the effect of ohmic heating on vacuum drying rate of sweet potato tissue
TRANSCRIPT
The effect of ohmic heating on vacuum drying rate ofsweet potato tissue
Tuoxiu Zhong, Marybeth Lima *
Department of Biological and Agricultural Engineering, Rm. 149, E.B. Doran Building, LSU Agricultural Center,
Baton Rouge, LA 70803-4505, USA
Received 11 June 2002; received in revised form 4 October 2002; accepted 6 October 2002
Abstract
Ohmically heating fruit and vegetable tissue has been shown to increase hot-air drying rate, shift desorption isotherms, and
increase juice extraction yields with respect to untreated, conventionally heated, and microwaved samples. The objective of this
study was to determine if ohmically heating sweet potato tissue would enhance the vacuum drying rate of these samples with respect
to untreated samples. Sweet potato cubes were ohmically heated to three endpoint temperatures using three electrical field strengths
and were then placed in a freeze dryer. Moisture content vs. time data were collected and modeled. Results showed that the vacuum
drying rates of ohmically heated samples were faster than raw samples for most treatment combinations, and that the maximum
reduction of drying time was 24%. Minimal ohmic treatment can result in a significant decrease in vacuum drying time, which could
have important economic and product quality implications.
� 2002 Elsevier Science Ltd. All rights reserved.
1. Introduction
Ohmic heating is defined as a process wherein (pri-
marily alternating) electric currents are passed throughfoods or other materials with the primary purpose of
heating them (Sastry and Barach, 2000). Ohmic heating
has great potential in a large number of food processing
applications (Parrott, 1992), and the FDA recently
communicated that ‘‘A large number of potential future
applications exist for ohmic heating, including its use in
blanching, evaporation, dehydration, fermentation, and
extraction’’ (FDA, 2001). These unit operations are ofcritical importance in areas such as agricultural, food
and biological processing.
Prior literature has addressed electric heating and its
influence on mass transfer properties. Wigerstrom
(1976) found that electric fields enhanced moisture loss
during the blanching of potato slices. Carlon and La-
tham (1992) studied the drying rates of wetted materials
in electric fields and found that the drying time of wettedpaper towel discs decreased by a factor of six when the
electric field strength was increased from 0 to 7000 V/
cm. Lima and Sastry (1999) found that the lower the
frequency of alternating current used in ohmic heating,
the faster the hot-air drying rate of sweet potato. Wangand Sastry (2000) showed that ohmically treating sweet
potato prior to drying accelerated the hot-air drying rate
significantly compared to raw, conventionally treated
and microwaved samples.
Katrokha et al. (1984) used electrical heating to in-
crease the extraction of sucrose from sugar beets, and
Kim and Pyun (1995) used ohmic heating to extract
soymilk from soybeans. Halden et al. (1990), Schreieret al. (1993) and Lima et al. (2001) showed that the
diffusion of beet dye from beetroot into solution was
enhanced using an electric field, and that the extent of
enhancement was a function of electric field strength,
temperature, surface area, and electrical conductivity.
Lima and Sastry (1999) and Wang and Sastry (2000)
found that ohmically heating apple tissue prior to me-
chanical juice extraction significantly increased applejuice yields with respect to nontreated apple tissue, and
that the lower the frequency of alternating current, the
greater the extraction yield.
Because ohmic heating accelerates hot-air drying rates
and improves extraction yields, it could have important
Bioresource Technology 87 (2003) 215–220
*Corresponding author. Tel.: +1-225-578-1061; fax: +1-225-578-
3492.
E-mail address: [email protected] (M. Lima).
0960-8524/03/$ - see front matter � 2002 Elsevier Science Ltd. All rights reserved.
PII: S0960-8524 (02 )00253-5

commercial uses. The use of freeze drying (for frozen
samples) and vacuum drying (freeze drying unfrozen
samples) is time and energy intensive, thus any method
that would significantly decrease this time is important.
