tratamientos térmicos
TRANSCRIPT
Tratamientos térmicos y superficiales. La corrosión.
¿Qué es un tratamiento térmico? ¿Cómo mejorar las propiedades de los materiales? ¿En qué consisten los principales tratamientos
térmicos? ¿Qué es la corrosión? ¿Cómo se puede evitar?
Tratamientos térmicos
Los tratamientos térmicos son procesos donde únicamente se utiliza la temperatura como magnitud variable modificadora de la microestructura y constitución de los metales y aleaciones.
Los tratamientos térmicos tratan de mejorar las propiedades mecánicas de los metales y aleaciones, se puede variar la dureza, la ductilidad, la plasticidad o la resistencia mecánica. Estos tratamientos pueden ser:
Temple Recocido Revenido
En algunos tratamientos térmicos se emplean técnicas en las que se modifica la composición química de una capa superficial y a estos se les denomina tratamientos termoquímicos o superficiales.
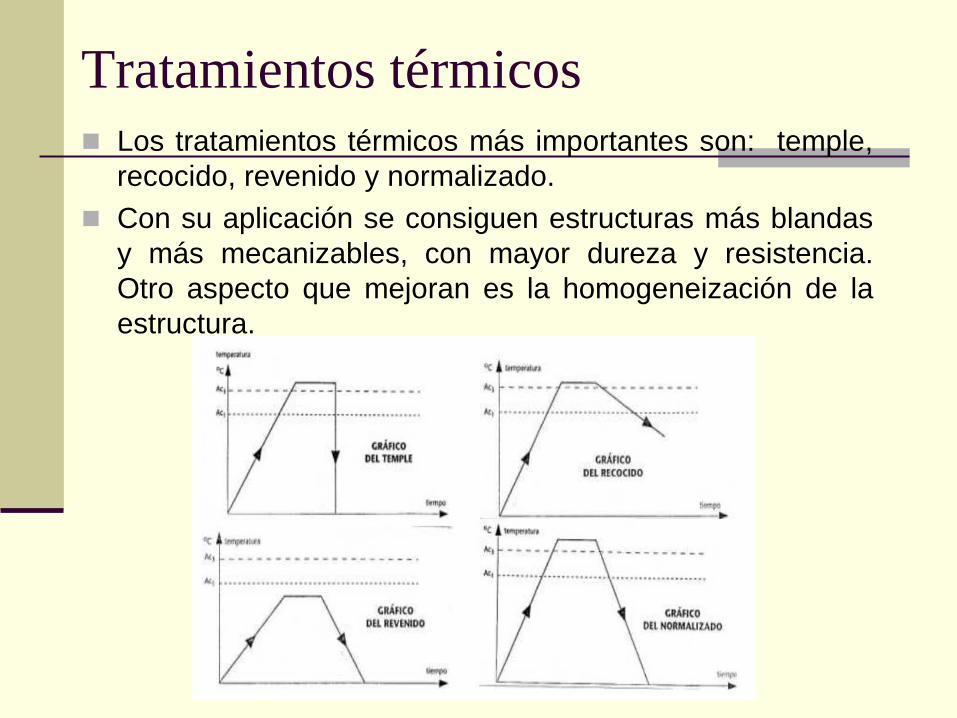
Los tratamientos térmicos más importantes son: temple, recocido, revenido y normalizado.
Con su aplicación se consiguen estructuras más blandas y más mecanizables, con mayor dureza y resistencia. Otro aspecto que mejoran es la homogeneización de la estructura.
Tratamientos térmicos
Temple es un proceso de baja temperatura en el tratamiento térmico del acero con el que se obtiene el equilibrio deseado entre la dureza y la tenacidad del producto terminado. Es decir es un proceso de trabajo en frío que aumenta la dureza del metal, sobre todo en el caso de aceros con bajo contenido en carbono y de metales no ferrosos.
Al modificar la estructura cristalina, el temple provoca variaciones en las propiedades mecánicas y tecnológicas, algunas de ellas mejoran (dureza, y resistencia mecánica), mientras que otras, por el contrario empeoran (fragilidad, tenacidad y conductividad eléctrica).
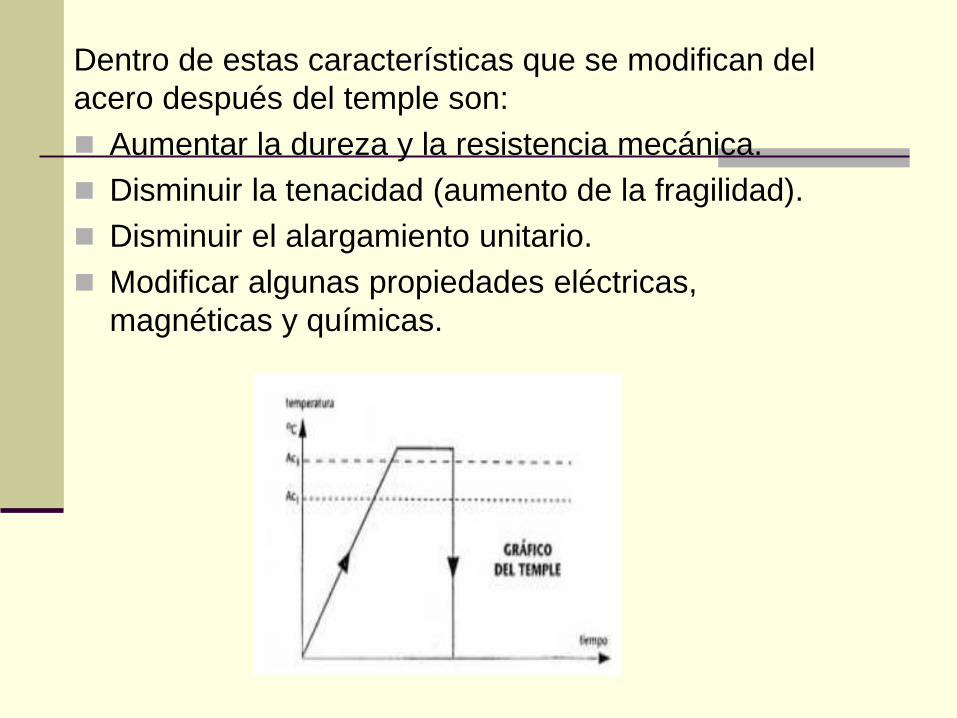
Dentro de estas características que se modifican del acero después del temple son: Aumentar la dureza y la resistencia mecánica. Disminuir la tenacidad (aumento de la fragilidad). Disminuir el alargamiento unitario. Modificar algunas propiedades eléctricas,
magnéticas y químicas.
