Beflam-men, Corona), d. h. der Lackierprozess sollte bei diesen Verfahren unmittelbar nach der Oberflächenaktivierung erfol-gen. Die festgelegten Parameter bei der Lackapplikation müssen eingehalten werden. Beim Aushärten/Trocknen des Lacksystems (siehe Abbildung 1) ist die
Temperaturempfindlichkeit des Kunst-stoffbauteils zu berücksichtigen. Wichtig in der gesamten Prozesskette sind die La-gerungsbedingungen, der Transport und das Handling der Rohteile, wie z. B. eine saubere Umgebung oder die Entnahme der Bauteile mit sauberen Handschuhen.Aus einer Vielzahl von Haftfestigkeits-prüfungen (eine umfangreiche Zusam-menstellung von Prüfungen gibt es z. B. im DIN-Taschenbuch 482 „Haftfestigkeit von Beschichtungen“) haben sich einige Prüfverfahren insbesondere im Automo-bilbereich stark etabliert. Nachfolgend werden die drei wichtigsten Haftfestig-keitsprüfungen, die Gitterschnittprüfung, der Dampfstrahltest und die Multistein-schlagprüfung detailliert vorgestellt.
Gitterschnittprüfung
Die Gitterschnittprüfung ist die am häu-figsten eingesetzte Haftfestigkeitsprü-fung in der Lackiertechnik. Vorteile, wie die einfache Handhabung, schnelle Durchführung, ein geringer apparativer Aufwand, niedrige Investitionskosten, ein breiter Einsatzbereich als Tascheninstru-ment und die hohe Akzeptanz sprechen für die Beliebtheit dieser Prüfmethode. Die Gitterschnittprüfung ist in der DIN EN ISO 2409 detailliert beschrieben. In die Beschichtung wird ein durchgehendes
Prozessabsicherung bei der Entwicklung lackierter Kunststoffteile
Abbildung 1: Aufnahmen mittels Lichtmikroskop – typischer Lackaufbau, links Exterieurbauteil, rechts Interieurbauteil Bildquelle: Fraunhofer IPA
Abbildung 2: Durchführung der Gitterschnittprüfung Bildquelle: Fraunhofer IPA
Thema: Prozessabsicherung
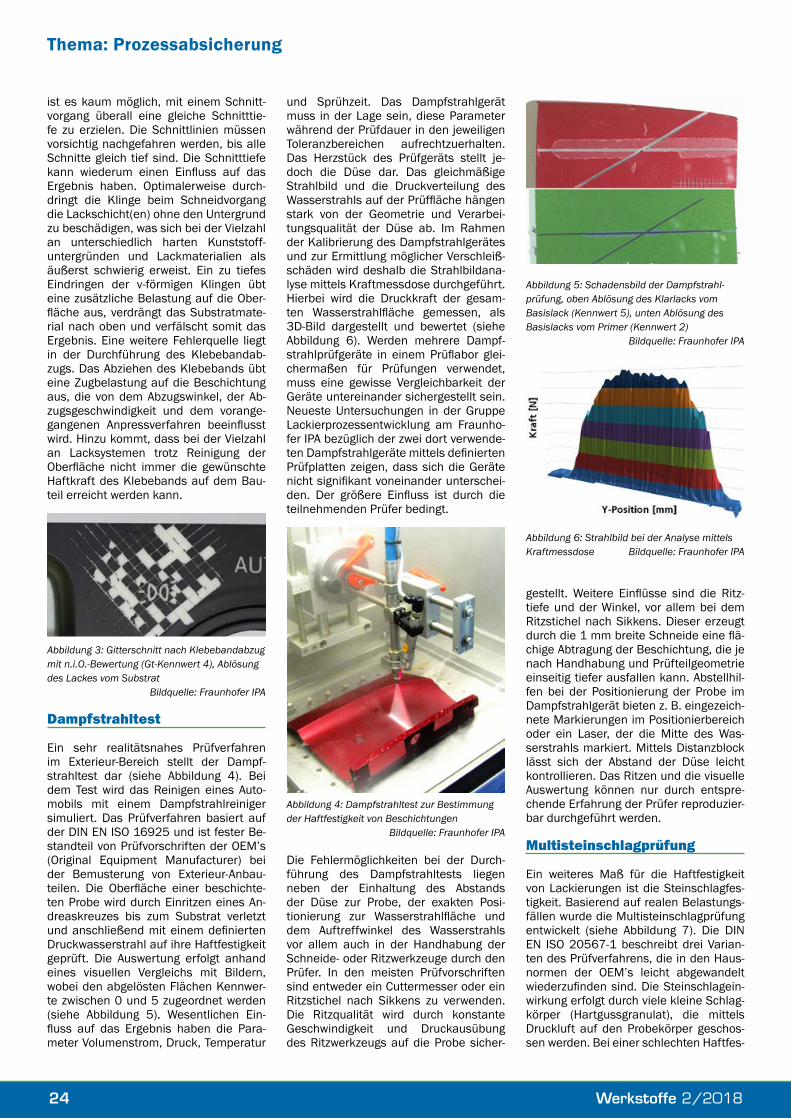
24 Werkstoffe 2/201824 Werkstoffe 2/2018
ist es kaum möglich, mit einem Schnitt-vorgang überall eine gleiche Schnitttie-fe zu erzielen. Die Schnittlinien müssen vorsichtig nachgefahren werden, bis alle Schnitte gleich tief sind. Die Schnitttiefe kann wiederum einen Einfluss auf das Ergebnis haben. Optimalerweise durch-dringt die Klinge beim Schneidvorgang die Lackschicht(en) ohne den Untergrund zu beschädigen, was sich bei der Vielzahl an unterschiedlich harten Kunststoff-untergründen und Lackmaterialien als äußerst schwierig erweist. Ein zu tiefes Eindringen der v-förmigen Klingen übt eine zusätzliche Belastung auf die Ober-fläche aus, verdrängt das Substratmate-rial nach oben und verfälscht somit das Ergebnis. Eine weitere Fehlerquelle liegt in der Durchführung des Klebebandab-zugs. Das Abziehen des Klebebands übt eine Zugbelastung auf die Beschichtung aus, die von dem Abzugswinkel, der Ab-zugsgeschwindigkeit und dem vorange-gangenen Anpressverfahren beeinflusst wird. Hinzu kommt, dass bei der Vielzahl an Lacksystemen trotz Reinigung der Oberfläche nicht immer die gewünschte Haftkraft des Klebebands auf dem Bau-teil erreicht werden kann.
Abbildung 3: Gitterschnitt nach Klebebandabzug mit n.i.O.-Bewertung (Gt-Kennwert 4), Ablösung des Lackes vom Substrat Bildquelle: Fraunhofer IPA
Dampfstrahltest
Ein sehr realitätsnahes Prüfverfahren im Exterieur-Bereich stellt der Dampf-strahltest dar (siehe Abbildung 4). Bei dem Test wird das Reinigen eines Auto-mobils mit einem Dampfstrahlreiniger simuliert. Das Prüfverfahren basiert auf der DIN EN ISO 16925 und ist fester Be-standteil von Prüfvorschriften der OEM’s (Original Equipment Manufacturer) bei der Bemusterung von Exterieur-Anbau-teilen. Die Oberfläche einer beschichte-ten Probe wird durch Einritzen eines An-dreaskreuzes bis zum Substrat verletzt und anschließend mit einem definierten Druckwasserstrahl auf ihre Haftfestigkeit geprüft. Die Auswertung erfolgt anhand eines visuellen Vergleichs mit Bildern, wobei den abgelösten Flächen Kennwer-te zwischen 0 und 5 zugeordnet werden (siehe Abbildung 5). Wesentlichen Ein-fluss auf das Ergebnis haben die Para-meter Volumenstrom, Druck, Temperatur
und Sprühzeit. Das Dampfstrahlgerät muss in der Lage sein, diese Parameter während der Prüfdauer in den jeweiligen Toleranzbereichen aufrechtzuerhalten. Das Herzstück des Prüfgeräts stellt je-doch die Düse dar. Das gleichmäßige Strahlbild und die Druckverteilung des Wasserstrahls auf der Prüffläche hängen stark von der Geometrie und Verarbei-tungsqualität der Düse ab. Im Rahmen der Kalibrierung des Dampfstrahlgerätes und zur Ermittlung möglicher Verschleiß-schäden wird deshalb die Strahlbildana-lyse mittels Kraftmessdose durchgeführt. Hierbei wird die Druckkraft der gesam-ten Wasserstrahlfläche gemessen, als 3D-Bild dargestellt und bewertet (siehe Abbildung 6). Werden mehrere Dampf-strahlprüfgeräte in einem Prüflabor glei-chermaßen für Prüfungen verwendet, muss eine gewisse Vergleichbarkeit der Geräte untereinander sichergestellt sein. Neueste Untersuchungen in der Gruppe Lackierprozessentwicklung am Fraunho-fer IPA bezüglich der zwei dort verwende-ten Dampfstrahlgeräte mittels definierten Prüfplatten zeigen, dass sich die Geräte nicht signifikant voneinander unterschei-den. Der größere Einfluss ist durch die teilnehmenden Prüfer bedingt.
Abbildung 4: Dampfstrahltest zur Bestimmung der Haftfestigkeit von Beschichtungen Bildquelle: Fraunhofer IPA
Die Fehlermöglichkeiten bei der Durch-führung des Dampfstrahltests liegen neben der Einhaltung des Abstands der Düse zur Probe, der exakten Posi-tionierung zur Wasserstrahlfläche und dem Auftreffwinkel des Wasserstrahls vor allem auch in der Handhabung der Schneide- oder Ritzwerkzeuge durch den Prüfer. In den meisten Prüfvorschriften sind entweder ein Cuttermesser oder ein Ritzstichel nach Sikkens zu verwenden. Die Ritzqualität wird durch konstante Geschwindigkeit und Druckausübung des Ritzwerkzeugs auf die Probe sicher-
gestellt. Weitere Einflüsse sind die Ritz-tiefe und der Winkel, vor allem bei dem Ritzstichel nach Sikkens. Dieser erzeugt durch die 1 mm breite Schneide eine flä-chige Abtragung der Beschichtung, die je nach Handhabung und Prüfteilgeometrie einseitig tiefer ausfallen kann. Abstellhil-fen bei der Positionierung der Probe im Dampfstrahlgerät bieten z. B. eingezeich-nete Markierungen im Positionierbereich oder ein Laser, der die Mitte des Was-serstrahls markiert. Mittels Distanzblock lässt sich der Abstand der Düse leicht kontrollieren. Das Ritzen und die visuelle Auswertung können nur durch entspre-chende Erfahrung der Prüfer reproduzier-bar durchgeführt werden.
Multisteinschlagprüfung
Ein weiteres Maß für die Haftfestigkeit von Lackierungen ist die Steinschlagfes-tigkeit. Basierend auf realen Belastungs-fällen wurde die Multisteinschlagprüfung entwickelt (siehe Abbildung 7). Die DIN EN ISO 20567-1 beschreibt drei Varian-ten des Prüfverfahrens, die in den Haus-normen der OEM’s leicht abgewandelt wiederzufinden sind. Die Steinschlagein-wirkung erfolgt durch viele kleine Schlag-körper (Hartgussgranulat), die mittels Druckluft auf den Probekörper geschos-sen werden. Bei einer schlechten Haftfes-
Thema: Prozessabsicherung
Abbildung 5: Schadensbild der Dampfstrahl-prüfung, oben Ablösung des Klarlacks vom Basislack (Kennwert 5), unten Ablösung des Basislacks vom Primer (Kennwert 2) Bildquelle: Fraunhofer IPA
Abbildung 6: Strahlbild bei der Analyse mittels Kraftmessdose Bildquelle: Fraunhofer IPA

Werkstoffe 2/2018 2524 Werkstoffe 2/2018
Thema: Prozessabsicherung
Kondenswasserkonstantklima. Die Ver-änderung der Haftfestigkeit nach den kli-matischen Belastungen wird im Vergleich mit der durchgeführten Haftfestigkeits-prüfung im Ausgangszustand ermittelt. Um die Prüfabläufe bei den subjektiv bewerteten Haftfestigkeitsprüfungen zu optimieren, ist eine intensive Einarbei-tung und eine gewisse Erfahrung der Prü-fer zwingend notwendig. Die Prüfgeräte müssen regelmäßig überprüft/kalibriert werden. Die Teilnahme an Ringversuchen zu den jeweiligen Prüfungen ist notwen-dig, um die Kompetenz des Prüflabors für dieses Prüfverfahren zu bestätigen. Bei der Gitterschnittprüfung besteht aktuell noch Bedarf, eine passende Referenz-probe mit definierter Haftung für einen Ringversuch zu finden. Untersuchungen zu diesem Thema werden am Fraunhofer IPA weiterverfolgt.
Autoren: Dipl.-Ing. (FH) Marina SchäferDipl.-Ing. (FH) Manh Hung TranFraunhofer-Institut für Produktionstechnik und Automatisierung IPANobelstraße 12, 70569 Stuttgartwww.ipa.fraunhofer.de
hängig vom Arbeitsdruck, von der Masse des verwendeten Beschussmaterials, der Beschusszeit, dem Auftreffwinkel und dem Abstand der Probe zum Beschleu-nigungsrohr. Einen weiteren Einfluss hat die Korngrößenverteilung des Be-schussmaterials, die von dem jeweiligen Lieferanten überprüft werden muss. Vor dem Start einer Prüfserie muss das Mul-tisteinschlaggerät genauestens kalibriert
werden. Hierbei wird die Förder-zeit eingestellt, der Arbeitsdruck überprüft sowie ein Beschussbild zur Beurteilung der Gleichmäßigkei t des auftreffenden Granulats erstellt (siehe Abbildung 9). Um weitere Feh-ler zu vermeiden, ist der Gebrauch des Hartgussgranu-lats zu dokumentie-ren und dieses im vorgegebenen In-tervall zu ersetzen. Der Prüfer muss zu jeder Zeit nach-vollziehen können, inwieweit das Be-schussmaterial be-reits verbraucht ist.Die Haftfestigkeit insgesamt ist eine wichtige Kenngrö-ße für die Auswer-tung vieler weiterer Prüfverfahren wie z. B. der Ofenalte-rung, dem Klima-wechseltest und der Belastung im
tigkeit kommt es beim Aufprall der Schlag-körper zum Abplatzen von Lackmaterial. Das Ausmaß der Lackschädigung wird in der Regel visuell mittels Vergleichsbildern und der Zuweisung von Kennwerten be-wertet (siehe Abbildung 8). Einige Prüf-vorschriften verlangen vor der Bewertung einen zusätzlichen Klebebandabriss, der lose anhaftendes Beschichtungsmaterial entfernen soll. Das Prüfergebnis ist ab-
Abbildung 7: Multisteinschlagprüfgerät Bildquelle: Fraunhofer IPA
Abbildung 8: Schadensbild nach der Multistein-schlagprüfung mit n.i.O.-Bewertung (Kennwert: 3,0) Bildquelle: Fraunhofer IPA
Abbildung 9: Beschussbild zur Beurteilung der Gleichmäßigkeit des auftreffenden Granulats zur Überprüfung des Multisteinschlagprüfgeräts, hergestellt mittels Abdruck von Kohlepapier Bildquelle: Fraunhofer IPA
SCHLEIFENManuelle Handhebel-Flachschleifmaschine
BEMA MASCHINEN GMBHBunsenstraße 13 · D-75210 Keltern-Ellmendingen
Tel. (0 72 36) 14 27 · Fax (0 72 36) 14 29Internet: http://www.bemagmbh.de · E-Mail: [email protected]
optimal...
keine Wartezeiten bei Abstimm-arbeiten und in der Schleiferei; keinUnterbrechen von Schleifarbeiten

