value stream mapping€¦ · value stream mapping icons information flow icons material flow icons...
TRANSCRIPT

1. Purpose of MIFC (Material Flow Chart; Value Stream Maps)
2. How to draw MIFC (how to grasp the current condition)
3. MIFC / VSM Examples
EDMM 4870
Value Stream Mapping
1

Value StreamMapping Icons
INFORMATIONFLOW ICONS
MATERIALFLOW ICONS
Press
ManufacturingProcess
Heat Treat
ManufacturingProcess Shared
XYZ Corp.
Outside Sources
C/T= 25
C/O= 40
2 Shifts
Takt= 1s
Data Box
Inventory Box
PUSH Arrow
Finished Goods to Customer
Supermarket
Physical Pull
Manual Info Flow
Electronic Info Flow
Weekly Schedule
Schedule
Withdrawal Kanban
Production Kanban
Load Leveling
Signal Kanban
Kanban Post
Sequenced Pull Ball
GENERALICONS
Kaizen Lightening Burst
Buffer or Safety Stock
First-In-First-OutSequence Flow
F I F O
Operator
Go See ProductionScheduling
Move byForklift
QQuality
Problem
2X perWeek
Truck Shipment
Boat Shipment
Value StreamMapping Icons
INFORMATIONFLOW ICONS
MATERIALFLOW ICONS
Press
ManufacturingProcess
Heat Treat
ManufacturingProcess Shared
XYZ Corp.
Outside Sources
C/T= 25
C/O= 40
2 Shifts
Takt= 1s
Data Box
Inventory Box
PUSH Arrow
Finished Goods to Customer
Supermarket
Physical Pull
Manual Info Flow
Electronic Info Flow
Weekly Schedule
Schedule
Withdrawal Kanban
Production Kanban
Load Leveling
Signal Kanban
Kanban Post
Sequenced Pull Ball
GENERALICONS
Kaizen Lightening Burst
Buffer or Safety Stock
First-In-First-OutSequence Flow
F I F O
Operator
Go See ProductionScheduling
Move byForklift
QQuality
Problem
2X perWeek
Truck Shipment
Boat Shipment
Value StreamMapping Icons
INFORMATIONFLOW ICONS
MATERIALFLOW ICONS
Press
ManufacturingProcess
Heat Treat
ManufacturingProcess Shared
XYZ Corp.
Outside Sources
C/T= 25
C/O= 40
2 Shifts
Takt= 1s
Data Box
Inventory Box
PUSH Arrow
Finished Goods to Customer
Supermarket
Physical Pull
Manual Info Flow
Electronic Info Flow
Weekly Schedule
Schedule
Withdrawal Kanban
Production Kanban
Load Leveling
Signal Kanban
Kanban Post
Sequenced Pull Ball
GENERALICONS
Kaizen Lightening Burst
Buffer or Safety Stock
First-In-First-OutSequence Flow
F I F O
Operator
Go See ProductionScheduling
Move byForklift
QQuality
Problem
2X perWeek
Truck Shipment
Boat Shipment
Value StreamMapping Icons
INFORMATIONFLOW ICONS
MATERIALFLOW ICONS
Press
ManufacturingProcess
Heat Treat
ManufacturingProcess Shared
XYZ Corp.
Outside Sources
C/T= 25
C/O= 40
2 Shifts
Takt= 1s
Data Box
Inventory Box
PUSH Arrow
Finished Goods to Customer
Supermarket
Physical Pull
Manual Info Flow
Electronic Info Flow
Weekly Schedule
Schedule
Withdrawal Kanban
Production Kanban
Load Leveling
Signal Kanban
Kanban Post
Sequenced Pull Ball
GENERALICONS
Kaizen Lightening Burst
Buffer or Safety Stock
First-In-First-OutSequence Flow
F I F O
Operator
Go See ProductionScheduling
Move byForklift
QQuality
Problem
2X perWeek
Truck Shipment
Boat Shipment
Value StreamMapping Icons
INFORMATIONFLOW ICONS
MATERIALFLOW ICONS
Press
ManufacturingProcess
Heat Treat
ManufacturingProcess Shared
XYZ Corp.
Outside Sources
C/T= 25
C/O= 40
2 Shifts
Takt= 1s
Data Box
Inventory Box
PUSH Arrow
Finished Goods to Customer
Supermarket
Physical Pull
Manual Info Flow
Electronic Info Flow
Weekly Schedule
Schedule
Withdrawal Kanban
Production Kanban
Load Leveling
Signal Kanban
Kanban Post
Sequenced Pull Ball
GENERALICONS
Kaizen Lightening Burst
Buffer or Safety Stock
First-In-First-OutSequence Flow
F I F O
Operator
Go See ProductionScheduling
Move byForklift
QQuality
Problem
2X perWeek
Truck Shipment
Boat Shipment
EDMM 4870
Common Value Stream / Material Information Chart Icons
2