Austenita: Si al acero lo calentamos a 1000º C, y lo enfriamos rápidamente, uno de los cristales que obtenemos es la austerita. Es una solución sólida de carburo de hierro, dúctil y tenaz, blanda, poco magnética y resistente al desgaste.
Bainita: Es una mezcla difusa de ferrita y cementita, que se obtiene al transformar isometricamente la austenita a una temperatura de 250º - 500º C
Martensita: Es el constituyente de los aceros cuando están templados, es magnética y después de la cementita es el componente más duro del acero.
Ferrita: Es hierro casi puro con impurezas de silicio y fósforo (Si-P). Es el componente básico del acero.
Cementita: Es el componente mas duro de los aceros con dureza superior a 60Hrc con moléculas muy cristalizadas y por consiguiente frágil.
Perlita: Compuesto formado por ferrita y cementita
Tipos de acero
Aspectos importantes para el temple
Los factores que más influyen en el temple son el tamaño de la pieza, su composición, su grano y el medio de enfriamiento adecuado.
• El tamaño de la pieza, puesto que cuanto más espesor tenga la pieza más habrá que aumentar el tiempo de duración del proceso de calentamiento y de enfriamiento.
• La composición química del acero, ya que en general, los aceros aleados son más fácilmente templables.
• El tamaño del grano influye principalmente en la velocidad crítica del temple, teniendo más templabilidad el de grano grueso.
• El medio de enfriamiento, siendo el más adecuado para templar un acero el que consiga una velocidad de temple ligeramente superior a la crítica.
Existen varios tipos de temple, clasificados en función del resultado que se quiere obtener y en función templabilidad (capacidad a la penetración del temple). Que a su vez depende fundamentalmente, del diámetro o espesor de la pieza y de la calidad del acero.
Proceso del temple
Los artículos de acero endurecidos calentándolos a unos 900 grados C. y enfriándolos rápidamente en aceite animal, mineral o vegetal o agua o soluciones salinas, se vuelven duros y quebradizos. Si se vuelven a calentar a una temperatura menor se reduce su dureza pero se mejora su tenacidad. El equilibrio adecuado entre dureza y tenacidad se logra controlando la temperatura a la que se recalienta el acero y la duración del calentamiento.
Proceso del temple Calentamiento del metal: Se realiza en horno, siendo
lento al hasta los 500ºC y rápido hasta la temperatura de temple, por encima de A3 si el acero es hipoeutectoide, y por encima de A1 si el acero es eutectoide o hipereutectoide.
Homogeneización de la temperatura: Se mantiene a la temperatura de temple durante un determinado tiempo a la pieza para que se homogenice en todo el volumen de la pieza a templar. Este tiempo se estima experimentalmente para cada pieza, aunque se puede calcular aproximadamente
Enfriamiento rápido: Se saca la pieza del horno y se enfría el material en un fluido denominado medio de temple a una velocidad superior a la crítica de temple con objeto de obtener una estructura martensítica, y así mejorar la dureza y resistencia del acero
Tipos de temple 1. Temple continuo de austenización completa.- se aplica a los
aceros hipoeutectoides. Se calienta el material a 50ºC por encima de la temperatura crítica superior A3, enfriándose en el medio adecuado para obtener martensita.
2. Temple continuo de austenización incompleta.- se aplica a los aceros hipereutectoides. Se calienta el material hasta AC1 + 50ºC, transformándose la perlita en austenita y dejando la cementita intacta. Se enfría a temperatura superior a la crítica, con lo que la estructura resultante es de martensita y cementita.
3. Temple superficial.- el núcleo de la pieza permanece inalterable, blando y con buena tenacidad, y la superficie se transforma en dura y resistente al rozamiento. Con el temple superficial se consigue que solamente la zona más exterior se transforme en martensita, y para ello el tiempo durante el que se mantiene el calentamiento debe ser el adecuado para que solamente un reducido espesor de acero se transforme en austenita.