26 Werkstoffe 2/2018
Zur Person:Olaf Daebler ist Global Director Industri-al Supply im Team der HANNOVER MES-SE. Als solcher ist er bei der Deutschen Messe AG auch für die Themen Surface-Technology und parts2clean zuständig. Der gebürtige Hamburger hat Groß- und Außenhandelskaufmann gelernt sowie ein Studium der Betriebswirtschaftsleh-re abgeschlossen. Bevor er 2002 nach Hannover zur Deutschen Messe AG kam, war er im Bereich Telekommunikation als Key-Account-Manager bei VIAG Interkom sowie für British Telecom als Geschäfts-stellenleiter tätig. Daebler ist verheiratet und Vater von drei Kindern.
Was gibt es Neues auf der Industrial Supply 2018?Insgesamt kann man sagen, dass wir 2017 mit den Stärken der Industrial Sup-ply punkten konnten und diese Stärken zur 2018er Veranstaltung weiter ausbau-en. Das betrifft beispielsweise die noch recht neuen Formate wie das zentrale Zulieferforum oder auch die extra aus-gewiesenen Highlights@IndustrialSupply. Außerdem wandert die Industrial Supply auf dem Messegelände nordwärts. Unse-re Hallen werden im April die 3,4 und 5 sein.
Welche Themen, Werkstoffe oder Ver-fahren stehen 2018 im Vordergrund?Zunächst einmal ist wichtig, dass der große Vorteil des Zulieferbereichs auf der HANNOVER MESSE ja gerade die Vielfalt ist. Besucher haben hier wirklich die Wahl. Die Industrial Supply zeigt die Vielfalt unterschiedlichster Zulieferlösun-gen und das auch bei zum Teil konkurrie-renden Verfahren und Werkstoffen. Hin-zu kommen zahlreiche Synergieeffekte durch das große Spektrum an Branchen, die sich in Hannover präsentieren. Aber es ist richtig, dass wir dennoch Schwer-punkte setzen. Das sind in diesem Jahr die vernetzte Zulieferung unter dem Stichwort Smart Supply sowie der Leicht-bau, unter anderem mit der neuen Integ-rated Lightweight Plaza.
Was ist die Lightweight Plaza genau?Mit der Integrated Lightweight Plaza schaffen wir in Halle 5 einen zentralen Anlaufpunkt zum Thema Leichtbau für die gesamte HANNOVER MESSE. Die Plaza kombiniert einen Ausstellungsbe-reich mit einer Speakers Corner und ei-nem Bereich zum Networking. Inhaltlich ist das Wichtigste: Als Marktplatz für Leichtbaulösungen umfasst die Plaza sowohl Leichtbauwerkstoffe als auch die Themen Konstruktion und Fertigungs-technologien. Und auch hier bleiben wir dem Alleinstellungsmerkmal der Industri-al Supply treu, nämlich ihrer Vielfalt. Die Aussteller der Lightweight Plaza zeigen material-, verfahrens- und branchenüber-greifend Leichtbaulösungen. Das ist auch der Grund dafür, warum wir hier so große Unterstützung der Verbände erfahren.
Wer gehört denn alles zu den Unter-stützern der Lightweight Plaza?Der Zuspruch, den wir erfahren, ist wirk-lich einmalig. Insgesamt 14 bundesweit tätige Verbände und Institutionen aus dem Leichtbau geben uns durch ihre geballte Fachkompetenz Support für die Integrated Lightweight Plaza, darunter Composites Germany, die Fraunhofer-Allianz Leichtbau oder mit der Initiative Leichtbau die Geschäftsstelle Leichtbau vom Bundesministerium für Wirtschaft und Energie.
Worin sehen Sie den Vorteil der Light-weight Plaza für die Besucher?Beim Leichtbau ist es ja so, dass die Grup-pe der potenziellen Anwender besonders groß ist. Dass es für ihre Branche und ihre spezielle Herausforderung Leicht-baulösungen gibt, ist dort oft gar nicht be-
kannt. Der größte Vorteil der Lightweight Plaza liegt deshalb sicherlich darin, dass wir die gesamte Prozesskette abbilden wollen – von Anlagenbau und Fertigung über Design und Material, Simulation bis hin zu Mess-, Test- und Prüftechnik. Für die Fachbesucher soll es dabei so anschaulich wie möglich zugehen. Expo-nate, Live-Demonstrationen und Vorträge sorgen für Praxisnähe.
Wo spielt Leichtbau außerhalb dessen eine Rolle auf der HANNOVER MESSE?Leichtbau spielt auf der HANNOVER MES-SE 2018 definitiv eine Hauptrolle. Da es ein Querschnittsthema für sämtliche Anwenderbranchen ist, zeigen Unterneh-men in allen Ausstellungsbereichen der Weltleitmesse Leichtbau-Lösungen. In Halle 5 haben wir aber nun dieses Clus-ter dazu gebildet. Weitere Einzelausstel-ler und Gemeinschaftsstände aus dem Bereich Leichtbau finden sich im direkten Umfeld der Lightweight Plaza in Halle 5. Dazu gehören etwa das Leichtbau-Cluster Landshut oder die Leichtbau BW, die ih-ren Stand noch einmal deutlich vergrö-ßert. Zudem wird es 2018 wieder den Leichtbau-Guide geben, der die Besucher auf viele weitere Unternehmen auf der gesamten HANNOVER MESSE aufmerk-sam macht, die relevante Beiträge aus dem Bereich Leichtbau zu bieten haben. Starke Synergien gibt es dabei besonders zu Halle 2, also dem Bereich Research & Technology.
Sie erwähnten die neuen Hallen. War-um musste die Industrial Supply erneut umziehen?Umzug ist ein großes Wort. Genau genom-men sind wir ja in unserem Hallenstrang nur eine Position nach oben gerückt. Zu einem solchen Standortwechsel kommt es immer wieder auf der HANNOVER MESSE. Das muss auch so sein, weil die Messe den Markt und die Branchen spie-gelt, die sich nun einmal stetig wandeln. Aktuell sind es vor allem die Bereiche Software und industrielle IT, die in Han-nover wachsen. Dass wir Halle 3 dazube-kommen haben, ist sicherlich ein Vorteil. Die Halle ist direkt angebunden an den Besucherstrom aus der Forschungshalle 2 und hat überdies eigene Eingänge vom Parkplatz aus. Für den Zulieferbereich der Industrial Supply ist entscheidend, dass die einzelnen Themenbereiche zusam-menbleiben, zum Beispiel dass es eine zusammenhängende Präsentation der Gießerei-Industrie gibt. Und das passt: Halle 3 wird 2018 unsere Guss-Halle sein.
Hannovermesse 2018: Interview mit Olaf Daebler, Global Director Industrial Supply
Messen und Termine

Werkstoffe 2/2018 2726 Werkstoffe 2/2018
Welche Werkstoffe und Verfahren ste-hen noch im Mittelpunkt 2018?Die Vielfalt steht im Mittelpunkt. Die In-dustrial Supply bildet alle relevanten Ver-fahren und Werkstoffe der Industrie ab. Bei den Verfahren umfasst das Spektrum Gießen, Massivumformung, Blechumfor-mung, spanabhebende Fertigungsver-fahren, Verfahren für Nichtmetalle, Füge-techniken und – in 2019 wieder mit der SurfaceTechnology Area – die Oberflä-chentechnik. Wer auf der Industrial Sup-ply nach Werkstoffen sucht, findet Stahl und Eisen ebenso wie NE-Metalle, Kera-mik, Elastomere, weitere Kunststoffe und Verbundwerkstoffe.
Das Leitthema der HANNOVER MESSE 2018 heißt „Connect & Collaborate“. Was ist damit genau gemeint?Mit dem Leitthema beschreiben wir die nächste Stufe von Industrie 4.0. Konnekti-vität, also die Organisation in Netzwerken innerhalb der Industrie führt zu ganz neu-en Formen des Wirtschaftens, des Arbei-tens und der Kollaboration. Das Ergebnis sind mehr Wettbewerbsfähigkeit, besse-re Arbeitsplätze und neue Geschäftsmo-delle. Wir erleben, dass die Fabrik- und Energietechnik immer leistungsfähiger werden, dass die Möglichkeiten zur Da-tenauswertung größer werden und indus-trielle IT-Plattformen auf den Markt drän-gen. Hinzu kommen künstliche Intelligenz und Machine Learning, die Maschinen in die Lage versetzen, Entscheidungen zu
treffen. Produktionsketten lassen sich digital simulieren, vorausschauende War-tung wird zum Standard, innovative Ge-schäftsmodelle entstehen, neue Player tauchen an den Märkten auf und Bran-chengrenzen verschwimmen zusehends. Mit dem Leitthema machen wir deutlich, dass die HANNOVER MESSE der Ort ist, um die rasante Entwicklung von Industrie 4.0 und ihre Folgen zu erleben
Inwieweit spiegelt sich Leitthema im Zulieferbereich wider?„Integrated Industry – Connect & Colla-borate“ betrifft den Zulieferbereich in besonderem Maße. Das Arbeiten in Netz-werken ist ja von jeher der Kerngedanke industrieller Zulieferung. Mit der Digitali-sierung eröffnen sich durch Smart Supply ganz neue Perspektiven. Zulieferunter-nehmen sind heute schon immer tiefer in die Wertschöpfung ihrer Kunden inte-griert. Das betrifft jederzeit verfügbare Produkt- oder Produktionsdaten genauso wie Kompetenzen und weitere Ressour-cen. So gesehen bedeutet Smart Supply auch mehr Verantwortung für die Zulie-ferindustrie. Und darin wiederum liegt die große Chance: mit neuen Geschäftsmo-dellen zu kleineren Losgrößen, individu-alisierten Produkten und Smart Services.
Wie weit sind die Zulieferer denn aus Ihrer Sicht auf diesem Weg?Die Zulieferindustrie hat sich in den ver-gangenen Jahren bereits stark verändert.
Heute wird in Lösungen gedacht, nicht nur in Produkten. Dank ihrer großen Innovati-onsfähigkeit sind Zulieferer für ihre Kun-den keine bloßen Teilelieferanten mehr, sondern Entwicklungspartner auf Augen-höhe. Durch Digitalisierung und Industrie 4.0 ergeben sich jetzt große Chancen, die Zusammenarbeit sowie Entwicklung und Produktion zu vernetzen und neu aufzu-stellen. Aber es dauert sicherlich noch ein wenig, bis sich das flächendeckend in allen Unternehmen durchgesetzt hat.
Worin sehen Sie außerdem die Trends in der Zulieferindustrie 2018?Supply Chain Management, Simultane-ous Engineering, optimierte Durchlauf-zeiten und minimale Fehlerquote – das alles sind wichtige Stichworte. Aber all das funktioniert eben auch nur, wenn Zulieferer und Abnehmer ihre Rollen neu definieren und sich als Partner vernetzen.
Und bei den Werkstoffen – wohin geht da aus Ihrer Sicht die Reise?Hochbelastbare Werkstoffe spielen eine immer größere Rolle. Und auch die An-wendung bionischer Prinzipien stehen ganz klar auf der Agenda. Vor allem zeigt sich aber, dass sich die Anbieter von Lö-sungen ihre Technologie- und Entwick-lungskompetenz spielen müssen, um at-traktiv zu bleiben. Das ist genauso wichtig wie die Flexibilität, auch individuelle Kun-denwünsche realisieren zu können.
Pünktlich zur Hannover Messe präsentieren die Industrial-Ethernet-Profis von KTI einen neuen seriellen Konverter: Der KSC-361 konvertiert serielle Schnittstellensignale zu Fast Ethernet (und umgekehrt) und ist so in der Lage, se-rielle Datenverbindungen über Netzwerkinfrastrukturen zu transportieren. Dies ermöglicht die Anbindung von seriel-len Schnittstellen auch über weite Entfernungen, z. B. über das Internet. Damit ist der KSC-361 prädestiniert für den Einsatz in der industriellen Automation. Das Gerät ist in zwei Ausführungen verfügbar: Der KSC-361-S2 wird über die RS-232 Schnittstelle angesteuert, der KSC-361-S4 über RS-422/485. Beide Modellvarian-ten können Ethernet-seitig sowohl über Kupfer als auch über Glasfaser (SFP) angebunden werden. Für zusätzliche Flexibilität sorgt das PoE-Feature dieses Wandlers. Dank „Power over Ethernet“ lässt sich der KSC-361 als Powered Device (PD) über das Kupferdatenkabel mit Strom versorgen. Aufgrund der galvanischen Trennung seiner Interfaces kann der KSC-361 in explosionsgefähr-deten Bereichen wie Bergbau, Raffinerien oder Tankstel-len eingesetzt werden. Im Lieferumfang ist eine Halterung für Hutschienenmontage enthalten, eine Wandhalterung ist optional verfügbar.Besuchen Sie uns auf der Hannovermesse Halle 9, Stand H26. www.kti.de
Neuer serieller Industrie-Konverter mit PoE und SFP-Port
Messen und Termine: Hannover Messe

28 Werkstoffe 2/2018
Schwächen bei der Konzentration und Aus-dauer – niemals! Ro-boter gelten seit jeher als verlässliche und un-verzichtbare „Kollegen“ der Industriemitarbeiter. Sie übernehmen zuneh-mend das Schweißen,
Biegen, Trennen, den Transfer und die Ablage von Rohren. Künstliche Intelligenz und maschinelles Lernen werden Robo-ter zukünftig noch flexibler machen und den rein repetitiv arbeitenden Roboter auf Dauer ablösen.Ein wichtiger Baustein des Bearbeitungs-zentrums von Transfluid sind Roboter, die bei der Fertigung von Klimaleitun-gen eingesetzt werden. Neben dem Ka-merakontrollsystem verfügt die Bear-beitungsanlage über ein Magazin, ein 4-Achsen-Handlingsystem, zwei Kombi-nationsmaschinen zur Rohrumformung, eine Biegemaschine, eine Anfaseinheit, einen Nadeldrucker und zwei Roboter.Eine Seite des Rohres wird vor dem Biegevorgang immer mit einer Rohrum-formmaschine in Kombination bearbei-tet, während die zweite Seite nach dem Biegevorgang spanlos nachbeschnitten und danach ebenfalls umgeformt wird. Falls erforderlich, hält der Roboter das bearbeitete Rohr anschließend in eine Entgratvorrichtung. „Beide Enden kön-nen mithilfe der Kamera optisch kontrol-liert werden“, erläutert Stefanie Flaeper, Geschäftsführerin bei Transfluid. „Alter-nativ hält der Roboter das Rohr in eine Beschriftungseinheit, in der es dann an allen Positionen markiert werden kann – und zwar ganz ohne Spannvorrichtung.“Über eine Umformanlage mit Rundtakt-tisch könnten darüber hinaus zwei Rohre über einen Flansch miteinander verbun-den werden. Für den Fertigungsprozess bedeute das neben einem Höchstmaß an Sicherheit eine hohe Ausbringung bei 100 Prozent dokumentierter Qualität.Roboter haben sich bei der Rohrbearbei-tung bewährt. Ein Roboter sei optimal für die Fertigung von gebogenen Bauteilen geeignet. „Dagegen haben sie eher eine geringe Bedeutung beim Handling langer und gerader Rohre. Hier sind Linearsys-teme schneller“, betont Flaeper. Vor al-lem in der Verarbeitung sind Roboter weit verbreitet, „weil hier komplexe Handling-aufgaben oder relativ schwere Bauteile manipuliert werden müssen.“Für Polysoude und seine Kunden bildet der Roboter eine Ergänzung zu herkömm-lichen Automatisierungslösungen. Der Roboter ermöglicht die Führung des Bren-ners für das Wolfram-Inertgasschweißen
(WIG) an Rohren selbst unter beengten Platzverhältnissen. Und er gewährleistet „eine qualitativ hochwertige Naht dank seiner Präzision und Reproduzierbarkeit der Bewegungsabläufe bei komplexen Geometrien“, erläutert Hans-Peter Mari-ner, Geschäftsführer von Polysoude.Roboter sind im Allgemeinen weit ver-breitet in der Schweißtechnik. Allerdings kaum, wenn es um das WIG-Schweißen geht. Angewendet wird das WIG „so gut wie überhaupt nicht in Verbindung mit Engspalt-Schweißen und Rohr-in-Boden-Schweißen.“ Der Grund hierfür sind ge-setzliche Auflagen. Dazu gehört beispiels-weise eine abgeschirmte Zone, ohne Zugang für den Bediener – im Gegensatz zu herkömmlichen Automatisierungslö-sungen. Polysoude aber ermöglicht den Einsatz von Robotern beim WIG-Schwei-ßen. Das wesentliche Entscheidungskri-terium für einen bestimmten Robotertyp besteht in seiner Präzision, „die beim WIG-Schweißen selbst unter Volllast im Bereich von 5/10 mm liegt“, sagt Mari-ner. Außerdem „gilt der Anspruch auf ein-fache Programmierung und Verfügbarkeit von Sensorik, insbesondere intelligente Nachverfolgung.“Polysoude lieferte eine Anlage zum Ro-boterschweißen an die italienische Firma Simic für deren Konstruktion von für Iter bestimmte Radialplatten aus rostfreiem Stahl mit einer Wandstärke von 100mm. Das Zusammenfügen der Bauteile er-weist sich als außergewöhnliche Heraus-forderung: Es wird vor Ort in Südfrank-reich umgesetzt, bedingt durch die hohe Anforderung an Präzision bei Verbund und eine Null-Fehler-Qualität.Das WIG-Heißdraht-Engspaltschweißver-
fahren erwies sich als die beste Wahl, um Teile mit diesen sehr großen Wand-stärken zusammenzufügen. Die Werk-zeugträger für Engspaltbrenner, wie eben Roboter und Schweißfahrwerke, sind jeweils an die Größe und Geometrie der zu schweißenden Verbindung angepasst. Angewendet werden kann die WIG-Eng-spaltschweißtechnologie übrigens bei Werkstücken von bis zu 400mm Wand-stärke.Die Kombination macht’s mitunter. Mit „Twister“ entwickelte Wafios ein Biege-system, das auch bei Rohr-Schlauch-Kombinationen einsetzbar ist. Wafios verbindet das System mit einem Kuka-Roboter zwecks Produktivitätssteigerung – verbunden mit einer denkbar einfachen Bedienung. Bisher standen vor allem Bearbeitungs-prozesse mit relativ niedrigen Genau-igkeitsansprüchen im Fokus. Hier kam entweder über das Prozesswerkzeug ein genauigkeitsausgleichendes Element – Polierscheibe, Schleifkopf, auslenkbare Entgratspindel – in die Prozesskette, oder die Bearbeitungsgenauigkeiten waren mehr oder weniger irrelevant. „Diese Be-arbeitungsprozesse werden heute noch oftmals von Menschen ausgeführt, aber infolge zunehmenden Kostendrucks, gleichmäßiger Qualitätsanforderungen oder mangels personeller Ressourcen zu-nehmend maschinell und automatisiert umgesetzt“, prognostiziert Alexander Bay, Marktsegment Manager CNC/Machining bei Kuka Roboter.Die General Industry wächst sehr stark, und das vor allem außerhalb Deutsch-lands. „Dazu muss man nur den Elekt-ronikmarkt betrachten, der ein enormes
Mensch und Roboter – Seite an Seite
Messen und Termine: TUBE

