the mechanical performance of dry-process crumb rubber modified hot bituminous mixes: the influence...
TRANSCRIPT

Construction and Building Materials 26 (2012) 466–474
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
The mechanical performance of dry-process crumb rubber modified hotbituminous mixes: The influence of digestion time and crumb rubber percentage
F. Moreno, M.C. Rubio ⇑, M.J. Martinez-EchevarriaConstruction Engineering Laboratory of the University of Granada, Granada, Spain
a r t i c l e i n f o
Article history:Received 30 December 2010Received in revised form 14 June 2011Accepted 18 June 2011Available online 28 July 2011
Keywords:Crumb rubberHot bituminous mixesDry process
0950-0618/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.conbuildmat.2011.06.046
⇑ Corresponding author. Tel.: +34 958249445; fax:E-mail addresses: [email protected] (F. Moreno), mc
a b s t r a c t
The use of crumb rubber from scrap tires in hot bituminous mixes in order to improve their performancehas become a technique of great potential in recent years. The two techniques used to add crumb rubberto bituminous mixes are the wet process and the dry process. Of the two, the dry process is somewhatless popular because it initially produced poorer results. The objective of the research presented in thispaper is to improve the application of this technique by analyzing the influence of the variables digestiontime and percentage of crumb rubber on the mechanical performance of bituminous mixes. This researchproject had two phases. The first phase studied the influence of these variables on the mix design,whereas the second phase analyzed how the variables affected the mechanical performance of the mixes.This paper presents the results of the second phase which analyzed the mechanical performance of dry-process crumb rubber mixes, more specifically, their response to moisture sensitivity and plastic defor-mations. The results obtained indicated that the determining factor in mix performance was the amountof crumb rubber added. In contrast, the influence of digestion time was found to be negligible. The studyshowed that in reference to moisture sensitivity and plastic deformations, the best performances wereachieved with a digestion time of 45 min and a crumb rubber percentage of 0.5% and 1.0% of the totalweight of the mix.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
In recent years, policies of environmental sustainability indifferent social contexts has led to the implementation of newtechniques and processes that are conducive to the more effectivemanagement of natural, economic, and energy resources. In thissense, road engineering has opted for the application of new tech-niques that contribute to a development that is more environmen-tally friendly (e.g. pavement recycling, use of waste material inbituminous mixes, low-temperature mixes that reduce emissions,etc.) [1–10]. A technique that has become increasingly useful inrecent years is the use of crumb rubber from scrap tires in bitumi-nous mixes, as a modifier of their mechanical properties. This tech-nique permits the valorization of a waste product that developedcountries generate in huge quantities. For example, 250,000 tonsof scrap tires are produced annually in Spain alone [11]. This tech-nique also has the advantage of improving the performance ofbituminous mixes by doing the following: (i) it reduces the mix’ssensitivity to temperature; (ii) it improves the elastic performanceof the bitumen; (iii) it reduces the effect of aging; and (iv) itimproves the performance of the mix in response to fatigue-related
ll rights reserved.
+34 [email protected] (M.C. Rubio).
phenomena, such as cracking and plastic deformation [12,13]. Fur-thermore, it provides many other benefits such as lower roadmaintenance costs [14–16], savings in energy consumption andnatural resources, and a higher quality road surface which is con-ducive to better safety conditions [13,17–21].
There are two processes by which this waste is applied to bitu-minous mixes: the wet process and the dry process. In the wet pro-cess, the crumb rubber is added directly to the bitumen, and itsproperties are modified. It is then added to the mix as a modifiedbinder. In the dry process, the crumb rubber is added directly tothe aggregate as another ingredient in the mix. The bitumen is thenmodified when it comes in contact with the rubber [17]. Neverthe-less, of the two, the dry process is somewhat less popular becauseit initially produced unsatisfactory results, especially during theearly years [17,22–24]. This was largely due to a poor interactionbetween the crumb rubber and the bitumen which caused lowerresistance to moisture, the detachment of aggregates, and a reduc-tion in the bearing capacity of the pavement.
As a result, there are more studies and experiments of the use ofcrumb rubber in bituminous mixes related to the wet process. Thishas made it possible to establish a set of reference values for differ-ent variables that affect its application (size, type, composition andpercentage of crumb rubber added, mix temperature, mixing time,etc.) with a view to obtaining optimal results. In recent years,however, the dry process has also captured the interest of

F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474 467
researchers since it consumes larger quantities of waste than thewet process. Consequently, research has also been carried out tofoment the use of the dry process and solve the problems thatcan arise in the use of this method [25–30].
The results presented in this paper are part of a larger researchproject. The general objective is to make an in-depth study of thistechnique and contribute to its development and application. Thefirst phase of the project studied the digestion time (contact timebetween the crumb rubber and bitumen) and the percentage ofcrumb rubber added in relation to their possible influence on theproperties of the mixes in the design phase [31]. These variableswere analyzed with the purpose of determining the optimal quan-tity of bitumen as well as the principal characteristics of the mix.The results obtained showed that the digestion time did not havea significant influence on the determination of the optimal bitu-men content or on the characteristics of the mixes. In fact, increas-ing the amount of crumb rubber in the mix caused its density todecrease, which signified a corresponding increase in air void con-tent as well as the optimal bitumen content.
As a continuation of the analyses in the first project phase, anin-depth study was performed of the variables digestion time andpercentage of crumb rubber added, and their possible impact onthe mechanical performance of the mixes (moisture sensitivityand resistance to plastic deformations). The results of this researchare presented in this paper. For this purpose, a study was made ofthe performance of various discontinuous mixes for the road sur-face course (the most important pavement layer). The mixes hadthe same mineral composition, but had different percentages ofcrumb rubber (0.5%, 1%, and 1.5% of the total weight of the mix)as well as different digestion times (45, 90 and 120 min). All ofthem were tested for moisture sensitivity (UNE-EN 12697-12)and resistance to plastic deformations (UNE-EN 12697-22). Thisarticle describes the methodology used in this study. The resultsobtained reflected that the addition of crumb rubber significantlyimproved the performance of mixes and their response to plasticdeformations. In fact for a specific combination of variables (1%crumb rubber, and digestion times of 45 and 120 min), it alsoimproved the response to moisture of a reference mix made withhigh-performance bitumen.