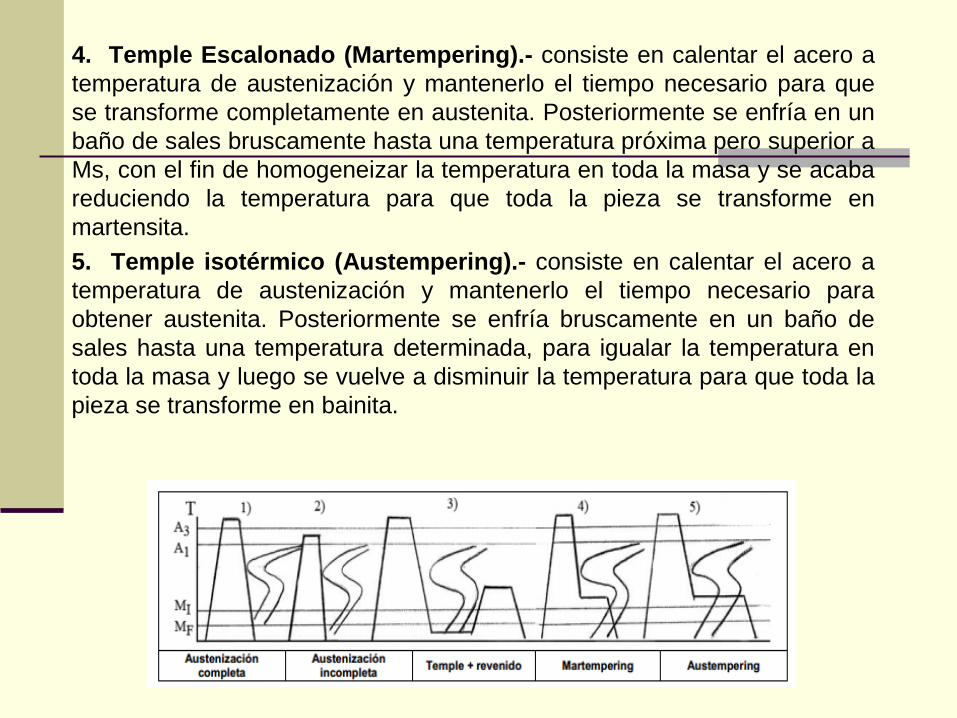
4. Temple Escalonado (Martempering).- consiste en calentar el acero a temperatura de austenización y mantenerlo el tiempo necesario para que se transforme completamente en austenita. Posteriormente se enfría en un baño de sales bruscamente hasta una temperatura próxima pero superior a Ms, con el fin de homogeneizar la temperatura en toda la masa y se acaba reduciendo la temperatura para que toda la pieza se transforme en martensita.
5. Temple isotérmico (Austempering).- consiste en calentar el acero a temperatura de austenización y mantenerlo el tiempo necesario para obtener austenita. Posteriormente se enfría bruscamente en un baño de sales hasta una temperatura determinada, para igualar la temperatura en toda la masa y luego se vuelve a disminuir la temperatura para que toda la pieza se transforme en bainita.
Proceso del temple
El temple se consigue al alcanzar la temperatura de austenización y además que todos los cristales que componen la masa del acero se transforman en cristales de astenita, ya que es la única estructura constituyente del material que al ser enfriados rápidamente se trasforman en martensita, estructura que da la máxima dureza a un acero hipoeutetoide(.83% hasta 0.008%)
Temperaturas del temple
En el caso de los aceros hipoeutetoide la temperatura de austenización recomendada es de unos 30 grados C.
En los ordinarios de carbono hipereutectoides (mayor % de carbono que los aceros hipoeutectoide). Se usan temperaturas mayores a los 30 grados C.
Medio de temple
Los distintos medios de temple utilizados en la industria ordenados en función de la severidad de temple de mayor a menor, son los siguientes.
Agua corriente: es el medio más económico y antiguo. Se consiguen buenos temples con aceros al carbono. Las piezas se agitan dentro del agua para eliminar las burbujas de gas.
Sales liquidas o fundidas. Solución acuosa con 10% de cloruro sódico Soluciones acuosas de aceite sulfonado. Aceite: enfría más lentamente que el agua. Aire: se enfrían las piezas con corrientes de aire. Se utiliza
para los denominadas aceros rápidos.
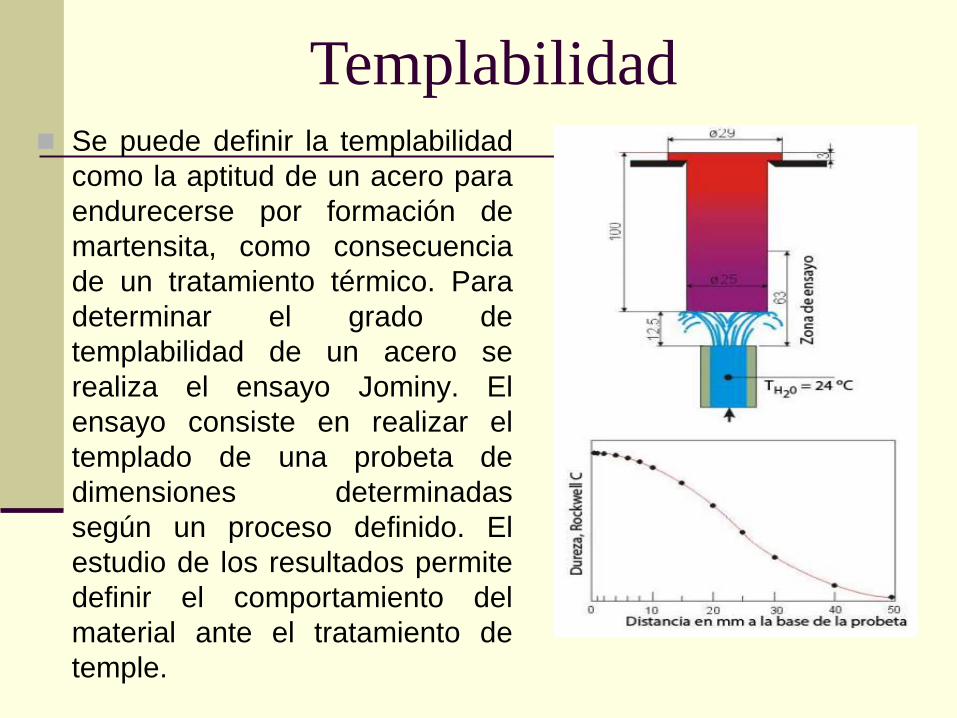
Se puede definir la templabilidad como la aptitud de un acero para endurecerse por formación de martensita, como consecuencia de un tratamiento térmico. Para determinar el grado de templabilidad de un acero se realiza el ensayo Jominy. El ensayo consiste en realizar el templado de una probeta de dimensiones determinadas según un proceso definido. El estudio de los resultados permite definir el comportamiento del material ante el tratamiento de temple.
