torno revolver
TRANSCRIPT
INDICE
OBJETIVOS ………………………………………………………2
FUNDAMENTO TEÓRICO …………………………………………2
DATOS DE LA EXPERIENCIA…………..…………………………..6
PROCEDIMIENTO…………………………………..………………...6
CONCLUSIONES ….……………………………………………...11
RECOMENDACIONES …....…………………………………......11
BIBLIOGRAFÍA ……………………………………………………...11
TORNO REVOLVER
1. OBJETIVOS
Aprender el correcto desenvolvimiento en un taller de torno revolver y de torno CNC.
Conocer las partes de un torno revolver y su adecuado funcionamiento así como de un torno CNC.
Conocer la utilidad de un torno revolver y de un torno CNC. Identificar las operaciones, las herramientas e instrumentos que se utilizan
en un torno revolver y en un torno CNC en las diferentes operaciones. Identificar las principales diferencias entre los tornos horizontal paralelo,
revólver y CNC.
2. FUNDAMENTO TEORICO
TORNO REVOLVER
Los tornos paralelos están diseñados para mecanizar piezas únicas de forma variada, para lo cual se necesita un operario con experiencia y habilidad en el manejo de la máquina. El tiempo del mecanizado en el torno paralelo es relativamente amplio ya que se tiene que estar cambiando de herramientas de corte en las diferentes operaciones además se debe de estar verificando constantemente las dimensiones de la pieza.
Mientras la producción iba aumentando, se hizo necesario un torno que tenga ciertas características las cuales permitan mecanizar piezas dimensionalmente iguales, a este torno se le llamo torno revolver.
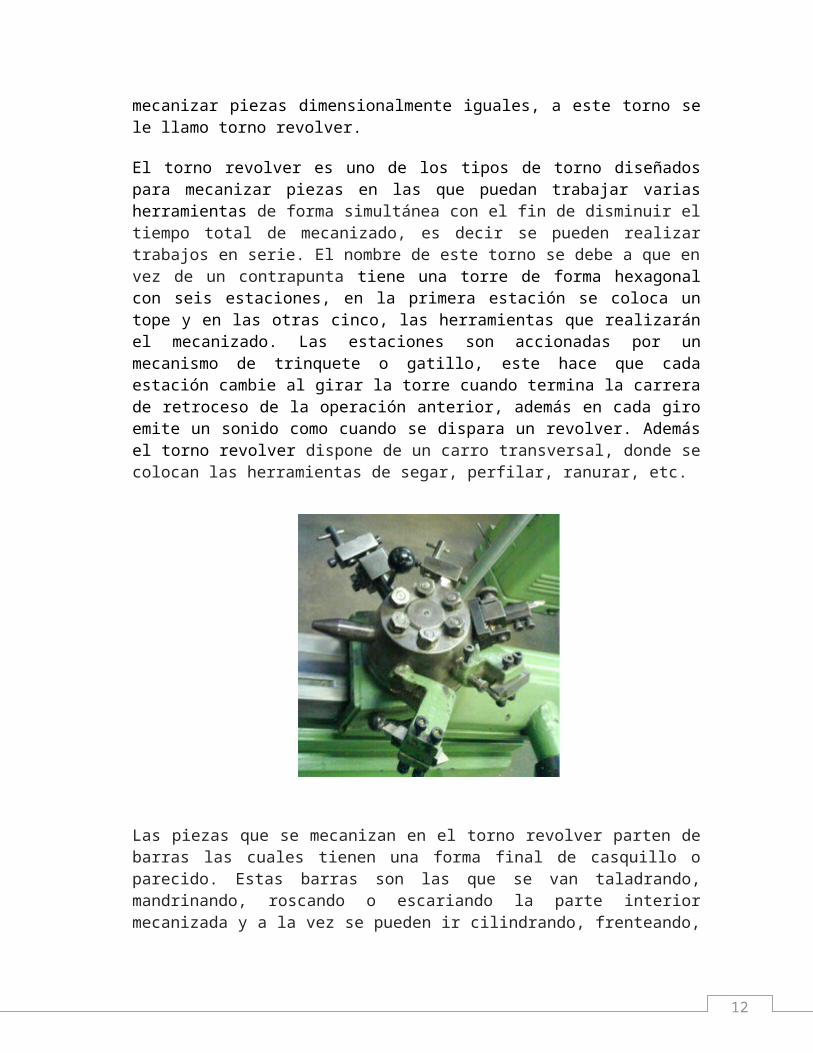
El torno revolver es uno de los tipos de torno diseñados para mecanizar piezas en las que puedan trabajar varias herramientas de forma simultánea con el fin de disminuir el tiempo total de mecanizado, es decir se pueden realizar trabajos en serie. El nombre de este torno se debe a que en vez de un contrapunta tiene una torre de forma hexagonal con seis estaciones, en la primera estación se coloca un tope y en las otras cinco, las herramientas que realizarán el mecanizado. Las estaciones son accionadas por un mecanismo de trinquete o gatillo, este hace que cada estación cambie al girar la torre cuando termina la carrera de retroceso de la operación anterior, además en cada giro emite un sonido como cuando se dispara un revolver. Además el torno revolver dispone de un carro transversal, donde se colocan las herramientas de segar, perfilar, ranurar, etc.
