the hidden professionals: product designers and their impact on design quality
TRANSCRIPT

254 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 39, NO. 3, AUGUST 1992
The Hidden Professionals: Product Designers and Their Impact
on Design Quality Mitchell Fleischer and Jeffrey K. Liker
Abstract-The management of designers and the design proc ess controls a crucial element in the efficiency and effectiveness of product realization. U.S. companies typically distinguish the role of “design engineer,” treated as a professional, from that of “designer,” treated as a worker who creates the detailed design. This paper discusses the roles of designers in the development engineering phase of product development, and examines the effects of designer communication, job design, organization cli- mate, and CAD system quality on design quality. A survey of designers and design engineers at ten manufacturing sites was conducted. Communication with downstream processes, task significance, and job commitment were associated with greater achievement of manufacturability objectives. Communication with downstream processes and within the design core team were associated with achievement of strength objectives. Job commitment was a significant predictor of achievement of cost objectives. CAD system quality was not associated with any of the outcome measures. These results suggest that managers of development engineering organizations should treat designers more as professionals and less as workers. They should also redesign the jobs of both designers and design engineers to insure that the designers have greater responsibility and author- ity for linking with external groups.
I. INTRODUCTION
A. The Importance of Design and Designers wide assortment of observers have noted the impor- At ance of design in the total “product realization”
process. For example, there are estimates that as much as 85% of total product costs are “locked in” by the time the early concept design is completed [26]. Not only is design recognized as a crucial cost driver, but it is also recog- nized as a major determinant of quality, because quality is designed into the product at least as much as it is built in during manufacture [61, [lo], [131, [151, [301, [321. Finally, good design contributes to a firm’s ability to develop and produce new products more quickly by minimizing engi- neering changes which delay production [25], [27]. Thus design makes major contributions to the three primary business outcomes of cost, quality, and timeliness.
If it is clear that most people agree that design is important, it is less clear that everyone agrees on what
Manuscript received May 1990; revised January 1991. M. Fleischer is with the Industrial Technology Institute, Ann Arbor,
J. K. Liker is with the University of Michigan, Industrial and Opera-
IEEE Log Number 9201297.
MI 48106.
tions Engineering, Ann Arbor, MI 48109.
they mean by “design.” Do they mean the invention of new products, the development of new products, indus- trial design, concept design, or detailed design? Clark and Fujimoto [91 describe five phases of product development in the auto industry: concept generation, product plan- ning, design engineering, process engineering, and pro- duction-all of which involve design. Each of these activi- ties is quite different, and typically takes place in different organizational units by different types of technical profes- sionals, each of whom may need to be managed somewhat differently. For example, the invention and development of totally new products typically takes place within a Research and Development (R & D) unit. In contrast, the detailed design of a product or part leading to its produc- tion (often called development engineering) typically takes place in a completely separate organizational unit. How does the work of development engineering differ from that of the R & D group?
Consider the design of a new automobile engine. The R & D group might invent a way to have six valves per cylinder rather than the traditional two or the increasingly common four. It would then develop and test types of valves, methods of controlling the valves, shapes of pis- tons, etc. to find a way to make the new engine work effectively. At some point the R & D group will have a working prototype. The next challenge is to design the parts of this engine to be made in a production environ- ment-that involves a different kind of design, done by the development engineering group. This group also de- signs parts and assemblies which may never go near an R & D group. These would include, for example, such parts as outer body panels for an automobile, struts which support the outer body panels, or a new alternator hous- ing to fit with a new engine or body style.
B. The Organization of Development Engineering While there is a substantial literature on the manage-
ment of R & D organizations [26], [28], [29], the literature on development engineering per se is much more limited [17], [21], [27]. However, since some of the R & D litera- ture treats development engineering as part of R & D, it will be useful to discuss the organization of development engineering in that context.
The R & D management literature (e.g., [301) suggests that R & D tasks get more and more routine as they move
0018-9391/92$03.00 0 1992 IEEE

255 FLEISCHER AND LIKER: PRODUCT DESIGNERS AND DESIGN QUALITY
along the “life cycle” of product development. For exam- ple, those who develop the initial concept for a product perform tasks which are much more uncertain than those who turn that concept into a prototype, and they in turn perform tasks which are less routine than those who perform detailed design work for production purposes. Tushman [30] ties this to well-established contingency theories which suggest that organization design should be derived from the nature of the task to be performed. According to contingency theory [71, 1161, [34] organiza- tions which perform relatively routine tasks, in stable environments should have a “mechanistic” organization design, while those performing nonroutine tasks, in an unstable environment, should have an “organic” design. A mechanistic design is what we often think of as “bureaucratic,” with a high degree of centralized control, many rules and regulations, a tall hierarchy, an extensive division of labor, etc. An organic design is the polar opposite, with little division of labor, a flat hierarchy, and distributed control. Most writers think of these two orga- nization designs as opposite ends of a continuum. While the concept has been criticized for lumping too many variables along a single dimension, it continues to be used widely and has great intuitive appeal for both researchers and practitioners.
By tying contingency theory of organization design to an assessment of tasks performed along the product de- velopment life cycle, Tushman proposes that those who operate at the nonroutine, research end of the life cycle should work in organic organizations, while those who operate later in the life cycle should work in relatively mechanistic organizations. If we accept the validity of contingency theories, such a prescription should be ax- iomatic. Unfortunately, the meaning of “relatively mecha- nistic” is very uncertain for the manager of a real organi- zation. How mechanistic should an organization be? Is development engineering an “assembly line” task which should be organized along Fordist lines?
In much of U.S. industry, development engineering groups which design mechanical parts’ tend to have a highly mechanistic structure [8], [21], [27]. Typically this involves a lead “design engineer” who develops the con- cept and establishes specifications and perhaps a sketch if that helps to convey the need. The design engineer is usually degreed and has primary responsibility to inter- face with external groups (e.g., marketing, manufacturing). He or she passes the concept along to a “designer” who develops a detailed drawing or database (in the case of a CAD system). This designer is often not a degreed engi- neer, although in some firms this is a role given to newly degreed engineers to provide them with an opportunity to learn about the design process and the products made by the company. The designer has the primary responsibility to “create” the part or component in detail. Finally, the
’ Obviously not all industries make this distinction. We have focused here on those which do. For more detailed descriptions of development engineering, see Robertson and Allen [27] and Liker and Fleischer [17].
design is passed on to a drafter or detailer who makes sure that layering is correct, that lines actually meet at corners, etc. A typical promotion ladder is for a drafter, after several years of experience, to get promoted to designer. Rarely would a designer be promoted to design engineer unless they went back to school for an engineer- ing degree. This hierarchy of authority and division of labor is accompanied by a high degree of centralization and a large number of rules regarding design practice and work hours.