Templabilidad

Ruptura durante el enfriamiento
*Enfriamiento muy drástico *Retraso en el enfriamiento *Aceite contaminado *Mala selección del acero *Diseño inadecuado.
Baja dureza después del temple.
*Temperatura de temple muy baja *Tiempo muy corto de mantenimiento *Temperatura muy alta o tiempos muy largos *Baja velocidad de enfriamiento.
Alteraciones después del temple
Deformación después del temple.
*Calentamiento disparejo *Enfriamiento en posición inadecuada *Diferencias de tamaño entre sección y continuas
Fragilidad excesiva. *Calentamiento a temperaturas muy altas *calentamiento irregular
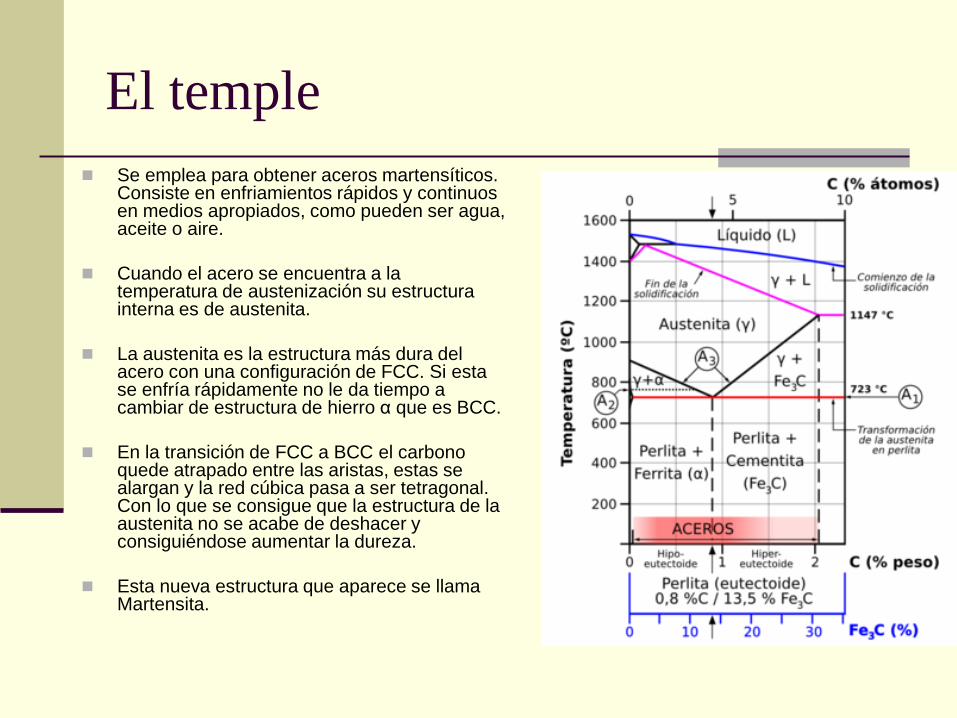
El temple Se emplea para obtener aceros martensíticos.
Consiste en enfriamientos rápidos y continuos en medios apropiados, como pueden ser agua, aceite o aire.
Cuando el acero se encuentra a la temperatura de austenización su estructura interna es de austenita.
La austenita es la estructura más dura del
acero con una configuración de FCC. Si esta se enfría rápidamente no le da tiempo a cambiar de estructura de hierro α que es BCC.
En la transición de FCC a BCC el carbono quede atrapado entre las aristas, estas se alargan y la red cúbica pasa a ser tetragonal. Con lo que se consigue que la estructura de la austenita no se acabe de deshacer y consiguiéndose aumentar la dureza.
Esta nueva estructura que aparece se llama Martensita.