2
Las piezas que se mecanizan en el torno revolver parten de barras las cuales tienen una forma final de casquillo o parecido. Estas barras son las que se van taladrando, mandrinando, roscando o escariando la parte interior mecanizada y a la vez se pueden ir cilindrando, frenteando, ranurando, roscando y cortando con herramientas de torneado la parte exterior.
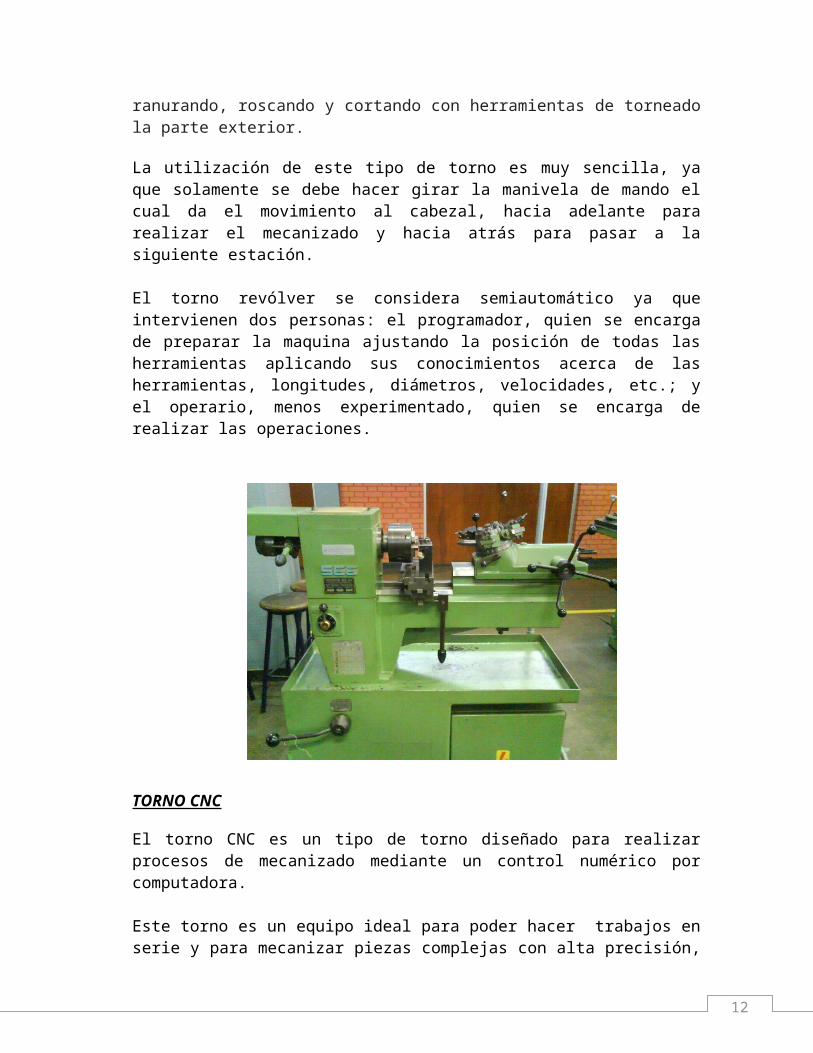
La utilización de este tipo de torno es muy sencilla, ya que solamente se debe hacer girar la manivela de mando el cual da el movimiento al cabezal, hacia adelante para realizar el mecanizado y hacia atrás para pasar a la siguiente estación.