The work of designers and drafters is particularly “routinized” relative to that of design engineers. Design engineers tend to operate much like project managers, while designers and drafters are often considered to be much like assembly line workers who get detailed direc- tions from the design engineer. The design engineer is responsible for liaison with all external functions, while designers and drafters are expected to simply perform tasks assigned by the design engineer. Thus, design engi- neers are treated like “professionals” while designers and drafters are treated like “workers.” As an example, we have been in more than one organization in which a manager who saw a designer talking on the phone com- plained that the designer wasn’t doing his job because he wasn’t working at a CAD tube. The clear assumption is that unless the designer is making drawings he isn’t really working.
The mechanistic development engineering organization, while apparently consistent with Tushman’s application of contingency theory, is, we believe, dysfunctional and based on a misunderstanding of the work of the design team in a development engineering group, with the consequent mis- application of organization theory. The fundamental prob- lem is a misunderstanding of the work of the designer. This person takes the concept from the design engineer and converts it into a tangible design. There is little that is routine about such work. The designer must know a great deal about product (and part) function, manufacturing and assembly processes, materials, and costs, and he/she must apply that knowledge to a wide variety of designs, in interaction with other functions such as manufacturing engineering. In fact, a large proportion of design decisions are made by the designer, rather than the design engi- neer. Furthermore, and perhaps most critically, designers tend to stay on their jobs for long periods of time, while design engineers typically move every few years, seeking the fast track to promotion [17], [21]. This means that the designer is often the main repository of institutional mem- ory about parts and components, which must be applied in the future to new products. Despite the central signifi- cance of designers they are rarely mentioned in the litera- ture on product development, where it is tacitly assumed that the engineers are designing and analyzing parts and operating CAD systems.
This suggests that designers should be treated more as “professionals” than as “workers.” An analogy might be made to the relative roles of physicians and nurses. Al- though the physician is recognized as “manager” of the
256 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 39, NO. 3, AUGUST 1992
Core Deslgn Group
Designers 13- DESIGNER
use 01 Product
. IndUSlrial
* Marketing * M D
cuaomers
designen - Engineers
nurse’s activity, the nurse is still recognized as a profes- sional, with a significant amount of discretion. Similarly, the designer should be recognized as a professional, but usually is not.
The problems associated with this form of organization have become increasingly apparent over the past few years. Relative to the Japanese, our auto companies take almost twice as long to design a car. While some of this disparity can be attributed to problems with procurement processes and the time needed to build tooling [9], we believe that much of it lies in the fundamental assump- tions we have described about the design process and those who work within it.
C. Making Design More Effective U S . industry has recognized the problems of their
design processes and organizations and have attempted to modify them. One approach to this is to change the flow of information and the pattern of decision making about designs. Perhaps the most well-known example of this is “concurrent engineering” [9], [ 101, [ 141, [23]. In concurrent engineering, steps are taken to remove the “wall” be- tween design and manufacturing.* This means that infor- mation about designs is passed to manufacturing early in the design process; manufacturing is kept appraised of the design as it evolves; and manufacturing provides feedback to design about producibility. This potentially has two effects: Products are more “producible” so there are fewer engineering changes, thereby lowering costs and cutting the length of the design cycle; and design of the manufacturing system can begin earlier, thereby reducing time to market.
Concurrent engineering is only one example of this approach. Many individual companies have developed their own variations of an improved design process. Gen- eral Motors, for example, has what it calls the “Four-Phase Design Process.” Ford has its “Concept to Customer” design process. We believe it is fair to say that all of these processes attempt to make design more effective by man- dating communication between different parts of the or- ganization, i.e., by modifying information flow to insure that information gets where it is needed, when it is needed.
One potential stumbling block to the implementation of concurrent engineering is the fundamental misunder- standing we have described regarding the role of design- ers in this information flow. Unless the jobs of designers are modified to fit a more professional, organic model, they will have little direct access to information, unclear responsibility and authority, and little motivation to act in a professional manner. How can these “hidden profes- sionals” be used to enhance the effectiveness of the design process? In this paper we empirically examine the role of the designer and the impact organizational issues
’ More advanced versions of concurrent engineering also include links to marketing and sales, but we have simplified the description for the sake of clarity.
l - l Derlgn Support
* Engineenng analysls - Protolyp builden *Testing
Systems engineers Pmjeci managen
f Desgnen of interfaang amponems
Production
Manufacturing engineers - PmdUCliord assembly
Twlng Quality assurance
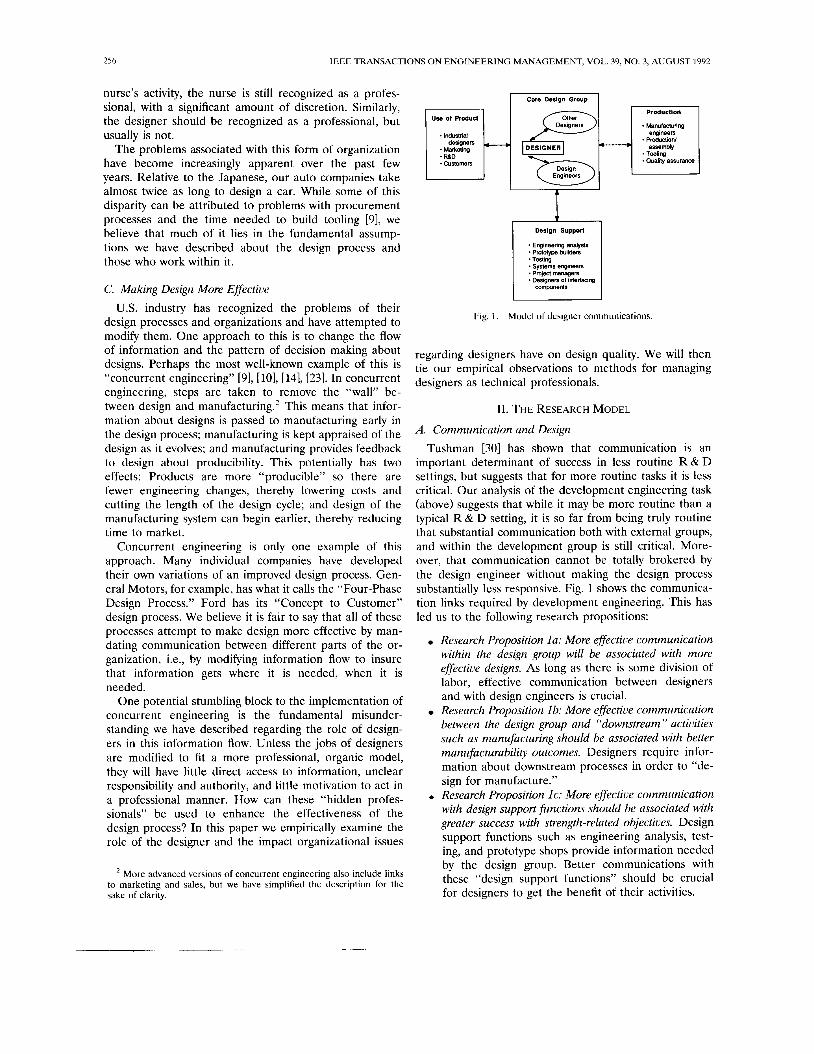
Fig. 1. Model of designer communications.