Purpose of a VSM /MIFC
EDMM 4870
3

See current level of JIT - Problems (stagnation) on shop floor
Get Flow and Stagnation of Material and
Information from the Location (Gemba)
Do Kaizen to reduce
the problem
(stagnation)
Improve JIT = Lead Time reduction
Make Problem
Visible
See FUTURE
EDMM 4870
Use VSM /MIFC, to find problems quickly & show simply.
4

Rules to follow:
1. Start at the “End”, the Shipping Warehouse. (Follow the philosophy
of “Pull”)
2. Try to avoid asking team members questions to get your
answers….using the “Gemba” approach, you will learn better by
investigating and seeing and doing it yourself.
3. Ask yourself, “I wonder how this got here?”…and follow the
evidence backwards.
4. Use pencil and paper and be willing to keep making corrections.
5. Test what you have developed. “Go and see” on a different shift or
with different team members and determine if the flow remains the
same.
"Having no problems is the biggest problem of all.” – Taiichi Ohno
EDMM 4870
5

Example of a Material & Information Flow Chart
W
1-2-2
W
1-4-4
2 times/ Shift
(8:00,13:00)
2 times / Shift
(9:00,14:00)
引引
W仕I
仕I Lot Production
5 Kanban/lot
Parts withdrawal Kanban
Parts withdrawal Kanban
A Plant
B Plant
Lots
Product staging/
Shipping Area
Production instruction
Kanban
Assemble Line
Lead time 16Hr
Material Flow
Information Flow
What is moved?, When?, from Where to
Where?, When?, by Who?, How Much?, How
Moved?,
EDMM 4870
6

What is the proper attitude for performing a MIFC?
➢ “Always ask about the “parts” and “process”
➢ Clarify the need and the purpose?
Do not believe the information from people or documents / records
about the process unconditionally.
- (SEE with your own eyes)
- Confirm facts with Genchi Genbutsu: Go-See, Understand Deeply
- Sort out the problems with Genchi Genbutsu considering the need
and the purpose of Kaizen.
➢ Capture the Real condition, not how it is supposed to be.
- If your MIFC does not reflect the facts from the process it is
worthless.
- Use Symbols to simplify drawing (See Handout)
EDMM 4870
7

Some basic
symbols, How to
use
Can develop your own
symbols, but using
common symbols
makes Yoketen easier.
Key =
1. YOU can understand
(see) Material &
Information Flow.
2. OTHERS can
understand (see)
Material & Information
Flow from your chart.
3. Problems Exposed
Term Symbols Example Use/DescriptionDesignation of Information and Material Flow w ithin a Production System
Information Flow (This representation w ithout frequent pull)
Material Flow
Information (Electronic)
A Production Instruction Kanban is used to authorize the start of production
Production at a production process.
Instruction Kanban
A Parts Withdraw al Kanban indicates the timing and quantity for a Team
Parts member at one process to pickup a new supply of parts from a preceding
Withdrawal process.
Kanban
A type of Production Instruction Kanban used to inform that the reorder
Signal Kanban point has been reached and a part or material lot needs to be replaced.
Construction of production lots of predetermined sizes.
Lot
Making
Board / Box
Identif ies a centralized location w here kanbans are placed for pickup.
Kanban
Post Kanban Post
- sequenced
-or-
Kanban
Cycle X-Y-Z
withdrawl kanban Qty per day * (x) * (z+1)/y + Safety
calculation capacity per box
Customer
SupplierProduction
Control
Forecast Firm/Unf irm) Customer Order
3
Stamping
Paint
3
3
Paint
X - Delivery frequency in Days -(1 Day)
Y - Deliveries in "X" Days (8 Delivery cycles/Day)
Z - Delivery Delay after Kanban has been sent(Parts for this kanban w ill be delivered 4 cycles after
kanban sent)
1 - 8 - 4
3
Mold
3
Mold Assy.
3
3
Mold Assy.
3
3
Paint
Lot Making Board
I
W
EDMM 4870
8