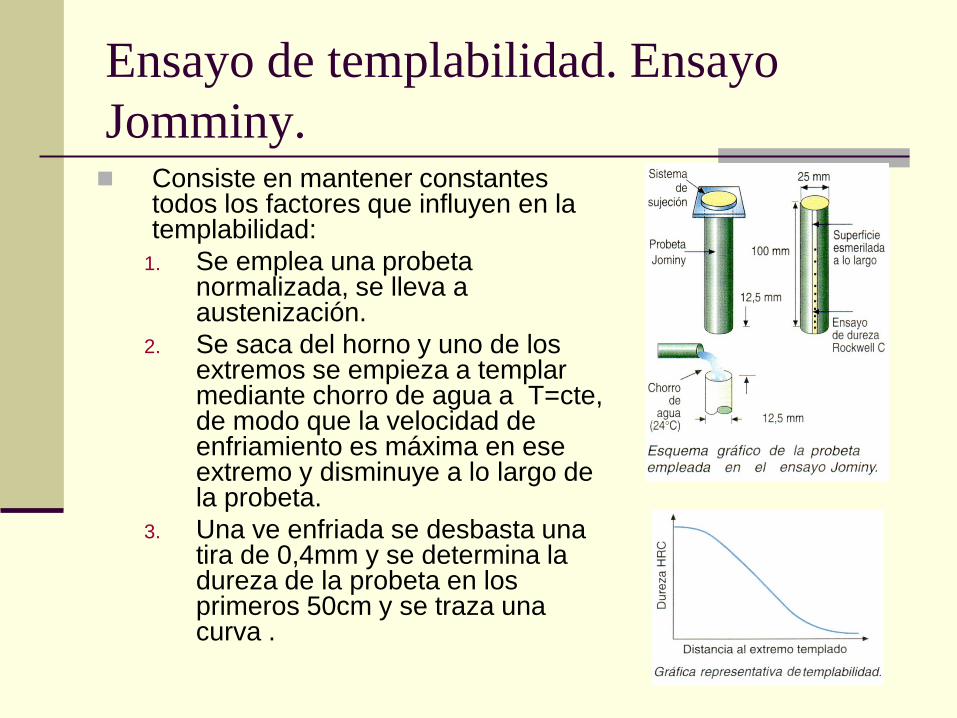
Ensayo de templabilidad. Ensayo Jomminy. Consiste en mantener constantes
todos los factores que influyen en la templabilidad:
1. Se emplea una probeta normalizada, se lleva a austenización.
2. Se saca del horno y uno de los extremos se empieza a templar mediante chorro de agua a T=cte, de modo que la velocidad de enfriamiento es máxima en ese extremo y disminuye a lo largo de la probeta.
3. Una ve enfriada se desbasta una tira de 0,4mm y se determina la dureza de la probeta en los primeros 50cm y se traza una curva .
Factores que influyen en el temple. En el temple influyen varios factores:
1. Composición del acero. Influye la cantidad de carbono
2. Temperatura a al que hay que calentar 3. Tiempo de calentamiento 4. Velocidad de enfriamiento 5. Característica del medio donde se realiza el temple.
El temple se puede realizar en: Agua. Enfría muy rápido y se obtienen aceros muy fuertes la
temperatura no debe ser superior a 30ºC. Aceite. Enfría más lentamente, por lo que se obtienen aceros mas
suaves. Aire. Se obtienen aceros casi perlíticos.
6. Tamaño y geometría de la muestra
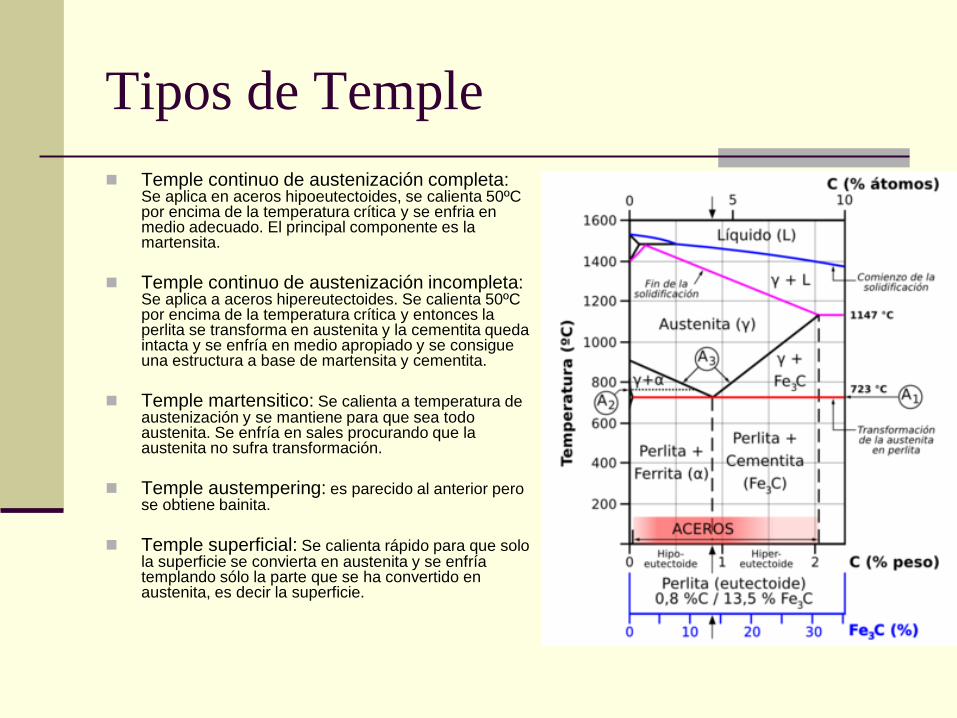
Tipos de Temple Temple continuo de austenización completa:
Se aplica en aceros hipoeutectoides, se calienta 50ºC por encima de la temperatura crítica y se enfria en medio adecuado. El principal componente es la martensita.
Temple continuo de austenización incompleta:
Se aplica a aceros hipereutectoides. Se calienta 50ºC por encima de la temperatura crítica y entonces la perlita se transforma en austenita y la cementita queda intacta y se enfría en medio apropiado y se consigue una estructura a base de martensita y cementita.