regarding designers have on design quality. We will then tie our empirical observations to methods for managing designers as technical professionals.
11. THE RESEARCH MODEL
A. Communication and Design Tushman [30] has shown that communication is an
important determinant of success in less routine R & D settings, but suggests that for more routine tasks it is less critical. Our analysis of the development engineering task (above) suggests that while it may be more routine than a typical R & D setting, it is so far from being truly routine that substantial communication both with external groups, and within the development group is still critical. More- over, that communication cannot be totally brokered by the design engineer without making the design process substantially less responsive. Fig. 1 shows the communica- tion links required by development engineering. This has led us to the following research propositions:
Research Proposition la: More effective communication within the design group will be associated with more effective designs. As long as there is some division of labor, effective communication between designers and with design engineers is crucial. Research Proposition 1 b: More effective communication between the design group and “downstream ’’ activities such as manufacturing should be associated with better manufacturability outcomes. Designers require infor- mation about downstream processes in order to “de- sign for manufacture.” . Research Proposition IC: More effective communication with design support functions should be associated with greater success with strength-related objectives. Design support functions such as engineering analysis, test- ing, and prototype shops provide information needed by the design group. Better communications with these “design support functions” should be crucial for designers to get the benefit of their activities.

257 FLEISCHER AND LIKER: PRODUCT DESIGNERS AND DESIGN QUALITY
Communication with “upstream” functions such as mar- keting are probably most closely associated with greater success at meeting customer requirements rather than manufacturing-related requirements. We make no propo- sition about such communication since we were unable to obtain measures of customer satisfaction.
B. Job Design One piece of evidence for the “organic” or “mechanis-
tic” character of an organization is the job designs of the individuals in it. Job design refers to the ways work is structured for the individual [121. Jobs can be designed so that they are “enriched,” i.e., have a variety of interesting tasks (e.g., planning responsibility, decision making, con- trol of the environment), and they may be “enlarged,” i.e., have a larger number of tasks even if none of the tasks are very interesting (e.g., monitor two machines instead of one). Enriched jobs should be characteristic of organic organizations since they imply less centralization and greater professionalism of the job holders. Such jobs are required in an organic organization because managers are less able to exercise direct control, thus requiring job holders to have greater discretion.
e Research Proposition 2: Job designs for designers which are more enriched, and hence fit an organic organiza- tion design, will be associated with more effective de- signs.
C. Organization Climate Although job design is the most immediate point of
contact between the designer and the organization, there are many others. Is the company a good place to work? Will it be there long enough so that the designer can plan a secure future there? Can management be trusted? Per- haps most important, is the designer committed to the job and the organization, and willing to put in the extra effort it takes for high quality design [211? We summarize these issues under the more general topic of organization cli- mate.
Research Proposition 3: A more positive organizational climilv will be associated with more effective designs.
D. CAD : ijytem Quality As the main tool for design we would expect the quality
of the CAD system to have an impact on the effectiveness of the design process. There is evidence from the informa- tion technology literature that unreliability of the system 131, [51 and difficulties getting access to a system [22] are major sources of user dissatisfaction and unwillingness to use the system. In an analysis of the perceived usefulness of CAD based on the same sample as the current study, Liker et al. [201 found that system quality was the main predictor of perceived usefulness of CAD among users in the U.S.
Research Proposition 4: A higher quality CAD system
(as perceived by the users) will be associated with more effective designs.
E. Designer Characteristics As discussed above, while most designers are former
drafters without engineering degrees, some are newly degreed engineers. While we might expect better work from the more experienced former drafters, the educa- tional background of the new design engineers may make up for this lack. Thus, we did not attempt to predict which might do better, but simply used this as a control variable in the analyses. Age has also been discussed as possibly contributing a greater likelihood of accepting new tech- nology [191, which could have an impact on design quality. Again we made no prediction, but used designer age as a control variable.
F. Design Outcomes When is a design outcome “better?” The quality litera-
ture (e.g., [111> would say that the ultimate determinant of this is when the product that has been designed reaches the hands of the user. However, there are many other ways to conceptualize design quality. For example, is the design manufacturable? Does it meet the specifications established for it? Did it meet its cost targets? While we agree that the customer is indeed the ultimate judge of design quality, the difficulty of obtaining customer judg- ments about quality, particularly of parts and components, means that, in many cases, more intermediate judgments by designers and engineers must be used.
