tehnologia de fabricare a chiflelor
TRANSCRIPT
UNIVERISTATEA DIN BACAUFACULTATEA DE INGINERIE
SPECIALIZAREAINGINERIE BIOCHIMICA
PROIECTBIOTEHNOLOGII
ALIMENTARE
Îndrumător : Prof.dr.ing. Lazăr IuliaPrep.drd.ing. Moroi Alina
Student:
1
CUPRINSCapitolul ITema proiectului 3Capitolul II Memoriu tehnic 4Captitolul III- Elemente de inginerie tehnologică3.1. Surse de aprovizionare cu materii prime și auxiliare 53.2. Caracteristicile materiilor prime și auxiliare 73.3.Caracteristicile materialelor și ambalajelor 133.4.Caracteristicile chiflelor 143.5. Analiza factorilor tehnologici care influenteaza realizarea productiei și calitatea produsului finit
15
3.6. Variante tehnologice de obținere a produsului finit. Analiza comparativaă a tehnologiilor similare din țară și din străinatate
18
3.7. Alegerea variantei optime 223.8. Descrierea variantei tehnologice adoptată 243.9. Controlul fabricației pe faze 303.10. Regimul de lucru al secției 323.11. Bilantul de materiale 32Capitolul IV-Alegerea și stabilirea numărului de utilaje4.1. Utilajul principal 374.2. Alte utilaje existente 414.3. Norme de specifice de protecția muncii 46Capitolul IV-Amplasament și plan general 49Capitolul VI-Utilități 51Capitolul VIII-Bibliografie 51Capitolul IX-Piese desenate 57
2
CAPITOLUL I
TEMA PROIECTULUI
Să se proiecteze o secție pentru fabricarea produselor de franzelărie cu o capacitate de 10t/24h.
Amplasarea utilajelor se va face pe un nivel.
Se va adopta procedeul indirect bifazic de fabricație.
3
CAPITOLUL II
Memoriu tehnic
Am ales ca temã de proiect realizarea chiflelor deoarece se preconizeazã drept o afacere destul de profitabilã. Piaţa produselor de panificaţie devine tot mai dinamicã în ultimul timp. Potrivit statisticilor din ultimii ani consumul de pâine a scãzut considerabil, în schimb a început sa câştige teren consumul de specialitãţi de panificaţie. Daca în urma cu câţiva ani ponderea specialitãţilor de pâine, precum cea de graham de secara, chifle sau alte tipuri în total vânzari era nesemnificativã, acum acestea reprezinta în jur de 12% din vânzari.
4
CAPITOLU III
ELEMENTE DE INGINERIE TEHNOLOGICA
3.1. SURSE DE APROVIZIONARE CU MATERII PRIME ȘI AUXILIARE
În Romania, industria morăritului și a panificației a inregistrat în ultimii cinsprezece ani o dezvoltare demnă de apreciat. A sporit numarul unităților de panificație și morărit, iar calitatea produselor finite și aprecierea de către utilizator nu s-au lăsat așteptate. Investițiile străine, precum și curajul și forța unor producători români au contribuit la o ascensiune rapidă în industria morăritului și a panificației
Este cunoscut faptul că pentru a obține produse finite de cea mai bună calitate este necesar a foloși materii prime și auxiliare șimilare din acest punct de vedere. În acest sens pot fi amintite produsele firmei “Rompak”. Aceasta produce drojdie de panificație și patiserie, precum și o serie de amelioratori pentru făinuri și produse de panificație. Spre exemplu ”eka valore” este un ameliorator universal pentru pâine sub forma de pulbere eficient în cazul tuturor tipurilor de făina. În cazul făinurilor de calitate corespunzatoare se adaugă in doze mici ceea ce determina costuri de productie reduse. Se recomandă adaosul în doze mai mari in cazul făinurilor slabe, iar rezultatele sunt dintre cele așteptate. Acest ameliorator pentru pâine conferă produselor finite un volum mai crescut, menținandu-le prospețimea pentru un timp mai îndelungat. De asemenea, miezul este mai alb iar coaja are o culoare galben aurie.Trmenul de valabilitate este de un an de la data fabricației, în condiții de depozitare uscată și răcoroasă. Rompac Pașcani România mai produce și alți amelioratori pentru panificație cum ar fi: ekdinamo; ekaleu;ekaprospero;micropan;prestige și cunoscuta drojdie de panificație – pakmaya.