Temple martensitico: Se calienta a temperatura de austenización y se mantiene para que sea todo austenita. Se enfría en sales procurando que la austenita no sufra transformación.
Temple austempering: es parecido al anterior pero se obtiene bainita.
Temple superficial: Se calienta rápido para que solo
la superficie se convierta en austenita y se enfría templando sólo la parte que se ha convertido en austenita, es decir la superficie.
Recocido Consiste en calentar el material hasta una
temperatura determinada durante un tiempo previsto y dejarlo enfriar lentamente. Tiene por finalidad suprimir los defectos del temple. Aquí se maneja temperatura y tiempo.
Objetivos: Eliminar tensiones del temple. Aumentar la plasticidad, ductilidad y tenacidad Conseguir una microestructura especifica
Proceso: Calentar a una determinada temperatura Mantener la temperatura un tiempo determinado Enfriar lentamente hasta temperatura ambiente
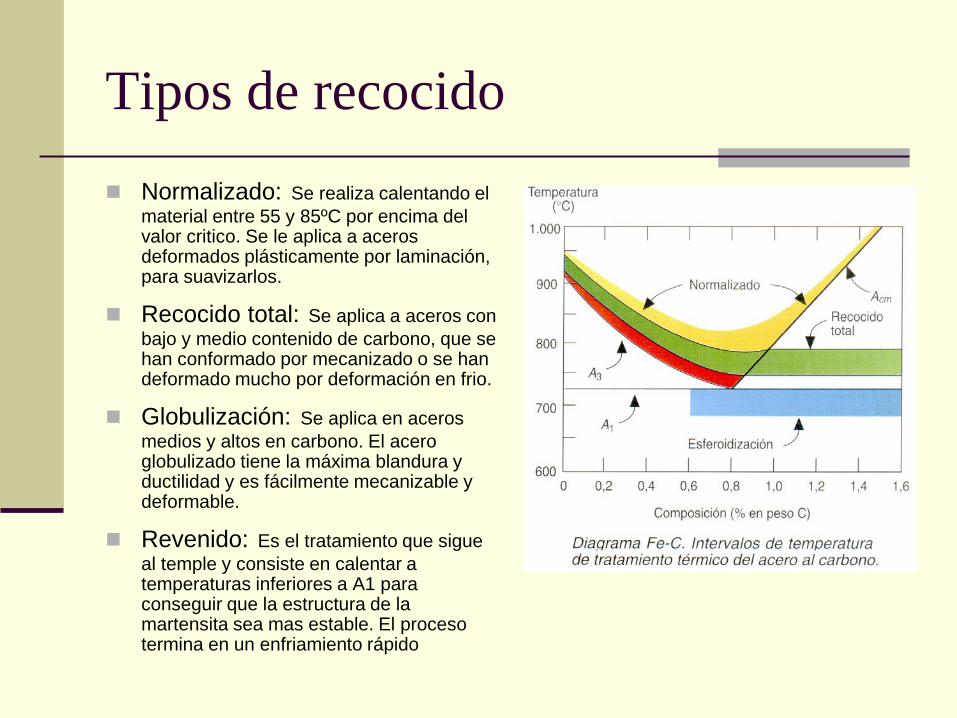
Tipos de recocido Normalizado: Se realiza calentando el
material entre 55 y 85ºC por encima del valor critico. Se le aplica a aceros deformados plásticamente por laminación, para suavizarlos.
Recocido total: Se aplica a aceros con bajo y medio contenido de carbono, que se han conformado por mecanizado o se han deformado mucho por deformación en frio.
Globulización: Se aplica en aceros medios y altos en carbono. El acero globulizado tiene la máxima blandura y ductilidad y es fácilmente mecanizable y deformable.
Revenido: Es el tratamiento que sigue al temple y consiste en calentar a temperaturas inferiores a A1 para conseguir que la estructura de la martensita sea mas estable. El proceso termina en un enfriamiento rápido
Tratamientos Termoquímicos Mediante estos tratamientos se varia la composición química
superficial del acero, adicionando otros elementos, con la finalidad de mejorar determinadas propiedades superficiales, como la dureza, resistencia al desgaste o la corrosión. Los mas importantes son: Cementación y carbonitruración. Consiste en aumentar la
cantidad de carbono en la capa superficial del acero, con lo que se consigue mejorar la resistencia al desgate y los golpes.
Nitruración. Es un tratamiento de endurecimiento superficial. Estos aceros son muy duros y resistentes a la corrosión. La nitruración se efectúa en hornos especiales exponiendo las piezas a corrientes de amoniaco a temperaturas entre 500 y 525ºC.
La corrosión y sus efectos. La corrosión se define como el paso de un metal en
estado libre a estado combinado, que es consecuencia de la tendencia de los metales a volver a su estado natural por la acción destructora del oxigeno del aire y otros agentes.
La oxidación es un proceso electroquímico en el que los átomos metálicos pierden electrones, así un metal M, con valencia v, puede experimentar una reacción:
M ⇒ Mv+ + ve- Como en el caso del hierro Fe ⇒ Fe2+ + 2e- o en el del aluminio Al ⇒ Al3+ + 3e-
Tipos de corrosión Corrosión uniforme: Un metal con un electrolito (aire húmedo). Caso de la herrumbre del acero. Corrosión galvánica: Dos metales diferentes expuestos a un electrolito. El metal menos noble o más
activo en el ambiente del electrolito es el que se corroe. Corrosión por aireación diferencial: Sucede en un mismo metal en el que existen grietas en las
que penetra la suciedad y la humedad y se da el caso de que hay zonas mas expuestas y otras menos y esto da lugar a corrosión.