The objective of this study was to determine if ohmic
heating accelerated the vacuum drying rate of sweet
potato tissue.
2. Methods
The experimental apparatus used for ohmic heating
was identical to that of Lima and Sastry (1999). Sweet
potato cubes (1 cm3) were cut in half; one half of the
cube was ohmically treated, and the other half was used
as the raw (untreated) sample. Ohmic treatment con-
sisted of sandwiching the sweet potato samples (1 cm�1 cm� 0:5 cm) between two specially coated titanium
electrodes (coating provided by APV Company, Devon,
England) and heating the sample electrically until the
geometric center of the sample reached a given tem-
perature. Care was taken to ensure good contact be-
tween the sample surface and the electrodes, thus
uniform heating was assumed (Palaniappan and Sastry,
1991). A 120 V power supply was used to generate al-ternating current (60 Hz sine wave) for heating the
sample. A Teflon-coated thermocouple was inserted into
the geometric center of the sample to monitor temper-
ature. Calibrated voltage and current transducers (Ohio
Semitronics, Hilliard, OH) were used to measure voltage
and current. Raw (untreated) samples were also drilled
with the thermocouple to ensure that all samples were
comparable. Samples were ohmically treated immedi-ately after being cut to the proper dimensions.
The experimental design for this study was a com-
pletely randomized design with a factorial (3� 3� 2)
treatment structure. There were two types of heating
(Heat), ohmic or treated, and nonheated or untreated.
Samples were ohmically treated with combinations of
three electrical field strengths (EFS ¼ 50, 70 and 90 V/
cm) and three endpoint temperatures (EPT ¼ 45, 60 and80 �C). Currents during ohmic heating ranged from 0.1
A (30 �C and 50 V/cm) to 2.3 A (80 �C and 90 V/cm).
Immediately after ohmic heating treatment, the samples
(both ohmic and nonheated) were placed into a pre-
weighed glass vial, weighed together, and loaded into a
freeze dryer (Labconco Kansas City, MO) for drying.
The freeze drying vacuum pressure was maintained at
50� 10�3 bar, and the condenser temperature was )50�C. Moisture content data were obtained by weighing the
samples after 0, 5, 10, 15, 20, 30, 45, 60, 90, and 120 min
of drying. Subsequently, the samples were transferred toa 120 �C oven for final moisture content determination
(for details see Lima and Sastry, 1999). There were four
replications for each treatment combination.
The mean dimensionless moisture ratio (MR) was
determined using the equation
MR ¼ ðMðtÞ �MeÞðM0 �MeÞ
;
where MðtÞ is moisture content at time t ¼ f0; 5; 10; 15;20; 30; 45; 60; 90; or 120g, M0 is the initial moisture
content, and Me is the equilibrium (final) moisture con-
tent. The moisture ratio concept was developed by
Hukill (1947, 1954) to determine moisture content dur-
ing the drying of grain products.
A separate nonlinear exponential decay model was
fitted to each of the 18 treatment combinations. The
nonlinear model is
MR ¼ aþ be�ct;
where a is the horizontal asymptote, b is the distance
from the asymptote to the intercept of the vertical axis,
and c is the slope or rate. For this investigation, the rateparameter, c, is the effect of the drying time for a specific
treatment combination. The larger the value of c, thefaster a particular treatment combination reduced theMR. The model used is similar to published drying
models (ASAE, 2000) and was used to generate a best fit
for the data.