Industria modernă de panificație cere aplicarea unor metode din ce în ce mai avansate care să contribuie la obținerea de produse având calitate superioară realizate în condiții economice avantajoase. Pentru aceste considerente se extinde din ce în ce mai mult o serie de procedee noi, printre care cea mai mare importanță este frământarea rapida și intenșiva a aluatului.Intr-o serie de tari acest procedeu s-a introdus fie la aplicarea procesului de aplicare discontinu, fie la cel de fabricare continua a painii, foloșindu-se utilaje adecvate acestui scop.
La baza constructie malaxoarelor de aluat pentru pâine utilizate in procedeul clașic a stat principiul ca mașina sa imite pe cat posibil frământarea manuală a aluatului, respectiv frământarea să fie puțin intensivă.Pentru a obține în aceste condiții aluat bine dezvoltat, care sa corespundă fabricarii unor produse cu volum mare, cu miezul moale, elastic, și care să-și mențină calitățile inițiale timp mai îndelungat, este necesar ca aluatul să fie supus unei perioade îndelungate de fermentare. Ori, industria modernă cere scurtarea procesului tehnologic de fabricare a pâinii, ceea ce înseamnă economie de muncă și cheltuieli mai mici de investiție.
5
Cunoscută sub numele de dezvoltarea mecanică a aluatului frământarea rapidă și intensivă a luatului, constă în frământarea în condiții mult mai energice, la turații mari ale brațelor de frământare și un timp mai scurt decat în frământarea clasică.
Se realizează formarea mai rapidă și mai completă a structurii glutenului și aluatului, astfel că, la sfarșitul frământării aluatul este matur din punct de vedere reologic,stare care în frământarea clasică, lentă, se obține la sfarșitul operației de fermentare.Acest lucru permite scurtarea sau chiar excluderea fermentării înainte de divizare. Procedeul de preparare a aluatului prin această metoda impune: folosirea unei cantități mărite de drojdie, de 1,5 ... 2 ori fața de procedeul clasic. Adaosul de substanțe cu acțiune oxidantă, datorită modificărilor de conformație mai profunde ale proteinelor glutemice, în urma cărora acestea expun mai multe grupari reactive, cea mai folosită fiind acidul ascorbic (50..100 ppm). Pentru că efectul
acidului ascorbic să fie maxim, aluatul se prepară cu temperatura de 25..260C . Produsele
obținute sunt superioare calitativ celor obținute prin frământarea clasică. Volumul crește cu 10…50 %; miezul are culoarea mai deschisă și se pastrează mai mult timp proaspăt. Produsele au însa aromă mai slabă, datorită reducerii drastice a timpilor de fermentare. Procedeul dă rezultate bune și la prelucrarea făinurilor de calitate slabă.Malaxoarele utilizate au construcție specială, pot avea funcționare discontinuă sau continuă și pot lucra la presiunea atmosferică (malaxoare deschise), la sub presiune și supra presiune (malaxoare inchise ermetic). Din punct de vedere al turatiei brațelor de frământare, malaxoarele pot fi: -rapide, cu turația brațelor de 60…120 rot/min.-intensive cu turația brațelor de 200….1000rot/min.-ultrarapide cu turația bratelor peste 1000 rot/min.
Metoda prepararii painii precoapte.Metoda constă în prepararea pâinii cu coacere incompletă, urmată de păstrarea ei până în momentul când se face coacerea finală. Prepararea aluatului până la coacere nu diferă de procedeul obișnuit. Precoacerea se poate realiza prin metoda clasică sau printr-o metodă modificată. Metoda clasica de preparare cuprinde prelucrarea hidrotermică a aluatului prin injectare de abur în camera de coacere timp de 1..3
min., urmata de coacere la 200…280 , pana la atingerea în centrul miezului temperatura de
90 . Produsele astfel precoapte nu au coaja formată decat sub forma unei cruste fine. Această crustă este însă foarte fragilă și are tendința de a se detașa în timpul operațiilor ulterioare de depozitare, manipularea sau coacere finală, ceea ce conferă pâinii un aspect inestetic. Defectul poate fi diminuat în folosirea materiilor grase la prepararea aluatului.