Werkstoffe 2/2018 2928 Werkstoffe 2/2018
„Des Weiteren die Online-Verknüpfung der Roboter, um Daten aus externen Sys-temen, zum Beispiel CAD, übernehmen zu können“, ergänzt Stefanie Flaeper, Ge-schäftsführerin bei Transfluid. Eine Her-ausforderung sei es, die Roboter auch für sehr kleine Produktionsgrößen einsetzen zu können, was heute nur bedingt mög-lich sei. Sicher ist auf jeden Fall: „Roboter werden näher an den Menschen rücken, das heißt Roboter werden noch mehr Auf-gaben von Menschen übernehmen, die Menschen unterstützen, um bestimmte schwierige Aufgaben umzusetzen“, ist sich Transfluid-Geschäftsführerin Flaeper sicher. „Interessant wäre es auch, wenn der Roboter sehr präzise die Bewegung eines Menschen in einem Produktions-prozess nachahmen könnte, ohne pro-grammiert werden zu müssen.“ Mensch und Roboter Seite an Seite, sozusagen. www.tube.de
Roboter-Anwendung gilt der Automotive-Sektor.Und ein Ende der Entfaltung des Poten-zials ist nicht in Sicht. So waren Roboter bisher vor allem repetitiv und haben mit der immer gleichen Präzision und Wieder-holgenauigkeit gearbeitet. „Die Anforde-rungen der Zukunft sind andere – gerade im Bereich professioneller Servicerobotik und Servicerobotik“, erklärt Alexander Bay, Marktsegment Manager CNC/Ma-chining bei Kuka Roboter. „Wenn Roboter in andere Bereiche vordringen wollen, müssen sie flexibler werden. Dabei kann maschinelles Lernen helfen.“Roboter werden zunehmend auch Teil von Industrie 4.0. Der Roboter als flexi-bles Produktionselement wird dabei in der Lage sein, Daten in der Produktion zu sammeln und diese mit den IT-Systemen auszutauschen. Ein weiterer Trend ist die Vereinfachung der Programmierung.
Wachstumspotenzial für die Automatisie-rung bietet“, so Bay. Das gebe es insbe-sondere in Asien. Die Fokussierung auf die General Industry gehe Hand in Hand mit der verstärkten Internationalisierung.China gilt aus gutem Grund als der Zu-kunftsmarkt für die Robotik. Schon heute ist er der mit Abstand größte Absatzmarkt für Industrierobotik – und zeichnet sich durch sehr hohe Wachstumsraten aus. In drei Jahren erwartet die International Federation of Robotics, dass der Jahres-absatz an Industrierobotern in China auf 160.000 Stück anwächst – dies sollte dann knapp 40 Prozent des globalen Ab-satzes entsprechen.Keine Frage, der Einsatz von Robotern be-sitzt bereits heute ein großes Leistungs-vermögen: Überall da, wo Mitarbeiter qualitativen Einfluss auf Produkte neh-men können, ist das Potential auch sehr hoch. Als ein wichtiger Treiber bei der
Messen und Termine: TUBE
PRÄZISION UND QUALITÄT IM FOKUS.WIKUS-Sägebänderkombinieren Qualität undPräzision auf höchstemNiveau.
PRÄZISION UND QUALITÄT IM FOKUS.WIKUS-Sägebänder kombinierenQualität und Präzision auf höchstem Niveau.
Made in Spangenberg, Made in Germany. www.wikus.de
Besuchen Sie uns auf der TUBE 2018
in Halle 6, Stand A22.
Anzeige_1_2018_DEU_185x69mm_RZ_Layout 1 12.03.2018 11:46 Seite 1
Das im Vorjahr eröffnete SAFED-Labor in Mödling hat das Interesse zahlrei-cher Firmen aus der europäischen Wärmebehandlungsindustrie geweckt. Die Versuchsanlage trägt bereits jetzt zur konsequenten Weiterentwicklung von Thermoprozessen bei, erläutert Dr. Herwig Altena, Leiter Entwicklungs- und An-wendungstechnik bei der AICHELIN-Holding .Bei den „Labor-Besuchern“ handelt es sich in erster Linie um europäische Un-ternehmen aus der Schrauben-, Befestigungs- und Münzindustrie. Sie haben meist schon konkrete Vorstellungen, möchten aber vor der definitiven Kaufent-scheidung wertvolle Erkenntnisse gewinnen, kritische Feinjustierungen testen und Detailfragen in der Praxis abklären. Von den vielschichtigen Tests profitiert auch AICHELIN. Das Unternehmen kann sein profundes Know-how weiter aus-bauen und den daraus gewonnen Mehrwert bei der Produktentwicklung und Prozessoptimierung zum Vorteil seiner Kunden nutzen.Die Versuchsanlage ist ein Drahtgliederbandofen, der ideal zum Blankglühen, Härten unter Schutzgasatmosphäre, Aufkohlen bzw. Einsatzhärten, Warmauslagern, sowie Anlassen geeignet ist. Bei Temperaturen bis zu 1.100 Grad Celsius können Stahlteile unter einer beliebig zusammengesetzten Schutzgasatmosphäre behandelt werden. Die Begasungseinrichtung der SAFED-Anlage ermög-licht das Zuführen von Stickstoff, Endogas, Wasserstoff, Propan, Erdgas und Luft. Bei einer maximalen Beladung von 30 Kilogramm pro Laufmeter Band beträgt die Durchlaufzeit zwischen 7,5 und 60 Minuten. Die Anlage verfügt ebenso über eine Schnellkühlvorrichtung, die ein Abkühlen auf unter 100 Grad binnen 2 Minuten garantiert. Bei dünnwandigen Bauteilen, wie Rasierblättern, können Kunden auch auf eine Gaskühlung zurückgreifen, um die gewünschten Ergebnisse zu erzielen. www.aichelin.com
Versuchsanlage für Thermoprozesse
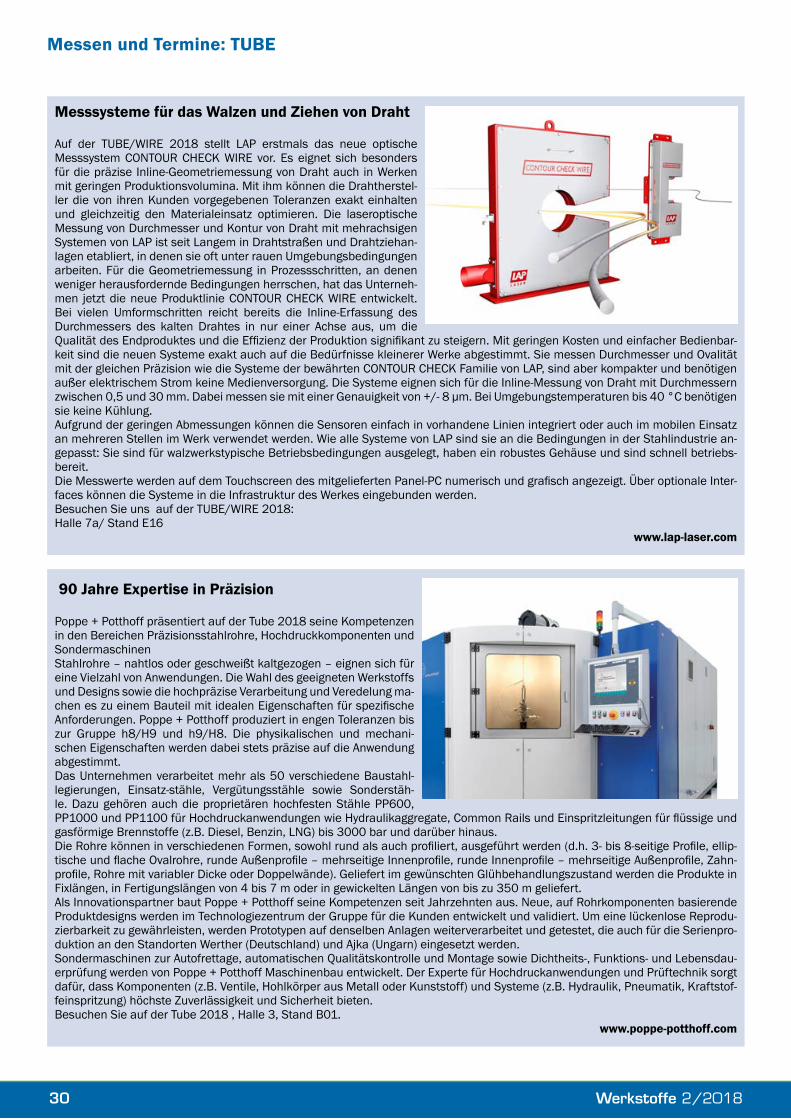
30 Werkstoffe 2/201830 Werkstoffe 2/2018
Messen und Termine: TUBE
Auf der TUBE/WIRE 2018 stellt LAP erstmals das neue optische Messsystem CONTOUR CHECK WIRE vor. Es eignet sich besonders für die präzise Inline-Geometriemessung von Draht auch in Werken mit geringen Produktionsvolumina. Mit ihm können die Drahtherstel-ler die von ihren Kunden vorgegebenen Toleranzen exakt einhalten und gleichzeitig den Materialeinsatz optimieren. Die laseroptische Messung von Durchmesser und Kontur von Draht mit mehrachsigen Systemen von LAP ist seit Langem in Drahtstraßen und Drahtziehan-lagen etabliert, in denen sie oft unter rauen Umgebungsbedingungen arbeiten. Für die Geometriemessung in Prozessschritten, an denen weniger herausfordernde Bedingungen herrschen, hat das Unterneh-men jetzt die neue Produktlinie CONTOUR CHECK WIRE entwickelt. Bei vielen Umformschritten reicht bereits die Inline-Erfassung des Durchmessers des kalten Drahtes in nur einer Achse aus, um die Qualität des Endproduktes und die Effizienz der Produktion signifikant zu steigern. Mit geringen Kosten und einfacher Bedienbar-keit sind die neuen Systeme exakt auch auf die Bedürfnisse kleinerer Werke abgestimmt. Sie messen Durchmesser und Ovalität mit der gleichen Präzision wie die Systeme der bewährten CONTOUR CHECK Familie von LAP, sind aber kompakter und benötigen außer elektrischem Strom keine Medienversorgung. Die Systeme eignen sich für die Inline-Messung von Draht mit Durchmessern zwischen 0,5 und 30 mm. Dabei messen sie mit einer Genauigkeit von +/- 8 µm. Bei Umgebungstemperaturen bis 40 °C benötigen sie keine Kühlung.Aufgrund der geringen Abmessungen können die Sensoren einfach in vorhandene Linien integriert oder auch im mobilen Einsatz an mehreren Stellen im Werk verwendet werden. Wie alle Systeme von LAP sind sie an die Bedingungen in der Stahlindustrie an-gepasst: Sie sind für walzwerkstypische Betriebsbedingungen ausgelegt, haben ein robustes Gehäuse und sind schnell betriebs-bereit.Die Messwerte werden auf dem Touchscreen des mitgelieferten Panel-PC numerisch und grafisch angezeigt. Über optionale Inter-faces können die Systeme in die Infrastruktur des Werkes eingebunden werden.Besuchen Sie uns auf der TUBE/WIRE 2018:Halle 7a/ Stand E16 www.lap-laser.com
Poppe + Potthoff präsentiert auf der Tube 2018 seine Kompetenzen in den Bereichen Präzisionsstahlrohre, Hochdruckkomponenten und Sondermaschinen Stahlrohre – nahtlos oder geschweißt kaltgezogen – eignen sich für eine Vielzahl von Anwendungen. Die Wahl des geeigneten Werkstoffs und Designs sowie die hochpräzise Verarbeitung und Veredelung ma-chen es zu einem Bauteil mit idealen Eigenschaften für spezifische Anforderungen. Poppe + Potthoff produziert in engen Toleranzen bis zur Gruppe h8/H9 und h9/H8. Die physikalischen und mechani-schen Eigenschaften werden dabei stets präzise auf die Anwendung abgestimmt. Das Unternehmen verarbeitet mehr als 50 verschiedene Baustahl-legierungen, Einsatz-stähle, Vergütungsstähle sowie Sonderstäh-le. Dazu gehören auch die proprietären hochfesten Stähle PP600, PP1000 und PP1100 für Hochdruckanwendungen wie Hydraulikaggregate, Common Rails und Einspritzleitungen für flüssige und gasförmige Brennstoffe (z.B. Diesel, Benzin, LNG) bis 3000 bar und darüber hinaus. Die Rohre können in verschiedenen Formen, sowohl rund als auch profiliert, ausgeführt werden (d.h. 3- bis 8-seitige Profile, ellip-tische und flache Ovalrohre, runde Außenprofile – mehrseitige Innenprofile, runde Innenprofile – mehrseitige Außenprofile, Zahn-profile, Rohre mit variabler Dicke oder Doppelwände). Geliefert im gewünschten Glühbehandlungszustand werden die Produkte in Fixlängen, in Fertigungslängen von 4 bis 7 m oder in gewickelten Längen von bis zu 350 m geliefert. Als Innovationspartner baut Poppe + Potthoff seine Kompetenzen seit Jahrzehnten aus. Neue, auf Rohrkomponenten basierende Produktdesigns werden im Technologiezentrum der Gruppe für die Kunden entwickelt und validiert. Um eine lückenlose Reprodu-zierbarkeit zu gewährleisten, werden Prototypen auf denselben Anlagen weiterverarbeitet und getestet, die auch für die Serienpro-duktion an den Standorten Werther (Deutschland) und Ajka (Ungarn) eingesetzt werden. Sondermaschinen zur Autofrettage, automatischen Qualitätskontrolle und Montage sowie Dichtheits-, Funktions- und Lebensdau-erprüfung werden von Poppe + Potthoff Maschinenbau entwickelt. Der Experte für Hochdruckanwendungen und Prüftechnik sorgt dafür, dass Komponenten (z.B. Ventile, Hohlkörper aus Metall oder Kunststoff) und Systeme (z.B. Hydraulik, Pneumatik, Kraftstof-feinspritzung) höchste Zuverlässigkeit und Sicherheit bieten. Besuchen Sie auf der Tube 2018 , Halle 3, Stand B01. www.poppe-potthoff.com
Messsysteme für das Walzen und Ziehen von Draht
90 Jahre Expertise in Präzision

30 Werkstoffe 2/2018 Werkstoffe 2/2018 31
Im Februar verkündet der VDMA: „Industrielle Bildverarbeitung weiter auf der Überholspur.“ Dass visuelle Diagnose- und Analyse-tools schwer gefragt sind, zeigt sich auch auf der Control – Interna-tionale Fachmesse für Qualitätssicherung vom 24. bis 27. April in der Landesmesse Stuttgart.
Bildverarbeitungsindustrie wächst und wächst
Der Umsatz der deutschen Bildverarbeitungsindustrie ging 2017 durch die Decke. Die Steigerung gegenüber dem Vorjahr betrug 18 Prozent. Auch für dieses Jahr wird wieder zweistelliges Wachstum prognostiziert. Der Grund für die steigende Beliebtheit der Schlüs-seltechnologie ist die Möglichkeit, die visuellen Prozesse unkom-pliziert in jeden Produktionsprozess zu integrieren. QS-Prozesse mit Bildverarbeitung unterstützen Hightech-Unternehmen bei der Analyse ihrer Herstellungsverfahren. Gleichzeitig erobert industri-elle Bildverarbeitung verstärkt neue Anwendungsgebiete. Weitere Wachstumstreiber, so der VDMA, sei die Digitalisierung. Die auf der Leitmesse für Qualitätssicherung ausstellenden Unternehmen würden in ihrer Aussage sicher noch weitergehen: Digitale und voll integrierte QS-Lösungen machen die vollständige Automatisierung von Prozessen überhaupt erst möglich. Gleichzeitig bringen In-line-Qualitätssicherung und Embedded Vision die Güte von Komponen-ten, Bauteilen, Medizingeräten und Fahrzeugen enorm voran.
Control zeigt Angebot für QS-Technik und Zubehör
Nicht nur im Bereich Qualität 4.0 tut sich die Messe hervor. Ein-zigartig wird die Control als international wichtige Qualitätsmesse durch das Angebot an Komponenten, Baugruppen, Teilsystemen und Komplettlösungen für die Qualitätssicherung. Neben der in-dustriellen Bildverarbeitung präsentieren sich boomende Segmen-te wie robotergestützte Systeme oder optoelektronische Sensor-technik und zeigen praktische Anwendungsmöglichkeiten. Hier präsentieren viele Hersteller und Anbieter ihre Neuheiten dem anspruchsvollen Fachpublikum.
Rahmenprogramm als zusätzlicher Besuchermag-net
Das hochkarätige Rahmenprogramm steht den technischen Neu-heiten in nichts nach. Beispielsweise durch die „Vision Talks“ des EMVA sowie dem Fraunhofer IPA mit seinem „Event Forum“. Dazu kommt das Angebot des Kooperationspartners Fraunhofer-Allianz Vision mit der Sonderschau „Berührungslose Messtechnik“. Darü-ber hinaus zählen die DGQ mit ihren Workshops zu den Machern.
www.control-messe.de
Fachmesse Control: Business-Plattform für Messtechnik und Qualitätssicherung
Messen und Termine: Control
Fantastische FünfDie Universalprüfmaschinen der AGS-X HC-Serie sind perfekt für Zug-, Biege- und Druckversuche in der Qualitätskon-trolle.
•Messungen höchster Präzision
•Unterstützung aller Teststandards
•Erweiterte Modellvielfalt
•Effiziente Software-Pakete
•Zahlreiches Zubehör für eine Vielzahl von Test-Möglichkeiten
www.shimadzu.de /ags-x-serieHalle 4,
Stand 4111

