wenzel journal wenzel metrology world - web tailor · wenzel journal wenzel ... circular scans or...
TRANSCRIPT
WENZEL Metrology World
Edition 05/2015
WENZEL Journal
WENZEL – Worldwide There for You!
The requirements of our customers are increasing steadily. Highly precise measurement results must be available in ever shorter cycles. Significant improvements in measurement times can usually only be achieved by the use of optical measuring methods. With new developments such as our PHOENIX 3D structured light projection sensor we fulfill this trend. Especially when combined with our CORE 5-axis shop-floor measuring machine we expect great potential. Thus our customers achieve significantly shorter throughput times compared to conventional systems.
The only tactile systems that provide quantum leaps forward compared to conventional solutions are our powerful 5-axis measurement solutions. With WENZEL coordinate measuring machines in combination with the innovative REVO probe system our customers achieve revolutionary scanning speeds without loss of accuracy. Throughput improvements of up to 690 % have been achieved.
Find out more about our innovative products in this issue of WENZEL Metrology World. We wish you pleasant reading.
Frank Wenzel Dr. Heike Wenzel

Every day we workfor long lasting quality.For your continued success.

14|17Measuring Software: Successful Upgrade from Metrsoft CM to Metrosoft QUARTIS
The Lometec GmbH & Co. KG is very satisfied with the decision to upgrade to the measuring software Metrosoft QUARTIS. The measurement service provider reports on the practical experience using the example of a dimensional inspection of a turbine blade testing device.
6|7TURBOCAM Measures at Turbo Speed
TURBOCAM is one of the first adopters of the new Renscan5 continuous five-axis inspection capability. Installed on a new WENZEL LH87 bridge-type CMM at the company‘s Dover, New Hampshire, USA plant, Renscan5 transformed part measurement and inspection from a bottleneck to an enabler.
28|31Dimensional Analysis in Plastics Technology
The computed tomography workstation exaCT M provides ideal possibilities for metrological inspections of complex plastic parts. The non-contact and non-destructive technology makes the holistic analysis of even very small flexible plastic parts with inner structures possible. Since Volkswagen Braunschweig has the computed tomography workstation in use they were able to double the throughput of measured parts.
4

CASE STUDIESUltra-fast Scanning Speeds Through Powerful 5-Axis Measurement SystemsTURBOCAM Measures at Turbo Speed 6|7
Manufacturer for Gas Safety Systems Invested in LHF 3020 CMMUltra-Fast 5-Axis Scanning for Large-Volume Components 8
Feedback Form 9
Chinese FAW Group Relies On Measuring Machines from WENZEL„I Believe in WENZEL“ 10|13
Successful Upgrade from Metrosoft CM to Metrosoft QUARTISOne Measuring Software for All Applications 14|17
Manufacturer of Large Gears Optimizes Quality AssuranceHybrid Measuring System Combines Gear and 3D Coordinate Metrology 18|21
Gear Measuring Machine Measures RotorsMeasurement of Rotationally Symmetrical Parts with a Single Probe 22|25
Industrial Computed TomographyFast and Non-Destructive Analysis of Complex Micro Parts 26|27
exaCT Computed Tomography in use at Volkswagen BraunschweigDimensional Analysis in Plastics Technology 28|31
High Speed Scanning Systems CORE & Optical Sensor PHOENIXThe Optical Revolution 32|33
PRODUCT NEWSWENZEL Presents New Measuring Software Metrosoft QUARTIS R12Fully Automatic Roughness Measurement Directly on the Coordinate Measuring Machine 34|35
Unprecedented Productivity with Metrosoft QUARTISCertification of 3D mouse from 3Dconnexion 36
Innovative Solutions for the Design ProcessWENZEL Presents New Excalibur 2-Axis CNC Milling Head 37
INSIDE WENZELExchange of Experiences in Szczyrk, PolandSuccessful WENZEL User Meeting 38
Exhibitions and Events 2015 38
Special OfferMetrosoft CM to QUARTIS Attack 39
The Winners of the Photo Competition have been DeterminedWe like Metrology 40|41
Wide Range of Measurement ServicesWENZEL Messtechnik Leipzig, Saxony 42
CONTENTS
5
Ultra-fast Scanning Speeds Through Powerful5-Axis Measurement Systems
TURBOCAM Measures atTurbo Speed
TURBOCAM International, leader in five-axis turbomachinery production, quickly adopts new five-axis inspection system, gains faster throughput, greater CMM utilization and easier programming.
CASE STUDIES
6
Ultra-fast Scanning Speeds Through Powerful5-Axis Measurement Systems
TURBOCAM Measures atTurbo Speed
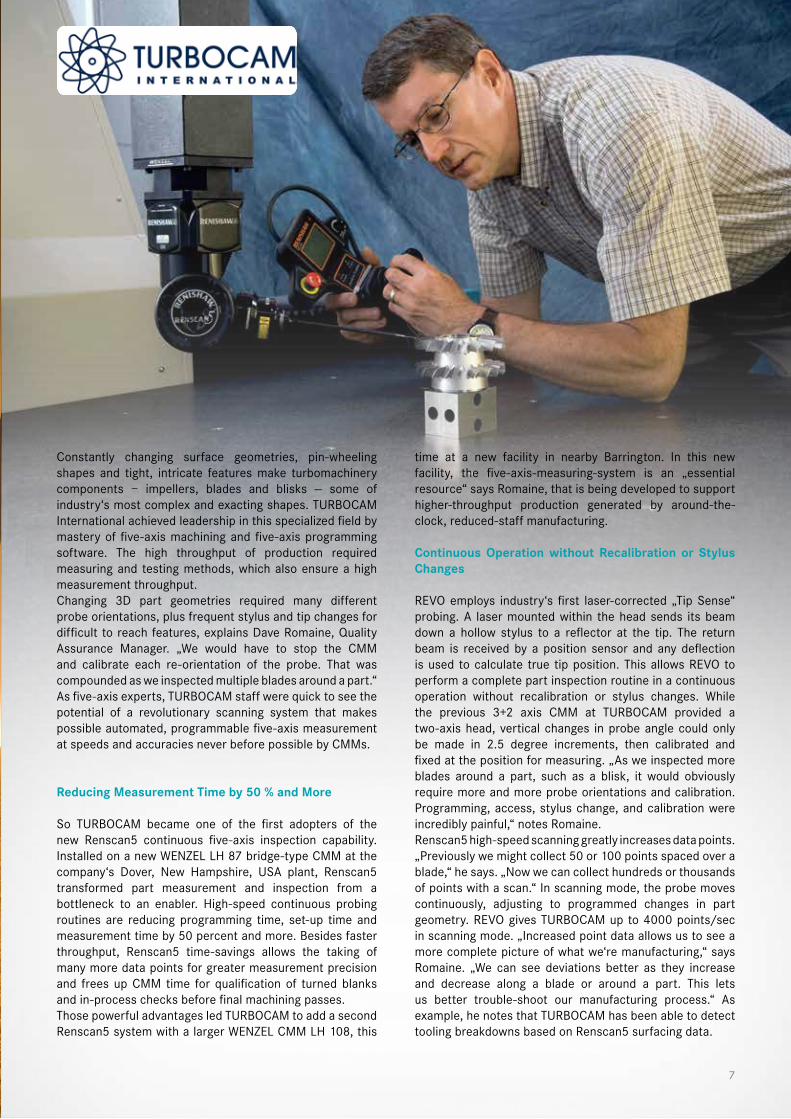
Constantly changing surface geometries, pin-wheeling shapes and tight, intricate features make turbomachinery components – impellers, blades and blisks — some of industry‘s most complex and exacting shapes. TURBOCAM International achieved leadership in this specialized field by mastery of five-axis machining and five-axis programming software. The high throughput of production required measuring and testing methods, which also ensure a high measurement throughput.Changing 3D part geometries required many different probe orientations, plus frequent stylus and tip changes for difficult to reach features, explains Dave Romaine, Quality Assurance Manager. „We would have to stop the CMM and calibrate each re-orientation of the probe. That was compounded as we inspected multiple blades around a part.“ As five-axis experts, TURBOCAM staff were quick to see the potential of a revolutionary scanning system that makes possible automated, programmable five-axis measurement at speeds and accuracies never before possible by CMMs.
Reducing Measurement Time by 50 % and More
So TURBOCAM became one of the first adopters of the new Renscan5 continuous five-axis inspection capability. Installed on a new WENZEL LH 87 bridge-type CMM at the company‘s Dover, New Hampshire, USA plant, Renscan5 transformed part measurement and inspection from a bottleneck to an enabler. High-speed continuous probing routines are reducing programming time, set-up time and measurement time by 50 percent and more. Besides faster throughput, Renscan5 time-savings allows the taking of many more data points for greater measurement precision and frees up CMM time for qualification of turned blanks and in-process checks before final machining passes. Those powerful advantages led TURBOCAM to add a second Renscan5 system with a larger WENZEL CMM LH 108, this
time at a new facility in nearby Barrington. In this new facility, the five-axis-measuring-system is an „essential resource“ says Romaine, that is being developed to support higher-throughput production generated by around-the-clock, reduced-staff manufacturing.
Continuous Operation without Recalibration or Stylus Changes
REVO employs industry‘s first laser-corrected „Tip Sense“ probing. A laser mounted within the head sends its beam down a hollow stylus to a reflector at the tip. The return beam is received by a position sensor and any deflection is used to calculate true tip position. This allows REVO to perform a complete part inspection routine in a continuous operation without recalibration or stylus changes. While the previous 3+2 axis CMM at TURBOCAM provided a two-axis head, vertical changes in probe angle could only be made in 2.5 degree increments, then calibrated and fixed at the position for measuring. „As we inspected more blades around a part, such as a blisk, it would obviously require more and more probe orientations and calibration. Programming, access, stylus change, and calibration were incredibly painful,“ notes Romaine. Renscan5 high-speed scanning greatly increases data points. „Previously we might collect 50 or 100 points spaced over a blade,“ he says. „Now we can collect hundreds or thousands of points with a scan.“ In scanning mode, the probe moves continuously, adjusting to programmed changes in part geometry. REVO gives TURBOCAM up to 4000 points/sec in scanning mode. „Increased point data allows us to see a more complete picture of what we‘re manufacturing,“ says Romaine. „We can see deviations better as they increase and decrease along a blade or around a part. This lets us better trouble-shoot our manufacturing process.“ As example, he notes that TURBOCAM has been able to detect tooling breakdowns based on Renscan5 surfacing data.
7