2. Methodology
2.1. Materials
In this study, a BBTM 11A bituminous mix was used (the same mix used in thefirst project phase) [32]. As a continuation of previous research [31], this secondstudy focused on the digestion time and the percentage of crumb rubber addedby the dry method. The purpose was to analyze the influence of these variableson the mechanical performance of BBTM 11A bituminous mixes, which are thosegenerally used for the pavement surface course.
The mix in our study had a discontinuous grain size (from which the 4–2 mmfraction was eliminated). It had a larger percentage of coarse aggregate which gaveit bearing capacity (approximately 65–80% of the total with a maximum size of8–12 mm). The rest of the mix was composed of fine aggregate (20–35% of the to-tal), which along with the bitumen and the filler (7–10%) were the elements in mor-tar that made the mix cohesive and provided it with resistance to tangentialstresses. The mixes used in our study were spread in thin layers (2–3.5 mm), andhad an excellent surface macrotexture and good skid resistance.
The aggregates selected for the mix design were ophite for the coarse fraction andlimestone for the fine fraction with the characteristics shown in Table 1. The charac-teristics of the aggregate and filler, as well as of the mixes themselves, were in accor-dance with the Spanish Technical NLT Standards [33], Road Tests of the Centro deEstudio de Carreteras [Road Study Center], and the Spanish standards UNE-EN [34]of the Spanish Standards and Certification Association (AENOR). The limits used com-plied with the requirements for vehicle traffic superior to T2.1 As can be observed,both types of aggregate fulfill the requirements of the Spanish regulations for themanufacture of BBTM 11A bituminous mixes. The material used as filler was CEM II/B-L 32.5 N (UNE-EN 197-1) cement of the characteristics shown in Table 2.
1 T2: 200 6MIDp < 800. MIDp: mean intensity of heavy vehicles (heavy vehicles/day).
To compare the properties of dry-process crumb rubber mixes with high-performance bitumen mixes, two types of bitumen were used. Consequently, thereference mix, which did not contain crumb rubber, used BM3c bitumen modifiedwith polymers, whereas the dry-process mix formula contained conventional B 50/70 bitumen. It was hoped that the results would reflect an enhancement of the con-ventional bitumen that would make it comparable to the modified bitumen. Table 3lists the properties of both types of bitumen.
The crumb rubber particles used in the mixes had a size of 0–0.6 mm with thecharacteristics listed in Table 4.
2.2. Experimental design
The objective of our study was to analyze the influence of the digestion timeand percentage of crumb rubber on the mechanical performance of asphalt mixes.Since this was a continuation of a prior study within the context of the same project[31], the experiments were performed on the same mixes used previously. Conse-quently, the 10 BBTM 11A mixes studied had an identical mineral skeleton, exceptfor the finest aggregate fraction of the same size as the crumb rubber, which,depending on the amount of crumb rubber added, was modified so that it couldbe accommodated in the skeleton without causing anomalies (see Table 5). Themixes only varied in their percentage of crumb rubber (0%, 0.5%, 1%, and 1.5% ofthe total weight); the digestion time used before compaction (45, 90, and120 min); and the type of bitumen used (BM3c and B 50/70). The bitumen contentof the mixes was based on our previous study, which had specified optimalamounts of bitumen, according to the Marshall test results (Table 6) [31].
During the manufacture of the CRM mixes, the temperature of the mix wasincreased to 180 �C (10 �C more than that of the reference mix) so as to facilitatethe interaction between the rubber and the bitumen, thus improving the cohesionof the mastic. The manufacturing process first involved a 10 s agitation of the nat-ural aggregates in the mineral skeleton in order to better homogenize them. Thecrumb rubber was then added to the aggregates, and mixed with them for a periodof 20 s to ensure a homogeneous dispersion of the particles throughout the mix.When the bitumen was added, there was a 2 min agitation period until it was thor-oughly blended with the aggregates and crumb rubber. The last ingredient addedwas the filler. This was followed by a final agitation lasting 3 min, which allowedthe formation of the mastic to provide cohesion. The digestion process of the mixoccurred in an oven at a compaction temperature of 160–165 �C.
In order to analyze the influence of the digestion time and the amount of crumbrubber added to the mixes on their mechanical performance, two determining fac-tors were selected, which were considered crucial for the quality of the mixes: (i)moisture sensitivity; and (ii) resistance to plastic deformations. The response ofthe mixes to moisture was tested by the moisture sensitivity test (UNE-EN12697-12), and their response to rutting (plastic deformations) was tested by thewheel tracking test (UNE-EN 12697-22).
The moisture sensitivity test involved the manufacture of six test specimenswith a diameter of 101.6 mm and a thickness of 60 mm, compacted with 50 blowson each side by a Marshall hammer. The specimens were subsequently divided intotwo sets of three specimens: a dry set and a wet set. The set of dry specimens wasstored at room temperature in the laboratory (20 ± 5 �C), whereas vacuum wasapplied to the wet set for 30 ± 5 min until a pressure of 6.7 ± 0.3 kPa was obtained.The specimens were then immersed in water at a temperature of 40 �C over a per-iod of 72 h.
The next step was to perform an indirect traction resistance test on each of thecylinders (in both the dry set and the wet set). This was done at a temperature of15 �C, and after a previous period of adjustment of 120 min to this temperature.The results of the experiment are expressed in terms of the retained strength ofthe test specimens after dividing the strengths of the wet specimens into thestrengths of the dry specimens (ITSR, %). The limit established by the Spanish PG-3regulations for this type of mix [32] stipulates that the retained strength should behigher than 90%.
The wheel tracking test involved the manufacture of two prismatic test speci-mens of 408 mm � 256 mm. Compaction was carried out by a roller compactorwith a smooth steel roller to a thickness of 60 mm and a minimum density of98% of the Marshall density. Two days after their compaction, both specimens wereallowed to adjust to a temperature of 60 ± 1 �C, and then were tested at that tem-perature. The test itself involved the application of a load on the test specimen bymeans of the repeated passes of a loaded wheel. The load applied was 700 N andthe number of passes was 10,000. The frequency of the device was 26.5 load cyclesper minute. In each of the wheel passes, the resulting deformation on the test cyl-inder was measured. The objective of the test was to determine the wheel trackingslope (WTS, mm/103 load cycles) measured in the last 5000 load cycles. The limitestablished for this test by the Spanish PG-3 regulations for this type of mix is adeformation slope of less than 0.10 mm/103 load cycles.