32 Werkstoffe 2/201832 Werkstoffe 2/2018
Mit einer Rekordbeteiligung geht die PaintExpo 2018 an den Start. Wenn sich am 17. April die Pforten der 7. Weltleit-messe für industrielle Lackiertechnik öffnen, werden über 520 Aussteller ver-treten sein. Die Unternehmen aus 29 Län-dern, darunter alle Markt- und Technolo-gieführer, präsentieren auf rund 15.500 Quadratmetern Nettoausstellungsfläche Innovationen und Weiterentwicklungen für die Optimierung von Nasslackier-, Pulverbeschichtungs- und Coil Coating-Prozessen.
Lösungen für alle Branchen, alle Materialien und Anwendun-gen
Besucher aus inhouse-lackierenden Un-ternehmen sowie von Lohnbeschichtern erwartet ein Angebot für die Beschich-tung und Lackierung aller Materialien in allen Branchen und für alle Anwendun-gen. Das Ausstellungsspektrum umfasst Anlagen für die Beschichtung in Nass-, Pulver-, UV-, Tauch- und Coil-Verfahren, Lacke für alle Verfahren, Applikationssys-teme, Spritzpistolen und Zerstäuber, Au-tomatisierungs- und Fördertechnik, Rei-nigung und Vorbehandlung, Trocknung und Aushärtung, Umwelttechnik, Druck-lufttechnik, Luftversorgung und Abluft-reinigung, Wasseraufbereitung, Recycling und Entsorgung, Zubehör, Maskierung, Mess- und Prüftechnik, Qualitätssiche-rung, Kennzeichnung, Entlackung, Lohn-beschichtung, Dienstleistungen sowie Fachliteratur.
Innovationen live erleben
Ein weiteres Thema, das bei der diesjäh-rigen PaintExpo im Fokus steht, ist die Di-gitalisierung von Lackierprozessen bezie-hungsweise die Integration von Industrie 4.0 in den Lackierbetrieb. Dazu zählen unter anderem eine selbstprogrammie-rende Lackierzelle für die effiziente Be-schichtung von Produkten in Losgröße 1 sowie speziell für die Industrielackierung entwickelte, hochflexible und einfach zu programmierende Lackierroboter und Automatisierungslösungen. Neue Lösun-gen für das Strahlen, Schleifen und Io-nisieren von Oberflächen aus Metallen, Kunststoffen oder Holzwerkstoffen wer-
den auf der PaintExpo ebenso ihren Pre-mierenauftritt haben wie Prozesse und Produkte für eine wirtschaftlichere und umweltfreundlichere Reinigung und Vor-behandlung Anlagenkonzepte, die bei der Pulverbeschichtung und Nasslackierung den Energieverbrauch reduzieren und gleichzeitig die Flexibilität hinsichtlich Beschichtung, Losgrößen und Erweiter-barkeit erhöhen. Geht es um die Applika-tion, erhöhen neue und weiterentwickelte Lackierpistolen und Zerstäuber sowie alternative Zerstäubergase die Materia-
leffizienz und Qualität. Bei Nass-, UV- und Pulverlacken eröffnen Entwicklungen mit optimierten funktionalen und dekorati-ven Eigenschaften neue Möglichkeiten und ermöglichen eine Reduzierung der Lackierschritte. Nicht minder interessant sind die Innovationen bei Trockenab-scheidelösungen, bei Test- und Prüfsys-temen, beim Zubehör wie Abdeckmate-rialien, Lackiergehängen, bei Filtern und Pumpen, den Lösungen zur Entlackung sowie für die Verpackung.www.paintexpo.de
7. Weltleitmesse für industrielle Lackiertechnik vom 17. bis 20. April 2018 in Karlsruhe
Messen und Termine: PaintExpo
Werkstoffe 2/2018 3332 Werkstoffe 2/2018
Messen und Termine: PaintExpo
Nabutan 260 ist eine chromfreie Passivierung für Stahlsubstrate. Der Vorpro-zess kann variieren und aus einer Phosphatierung oder einem alkalischen Prozess bestehen. Auch eine Kombination aus saurer Beize und alkalischer Entfettung ist möglich. Der letzte Spülschritt vor der Passivierung erfolgt mit VE-Wasser. Nach der Behandlung mit Nabutan 260 wird ebenfalls mit VE-Was-ser nachgespült. Dies kann durch eine separate Spüle oder einen Spritzkranz erfolgen. Durch den Einsatz der chromfreien Passivierung Nabutan 260 kann man je nach Anlagentyp ein bis drei Behandlungsschritte im Vergleich zur Zink-phosphatierung einsparen.Ziele bei der Entwicklung des Produktes Nabutan 260 waren:- gute Lackhaftung- guter Korrosionsschutz- ein vereinfachter Prozessablauf- umwelttechnische Aspekte wie die Verwendung ungiftiger Chemikalien- und eine einfache Abwasserbehandlung ohne Schwermetallabfall.Ferner sollte für den Anwender der Aufwand zur Badkontrolle und -pflege gering gehalten werden. Nabutan 260 wird über den Leitwert gesteuert. Durch eine spezielle Formulierung wird der pH-Wert im Bad nahezu konstant gehalten.Nabutan 260 kann sowohl in Batchfahrweise als auch mit kontinuierlichem Überlauf verwendet werden. Eine Fahrweise mit Über-lauf ist zu bevorzugen, da durch den Eintrag von frischem Wasser die Hydrolyse der Silane im Gleichgewicht gehalten werden kann. Dadurch wird eine noch höhere Stabilität der Badwerte erreicht. Die Konzentration des Bades kann durch eine einfache Titration kontrolliert werden.Mit der neuen Stahlpassivierung werden z.B. Kundenanforderungen von max. 1 mm Unterwanderung bei 720h im neutralen Salz-sprühtest ohne weiteres erreicht.Besuchen Sie uns auf der Paintexpo, Halle 2, Stand 2116. www.nabu-stulln.de
Die Bauteile großer Maschinen und Anlagen werden oft an verschiedenen Standorten und mit unterschiedlichen Verfahren lackiert. Systemlacke und ein abgestimmtes Service- und Logistikkonzept gewährleisten, dass die Kompo-nenten nach der Zusammenführung optisch perfekt zueinander passen. Im Bereich der industriellen Lackierung nimmt die Beschichtung von großen Maschinen oder Anlagen, wie zum Beispiel Werkzeugmaschinen, eine Sonder-stellung ein. Es gelten sehr hohe Anforderungen an die Qualität der Lacke, vor allem hinsichtlich der mechanischen und chemischen Beständigkeiten. Außer-dem sollen die Lacke möglichst auf verschiedensten Untergründen eine gute Haftung, einen hohen Korrosionsschutz sowie ein gutes Abdeckungsvermögen von Schweißstellen oder Schleifspuren aufweisen. Aus diesem Grund kommen sehr oft Lacke mit strukturierten Oberflächen zum Einsatz. Neben all diesen technischen Parametern existiert noch eine ganz besondere Herausforderung: Die zahlreichen Bauteile werden sehr oft an unterschiedlichsten Orten und mittels verschiedener Verfahren lackiert. Nach der Endmontage und Zusammenführung dieser Bauteile soll alles „wie aus einem Guss“ aussehen. Insbesondere die Aspekte Farbton, Glanzgrad und Strukturausprägung sind Merkmale, die bei schlechter Übereinstimmung stö-rend und als Mangel wahrgenommen werden. Dass dies bei diesen hochwertigen Maschinen weder vom Lieferanten noch vom Endkunden akzeptiert wird, versteht sich von selbst. Der Lackhersteller FreiLacke hat für diesen Kundenkreis ein schlüssiges Konzept vorgestellt, in dessen Zentrum die so genannten Systemlacke stehen. Hierbei handelt es sich um speziell aufeinander abgestimmte Pulver- und Flüssiglacke, die eine maximale Übereinstimmung hinsichtlich dieser optischen Aspekte sicherstellen. Parallel bietet FreiLacke ein breites Serviceangebot, bestehend aus Schulungen und anwendungstechnischer Beratung, das Toch-terfirmen und Zulieferer bei der Umsetzung der Konzernvorgaben unterstützt. Da die Lackieraufgaben meist an vielen verschiedenen Orten überregional wahrgenommen werden, besteht die Notwendigkeit, dass an einer Stelle alle Informationen und Aufgabenstellungen gesammelt und kommuniziert werden. Neben der Betreuung der einzelnen Fertigungseinheiten durch den regionalen Außendienst und die Anwendungstechnik, koordiniert ein zusätzlicher Ansprechpartner die Umsetzung der Konzernvorgaben weltweit. Damit wird sichergestellt, dass bei den oft sehr breit gefächerten Aufgabenstellungen, keine Informationen verloren gehen. Wie komplex eine solche Aufgabenstellung aussehen kann, zeigt das folgende Beispiel. Bei einem führenden Maschinenhersteller und seinen Zulieferern werden bei insgesamt 7 Tochtergesellschaften in Europa und zusätzlich einer Tochtergesellschaft in China komplexe Werkzeugmaschinen hergestellt.An jedem Standort der einzelnen TG’s gibt es wiederrum ein Netz an Zulieferern, die vor Ort entsprechende Blechteile und Komponenten zuliefern. Darüber hinaus gibt es Zulieferer, die analog zum Auftraggeber, ein globales Zuliefernetz gespannt haben, um alle TG’s an den jeweiligen Standorten beliefern zu können.Um sämtlichen daraus resul-tierenden Lackieraufgaben gerecht zu werden gibt es die benötigten Farbtöne in zahlreichen Varianten.Besuchen Sie uns auf der Paintexpo, Halle 1, Stand 1420. www.freilacke.de
Nabutan 260
Systemlacke und Anwendungslösungen aus einer Hand

34 Werkstoffe 2/201834 Werkstoffe 2/2018
Messen und Termine: ACHEMA & Grindtec
Vom 11. – 15.6.2018 öffnet die ACHE-MA in Frankfurt ihre Pforten. Dann prä-sentieren rund 3800 Aussteller aus al-ler Welt den rund 167.000 Teilnehmern Neuheiten für die Chemie-, Pharma- und Lebensmittelindustrie vom Labor über die Großanlage bis zur Verpackungsstraße. Dabei wird auch die ACHEMA 2018 ih-rem Anspruch gerecht werden, nicht nur Marktplatz der Gegenwart, sondern auch Innovationsbörse für die Zukunft zu sein. „Viele Herausforderungen, ob Energieeffi-
Renishaw, stellte die nächste Genera-tion seines MP250 Messsystems mit Dehnmessstreifen für Schleifmaschinen auf der GrindTec 2018 vor. Aufbauend auf der leistungsfähigen und bewährten Konstruktion des ursprünglichen MP250 Messtasters bietet die weiterentwickelte Version verbesserte Konfigurationsmög-lichkeiten, sodass Anwender jetzt – je nach Anwendungsanforderungen – zwei weitere Betriebsmodi für hohe Wider-standsfähigkeit bzw. kurze Latenzzeit auswählen können. Das System, das den weiterentwickelten MP250 Messtaster mit Dehnmessstreifen und das neue HSI-C Interface umfasst, bietet eine schnelle, präzise, berührend schaltende Lösung für die Bestimmung der Werkstückgeo-metrie. Dank RENGAGE™-Technologie bietet das System 3D-Genauigkeit und Wiederholgenauigkeit und ermöglicht damit eine zuverlässige Messung auf der Maschine. Durch die extrem niedrige Antastkraft des Messtasters lassen sich Oberflächen- und Formschäden vermei-
zienz, neue Werkstoffe für Anwendungen vom Fahrzeug bis zum Kraftwerk oder kürzere Produktzyklen betreffen die In-dustrie weltweit“, erklärt Dr.-Ing. Thomas Scheuring, Geschäftsführer der DECHE-MA Ausstellungs-GmbH. „Die ACHEMA ist damit weit mehr als nur ein Handelsplatz – hier werden weltweite Trends gesetzt“. Wo noch keine marktreife Lösung exis-tiert, bietet der Kongress mit rund 800 Vorträgen Gelegenheit für den Austausch von Ideen. „Die Referenten haben die
den, wodurch er für die Prüfung emp-findlicher Werkstücke ideal geeignet ist. Außerdem eignet sich der für raue Umge-bungen ausgelegte Messtaster aufgrund seiner kleinen Bauform und robusten Konstruktion optimal für Werkzeugschlei-fanwendungen. Die Weiterentwicklung des MP250 Messsystems zielt auf eine Leistungsverbesserung durch eine flexib-le Auswahl zwischen drei verschiedenen Messtasterbetriebsmodi ab. Zur Verfü-gung stehen eine hochvibrationsbestän-dige Konfiguration, eine Konfiguration mit kurzer Latenzzeit, falls eine schnelle Messtasterreaktion erforderlich ist, sowie eine Standardkonfiguration zur allgemei-nen Verwendung. Mithilfe eines M-Codes können Anwender den Messtaster zeit-weilig auf die hochvibrationsbeständige Konfiguration einstellen – was bei der Bewegung um das Maschinenvolumen mit schnellen Vorschubgeschwindigkei-ten und langen oder schweren Taster-einsatzkonfigurationen nützlich ist – und anschließend wieder auf die Konfigurati-
Technik im wahrsten Sinne des Wortes vor Augen“, sagt Prof. Dr. Kurt Wagemann, Geschäftsführer des DECHEMA e.V., der das Konferenzprogramm gestaltet. „Da-durch entsteht eine Atmosphäre, in der wirklich anwendungsorientiert diskutiert wird.“ Ob Energiewende, Digitalisierung, Verfügbarkeit von Rohstoffen oder neue Konzepte für biotechnologische Prozesse – das Programm verspricht schon jetzt viel Interessantes für Teilnehmer aus Industrie und Wissenschaft. www.achema.de
on mit kurzer Latenzzeit für eine genaue Werkstückmessung mit kurzen Anfahr-wegen (oder aber auf die Standardkon-figuration zur allgemeinen Verwendung) zurückstellen. Die Benutzerkonfiguration des verbesserten MP250 wird durch ein neues Maschineninterface, das HSI-C, er-möglicht. Dank des eigens entwickelten Elektronikgehäuses lässt sich das HSI-C leicht auf einer DIN-Schiene im Schalt-schrank installieren, wodurch Installati-onszeit und -aufwand erheblich reduziert werden. www.renishaw.de
ACHEMA 2018
Grindtec – Neues Messsystem MP250

34 Werkstoffe 2/2018 Werkstoffe 2/2018 3534 Werkstoffe 2/2018
IFES World Summit in Chicago „Reaching New Heights“
In diesem Jahr geht der IFES erneut mit einem exzellenten Programm an den Start.27 – 29 Juni 2018, findet der diesjährige IFES World Summit 2018 in Chicago statt der im 20jährigen Jubiläumsjahr unter dem Motto „Reaching New Heights“steht:Hochkarätige Experten wie Will Daniels von Laner Muchin werden über die Be-sonderheiten des Ausstellens in den Ver-einigten Staaten sprechen und in ihren Vorträgen erörtern, wo Schwierigkeiten liegen und welches die zentralen Erfolgs-faktoren der Zukunft sind. Beachtens-wert ist in diesem Zusammenhang auch die Ausgabe der Video Serie „Ausstellen in….USA“ unter http://www.ifesnet.com/exhibiting-in-usa/.Der IFES (International Federation of Ex-hibition & Event Services) ist der weltwei-te Fachverband für Anbieter von Messe- und Eventdienstleistungen. Rund 300 Unternehmen aus mehr als 40 Ländern sind stolze Mitglieder des Netzwerks. Ziel des IFES ist es, die wirtschaftlichen, und fachlichen Interessen seiner Mitglieder auf internationaler Ebene zu unterstüt-zen sowie den Geschäfts- und Wissens-austausch für seine Mitglieder, die auf dem internationalen Markt tätig sind, zu fördern. Daher führt der IFES einmal im Jahr alle Mitglieder im Rahmen des World Summit zusammen. IFES freut sich darauf, die Teilnehmer in der „Windy City“ Chicago zu einem einzig-artigen und großartigen Erlebnis zu be-
grüßen, an dem Ort, an dem einst Micha-el Jordan trainierte: In dem berühmten Chicago Athletic Association Hotel. Wei-tere Informationen über den IFES World Summit finden Sie unter www.ifesnet.org.
Hier kann auch die Teilnahme des dreitä-gigen Seminarprogramms (27 – 29 Juni 2018) inklusive sämtlicher Abendveran-staltungen für €1790 (€1590 für IFES/EDPA Mitglieder) gebucht werden.
Beim Messebau zunächst prüfenWer mit seiner Firma auf einer Messe ausstellt braucht einen Messestand, soviel steht fest. Ob das Messestand Design die Besucher anspricht und damit die Besucherfrequenz am Messe-stand erhöht, ist nicht von vornherein sicher. Der Vergleich von Angeboten ist also zu emp-fehlen. Wichtig ist es darauf zu achten, dass bei einem Marketinginstrument wie dem Mes-sestand, neben den Kosten auch die Leistung eine wichtige Rolle spielt. Dein-Messestand bietet Ausstellerfirmen einen kostenlosen Mes-seservice. Wer bei Dein-Messestand ein Ange-bot anfordert, der erhält aus einem Netzwerk von mehr als 100 unabhängigen Messebau-unternehmen bis zu 3 individuelle Messebau-Angebote mit Visualisierung und Kalkulation. Das spart Zeit und bringt den optimalen Leis-tungsvergleich.
www.dein-messestand.com(Bildquelle: Dein Service GmbH)
Sonderteil: Messebau

36 Werkstoffe 2/201836 Werkstoffe 2/2018
AUTOMATISIERUNG
Bin Picking
Ein neues, bisher einmaliges Visionssys-tem nach dem Triangulationsverfahren verbessert das Bin Picking: Es sorgt für mehr Genauigkeit, bessere Teileerken-nung und schnellere Bearbeitung. Die intelligente Entnahme von Werkstü-cken aus einer chaotischen Anordnung, der „Griff in die Kiste“, ist eine klassi-sche Anwendung in der Automation. Sie sorgt für eine höhere Produktivität, bes-sere Personalentlastung und niedrige-re Lohnstückkosten. Bereits seit 2010 entwickelt Liebherr-Verzahntechnik als Turnkey-Lieferant die für Fertigungslinien wichtige Roboterzelle. Auf der diesjähri-gen Automatica in München präsentierte das Unternehmen seine bewährte Bin-Pi-cking-Lösung erstmals mit einem neuen Visionssystem. Dieses funktioniert nach dem Triangulationsverfahren und wurde zusammen mit einem Sensor-Kooperati-onspartner nach Liebherr-Vorgaben ent-wickelt und optimiert. „Wir setzen nun ein zweistufiges Triangu-lationssystem ein, bei dem durch ein Zu-sammenspiel zwischen Laser und Kame-ra die Behälter mit den Teilen gescannt werden“, erklärt Dipl.- Ing. Thomas Mat-tern, Leiter Entwicklung Automationssys-teme. Dadurch ergibt sich eine deutlich verbesserte Auflösung. „Während das bis-herige Bilderkennungssystem nach dem Laserlaufzeitverfahren bei drei bis fünf Millimetern Genauigkeit an seine Gren-zen stieß, erreichen wir mit dem neuen System eine zehnfach höhere Auflösung. Dadurch werden auch kleine Merkmale, die zur Lageerkennung und Bauteilun-terscheidung erforderlich sind, besser erkannt.“ Zudem werden die Schattenbildung und das Kollisionsrisiko reduziert. Dadurch gelingt dem achtachsigen Roboterarm selbst der Griff in bis zu ein Meter tiefe Transportbehälter, die zum Beispiel in Form von Drahtgitterkörben oder Stahl-kisten eingesetzt werden.
Das neue Bilderkennungssystem verfügt jetzt über einen Blaulicht- statt wie bisher über einen Rotlichtlaser. Dieser erfasst spiegelnde Teile noch prozesssicherer und erkennt neben Metallteilen auch or-ganische oder semitransparente Materi-alien. Dadurch sind auch Anwendungen außerhalb der metallverarbeitenden In-dustrie realisierbar. Mit nur einer linearen Bewegung erfasst das zweistufige Triangulationssystem den Behälterinhalt, ohne eine vorherige Positionierung des 3D-Visionsystems. „Die Erkennung und Auswertung erfolgt im Bereich von nur fünf Sekunden. Dies ermöglicht kürzere Taktzeiten für das Ge-samtsystem.Durch die höhere Auflösung ist die Oberfläche der Datenwolken glatt und beinahe rauschfrei. Die dadurch ge-nerierten, qualitativ hochwertigen Mess-werte werden zur Weiterverarbeitung an die Hauptsoftware des Bin- Picking-Sys-tems übermittelt. Diese wurde ebenfalls aktualisiert und verfügt nun über eine benutzerfreundlichere, grafisch geführte Oberfläche. www.liebherr.com
ENTGRATEN
Entgraten mit perfektem Finish
Mehr Wirtschaftlichkeit und Präzision bei der Endbearbeitung, das bieten die neu-en GARANT Tellerbürsten von der Hoff-mann Group. Die Hightech-Bürsten sind für den direkten Einsatz in einer CNC-Ma-schine oder einer Roboterzelle geeignet. Dadurch können Werkstücke unmittelbar nach dem Zerspanungsprozess automa-tisiert, reproduzierbar und prozesssicher nachbearbeitet werden. Das verkürzt die Rüst- und Durchlaufzeiten. Die Hoffmann Group hat ihre neu-en GARANT Tellerbürsten für präzi-ses Entgraten, Kantenverrunden und Oberflächenfinish von gefrästen planen Präzisionsteilen konzipiert. Direkt im
Anschluss an den Zerspanungsprozess entfernen sie zuverlässig unerwünschte Grate und feine Frässpuren. Zusätzlich eignen sich die Werkzeuge hervorragend dazu, im Sinter-, Stanz-, Druckguss- oder Pressverfahren hergestellte Werkstücke präzise abzubürsten und feine Oberflä-chen zu erzeugen.Selbst die Feinbearbeitung von Ventilplat-ten mit innenliegendem Labyrinth ist mit Hilfe der GARANT Tellerbürsten einfach zu bewerkstelligen. Mit ihrem maximal dichten und flexiblen Borstenbesatz ent-graten sie auch komplexe Bauteile, ohne deren Form zu verändern. Die fest vergos-senen und mit Schleifkorn durchsetzen Nylonborsten brechen selbst bei hohen Drehzahlen nicht aus und erreichen dank des hohen Schleifkornanteils eine hohe und konstante Bürstwirkung. Das Ergeb-nis sind gratfreie und feingeschliffene Oberflächen bei extrem langen Standzei-ten und kontrollierbarem Verschleißver-halten. Die GARANT Tellerbürsten sind insbeson-dere für die Nassbearbeitung geeignet. Sie sind mit sämtlichen Messerkopf- und Kombidorn-Aufnahmen kompatibel. Auf Wunsch bietet die Hoffmann Group ihren Kunden auch individuell auf ihre Anwen-dung angepasste Tellerbürsten an. Das bestehende Sortiment an GARANT Tel-lerbürsten wird in Kürze um Rundbürs-ten für Entgratarbeiten an Außenflächen ergänzt.www.hoffmann-group.com
HIGH-END-METALLE
Exakte Zuschnitte
Exakte Zuschnitte bei Halbzeugen bedeu-ten für die Maschinen- und Werkzeug-bauer kürzere Bearbeitungszeiten, weni-ger Verschnitt, geringeren Verschleiß der eigenen Werkzeugmaschinen, reduzierte Abnutzung der Schneidwerkzeuge und
Produkte, Innovationen