El torno revólver se considera semiautomático ya que intervienen dos personas: el programador, quien se encarga de preparar la maquina ajustando la posición de todas las herramientas aplicando sus conocimientos acerca de las herramientas, longitudes, diámetros, velocidades, etc.; y el operario, menos experimentado, quien se encarga de realizar las operaciones.
3
TORNO CNC
El torno CNC es un tipo de torno diseñado para realizar procesos de mecanizado mediante un control numérico por computadora.
Este torno es un equipo ideal para poder hacer trabajos en serie y para mecanizar piezas complejas con alta precisión, esto lo logra, principalmente, porque todos los valores (valores reales) de maquinado están guiados por el control o computadora que lleva incorporado, cuya función es procesar las órdenes contenidas en un software que con anterioridad ha sido programado por un experto.
De hecho, debido a que el control es el que comanda el proceso de mecanizado en los tornos CNC, estos equipos le permiten al fabricante repetir muchas veces la fabricación entre una pieza y la siguiente, es decir tienen la capacidad de producir grandes volúmenes de partes idénticas, mientras que en las máquinas manuales, la producción depende de la visión e incluso del estado anímico y físico del operario.
Al igual que el torno convencional, un torno CNC es un equipo de trabajo que permite mecanizar piezas de distintos materiales como el acero, el hierro y el bronce, entre otros.
Adicionalmente los tornos CNC poseen dispositivos automáticos, que pueden ser hidráulicos o neumáticos, los cuales le permiten al operario obtener procesos productivos más eficientes. Por ejemplo, para montar la pieza que se va a mecanizar en un torno CNC demora unos segundos ya que la sujeción es automática mientras que en los tornos convencionales, se demora en promedio dos minutos, ya que la sujeción de la pieza es manual.
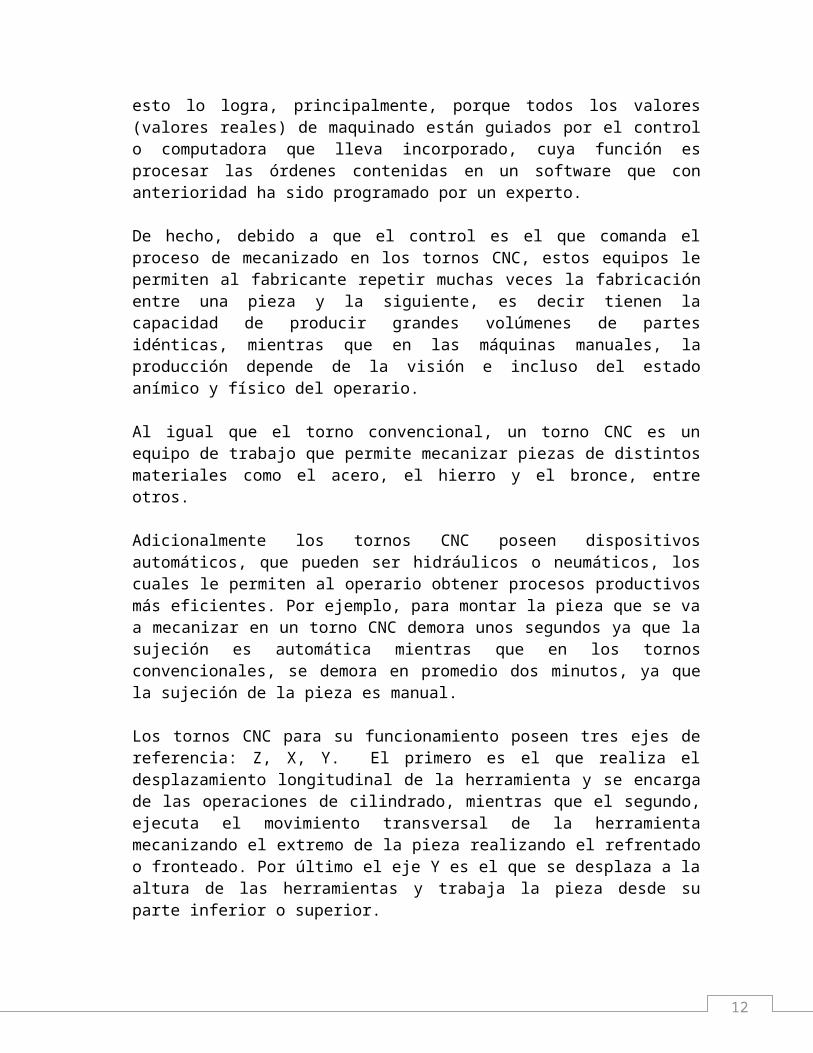
Los tornos CNC para su funcionamiento poseen tres ejes de referencia: Z, X, Y. El primero es el que realiza el desplazamiento longitudinal de la herramienta y se encarga de las operaciones de cilindrado, mientras que el segundo, ejecuta el movimiento transversal de la herramienta mecanizando el extremo de la pieza realizando el refrentado o fronteado. Por último el eje Y es el que se desplaza a la altura de las herramientas y trabaja la pieza desde su parte inferior o superior.Cada eje puede desplazarse de forma simultánea para realizar mecanizados cónicos y esféricos, de acuerdo a la geometría de la pieza a trabajar
A diferencia del torno revólver, el torno CNC posee ocho estaciones y la precisión con la que trabaja es la micra.