Picaduras: Es una forma localizada de corrosión que penetra desde la superficie a l interior, parecido al anterior.
Corrosión intergranular: Sucede en los límite de grano de una segunda fase que puede que actúe como celda galvánica, el caso de acero con la ferrita y la cementita.
Corrosión selectiva: En realidad no es una corrosión. Se trata de que el material que se corroe sea preferentemente uno de los que forman parte de una aleación monofásica. Caso del Zn en el latón.
Corrosión por erosión: Consiste en eliminar la capa de óxido que se forma en los metales por alguna acción mecánica (desgaste por el pase de un fluido, en tuberías).
Corrosión por tensiones: Se produce normalmente en productos que se obtienen por deformación en frío, dando lugar a grietas por tensiones superficiales.
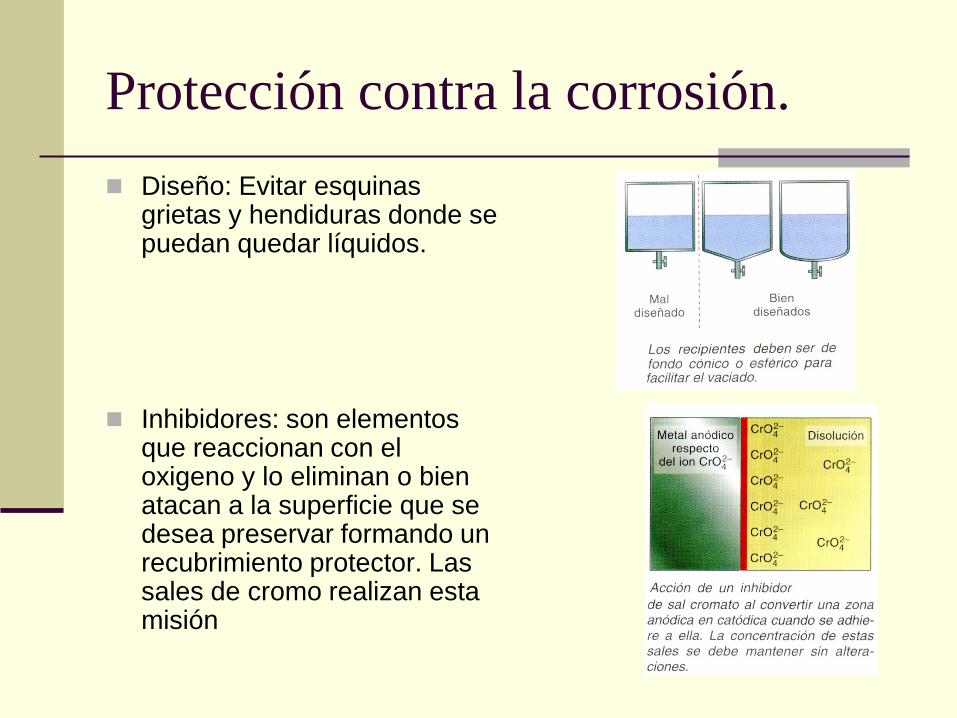
Protección contra la corrosión. Diseño: Evitar esquinas
grietas y hendiduras donde se puedan quedar líquidos.
Inhibidores: son elementos
que reaccionan con el oxigeno y lo eliminan o bien atacan a la superficie que se desea preservar formando un recubrimiento protector. Las sales de cromo realizan esta misión
Protección contra la corrosión.
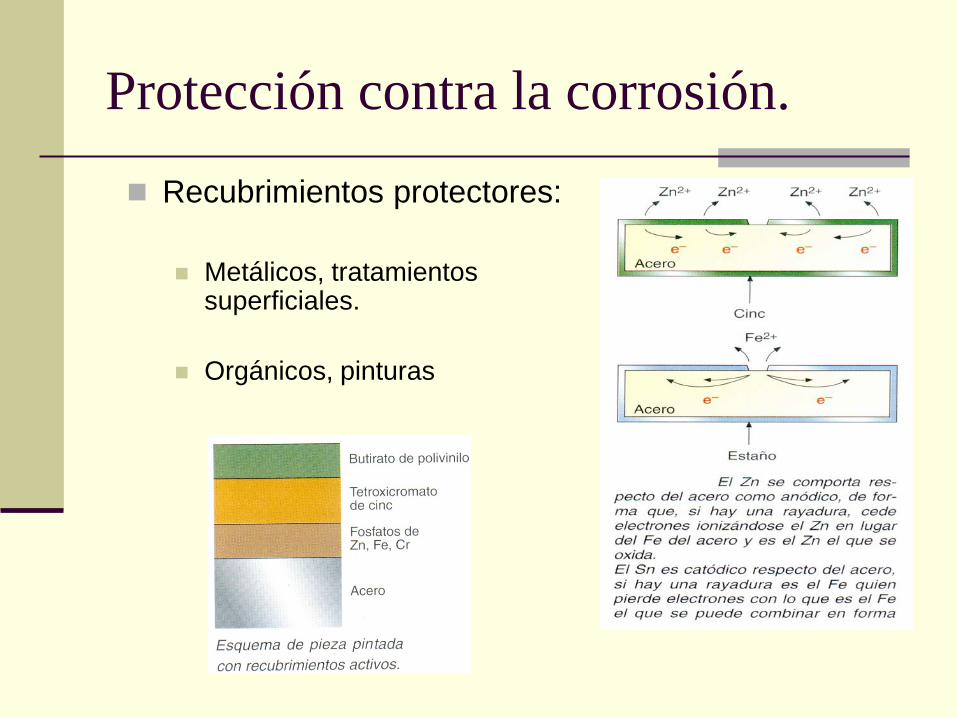
Recubrimientos protectores:
Metálicos, tratamientos superficiales.