O metodă modificată pentru realizarea precoacerii constă în introducerea bucaților de
aluat în camera de coacere încălzită la circa 100 , și unde se crează o atmosfera saturată în umiditate la suprafața bucaților de aluat, menținandu-se în aceste condiții până când
temperatura la suprafața lor atinge valori de 75…100 . Durata operației de precoacere depinde de masa bucății de aluat. Pâinea precoaptă obținută este ambalată,congelată și depozitată. Înainte de consum, pâinea e supusă coacerii finale într-un cuptor tradițional la
temperatura de 220…250 , timp de 5…25min. În funcție de masa și forma produsului, la începutul acestei coaceri finale se realizează injecția de abur în cuptor.
6
Există și alte metode moderne de preparare a pâinii, cum ar fi: metoda cu semifabricate fluide, metoda cu culturi starter de microorganism, metoda cu semifabricate congelate. Toate acestea urmaresc scurtarea duratei procesului tehnologic, îmbunatățirea calității produselor și crearea posibilităților de mecanizare și automatizare a operațiilor tehnologice.
3.2. CARACTERISTICILE MATERIILOR PRIME ȘI AUXILIARE
Materiile prime (făina albă de grau tip 650, apa, drojdia comprimată și sarea) și cele auxiliare (zahăr, ulei comestibil de floarea-soarelui, chimen pentru presarat produsul) sunt supuse mai intâi unor operații pregatitoare specifice, care vor ajuta la obținerea unor produse finite de calitate. Făina albă de grau tip 650 se caracterizează prin urmatoarele:
Extractia și tipul făinii. Extracția sau gradul de extracție al făinii reprezintă cantitatea de făina obținuta din 100Kg de grâu. Datorită faptului că substanțele minerale, celuloza și semiceluloza sunt localizate în special la periferia bobului, o data cu creșterea garadului de extracție al făinii crește conținutul ei mineral (cenușa) și conținutul de înveliș și are loc închiderea culorii ei. Pentru extracții de 50…97% are loc o creștere foarte mare a conținutului mineral. Tipul făinii reprezintă conținutul mineral (cenușa) exprimată în procente la substanța unata, înmulțit cu 1000. Făina albă de grau tip 650 prezintă un conținut de cenușa la substanța uscata de max. 0,65%.
Compoziția chimică a făinii de grâu. Făina este formată din substanța uscată și apa. Conținutul de umiditate este de 14…14,5%, iar subsțanta uscată este formată din proteine, glucide, lipide, saruri minerale, vitamine, pigmenți.
Făina albă de grau tip 650 prezintă urmatoarea compoziție chimică:-cenușă :0,65%-proteine : 12,5%-glucide -amidon :69,40% -zaharuri :1,40%
-celuloză :0,30% -pentozani :2,95% -lipide :1,60%
Compoziția biochimică a făinii de grâu. Se referă la conținutul în enzime al făinii. Acesta depinde de extracția făinii, de soiul grâului, de condițiile climatice din perioada de maturizare, de gradul de maturizare biologică a bobului, de eventualele degradări pe care grâul înainte sau după recoltare (încolțire, atacul ploșniței grâului ș.a.). Enzimele cele mai importante din făina de grâu sunt: amilozele și proteozele. Ele sunt localizate mai ales în straturile periferice ale bobului. Amilozele făinii ( - amiloza) hidrolizează amidonul formând dextrine și maltoza. Maltoza este zahărul fermentabil principal din aluat, care intreține procesul de fermentare până la sfârșitul procesului tehnologic, asigurând obținerea de produse finite cu volum și porozitate bine dezvoltate. În făina albă de grâu tip 650, -amiloza se prezintă sub
7
forma de urme . -amiloza este prezentă în cantități suficiente. Proteazele sunt enzime care hidrolizează proteinele și se împart proteinaze și peptidaze .Cele mai importante și prezente în cantități mai mari in făinuri sunt proteinazele. Ele exercită o acțiune de înmuiere a glutenului, înrăutățind proprietățile reulogice ale aluatului. În făina albă de grâu tip 650, enzimele proteolitice sunt prezente în cantități mici.