36 Werkstoffe 2/201836 Werkstoffe 2/2018
Dichtungen GmbHGummi Kunststoffe Dichtungen
Sofortbedarf - Einzel- und Serienfertigung
keine Werkzeugkosten
Derchinger Str. 143 | 86165 AugsburgTel. 0821/74867-0 | Fax 0821/74867-99
[email protected] | www.jurima-gmbh.de
Werkstoffe 2/2018 37
Produkte und Innovation
sauberes Kondensat, das fast kein Restöl mehr aufweist: Nach der Abscheidung be-trägt die Restölkonzentration im Wasser unter 15 ppm, so dass es ins Abwasser gegeben werden darf. Der neue Abscheider ist sehr kompakt und für kleine Kompressoren optimiert. Eine Haltung zur Wand- oder Plattenmon-tage wird von Atlas Copco mitgeliefert. Alle Materialien des Abscheiders können zu 100 % recycelt werden. Übrigens: Vom 15. Februar bis zum 15. Mai läuft bei Atlas Copco eine 2-für-1-Aktion: In diesen drei Monaten erhalten Kunden beim Kauf eines OSS-Abschei-ders über den Hersteller oder einen sei-ner Handelspartner einen zweiten gratis dazu. www.atlascopco.com
LACKIERTECHNIK
Lahntechnik setzt auf eigene Lackiererei sowie Produktsi-cherheit von WB coatings
Beim Anlagenbau spielen neben tech-nischen Herausforderungen auch opti-sche Ansprüche an die Gehäuse eine immer größere Rolle. Damit der Kühlan-lagenbauer Lahntechnik auch in diesem Bereich bei seinen Abnehmern durch besonders hohe Flexibilität und Quali-tät punkten kann, betreibt er eine mo-derne Lackierstraße und vertraut auf Premiumprodukte von WB coatings. Die Vorbehandlung durch eine vollautomati-sche Phosphatierung in Kombination mit schnell trocknenden Strukturlacken sorgt für kürzere Produktionsläufe und schafft damit höhere Margen.Ob als Einzellösung oder in Serienferti-gung, für flüssige oder für feste Medien: Immer dann, wenn bei industriellen, for-schungstechnischen, gastronomischen oder auch handwerklichen Prozessen Kühlung erforderlich ist, sind intelligen-te Auslegungen auch im Hinblick auf Energieeffizienz und Qualitätsstabilität
jedoch die Zugfestigkeit wesentlich ge-ringer als bei W164 aus. Verwendet wird das Material beispielsweise für Kokillen, Druckgusskolben, Elektroden für die Wi-derstandsschweißung und im Kunststoff-Formenbau für Formeinsätze.Zur mechanischen Bearbeitung eignen sich Werkzeuge aus Hartmetall. Das Ma-terial kann materialgleich geschweißt werden und ist erodierbar.www.albromet.de
KONDENSAT- AUFBEREITUNG
Neuer Öl-Wasser-Trenner
Atlas Copco bringt einen neuen Öl-Was-ser-Trenner für kleinere Druckluftinstalla-tionen auf den Markt: den OSS. Er ähnelt seinem großen Bruder, dem OSC, wurde aber für kleinere Luftmengen ausgelegt (bis 25 Liter Druckluft pro Sekunde). Der OSS ist kompakt, sauber und arbeitet be-sonders kosteneffizient. Er scheidet das Öl aus dem Kondensat des Kompressors zuverlässig ab. Damit senken Anwender ihre Entsorgungskosten, denn das gerei-nigte Kondensat darf problemlos dem Ab-wassersystem zugeführt werden. Das Kondensat, das sich in einem öleinge-spritzten oder geschmierten Kolben- oder Schraubenkompressor bildet, enthält Spuren von Öl und Staub. Es darf nicht unbehandelt in das Abwassersystem geleitet werden, da Öl ein Umweltrisiko darstellt. Zwar könnte man das gesamte Kondensat auch fachgerecht entsorgen; das ist aber wegen der weitaus höheren Menge, die dann anfällt, teuer und nicht nachhaltig. Sinnvoller und vor allem günstiger ist es, das Kondensat mit einem Öl-Wasser-Trenner aufzubereiten. Der OSS arbeitet mit zwei Filterstufen. Heraus kommt ein
eine geringere Menge der zu entsorgen-den Späne.Daher ist die Präzision, die ALBROMET seinen Kunden bietet eine gefragte Ser-viceleistung, zumal die exakten Zuschnit-te auch die Kosten für die Abnehmer re-duzieren, was bei dem Wettbewerbsdruck erfolgsentscheidend sein kann.Die Sägetoleranzen liegen im Allgemei-nen bei plus einem Millimeter. Die Emp-fehlung auf das Fertigmaß beträgt plus fünf Millimeter, das Mindestaufmaß drei Millimeter. Bei Teillängen, die größer als 500 Millimeter sind, gewährleistet AL-BROMET maximal plus 1,5 Millimeter Schnitttoleranz.Sämtliche Zuschnitte werden entgratet geliefert, bei Abweichungen wird der Kun-de proaktiv informiert. Auch bei der Paral-lelität punktet das Unternehmen, da alle Zuschnitte mit ihrer gelieferten Winklig-keit NCSchraubstock geeignet sind.Zusammen mit seiner CNC-Fertigung für mechanische Bauteile und Komponen-ten wie Gleitelemente und Ersatzteile für Rohrhersteller, gilt das Unternehmen als spezialisierter Partner für Industrie und mittelständische Fertigungsbetriebe.Zwei leistungsstarke Horizontalband-sägeautomaten der neuesten Bauart aus dem Hause KASTO garantieren eine schnelle Reaktionszeit.Mit den Spannbereichen 330 mm und 460 mm, den frequenzgeregelten An-trieben und dem breiten Spektrum an Schnittgeschwindigkeiten von 12 bis 150 Millimeter pro Minute spielen die Maschi-nen ihre Stärken besonders bei harten Aluminiumbronzen und Kupferlegierun-gen bis 40 HRC (Härte in Rockwell) aus.Zum ALBROMET-Sortiment gehören Halb-zeuge aus Aluminiumbronzen mit Härten von 200-380 HB (Härte nach Brinell) und Halbzeuge aus Leitkupferlegierungen mit Härten von 170-360 HB. Mit ALBROMET W164 und W200 stehen berylliumfreie Kupferlegierungen zur Verfügung, welche die Forderung nach ressourcenschonen-den Materialien erfüllen. Die Zahl hinter dem W steht bei den ALBROMET-Leitkup-ferlegierungen für die Wärmeleitfähigkeit bei 20 °C.ALBROMET W164 vereint eine ausge-zeichnete thermische Leitfähigkeit mit hoher Zugfestigkeit von 860 N/mm2 und Berylliumfreiheit. Der Werkstoff mit den Legierungsbestandteilen Kupfer, Nickel, Silizium und Chrom wird beispielsweise für Spritzgießwerkzeuge, Blasformen, Heißkanalsysteme und Formeinsätze ver-wendet. Zur mechanischen Bearbeitung eignen sich mit Hartmetall bestückte Werkzeuge.Die ebenfalls berylliumfreie Leitkupferle-gierung ALBROMET W200 entspricht den Normen EN CW 112 C und DIN 20857 und überzeugt mit einer höheren Wärm-leitfähigkeit. Mit rund 600 N/mm2 fällt

38 Werkstoffe 2/2018
den. Der EE310 und EE360 repräsentie-ren die neueste Generation von Industrie-Messumformern von E+E Elektronik. Ein multifunktionales 3,5“ TFT-Farbdisplay sorgt für einen umfassenden Überblick über die Messaufgabe und bietet dem Anwender einen direkten Zugriff auf die Geräteeinstellungen. Zudem verfügt das Display über eine Datenlogger-Funktion zur lückenlosen Aufzeichnung von bis zu 20.000 Messwerten je Messgröße.Standardmäßig werden die Messdaten auf zwei Strom- oder Spannungsausgän-gen ausgegeben. Die Geräte sind optional mit einer RS485-Schnittstelle mit Mod-bus RTU oder einer Ethernet-Schnittstelle mit Modbus TCP Protokoll erhältlich. Die Schnittstellen-Einstellungen lassen sich mit der frei erhältlichen Konfigurations-software vom PC aus oder direkt am Gerät via Display und Drucktasten vor-nehmen. Das Ethernet-Modul ermöglicht eine direkte Spannungsversorgung mit-tels „Power over Ethernet“ (PoE). Für den Netzwerkanschluss verfügt das Modul über einen RJ45 Stecker mit Schutzart IP65. Beide Schnittstellen-Module kön-nen jederzeit nachgerüstet werden.Der EE310 misst relative Feuchte sowie Temperatur und berechnet Taupunkt-Temperatur, Frostpunkt-Temperatur, Feuchtkugel-Temperatur, Wasserdampf-Partialdruck, Mischungsverhältnis, abso-lute Feuchte und spezifische Enthalpie. Der Messumformer ist als Wand- oder Kanalversion sowie mit verschiedenen abgesetzten Messfühlern erhältlich. Die abgesetzten Fühler sind bis 180 °C und in druckdichter Ausführung bis 20 bar einsetzbar. Für einen schnellen Fühler-tausch sind die Messfühler auch steck-bar erhältlich.Der EE360 dient der Überwachung des Feuchtegehalts in Hydraulik-, Schmier- und Isolier-Ölen sowie in Dieselkraftstoff. Das Gerät misst Wasseraktivität (aw) und Temperatur (T) und berechnet daraus den absoluten Wassergehalt (x) in ppm. Der Edelstahl-Fühler kann mittels ISO- oder NPT-Gewinde direkt in die Rohrlei-tung eingebaut werden. Die druckdichte Verschiebeverschraubung erlaubt ein einfaches Einstellen der Eintauchtiefe. Mit dem optionalen Kugelhahn ist der
Produkte und Innovation
bundwerkstoffen und Keramik).www.Lahntechnik.de
LASERTECHNIK- OPTATEC MESSE
Laserdioden-Module mit hand-licher Fokus-Einstellung
In der maschinellen Bildbearbeitung, be-sonders in 3D Bildbearbeitungssystemen ist es enorm wichtig, eine Laserquelle zu haben, die eine gleichförmige und stabi-le Laserlinie liefert. Die Lasermodule der HAML-F Serie sind eine solche kompakte und zuverlässige Laserquelle mit vielen besonderen Extras, so dass sie in einer Vielzahl von Anwendungen eingesetzt werden können. Besuchen Sie uns auf der Messe Opta-tec, Halle 3.0- Stand # G 42www.frlaserco.com
MESSTECHNIK
Feuchte-Messumformer mit Ethernet-Schnittstelle
Der EE310 Feuchte/Temperatur und der EE360 Feuchte in Öl Messumformer von E+E Elektronik sind ab sofort mit einer Ethernet-Schnittstelle (Modbus TCP) er-hältlich. Damit lassen sich die Messum-former jetzt alternativ zur bereits verfüg-baren RS485-Schnittstelle (Modbus RTU) auch via Ethernet in ein Netzwerk einbin-
gefragt. Lahntechnik hat sich mit kühl-technischen Lösungen vor allem für die Maschinen-, Kunststoff-, Pharma- und Lebensmittelindustrie im Markt etabliert. Pro Monat verlassen durchschnittlich zwi-schen 600 und 1.000 Anlagen den Werk-hof in Nassau. Dabei reicht das Portfolio des mittelständischen Unternehmens von der präzisen Kühlung auf kleinstem Raum bis hin zum 30 Meter langen Kühl-tunnel.Auch die Gehäuseoptik ist ein wichtiges Thema: Der Anlagenbauer muss sich bei-spielsweise mit den Corporate Design-Auflagen seiner Auftraggeber oder mit Farbkonzepten für Produktionshallen auseinandersetzen, in denen die Kühl-systeme oft als Bestandteil größerer Fer-tigungseinheiten zum Einsatz kommen.Um auch den optischen Ansprüchen sei-ner Geschäftspartner gerecht zu werden und hier mit hoher Flexibilität zu punkten, leistet sich Lahntechnik im Gegensatz zu vielen Wettbewerbern eine eigene La-ckiererei, in die erst 2016 umfangreich investiert worden ist. Zur Vorbehandlung der Gehäuseoberflächen wird eine vollau-tomatische Phosphatierung angewendet. Mit Hilfe eines minutiös dosierbaren Dü-senkranzes werden hierbei Öle und Fette vorheriger Fertigungsprozesse entfernt. Das dient dem Korrosionsschutz, fördert die spätere Lackhaftung und spart nicht zuletzt den Auftrag einer Grundierung und damit Zeit innerhalb des Coating-Prozesses.Die im Anlagenbau eingesetzten Struk-turlacke müssen also nicht nur wider-standsfähig gegenüber mechanischen und chemischen Einflüssen von außen sein, sondern auch eine möglichst hohe und chargenübergreifende Farbstabilität mitbringen. Im Zuge der Anlagenmoder-nisierung hat sich Lahntechnik für einen Wechsel des Lackanbieters hin zu WB coatings entschieden. Dessen Produkte werden heute manuell mit Niederdruck-spritzpistolen appliziert, was zudem eine äußerst stabile Viskosität voraussetzt. Lahntechnik setzt nun den lösemittelar-men High-Solid-Strukturlack Pur Plus und die wasserverdünnbaren Strukturlacke Aquapur ein. Zur deutlichen Verkürzung der Beschichtungsprozesse auch ohne Ofentrockung werden die dazu passen-den Härter PlatinumDry beziehungsweise Aquapur Katalyt verwendet.Die Entscheidung für die Strukturla-cke von WB coatings habe sich schon in mehrfacher Hinsicht gelohnt: durch höheren Verarbeitungskomfort, kürzere Durchlaufzeiten und durch kontinuierli-che Ergebnissicherheit. Zu den Kunden zählen zum Beispiel DMG Mori (Werk-zeugmaschinen), Satisloh (Maschinen für Brillen- und Feinoptikfertigung) und die Starrag Group (Präzisions-Werkzeugma-schinen zur Bearbeitung von Metall, Ver-