Manufacturer for Gas Safety SystemsInvested in LHF 3020 CMM
Ultra-Fast 5-Axis Scanning forLarge-Volume Components
WENZEL is a leading provider of complete 5-axis scanning systems. The ultra-fast 5-axis measurement technology increases measurement throughput, reduces downtime and allows comprehensive quality evaluation, including for components with very complex contours.
In August 2014 a LHF 3020 gantry measuring machine with a measuring range of 3000 x 2000 x 4000 mm3 was delivered in a special white finish to a Polish manufacturer of gas safety systems. These systems are mainly used in the automotive, mechanical, hydraulic and agricultural industries as well as in the railway and construction industries.
The combination of a 3D WENZEL coordinate measuring machine, the user-friendly Metrosoft QUARTIS measurement software and the REVO measuring probe system has the unique ability to detect and record large amounts of most accurate data at extremely fast scanning speeds. Speeds up to 500 mm/s can be achieved without compromising accuracy.
The 5-axis measurement technology allows new scanning options so bores can be measured with touch points, circular scans or helical scans. Data on free-form surfaces and edges are detected using a sweep scan of the measuring head and exact repetition of the current measurement strategy is guaranteed.
Accurate Measurement Resultsquick and easy
with WENZEL CMMs
Efficient measuring solutions ensurethe quality of your components
Intelligent software measures and analyzesregular geometries and free-form surfaces
Reliable, user-friendly anda safe investment
Made in Germany
8
www.wenzel-cmm.com
Für komplette 5-Achsen-Scan-Systeme ist führender Anbieter. Die ultraschnelle 5-Achsen-Messtechnik steigert den Messdurchsatz, reduziert die Nebenzeiten und ermöglicht eine umfangreiche Qualitätsbewertung auch für Bauteile mit sehr komplexen Konturen.
Im August 2014 wurde eine Portalmessmaschine LHF 3020 (Messbereich 3000 mm x 2000 mm x 4000 mm) in weißer Sonderlackierung an einen polnischen Hersteller für Gassicherheitssysteme ausgeliefert. Diese werden hauptsächlich in der Auto-, Maschinen-, Hydraulik- und Landwirtschaftsindustrie sowie für das Eisenbahnwesen und für die Baubranche eingesetzt.
Die Kombination aus Portalmessgeräten, der benutzerfreundlichen Messsoftware Metrosoft QUARTIS und dem Messsystem REVO besitzt die einzigartige Fähigkeit, große Datenmengen genauester Messdaten bei extrem schnellen Scangeschwindigkeiten und Beschleunigungen zu ermitteln und aufzunehmen. Es können Geschwindigkeiten bis zu 500 mm/s und Beschleunigung bis zu 3000 mm/s2 ohne Beeinträchtigung der Genauigkeit realisiert werden.
Die 5-Achsen-Messtechnik ermöglicht auch neue Scanning-Möglichkeiten. So können Bohrungen mittels Berührpunkte, Kreisscans oder helixförmiger Scans gemessen werden, während Daten auf Freiformflächen und Kanten mit Hilfe einer Schwingbewegung des Messkopfes erfasst werden. Außerdem wird die exakte Wiederholung der aktuellen Messstrategie gewährleistet.
Accurate Measurement Resultsquick and easy
with WENZEL CMMs
Efficient measuring solutions ensurethe quality of your components
Intelligent software measures and analyzesregular geometries and free-form surfaces
Reliable, user-friendly anda safe investment
Made in Germany
Please send me the marketing materials about thefollowing products:
Feedback formPlease send via Fax to+49 6020 201-1999
Coordinate Metrology The new LH Generation LH, LH Gantry and LHF Series R-Series
Gear Metrology WGT Series LH Gear-Series LH Hybrid
Computed Tomography exaCT®
XS exaCT®
S exaCT®
M
High Speed Measuring Systems CORE
Software Metrosoft QUARTIS® PointMaster DesCAD3D
Please contact me for a product demonstration.
Sender:
First Name, Last Name
Company
Address
Postal Code, City
Country
Phone
WENZEL METROLOGY WORLD 05-2015
9
Chinese FAW Group Relies OnMeasuring Machines from WENZEL
„I Believe in WENZEL“
10
FAW Group, China’s earliest automobile production located in Changchun, is one of the largest automobile enterprise groups in China. Here are more than 50 sets of WENZEL bridge-type and horizontal-arm coordinate measuring machines serving over 10 subordinate plants and branches of the group, including the Automobile Research Institute, Casting Plant, FAW Jiefang, FAW Parts and FAW Jilin Automobile. Sun Xiaojia is the user of the first WENZEL measuring machine in FAW. She works in the Quality Assurance Department of FAW FVCC Heat Exchange System Changchun Branch and will be interviewed in the following.
11
WENZEL Measurement MachinesRun Stably and Powerfully
Sun Xiaojia has more than 20 years of industry experience in terms of automobile and automobile parts testing and inspection. She told us in conversation, “I entered in Changchun FAW after graduation in 1988 and was assigned to the Quality Assurance Department of the Tool Factory of FAW. During the next 20 years of work, I ‘cooperated’ with measuring machines every day. I tested and measured the reducers, differential mechanisms, engines and cylinders of automobiles. In the Quality Assurance Department, I take care of monitoring the spot check, process check and full check of product quality”.
In August of the year 2000, FAW Group purchased the first WENZEL coordinate measuring machine LH 108 and put it into operation. Xiaojia told us, “Before using WENZEL coordinate measuring machines, I also operated other measuring machines of domestic and foreign brands. So I have a comparison and understanding of the testing application and stability of auto parts with measuring machines of various brands”. When she is talking of her ‘working partner’ measuring machine, Sun Xiaojia spoke with fervor and assurance. “What most convinced me of the performance of WENZEL equipment that its accuracy and repeatability still keeps very well after running 7 hours every day for over 10 years without counting the overtime”.
Also in the shop floor environment WENZEL measurement machines run stably and powerfully. There were no major problems at any time, only routine maintenance. Xiaojia said, “WENZEL service engineers from Changchun also called us outside of the maintenance plan to enquire and understood the running condition of the equipment on the spot. Besides, WENZEL’s own software is easy to use and understand and I am very accustomed to the software”.
FAW Relies On WENZEL Measuring Machines
After the first WENZEL CMMs were used from the FAW Group, FAW prioritized WENZEL Measuring Machines for future testing equipment. “Because of the stable performance and longevity WENZEL CMMs were used for a very long time as demonstration models for open tender procurement plan.The colleagues and leaders of the quality testing department of each plant came here to see the equipment before purchase”.
In 2012, Sun Xiaojia changed to the Quality Assurance Department of FVCC Changchun Branch. Due to her quality recognition and familiarity to WENZEL equipment, she again recommended WENZEL coordinate measuring machines
to the company leader. This time, the WENZEL XO 107 of the XO series was purchased in March 2013. It was mainly used for tests of air-conditioners, air blowers and radiators of cars. It runs well. She is very satisfied with the measurement results and the efficiency of the measuring machine as well as with the quick and easy service.
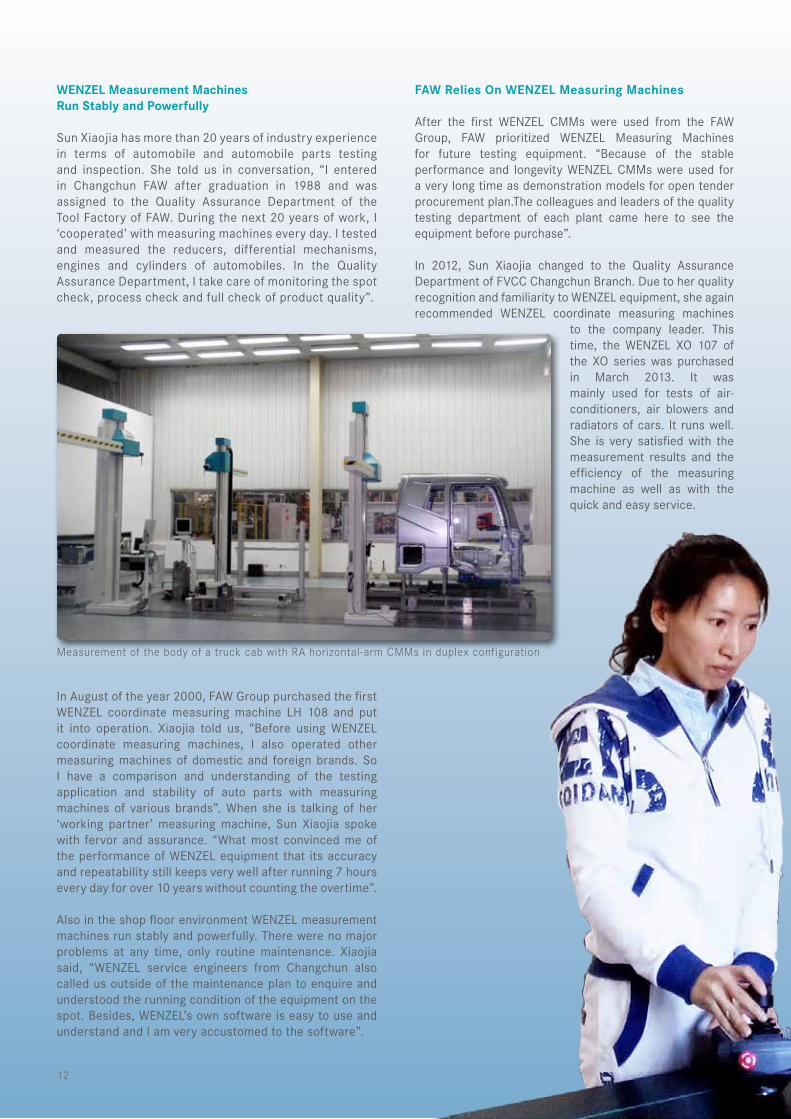
Measurement of the body of a truck cab with RA horizontal-arm CMMs in duplex configuration
12

“As a quality inspector with rich experience, it is my mission to ensure product quality and completely eradicate the outflow of defective products.” Sun Xiaojia believes that good testing equipment is helpful for testing the production standards of auto parts and improving production efficiency and the factory rate of qualified finished products. In her working experience, WENZEL equipment offers very good assistance, and she will keep using and strongly recommend good products.
13

Successful Upgrade from Metrosoft CM to Metrosoft QUARTIS
One Measuring Software for All Applications
The measurement service provider Lometec upgraded the measuring software for its tactile WENZEL coordinate measuring machines from Metrosoft CM to Metrosoft QUARTIS. Chief Executive Officer Jörg Werkmeister and Technical Director Marc Lange report on their practical experience using the example of a dimensional inspection of a turbine blade testing device.
14

Measuring Engineer Nico Zebrowski with his WENZEL LH 108 whenmeasuring the outer ring.
Successful Upgrade from Metrosoft CM to Metrosoft QUARTIS
One Measuring Software for All Applications
15