3. Analysis of results
After the manufacture of the mixes with the optimal content ofbitumen, a study was made of their performance in relation tomoisture sensitivity and resistance to plastic deformations.
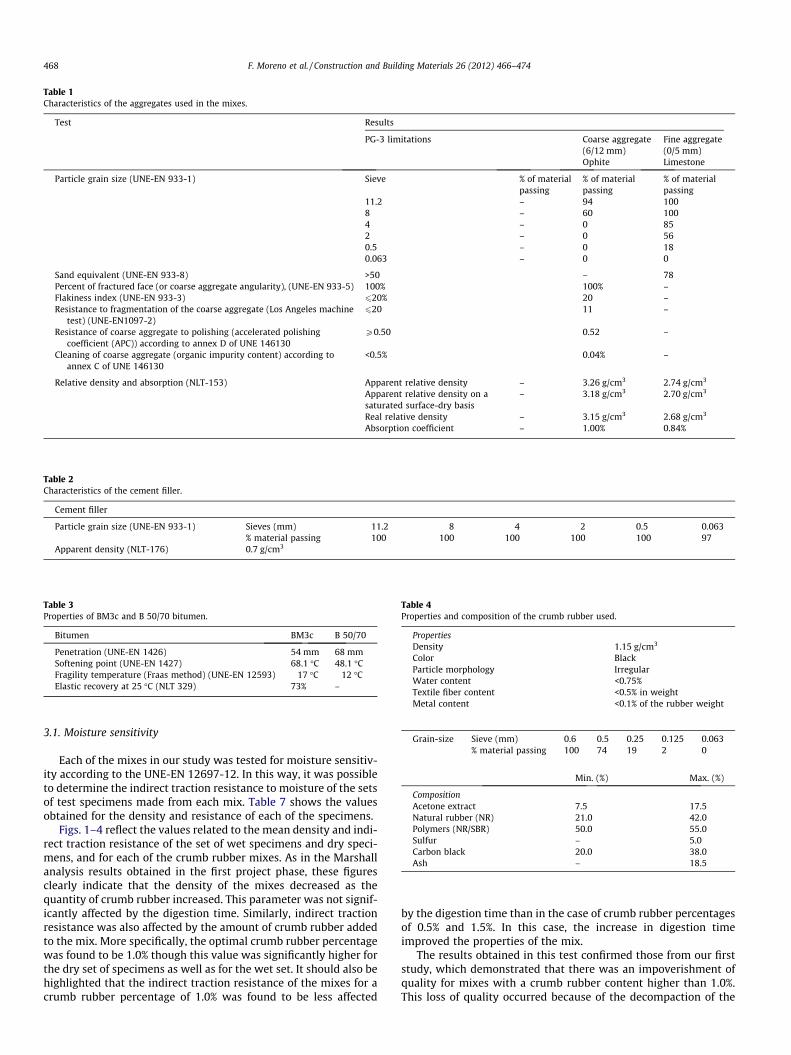
Table 1Characteristics of the aggregates used in the mixes.
Test Results
PG-3 limitations Coarse aggregate(6/12 mm)
Fine aggregate(0/5 mm)
Ophite Limestone
Particle grain size (UNE-EN 933-1) Sieve % of materialpassing
% of materialpassing
% of materialpassing
11.2 – 94 1008 – 60 1004 – 0 852 – 0 560.5 – 0 180.063 – 0 0
Sand equivalent (UNE-EN 933-8) >50 – 78Percent of fractured face (or coarse aggregate angularity), (UNE-EN 933-5) 100% 100% –Flakiness index (UNE-EN 933-3) 620% 20 –Resistance to fragmentation of the coarse aggregate (Los Angeles machine
test) (UNE-EN1097-2)620 11 –
Resistance of coarse aggregate to polishing (accelerated polishingcoefficient (APC)) according to annex D of UNE 146130
P0.50 0.52 –
Cleaning of coarse aggregate (organic impurity content) according toannex C of UNE 146130
<0.5% 0.04% –
Relative density and absorption (NLT-153) Apparent relative density – 3.26 g/cm3 2.74 g/cm3
Apparent relative density on asaturated surface-dry basis
– 3.18 g/cm3 2.70 g/cm3
Real relative density – 3.15 g/cm3 2.68 g/cm3
Absorption coefficient – 1.00% 0.84%
Table 2Characteristics of the cement filler.
Cement filler
Particle grain size (UNE-EN 933-1) Sieves (mm) 11.2 8 4 2 0.5 0.063% material passing 100 100 100 100 100 97
Apparent density (NLT-176) 0.7 g/cm3
Table 3Properties of BM3c and B 50/70 bitumen.
Bitumen BM3c B 50/70
Penetration (UNE-EN 1426) 54 mm 68 mmSoftening point (UNE-EN 1427) 68.1 �C 48.1 �CFragility temperature (Fraas method) (UNE-EN 12593) �17 �C �12 �CElastic recovery at 25 �C (NLT 329) 73% –
Table 4Properties and composition of the crumb rubber used.
PropertiesDensity 1.15 g/cm3
Color BlackParticle morphology IrregularWater content <0.75%Textile fiber content <0.5% in weightMetal content <0.1% of the rubber weight
Grain-size Sieve (mm) 0.6 0.5 0.25 0.125 0.063% material passing 100 74 19 2 0
Min. (%) Max. (%)
CompositionAcetone extract 7.5 17.5Natural rubber (NR) 21.0 42.0Polymers (NR/SBR) 50.0 55.0Sulfur – 5.0Carbon black 20.0 38.0Ash – 18.5
468 F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474
3.1. Moisture sensitivity
Each of the mixes in our study was tested for moisture sensitiv-ity according to the UNE-EN 12697-12. In this way, it was possibleto determine the indirect traction resistance to moisture of the setsof test specimens made from each mix. Table 7 shows the valuesobtained for the density and resistance of each of the specimens.
Figs. 1–4 reflect the values related to the mean density and indi-rect traction resistance of the set of wet specimens and dry speci-mens, and for each of the crumb rubber mixes. As in the Marshallanalysis results obtained in the first project phase, these figuresclearly indicate that the density of the mixes decreased as thequantity of crumb rubber increased. This parameter was not signif-icantly affected by the digestion time. Similarly, indirect tractionresistance was also affected by the amount of crumb rubber addedto the mix. More specifically, the optimal crumb rubber percentagewas found to be 1.0% though this value was significantly higher forthe dry set of specimens as well as for the wet set. It should also behighlighted that the indirect traction resistance of the mixes for acrumb rubber percentage of 1.0% was found to be less affected
by the digestion time than in the case of crumb rubber percentagesof 0.5% and 1.5%. In this case, the increase in digestion timeimproved the properties of the mix.