Term Symbols Example Use/DescriptionDesignation of Information and Material Flow w ithin a Production System
Information Flow (This representation w ithout frequent pull)
Material Flow
Information (Electronic)
A Production Instruction Kanban is used to authorize the start of production
Production at a production process.
Instruction Kanban
A Parts Withdraw al Kanban indicates the timing and quantity for a Team
Parts member at one process to pickup a new supply of parts from a preceding
Withdrawal process.
Kanban
A type of Production Instruction Kanban used to inform that the reorder
Signal Kanban point has been reached and a part or material lot needs to be replaced.
Construction of production lots of predetermined sizes.
Lot
Making
Board / Box
Identif ies a centralized location w here kanbans are placed for pickup.
Kanban
Post Kanban Post
- sequenced
-or-
Kanban
Cycle X-Y-Z
withdrawl kanban Qty per day * (x) * (z+1)/y + Safety
calculation capacity per box
Customer
SupplierProduction
Control
Forecast Firm/Unf irm) Customer Order
3
Stamping
Paint
3
3
Paint
X - Delivery frequency in Days -(1 Day)
Y - Deliveries in "X" Days (8 Delivery cycles/Day)
Z - Delivery Delay after Kanban has been sent(Parts for this kanban w ill be delivered 4 cycles after
kanban sent)
1 - 8 - 4
3
Mold
3
Mold Assy.
3
3
Mold Assy.
3
3
Paint
Lot Making Board
I
W
Term Symbols Example Use/DescriptionDesignation of Information and Material Flow w ithin a Production System
Information Flow (This representation w ithout frequent pull)
Material Flow
Information (Electronic)
A Production Instruction Kanban is used to authorize the start of production
Production at a production process.
Instruction Kanban
A Parts Withdraw al Kanban indicates the timing and quantity for a Team
Parts member at one process to pickup a new supply of parts from a preceding
Withdrawal process.
Kanban
A type of Production Instruction Kanban used to inform that the reorder
Signal Kanban point has been reached and a part or material lot needs to be replaced.
Construction of production lots of predetermined sizes.
Lot
Making
Board / Box
Identif ies a centralized location w here kanbans are placed for pickup.
Kanban
Post Kanban Post
- sequenced
-or-
Kanban
Cycle X-Y-Z
withdrawl kanban Qty per day * (x) * (z+1)/y + Safety
calculation capacity per box
Customer
SupplierProduction
Control
Forecast Firm/Unf irm) Customer Order
3
Stamping
Paint
3
3
Paint
X - Delivery frequency in Days -(1 Day)
Y - Deliveries in "X" Days (8 Delivery cycles/Day)
Z - Delivery Delay after Kanban has been sent(Parts for this kanban w ill be delivered 4 cycles after
kanban sent)
1 - 8 - 4
3
Mold
3
Mold Assy.
3
3
Mold Assy.
3
3
Paint
Lot Making Board
I
W
Some basic symbols,
How to use
Can develop your own
symbols, but using
common symbols makes
Yoketen easier.
Key =
1. YOU can understand
(see) Material &
Information Flow.
2. OTHERS can
understand (see)
Material & Information
Flow from your chart.
3. Problems Exposed
EDMM 4870
9

Before Condition (Problem Identif ication)
Process
Characteristics
This symbol is used to show one for one (sequence) order is maintained.
Sequence
FIFO Material Flow
(First In --> First Out)
Production sequence
or - Delivery Seq.
plan
Tablet*
*Tool that is sent to beginning of process when product removed
and authorizes release of next product - controls total # in process
SIPS
Standard In Process
Stock
Mold
Long C/OTime=60'
1
ØØØØ
Ø
Ø
Auto
Weld
1
EDMM 4870
10