Werkstoffe 2/2018 3938 Werkstoffe 2/2018
Produkte und Innovation
hervorragend zur Herstellung leichter, kleiner Bauteile, zum Beispiel für die Luft- und Raumfahrt. Amorphe Metalle sind metallische Gläser und ähneln in ihren Eigenschaften ein-gefrorenen Flüssigkeiten. Sie werden so schnell aus der Schmelze herabgekühlt, dass sich keine geordneten Strukturen im Festkörper ausbilden können, d. h. sie werden amorph, also gestaltlos, ähnlich einem Glas. Die innovative Materialklas-se zeigt daher eine Vielzahl von bisher un-vereinbaren Eigenschaften und macht sie für zahlreiche Hightech-Anwendungen in-teressant. Sie sind schockabsorbierend, kratzfest und haben auch noch sehr gute Federeigenschaften – interessant zum Beispiel für langzeitstabile Membranen bei Einspritzdüsen, bruchsichere und leichtere Gehäuse für Smartphones oder scharfe, langlebige Skalpelle und mini-malinvasive Instrumente.www.heraeus.com
OBERFLÄCHE
Chemisch Entgraten und Glätten von Metalloberflächen
Nadelspitze elektropoliert
Verfahren zum chemischen Entgraten, Glätten und Polieren von Metalloberflä-chen erzielen in einem Arbeitsgang eine Reihe technischer, wirtschaftlicher und qualitativer Vorteile. Sie beseitigen zu-verlässig Grate bis zu einer Größe von ca. 0,5 mm. Die erzielten Oberflächen sind metallisch sauber und partikelfrei. Die Bearbeitung erfolgt ohne mechani-sche oder thermische Belastung der Tei-le und erreicht den gesamten benetzten Oberflächenbereich auch innerhalb von Bohrungen und Durchbrüchen. Die Be-arbeitung erfolgt unabhängig von Form und Größe der Teile und von der Härte des Werkstoffs. Filigrane und empfindli-che Teile werden nicht beschädigt. Abtrag
versehentliche Berühren benachbarter Elemente ist selbst bei kleinen Displays so gut wie ausgeschlossen. Als weitere Neuerung bietet KRÜSS Lizen-zen für ADVANCE jetzt wahlweise mit Soft-ware Assurance an. Während der gesam-ten Laufzeit werden alle neuen Versionen – in der Regel zwei pro Jahr – an die Nut-zer übermittelt. Bei einfacher Installation und voller Kompatibilität mit bestehen-den Messdaten wird so der Funktionsum-fang von ADVANCE laufend erweitert, zum Beispiel um neue Automationsmöglich-keiten und Auswerteoptionen oder auch optimierte Algorithmen. Besuchen Sie uns auf der analytica 2018 Stand 309, Halle A1 www.kruss-scientific.com
METALLLEGIERUNGEN
Neue Klasse amorpher Metalle
Die Doktoranden Alexander Kuball, Be-nedikt Bochtler und Oliver Gross am Lehrstuhl für Metallische Werkstoffe von Professor Ralf Busch an der Universität des Saarlands haben in Zusammenarbeit mit Heraeus nach hunderten Versuchen und mehreren Jahren Forschung Titan-Legierungen entwickelt, die eine sehr hohe Festigkeit besitzen und gleichzeitig sehr leicht sind. Das Besondere: die neu-en metallischen Gläser enthalten als ent-scheidenden nichtmetallischen Zusatz etwas Schwefel. Es überrascht zunächst, dass das leichte Metall Titan mit Schwefel so gestaltet werden kann, dass es gleich-zeitig eine hohe Festigkeit hat, ohne da-bei spröde und brüchig zu werden. Die jungen Wissenschaftler hatten aber den richtigen Riecher und Schwefel den-noch als Beimischung verschiedener Metalle getestet. Zuerst wurde mit Pal-ladium, Nickel und Schwefel eine funkti-onierende Legierung gefunden, die gute Eigenschaften hatte, dann ging es weiter mit Titan. Nach ungefähr 250 Experimen-ten fand das Forscherteam schließlich die richtige Abstimmung in der Zusam-mensetzung aus Titan und Schwefel. Die von ihnen entwickelten Legierungen sind fast doppelt so fest wie gängige Metal-le auf Titanbasis derselben Dichte, also desselben Gewichts. Damit eignet es sich
Ein- und Ausbau sogar ohne Betriebsun-terbrechung möglich.Das robuste IP65 Polycarbonat-Gehäuse ist modular aufgebaut, was die Installa-tion und Wartung der Messumformer er-leichtert. Im Servicefall kann der obere Gehäuseteil mit der Messelektronik und den Messfühleranschlüssen mit wenigen Handgriffen abgenommen und ausge-tauscht werden. Das Gehäuseunterteil mit den elektrischen Anschlüssen bleibt davon unberührt.www.epluse.com
MESSTECHNIK, QUALITÄTSSICHERUNG
KRÜSS Software ADVANCE für die Grenzflächenanalytik jetzt mit Touchbedienung
Auf der analytica vom 10. bis 13. April in München stellt KRÜSS erstmalig die auf Touchbedienung ausgelegte Software ADVANCE für grenzflächenanalytische Messungen vor. Besonders wichtig ist diese Weiterentwicklung der Software für die produktionsnahe Qualitätssicherung, bei der es auf Mobilität ankommt. Eine der Hauptanwendungen besteht in der Vor-Ort-Messung der freien Oberflächen-energie zur Prüfung von vorbehandelten oder gereinigten Oberflächen aus Kunst-stoff, Metall oder Glas. Touchdisplays sind auch im Labor auf dem Vormarsch. Sie sind platzsparend und leicht zu reinigen, wohingegen Tasta-turen für die Laborbank generell ungeeig-net sind. Aus diesen Gründen sind in der neuen ADVANCE Version alle Methoden der Kontaktwinkelmessung, Tensiometrie und Schaumanalyse auf berührungsemp-findliche Monitore eingestellt. Die neue ADVANCE Version arbeitet mit zwei alternativen Bedienoberflächen, die für Touch- oder Maus- und Tastatur-bedienung optimiert sind. Aufgrund fast identischer Benutzerführung ist keine gesonderte Einarbeitung notwendig. Die gewünschte Bedienoption wird nicht bei der Installation festgelegt, sondern kann nachträglich jederzeit umgestellt werden. Im Berührungsmodus lässt sich jeder Teilbereich der in Kacheln segmentierten Oberfläche im Vollbild darstellen, wobei die Touchelemente groß hervorgehoben sind. Das bei Touchbedienung oft lästige,

40 Werkstoffe 2/2018
Produkte und Innovation
rauheit Ra von etwa 4 bis 5 µm arbeitet die Maschine in der Regel lediglich fünf bis sechs Stunden. Im Vergleich dazu nimmt die manuelle Bearbeitung eines Blisks oft mehrere Tage in Anspruch. Für das Gleitschleifen von Blisks ver-wendet Walther Trowal die Schleifkörper V2030. Sie erzeugen extrem niedrige Rauheitsbeiwerte bei den für Blisks ty-pischen Werkstoffen und Geometrien, außerdem sind sie weltweit für die Flug-zeugindustrie zugelassen.www.walther-trowal.de
PP-COMPOUNDS
Neue leitfähige CB-Typen
Mit den Scolefin® CB-Typen von Ravago hat der Kunststoff-Distributor Ultrapoly-mers jetzt Polypropylen-Compounds im Portfolio, die auf Grund ihres Oberflä-chenwiderstands < 10³ Ohm als elekt-risch leitfähig eingestuft sind. Diese mit Ruß (Carbon Black) gefüllten, schwarzen Kunststoffe verhindern statische Aufla-dungen. Sie erfüllen die Anforderungen der DIN EN 61340 in Bezug auf den Schutz von elektronischen Bauelemen-ten vor Entladungsvorgängen, die hohen, im industriellen Produktionsumfeld gel-tenden Vorgaben hinsichtlich Explosions-schutz und die strengen Sicherheitsan-forderungen in der Lieferkette. Mit ihrer sehr hohen Schlagzähigkeit erfüllen die auf Basis hochwertiger PP-Rohstoffe pro-duzierten Scolefin® CB-Compounds auch die Anforderungen des Eckfalltests bei Paletten. CB-Typen mit einem Schmelz-index (MFI) von 10 g/10 min eignen sich für den Spritzguss, Typen mit MFI-Werten von 1 bis 2 g/10 min sind für Extrusions-anwendungen verfügbar. Zu ihren Hauptanwendungen gehören leichte Boxen, Paletten und Vorrichtun-gen für die Lagerung, den Transport und die Handhabung von elektronischen Komponenten und Geräten, die emp-findlich auf elektrostatische Entladungen (electrostatic discharge, ESD) reagieren, sowie Gehäuse und Ummantelungen zur EMI-Abschirmung. Darüber hinaus wer-den aus diesen Compounds Kunststoff-teile für den Einsatz im Arbeitsschutz, im Automobilbau, in der Luftfahrt und vielen anderen Bereichen hergestellt, wo
OBERFLÄCHEN- BEARBEITUNG
Neue Gleitschleif-Maschine
Für die Oberflächenbearbeitung von hochwertigen Werkstücken wie zum Bei-spiel von Blisks für Flugzeugtriebwerke und Gasturbinen hat Walther Trowal den bewährten CM Rundvibrator modifiziert. Er stellt sicher, dass alle Teile gleichmä-ßig bearbeitet werden und erzeugt repro-duzierbar eine exzellente Oberflächen-qualität.Die Oberflächenqualität von Blisks („Bla-de Integrated Disks“) in Flugzeugtriebwer-ken und Turbinen entscheidet in hohem Maße über die Effizienz der Umströmung und somit über Wirkungsgrad, Treibstoff-verbrauch und Geräuschentwicklung. Bisher wurde die Oberfläche der Blisks oft manuell sehr aufwändig mit Schleif-scheiben oder ähnlichen handgeführten Werkzeugen entgratet. Dabei war die Re-produzierbarkeit der Ergebnisse nicht im-mer gewährleistet. Außerdem konnte es passieren, dass Blades an einigen Stel-len überhaupt nicht bearbeitet wurden: Der „menschliche Faktor“ spielte eine große Rolle.Speziell für hochwertige Bauteile, die zum Beispiel in der Flugzeugindustrie verwendet werden, hat Walther Trowal den Rundvibrator „CM“ in enger Zusam-menarbeit mit führenden Herstellern von Turbinen modifiziert und die besonderen Anforderungen der Turbinenfertigung an-gepasst.Er eignet sich für das Entgraten und die Oberflächenbearbeitung von Teilen bis etwa 980 Millimeter Durchmesser.Das Werkstück wird an dem in der Bauhö-he reduzierten Innendom des Behälters fixiert; nachdem die Schleifkörper ein-gefüllt sind, wird der Rundvibrator durch einen Unwuchtmotor in Schwingung ver-setzt. Dabei „umgleiten“ die Schleifkör-per die Oberfläche der Werkstücke. Da alle Teile gleichmäßig umströmt werden, entsteht eine uniforme, gleichmäßige Oberfläche aller Teile, sowohl des Disks als auch jeder einzelnen Schaufel. Die Rauheitsbeiwerte Ra liegen nach der Be-arbeitung bei etwa 0,2 bis 0,4 µm.Ausgehend von einer üblichen Ausgangs-
und Toleranzen sind im µm-Bereich repro-duzierbar. Die Beseitigung von Risskei-nem führt bei dynamisch belasteten Bau-teilen zu einer Verbesserung bis Faktor 10. Bei der Bearbeitung entstehen kein Wasserstoff und keine Beizsprödigkeit. Es können meist mehrere mechanische Arbeitsschritte, wie Schleifen oder Strah-len, ersetzt werdenPOLIGRAT-Verfahren zum chemischen Entgraten und Glätten von Metallen ar-beiten als Tauchverfahren und sind auf bestimmte Werkstoffe und Werkstoff-gruppen optimiert, wie z. B. für die Bear-beitung von Aluminium und Aluminiumle-gierungen, Messing, Kohlenstoffstähle incl. Werkzeugstähle, Kupfer und Kupfer-legierungen ,Titan und Titanlegierungen und Zink-Druckgusslegierungen.Die Verfahren tragen durch chemische Auflösung eine dünne Werkstoffschicht von der Oberfläche der Teile ab. Der Ab-trag an Kanten ist etwa um das Fünffa-che höher, als innerhalb von Flächen. Die Stärke des Abtrages ist innerhalb enger Toleranzen im Bereich von einigen µm kontrollier- und reproduzierbar. Der che-mische Verbrauch wird bestimmt durch die Menge des aufgelösten Metalls. Bad-führung und Verfahrenskontrolle im Se-rienbetrieb sind einfach und erfolgen in der Regel durch Überwachung von Tauch-zeit, Badtemperatur, Konzentration der Wirkstoffe und Stärke der Badbewegung.Alle Verfahren sind für einen sicheren und wirtschaftlichen industriellen Einsatz optimiert. Sie sind REACH-konform und frei von Salzsäure, Salpetersäure, Chro-maten, Nitraten, Ammonium und harten Komplexbildnern.www.poligrat.de
Nadelspitze unbehandelt
Werkstoffe 2/2018 4140 Werkstoffe 2/2018
Farbspritzen ohne Sprühnebel
®
Profi-Spritzpistole für jeden EinsatzWeitere Infos unterwww.metacap.deoder +49 (0)451 5820091
Produkte und Innovation
nungswerkzeugen bietet OTEC die pas-sende Maschinentechnik. www.otec.de
PRODUKTIONSLOGISTIK
StockSAVER – der Kanban der dritten Generation
StockSAVER ist eine einfache Nachrüst-lösung für alle FIFO-Rollenregale und verwirklicht den Kanban der dritten Ge-neration in der Produktionslogistik. Denn dank StockSAVER werden bisherige Kan-ban-Problem ausgemerzt: Beim Kanban der ersten Generation gibt es aufgrund von verloren gegangenen oder zeitver-zögert übergebenen Kanban-Karten nur eine geringe Transparenz innerhalb des Prozesses. Die Einführung von Scanner-Buchungen (Kanban der 2. Generation) merzt diese Probleme nur teilweise aus und hat damit zu kämpfen, dass das Scannen vergessen wird, Störungen durch Fehlbuchungen auftreten oder Re-gale falsch bestückt werden.Beim Kanban der dritten Generation von WERMA gewährleisten intelligente Meldepunkte im FIFO-Regal volle Trans-parenz über den Materialbestand und schützen dank automatisierter Materi-alanforderung vor Fehlbestückung oder Leerlauf. Der Automobilzulieferer Auto-Kabel nutzt die einfache Nachrüstlösung „Stock SAVER“ von WERMA, um sich vor leer-
raue Oberfläche mit spitzer Kontur erhöht die Kerb-wirkung unter Last und führt somit zum Abplatzen der Hartstoffbeschich-tung. (Abbildung 1) Die Beschichtun-gen erhöhen die Rauheitskennwer-te, auch deshalb ist eine Glättung der Oberfläche vor dem Beschichten gewünscht. OTEC hat ein Verfahren entwickelt, bei dem diese Rauheits-spitzen verrundet werden. Dadurch wird die Oberflächengüte deutlich verbessert und die Kerbwirkung erheblich verringert. (Abbildung 2) Das OTEC-Verfahren sorgt nicht nur für eine glatte, polierte Span-nut, sondern begünstigt auch die Haftung von Beschichtungen.Die Oberflächenbearbeitung findet bei manueller Bestückung im Schleppfi-nish-Verfahren statt. Dabei werden die Werkzeuge in speziellen Halterungen gespannt und mit hoher Geschwindigkeit in kreisförmiger Bewegung durch einen Behälter mit Schleif- oder Poliergranulat geschleppt. Durch die schnelle Bewe-gung entsteht ein hoher Anpressdruck zwischen Werkstück und Verfahrensmit-tel, welcher in kürzester Zeit ein optima-les Bearbeitungsergebnis erzielt. Der spezielle Trockenpolierprozess erzeugt ein Hochglanzfinish in der Qualität einer Handpolitur. So kann beispielsweise die Oberflächenrauheit eines Fräsers von Ra 0,31 µm auf Ra 0,03 µm verringert wer-den. Die glatte Oberfläche sorgt für ide-ale Voraussetzungen für die nachfolgen-de Beschichtung und begünstigt deren Haftung. Bei minimalem Werkstoffabtrag sind die Feinbearbeitungsverfahren von OTEC wirtschaftlich, technisch äußerst ausgereift und erzielen gute Ergebnisse. Je nach Anforderung und Produktions-größe können für die Bearbeitung auch Streamfinishanlagen mit Automatisie-rungslösungen eingesetzt werden. Nicht nur für das Polieren von Werkstücken aus Hartmetall, sondern auch für die präzise Schneidkantenverrundung von Zerspa-
ihre Recyclingfähigkeit, ihre leichte Verar-beitbarkeit und ihre Korrosionsfestigkeit erhebliche Vorteile gegenüber Metallen bieten.Neben den neuen leitfähigen CB-Typen enthält das bei Ultrapolymers verfügbare Portfolio der PP-Compounds von Ravago auch Ausführungen, die mit Mineralien, Talkum, Kreide, Glimmer, Wollastonit, Bariumsulphat oder Glaskugeln gefüllt oder mit Glasfasern verstärkt sind, sowie schlagzähmodifizierte, flammwidrige, ein-gefärbte und anwendungsspezifisch aus-geführte Varianten.www.ultrapolymers.com
PRÄZISIONS- TECHNOLOGIE
Polieren von Hartmetallwerk-zeugen
Mit OTEC-Maschinen kann die Qualität von Hartmetallwerkzeugen erheblich ver-bessert werden. Das besondere Verfah-ren ermöglicht es, die Spannut von z.B. Hartmetallfräsern und -bohrern auf Hoch-glanz zu polieren.Grundsätzlich gilt: Je glatter die Oberflä-che, desto besser ist der Spanfluss. Kön-nen die Späne besser abfließen, bildet sich weniger Rückstau auf der Schneid-kante. Dadurch wird der Druck auf die Schneidkante deutlich reduziert. Da die Späne schneller aus der Spannut ab-transportiert werden, entsteht eine gerin-gere Erwärmung der Späne. Diese positi-ven Effekte der glatten Oberfläche führen dazu, dass höhere Schnittgeschwindig-keiten und deutlich höhere Standzeiten erreicht werden können. Durch die glatte Oberfläche wird auch die Gefahr des Ver-schweißens mit dem zu bearbeitenden Werkstoff gemindert. Die Politur ermög-licht, dass höhere Schnittwerte und Vor-schübe gefahren werden können.Um die Qualität von Zerspanungswerk-zeugen zu steigern, werden diese häu-fig mit sogenannten Hartstoffschichten beschichtet. Diese werden entweder im PVD- oder CVD-Verfahren aufgetragen. Diese Schichten sollen sich positiv auf die Standzeit der Werkzeuge auswirken und zu höheren Schnittgeschwindigkei-ten beitragen. Die Qualität der Beschich-tung hängt maßgeblich von der Ober-flächengüte, dem Entgratungszustand und der Schneidkantenschärfe ab. Eine