The results obtained in this test confirmed those from our firststudy, which demonstrated that there was an impoverishment ofquality for mixes with a crumb rubber content higher than 1.0%.This loss of quality occurred because of the decompaction of the
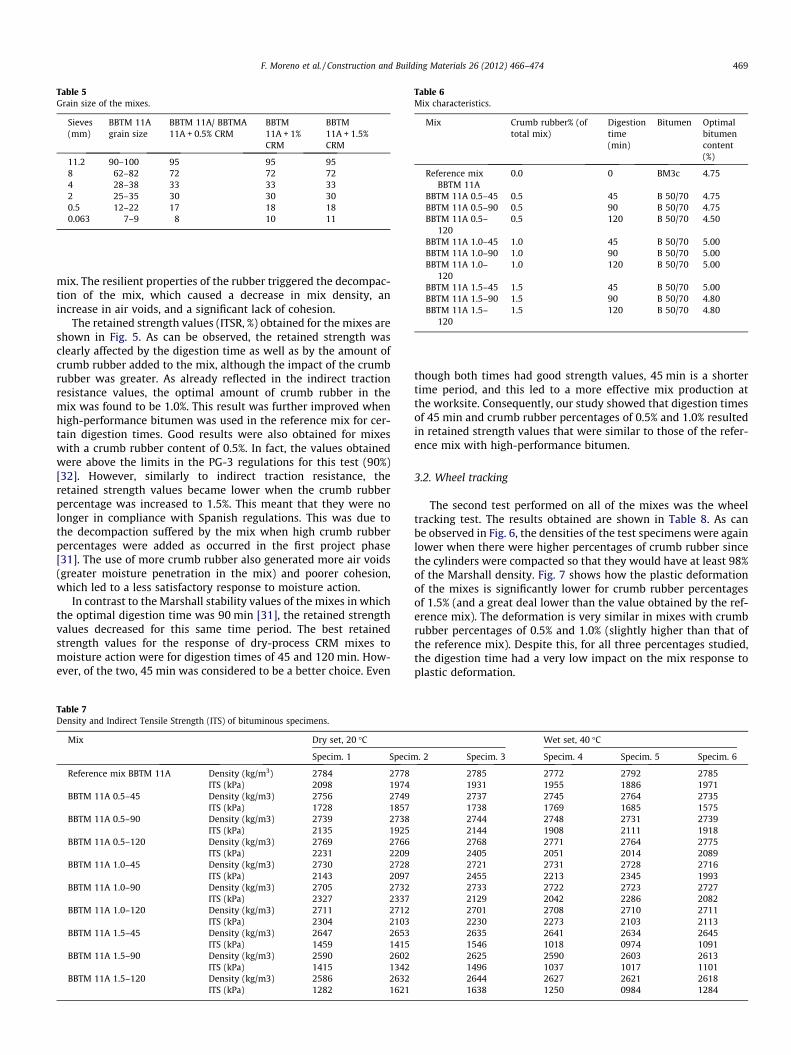
Table 5Grain size of the mixes.
Sieves(mm)
BBTM 11Agrain size
BBTM 11A/ BBTMA11A + 0.5% CRM
BBTM11A + 1%CRM
BBTM11A + 1.5%CRM
11.2 90–100 95 95 958 62–82 72 72 724 28–38 33 33 332 25–35 30 30 300.5 12–22 17 18 180.063 7–9 8 10 11
Table 6Mix characteristics.
Mix Crumb rubber% (oftotal mix)
Digestiontime(min)
Bitumen Optimalbitumencontent(%)
Reference mixBBTM 11A
0.0 0 BM3c 4.75
BBTM 11A 0.5–45 0.5 45 B 50/70 4.75BBTM 11A 0.5–90 0.5 90 B 50/70 4.75BBTM 11A 0.5–
1200.5 120 B 50/70 4.50
BBTM 11A 1.0–45 1.0 45 B 50/70 5.00BBTM 11A 1.0–90 1.0 90 B 50/70 5.00BBTM 11A 1.0–
1201.0 120 B 50/70 5.00
BBTM 11A 1.5–45 1.5 45 B 50/70 5.00BBTM 11A 1.5–90 1.5 90 B 50/70 4.80BBTM 11A 1.5–
1201.5 120 B 50/70 4.80
F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474 469
mix. The resilient properties of the rubber triggered the decompac-tion of the mix, which caused a decrease in mix density, anincrease in air voids, and a significant lack of cohesion.
The retained strength values (ITSR, %) obtained for the mixes areshown in Fig. 5. As can be observed, the retained strength wasclearly affected by the digestion time as well as by the amount ofcrumb rubber added to the mix, although the impact of the crumbrubber was greater. As already reflected in the indirect tractionresistance values, the optimal amount of crumb rubber in themix was found to be 1.0%. This result was further improved whenhigh-performance bitumen was used in the reference mix for cer-tain digestion times. Good results were also obtained for mixeswith a crumb rubber content of 0.5%. In fact, the values obtainedwere above the limits in the PG-3 regulations for this test (90%)[32]. However, similarly to indirect traction resistance, theretained strength values became lower when the crumb rubberpercentage was increased to 1.5%. This meant that they were nolonger in compliance with Spanish regulations. This was due tothe decompaction suffered by the mix when high crumb rubberpercentages were added as occurred in the first project phase[31]. The use of more crumb rubber also generated more air voids(greater moisture penetration in the mix) and poorer cohesion,which led to a less satisfactory response to moisture action.
In contrast to the Marshall stability values of the mixes in whichthe optimal digestion time was 90 min [31], the retained strengthvalues decreased for this same time period. The best retainedstrength values for the response of dry-process CRM mixes tomoisture action were for digestion times of 45 and 120 min. How-ever, of the two, 45 min was considered to be a better choice. Even
Table 7Density and Indirect Tensile Strength (ITS) of bituminous specimens.