A nonlinear analysis of covariance was used to eval-
uate treatment combination differences (Hinds and
Milliken, 1987). Based on the results of the analysis of
covariance, Fisher�s least significant difference tests
(Milliken and Johnson, 1984) were conducted to evalu-ate differences between the rate parameters (indicating
significantly different vacuum drying rates) and asymp-
totes (indicating the degree to which moisture was re-
Nomenclature
EFS electrical field strength (V/cm)
EPT endpoint temperature (�C)M moisture content (% dry basis)
MðtÞ moisture content at time t (% dry basis)
Me equilibrium moisture content (% dry basis)
M0 initial moisture content (% dry basis)
MR mean dimensionless moisture ratio
O ohmically treated sample
p probability
U untreated (raw) sample
V volts
216 T. Zhong, M. Lima / Bioresource Technology 87 (2003) 215–220
moved). All statistical analyses were conducted using theS-Plus (2001).
3. Results and discussion
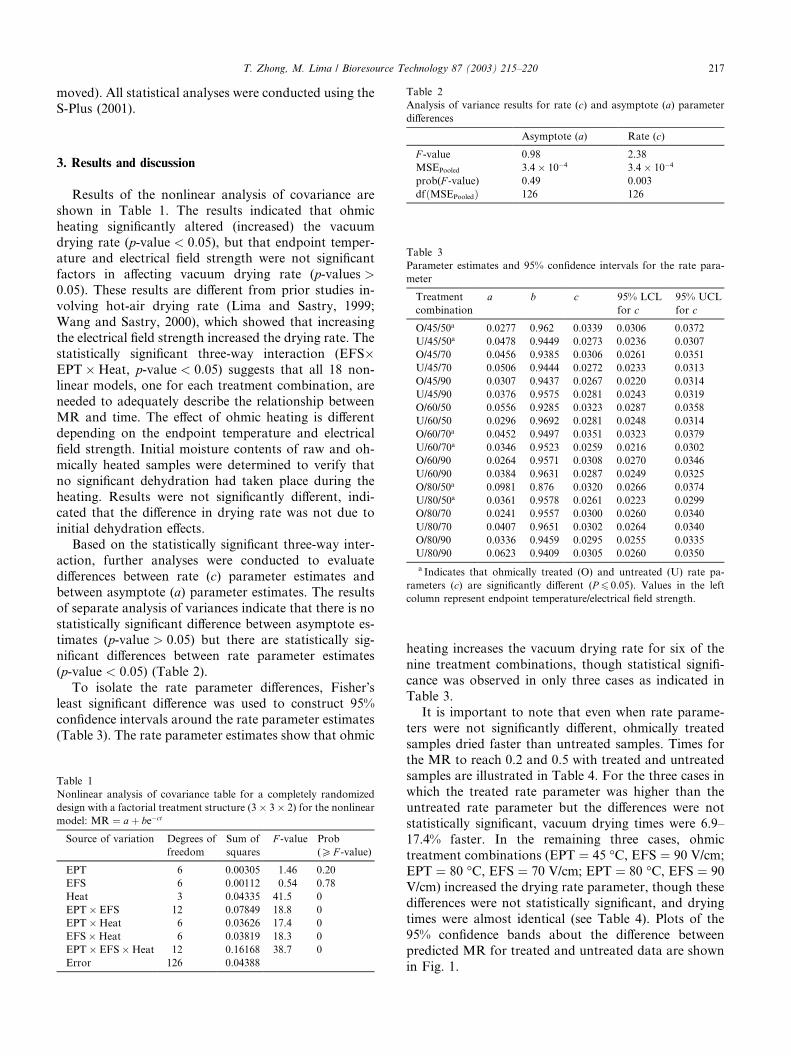
Results of the nonlinear analysis of covariance are
shown in Table 1. The results indicated that ohmic
heating significantly altered (increased) the vacuum
drying rate (p-value < 0:05), but that endpoint temper-ature and electrical field strength were not significant
factors in affecting vacuum drying rate (p-values >0:05). These results are different from prior studies in-
volving hot-air drying rate (Lima and Sastry, 1999;
Wang and Sastry, 2000), which showed that increasing
the electrical field strength increased the drying rate. The
statistically significant three-way interaction (EFS�EPT�Heat, p-value < 0:05) suggests that all 18 non-linear models, one for each treatment combination, are
needed to adequately describe the relationship between
MR and time. The effect of ohmic heating is different
depending on the endpoint temperature and electrical
field strength. Initial moisture contents of raw and oh-
mically heated samples were determined to verify that
no significant dehydration had taken place during the
heating. Results were not significantly different, indi-cated that the difference in drying rate was not due to
initial dehydration effects.