42 Werkstoffe 2/2018
Produkte und Innovation
RECYCLING
Abrasiv Recycling
Wasserstrahl-Schneidanlagen benötigen für den laufenden Betrieb Wasser und Abrasivsand. Letzterer ist der größte va-riable Kostenfaktor beim Wasserstrahl-schneiden und eine knappe Ressource. Dieses Potenzial hat der Wasserstrahl-Schneidanlagen-Hersteller STM erkannt und mit dem OneClean ein modulares System zur Schonung dieser natürlichen Ressource entwickelt. Das Abrasiv-Re-cycling-Modul des OneClean-Systems ermöglicht es, mehr als die Hälfte des Granatsandes für weitere Schneidaufträ-ge zu recyceln. Das spart Beschaffungs-, Entsorgungs- und Transportkosten, die bei ca. 50 Tonnen Abrasiv-Verbrauch pro Jahr eine Amortisierung der Anschaffung innerhalb von ca. 3-5 Jahren möglich machen. Das STM OneClean-System ist für den ECONOVIUS 2018 nominiert, mit dem besonders innovative Leistungen von KMU ausgezeichnet werden. Interes-senten können sich auf der Cutting World von 17.-19.4.2018 in Essen am STM-Stand in Halle 1A, Stand Nr. A16 beraten lassen.Ein spezifischer Hydrofilter sondert über ein patentiertes Verfahren Grob- und Feinteile aus dem gebrauchten Abrasiv in den Auffangbehälter des Basismoduls ab, wobei zu grobe und zu feine Bestand-teile ausgeschieden werden. Das Gebrauchtabrasiv wird energieef-fizient getrocknet und automatisch mit neuem Abrasiv aus dem Abrasivbehäl-ter vermischt, um eine stabil hohe Ab-rasivqualität zu gewährleisten. Mit die-sem System sind je nach Qualität und Schneidgeschwindigkeit bis zu 55% des gebrauchten Abrasivs wiederverwendbar. Der benötigte Energieaufwand für die Wiederaufbereitung des Abrasivs ist mit 3-6 kW minimalDas Abrasiv Recycling ist eines von fünf zueinander in Beziehung stehenden Mo-dulen des OneClean-Systems. Die Anlage kann mit einem kleinen Investment in Betrieb gesetzt und nach Bedarf jeder-zeit erweitert werden. Alle Module sind ausnahmslos hochqualitative Marken-komponenten, die von STM mitentwickelt wurden. Eine durchgehend solide Kon-
am PC in einer Tabelle zu speichern. Hersteller von Produkten aus ferroma-gnetischen Materialien müssen bei der Produktion Grenzwerte für den Restmag-netismus in ihren Erzeugnissen einhalten und nachweisen. Mit dem Field Indicator bietet sich jetzt die Möglichkeit, die ge-messenen Werte zu erfassen, abzuspei-chern und für die Langzeitarchivierung in QS-Systemen bereitzustellen. Das Mess-gerät M-Test LL übermittelt dazu den ak-tuellen Messwert mit Datum, Zeit, Mes-seinstellungen sowie Maximalwerten von Nord- und Südpol über eine USB-Schnitt-stelle an den Rechner. Wird der vom Nut-zer einstellbare Grenzwert überschritten, erfolgt eine optische und optional auch eine akustische Warnung. Das Messgerät führt bis zu 1.000 Mes-sungen pro Sekunde durch, das erlaubt ein zügiges Abscannen der Werkstück-oberfläche. Ein parametrierbarer Tief-passfilter glättet die Messwerte durch Mittelwertbildung. M-Test LL und Field Indicator erleichtern die Arbeit in der Wa-reneingangskontrolle, in allen Bereichen der Fertigung aber auch im Labor.Benutzer können als Anzeigeeinheit zwi-schen ‚Ampere pro Zentimeter (A/cm)‘, ‚Gauss‘ oder ‚Milli-Tesla (mT)‘ wählen. Bei der Arbeit mit Messgeräten der neuesten Generation stehen zudem drei Messmo-di zur Auswahl: DC – Gleichfeldmessung mit Anzeige der Maximalwerte für Nord- und Südpol, RMS – Wechselfeldmessung mit Anzeige des Effektivwerts oder PEAK – Wechselfeldmessung mit Anzeige des Spitzenwerts. Die Maximalwert-Anzeige kann jederzeit zurückgesetzt werden. Field Indicator ist kompatibel mit Win-dows XP SP3, Vista, Windows 7, Windows 8 und Windows 10. Der Rechner benötigt einen USB Anschluss, außerdem MS Ex-cel 2002 oder höher. Die Übergabe der Messdaten an übergeordnete Systeme kann auch ohne Excel im CSV-Format (comma seperated values) erfolgen. Die USB-Schnittstellenkarte für Messgeräte aus aktueller Produktion gehört zum Lie-ferumfang der Software und wird werk-seitig in die Geräte eingebaut. Weil bei der Messsonde des M-Test LL der Abstand des Hall-Sensors zur Son-denoberfläche nur 0,5 mm beträgt, eig-net sich dieses Messgerät besonders zum Nachweis der Existenz kleinster un-erwünschter Magnetfelder, beispielswei-se auf einzelnen Rollen eines Wälzlagers. Das ist besonders wichtig, weil solche feinpoligen magnetischen Strukturen im Material zum Ausgangspunkt für eine Re-Magnetisierung des gesamten Bauteils werden können. www.maurerdegaussing.com
laufendem Material und einem Stillste-hen der Maschinen zu schützen. Dank StockSAVER hat Auto-Kabel stets volle Transparenz über die Bestände in den FIFO-Regalen sowie ein zuverlässiges, transparentes und nachrüstbares System zur Materialnachschubsteuerung. Das clevere System zur Prozessoptimierung schützt vor Leerlaufen der FIFO-Regale, löst typische Kanbanprobleme und redu-ziert sukzessiv bisher notwendige Sicher-heitsbestände auf ein Minimum.
AndonSPEED – die Lösung für Verpack- und Versandarbeits-plätze
AndonSPEED ist ein intelligentes und in-novatives Call-for-Action-System speziell für Versandzentren. Die Lösung für Ver-pack- und Versandarbeitsplätze zeigt op-tisch an, wo es welche Probleme gibt. An-ders als herkömmliche Andon-Hilfsmittel signalisiert AndonSPEED jedoch nicht nur schnell und eindeutig Störungen, son-dern dokumentiert und analysiert auch unproduktive Nebenzeiten. Der Mitarbeiter drückt einfach auf ei-nen Taster, der sich direkt an seinem Arbeitsplatz befindet, sobald er Material-nachschub oder Unterstützung benötigt. Sofort signalisiert eine Signalsäule, die oberhalb angebracht ist und in der gan-zen Halle gut gesehen wird, dass ein Pro-blem vorliegt. Das Signal wird zeitgleich über die mitgelieferte Software an den PC im Büro des Teamleiters übertragen und hier zusätzlich als Leitstand auf ei-nem Großbildschirm visualisiert. www.werma.com
QUALITÄTSSICHERUNG
Field Indicator
Der Spezialist für Entmagnetisier-Lö-sungen, Maurer Magnetic, hat das Pro-gramm „Field Indicator“ freigegeben. Das Software-Tool ist eine wichtige Ergänzung für die Arbeit mit dem Teslameter „M-Test LL“, ebenfalls ein Maurer Produkt. Das M-Test LL wurde speziell für präzise Mes-sungen von Restmagnetimus entwickelt. Die Field Indicator Software vereinigt ver-schiedene Anzeige- und Alarmfunktionen mit der Möglichkeit, Messungen direkt

Werkstoffe 2/2018 4342 Werkstoffe 2/2018
Sensoren & Messtechnik fürAircraft/Aerospace, Automotive & Industrie
Prodynamics GmbH - Frankfurt am MainTel.+49(0)69-70790850 - [email protected]
www.prodynamics.com
Produkte und Innovation
teren Hilfsmitteln für Formgebungs- und Gussverfahren, unterstützt seine Partner und Kunden in der Automobilindustrie dabei, Elektrofahrzeuge in Leichtbau-weise zu realisieren. Die Gewichtsre-duzierung der Fahrzeuge ist im Bereich elektrischer Antrieb besonders wichtig, da die Batteriekomponenten mit ihrem hohen Eigengewicht das Gesamtgewicht der Fahrzeuge deutlich erhöhen können. Durch den Einsatz leichterer Komponen-ten lassen sich Reichweite und Effizienz von Elektrofahrzeugen, Hybridfahrzeugen und Brennstoffzellenfahrzeugen steigern. Leichtbaukomponenten verbessern al-lerdings auch das Leistungsgewicht von Sportfahrzeugen und Fahrzeugen mit Verbrennungsmotor.Zur Unterstützung der Fertigung leichter, endkonturnaher Strukturbauteile z.B. aus Aluminium hat die Druckguss-Sparte von Chem-Trend kürzlich die folgenden Neu-entwicklungen vorgestellt:HERA™ (High-Efficiency Release Agent) – eine neue Reihe von Trennstoffen: Diese wasserbasierten, fein zerstäuben-den Trennstoffe wurden speziell für den Hochdruckguss von Aluminiumgussteilen entwickelt. Ausgezeichnete Trenn- und Fließeigenschaften zeichnen die Trenn-stoffe aus, die darüber hinaus auch das Werkzeug schützen, Standzeiten des Werkzeugs verlängern und auch die aus-schussarme Fertigung von Komponenten auch mit komplizierten Geometrien er-möglichen. Zudem sorgen die Trennstoffe für eine hohe Oberflächengüte der Teile, was die Nachbearbeitung (Lackieren, ka-thodische Beschichtung, Schweißen und Kleben) erleichtert und so für wirtschaftli-che Vorteile beim Hersteller sorgt.Kolbenschmierstoffe sorgen im Druck-
wenig verschmutzen kann. Sie ist reini-gungsfreundlich, resistent gegenüber vie-len chemischen Stoffen und besitzt eine geeignete Oberfläche zur Vermeidung mikrobieller Kontaminationen des End-produkts.Die Einbauleuchte mit Microprismen-scheibe erzielt eine hochwertige Licht-qualität mit einer Leistung von 4.200lm (Lichtfarbe 840 neutralweiß, Ra > 80) und eignet sich dank guter Ent-blendung für moderne Bildschirmarbeits-plätze. Ihre Effizienz liegt bei 112 lm/Watt. Sie ist mit zusätzlicher deckenseitiger Ab-dichtung ausgestattet. Die Leuchte lässt sich in Systemdecken mit sichtbaren T-Schienen, in verdeckt symmetrische und in ausgeschnittene Decken einbauen. Wahlweise ist sie in quadratischer (600er bzw. 625er Module) und in rechteckiger Bauform erhältlich. Außerdem gibt es im gleichen Design eine Anbau-Variante (5.000lm) mit geeister Scheibe für die anspruchsvolle Allgemeinbeleuchtung. www.regiolux.de
TRENNSTOFFE KOLBENSCHMIERSTOFFE
Leichtbauteile zur Reduzierung des Fahrzeuggewichts
Chem-Trend, ein führendes Unterneh-men in der Entwicklung, Produktion und Vermarktung von leistungsfähigen Trenn-mitteln, Reinigungsgranulaten und wei-
struktion, sowie ein Zentralrahmen aus Edelstahl und die Verkleidung aus Alumi-nium garantieren höchste Verschleißfes-tigkeit und Belastbarkeit.Das STM OneClean-System bleibt – im Gegensatz zur Konkurrenz in den USA – so kompakt, dass es direkt in den Unter-nehmen der Kundinnen und Kunden zum Einsatz kommen kann, auch wenn diese eine Anlage einer Fremdfirma nutzen. Alle Module sind auf kleinstem Raum verbaut, der Energiebedarf ist fünfmal niedriger als bei vergleichbaren Systemen. STM zeigt damit deutlich, dass Kosteneffizienz keinesfalls im Widerspruch zu einer nach-haltigen und umweltschonenden Arbeits-weise steht. www.stm.at
REINRAUMLEUCHTE
„protection IPA“
Die neue LED-Leuchte „protection IPA“ von Regiolux erfüllt die ISO-Klasse 1 nach DIN EN ISO 14644-1 und damit die höchsten Anforderungen an Luftreinheit. Gefertigt werden die Leuchten nach den Richtlinien der Qualitätssicherung GMP (Good Manufacturing Practice). Die pro-tection IPA ist damit nachweislich für alle Reinraumbedingungen einsetzbar. Sie verfügt über die höhere Schutzart IP54 und ist durch das Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA geprüft und zertifiziert. Sie erfüllt nicht nur die höchste Klasse für Luftrein-heit, sondern gleichzeitig wurden auch die verwendeten Materialien der Leuchte auf ihre gute Reinigbarkeit, chemische Beständigkeit sowie mikrobielle Verstoff-wechselbarkeit getestet und zertifiziert. Die Leuchte erhielt das Zertifikat „Fraun-hofer Tested Device“, ein international renommiertes Prüfzeichen für Reinheits-tauglichkeit. Die protection IPA ist damit universell einsatzfähig. Mit ihren hervorragenden technischen Werten sorgt die Leuchte für Sicherheit und Verlässlichkeit in sen-siblen Bereichen. Die protection IPA ist leicht zu reinigen und verursacht einen minimalen Wartungsaufwand. Das ga-rantieren die hochwertigen Komponen-ten, beispielsweise werden LED mit einer Lebensdauer von 50.000 Stunden (L80 B10) verwendet. Bauform und Schutzart der Leuchte sind so angelegt, dass sie
• Mit bis zu zwölf Eingängen(je nach Typ)
• Stromversorgung über die USB-Schnittstelle
• über einen Treiber eine virtuelle serielle Schnittstelle
• Fusstasteranschluss• USB-Kabel & Treiber im
Lieferumfang enthalten• Verschiedene Messmittel
unter einen Hut
BOBE Industrie-ElektronikSylbacher Str. 3, D-32791 Lage, Tel. 0 52 32/9 51 08-0, Fax 0 52 32/6 44 94eMail: [email protected],Internet: www.bobe-i-e.de
Die M-Box als USB-Interface für die Qualtitässicherung

44 Werkstoffe 2/2018
Produkte und Innovation
LHC besteht aus Strahlrohren, in denen ein Ultrahochvakuum herrschen muss. Diese Strahlrohre werden mit Turbopump-ständen vorevakuiert. Anschließend sind Turbopumpen mit hoher Kompression für leichte Gase dafür verantwortlich, das Isolationsvakuum zu erzeugen. Das Isolationsvakuum ist für den Betrieb der supraleitenden Magnete bei einer Tem-peratur von -271 °C wichtig.Andreas Schopphoff, Head of Market Segment R&D: „Die Kooperation zwi-schen CERN und Pfeiffer Vacuum basiert auf einer jahrelangen vertrauensvollen Zusammenarbeit. Wir sind stolz, dass das CERN auch für zukünftige Projekte auf Produkte von Pfeiffer Vacuum setzt. Da es sich hierbei um Anwendungen han-delt, die nie zuvor umgesetzt wurden, sind die technischen Herausforderungen besonders anspruchsvoll. Bei dem neuen Auftrag handelt es sich um HiPace Turbo-pumpen und HiCube Turbopumpstände, die genau diese hohen Anforderungen erfüllen.“Im Jahr 1958 wurde von der Arthur Pfeif-fer GmbH die Turbopumpe entwickelt.Damals bestand das Ziel darin, ein koh-lenwasserstofffreies Vakuum zu erzeu-gen. Heute sind Turbopumpen von Pfeif-fer Vacuum Hightech-Produkte mit hoher Zuverlässigkeit und optimalen Leistungs-daten. Das CERN war einer der ersten Kunden für dieses innovative Produkt und ist bis heute ein wichtiger Anwender von Pfeiffer Vacuum Produkten. Für die Erzeu-gung des Vakuums, die Vakuummessung und die Analyse des Partialdrucks am CERN wird eine umfassende Vakuumaus-rüstung benötigt, von der ein großer Teil von Pfeiffer Vacuum geliefert wird.www.pfeiffer-vacuum.com
an die Grenzen kommt. So konnte nur mit Hilfe der neuen Presse ein Alumini-umrohling (Ø 670 mm, Höhe 1900 mm) mit einem Einsatzgewicht von 1800 kg warmumgeformt werden. In einem reinen Freiformschmiedeprozess wurde der Alu-miniumrohling aus der Legierung EN AW-6082 zu einem Rohr mit Aussendurch-messer 1500 mm, Wandstärke 145 mm und Höhe 1080 mm umgeformt. Deutlich fester dagegen sind Nickelba-sislegierungen, wie Alloy 625, Hastelloy X, etc. So war es dank der neuen Presse möglich, einen profilierten Ring mit einem Aussendurchmesser von 1400 mm, ei-nem Innendurchmesser von 805 mm und einer Dicke von 40 mm in mehreren Stu-fen zu schmieden. Als Vorbereitung dazu wurde der Einsatzrohling (Ø 350 mm,Höhe 450 mm, Gewicht 371 kg) zu einem Ringrohling umgeschmiedet/gelocht und auf den letztendlichen Aussendurchmes-ser gewalzt. Als abschliessende Operati-on musste dieser Ring aber noch in die gewünschte, profilierte Form gebracht werden. Hierzu kamen – ähnlich dem Gesenkschmieden – ein unteres und ein oberes Werkzeug zum Einsatz, welche mit Hilfe von Umformsimulationen konzipiert wurden. Der gewalzte Ring konnte nun mit der 3000 Tonnen Presse zwischen die beiden Formhälften in die profilierte Form gebracht werden. Dieses Formpres-sen ermöglichte eine deutlich konturna-here Rohlingsgestaltung gegenüber dem Einsatz eines beispielsweise dicker di-mensionierten rechteckigen Ringes.Dadurch konnte nicht nur teures Material eingespart, sondern auch die Stabilität des finalen Ringes durch ein beanspru-chungsgerechtes Design erhöht werden. Mit Hilfe der neuen Presse erschliessen sich also nicht nur neue Möglichkeiten in Bezug auf grössere Bauteildimensionen, sondern auch anspruchsvollere Materiali-en, welche für hochbeanspruchte Bautei-le eingesetzt werden.www.imbach.com
VAKUUMLÖSUNGEN
Pfeiffer Vacuum liefert Vaku-umlösungen für den größten Teilchenbeschleuniger der Welt
Pfeiffer Vacuum hat erneut einen Auftrag vom CERN über Turbopumpen und Turbo-pumpstände erhalten. Das CERN liegt an der Grenze zwischen Frankreich und der Schweiz bei Genf und ist das weltgrößte Forschungszentrum für Teilchenphysik. Die Hauptaufgabe des CERN besteht in der Erforschung der Materie, aus der das Universum besteht. Im Teilchenbeschleu-niger LHC (Large Hadron Collider) mit einem Umfang von rund 27 km werden Protonen und Ionen mit nahezu Lichtge-schwindigkeit aufeinandergestoßen. Der
guss für hohe Schusszyklen und damit für eine höhere Produktivität. Chem-Trends schwer-entflammbare und raucharme Schmierstoffe auf Wasserbasis verbes-sern durch eine signifikante Reduzierung der Belastung der Raumluft sowohl für mehr Arbeitssicherheit als auch Umwelt-schutz in Gießereibetrieben. Außerdem werden Gaseinschlüsse in belastbaren Strukturgussteilen vermieden oder redu-ziert, was für die strukturelle Integrität eines Fertigteils von entscheidender Be-deutung ist.Ein weiteres wichtiges Einsatzgebiet für spezielle Trennstoffe sind Bauteile aus Verbundwerkstoffen, die ebenfalls ein im Vergleich zu Standardmaterialien gerin-geres Gewicht aufweisen.Chem-Trend bietet eine ganze Reihe von Trennstoffen für die effiziente Fertigung von Verbundwerkstoffteilen an. www.chemtrend.com/de
UMFORMTECHNIK
Warmumformen bei Imbach & CIE
Seit bereits über drei Jahren ist die gröss-te Schmiedepresse der Schweiz im Be-trieb. Und dennoch ist der Umgang mit den 30 Meganewton Presskraft noch im-mer keine alltägliche Routine. Angefan-gen mit vergleichsweise kleinen Stück-gewichten nähert man sich immer mehr der wahren Bestimmung dieser Schmie-depresse. So können grössere und somit schwerere Teile effizient und gleichmäs-sig warmumgeformt werden, womit das Produktespektrum erheblich ausgeweitet wird. Dabei ist aber nicht nur die Grösse sondern auch der einzusetzende Werk-stoff massgeblich entscheidend für den Kraftaufwand.Vergleicht man hierbei die Umformbar-keit eines normalen Baustahls mit der eines hochlegierten rostfreien Stahles oder einer hitzebeständigen Nickelba-sislegierung, so benötigt man etwa den doppelten bis mehrfachen Kraftbedarf. Die 3000 Tonnen helfen uns also die un-terschiedlichsten Metalle auch bei grös-seren Dimensionen noch umzuformen.Normalerweise einfach umformen lassen sich auch Aluminiumlegierungen, wobei man bei höheren Stückgewichten und hochfesten Legierungen doch schnell