Mix Dry set, 20 �C
Specim. 1 Specim
Reference mix BBTM 11A Density (kg/m3) 2784 2778ITS (kPa) 2098 1974
BBTM 11A 0.5–45 Density (kg/m3) 2756 2749ITS (kPa) 1728 1857
BBTM 11A 0.5–90 Density (kg/m3) 2739 2738ITS (kPa) 2135 1925
BBTM 11A 0.5–120 Density (kg/m3) 2769 2766ITS (kPa) 2231 2209
BBTM 11A 1.0–45 Density (kg/m3) 2730 2728ITS (kPa) 2143 2097
BBTM 11A 1.0–90 Density (kg/m3) 2705 2732ITS (kPa) 2327 2337
BBTM 11A 1.0–120 Density (kg/m3) 2711 2712ITS (kPa) 2304 2103
BBTM 11A 1.5–45 Density (kg/m3) 2647 2653ITS (kPa) 1459 1415
BBTM 11A 1.5–90 Density (kg/m3) 2590 2602ITS (kPa) 1415 1342
BBTM 11A 1.5–120 Density (kg/m3) 2586 2632ITS (kPa) 1282 1621
though both times had good strength values, 45 min is a shortertime period, and this led to a more effective mix production atthe worksite. Consequently, our study showed that digestion timesof 45 min and crumb rubber percentages of 0.5% and 1.0% resultedin retained strength values that were similar to those of the refer-ence mix with high-performance bitumen.
3.2. Wheel tracking
The second test performed on all of the mixes was the wheeltracking test. The results obtained are shown in Table 8. As canbe observed in Fig. 6, the densities of the test specimens were againlower when there were higher percentages of crumb rubber sincethe cylinders were compacted so that they would have at least 98%of the Marshall density. Fig. 7 shows how the plastic deformationof the mixes is significantly lower for crumb rubber percentagesof 1.5% (and a great deal lower than the value obtained by the ref-erence mix). The deformation is very similar in mixes with crumbrubber percentages of 0.5% and 1.0% (slightly higher than that ofthe reference mix). Despite this, for all three percentages studied,the digestion time had a very low impact on the mix response toplastic deformation.
Wet set, 40 �C
. 2 Specim. 3 Specim. 4 Specim. 5 Specim. 6
2785 2772 2792 27851931 1955 1886 19712737 2745 2764 27351738 1769 1685 15752744 2748 2731 27392144 1908 2111 19182768 2771 2764 27752405 2051 2014 20892721 2731 2728 27162455 2213 2345 19932733 2722 2723 27272129 2042 2286 20822701 2708 2710 27112230 2273 2103 21132635 2641 2634 26451546 1018 0974 10912625 2590 2603 26131496 1037 1017 11012644 2627 2621 26181638 1250 0984 1284
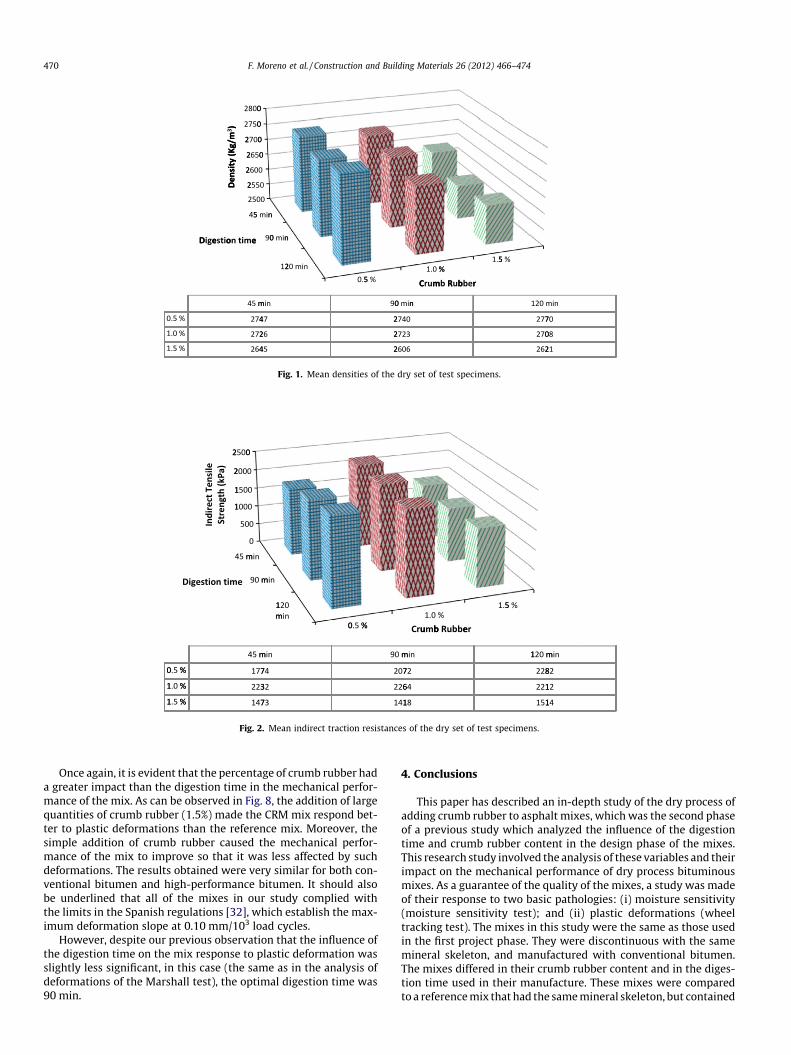
Fig. 1. Mean densities of the dry set of test specimens.
Fig. 2. Mean indirect traction resistances of the dry set of test specimens.
470 F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474
Once again, it is evident that the percentage of crumb rubber hada greater impact than the digestion time in the mechanical perfor-mance of the mix. As can be observed in Fig. 8, the addition of largequantities of crumb rubber (1.5%) made the CRM mix respond bet-ter to plastic deformations than the reference mix. Moreover, thesimple addition of crumb rubber caused the mechanical perfor-mance of the mix to improve so that it was less affected by suchdeformations. The results obtained were very similar for both con-ventional bitumen and high-performance bitumen. It should alsobe underlined that all of the mixes in our study complied withthe limits in the Spanish regulations [32], which establish the max-imum deformation slope at 0.10 mm/103 load cycles.
However, despite our previous observation that the influence ofthe digestion time on the mix response to plastic deformation wasslightly less significant, in this case (the same as in the analysis ofdeformations of the Marshall test), the optimal digestion time was90 min.