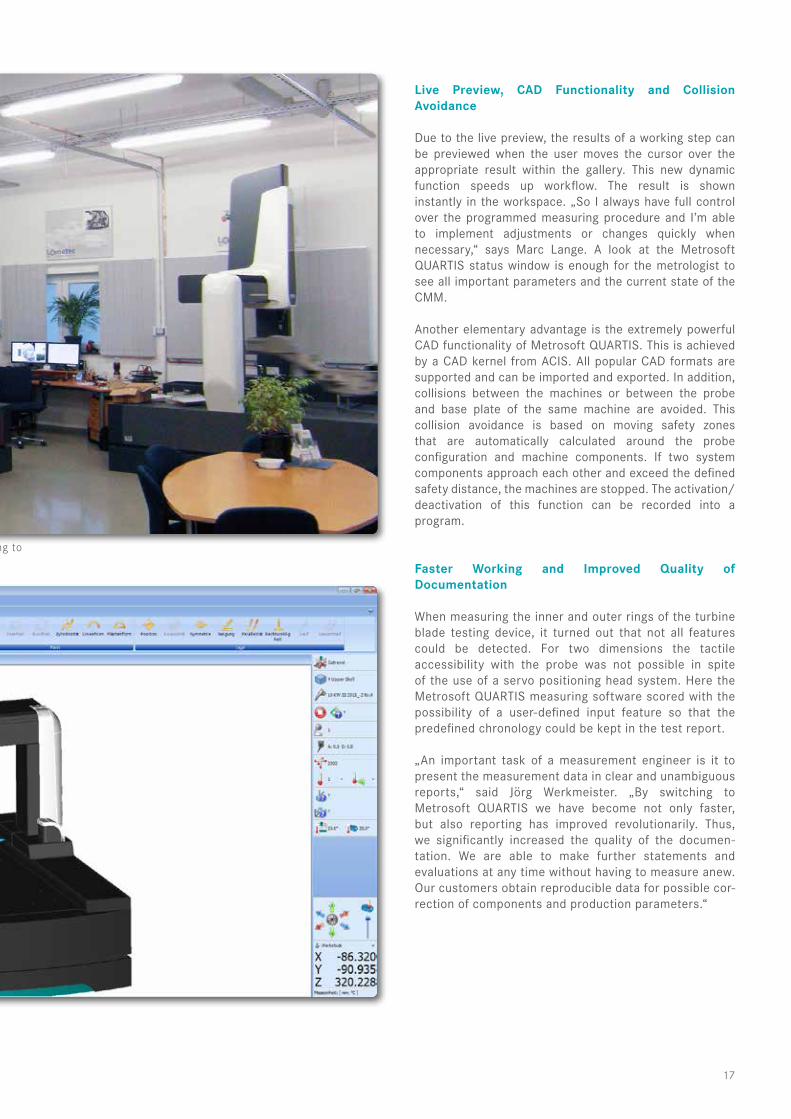
Lometec GmbH & Co. KG is an accredited metrology lab according to DIN EN ISO / IEC 17025: 2005. The company provides a fully air-conditioned 220-square-meter measurement room according to VDI / VDE 2627 Bl.1 with state-of-the-art optical and tactile measuring machines (Figure 1). Lometec’s customers are mainly from the automotive and aerospace industry, medical technology and mechanical engineering.
Measuring of the CNC Manufactured Rings of a Turbine Blade Testing Device
All tactile measurement systems at Lometec are exclusively powerful coordinate measuring machines from the metrology manufacturer WENZEL from Wiesthal. „The WENZEL CMMs offer a holistic concept of high-quality engineering, intelligent software and accessory options,“ says Jörg Werkmeister. He is very satisfied with the decision to upgrade from Metrosoft CM to Metrosoft QUARTIS.
In late autumn 2014, Lometec was faced with a very sophisticated measurement task. A CNC manufactured inner and outer rings of a turbine blade testing device needed to be checked for dimensional accuracy for a customer. It was a very time-critical measurement task and the metrologists from Lometec used two LH 108 WENZEL coordinate measuring machines in parallel.
Clearly Designed Workspace for More Efficiency in Daily Use
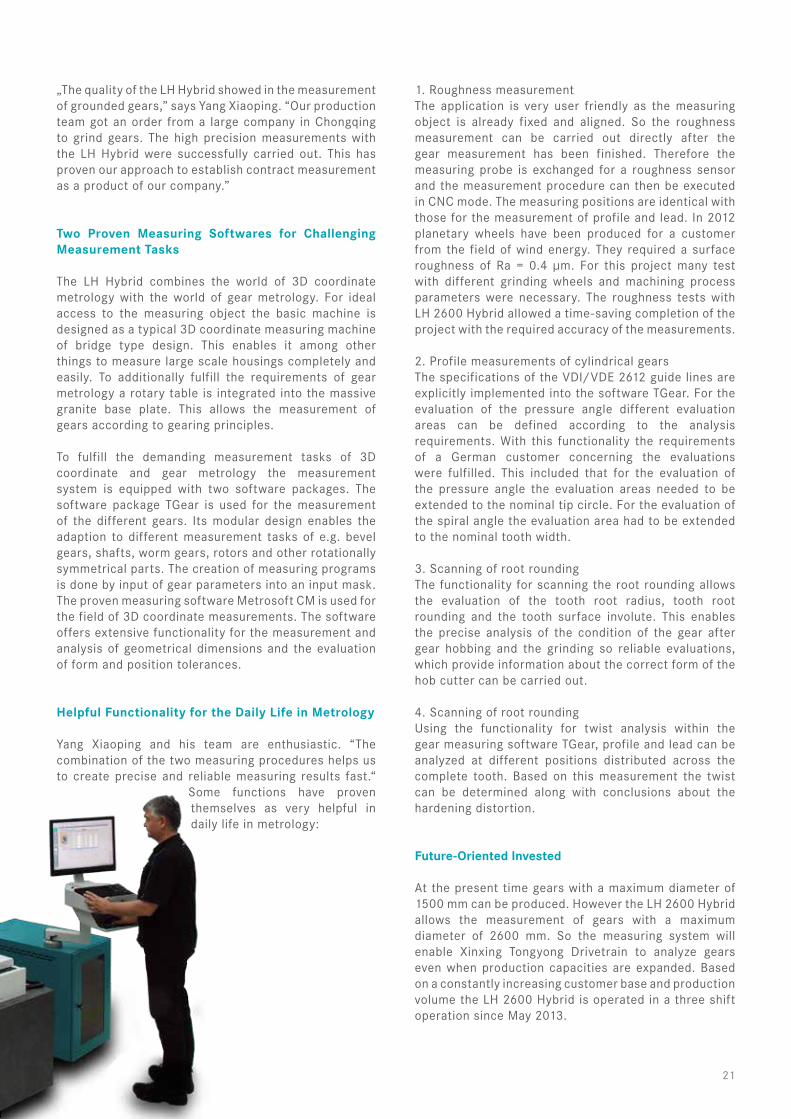
Technical Director Marc Lange explains: „Due to the clearly designed workspace Metrosoft QUARTIS works more effectively than was possible with Metrosoft CM.“In the Metrosoft QUARTIS user interface, the traditional menus and toolbars have been replaced by the Ribbon - a device that presents commands organized into a set of tabs (Figure 2).
„The focus is now on the workspace that can be customized according to the user. All essential elements, 3D graphics, data management, the monitoring program and also statistics and the measurement report are visible. In addition, the second monitor allows a better overview,“ adds Marc Lange. Long searches for the required commands are a thing of the past. Metrosoft QUARTIS accelerates the personal workflow and ensures greater efficiency in daily use.
2 | : The Metrosoft QUARTIS workspace. The inner ring of the turbine blade testing device is seen on the LH 108 coordinate measuring machine.
1 | : Fully air-conditioned 220-square-meter measurement room according to VDI / VDE 2627 Bl. of the Lometec GmbH & Co. KG
16
2 | : The Metrosoft QUARTIS workspace. The inner ring of the turbine blade testing device is seen on the LH 108 coordinate measuring machine.
1 | : Fully air-conditioned 220-square-meter measurement room according to VDI / VDE 2627 Bl. of the Lometec GmbH & Co. KG
Live Preview, CAD Functionality and Collision Avoidance
Due to the live preview, the results of a working step can be previewed when the user moves the cursor over the appropriate result within the gallery. This new dynamic function speeds up workflow. The result is shown instantly in the workspace. „So I always have full control over the programmed measuring procedure and I’m able to implement adjustments or changes quickly when necessary,“ says Marc Lange. A look at the Metrosoft QUARTIS status window is enough for the metrologist to see all important parameters and the current state of the CMM.
Another elementary advantage is the extremely powerful CAD functionality of Metrosoft QUARTIS. This is achieved by a CAD kernel from ACIS. All popular CAD formats are supported and can be imported and exported. In addition, collisions between the machines or between the probe and base plate of the same machine are avoided. This collision avoidance is based on moving safety zones that are automatically calculated around the probe configuration and machine components. If two system components approach each other and exceed the defined safety distance, the machines are stopped. The activation/deactivation of this function can be recorded into a program.
Faster Working and Improved Quality of Documentation
When measuring the inner and outer rings of the turbine blade testing device, it turned out that not all features could be detected. For two dimensions the tactile accessibility with the probe was not possible in spite of the use of a servo positioning head system. Here the Metrosoft QUARTIS measuring software scored with the possibility of a user-defined input feature so that the predefined chronology could be kept in the test report.
„An important task of a measurement engineer is it to present the measurement data in clear and unambiguous reports,“ said Jörg Werkmeister. „By switching to Metrosoft QUARTIS we have become not only faster, but also reporting has improved revolutionarily. Thus, we significantly increased the quality of the documen-tation. We are able to make further statements and evaluations at any time without having to measure anew. Our customers obtain reproducible data for possible cor-rection of components and production parameters.“
17

18

Manufacturer of Large Gears Optimizes Quality Assurance
Hybrid Measuring System Combines Gear and3D Coordinate Metrology
Flexibility and precision in quality assurance are especially demanded by companies whose products have a high degree of individualization. Even for large parts these attributes are very important. For this reason and to fulfill the requirements of customers from the fields of mining, wind energy and railway transportation, the American-Chinese joint venture Chongqing Xinxing Tongyong Drivetrain Co. Ltd. integrated a LH 2600 Hybrid into their quality assurance process. This measuring system allows the measurement of gears, shafts, prismatic parts and surface parameters – without extensive re-clamping of the large components.
19