Werkstoffe 2/2018 4544 Werkstoffe 2/2018
Produkte und Innovation
UV- oder sichtbarem Licht aus. Für die Aushärtung sind Gasentladungslampen oder LEDs wie etwa der LED SPOT 100 von Hönle geeignet. Nach der Aushärtung fluoresziert der Klebstoff und die Verkle-bung kann unter Schwarzlicht geprüft werden.www.panacol.de
WERKSTOFFE
EPUMENT Mineralguss
EPUMENT, der epoxidharzgebundene Mineralguss von RAMPF, hat sich im hochdynamischen Maschinenbau in Maschinenbetten und Gestellbauteilen aufgrund seiner ausgezeichneten Dämp-fungseigenschaften und sehr hohen thermischen Stabilität längst etabliert. Angesichts der weltweiten Entwicklung hin zu einer nachhaltigeren und umwelt-freundlicheren Industrieproduktion rückt ein weiterer Vorteil des innovativen Werk-stoffes noch stärker in den Vordergrund: die herausragende Ökobilanz. Ökologische Faktoren spielen in der in-dustriellen Produktion eine immer größe-re Rolle.„Umweltverschmutzung, die Übernut-zung von endlichen Ressourcen sowie die Entstehung von Abfällen und Abwas-ser beeinflussen Produktionsprozesse immer stärker“, betont Dirk Haumann, Geschäftsführer von RAMPF Machine Systems. Dieser Entwicklung trägt EPUMENT Rech-nung. Der von RAMPF entwickelte und produzierte epoxidharzgebundene Mine-ralguss wird in schwingungsdämpfenden Maschinenbetten und Gestellbauteilen im hochdynamischen Maschinenbau eingesetzt und punktet mit seiner res-sourcenschonenden Herstellung sowie umweltverträglichen Entsorgung und Ver-wertung:• EPUMENT wird kalt in Gießformen aus
Holz, Stahl oder Kunststoff vergossen.
zwischen 90 und 150 °C und ist nach dem Erkalten hoch belastbar, steif und scherfest. Die Klebestellen sind bestän-dig gegen Wasser und neutral reagieren-de Kühlschmierstoffe, wie sie bei der Me-tallbearbeitung eingesetzt werden. Schon bei Temperaturen um 40 °C kön-nen die Folien außerdem auf Glas- oder Metalloberflächen aufgebracht werden. Sie schützen diese dann temporär vor Verschmutzung, Verkratzen oder sonsti-ger Beschädigung, etwa beim Transport, der Lagerung oder Montage entsprechen-der Bauteile. Danach können auch sie mit wässriger Lauge entfernt werden.Belland Fix&Clear Heißklebefolien auf einer Trägerfolie sind in Rollenform er-hältlich. Die Folienlänge je Standardrolle beträgt 100 Meter bei 60 mm Beschich-tungsbreite und 70 µm Dicke. Darüber hi-naus sind Folien von bis zu 600 mm Breite lieferbar. Die Rollen werden in wieder ver-schließbaren Aluminium-Verbundbeuteln geliefert, in denen sie unter Licht- und Feuchtigkeitsausschluss bei Temperatu-ren unter 25 °C 12 Monate haltbar sind. Sie sind frei von organischen Lösemitteln und umweltverträglich.www.bellandtechnology.de
VERKLEBEN
Neuer flexibler PEEK-Klebstoff
Vitralit® UV 4802 ist ein lichthärtender Klebstoff auf Acrylatbasis, der eine be-sonders hohe Haftung auf vielen, mit herkömmlichen Klebstoffen oft schwierig zu verklebenden Kunststoffen wie PEEK, PEN und TPU aufweist. Er ist außerdem für Verklebungen in Kombination mit Keramik und Glas geeignet. Vitralit® UV 4802 verfügt über eine sehr gute Tem-peratur-beständigkeit: In Tests blieb der Klebstoff auch nach 7-tägigen Tempera-turbelastungen von 150°C noch weich und flexibel. Aufgrund seiner hohen Flexi-bilität ist Vitralit® UV 4802 perfekt für Ver-klebungen sehr dünner und biegsamer Materialien geeignet. Vitralit® UV 4802 hat eine rosarote Farbe und härtet innerhalb von Sekunden unter
VERBINDUNGSTECHNIK KLEBEN
Temporär verbinden, fixieren oder schützen: einfach und umweltfreundlich
Werkstücke temporär miteinander ver-binden, gemeinsam bearbeiten und da-nach rückstandsfrei und ohne Einsatz organischer Lösemittel wieder trennen: Das ist kein Hexenwerk! Heißklebefolien Fix&Clear der BellandTechnology AG, Pot-tenstein, ermöglichen genau das. Flächige Objekte aus Metall, Glas und Grafit, aber auch Keramik und polaren Thermoplasten wie Polyamid (PA), Po-lymethylmethacrylat (PMMA) oder Po-lyethylenterephthalat (PET) können so miteinander verbunden werden. Ebenso können Werkstücke reversibel mit einem Träger verklebt werden, etwa zur einfa-cheren Handhabung oder um die Wär-meabfuhr bei mechanischer Bearbeitung zu verbessern. Die entstehenden Ver-bundstrukturen lassen sich effizient und präzise schneiden, fräsen oder bohren, schleifen oder polieren. Eine solche par-allele Verarbeitung erschließt Produktivi-tätspotenziale.Bemerkenswert einfach kann die Klebe-verbindung danach wieder gelöst werden – ganz ohne organische Lösemittel, also VOC-frei. Es reicht der Kontakt mit wäss-rig-alkalischen Medien, um Klebstoff-reste vollständig und rückstandsfrei zu entfernen, und das ohne manuelle Nach-bearbeitung. „In dieser Laugenlöslichkeit unseres Polymers steckt die eigentliche Innovation“, betont Werner Fieder, Mar-keting- und Sales-Verantwortlicher von BellandTechnology. Sodalösung oder so-gar kommerziell erhältliche Wasch- oder Geschirrspülmittel reichen meist aus, um den Klebstoff unter milden Bedingungen zu entfernen. Die Einsatzmöglichkeiten für die neuar-tigen Heißklebefolien sind vielfältig und reichen von der klassischen Metallbear-beitung über das Schleifen und Polieren von Glas- und Keramikbauteilen bis hin zur schonenden Handhabung elektroni-scher Bauteile, etwa bei der Herstellung von Widerständen oder der Bearbeitung von Silizium-Wafern. Die durch die Folie vermittelte Klebeverbindung entsteht un-ter schwachem Druck bei Temperaturen

46 Werkstoffe 2/2018
Produkte und Innovation
unter anderem Anwendungen in der Halbleiter-, Laser- Medizin- und Verpa-ckungsindustrie. EPUMENT Mineralguss wird in Deutsch-land und in China (für die asiatischen und NAFTA-Märkte) produziert. Die Pro-duktionsstandards sind an allen Stand-orten identisch, wodurch hohe Qualität und konstant hohe Verfügbarkeitslevel gewährleistet werden.www.rampf-gruppe.de
WIRTSCHAFTS- ENTWICKLUNG
Großes Investitionspaket
Der Aluminiumspezialist Hammerer Alu-minium Industries (HAI) wird im Jahr 2018 ein Investitionspaket in der Höhe von 30 Mio. Euro umsetzen. Die größte Investition wird am Hauptsitz in Ranshofen erfolgen: Hier wird in einer komplett neu zu errichtenden 4.000 m² großen Halle eine vollautomatisierte Fer-tigungsstraße entstehen. „Mit der Großin-vestition in unsere Halle 4.0 schaffen wir
konstruktionen in der deutlich besseren Dämpfung, was eine höhere dynami-sche Stabilität der Gestellstruktur in ult-raschnellen und hochpräzisen Produkti-onsmaschinen gewährleistet. Vergleichende Messungen des logarith-mischen Dekrements als Dämpfungs-kenngröße zeigen, dass Mineralguss eine acht- bis zehnmal höhere Werkstoff-dämpfung aufweist als metallische Werk-stoffe. In Japan wurden von Ono Sokki, einem führender Hersteller von Messinstrumen-ten, Labortests durchgeführt, bei denen die Dämpfungseigenschaften von EPU-MENT Mineralguss 145B mit denen von Grauguss FC 300 untersucht wurden. FC 300 ist ein in China mit HT 300, in den USA mit Nr. 45 und in Deutschland mit GG 30 vergleichbarer Werkstoff. EPUMENT Mineralguss kam aus diesem Vergleich als klarer Sieger hervor (Abbil-dung 1). Der Vergleich der Abklingkurven für EPUMENT Mineralguss und Grauguss FC 300 zeigt die herausragenden Dämp-fungseigenschaften des epoxidharzge-bundenen Werkstoffs. Dadurch können beispielsweise Schritt- und Vorschubge-schwindigkeiten erhöht werden, die Po-sitioniergenauigkeit nimmt zu, die Werk-zeugstandzeiten verlängern sich und die erreichbaren Oberflächenqualitäten wer-den verbessert. Aufgrund der positiven Materialeigen-schaften wird der alternative Gestellwerk-stoff in zahlreichen Technologieberei-chen eingesetzt. Neben dem klassischen Werkzeugmaschinenbau zählen hierzu
Dadurch wird im Vergleich zu anderen Werkstoffen bis zu 30 Prozent weniger Primärenergie bei der Herstellung ver-braucht.
• Die hohe Gussgenauigkeit, gepaart mit der präzisen Inhouse-Abformtech-nologie von RAMPF, spart die sonst erforderlichen Transportfahrten zu externen Bearbeitern und reduziert / vermeidet den Einsatz von Bearbei-tungsmaschinen.
• EPUMENT Mineralguss besteht zu über 90 Prozent aus in der Natur vor-kommenden Mineralien und Gestei-nen sowie einem Bindemittel auf Ep-oxidharzbasis. Aufgrund dieses hohen Mineralienanteils und der für die Um-welt ungefährlichen Harzverbindung kann der Werkstoff wie normaler Bau-schutt entsorgt werden.
• Das Zerkleinern von Mineralgussteilen in Großschredderanlagen zu Edelsplit sowie das Trennen von metallenen Einbauteilen ist erprobt. Edelsplit aus Mineralguss kann als Bauschutt-Recyclingmaterial im Straßen- und Wegebau, im Industriebau, in Oberflä-chenabdichtungen von Deponien oder in Grünanlagen eingebaut werden.
Darüber hinaus geht von EPUMENT keine Gefahr für die Gesundheit aus. EPUMENT Mineralguss von RAMPF Ma-chine Systems ist aus ausgewählten Mi-neralien und Gesteinen sowie hochwer-tigen Bindemitteln auf Epoxidharzbasis zusammengesetzt. Aus materialtechni-scher Sicht besteht der wesentliche Vor-teil gegenüber Grauguss und Schweiß-
ihoch3w e b a g e n t u r
w e r b e a g e n t u r
Ich kümmere mich um Sie ...
Facebook-MarketingFacebook-Betreuung, -Werbung, Mitarbeiter-Recruiting
Suchmaschinenoptimierte WebseitenBestandsanalyse, Strategie, Neuausrichtung
Druckprodukte aller ArtGeschäftsdrucke, Werbebanner, Schilder, Messeausstattung
www.ihoch3.info . Tel. 0821 79636205

Werkstoffe 2/2018 4746 Werkstoffe 2/2018
je nach anwendungsspezifischer Prozess-führung 70 bis 85 % beträgt. Härtewerte von 45-80 GPa, sehr niedrige Reibwerte, chemische Inertheit sowie eine druck- bzw. lastunabhängige Temperaturstabi-lität von ca. 500 °C sind weitere, den Werkzeugeinsatz positiv beeinflussende Eigenschaften. Für die Beschichtung von Werkzeugen mit ta-C ist die Auswahl des Hartmetalls nicht eingeschränkt, wovon Nutzer zusätzlich profitieren. Auch Werk-zeuge und Funktionsbauteile aus HSS und Materialien mit geringer Anlassbe-ständigkeit wie unlegierte und legierte Kaltarbeitsstähle, unlegierte Werkzeug-stähle oder 100Cr6 können aufgrund der geringen Depositionstemperatur von < 200 °C mit ta-C beschichtet werden. Zur Schichtherstellung setzt das Unter-nehmen eine MpC 500 Ta:C PVD Anlage von PD2i ein, eine auch bei Werkzeugher-stellern weltweit eingesetzte und bewähr-te Technik. www.surcoatec.comBild-Nachweis/Copyright: Werkzeug und Monta-ge: Surcoatec GmbH, Eisschnellläuferin: Coola-kov_com/Shutterstock.com
zen zu schaffen.www.hai-aluminium.com
BESCHICHTUNG
Präzise, maßgeschneiderte ta-C-Schichten
Die Verwendung von Leichtbauwerkstof-fen wie Aluminium und Verbundmateria-lien wird zunehmend in den Fertigungs-fokus rücken. So lag es nah, eine den Kundenanforderungen entsprechende und auf die hier zum Einsatz kommenden Werkzeuge abgestimmte Beschichtung zu entwickeln. Da, wo klassische Hart-stoffschichten nicht ausreichen und Dia-mantschichten eigentlich „overdressed“ oder für die Grundmaterialien ungeeignet sind, springt die ta-C-Schicht, eine tet-raedrisch koordinierte, wasserstofffreie amorphen DLC-Schicht, in die Lücke. Die Entwicklung hat mittlerweile ein den An-forderungen der Zerspanung von Leicht-bauwerkstoffen gerecht werdendes gutes Preis-Leistungs-Verhältnis erreicht. Durch die Kombination von hoher Beständigkeit gegen Abrasion und geringer Anhaftungs-neigung empfehlen sich ta-C-Schichten für die Zerspanung von Flugzeug-Alu (AlZn5,5MgCu mit hoher Festigkeit), weichem, zur Adhäsion neigendem, Alu-minium bis hin zu stark abrasiven, hoch Si-haltigen, Al-Legierungen sowie von Ver-bundmaterialien. Die mikrometerdünnen ta-C-Schichten schmiegen sich an die ge-gebene Werkzeugkontur an und überzeu-gen den Anwender durch Maßhaltigkeit, Integrität und Präzision. Scharfe Schneid-kanten von Zerspanungswerkzeugen werden gleichmäßig und prozesssicher beschichtet. ta-C-Schichten von Surcoa-tec zeichnen sich durch einen hohen sp3-Anteil oder auch Diamantanteil aus, der
Produkte und Innovation
am Standort Ranshofen eine High-End-Produktionslinie, die für den zukunfts-trächtigen Bereich der E-Mobility in ho-her Qualität produzieren wird“, erklärte Rob van Gils, Geschäftsführer von HAI. Um neue Kapazitäten zu schaffen wird zudem am Jahresende, die in die Jahre gekommene 27 MN Presse durch eine moderne, größere Strangpresse mit 40 Meganewton (MN) ersetzt. Abgerundet wird das Investitionspaket in Ranshofen mit einer 6.300 m2 großen Solaranlage, die zukünftig 1,3 Mio. Kilowattstunden grüne Energie pro Jahr für die Produkti-onsanlagen produzieren wird. Das ent-spricht in etwa dem jährlichen Strom-bedarf für 260 Einfamilienhäuser. HAI gründete im Vorjahr gemeinsam mit dem Familienunternehmen Faulenbach Eloxal am Standort Sprockhövel das auf Eloxal-Oberflächen spezialisierte Unternehmen WestAluTec . Bereits im Dezember 2017 konnte eine komplett neu installierte Eloxal-Anlage am nunmehr sechsten HAI-Standort den Betrieb aufnehmen. „Wir können unseren Kunden jetzt auch Ober-flächenveredelungen in hoher Qualität aus dem eigenen Haus anbieten“, erläu-tert Rob van Gils. Riftec, ein auf Rührreibschweißen spezi-alisiertes Unternehmen der HAI-Gruppe in Geesthacht bei Hamburg, wird in einen neuen, größeren und modernen Standort übersiedeln, um den steigenden Kapazi-tätserfordernissen noch besser entspre-chen zu können. Der Spatenstich für das 6 Mio. Euro Projekt erfolgte bereits.Am deutschen Standort in Soest konnte im November 2017 planmäßig die neue 33 MN Strangpresse in Betrieb genom-men werden. Am rumänischen Standort in Santana werden derzeit Investitionen in der Höhe von fünf Mio. Euro umgesetzt um zusätzliche Kapazitäten für Pressbol-
FachzeitschriftWERKSTOFFE in der Fertigung
Herausgeber und Verlag:HW-VerlagRumfordstraße 2, D-86415 MeringPostfach 60, D-86407 MeringTelefon 08233 32761Telefax 08233 32762E-Mail: [email protected]: www.werkstoffzeitschrift.de
Redaktion:Amira Malik, Anschrift des Verlages
Vertrieb und Anzeigen- Koordination:Dipl. oec. Tea Malik, Anschrift des Verlages
Erscheinen:zweimonatlich, jeweils am Monatsende
Bezugsmöglichkeit:Direkt beim Verlag
Gestaltung & Satz:ihoch3 verlag.werbeagentur gmbhJosef-Baumann-Str. 586316 FriedbergTelefon 0821 796362-05Telefax 0821 796362-06E-Mail: [email protected]: www.ihoch3.info
Druck:deVega Medien GmbHAnwaltinger Str. 1086165 AugsburgTelefon 0821 50 211-0Telefax 0821 50 211-33
E-Mail: [email protected]: www.devega.de
Bezugspreis:Das Jahresabonnement kostet € 45,– zzgl. Versandspesen und MwSt.
Bezugsbedingungen:Abonnements werden mit Beginn des Bezugszeitraums berechnet, Kündigungen müssen 6 Wochen vor Ende des Bezugszeitraums schriftlich vorliegen, andernfalls wird das Abonnement um ein volles Jahr verlängert. Adressenän-derungen sind dem Verlag sofort bekannt zu geben. Störungen, entstanden durch höhere Gewalt, entbinden den Verlag von seinen Verpflichtungen.
Zahlungsmöglichkeit:Stadtsparkasse AugsburgBLZ 720 500 00Konto-Nr. 5 17 71
Postscheckkonto MünchenBLZ 700 100 80Konto-Nr. 3 24 21 98 00
Manuskripte:Für unverlangt eingesandte Manuskripte wird keine Gewähr übernommen. Bei Zuschriften an die Redaktion wird das Ein verständnis zum Abdruck vorausgesetzt. Bei Anfragen bitte Rückporto beilegen. Bei Annahme eines Beitrages sind wir auch berechtigt, anderweitig darüber zu verfügen.
IMPRESSUM
LASS DEINE PERSÖNLICHKEIT
ENTSCHEIDEN!Im Job geht es nicht mehr um Zeugnisse und Hard-Skills, sondern um die Passung
zwischen Tätigkeit und Persönlichkeit.
S T A R T E D E I N E P E R S Ö N L I C H K E I T S A N A LY S E !
M A T C H I N G B O X . D E