Based on the statistically significant three-way inter-
action, further analyses were conducted to evaluate
differences between rate (c) parameter estimates and
between asymptote (a) parameter estimates. The results
of separate analysis of variances indicate that there is no
statistically significant difference between asymptote es-timates (p-value > 0:05) but there are statistically sig-
nificant differences between rate parameter estimates
(p-value < 0:05) (Table 2).
To isolate the rate parameter differences, Fisher�sleast significant difference was used to construct 95%
confidence intervals around the rate parameter estimates
(Table 3). The rate parameter estimates show that ohmic
heating increases the vacuum drying rate for six of the
nine treatment combinations, though statistical signifi-
cance was observed in only three cases as indicated in
Table 3.
It is important to note that even when rate parame-
ters were not significantly different, ohmically treated
samples dried faster than untreated samples. Times forthe MR to reach 0.2 and 0.5 with treated and untreated
samples are illustrated in Table 4. For the three cases in
which the treated rate parameter was higher than the
untreated rate parameter but the differences were not
statistically significant, vacuum drying times were 6.9–
17.4% faster. In the remaining three cases, ohmic
treatment combinations (EPT ¼ 45 �C, EFS ¼ 90 V/cm;
EPT ¼ 80 �C, EFS ¼ 70 V/cm; EPT ¼ 80 �C, EFS ¼ 90V/cm) increased the drying rate parameter, though these
differences were not statistically significant, and drying
times were almost identical (see Table 4). Plots of the
95% confidence bands about the difference between
predicted MR for treated and untreated data are shown
in Fig. 1.
Table 1
Nonlinear analysis of covariance table for a completely randomized
design with a factorial treatment structure (3� 3� 2) for the nonlinear
model: MR ¼ aþ be�ct
Source of variation Degrees of
freedom
Sum of
squares
F -value Prob
(P F -value)
EPT 6 0.00305 1.46 0.20
EFS 6 0.00112 0.54 0.78
Heat 3 0.04335 41.5 0
EPT� EFS 12 0.07849 18.8 0
EPT�Heat 6 0.03626 17.4 0
EFS�Heat 6 0.03819 18.3 0
EPT� EFS�Heat 12 0.16168 38.7 0
Error 126 0.04388
Table 2
Analysis of variance results for rate (c) and asymptote (a) parameter
differences
Asymptote (a) Rate (c)
F -value 0.98 2.38
MSEPooled 3:4� 10�4 3:4� 10�4
prob(F -value) 0.49 0.003
dfðMSEPooledÞ 126 126
Table 3
Parameter estimates and 95% confidence intervals for the rate para-
meter
Treatment
combination
a b c 95% LCL
for c95% UCL
for c
O/45/50a 0.0277 0.962 0.0339 0.0306 0.0372
U/45/50a 0.0478 0.9449 0.0273 0.0236 0.0307
O/45/70 0.0456 0.9385 0.0306 0.0261 0.0351
U/45/70 0.0506 0.9444 0.0272 0.0233 0.0313
O/45/90 0.0307 0.9437 0.0267 0.0220 0.0314
U/45/90 0.0376 0.9575 0.0281 0.0243 0.0319
O/60/50 0.0556 0.9285 0.0323 0.0287 0.0358
U/60/50 0.0296 0.9692 0.0281 0.0248 0.0314
O/60/70a 0.0452 0.9497 0.0351 0.0323 0.0379
U/60/70a 0.0346 0.9523 0.0259 0.0216 0.0302
O/60/90 0.0264 0.9571 0.0308 0.0270 0.0346
U/60/90 0.0384 0.9631 0.0287 0.0249 0.0325
O/80/50a 0.0981 0.876 0.0320 0.0266 0.0374
U/80/50a 0.0361 0.9578 0.0261 0.0223 0.0299
O/80/70 0.0241 0.9557 0.0300 0.0260 0.0340
U/80/70 0.0407 0.9651 0.0302 0.0264 0.0340
O/80/90 0.0336 0.9459 0.0295 0.0255 0.0335
U/80/90 0.0623 0.9409 0.0305 0.0260 0.0350
a Indicates that ohmically treated (O) and untreated (U) rate pa-
rameters (c) are significantly different (P 6 0:05). Values in the left
column represent endpoint temperature/electrical field strength.