Development and production of large gears is the main business of Chongqing Xinxing Tongyong Drivetrain Co. Ltd.. The focus is on components such as shafts, drive shafts, herringbone gearing and cylindrical gears. Xinxing Tongyong Drivetrain continually invests in machining centers and measuring systems, so their processes are always state-of-the-art.
Measurement Principals of Gear and 3D Coordinate Metrology
In 2011 an LH Hybrid type measuring system was installed in the quality assurance department. The design of this measuring system is unique. The basic machine is built as bridge type measuring machine. A rotary table is integrated into the massive granite base plate. This enables the combination of gear and 3D gear metrology. Furthermore the LH Hybrid is characterized by a retractable tailstock. So besides the measurement of different types of gears, prismatic parts and shafts can be measured between centers. The LH Hybrid at Xinxing Tongyong Drivetrain is additionally equipped with a sensor for measurement of roughness and determination of surface parameters.
The project to purchase the measuring system at Xinxing Tongyong Drivetrain was coordinated by Mr. Yang Xiaoping, Manager of Quality Assurance. The main criterion for selection of the measuring system was the requirement that all types of gears in the product portfolio have to be measured precisely and reliably. Furthermore measurement of prismatic parts such as the housings of turbines and generators and the evaluation of form and position tolerances have to be carried out easily.After a long selection process Yang Xiaoping came to the conclusion that the LH Hybrid series measuring systems from WENZEL are the only ones to fulfill their expectations and requirements economically. The only alternative discussed was a solution with two measuring systems, but this would have meant that the investment would have been significantly higher. Part of it caused by a larger measuring room which would have had to be built. Furthermore the users would have to be trained on both measuring systems and the maintenance costs would have doubled.
The Investment Has Paid Off
„The past years, in which we have the LH 2600 Hybrid in operation, showed that we made a very good decision”, explains Yang Xiaoping. “The measuring system reduced
the required floor space, saves time and costs for machine maintenance and contributes the fast and precise testing of our large gears and housings.”
The investment in the LH Hybrid paid off doubly as the measuring system is used for contract measurements, too. Already in June 2011, one month after the machine was put into operation a manufacturer of railway components from Chongqing contacted the company. The subject was a very complex measurement task which required the highest precision. Based on the successful completion of the project with the LH Hybrid, contract measurement became part of the product portfolio of Xinxing Tongyong Drivetrain.
20
„The quality of the LH Hybrid showed in the measurement of grounded gears,” says Yang Xiaoping. “Our production team got an order from a large company in Chongqing to grind gears. The high precision measurements with the LH Hybrid were successfully carried out. This has proven our approach to establish contract measurement as a product of our company.”
Two Proven Measuring Softwares for Challenging Measurement Tasks
The LH Hybrid combines the world of 3D coordinate metrology with the world of gear metrology. For ideal access to the measuring object the basic machine is designed as a typical 3D coordinate measuring machine of bridge type design. This enables it among other things to measure large scale housings completely and easily. To additionally fulfill the requirements of gear metrology a rotary table is integrated into the massive granite base plate. This allows the measurement of gears according to gearing principles.
To fulfill the demanding measurement tasks of 3D coordinate and gear metrology the measurement system is equipped with two software packages. The software package TGear is used for the measurement of the different gears. Its modular design enables the adaption to different measurement tasks of e.g. bevel gears, shafts, worm gears, rotors and other rotationally symmetrical parts. The creation of measuring programs is done by input of gear parameters into an input mask. The proven measuring software Metrosoft CM is used for the field of 3D coordinate measurements. The software offers extensive functionality for the measurement and analysis of geometrical dimensions and the evaluation of form and position tolerances.
Helpful Functionality for the Daily Life in Metrology
Yang Xiaoping and his team are enthusiastic. “The combination of the two measuring procedures helps us to create precise and reliable measuring results fast.“
Some functions have proven themselves as very helpful in daily life in metrology:
1. Roughness measurementThe application is very user friendly as the measuring object is already fixed and aligned. So the roughness measurement can be carried out directly after the gear measurement has been finished. Therefore the measuring probe is exchanged for a roughness sensor and the measurement procedure can then be executed in CNC mode. The measuring positions are identical with those for the measurement of profile and lead. In 2012 planetary wheels have been produced for a customer from the field of wind energy. They required a surface roughness of Ra = 0.4 µm. For this project many test with different grinding wheels and machining process parameters were necessary. The roughness tests with LH 2600 Hybrid allowed a time-saving completion of the project with the required accuracy of the measurements.
2. Profile measurements of cylindrical gearsThe specifications of the VDI/VDE 2612 guide lines are explicitly implemented into the software TGear. For the evaluation of the pressure angle different evaluation areas can be defined according to the analysis requirements. With this functionality the requirements of a German customer concerning the evaluations were fulfilled. This included that for the evaluation of the pressure angle the evaluation areas needed to be extended to the nominal tip circle. For the evaluation of the spiral angle the evaluation area had to be extended to the nominal tooth width.
3. Scanning of root roundingThe functionality for scanning the root rounding allows the evaluation of the tooth root radius, tooth root rounding and the tooth surface involute. This enables the precise analysis of the condition of the gear after gear hobbing and the grinding so reliable evaluations, which provide information about the correct form of the hob cutter can be carried out.
4. Scanning of root roundingUsing the functionality for twist analysis within the gear measuring software TGear, profile and lead can be analyzed at different positions distributed across the complete tooth. Based on this measurement the twist can be determined along with conclusions about the hardening distortion.
Future-Oriented Invested
At the present time gears with a maximum diameter of 1500 mm can be produced. However the LH 2600 Hybrid allows the measurement of gears with a maximum diameter of 2600 mm. So the measuring system will enable Xinxing Tongyong Drivetrain to analyze gears even when production capacities are expanded. Based on a constantly increasing customer base and production volume the LH 2600 Hybrid is operated in a three shift operation since May 2013.
21

Gear Measuring Machine Measures Rotors
Measurement of Rotationally Symmetrical Parts with aSingle Probe
22

Gear measuring machines offer a wider range of application possibilities than the system de-scription suggests. At KAPP Werkzeugmaschi-nen GmbH WENZEL gear measuring machines are used to measure different rotationally symmetrical parts like screw compressors fully automatically.
23
For the measurement of the profile, nominal data is required. This nominal dataset is provided in a VDA format and is processed with the help of the TDatacon software module. Depending on the specification of the rotor (male or female) the data can be transformed into the specified measuring plane and the directional vector can be calculated. Form tolerances can be referred to single points, sections or the complete profile. The measuring program generation is fully automated, based upon the entered data, parameters and definitions. The measuring program is stored to a data base and can be used for the same type of part anytime. The measurement program only needs to be created once. Even if the selected range of evaluations change.
Before starting the measurement procedure the user can select different types of evaluations. This selection defines the measurement procedure. For an ideal user, guidance graphics and text can be used to support the user by clamping the part on the machine. This ensures that the part is always clamped correctly and that the measurement procedure can be carried out without any interruption.
Furthermore not only movement and measuring path are stored into the measuring program but the probe configuration used too. This probe configuration can be automatically changed with a change rack. This eliminates the manual interaction of the user and allows a user-independent, reproducible measurement. During the measuring procedure the defined profile and lead are scanned and the pitch error determined. Furthermore the parallelism of the surface line of the base circle cylinder as well as the root diameter are evaluated.
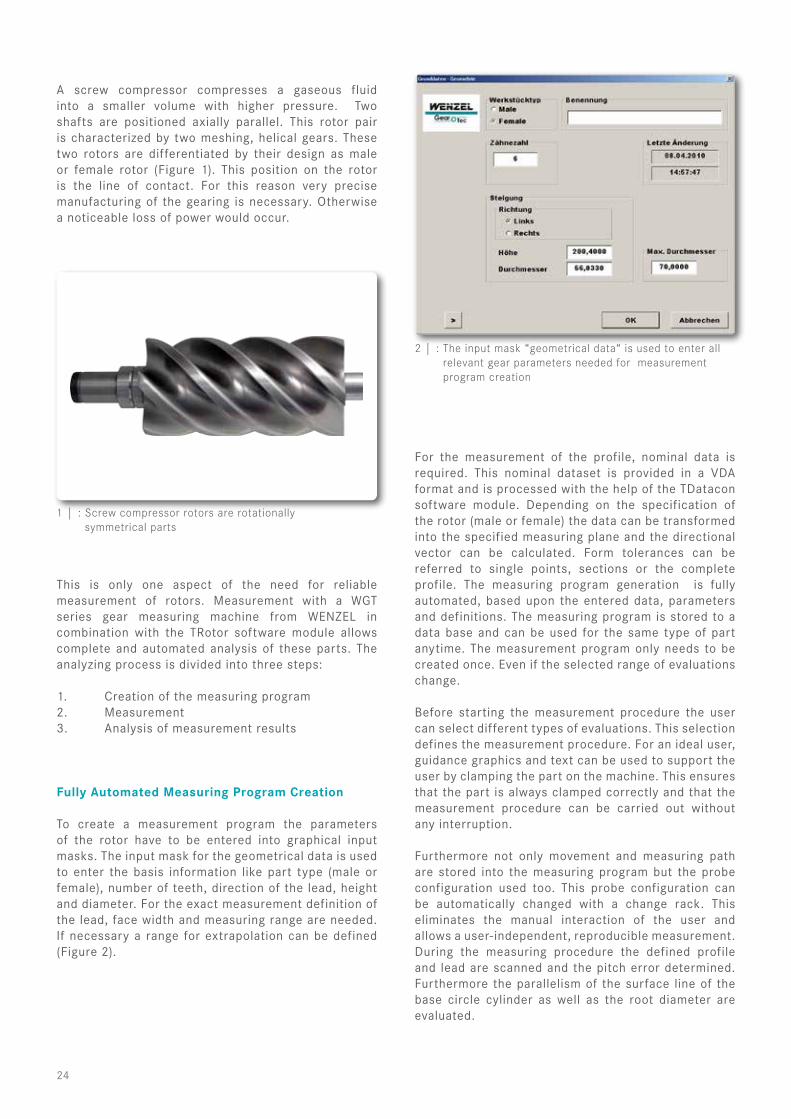
A screw compressor compresses a gaseous fluid into a smaller volume with higher pressure. Two shafts are positioned axially parallel. This rotor pair is characterized by two meshing, helical gears. These two rotors are differentiated by their design as male or female rotor (Figure 1). This position on the rotor is the line of contact. For this reason very precise manufacturing of the gearing is necessary. Otherwise a noticeable loss of power would occur.
This is only one aspect of the need for reliable measurement of rotors. Measurement with a WGT series gear measuring machine from WENZEL in combination with the TRotor software module allows complete and automated analysis of these parts. The analyzing process is divided into three steps:
1. Creation of the measuring program2. Measurement3. Analysis of measurement results
Fully Automated Measuring Program Creation
To create a measurement program the parameters of the rotor have to be entered into graphical input masks. The input mask for the geometrical data is used to enter the basis information like part type (male or female), number of teeth, direction of the lead, height and diameter. For the exact measurement definition of the lead, face width and measuring range are needed. If necessary a range for extrapolation can be defined (Figure 2).
1 | : Screw compressor rotors are rotationally symmetrical parts
2 | : The input mask “geometrical data“ is used to enter all relevant gear parameters needed for measurement program creation
24
Extensive Evaluation Easily Created
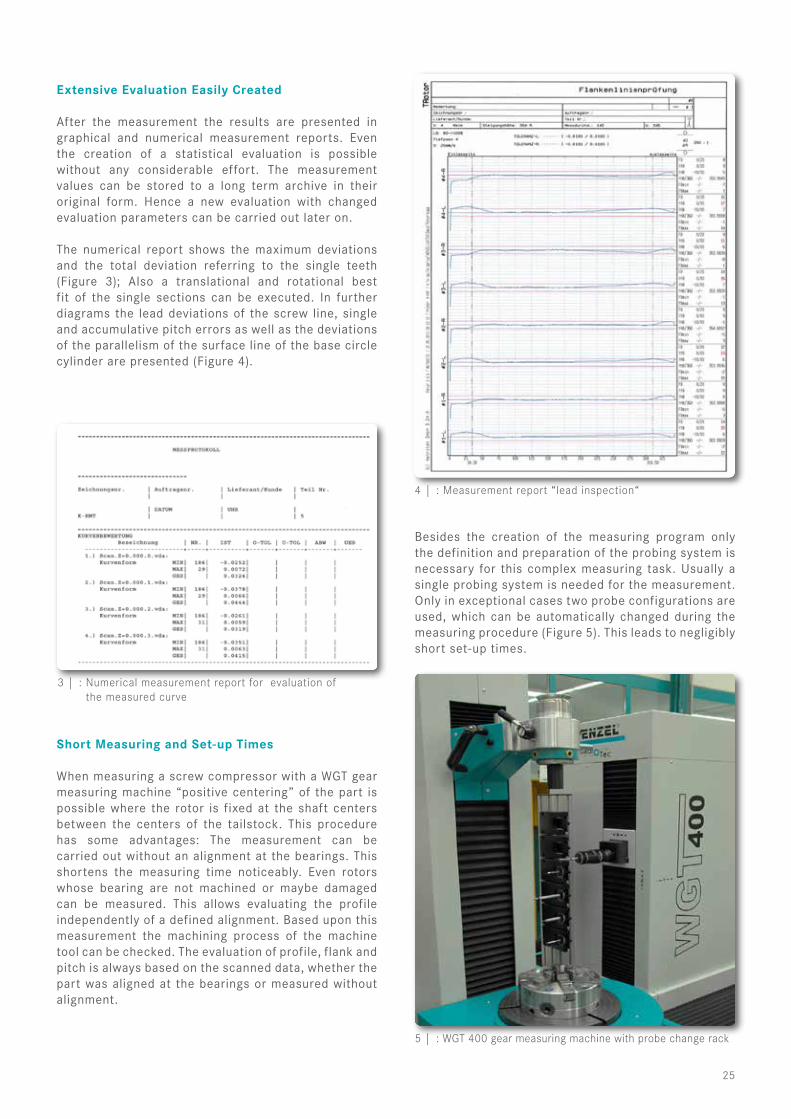
After the measurement the results are presented in graphical and numerical measurement reports. Even the creation of a statistical evaluation is possible without any considerable effort. The measurement values can be stored to a long term archive in their original form. Hence a new evaluation with changed evaluation parameters can be carried out later on.
The numerical report shows the maximum deviations and the total deviation referring to the single teeth (Figure 3); Also a translational and rotational best fit of the single sections can be executed. In further diagrams the lead deviations of the screw line, single and accumulative pitch errors as well as the deviations of the parallelism of the surface line of the base circle cylinder are presented (Figure 4).
Short Measuring and Set-up Times
When measuring a screw compressor with a WGT gear measuring machine “positive centering” of the part is possible where the rotor is fixed at the shaft centers between the centers of the tailstock. This procedure has some advantages: The measurement can be carried out without an alignment at the bearings. This shortens the measuring time noticeably. Even rotors whose bearing are not machined or maybe damaged can be measured. This allows evaluating the profile independently of a defined alignment. Based upon this measurement the machining process of the machine tool can be checked. The evaluation of profile, flank and pitch is always based on the scanned data, whether the part was aligned at the bearings or measured without alignment.
Besides the creation of the measuring program only the definition and preparation of the probing system is necessary for this complex measuring task. Usually a single probing system is needed for the measurement. Only in exceptional cases two probe configurations are used, which can be automatically changed during the measuring procedure (Figure 5). This leads to negligibly short set-up times.
3 | : Numerical measurement report for evaluation of the measured curve
4 | : Measurement report “lead inspection“
5 | : WGT 400 gear measuring machine with probe change rack
25