La calibración del torno CNC puede realizarse tanto en el tablero numérico que posee como haciendo uso de un software de diseño.
4
DIFERENTENCIAS ENTRE EL TORNO HORIZONTAL, REVOLVER Y CNC
T. Horizontal T. Revolver T. CNC
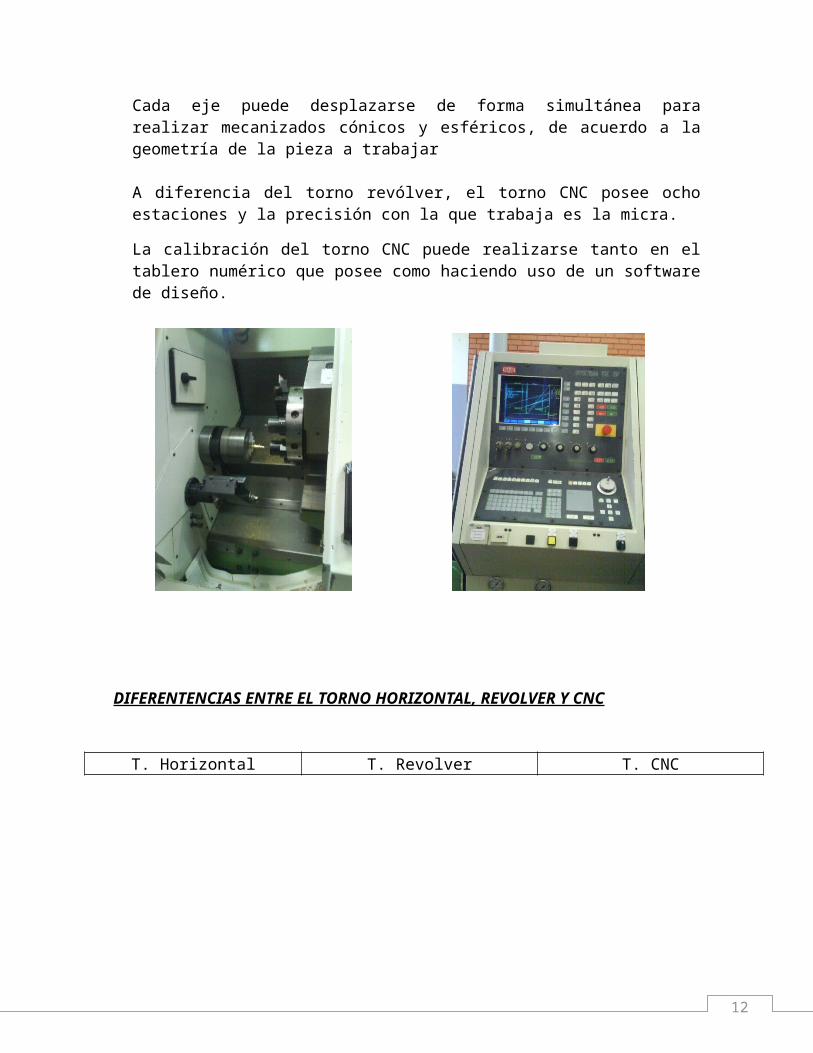
- Emplea mayor tiempo de mecanizado.
- Posee limbos graduados para el control de avances.
- La sujeción de la pieza es manual
- El carro transversal tiene solo un portaherramientas.
- Emplea un menor tiempo de maquinado a comparación del torno horizontal.
- Mayor número de herramientas de corte en operaciones consecutivas
- Realiza operaciones repetitivas mediante una secuencia programada
- No posee ruedas o limbos graduados para el control de avances
- Posee una torre revolver con 6 estaciones
- El carro transversal está equipado en dos portaherramientas.