T. Zhong, M. Lima / Bioresource Technology 87 (2003) 215–220 217
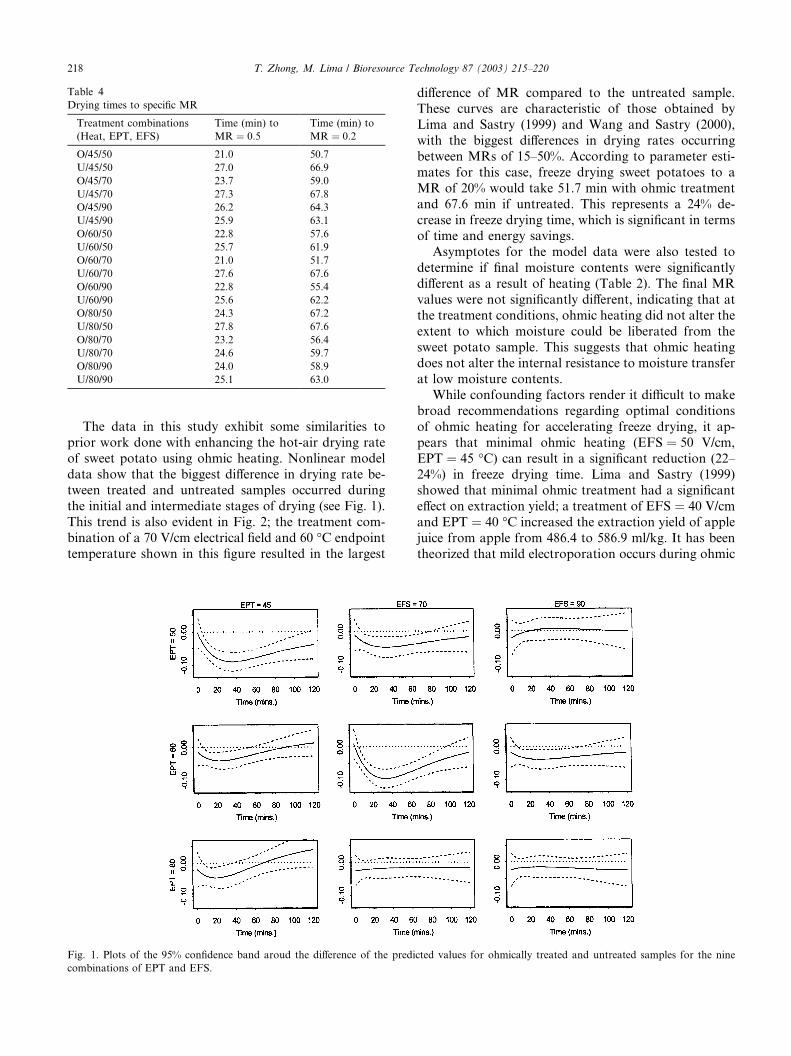
The data in this study exhibit some similarities to
prior work done with enhancing the hot-air drying rate
of sweet potato using ohmic heating. Nonlinear model
data show that the biggest difference in drying rate be-tween treated and untreated samples occurred during
the initial and intermediate stages of drying (see Fig. 1).