Identif ies outside Suppliers (Parts or Materials).
Supplier Parts or
Materials, or outside
Processing
Each block represents one process.
Manufacturing Designates:
Process 1 x 1 or 1 kanban X 1 kanban.
on Line Each block represents one process.
Designates:
Batch Production
Material or Information
Stagnation
no rule - random
Temporary Store
Store
Material or parts pushed to the next process or operation w ith no
Push reference to need.
Material
Flow
Material Pull w ithout Heijunka Box
Information Pull
Material
Pull
Option Process
Only some % goes
through option
process
Frequent Material w ithdraw al using Heijunka box.
Frequent
Withdrawal
Material
Pull
Tool to level production by Volume & Variety over a specif ic amount of time.
Heijunka
Box
Assy Shipping
Staging Area
Assy.
3
Heijunka
A
BC
Assy
33
Staging
3
Cust.
Note: Identify Pitch 5'
A
B
C
3
StageAssy
Production Control
Bumper load
masking
punch
80%
20%
Supplier Customer
Assy.
1 wk
Accumulation location for parts or material directly follow ing a process or operation w ith predetermined quantity requirements.
Variety Size
StampingSupplier Assembly Customer
N=2 diff parts N=4 diff parts
Stamping Stamping Stamping Stamping
Max Qty = 2 Max Qty = 10
Heijunka Box
1 hr
5 hr
Identif ies material or information stagnation. Size of symbol show s
amount of stagnation.
Body Weld
part1xqty
part2xqty
part3xqty
A
B
C
Heijunka Box
EDMM 4870
11

Identif ies outside Suppliers (Parts or Materials).
Supplier Parts or
Materials, or outside
Processing
Each block represents one process.
Manufacturing Designates:
Process 1 x 1 or 1 kanban X 1 kanban.
on Line Each block represents one process.
Designates:
Batch Production
Material or Information
Stagnation
no rule - random
Temporary Store
Store
Material or parts pushed to the next process or operation w ith no
Push reference to need.
Material
Flow
Material Pull w ithout Heijunka Box
Information Pull
Material
Pull
Option Process
Only some % goes
through option
process
Frequent Material w ithdraw al using Heijunka box.
Frequent
Withdrawal
Material
Pull
Tool to level production by Volume & Variety over a specif ic amount of time.
Heijunka
Box
Assy Shipping
Staging Area
Assy.
3
Heijunka
A
BC
Assy
33
Staging
3
Cust.
Note: Identify Pitch 5'
A
B
C
3
StageAssy
Production Control
Bumper load
masking
punch
80%
20%
Supplier Customer
Assy.
1 wk
Accumulation location for parts or material directly follow ing a process or operation w ith predetermined quantity requirements.
Variety Size
StampingSupplier Assembly Customer
N=2 diff parts N=4 diff parts
Stamping Stamping Stamping Stamping
Max Qty = 2 Max Qty = 10
Heijunka Box
1 hr
5 hr
Identif ies material or information stagnation. Size of symbol show s
amount of stagnation.
Body Weld
part1xqty
part2xqty
part3xqty
A
B
C
Heijunka Box
12

EDMM 4870
Exercise #01
We will follow one product through a simple process. Your company takes a piece of 22 gauge steel that has been
heat treated by your supplier and will deliver it to you in quantities of 5,000 piece bundles (bundles weigh over 500
pounds).
Once they arrive, they are off loaded from a semi trailer, which takes about 30 minutes, and placed in an area near
the receiving dock, until the paperwork, which is sent to the materials department has been cleared; this usually is
about 2 hours. Only then will the material be moved to a warehouse where they are stored until they are needed;
about 10 minutes. They generally sit in the WH for 5 days.
A Master Schedule is updated each morning and the sheets are pulled for each order. For this example, the
requirement is 200 pieces, but the bundle is 500, so all 500 will go to the process. The time from the warehouse to the
trimming department is 20 minutes, where each piece is manually fed into a series of trimming machines, that
ensures the piece is truly square; value add time is 5 seconds per side; 4 sides. After this performed which has a
cycle time of 60 seconds, the parts are restacked and bundled and sat near the process to be picked up by a fork
truck. The team member in the cell manually writes the number of finished parts that were good (198), the two pieces
that were scrapped for a miss-load into the trimmer and this paper is sat on the bundle. The supervisor uses a radio to
call a fork truck driver to retrieve the material back to the warehouse (10 minutes) The ‘Production” paper work will be
taken by the fork truck driver back to the materials team, so they can enter this into their computer.
By the end of the trimming process, how long (in time) is the “Value Stream” and what % of time
has been value added?13