- Mayor precisión en el mecanizado de las piezas que en los tornos convencionales
- Permiten mecanizar piezas más complejas que las que se maquinan en los tornos convencionales.
- Menores tiempos de producción.
- Disminución de los errores en los operarios
- Costo elevado de las herramientas y accesorios
- Posee 8 estaciones- Sujeción de la pieza es
automática
5
3. DATOS DE LA EXPERIENCIA
Materiales:
- Barra de forma hexagonal de latón- Herramientas de corte- Broca- Vernier- Torno revólver- Torno CNC
Torno Revolver usado: SEE tipo MPR 20Velocidades de la máquina: 700 rpm
4. PROCEDIMIENTO
Antes de empezar a mecanizar la pieza, la maquina ya fue preparada ajustando la posición de las herramientas y su recorrido. Este trabajo se hizo antes, porque debe ser hecha por un experto y además demora mucho tiempo.
Torno Revolver
- Colocar barra de latón
Se coloca la barra de latón en el chuck universal en voladizo. Para saber la longitud del voladizo se debe hacer contacto la cara de la barra que está en voladizo con el tope el cual corresponde a la primera estación. Luego se determina la velocidad con la que se va a trabajar.
6
- Cilindrado
Ahora cambiamos a la segunda estación moviendo la manivela de mando del cabezal hacia atrás. Se enciende la máquina y se procede a realizar el cilindrado moviendo la manivela de mando hacia adelante. Se debe realizar el cilindrado con lentitud para lograr un mejor trabajo. Terminado el cilindrado apagamos la máquina para pasar a la siguiente estación. En esta estación se obtiene el diámetro mayor de la pieza.
- Cilindrado con taladrado
Cambiamos a la tercera estación. Observamos que en esta estación, se realizaran simultáneamente dos operaciones ya que encontramos una broca y una cuchilla. Se enciende la máquina y se procede a realizar las operaciones moviendo la manivela de mando lentamente hacia la pieza. Al terminar el trabajo se apaga la máquina. En esta estación obtenemos el diámetro medio de la pieza.
- Cilindrado cónico
Cambiamos a la cuarta estación. Al igual que en la estación anterior realizaremos dos operaciones simultaneas, un cilindrado y una parte cónica. Encendemos la máquina y procedemos a mover la manivela de mando hacia la pieza. Terminando apagamos la máquina. En esta estación obtenemos el diámetro menor de la pieza y la parte cónica.
- Chaflán
Cambiamos a la quinta estación donde realizaremos el chaflán de la parte hexagonal. Nuevamente encendemos la máquina y movemos la manivela de mando hacia la pieza hasta lograr el chaflán que deseamos, terminando apagamos la máquina.
- Acanalado
Cambiamos a la sexta estación. Luego procedemos a mover la manivela de mando hacia la pieza hasta el final de su carrera. En esta estación observamos que hay un mango móvil, el cual debemos moverlo para determinar la profundidad del canal. Cuando ya tenemos el canal hecho, retiramos la cuchilla del contacto con la pieza y apagamos la máquina.
7
- Tronzado
Con los procesos anteriores, hemos terminado con las 6 estaciones y ahora debemos seccionar la pieza. Encendemos la máquina y movemos la manija del carro transversal, el cual posee una cuchilla que al contactar con la pieza realizará el seccionado de ésta obteniendo la pieza final. Debemos destacar que la herramienta de tronzado, aparte de realizar el corte de la pieza también realiza el refrentado de esa cara.