4. Conclusions
This paper has described an in-depth study of the dry process ofadding crumb rubber to asphalt mixes, which was the second phaseof a previous study which analyzed the influence of the digestiontime and crumb rubber content in the design phase of the mixes.This research study involved the analysis of these variables and theirimpact on the mechanical performance of dry process bituminousmixes. As a guarantee of the quality of the mixes, a study was madeof their response to two basic pathologies: (i) moisture sensitivity(moisture sensitivity test); and (ii) plastic deformations (wheeltracking test). The mixes in this study were the same as those usedin the first project phase. They were discontinuous with the samemineral skeleton, and manufactured with conventional bitumen.The mixes differed in their crumb rubber content and in the diges-tion time used in their manufacture. These mixes were comparedto a reference mix that had the same mineral skeleton, but contained
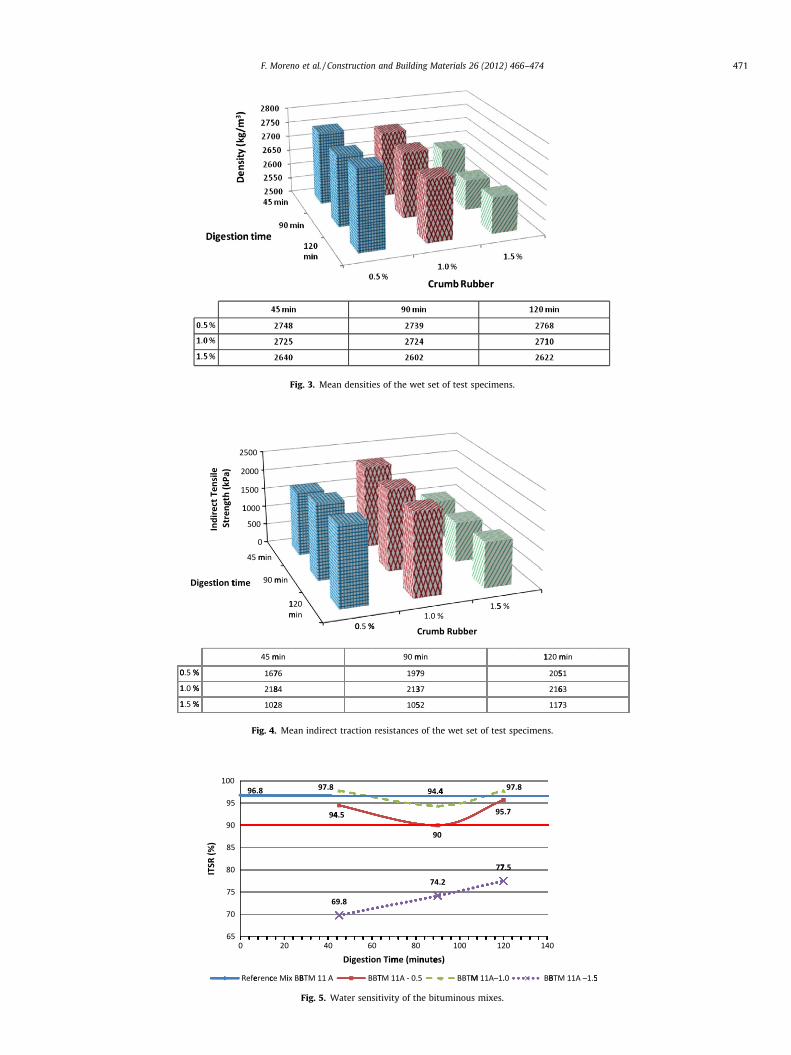
Fig. 4. Mean indirect traction resistances of the wet set of test specimens.
Fig. 5. Water sensitivity of the bituminous mixes.
Fig. 3. Mean densities of the wet set of test specimens.
F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474 471
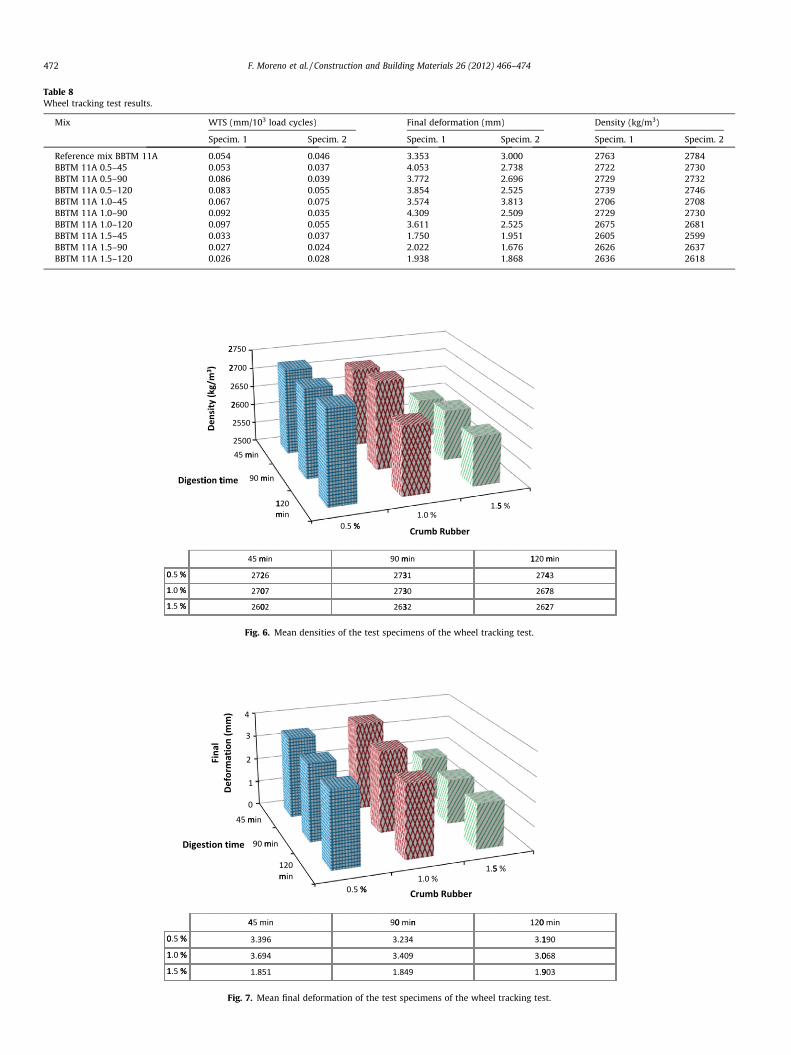
Table 8Wheel tracking test results.