This trend is also evident in Fig. 2; the treatment com-
bination of a 70 V/cm electrical field and 60 �C endpoint
temperature shown in this figure resulted in the largest
difference of MR compared to the untreated sample.These curves are characteristic of those obtained by
Lima and Sastry (1999) and Wang and Sastry (2000),
with the biggest differences in drying rates occurring
between MRs of 15–50%. According to parameter esti-
mates for this case, freeze drying sweet potatoes to a
MR of 20% would take 51.7 min with ohmic treatment
and 67.6 min if untreated. This represents a 24% de-
crease in freeze drying time, which is significant in termsof time and energy savings.
Asymptotes for the model data were also tested to
determine if final moisture contents were significantly
different as a result of heating (Table 2). The final MR
values were not significantly different, indicating that at
the treatment conditions, ohmic heating did not alter the
extent to which moisture could be liberated from the
sweet potato sample. This suggests that ohmic heatingdoes not alter the internal resistance to moisture transfer
at low moisture contents.
While confounding factors render it difficult to make
broad recommendations regarding optimal conditions
of ohmic heating for accelerating freeze drying, it ap-
pears that minimal ohmic heating (EFS ¼ 50 V/cm,
EPT ¼ 45 �C) can result in a significant reduction (22–
24%) in freeze drying time. Lima and Sastry (1999)showed that minimal ohmic treatment had a significant
effect on extraction yield; a treatment of EFS ¼ 40 V/cm
and EPT ¼ 40 �C increased the extraction yield of apple
juice from apple from 486.4 to 586.9 ml/kg. It has been
theorized that mild electroporation occurs during ohmic
Table 4
Drying times to specific MR
Treatment combinations
(Heat, EPT, EFS)
Time (min) to
MR ¼ 0:5
Time (min) to
MR ¼ 0:2
O/45/50 21.0 50.7
U/45/50 27.0 66.9
O/45/70 23.7 59.0
U/45/70 27.3 67.8
O/45/90 26.2 64.3
U/45/90 25.9 63.1
O/60/50 22.8 57.6
U/60/50 25.7 61.9
O/60/70 21.0 51.7
U/60/70 27.6 67.6
O/60/90 22.8 55.4
U/60/90 25.6 62.2
O/80/50 24.3 67.2
U/80/50 27.8 67.6
O/80/70 23.2 56.4
U/80/70 24.6 59.7
O/80/90 24.0 58.9
U/80/90 25.1 63.0
Fig. 1. Plots of the 95% confidence band aroud the difference of the predicted values for ohmically treated and untreated samples for the nine
combinations of EPT and EFS.
218 T. Zhong, M. Lima / Bioresource Technology 87 (2003) 215–220

heating (Imai et al., 1995; Sastry and Barach, 2000)
because the low frequency of ohmic heating (6 60 Hz)
allows cell walls to build up charges and form pores.
4. Conclusions
The vacuum drying rate of ohmically heated sweet
potato samples was faster than raw samples for most
electrical field strength and endpoint temperaturetreatment combinations. The maximum rate parameter
difference was obtained with an EPT of 60 �C and an
EFS of 70 V/cm. Minimal ohmic heating (EFS ¼ 50 V/
cm, EPT ¼ 45 �C) resulted in a significant reduction
(22–24%) in vacuum drying time. Benefits of ohmic
heating such as enhancing vacuum drying rate and en-
hancing extraction yields could be ideal for processes
such as supercritical fluid extraction, and could be im-portant in the recovery of high value commodities from
biological materials.
Acknowledgements
This study was supported by the Louisiana Agricul-
tural Experiment Station. The authors acknowl-
edge Tom Bride, James Finney and the late Malcolm
Gaspard for technical assistance. Dr. Vicki Lancaster
(Department of Experimental Statistics, LSU) helped
immensely with data analysis and model preparation.Dr. Sam Godber reviewed the manuscript, Ms. Jane
Honeycutt proofread the manuscript, and Ms. Julianne
Forman assisted with final manuscript preparation.