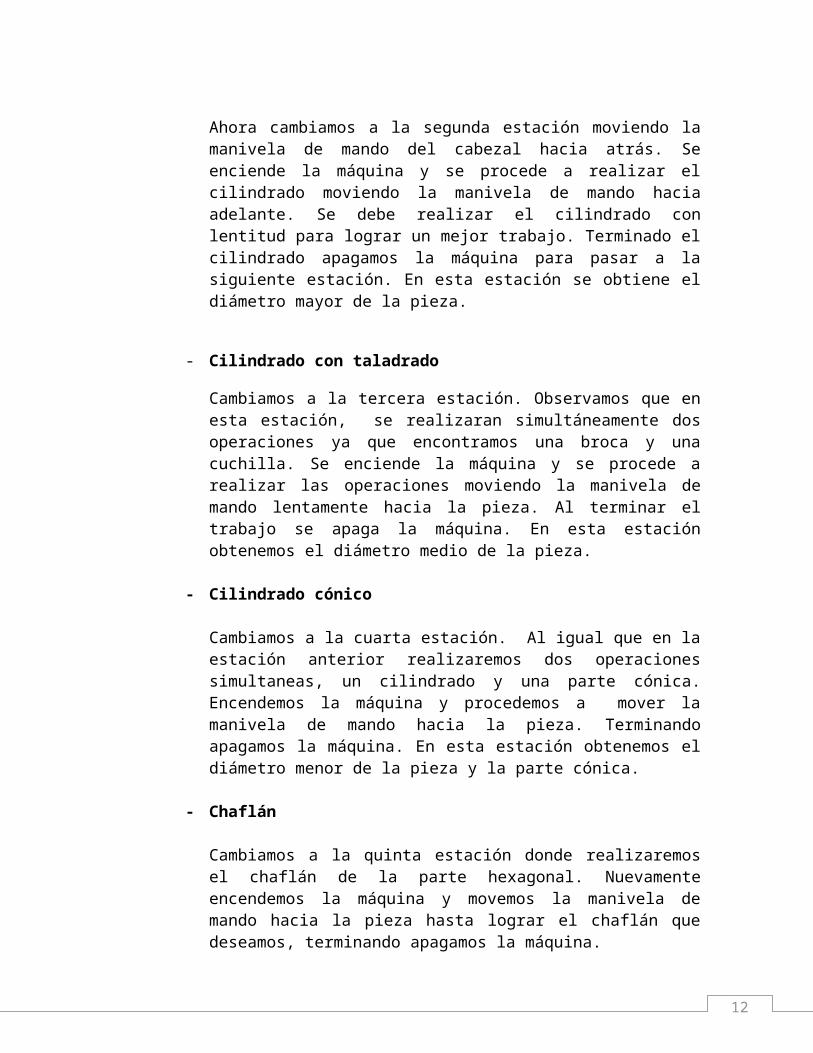
- Medida de la piezaUna vez terminado con todas las operaciones y la pieza ya mecanizada, procedemos a medirla. Observamos que las medidas de las distintas piezas que obtuvimos difieren en lagunas decimas esto se debe a que el torno revolver no es muy preciso y nos da una pieza en desbaste.
Pieza final:
8
Torno CNC
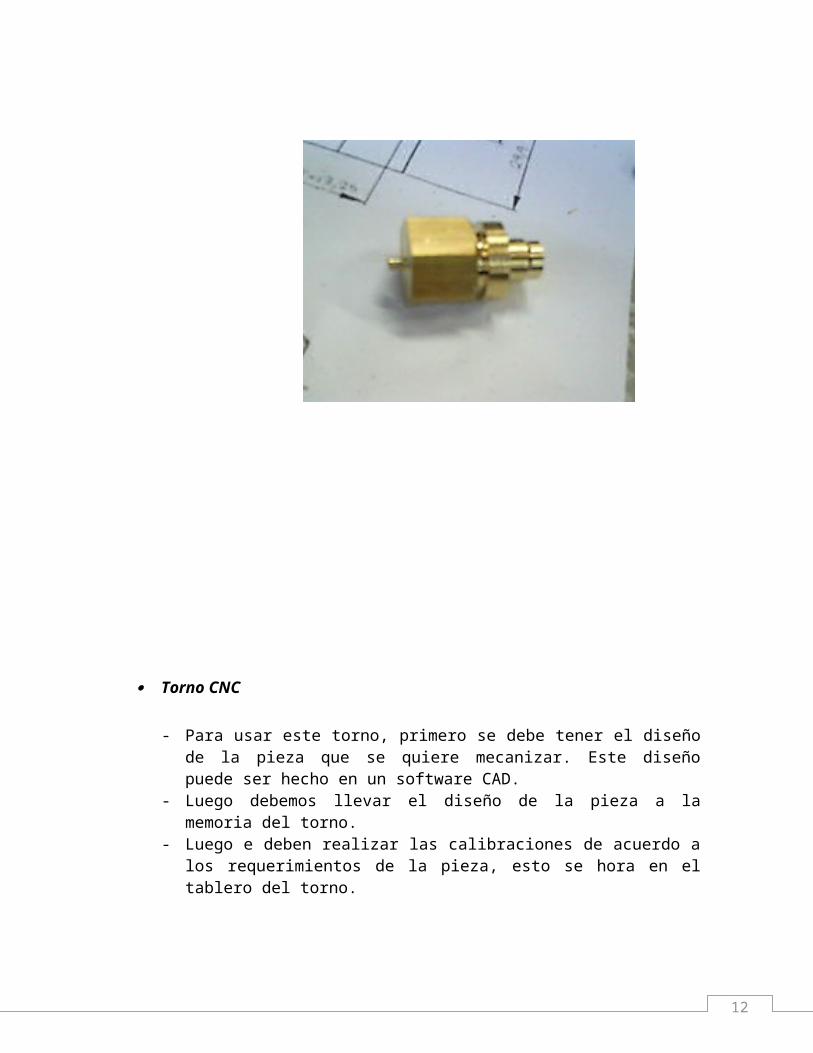
- Para usar este torno, primero se debe tener el diseño de la pieza que se quiere mecanizar. Este diseño puede ser hecho en un software CAD.