Mix WTS (mm/103 load cycles) Final deformation (mm) Density (kg/m3)
Specim. 1 Specim. 2 Specim. 1 Specim. 2 Specim. 1 Specim. 2
Reference mix BBTM 11A 0.054 0.046 3.353 3.000 2763 2784BBTM 11A 0.5–45 0.053 0.037 4.053 2.738 2722 2730BBTM 11A 0.5–90 0.086 0.039 3.772 2.696 2729 2732BBTM 11A 0.5–120 0.083 0.055 3.854 2.525 2739 2746BBTM 11A 1.0–45 0.067 0.075 3.574 3.813 2706 2708BBTM 11A 1.0–90 0.092 0.035 4.309 2.509 2729 2730BBTM 11A 1.0–120 0.097 0.055 3.611 2.525 2675 2681BBTM 11A 1.5–45 0.033 0.037 1.750 1.951 2605 2599BBTM 11A 1.5–90 0.027 0.024 2.022 1.676 2626 2637BBTM 11A 1.5–120 0.026 0.028 1.938 1.868 2636 2618
Fig. 6. Mean densities of the test specimens of the wheel tracking test.
Fig. 7. Mean final deformation of the test specimens of the wheel tracking test.
472 F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474
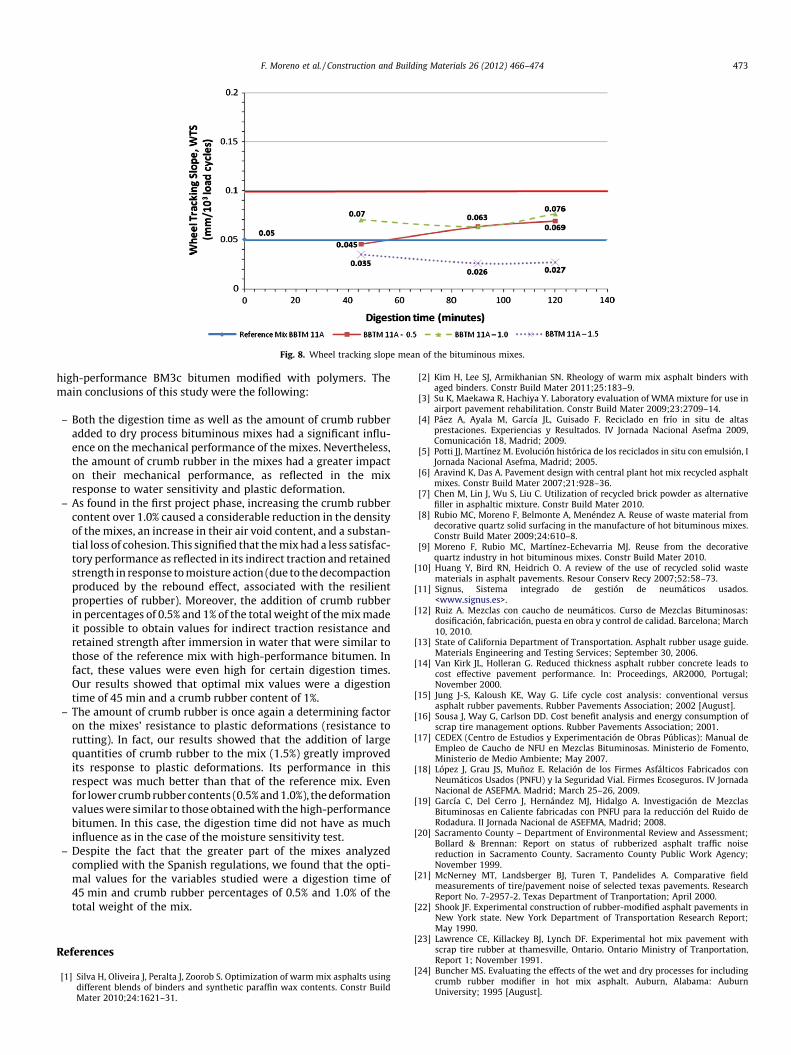
Fig. 8. Wheel tracking slope mean of the bituminous mixes.
F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474 473
high-performance BM3c bitumen modified with polymers. Themain conclusions of this study were the following:
– Both the digestion time as well as the amount of crumb rubberadded to dry process bituminous mixes had a significant influ-ence on the mechanical performance of the mixes. Nevertheless,the amount of crumb rubber in the mixes had a greater impacton their mechanical performance, as reflected in the mixresponse to water sensitivity and plastic deformation.
– As found in the first project phase, increasing the crumb rubbercontent over 1.0% caused a considerable reduction in the densityof the mixes, an increase in their air void content, and a substan-tial loss of cohesion. This signified that the mix had a less satisfac-tory performance as reflected in its indirect traction and retainedstrength in response to moisture action (due to the decompactionproduced by the rebound effect, associated with the resilientproperties of rubber). Moreover, the addition of crumb rubberin percentages of 0.5% and 1% of the total weight of the mix madeit possible to obtain values for indirect traction resistance andretained strength after immersion in water that were similar tothose of the reference mix with high-performance bitumen. Infact, these values were even high for certain digestion times.Our results showed that optimal mix values were a digestiontime of 45 min and a crumb rubber content of 1%.
– The amount of crumb rubber is once again a determining factoron the mixes’ resistance to plastic deformations (resistance torutting). In fact, our results showed that the addition of largequantities of crumb rubber to the mix (1.5%) greatly improvedits response to plastic deformations. Its performance in thisrespect was much better than that of the reference mix. Evenfor lower crumb rubber contents (0.5% and 1.0%), the deformationvalues were similar to those obtained with the high-performancebitumen. In this case, the digestion time did not have as muchinfluence as in the case of the moisture sensitivity test.
– Despite the fact that the greater part of the mixes analyzedcomplied with the Spanish regulations, we found that the opti-mal values for the variables studied were a digestion time of45 min and crumb rubber percentages of 0.5% and 1.0% of thetotal weight of the mix.
References
[1] Silva H, Oliveira J, Peralta J, Zoorob S. Optimization of warm mix asphalts usingdifferent blends of binders and synthetic paraffin wax contents. Constr BuildMater 2010;24:1621–31.