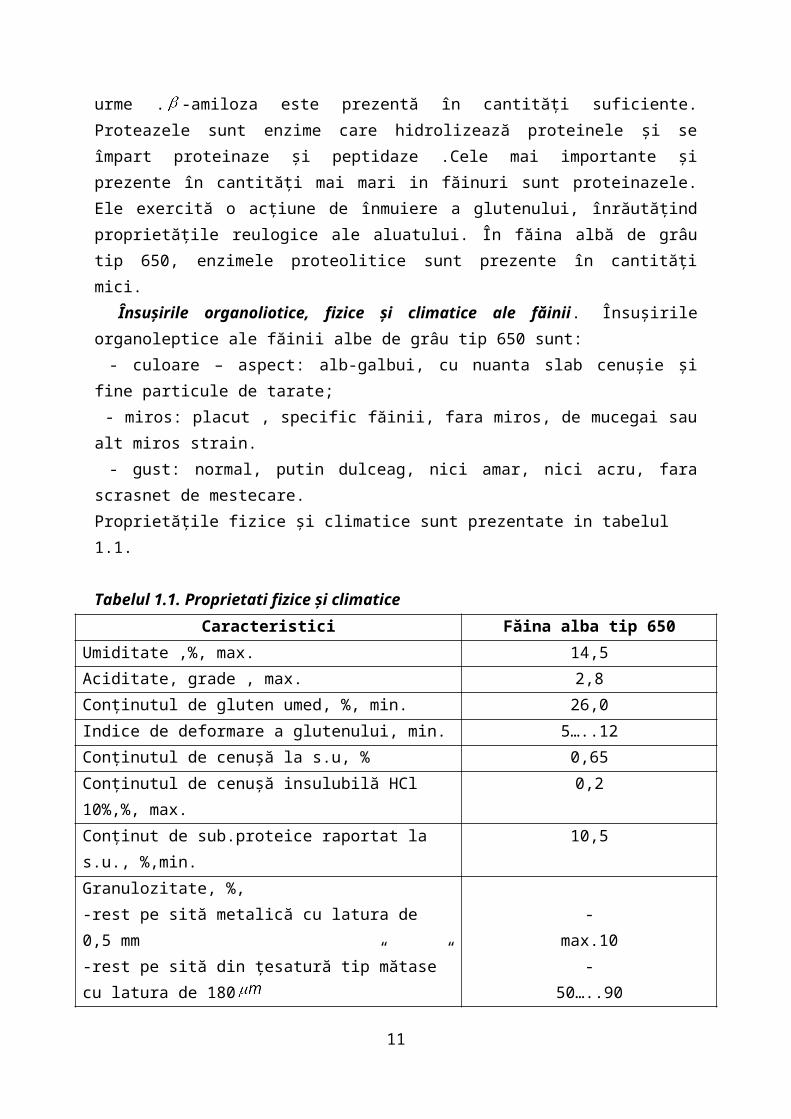
Însușirile organoliotice, fizice și climatice ale făinii. Însușirile organoleptice ale făinii albe de grâu tip 650 sunt: - culoare – aspect: alb-galbui, cu nuanta slab cenușie și fine particule de tarate; - miros: placut , specific făinii, fara miros, de mucegai sau alt miros strain. - gust: normal, putin dulceag, nici amar, nici acru, fara scrasnet de mestecare.Proprietățile fizice și climatice sunt prezentate in tabelul 1.1.
Tabelul 1.1. Proprietati fizice și climaticeCaracteristici Făina alba tip 650
Umiditate ,%, max. 14,5Aciditate, grade , max. 2,8Conținutul de gluten umed, %, min. 26,0Indice de deformare a glutenului, min. 5…..12Conținutul de cenușă la s.u, % 0,65Conținutul de cenușă insulubilă HCl 10%,%, max. 0,2Conținut de sub.proteice raportat la s.u., %,min. 10,5Granulozitate, %, -rest pe sită metalică cu latura de 0,5 mm-rest pe sită din țesatură tip”mătase” cu latura de 180-trece prin sita tip”mătase”- trece prin șita tip”matase”
-max.10
-50…..90
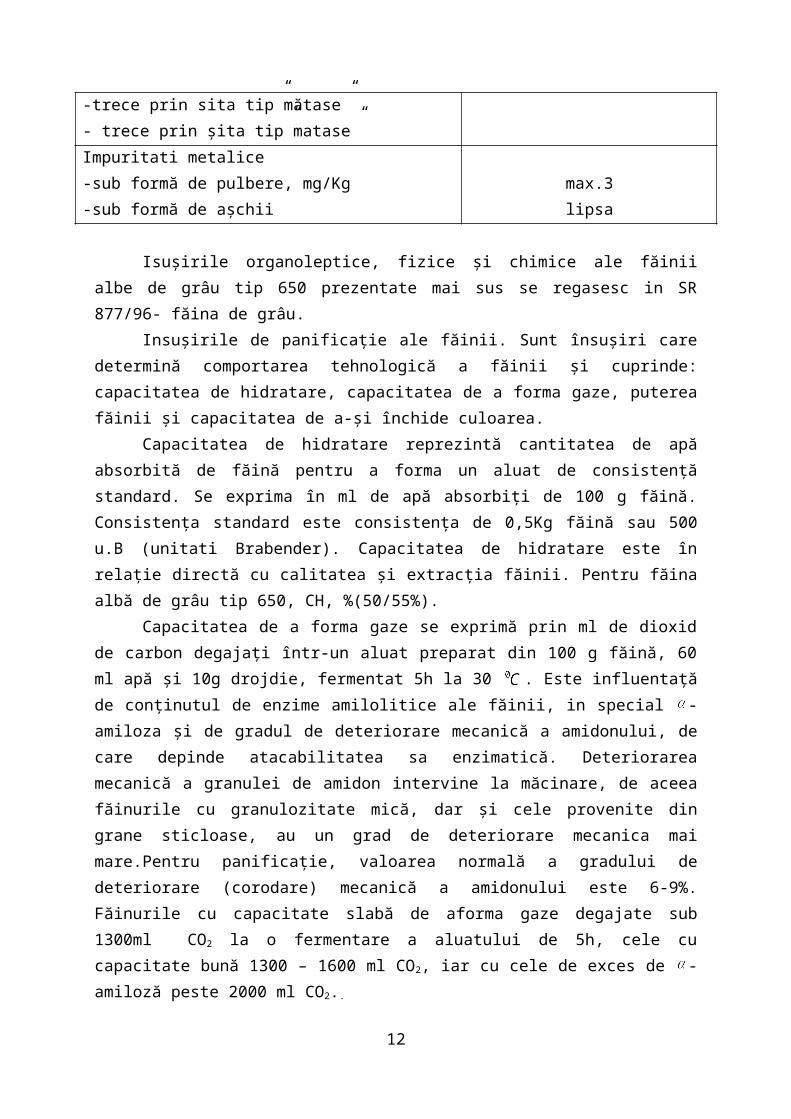
Impuritati metalice-sub formă de pulbere, mg/Kg-sub formă de așchii
max.3lipsa
Isușirile organoleptice, fizice și chimice ale făinii albe de grâu tip 650 prezentate mai sus se regasesc in SR 877/96- făina de grâu.
Insușirile de panificație ale făinii. Sunt însușiri care determină comportarea tehnologică a făinii și cuprinde: capacitatea de hidratare, capacitatea de a forma gaze, puterea făinii și capacitatea de a-și închide culoarea.