- Luego debemos llevar el diseño de la pieza a la memoria del torno.- Luego e deben realizar las calibraciones de acuerdo a los
requerimientos de la pieza, esto se hora en el tablero del torno.- Ahora se debe colocar la barra de latón dentro de la máquina y en el
tablero se debe maniobrar para realizar la sujeción de esta.- Una vez sujeta la pieza se procede a ordenar al torno para que realice el
mecanizado.
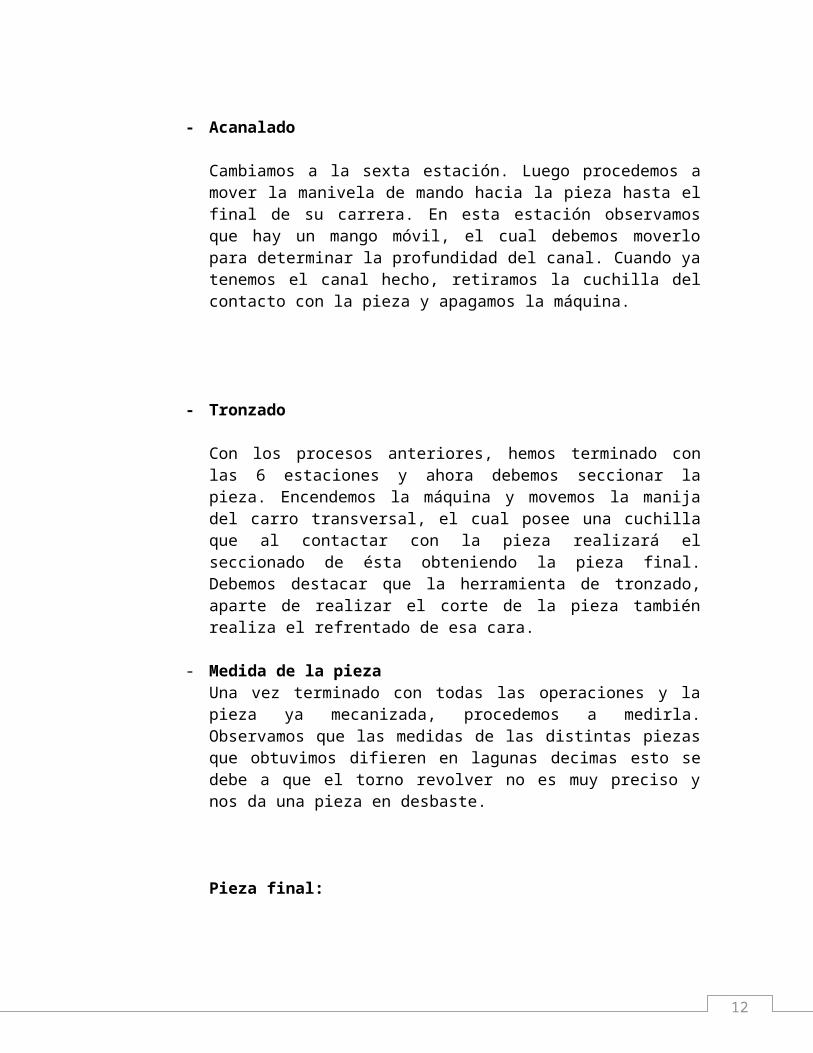
Para este taller usamos una barra de latón para poder visualizar de forma más clara como funciona un torno CNC, sin embargo este torno puede mecanizar cualquier tipo de material.