References
ASAE, 2000. ASAE Standards, 47th ed ASAE Press, St. Joseph, MI.
Carlon, H., Latham, J., 1992. Enhanced drying rates of wetted
materials in electric fields. J. Atmos. Terr. Phys. 54 (2), 117–118.
FDA, 2001. Kinetics of Microbial Inactivation for Alternative Food
Processing Technologies: Ohmic and Inductive Heating. Available
from <http://vm.cfsan.fda.gov/comm/ift-ohm.html>.
Halden, K., De Alwis, A., Fryer, P., 1990. Changes in the electrical
conductivity of foods during ohmic heating. Int. J. Food Sci.
Technol. 25, 9–25.
Hinds, M.A., Milliken, G.A., 1987. Statistical methods for using
nonlinear models to compare silage treatments. Biomed. J. 29, 825–
834.
Hukill, W., 1947. Basic principles of drying corn and grain sorghum.
Agric. Eng. 28, 335–338, 340.
Hukill, W., 1954. Drying of grain. In: Anderson, J., Alcock, A. (Eds.),
Storage of Cereal Grain and their Products. Am. Assoc. Cereal
Chem, St. Paul, MN.
Imai, T., Uemura, K., Ishida, N., Yoshizaki, S., Noguchi, A., 1995.
Ohmic heating of Japanese white radish Rhaphanus sativus L. Int.
J. Food Sci. Technol. 30, 461–472.
Katrokha, I., Matvienko, A., Vorona, L., Kupchik, M.., Zaets, V.,
1984. Intensification of sugar extraction from sweet sugar beet
cossettes in an electric field. Sakharnaya Promyshlennost 7, 28–31.
Kim, J., Pyun, Y., 1995. Extraction of Soy Milk Using Ohmic Heating.
Abstract, 9th Congress of Food Sci. and Tech., Budapest,
Hungary.
Lima, M.., Heskitt, B., Sastry, S., 2001. Diffusion of beet dye during
electrical and conventional heating at steady-state temperature.
J. Food Process Eng. 24 (5), 331–340.
Lima, M., Sastry, S., 1999. The effects of ohmic heating frequency on
hot-air drying rate and juice yield. J. Food Eng. 41 (2), 115–119.
Milliken, G.A., Johnson, D.E., 1984. Analysis of Messy Data. In:
Designed Experiments, vol. 1. Van Nostrand Reinhold Co., New
York.
Palaniappan, S., Sastry, S., 1991. Electrical conductivities of selected
solid foods during ohmic heating. J. Food Process Eng. 14, 221–
236.
Fig. 2. Plot of nonlinear models with the largest and smallest rate parameters between treated and untreated samples.
T. Zhong, M. Lima / Bioresource Technology 87 (2003) 215–220 219

Parrott, D., 1992. Use of ohmic heating for aseptic processing of food
particulates. Food Technol. 46 (12), 68–72.
Sastry, S., Barach, J., 2000. Ohmic and inductive heating. J. Food Sci.
65 (4), 42–46.
Schreier, P., Reid, D., Fryer, P., 1993. Enhanced diffusion during the
electrical heating of foods. Int. J. Food Sci. Technol. 28, 249–260.
S-Plus 6, 2001. Insightful Corporation, Seattle, Washington.
Wang, W., Sastry, S., 2000. Effects of thermal and electrothermal
pretreatments on hot air drying rate of vegetable tissue. J. Food
Process Eng. 23 (4), 299–319.
Wigerstrom, K., 1976. Passing an electric current of 50–60 Hz through
potato pieces during blanching. US Patent Number 3,997, 678.
220 T. Zhong, M. Lima / Bioresource Technology 87 (2003) 215–220