EDMM 4870
Materials
Department
Trimming; 60
seconds
Fork Truck
Dispatch
30m 2h 10m 5d 20m 20s
To convert to
seconds; 30 x
60 = 1,800
To convert to
seconds; 2 x
3,600 = 7,200
To convert to
seconds; 5 x
86,400 = 432,000
1,800 + 7,200 + 600 + 432,000 + 1,200 +60 = 442,860s.
20 seconds of value (trimming)
442,860 seconds
0.0045%
Summary:
In over 5 days and 3
hours; one unit has
20 seconds of value
added to it.
99.55% no value
added.14

FAX-
a. How is Order information Received?
Kanban, Fax, e-mail, electronically, etc….
b. What is Frequency of Order Transmission? – Kanban cycle, once a week
– When is the order information received
by e-Kanban, how long stagnating (Bus. Hrs)
c. Are the parts sold by Heijunka?Is there fluctuation in the information?
(customer, each trucks, each parts)
Prog.
Elect.W
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 1; How is the
Customer Ordering?
15

a. How is product staging and shipping connected? Product staging area : the place to collect products for only one truck based on order information
(When order prepared vs. ship?) Shipping area : the place to load the products collected at staging
area to truck. (when do the product ship?)
c. How are the products
delivered to the final
destination?By Direct or Consolidation system?
(if Consolidation, what is the stagnation for this?)
Does the truck run at equal intervals?
(have to confirm the schedule)
b. Is the Product staging area and Shipping area separated or not?Same area: Are there individual designated truck lanes? (Are there one or more?)
Separated : Is there a work Instruction? schedule? ( What, Qty, When, and How many trucks,
Visible status? Can you see status: i.e., ahead or behind?)
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 2; What is happening to the product right before it ships?
16

C. How often are the products withdrawn?
How much?Make the pace of the production (TT, TCT) ;
Scheduled quantity conveyance (1box/time)
Frequent conveyance ;
Scheduled time conveyance; 15minutes / time?
24times / shift ?
1 turck
B. How is the order information changed to collection information?
Heijunk
a
post
When do T/Ms start to withdraw?
How long to complete?.or put together the order
information for one
truck
list
a. Is there any instruction to withdraw
from the ‘following process’?
kanban listor Or ?W
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 3; What is happening to the product before shipping?
17

Store (by parts number ) Sequence store (by order seq) No rule -
random
a. How are the finished products managed?
b. How much capacity do the racks
have?
Method for determining the number
of shelves / rows: rows – product
type; depth
a) quantity withdrawn
b) lead time from start to output.
Ultimate goal of Kanban to keep only one
(1) piece for each type of product; i.e.,
high frequency and short lead time.
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 4; How are the finished good being managed?
18

a. What triggers production? (instruction)
Fill-Up System of production by Kanban?
Electrical signal , Instruction information by sequence?
By the desire of the Supervisor?
b. How does the instruction
work and travel?
Is Kanban One by One (1 X 1)?
When lots are made, are products
produced in same sequence?
When the information is collected,
is production started or delayed?
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 5; What is the production
Instruction Method?
19

Staging
Area
WI
Types of Production Instruction
Type A (Fill-Up production)
Withdrawal
Kanban
Process
Product
collection
Area
Production instruction Kanban Submit order and quickly
receive product (Short Lead
time)
Fill-Up Production Instruction ① 1 by 1 production
② Lot production
a) Fixed-Quantity
b) Fixed-Period
Parts are made in the sequence of orders to fill up only the amounts sold (kanban x kanban).
(Requires Production Repeatability.)
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 5; Production Methods; explained:
20

Process1 Process2
◎
◎ ◎
◎
◎
◎
◎ ◎ ◎ ◎
Type B Order- Sequential production Capability of making items 1 X 1 is required.
Tablet – tool that is sent to beginning of process when product removed and authorizes
release of next product – controls total quantity in process.
Longer Lead Time
required for Production
(Production
sequence plan) (Tablet)
Raw material
(Collection
sequence plan)
Staging
Area
Must be able to produce items after receipt of orders in the sequence of the orders, so as
not to disrupt the production sequence.
Types of Production InstructionEDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 5; Production Methods; explained:
21