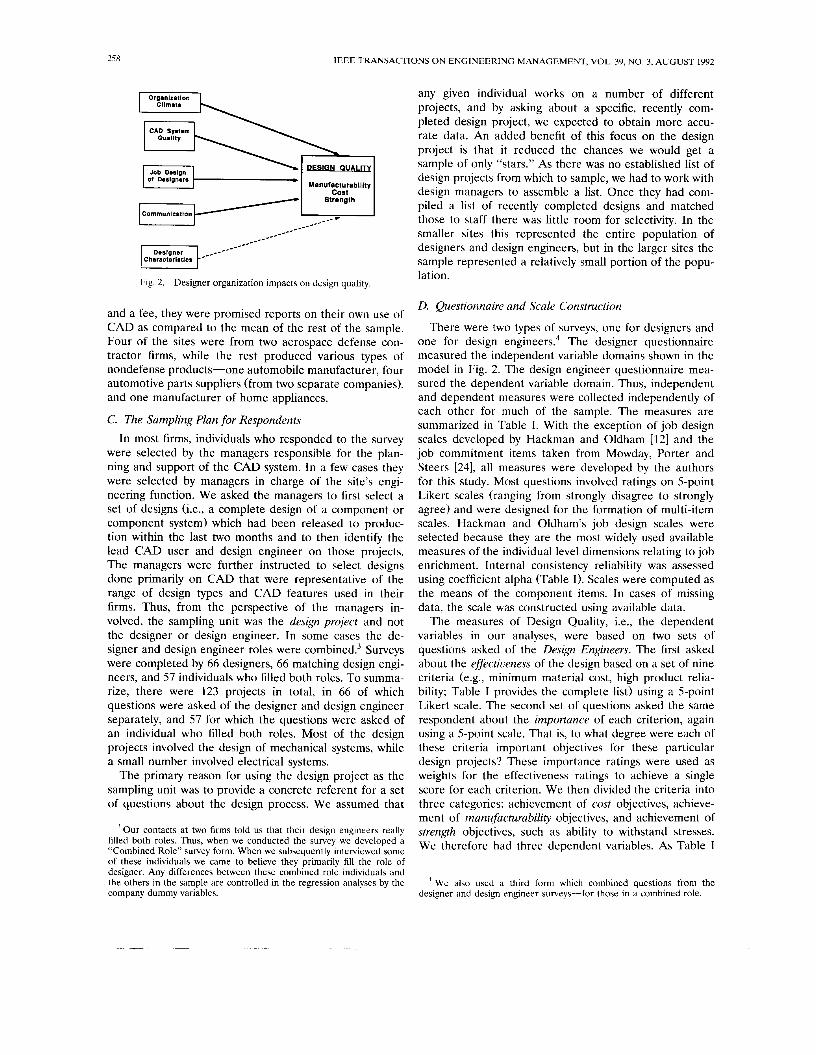
We have combined the research propositions to pro- pose a simple model of the impacts of design organization factors on design quality (Fig. 2). Better communication, enriched job designs, better perceived organization cli- mate, and better perceived CAD system quality will be associated with better design outcomes. It is this model that we tested through a survey of designers and engi- neers.
111. METHODS A. Study Methods
Questionnaires were filled out by designers and design engineers from ten manufacturing sites in the U.S. All designers used CGD as their main tool to develop designs. Design engineers were selected who had worked on pro- jects virtually identical to those worked on by the design- ers. The questionnaires were self-administered and took approximately 45 minutes to fill out. Arrangements were made for the surveys to be conducted during site visits in which we interviewed managers responsible for design as well as a small number of designers and design engineers.
B. The Sample of Firms The ten study sites represented a variety of industries
and products. All were divisions of large corporations which were major CAD users. The companies paid to join a research project on effective utilization of CAD. In exchange for making their sites accessible for the study
258 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 39, NO. 3, AUGUST 1992
Organlzatlon Cllmale
any given individual works on a number of different projects, and by asking about a specific, recently com- pleted design project, we expected to obtain more accu- rate data. An added benefit of this focus on the design project is that it reduced the chances we would get a sample of only “stars.” As there was no established list of design projects from which to sample, we had to work with design managers to assemble a list. Once they had com- piled a list of recently completed designs and matched those to staff there was little room for selectivity. In the smaller sites this represented the entire population of
a m t y
Job Dmrlgn of Deslgnws
Manufacturablllty
Strength cost
Communlcatlon /--. __-- _- __*- __-- _.-- Characterlstlcs
Fig. 2. Designer organization impacts on design quality.
designers and design engineers, but in the larger sites the sample represented a relatively small portion of the popu- lation.
D. Questionnaire and Scale Construction
There were two types of surveys, one for designers and one for design engineers4 The designer questionnaire measured the independent variable domains shown in the model in Fig. 2. The design engineer questionnaire mea- sured the dependent variable domain. Thus, independent and dependent measures were collected independently of
and a fee, they were promised reports on their own use of CAD as compared to the mean of the rest of the sample. Four of the sites were from two aerospace defense con- tractor firms, while the rest produced various types of nondefense products-one automobile manufacturer, four automotive parts suppliers (from two separate companies), and one manufacturer of home appliances. _ _ C. The Sampling Plan for Respondents
In most firms, individuals who responded to the survey were selected by the managers responsible for the plan- ning and support of the CAD system. In a few cases they were selected by managers in charge of the site’s engi- neering function. We asked the managers to first select a set of designs (i.e., a complete design of a component or component system) which had been released to produc- tion within the last two months and to then identify the lead CAD user and design engineer on those projects. The managers were further instructed to select designs done primarily on CAD that were representative of the range of design types and CAD features used in their firms. Thus, from the perspective of the managers in- volved, the sampling unit was the design project and not the designer or design engineer. In some cases the de- signer and design engineer roles were ~ o m b i n e d . ~ Surveys were completed by 66 designers, 66 matching design engi- neers, and 57 individuals who filled both roles. To summa- rize, there were 123 projects in total, in 66 of which questions were asked of the designer and design engineer separately, and 57 for which the questions were asked of an individual who filled both roles. Most of the design projects involved the design of mechanical systems, while a small number involved electrical systems.
The primary reason for using the design project as the sampling unit was to provide a concrete referent for a set of questions about the design process. We assumed that
each other for much of the sample. The measures-are summarized in Table I. With the exception of job design scales developed by Hackman and Oldham [12] and the job commitment items taken from Mowday, Porter and Steers 1241, all measures were developed by the authors for this study. Most questions involved ratings on 5-point Likert scales (ranging from strongly disagree to strongly agree) and were designed for the formation of multi-item scales. Hackman and Oldham’s job design scales were selected because they are the most widely used available measures of the individual level dimensions relating to job enrichment. Internal consistency reliability was assessed using coefficient alpha (Table I). Scales were computed as the means of the component items. In cases of missing data, the scale was constructed using available data.