Industrial Computed Tomography
Fast and Non-Destructive Analysis of Complex Micro Parts
To analyze complex micro parts quickly and non-destructively, the stamping manufacturer and toolmaker Stepper uses the exaCT S industrial computed tomography system from WENZEL.
The Fritz Stepper GmbH & Co. KG, based in Pforzheim, Germany, employs 120 people and produces very large numbers of highly precise contact parts. These are mainly supplied to the automotive industry and high-tech industries such as electronics and telecommunications. In addition, the company manufactures tools for the contact parts. Precision and quality play a very important role in every stage of the stamping process.
To meet customers’ high demands for smaller sized and more complex stamping parts, the exaCT S desktop CT was installed in July 2014. The goal is to see into the heart of the contact parts with a state of the art computed tomography system. Previously the internal structures of the parts had to be analyzed with enormous effort. Using the new method, it is now possible to reduce the time considerably: easy, non-destructive, virtual and highly precise.
The desktop CT exaCT S at the Fritz Stepper GmbH & Co. KG.
26
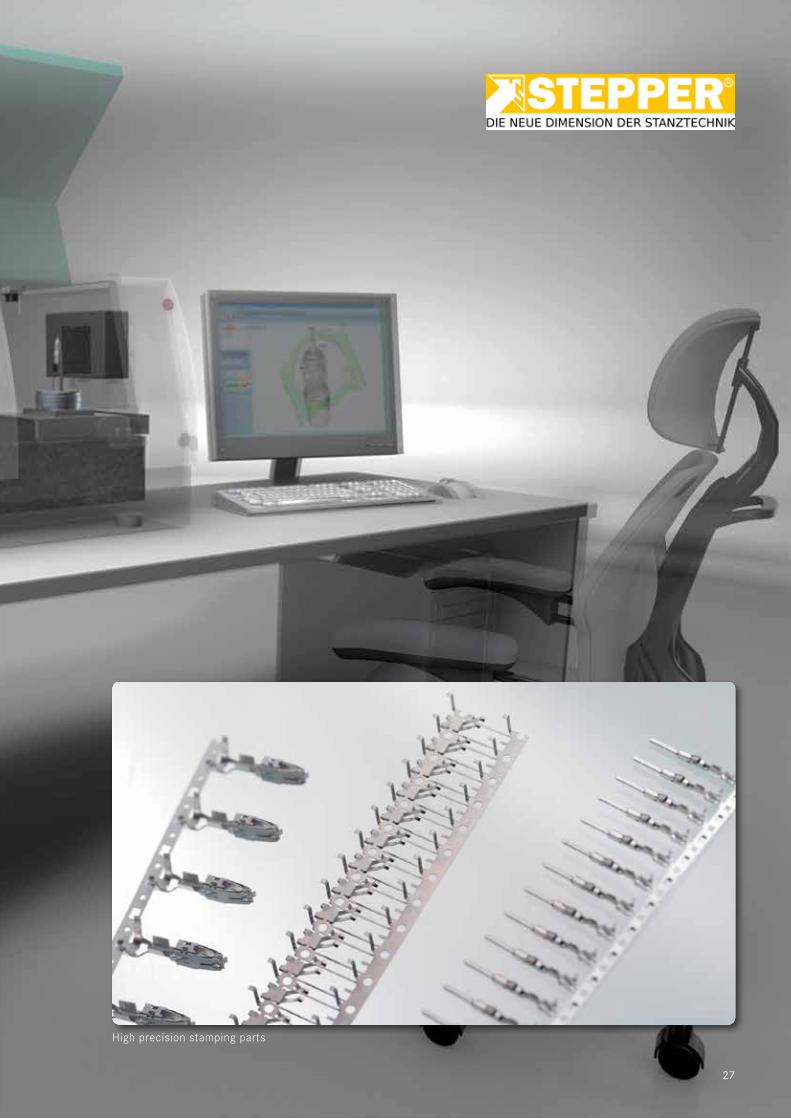
High precision stamping parts
27
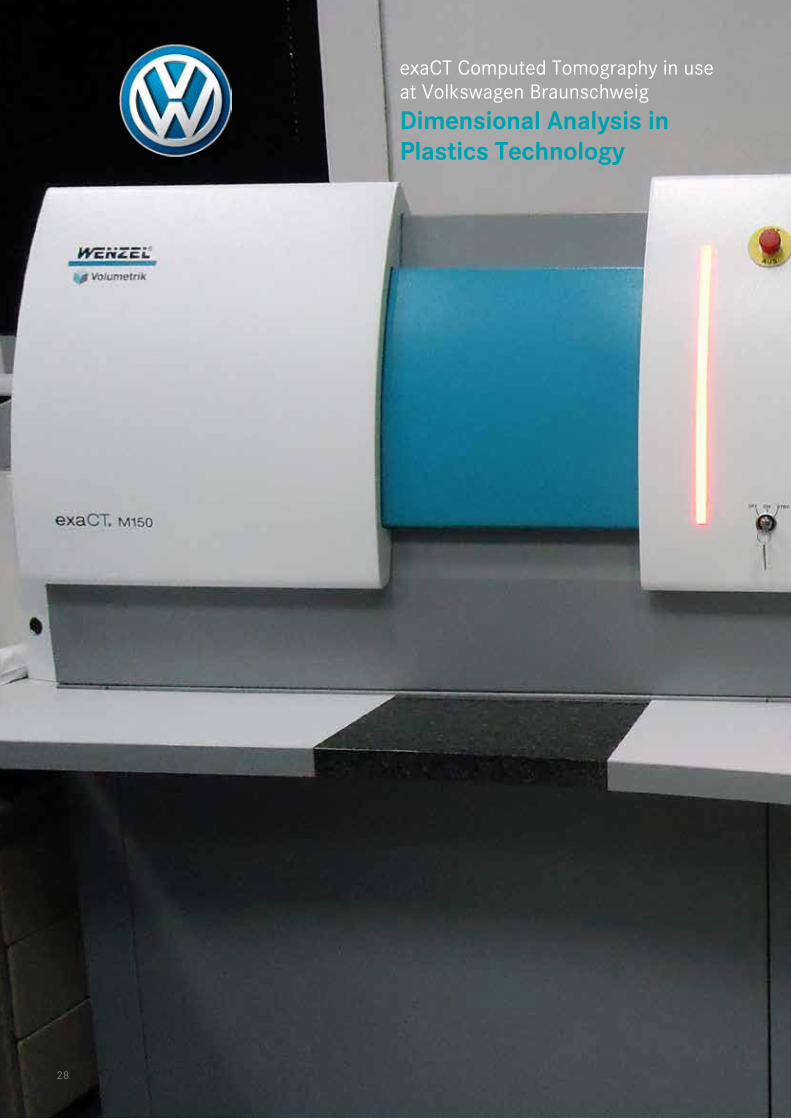
exaCT Computed Tomography in useat Volkswagen Braunschweig
Dimensional Analysis inPlastics Technology
28

exaCT Computed Tomography in useat Volkswagen Braunschweig
Dimensional Analysis inPlastics Technology
At Volkswagen Braunschweig the department for quality assurance in plastics technology is responsible for initial sampling and the release of serial products for production. Therefore the highly complex and always in size decreasing products have to be tested continuously. The steadily increasing demands on quality of these products and on an allover documentation make the use of new technologies indispensable.
29

The complete analysis of these highly complex parts required different tactile and optical technologies. Furthermore some dimensions had to be measured with portable measuring instruments. To be able to provide a consistent analysis procedure even of these metrological challenging plastic parts, the industrial computed tomography system exaCT M from WENZEL Volumetrik has been put into use at the department for quality assurance in plastics technology at Volkswagen AG in Braunschweig, Germany.
Analysis of an Adjustment Wheel to Regulate the Airflow
The computed tomography workstation exaCT M provides ideal possibilities for metrological inspects of complex plastic parts. With tactile measuring systems a reliable measurement is in these cases oftentimes not possible. The parts are made of flexible material, are optical not accessible and because of their size difficult to clamp. Optical measurement procedures do not allow the measurement of inner structures and undercuts. The exaCT computed tomography is a non-contact and non-destructive technology which makes the holistic analysis of even very small flexible plastic parts with inner structures possible.
“The analysis and evaluation of adjustment wheels as they are used to regulate the airflow of the ventilation inside a car, is only one of numerous applications which we have to handle every day,” explains Hans-Jürgen Knosalla, head of the measuring room for plastics technology at Volkswagen. For this part, which is used for cars like Golf Plus and Tiguan, the dimensional evaluation is in the main focus. The manufacturing dimensions are determined and checked accordingly to their accuracy to size.
A computed tomography evaluation always begins with capturing the scanned data. For the scanning procedure, where the part is turned on a rotary table by 360°, the part needs to be secured from shifting. As computed tomography is a non-contact measuring method a simple fixture can be used for this purpose. The fixture can be made of different materials with low density as for example rigid foam.
Automatic Generation of Volume Models
During the scanning procedure two dimensional x-ray images are captured. These images are called projections. From a multiplicity of these projections, which consists of pixels, a three dimensional volume model is created. Volume models are made of voxels, these are three dimensional pixels. This procedure is fully automated and carried out in the background during the scanning procedure.
For metrological evaluations surface data is needed (Figure 1). This data is automatically created after the scanning procedure is finished. Surface data consist of single triangles which describe the measured object s surface detailed. It is the basis for all following evaluations and analyses.
1 | : Surface data of an adjustment wheel
2 | : Element Selection for manual alignment in Metrosoft QUARTIS
30