It is intrinsically the best to make all items after receipt of purchase orders. Since such a production system
cannot level the workloads, a fill-up production system is applied to maintain a leveled production.
◎
◎Process
W
I
Card
Quantity of
items sold
(Filling-up) (Production to order)
Part number
Avoid excessive inventory of items.
Regular productionService parts or specially ordered production
Production sequence plan
Withdrawal
Kanban Production instruction Kanban
Staging Area
Delivery sequence plan
Types of Production Instruction
Type C (Combination of types A and B) Fill-Up production + Sequential production (total quantity control)
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
22

a. What is the machine capacity?
Compare T.T with MCT, Understand
Operational Availability & defect ratio
How to draw MIFC
b. How much Standard In-Process stock is required?
Manual Machine / Automatic Machine - How many for machine type & T/M flow?
Auto machine: Understand the machine process AND the Conveyance Process requirements
c. How long is the
Processing Lead Time?
Stagnation Time; Takt Time = 1 Min.,
Making parts = 27 parts
Total Time = 27 Min)
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 6; What is performance of the Production Process & Lead time(s)?
23

How to draw MIFC
a. Pull System or Push System of Production
b. What is the Authorization to start conveyance?
What Conveyance Rule is being Used?
a) Scheduled time (30min), b) Scheduled Quantity(1 box), c) Human Intervention?
c. What equipment is
used for conveyance?
Forklift truck, Tugger,
Tugger & Dollies, AGV,
Manual Carts?
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 7; What is method of
conveyance? Connection? Pathway?
24

How to draw MIFC
a. How to place an order with the supplier?
b. How are the parts delivered from
the supplier to the plant?
Direct, Milk run or Cross dock ?
Kanban, Fax, e-mail, electronically, frequency, Division # etc….
Inventory level, unload time・・・
Frequency of delivery?
EDMM 4870
Eight (8) Step Approach for Developing a MIFC /VSM;
Step 8; What are the Logistics
with the Supply Base?
c. How long is Supplier Lead time?
25
Production L/T
(Process)
Store of completed parts
Line
Total Lead Time
Material Stag.
① Information Stag.
② Information Stag
Production Line
Processing L/T
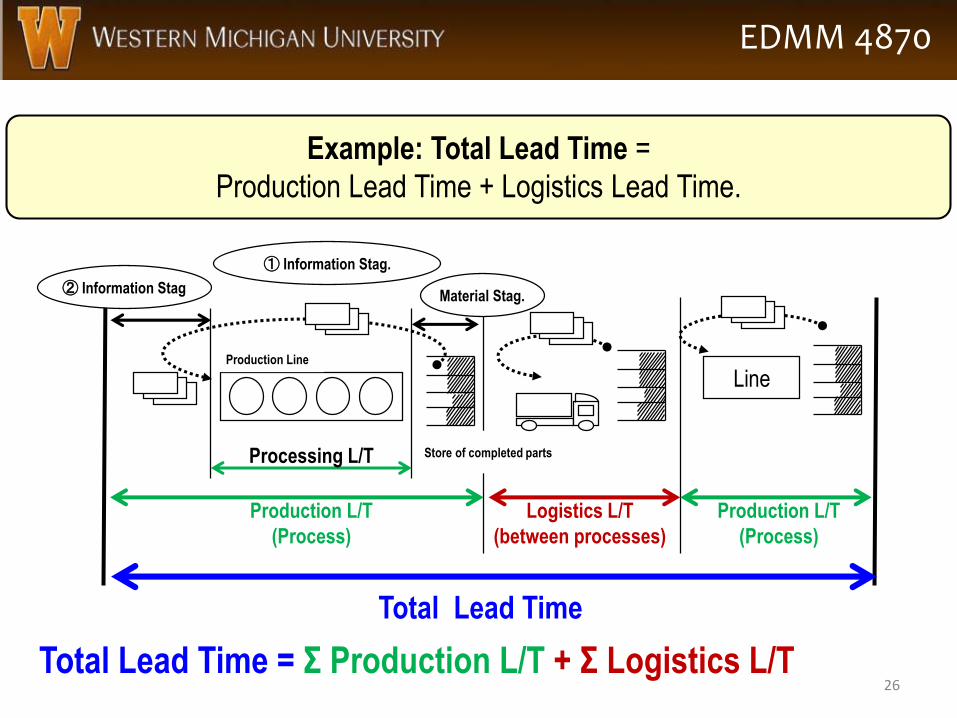
Example: Total Lead Time =
Production Lead Time + Logistics Lead Time.
Logistics L/T
(between processes)
Production L/T
(Process)
Total Lead Time = Σ Production L/T + Σ Logistics L/T
How to draw MIFC EDMM 4870
26