The measures of Design Quality, i.e., the dependent variables in our analyses, were based on two sets of questions asked of the Design Engineers. The first asked about the effectiveness of the design based on a set of nine criteria (e.g., minimum material cost, high product relia- bility; Table I provides the complete list) using a 5-point Likert scale. The second set of questions asked the same respondent about the importance of each criterion, again using a 5-point scale. That is, to what degree were each of these criteria important objectives for these particular design projects? These importance ratings were used as weights for the effectiveness ratings to achieve a single score for each criterion. We then divided the criteria into three categories: achievement of cost objectives, achieve- ment of manz~facturability objectives, and achievement of
Our contacts at two firms told US that their design engineers really filled both roles. Thus, when we conducted the survey we developed a “Combined Role” survey form. When we subsequently interviewed some
strength objectives, such as ability to withstand stresses. We therefore had three dependent As Table I
of these individuals we- came to believe they prima& fill the role of designer. Any differences between these combined role individuals and the others in the sample are controlled in the regression analyses by the company dummy variables.
‘ We also used a third form which combined questions from the designer and design engineer surveys-for those in a combined role.

FLEISCHER AND LIKER: PRODUCT DESIGNERS AND DESIGN QUALITY 259
TABLE I DESCRIPTION OF SURVEY MEASURES
Measures Alpha’ #items Description
Independent Variables (Designer Survey)
Organization Climate Job Commitment .67
Company Environment .90
CAD System System Quality .61
Job Design Feedback from the job -
Task significance Autonomy Task identity
Skill variety
Downstream processes Communication with:
Design support .82
Core design group 6 4
Front-end support .79
Designer Characteristics Education -
- Age
Dependent Variables (Design Engineer Survey) -
Design Quality Achieve cost objectives .89
Achieve manufacturabiliv objectives
.91
Achieve sfrength objectives .90
3
10
5
3
3 3 3
3
5
6
2
4
1
1
3
4
2
How much designer likes working for
Trust in managers, organization; fairness; company, intends to stay
company cares about people; promotion potential; probability of layoff
CAD system reliability, accessibility, response time
Feedback about performance from the
Importance of the job How independently can the designer work Doing a “whole” piece of work as opposed to
How varied are the skills required in the job?
work itself
bits and pieces of larger jobs
Communication with manufacturing engineers, production and assembly, tooling suppliers
Communication with designers of interfacing components, engineering analysts, project managers, prototype makers, testing
Communication with other designers and engineers working on the same project
Communication with R & D, marketing, customers, industrial designers
Designer’s highest education expressed as dichotomous variable, college grad = 2, not = 1
Designer’s age in years
Design meets criteria for material, design and production cost
Design meets criteria for ease of production and assembly, reliable, supportable, and maintainable
Design is able to withstand stresses and has right level of stiffness
’ Reliability (alpha) is not reported for the Job Design measures since they are taken directly from prior, well-established work by Hackman and OIdham [12].
shows, the variables in each grouping showed sufficient internal consistency to form scales which served as our dependent variables in regression equations.
E. Analysis Approach
Multiple regression analysis was used to examine the relationship between the Designer Organization domains in Fig. 2 and the dependent measures of Design Quality. All independent variables were entered in the equations simultaneously. Since the number of firms involved in the study was small relative to the sample of designers, we entered dummy variables for each company into the equa- tions to control for the effects of “organization” on de- signers’ responses. However, since the auto supplier firms were quite small (and appeared relatively similar in many
ways when we visited them), these were all combined into a single “company” variable for analysis purposes. Study sites from the same company were also combined into a single dummy variable. We also controlled for two other variables: designer age and education. Education serves also to control for any differences between projects in which the designer and design engineer were different and those in which they served a “combined role” as discussed above. It serves as a control because in almost all cases in which the designer was different from the design engineer, he/she did not have a college degree, while all of the combined role individuals were degreed.
IV. RESULTS Table I1 shows the means and standard deviations for
the independent variables used in the study. Ratings for

260 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 39, NO. 3, AUGUST 1992
TABLE I1 CORRELATION BETWEEN INDEPENDENT VARIABLES WITH MEANS AND STANDARD DEVIATIONS
I2 Mu0
3.11 - SD -
o m 3 4
.35- .37-
30" .22
- .28'
11 12
.U -M
.20 .08
.10 .17
.13 .17
.14 .14
.06 .13
.01 .09
.10 .15
.29' .62"
.44" 64-
- .30*
I .25' I -.41" 3.07
3.29
4.11
- -
1 m 0.75
-0.60
- - 3. S y s m qualily
.09 1 4 1 3.43 0.74 * -.13
3.37
3.75
3.21
- -
0.88
0.76
0.76
- -
6. Task ID
7. skill Val
fomnuoiuti00
10. Design suppal ccmnuoiutioo a
11. cac anm
2.85 1.12
- 0.97
- 0.90
1.25 - -
0.49
3.03
3.79 -
I 12. F"4 U n m m i u t i O D
-.05 I .09 2 3
I 13. n t i edwtioo
-.43" 4- 1.39
38.5 - 10.7 - 14. Designcr age
job commitment, company environment and CAD system quality were essentially neutral on average. As we might expect for individuals performing complex interesting work, ratings on the job design scales are relatively high, with scores ranging between 3.2 and 4.1. Nonetheless, the scores are also low enough (particularly for Task Identity and Feedback) to suggest that there is considerable room for improvement in job design for these individuals. As we might expect, communication within the core team was rated as much more effective than communication with external groups. The education mean shows that a major- ity of respondents did not have a college degree.
Table I11 shows the multiple regression equations for the three Design Quality measures-manufacturability, cost, and strength. Each equation predicted a significant amount of variance in its dependent variable. Each equa- tion will be discussed in turn.
fourth research proposition that CAD system quality would be associated with more effective design.
B. Cost Goal Achievement The only variable significantly associated with the
achievement of cost objectives was one of the elements of Organization Climate: Job Commitment. This provides partial support for the third research proposition, but not for the others.
C. Strength Goal Achievement Only Communication variables were significantly re-
lated to the achievement of the strength objectives such as achieving appropriate stiffness or the ability to withstand stresses. In particular, Communication with Downstream Processes and Core Team Communication were very strong predictors of strength goal achievement. As ex- pected, for both variables, more effective communication predicted greater achievement of design objectives5 This provides support for research proposition IC.