Virtual Probing
The measuring procedure for dimensional evaluations is similar to well-known tactile measuring methods. The difference lies within the object used for probing. Using the tactile method the real part is the measured object, but when using CT for dimensional control the surface data of the scanned part is used for probing. So a virtual probing procedure is applied. This procedure has the advantages that a deformation of the part caused by probing cannot happen and there are no limitations caused by the probing sphere or shaft.
The measurement is carried out in the same way as it is known from tactile measurements. At the beginning the part needs to be aligned. Therefore the elements to be measured are selected in the CAD model and then the measuring points are placed via mouse click on the surface data (Figure 2). After the first rough alignment the following measuring procedure can be carried out fully automated. According to the drawing all geometrical and free-form elements are measured and evaluated. For this process the complete functionality of the measuring software is available. The results can be reported either in a table or in a graphical report (Figure 3).
The measuring method of virtual probing offers many advantages. On one hand there is unlimited access on the part. Smallest structures can be measured without any limitations caused by the probing sphere. Undercuts and inner structures can dimensionally be evaluated without destructing the part. Automatic measuring programs can be written and recalled every time a part of the series needs to be measured, just like it is known from tactile measuring machines. Furthermore a virtually unlimited number of measuring points can be selected without a noticeable increase of measuring time (Figure 4).
3 | : Graphical Measurement report, Metrosoft QUARTIS
4 | : Automatic distribution of measurement points with Metrosoft QUARTIS
Large Measuring Volume – Little Required Space
The department for quality assurance in plastics technology also uses their exaCT M for the measurement of many parts of one kind. For this purpose they use one fixture for multiple parts. The parts are positioned symmetrically. This makes the following evaluation considerably easy. After the scanning procedure the data of the single parts is available. The single parts can be evaluated using a pallet measuring procedure. An existing measuring program is then applied on one part to begin with and repeated on all the other measuring objects.“Since we have our computed tomography workstation exaCT M in use we were able to double our throughput of measured parts,” explains Hans-Jürgen Knosalla. “For the integration of a computed tomography system the required space of the system was crucial. The exaCT computed tomography systems had the best ratio of required space and measuring volume. Furthermore the data quality of the system was convincing.”
31

High Speed Scanning Systems CORE & Optical Sensor PHOENIX
The Optical Revolution
The Demand for rapid results on free-form shapes and contours is increasing. The CORE product series covers optical multi-axis high speed scanning systems from WENZEL. In combination with the PHOENIX structured light projection and image processing sensor, capturing of complex components can take place directly in production environment.
Full-Scale Digitization of the Surface
In the basic system, the CORE is used with the double eye sensor PS006 for capturing points. The double eye sensor system scans complex part geometry or measures features by recording of individual point data whereas the PHOENIX is able to digitalize the full surface with its measuring field of 30 to 40 millimeters. For data capture the PHOENIX uses the phase shift measuring principle of structured light projection. This means the triangulation of several points whereas the measuring principle of the double eye sensor is the triangulation of a single point.
Both systems can scan surfaces. The twin eye sensor has a measuring accuracy MPEp of ±4 µm at nominal value on all surfaces even on polished ones. Depending on the precision level of the measuring task the appropriate sensor can be used. The two sensors are operated with different application software packages. The PHOENIX can be used with WENZEL PointMaster to analyze and evaluate complex measuring tasks easily.
1 | : Optical multi-axis high speed scanning system CORE with the structured light projection and image processing sensor PHOENIX
32