Orgánicos, pinturas
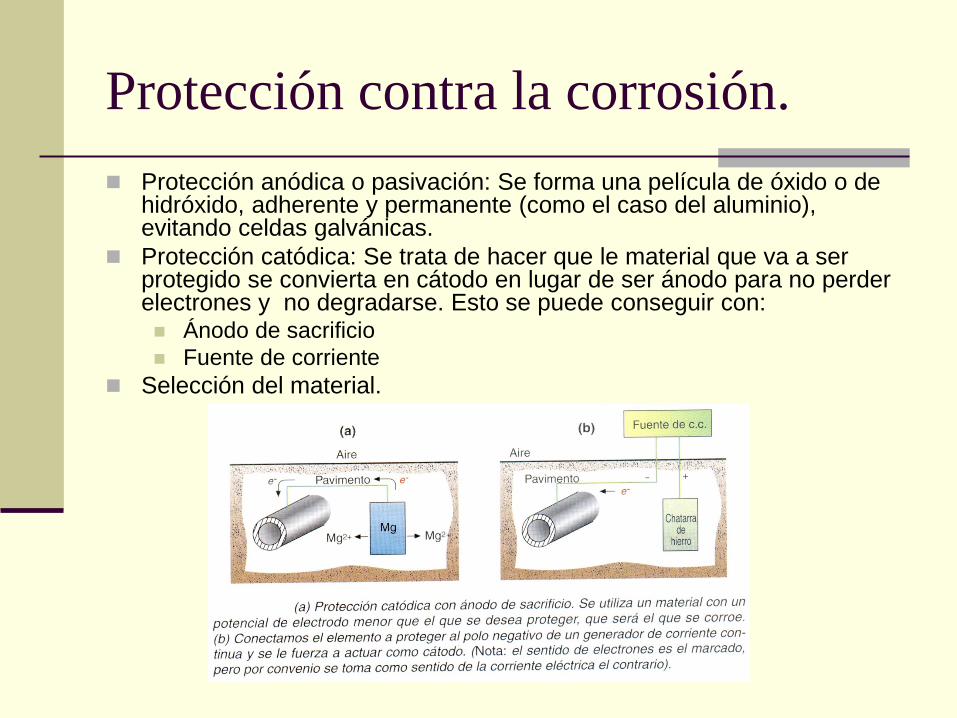
Protección contra la corrosión. Protección anódica o pasivación: Se forma una película de óxido o de
hidróxido, adherente y permanente (como el caso del aluminio), evitando celdas galvánicas.
Protección catódica: Se trata de hacer que le material que va a ser protegido se convierta en cátodo en lugar de ser ánodo para no perder electrones y no degradarse. Esto se puede conseguir con: Ánodo de sacrificio Fuente de corriente
Selección del material.
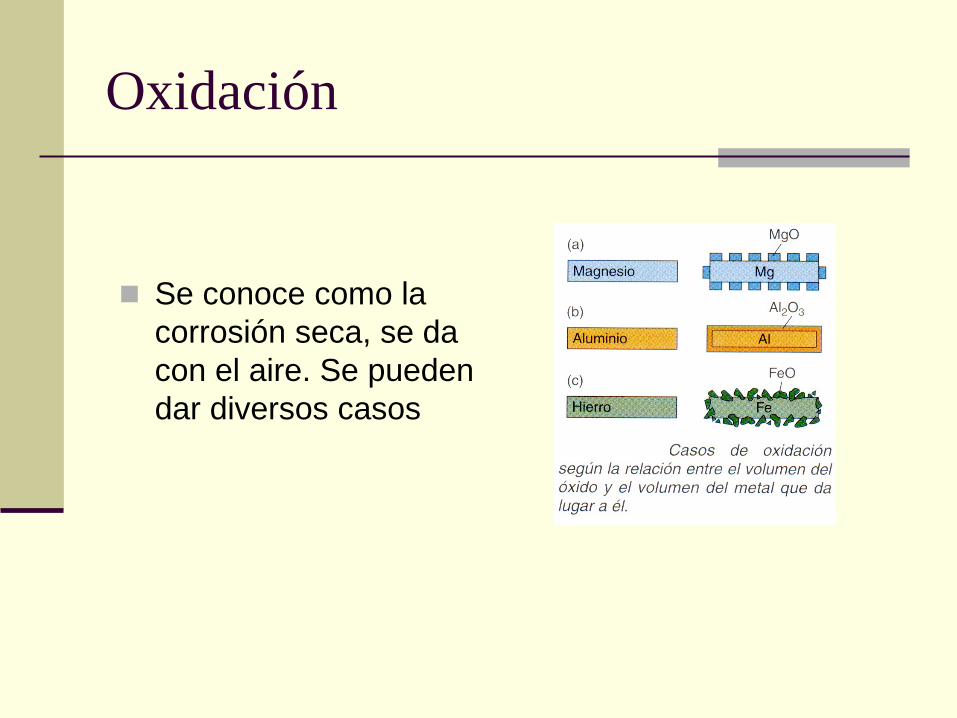
Oxidación
Se conoce como la corrosión seca, se da con el aire. Se pueden dar diversos casos
Fin