A. Manufacturability Goal Achievement
The achievement of manufacturability objectives was significantly associated with Job Commitment, Task Sig- nificance, and Communication with Downstream Pro- cesses such as manufacturing. All of the relationships are in predicted directions: greater job commitment, greater task significance, and more effective communication with downstream processes were predictive of higher levels of manufacturability goal achievement. Thus we see partial support for the first three research propositions, with one element of Organization Climate, one element of Job Design, and one element of intergroup communication being associated with more effective design work in the manufacturability domain. No support was found for the
D. Possible Multicollinearity Problems One possible threat to the validity of a multiple regres-
sion analysis such as we have just shown is problems with multicollinearity, i.e., that correlations between indepen- dent variables may be so high as to distort the regression weights in the equation. The most likely problems to arise from multicollinearity are that regression weights will be
The N is somewhat smaller for the Strength equation since the irrelevance of strength to electrical design led to the removal of those cases.

261 FLEISCHER AND LIKER: PRODUCI‘ DESIGNERS AND DESIGN QUALITY
TABLE 111 REGRESSION EQUATIONS PREDIDING ACHIEVEMENT OF DESIGN G o m
Independent Variables Manufacturability cost Strength
B P B P B P Organization Climate
Job Commitment .073 .347** .065 .312* ,001 ,0357 Company Environment - .042 - ,262 - ,018 -.118 - ,001 - .OS9
CAD System
Job Design System Quality ,024 ,111 - ,001 - ,018 - ,011 - .os0
Task Significance ,089 .314** ,043 ,158 .022 .082 Autonomy - ,015 - ,067 - .001 - .001 - .018 - ,082 Task Identity - ,019 - .lo6 - .001 - ,053 - ,001 - ,048 Skill Variety - .031 - .140 - .013 - .060 .022 .lo8
Downstream .043 ,275 * .001 ,032 .071 .474**
Feedback from Job - .001 - .001 ,029 ,139 ,014 ,067 Communication
Design Support ,016 ,090 - ,024 - ,148 - .021 - .127
Front-end - ,024 - ,143 ,001 ,024 - ,028 - .176 Core Team ,014 ,074 .019 ,112 .058 .331**
Designer Characteristics Education - ,001 ,022 - .27 - ,085 ,030 ,094 Age - ,001 - .036 ,001 ,181 - ,001 - ,223
Company A - ,084 - ,202 - ,073 - ,186 - ,033 - ,087 Company B - ,023 - ,054 - ,084 - ,203 - ,020 - ,041 Company C - ,053 - ,107 ,001 .001 - .048 - ,106 Company D ,001 .001 ,046 ,139 - ,056 - ,166 Constant ,342: .294 .492**
Company Dummy Variables
RZ = ,319, Adj R2 = ,168
F = 3.007 F = 2.289 F = 2.108
n = 116 n = 108 n = 100
R2 = .358, Adj R2 = ,239
R 2 = ,316, Adj R2 = ,178
(18,97)*** (18,89)** (18,81)*
*** = p < .001 * * = p < .01 * = p < .05
relatively unstable as reflected by higher standard errors (i.e., slight changes in the data or in the variables present in the equation will result in major shifts in weights) and that the effects on some significant variables will be masked when one variable “pulls” variance away from another to which it is correlated. Table I1 shows the correlations between the independent variables used in this study. While it is clear that there is some significant relationship among many of the variables, for the most part the correlations are not so high as to be a threat to the multiple regression analyses. The one exception to this is the correlations among the three variables concern- ing communications with external groups (Downstream, Design Support, and Front-end). These correlations are all approximately .6-.7.
We looked for problems related to multicollinearity in two ways. First, we noted that the Downstream scale was significant in two out of three of the regression equations, while the other two scales were significant to none. This suggested a certain degree of stability. Second, we re- moved the Downstream scale from the equation to see if that would result in either of the other two scales becom- ing significant. In the Manufacturability equation, the removal of Downstream resulted in the Design Support scale becoming significant, with approximately the same regression weight that Downstream had. In both the Cost and Strength equations the removal of Downstream had no effect on the weights for the other two variables. Our
conclusion is that multicollinearity is a concern, at least in the manufacturability equation. The interpretation of this will be discussed below.
V. DISCUSSION This paper empirically examined several issues relevant
to the management of design staff. In particular, we looked at the effects of designer communication and organizational variables on three product design outcomes -manufacturability, stress and stiffness, and cost. There was evidence that these variables, which are potentially under the influence of technical managers, influenced all three design outcomes.
A. More Effective Communication For achievement of manufacturability objectives the
regression equation suggests that more effective “down- stream communication” between designers and manufac- turing personnel was a key factor. This supports the importance of social integration of design and manufac- turing as discussed by Dean and Susman [lo]. They dis- cuss a variety of integrative mechanisms to improve com- munication such as the use of a person assigned to an “integrator” role, the use of cross-functional teams, and combining product and process design into a single de- partment. Unfortunately the multicollinearity problems discussed above cloud this finding. The instability in the coefficient caused by the high correlation between Down-

~
262 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 39, NO. 3, AUGUST 1992
stream and Design Support communication effectiveness suggests that while “external communication” is impor- tant for manufacturability objectives, we are unable to pinpoint the exact location more specifically than that. In fact, we suspect that both are important. While communi- cation with manufacturing is of obvious relevance, design support groups include prototype builders, testing, and designers of interfacing components that all have implica- tions for design and manufacturing [SI.
Communication effectiveness was also a significant pre- dictor of achievement of strength objectives. In particular, core team communication and downstream communica- tion were highly predictive, in this case with no apparent multicollinearity problems to cloud the issue. Surprisingly, design support communication, which includes engineer- ing analysis specialists (e.g., finite element analysts) was not predictive. We suspect this has to do with the state of engineering analysis utilization. In our site visits to the companies in the study we found that analysis groups were small departments that had surprisingly little influ- ence among design engineers [ 181. Design engineers claimed that they usually got the analysis results too late to use them for decision-making and were skeptical of the results anyway. Core team communication focuses on communication between design engineers and designers who develop the detailed design. If design engineers are providing the main input for strength issues either through experience, back of the envelope calculations, or interpre- tation of results from analysis specialists, it makes sense that core team communication is crucial. That down- stream communication is so important may imply that contact with customers and understanding their require- ments provides the impetus to pay attention to strength requirements.