3 | : Structured light projection and image processing sensor PHOENIX when measuring a turbine blade
Typical Fields of Application
Principal focus is on high speed and highly accurate measurement of components in order to ensure high speed analysis of production- and quality control. This can be done by an actual to target comparison or by the comparison of single measurements. Using the color-map display one can analyze if a component is within the tolerance range or not and therefore determine if it is a pass or fail object.
Typical Standard CORE application fields with the double eye sensor are measurement of turbine blades and different types of components in the automotive and medical industry. The PHOENIX is used in these industries enhanced for parts with freeform surfaces. An example is the measurement of a turbine blade that has previously only been measured by using profile sections. Now, the shape can be analyzed and reported back to the manufacturing processes in quality assurance in only a few seconds using target-actual comparison.
Suitable for Use in the Production
Exactly like the standard CORE with the double eye sensor, the PHOENIX system can also be used on the shop floor. This is necessary in order to ensure an inline quality control of components. The PHOENIX sensor allows extremely fast scanning and evaluation of the components surfaces to give fast feedback to process control. To integrate the system fully automatically into a production line, the measurements as well as the evaluation can be integrated easily due to their automatic scan path generation.
The customer can generally respond flexibly to different measuring tasks with the CORE and one of the two sensors. The double eye sensor and PHOENIX can be optionally changed on the base system. This flexibility reduces costs, as the customer only needs one basic system for both sensors. Another important aspect is the measurement speed. Due to the reduced measurement time, there is less downtime which keeps the costs low.
2 | : PS006 triangulation sensor for the measurement of a reflective surface
33
PRODUCT NEWS
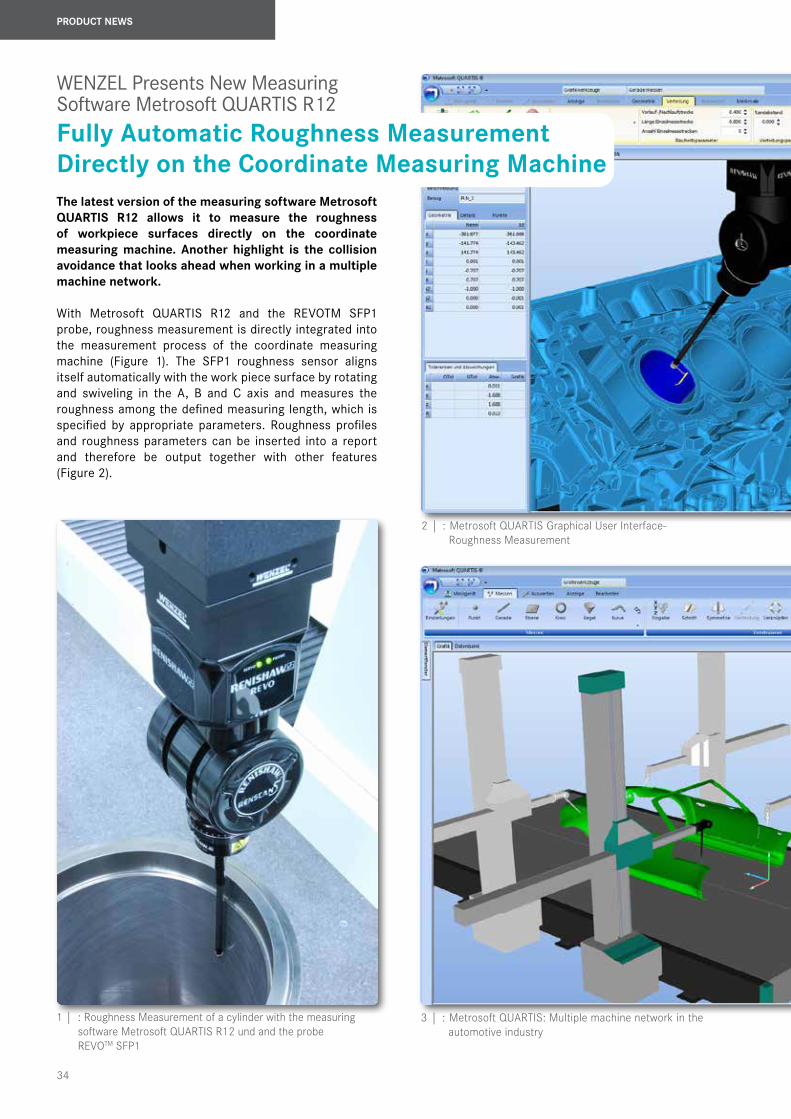
The latest version of the measuring software Metrosoft QUARTIS R12 allows it to measure the roughness of workpiece surfaces directly on the coordinate measuring machine. Another highlight is the collision avoidance that looks ahead when working in a multiple machine network.
With Metrosoft QUARTIS R12 and the REVOTM SFP1 probe, roughness measurement is directly integrated into the measurement process of the coordinate measuring machine (Figure 1). The SFP1 roughness sensor aligns itself automatically with the work piece surface by rotating and swiveling in the A, B and C axis and measures the roughness among the defined measuring length, which is specified by appropriate parameters. Roughness profiles and roughness parameters can be inserted into a report and therefore be output together with other features (Figure 2).
1 | : Roughness Measurement of a cylinder with the measuring software Metrosoft QUARTIS R12 und and the probe REVOTM SFP1
2 | : Metrosoft QUARTIS Graphical User Interface- Roughness Measurement
3 | : Metrosoft QUARTIS: Multiple machine network in the automotive industry
WENZEL Presents New Measuring Software Metrosoft QUARTIS R12
Fully Automatic Roughness Measurement Directly on the Coordinate Measuring Machine
34
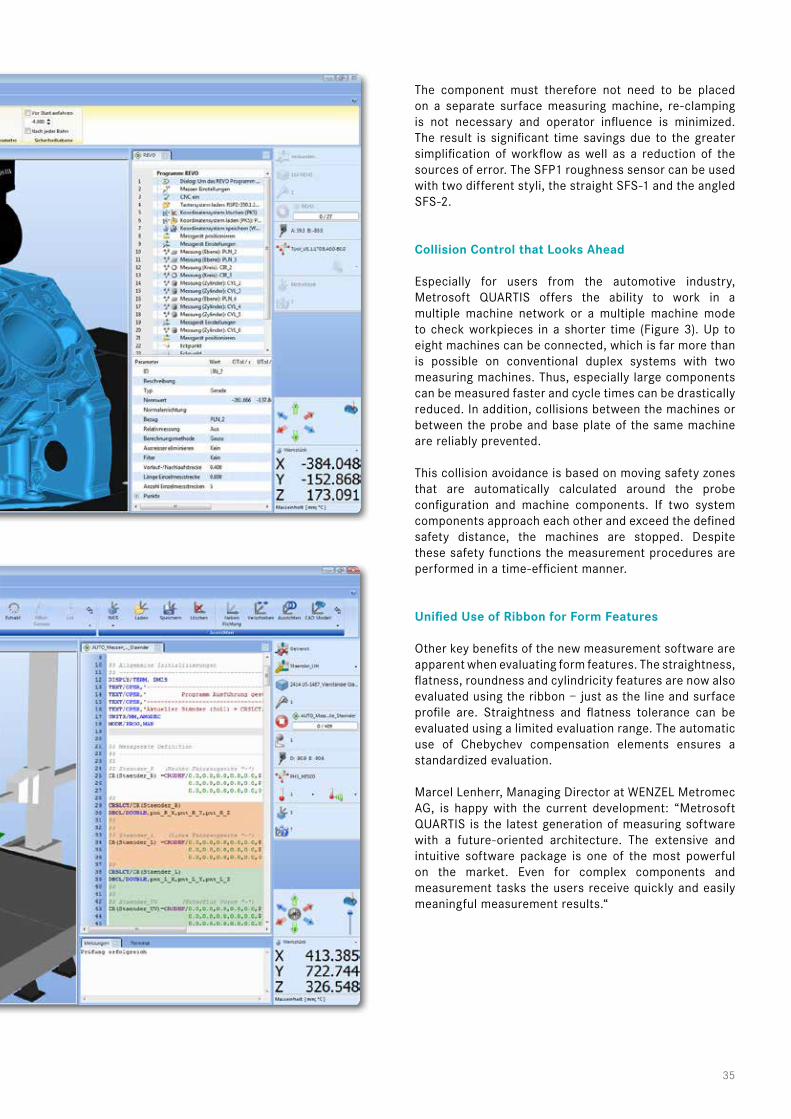
The component must therefore not need to be placed on a separate surface measuring machine, re-clamping is not necessary and operator influence is minimized. The result is significant time savings due to the greater simplification of workflow as well as a reduction of the sources of error. The SFP1 roughness sensor can be used with two different styli, the straight SFS-1 and the angled SFS-2.
Collision Control that Looks Ahead
Especially for users from the automotive industry, Metrosoft QUARTIS offers the ability to work in a multiple machine network or a multiple machine mode to check workpieces in a shorter time (Figure 3). Up to eight machines can be connected, which is far more than is possible on conventional duplex systems with two measuring machines. Thus, especially large components can be measured faster and cycle times can be drastically reduced. In addition, collisions between the machines or between the probe and base plate of the same machine are reliably prevented.
This collision avoidance is based on moving safety zones that are automatically calculated around the probe configuration and machine components. If two system components approach each other and exceed the defined safety distance, the machines are stopped. Despite these safety functions the measurement procedures are performed in a time-efficient manner.
Unified Use of Ribbon for Form Features
Other key benefits of the new measurement software are apparent when evaluating form features. The straightness, flatness, roundness and cylindricity features are now also evaluated using the ribbon – just as the line and surface profile are. Straightness and flatness tolerance can be evaluated using a limited evaluation range. The automatic use of Chebychev compensation elements ensures a standardized evaluation.
Marcel Lenherr, Managing Director at WENZEL Metromec AG, is happy with the current development: “Metrosoft QUARTIS is the latest generation of measuring software with a future-oriented architecture. The extensive and intuitive software package is one of the most powerful on the market. Even for complex components and measurement tasks the users receive quickly and easily meaningful measurement results.“
35
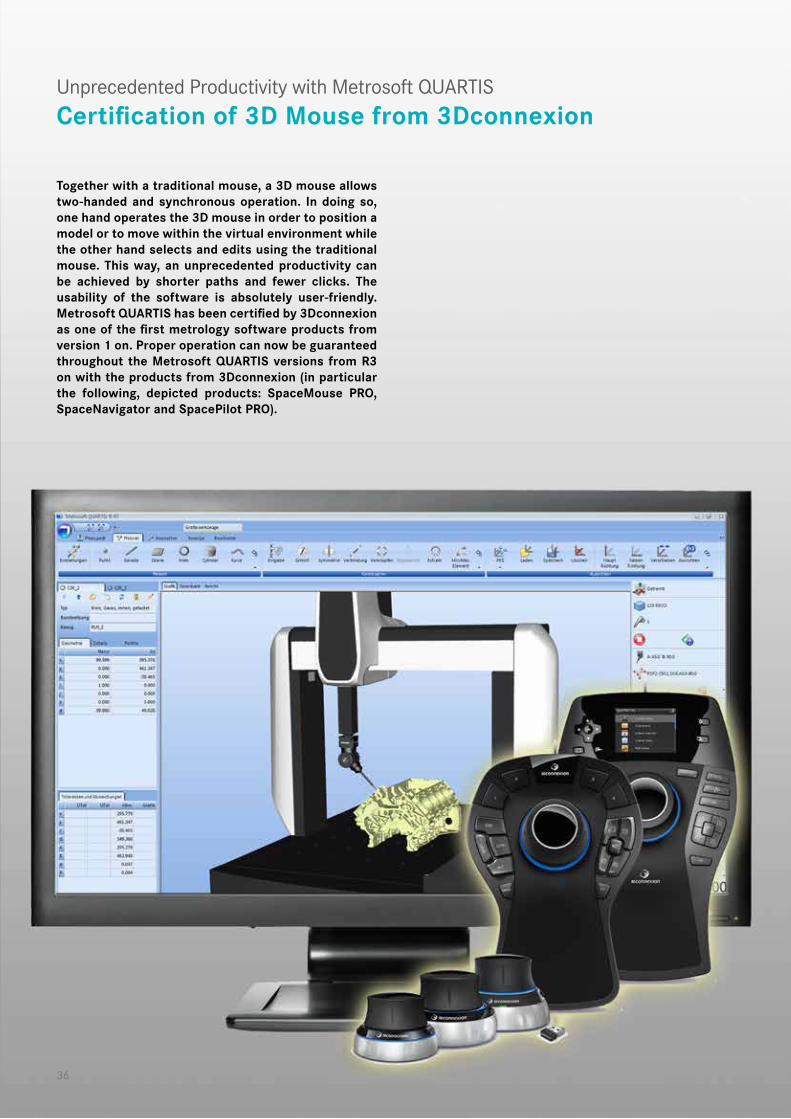
Together with a traditional mouse, a 3D mouse allows two-handed and synchronous operation. In doing so, one hand operates the 3D mouse in order to position a model or to move within the virtual environment while the other hand selects and edits using the traditional mouse. This way, an unprecedented productivity can be achieved by shorter paths and fewer clicks. The usability of the software is absolutely user-friendly. Metrosoft QUARTIS has been certified by 3Dconnexion as one of the first metrology software products from version 1 on. Proper operation can now be guaranteed throughout the Metrosoft QUARTIS versions from R3 on with the products from 3Dconnexion (in particular the following, depicted products: SpaceMouse PRO, SpaceNavigator and SpacePilot PRO).
Unprecedented Productivity with Metrosoft QUARTIS
Certification of 3D Mouse from 3Dconnexion
36
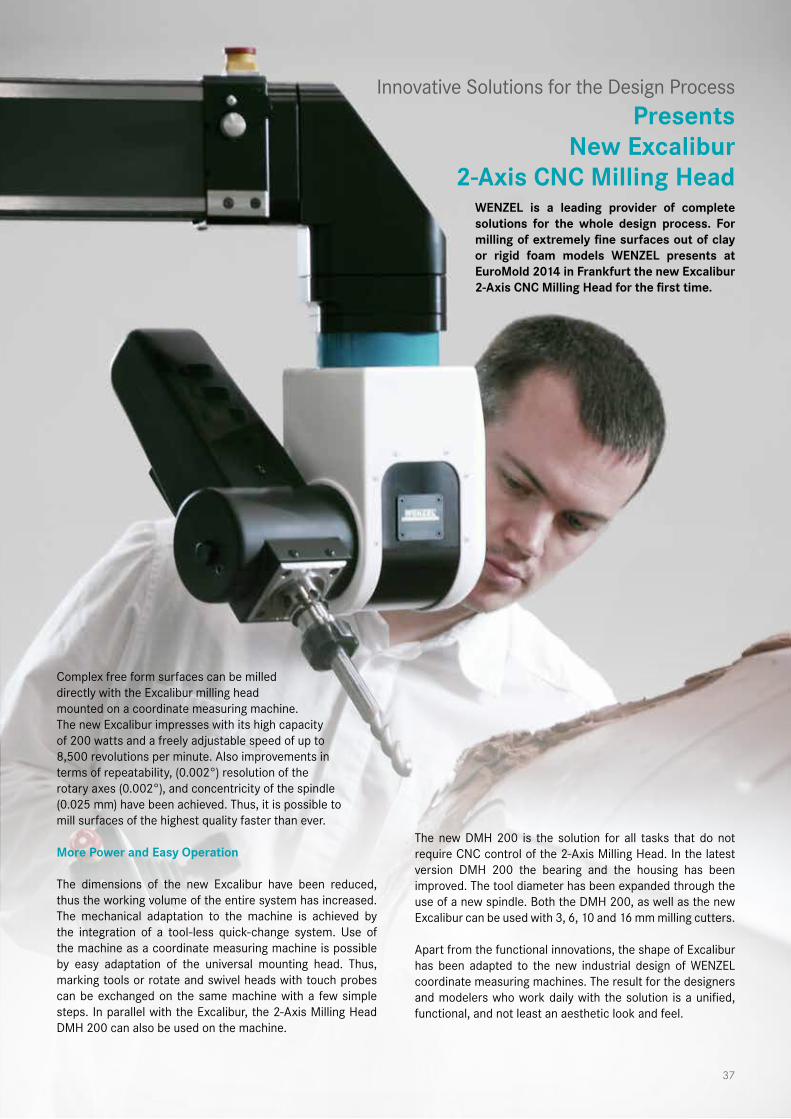
Innovative Solutions for the Design Process
PresentsNew Excalibur
2-Axis CNC Milling HeadWENZEL is a leading provider of complete solutions for the whole design process. For milling of extremely fine surfaces out of clay or rigid foam models WENZEL presents at EuroMold 2014 in Frankfurt the new Excalibur 2-Axis CNC Milling Head for the first time.
The new DMH 200 is the solution for all tasks that do not require CNC control of the 2-Axis Milling Head. In the latest version DMH 200 the bearing and the housing has been improved. The tool diameter has been expanded through the use of a new spindle. Both the DMH 200, as well as the new Excalibur can be used with 3, 6, 10 and 16 mm milling cutters.
Apart from the functional innovations, the shape of Excalibur has been adapted to the new industrial design of WENZEL coordinate measuring machines. The result for the designers and modelers who work daily with the solution is a unified, functional, and not least an aesthetic look and feel.
Complex free form surfaces can be milled directly with the Excalibur milling head mounted on a coordinate measuring machine. The new Excalibur impresses with its high capacityof 200 watts and a freely adjustable speed of up to8,500 revolutions per minute. Also improvements interms of repeatability, (0.002°) resolution of therotary axes (0.002°), and concentricity of the spindle(0.025 mm) have been achieved. Thus, it is possible tomill surfaces of the highest quality faster than ever.
More Power and Easy Operation
The dimensions of the new Excalibur have been reduced, thus the working volume of the entire system has increased. The mechanical adaptation to the machine is achieved by the integration of a tool-less quick-change system. Use of the machine as a coordinate measuring machine is possible by easy adaptation of the universal mounting head. Thus, marking tools or rotate and swivel heads with touch probes can be exchanged on the same machine with a few simple steps. In parallel with the Excalibur, the 2-Axis Milling Head DMH 200 can also be used on the machine.
37
Exhibitions and Events 2015
Visit us!
12.05. - 15.05.2015 MachTech Budapest Hungary
18.05. - 21.05.2015 RAPID Long Beach, CA USA
18.05. - 23.05.2015 FEIMAFE Sao Paulo Brazil
19.05. - 22.05.2015 MSV Nitra Nitra Slovakia
20.05. - 23.05.2015 Metaltech Kuala Lumpur Malaysia
25.05. - 29.05.2015 Metalloobrabotka Moscow Russia
09.06. - 12.06.2015 Mach Tool Poznan Poland
10.06. - 11.06.2015WENZEL Metrosoft
UsermeetingWiesthal Germany
24.06. - 27.06.2015 InterMold Thailand Bangkok Thailand
30.06 - 01.07.2015WENZEL Metrosoft
UsermeetingWiesthal Germany
07.07. - 10.07.2015 MTA Vietnam Ho Chih Minh City Vietnam
05.08. - 08.08.2015 MTT Expo Indonesia Jakarta Indonesia
26.08. - 28.08.2015 Control China Shanghai China
14.09. - 18.09.2015 MSV Brno BrnoCzech
Republic
29.09. - 01.10.2015 Toolex Sosnowiec Poland
05.10. - 10.10.2015 EMO Milan Italy
14.10. - 17.10.2015 T.I.B. Bucharest Romania
27.10. - 29.10.2015 Quality Show Chicago, IL USA
27.10. - 30.10.2015 PTC ASIA Shanghai China
05.11. - 07.11.2015 KALITE Istanbul Turkey
18.11. - 21.11.2015 Metalex Thailand Bangkok Thailand
02.12. - 05.12.2015 Manufacturing Indonesia Jakarta Indonesia
Exchange of experiences in Szczyrk, Poland
SuccessfulWENZEL User Meeting
The WENZEL User Meeting in Szczyrk in southern Poland took place on 15 and 16 October 2014. The fifty participants came from the automotive and automotive supplier industry, the aerospace and mechanical engineering. They traveled from all over Poland to the traditional event. In many lectures metrological knowledge was imparted on the main topic Geometric Dimensioning & Tolerancing according to ISO and ASME, and experiences were exchanged.
INSIDE WENZEL
38