Production Lead Time=①+②+③+④+⑤+⑥+⑦+⑧
⑤ Processing Lead Time
① Inventory of completed parts
② Info. waiting collection ③ Info. waiting for Lot④ Production Instruction
Waiting
⑦ Emergency (Safety Stock)
stock ⑥ Inventory for
fluctuation (Buffer)
⑧ Inventory for different shift
Operating Times
Production Lead Time is a common measure that can show the result of your Kaizen.
Production Lead time for Pull SystemDefinition: When a P/I Kanban is pulled and produced back to store to when the Kanban is pulled again
How to draw MIFC EDMM 4870
27

Methods for Production Lead Time Reduction
Method for
Lead time reduction
① Withdraw high frequency
② Collect high frequency
→don’t use collecting post
③ Produce in small lots
④ Reduce Change over time
⑤ Reduce non-Processing
parts (Buffer–SIPS)
⑥ Reduce withdrawal fluctuation
⑦ Improve the stability of
the line
⑧ Improve production capacity Production Lead Time
= ①+②+③+④+⑤+⑥+⑦+⑧
①inventory of completed parts
②waiting collection ③waiting formed Lot④waiting production
instruction
⑤Processing Lead Time
⑦ Emergency (Buffer)
stock
⑥ Inventory for
fluctuation (Safety
Stock)
⑧ Inventory for different
shift Operating Times
EDMM 4870
28
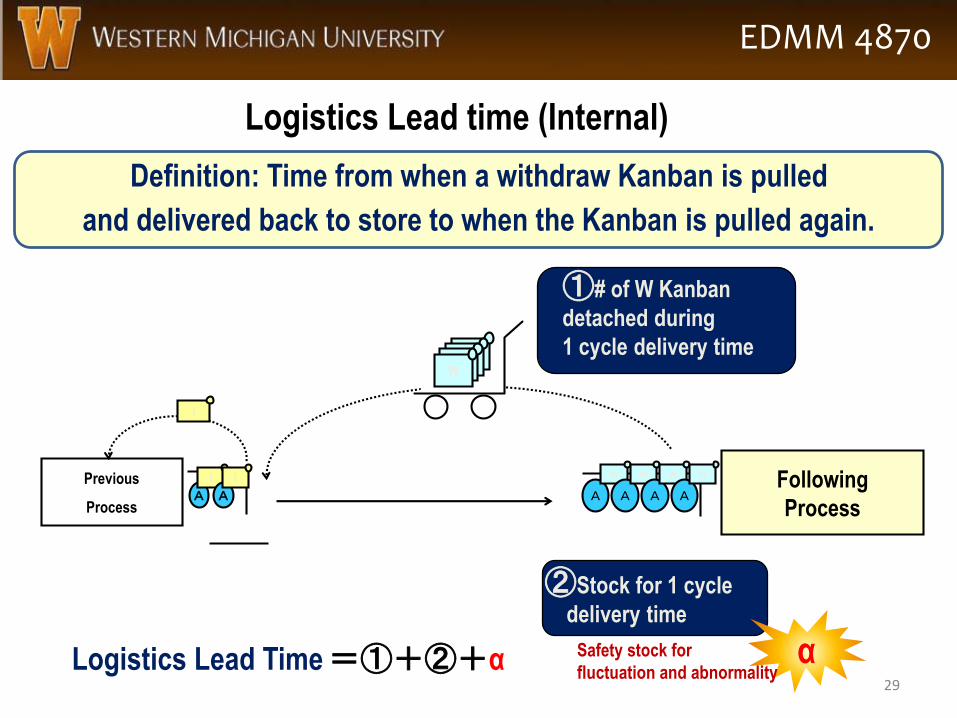
Logistics Lead time (Internal)
Logistics Lead Time=①+②+α
Following
Process
Previous
Process
I
②Stock for 1 cycle
delivery time
A
W
引引引W
A
W
A
W
A
W
A
I
A
I
①# of W Kanban
detached during
1 cycle delivery time
αSafety stock for
fluctuation and abnormality
Definition: Time from when a withdraw Kanban is pulled
and delivered back to store to when the Kanban is pulled again.
EDMM 4870
29

仕入先Line
引取引取W
Staging
Production
①Supplier lead
Time
Supplier
⑥Kanban
Scanning
time
⑤Kanban
collecting time
④Stock at
line side
③Internal
conveyance time
②Unload time
Assembly Plant
Logistics Lead time (External)
Logistics Lead Time
=①+②+③+④+⑤+⑥+α Safety stock for
fluctuation and abnormal
α1 α6
α5
α4
α3
α2
Definition; Time when a withdraw Kanban is pulled
and delivered back to store to when the Kanban is pulled again.
EDMM 4870
30