B. Enriched Job Designs Task significance was the only scale from Hackman and
Oldham’s [12] core job characteristics that was a signifi- cant factor in any of the equations, and that was signifi- cant only in the manufacturability equation. Tasks are judged as significant when the job is designed so the individual can see the bigger picture and understand the ultimate impact of their work. Hackman and Oldham in .fact recommend opening up communication channels with customers as a way of increasing task significance. We suspect that designers who experienced greater task sig- nificance were those who had an understanding of the impact of their work on manufacturing and therefore paid greater attention to manufacturability in their designs.
C, OGanization Climate Job commitment by designers was a significant predic-
tor of success in the achievement of both manufacturabil- ity and cost objectives. In the manufacturability case we suspect this results from the rather traditional separation of design and manufacturing at the time of the study. In each case product design was a separate department and
designers were primarily judged on functional perfor- mance of the design, not manufacturability. In this con- text it would take a particularly committed individual to go beyond the minimum requirements and consider man- ufacturability issues. The explanation of the cost equation is much simpler: Commitment may lead designers to explore a wider variety of ways to cut costs.
D. CAD System Quality It is interesting that CAD system quality did not influ-
ence any of the dependent variables, despite the fact that in an earlier study it was highly predictive of perceived usefulness of CAD [20]. This may be a result of the relatively primitive way in which CAD was being applied in the companies in the sample-primarily as an elec- tronic drafting board. This was not because these were technological laggards. Indeed, they had reputations for having made early, major investments in CAD. Others have made similar observations about the relatively primi- tive state of use of CAD systems [l], [2], [41. Perhaps the lack of sophisticated use of CAD owes something to the dysfunctional task division of CAD users, i.e., designers as “doers” and design engineers as thinkers and coordina- tors. If CAD users are given the role of drawing creators they are not apt to use the analytic and communication potential of CAD [27].
E. Limitations This study certainly was not without its limitations.
First, we had no long-term measures of design outcomes. Second, the study was cross-sectional, measuring percep- tions of the independent variables at the same time as perceptions of design outcomes. Third, we had a relatively small number of companies and a large number of design- ers per company. Nonetheless, the study provides some insights into the factors that influence design outcomes and we know of few other studies that have systematically looked at the role of the designer and attempted to relate organizational factors to the success of engineering devel- opment projects.
VI. IMPLICATIONS FOR MANAGERS Perhaps the most critical implication for managers of
development engineering functions that can be derived from this research is the need to treat “designers” as professionals, rather than as technical support staff for design engineers. Where the traditional model of design organization [ 171 treats only the engineers as profession- als, with rich, diverse jobs, and a wide range of communi- cation with external groups, this research suggests that designers should be treated in a similar manner, particu- larly since designers are often the only stable repository of component design knowledge in the organization. In our study, better design outcomes were achieved when the designers had more external and core team communica- tion, felt a greater commitment to their employer, and felt their tasks were more significant. How can managers of technical professionals have an impact on these factors?

FLEISCHER AND LIKER: PRODUm DESIGNERS AND DESIGN QUALITY 263
We see two basic approaches to accomplishing this. The first is to facilitate greater communication by designers. In terms of external communication this means to legitimate such communication by establishing formal communica- tion links for designers that do not go through the design engineer. For example, design engineers should make sure that designers attend some meetings with manufac- turing and other external functions; designers should have telephone numbers and explicit permission to contact these external parties; designers should be made responsi- ble for certain aspects of intergroup communication. Bet- ter internal (core team) communication can be facilitated through the use of team building events, as well as formal recognition of explicit responsibilities for designers. More- over, the common practice of frequent rotation of design engineers between components probably adversely affects the ability to establish effective core team communication.6
The second approach is to build a greater sense of task significance and organizational commitment among de- signers. We believe this is done by the seemingly simple act of treating them as “professionals” rather than as “labor.” The accomplishment of this is a combination of many actions, most of which can summarized by the idea that they should be judged by their results and accom- plishments, rather than by oversight of their individual activities. This means for example, judging the quality of work rather than simple numbers of drawing created; not monitoring work by checking the number of hours at the C A D terminal, but rather by the outcomes of work; paying by salary rather than hourly; and being given freedom to make a wider variety of decisions.
A firm’s ability to accomplish these actions is often constrained by a variety of legal and cultural barriers. For example, in some organizations designers are represented by a union through a collective bargaining agreement. It may well be the stance of the union that designers are “workers” and should have the benefits (as well as the problems) of such status. Nonetheless, there is ample evidence that collective bargaining agreements can be structured for individuals in highly professional jobs such as college professors. Such agreements may well serve as a better basis for bargaining agreements with designers than do agreements with blue collar workers, even in the same industry.
Another, more prevalent problem concerns social status differences between degreed (and more highly paid) de- sign engineers and nondegreed designers. Liker and Fleis- cher [ 171 have described status differences between design engineers and manufacturing engineers. Similar problems obtain between design engineers and designers. Design engineers may well resist the empowerment of the lower
‘ US. firms tend to rotate design engineers to a new component as soon as a component is initially released-leaving a new team responsi- ble for engineering changes and continuous improvement. While Japanese firms also rotate engineers among components, they do it over a longer period and take steps to maintain continuity of responsibility for changes [34].
status designers unless there is some clear protection for their own status. In the design vs. manufacturing engineer conflict a common solution has been to equalize their status by raising pay and position for manufacturing engi- neers. We suspect a more appropriate solution here is to maintain the distinction, but to train the design engineers that theirs is a management role in which delegation is not only appropriate, but necessary. Since the design engineer will maintain an effectively supervisory role over the designer, maintenance of the status distinction is appropriate.
ACKNOWLEDGMENTS The authors thank the participating companies for their
time and support. Special thanks to Dave Amsdorf, who served as our “CAD expert,” John Jessup and Mike Zonneyville, who performed many of the analyses, and
Tornatzky, who contributed much to the study design.
REFERENCES P. S. Adler, “CAD/CAM: Managerial challenges and research issues,” IEEE Trans. Eng. Manage., vol. 36, pp. 202-216, 1989. P. S. Adler and D. Helleloid, “Effective implementation of inte- grated CAD/CAM: A model,” IEEE Trans. Eng. Manage., vol.
L. Argote, P. Goodman, and D. Schkade, “The human side of robotics: How workers react to a robot,” Sloan Management Rev.,
C. A. Beatty and J. R. M. Gordon, “Barriers to the implementa- tion of CAD/CAM Systems,” Sloan Management Rev., vol. 29, no.