Pieza final:
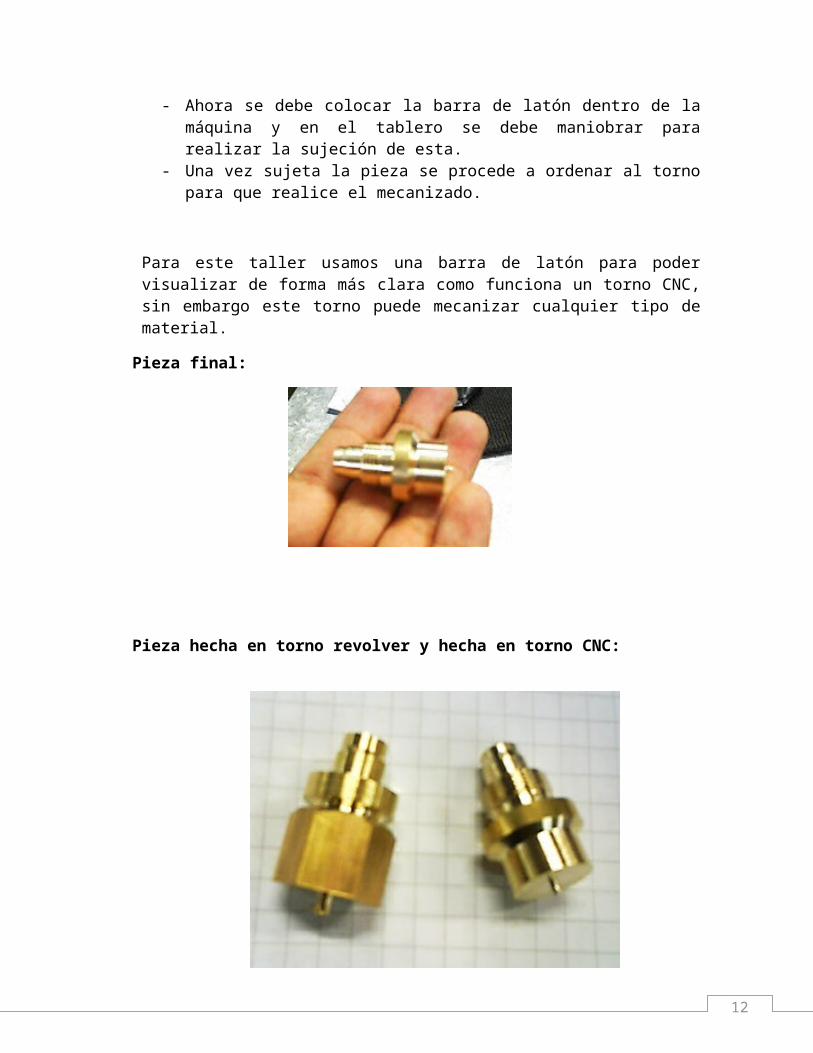
Pieza hecha en torno revolver y hecha en torno CNC:
9
Medidas de la pieza:
10
5. RECOMENDACIONES
- En el momento de mecanizar se deben utilizar gafas de protección contra impactos, sobre todo cuando se mecanizan metales duros, frágiles o quebradizos.
- Las virutas producidas durante el mecanizado, nunca deben retirarse con la mano.
- Antes de mecanizar la pieza, debemos asegurarnos que la pieza a tornear este correctamente sujeta y que en su movimiento no encuentre algún obstáculo.
- Para trabajar, la persona que va a tornear debe situarse lo más separado que pueda de las partes que giran. Las manos deben estar sobre los volantes del torno, y no sobre la bancada, el carro ni el cabezal.
6. CONCLUSIONES
- El torno revolver es usado para la fabricación de piezas en serie y por realizar un mecanizado en menos tiempo presenta más ventajas que un torno horizontal.
- Las piezas que se obtienen de un torno revolver son piezas en desbaste, es decir no están totalmente acabadas y deben pasar por otra máquina para que le dé el acabado y pueda usarse. Esta baja calidad en el acabado se debe a su baja precisión.
- El torno CNC es usado también para la fabricación en serie y además se pueden obtener piezas acabadas y listas para usarse. Esto se debe a que presenta mayor precisión que los tornos convencionales.
7. BIBLIOGRAFIA
- http://canbus.galeon.com/mecanizado/tipo_torno.htm- http://www.uji.es/bin/serveis/prev/docum/notas/torns.pdf- Separata brindada por el profesor del taller de torno revolver
11
12