Heijunka of production
instruction
⑤ even pitch collecting
Even pitch truck schdule
④ review safety inventory
③ reduce fluctuation of
delivery volume
resolve traffic jams
② arrangement of empty
box and dolly
① High frequency,
Reduce delivery delay
Reduce QPC
Method for Logistics L/T Reduction
引取引取W
Production
Logistics Lead Time
= ①+②+③+④+⑤+⑥+α
Supplier
Assembly Plant
① External Delivery time
②Unload time
③Internal
conveyance time
④Stock at
line side
⑤Kanban
collecting time
⑥Kanban
Scanning time
Method for L/T reduction
EDMM 4870
α1
α6 α5
α3
α2α4
31
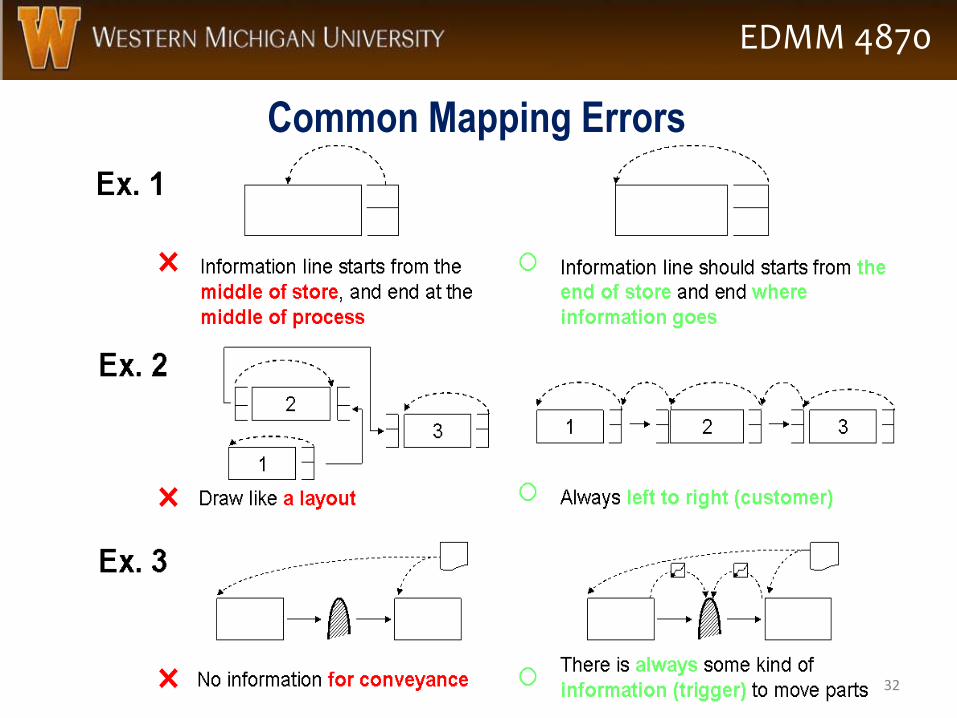
Common Mapping Errors
EDMM 4870
32

EDMM 4870
Common Mapping Errors
33

Kaizen points to consider
① Consider how to make & provide production
instructions.
② Consider Continuous flow and Smooth flow.
③ Consider store location in the flow.
④ Consider Inventory levels.
EDMM 4870
34

EDMM 4870
Exercise
Important principles of Mapping the flow:• Nothing moves on it’s own. There is something that needs to initiate the material to move
• Movement of the material, is almost always a “Waste”.
• When performing a value analysis, there are several denominators that are able to be used;
o Departmental
o Business Area
o Entire Plant
However, each denominator must have the numerator calculating the “Value”. So, if in a Department, the
value added is 120 seconds, and time in the Department is 3 hours, than the value is 120 seconds divided
by 3 hours. Similarly, if the Business area (which includes the above mentioned department, as 4 minutes
and 15 seconds, you can not keep using the Departmental time of 3 hours, now you must use the Business
Group; which happens to be 2 days, 8 hours and 40 minutes.
Representation of a
Department. 120
seconds of value and 3
hours of total time.
35