Your Benefits through Metrosoft QUARTIS at a Glance:n The Multi-Function Tool Bar: Clearly designed working area for more effective workn The Contextual Tabs: The right functions just in timen The Live Preview: Anticipate the Resultn CAD Functionality: The basis for efficient measurementn Virtual Programming & Measuring: Measure where mechanical probing is not possiblen User Interface: Suitable for each taskn DMIS: Seamless integration into the QUARTIS programming environmentn Measure and Evaluate Curves: Your profiles and contours under controln Measuring against Nominal CAD Data: Seamless integration of free-formn Data Management: Clearly structured due to databasen Revolutionary Measurement Reports: Present your results optimallyn Duplex- and More-Column Measuring Machines: Simultaneous, synchronous, collision-freen Roughness Measurement: Economical with multi-sensor measuring machine
Special Offer
Metrosoft CM toQUARTIS Attack
Upgrade from Metrosoft CM to Metrosoft QUARTIS!Faster and Easier to Significant Measuring Results!
Benefit from our special promotion Metrosoft CM to QUARTIS Attack until and get the latest version of our measuring software Metrosoft QUARTIS. Your Metrosoft CM installation will also be updated, so that you can work parallel with both versions.
We will be pleased to advise you in all aspect and to send you our price information!Just send an e-mail to [email protected].
Exhibitions and Events 2015
Visit us!
12.05. - 15.05.2015 MachTech Budapest Hungary
18.05. - 21.05.2015 RAPID Long Beach, CA USA
18.05. - 23.05.2015 FEIMAFE Sao Paulo Brazil
19.05. - 22.05.2015 MSV Nitra Nitra Slovakia
20.05. - 23.05.2015 Metaltech Kuala Lumpur Malaysia
25.05. - 29.05.2015 Metalloobrabotka Moscow Russia
09.06. - 12.06.2015 Mach Tool Poznan Poland
10.06. - 11.06.2015WENZEL Metrosoft
UsermeetingWiesthal Germany
24.06. - 27.06.2015 InterMold Thailand Bangkok Thailand
30.06 - 01.07.2015WENZEL Metrosoft
UsermeetingWiesthal Germany
07.07. - 10.07.2015 MTA Vietnam Ho Chih Minh City Vietnam
05.08. - 08.08.2015 MTT Expo Indonesia Jakarta Indonesia
26.08. - 28.08.2015 Control China Shanghai China
14.09. - 18.09.2015 MSV Brno BrnoCzech
Republic
29.09. - 01.10.2015 Toolex Sosnowiec Poland
05.10. - 10.10.2015 EMO Milan Italy
14.10. - 17.10.2015 T.I.B. Bucharest Romania
27.10. - 29.10.2015 Quality Show Chicago, IL USA
27.10. - 30.10.2015 PTC ASIA Shanghai China
05.11. - 07.11.2015 KALITE Istanbul Turkey
18.11. - 21.11.2015 Metalex Thailand Bangkok Thailand
02.12. - 05.12.2015 Manufacturing Indonesia Jakarta Indonesia
39
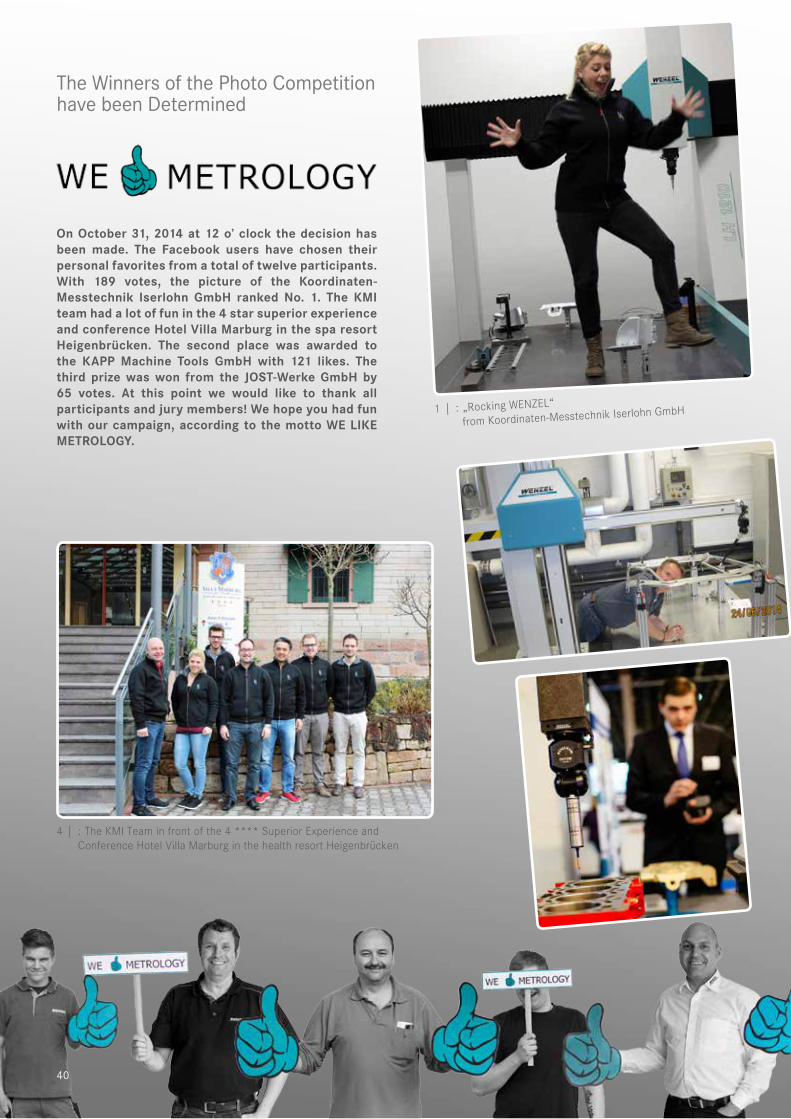
The Winners of the Photo Competitionhave been Determined
On October 31, 2014 at 12 o’ clock the decision has been made. The Facebook users have chosen their personal favorites from a total of twelve participants. With 189 votes, the picture of the Koordinaten-Messtechnik Iserlohn GmbH ranked No. 1. The KMI team had a lot of fun in the 4 star superior experience and conference Hotel Villa Marburg in the spa resort Heigenbrücken. The second place was awarded to the KAPP Machine Tools GmbH with 121 likes. The third prize was won from the JOST-Werke GmbH by 65 votes. At this point we would like to thank all participants and jury members! We hope you had fun with our campaign, according to the motto WE LIKE METROLOGY.
1 | : „Rocking WENZEL“
from Koordinaten-Messtechnik Iserlohn GmbH
4 | : The KMI Team in front of the 4 **** Superior Experience and Conference Hotel Villa Marburg in the health resort Heigenbrücken
40
2 | : „We measure each ‚Maß‘ - of course always alcohol free“
from KAPP Werkzeugmaschinen GmbH
3 | : „Hand-held coordinate measuring machine with manual probe“ from JOST-Werke GmbH
41

42
WENZEL Messtechnik Leipzig GmbH is a competent partner for 3D coordinate measuring technology. The subsidiary has metrology specialists on site with many years of experience and the strength of a leading manufacturer of metrology solutions. In the tech center in Leipzig, state-of-the-art measuring devices of all types are available for training and sub contract measurements. These are equipped with innovative sensors and reach a volumetric length measuring uncertainty MPEE [μm] of up to 1.5 + L/300.
Wide Range of Measurement Services
WENZEL Messtechnik Leipzig, Saxony
WENZEL Messtechnik Leipzig GmbHWiesenring 13 C04159 Leipzig
Area Sales Manager: Michael LandsmannPhone: +49 341 600769-0Mobil: +49 151 4404 [email protected]
In addition to the sales of coordinate and gear measuring machines, measuring software and sensors WENZEL Messtechnik Leipzig provides a variety of different measurement services:
n Measurement servicesn Defect detectionn Digitizingn Initial sample inspectionn Reverse Engineeringn Sub contract measurementn Prototype measurementn Mobile sub contract measurementn Software Training and demonstrations
Our experienced metrologists solve your measurement tasks quickly and easily. We are looking forward to your request:

IMPRESSUM
IMPRINT
EditorWENZEL Group GmbH & Co. KGWerner-Wenzel-StraßeD-97859 Wiesthal
ContactPhone: +49 6020 201-0Fax: +49 6020 [email protected]
Concept and DesignWENZEL Group GmbH & Co. KG
Picture Credits3Dconnexion GmbHAusbildung Koordinatenmesstechnik e. V.FotoliaFritz Stepper GmbH & Co. KGKAPP Werkzeugmaschinen GmbHLometec GmbH & Co. KGRenishaw plcRolf NachbarVolkswagen AGWENZEL Group GmbH & Co. KG
The copyright belongs to the respective photographers.
Reprints, duplication or reproduction are only allowed with written permission of WENZEL Group GmbH & Co. KG.
WEN
ZEL_
Met
rolo
gy-W
orld
_GB_
01_2
0AE0
5 |
© W
ENZE
L G
roup
Gm
bH &
Co.
KG
Subj
ect t
o te
chni
cal m
odifi
catio
n an
d to
cha
nges
in s
cope
and
des
ign.
Purchase and Sale of Used CMMs