T. Bikson and B. Gutek, Advanced Ofice Systems: A n Empirical Look at Utilization and Satisfaction. Santa Monica, C A Rand Corporation, 1983. G. Boothroyd and P. Dewhurst, Production Design for Assembly (2nd ed.). Wakefield, RI: Boothroyd Dewhurst Inc., 1987. T. Burns and G. M. Stalker, The Management of Innovation. London: Tavistock Publications, 1961. K. B. Clark, B. Chew, and T. Fujimoto, “Manufacturing for design: Beyond the production-R & D dichotomy,” in Managing Design for Manufacture, G. Susman, Ed. New York Oxford University Press, 1992. K. B. Clark and T. Fujimoto, “Lead time in automobile product development: Explaining the Japanese advantage,” Joumal of En- peer ing and Technology Management, vol. 6, no. 1, pp. 25-70, Sept., 1989. J. W. Dean and G. I. Susman, “Organizing for manufacturable design,” Harvard Bus. Reu., pp. 28-36, Jan.-Feb. 1989. D. Garvin, Managing Quality. Hackman and Oldham, Work Redesign. Reading, MA: Addison- Wesley, 1980. J. R. Hauser and D. Clawing, “The house of quality,” Harvard Bus. Rev., pp. 63-73, May-June 1988. R. H. Hayes, S. C. Wheelwright, and K. B. Clark, Dynamic Manu- facturing: Creating the Leaming Organization. New York: Free Press, 1988. R. King, “Listening to the voice of the customer. Using the quality function deployment system,” National Productwity Rev., Summer 1987. P. R. Lawrence and J. W. Lorsch, Organization and Environment. Cambridge, MA, Harvard University Press, 1967. J. K. Liker and M. Fleischer, “Organization system barriers to DFM,” Managing Design for Manufacture, G. Susman, Ed. New York, Oxford University Press, 1992. J. K. Liker and M. Fleischer, with D. R. Amsdorf, “Fulfilling the promises of CAD,” Sloan Management Rev., vol. 23, pp. 74-86, 1992.
EM-34, pp. 101-107, 1987.
vol. 24, pp. 31-34, 1983.
4, pp. 25-34, 1984.
New York Free Press, 1988.
264 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 39, NO. 3, AUGUST 1992
[191 J. K. Liker and M. Fleischer, “Implementing computer-aided de- sign: The transition of nonusers,” IEEE Trans. Eng. Manage., vol.
[20] J. K. Liker, M. Fleischer, M. Nagamachi, and M. Zonnyville, “Designers and their machines: CAD technology and user support in the US and Japan,” Commun. ACM, vol. 35, pp. 77-95, 1992.
[21] J. K. Liker and W. Hancock, “Organizational system barriers to engineering effectiveness,” IEEE Trans. Eng. Manage., vol. EM-33, May 1986.
1221 A. Majchrzak, T. C. Chang, W. Barfield, R. Eberts, and G. Sal- vendy, Human Aspects of Computer-Aided-Design. London: Taylor & Francis, 1987.
[23] A. Majchrzak and H. Salzman, “Social and organizational dimen- sions of computer-aided design,” IEEE Trans. Eng. Manage., vol.
[24] R. T. Mowday, L. W. Porter, and R. M. Steers, Employee-Organi- zation Linkages.
[25] J. Nevins and D. A. Whitney, Concurrent Engineering New York: Wiley, 1989.
1261 D. C. Pelz and F. M. Andrews, Scientists in Organizations: Produc- tiue Climates for Research and Decelopment. New York, Wiley, 1966. D. Robertson and T. J. Allen, “CAD system use and engineering performance in mechanical design,” WP #32-91, Cambridge, MA, International Center for Research on the Management of Tech- nology, Sloan School of Management, Massachusetts Institute of Technology, 1991.
[28] A. H. Rubenstein, “Trends in technology management,” IEEE Trans. Eng. Manage., vol. EM-32, pp. 141-143, 1985.
[29] L. G. Tornatzky and M. Fleischer, The Processes of Technological Innocation. Lexington, MA, Lexington Books, 1990.
[30] M. L. Tushman, “Managing communication networks in R & D laboratories,” Sloan Management Rec., vol. 20, pp. 37-49, 1979.
[31] K. Wallace, “Better by design,” Manufacturing Engineer, May 1989. [32] D. A. Whitney, “Manufacturing by design,” Haniard Bus. Rec., pp.
[33] J. Womack, D. T. Jones, and D. Roos, The Machine Thaf Changed the World.
[34] J. M. Woodward, Industrial Organization: Theory and Practice. London, Oxford University Press, 1965.
36, pp. 180-190, 1989.
36, pp. 174-179, 1989.
New York: Academic, 1982.
[27]
83-91, July-Aug. 1988.
New York: MacMillan, 1990.
Mitchell Fleischer received the B.A. degree in psychology from the University of Michigan and the M.A. and Ph.D. degrees in ecological psy- chology from Michigan State University.
He is principal scientist and team leader for concurrent engineering at the Industrial Tech- nology Institute in Ann Arbor, MI. His current research involves the implementation and im- pact of product design standards within and across manufacturing firms. He recently com- pleted an analysis of CAD/CAM data exchange
problems and costs in thk tool and dieindustry. He has published papers in a wide variety of journals, including Sloan Management Reuiew, Communications of the ACM, IEEE TRANSACTIONS IN ENGINEERING MANAGEMENT, Information Management Reciew, Office Systems Research Joumal, Computers in Human Behauior, and Evaluation and Program Planning. He is coauthor of The Processes of Technological Innovation (Lexington Books, 1990) and coeditor of Advances in the Implementation and Impact of Computer Systems (JAI Press, 1991).
Jeffrey K. Liker received the B.S. degree in industrial engineering from Northeastern Uni- versity and the Ph.D. degree in sociology from the University of Massachusetts.
He is an associate professor of industrial and operations eng~neerlng at the University of Michigan, Ann Arbor. His recent research has focused on the implementation of new technol- ogy and management of the design process. His current projects focus on factors associated with effective concurrent engineering in the U S . and
Japan automotive industries. He has published 13 book chapters and over 20 peer-reviewed articles in a wide variety of journals such as IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, Joumal of Engineenng and Technology Management, Joumal of Applied Behacioral Science, Amencan Sociological Reuew, Information Systems Research, Communi- cations of the ACM, Psycholog~al Bulletin, Joumal of Expenmental Psy- chology, and Sloan Management Reuiew.