[2] Kim H, Lee SJ, Armikhanian SN. Rheology of warm mix asphalt binders withaged binders. Constr Build Mater 2011;25:183–9.
[3] Su K, Maekawa R, Hachiya Y. Laboratory evaluation of WMA mixture for use inairport pavement rehabilitation. Constr Build Mater 2009;23:2709–14.
[4] Páez A, Ayala M, García JL, Guisado F. Reciclado en frío in situ de altasprestaciones. Experiencias y Resultados. IV Jornada Nacional Asefma 2009,Comunicación 18, Madrid; 2009.
[5] Potti JJ, Martínez M. Evolución histórica de los reciclados in situ con emulsión, IJornada Nacional Asefma, Madrid; 2005.
[6] Aravind K, Das A. Pavement design with central plant hot mix recycled asphaltmixes. Constr Build Mater 2007;21:928–36.
[7] Chen M, Lin J, Wu S, Liu C. Utilization of recycled brick powder as alternativefiller in asphaltic mixture. Constr Build Mater 2010.
[8] Rubio MC, Moreno F, Belmonte A, Menéndez A. Reuse of waste material fromdecorative quartz solid surfacing in the manufacture of hot bituminous mixes.Constr Build Mater 2009;24:610–8.
[9] Moreno F, Rubio MC, Martínez-Echevarria MJ. Reuse from the decorativequartz industry in hot bituminous mixes. Constr Build Mater 2010.
[10] Huang Y, Bird RN, Heidrich O. A review of the use of recycled solid wastematerials in asphalt pavements. Resour Conserv Recy 2007;52:58–73.
[11] Signus, Sistema integrado de gestión de neumáticos usados.<www.signus.es>.
[12] Ruiz A. Mezclas con caucho de neumáticos. Curso de Mezclas Bituminosas:dosificación, fabricación, puesta en obra y control de calidad. Barcelona; March10, 2010.
[13] State of California Department of Transportation. Asphalt rubber usage guide.Materials Engineering and Testing Services; September 30, 2006.
[14] Van Kirk JL, Holleran G. Reduced thickness asphalt rubber concrete leads tocost effective pavement performance. In: Proceedings, AR2000, Portugal;November 2000.
[15] Jung J-S, Kaloush KE, Way G. Life cycle cost analysis: conventional versusasphalt rubber pavements. Rubber Pavements Association; 2002 [August].
[16] Sousa J, Way G, Carlson DD. Cost benefit analysis and energy consumption ofscrap tire management options. Rubber Pavements Association; 2001.
[17] CEDEX (Centro de Estudios y Experimentación de Obras Públicas): Manual deEmpleo de Caucho de NFU en Mezclas Bituminosas. Ministerio de Fomento,Ministerio de Medio Ambiente; May 2007.
[18] López J, Grau JS, Muñoz E. Relación de los Firmes Asfálticos Fabricados conNeumáticos Usados (PNFU) y la Seguridad Vial. Firmes Ecoseguros. IV JornadaNacional de ASEFMA. Madrid; March 25–26, 2009.
[19] García C, Del Cerro J, Hernández MJ, Hidalgo A. Investigación de MezclasBituminosas en Caliente fabricadas con PNFU para la reducción del Ruido deRodadura. II Jornada Nacional de ASEFMA, Madrid; 2008.
[20] Sacramento County – Department of Environmental Review and Assessment;Bollard & Brennan: Report on status of rubberized asphalt traffic noisereduction in Sacramento County. Sacramento County Public Work Agency;November 1999.
[21] McNerney MT, Landsberger BJ, Turen T, Pandelides A. Comparative fieldmeasurements of tire/pavement noise of selected texas pavements. ResearchReport No. 7-2957-2. Texas Department of Tranportation; April 2000.
[22] Shook JF. Experimental construction of rubber-modified asphalt pavements inNew York state. New York Department of Transportation Research Report;May 1990.
[23] Lawrence CE, Killackey BJ, Lynch DF. Experimental hot mix pavement withscrap tire rubber at thamesville, Ontario. Ontario Ministry of Tranportation,Report 1; November 1991.
[24] Buncher MS. Evaluating the effects of the wet and dry processes for includingcrumb rubber modifier in hot mix asphalt. Auburn, Alabama: AuburnUniversity; 1995 [August].

474 F. Moreno et al. / Construction and Building Materials 26 (2012) 466–474
[25] Singleton TM, Airey GD, Collop AC, Widyatmoko I. Residual bitumencharacteristics following dry process rubber bitumen interaction. In:Proceedings of the asphalt rubber 200 conference, Vilamoura, Portugal. p.463–82.
[26] Airey GD, Rahman MM, Collop AC. Absorption of bitumen into crumb rubberusing the basket drainage method. Int J Pavement Eng 2003;4(2):105–9.
[27] Pérez F, Miró R, Martínez A, Martínez C, Páez A. Evaluación de la cohesión debetunes modificados con polvo de neumáticos. Mater Construcc2006;56(284):43–54.
[28] Rahman MM, Airey GD, Collop AC. The mechanical properties of the dryprocess CRM asphalt mixtures following short-term and long-term ageing.Recycled materials in road and airfield pavements. Norway, Workshop; 2005.
[29] Rahman MM, Airey GD, Collop AC. Moisture susceptibility of high and lowcompaction dry process crumb rubber modified asphalt mixtures. TRB 2010annual meeting.
[30] Aisien FA, Hymore FK, Ebewele RO. Application of ground scrap tyre rubbers inasphalt concrete pavements. Indian J Eng Mater Sci 2006;13(August):333–8.
[31] Moreno F, Rubio MC, Martínez-Echevarria MJ. Analysis of digestion time andthe crumb rubber percentage in dry-process crumb rubber modified hotbituminous mixes. Constr Build Mater 2010.
[32] Dirección General de Carreteras: Pliego de Prescripciones Técnicas Generalespara Obras de Carreteras y Puentes PG-3. Ministerio de Fomento, EdicionesLiteam, Madrid; 2010.
[33] Dirección General de Carreteras: Normas NLT. Ensayos de Carreteras.Ministerio de Obras Públicas y Transportes (MOPT), 2ª Edición, Madrid; 1992.
[34] Asociación Española de Normalización y Certificación (AENOR): Manual denormas técnicas UNE-EN. Serie Construcción. Áridos para mezclas bituminosasy tratamientos superficiales de carreteras, Madrid; 2001. p. 526.