Capacitatea de hidratare reprezintă cantitatea de apă absorbită de făină pentru a forma un aluat de consistență standard. Se exprima în ml de apă absorbiți de 100 g făină. Consistența standard este consistența de 0,5Kg făină sau 500 u.B (unitati Brabender). Capacitatea de hidratare este în relație directă cu calitatea și extracția făinii. Pentru făina albă de grâu tip 650, CH, %(50/55%).
8
Capacitatea de a forma gaze se exprimă prin ml de dioxid de carbon degajați într-un aluat preparat din 100 g făină, 60 ml apă și 10g drojdie, fermentat 5h la 30 . Este influentață de conținutul de enzime amilolitice ale făinii, in special -amiloza și de gradul de deteriorare mecanică a amidonului, de care depinde atacabilitatea sa enzimatică. Deteriorarea mecanică a granulei de amidon intervine la măcinare, de aceea făinurile cu granulozitate mică, dar și cele provenite din grane sticloase, au un grad de deteriorare mecanica mai mare.Pentru panificație, valoarea normală a gradului de deteriorare (corodare) mecanică a amidonului este 6-9%. Făinurile cu capacitate slabă de aforma gaze degajate sub 1300ml CO2 la o fermentare a aluatului de 5h, cele cu capacitate bună 1300 – 1600 ml CO2, iar cu cele de exces de - amiloză peste 2000 ml CO2..
Puterea făinii caracterizează capacitatea aluatului de a reține gazele de fermentare și de a-și menține forma. Din acest punct de vedere făinurile pot fi: puternice sau foarte puternice, foarte bune, satisfacatoare medii și slabe sau foarte slabe. Puterea făinii se determină farinografic. Caracteristicile principale ale farinogramei sunt: timpul de formare a aluatului, stabilitatea aluatului și înmuierea lui. Cu cât timpul de deformare și stabilitatea aluatului sunt mai mari, cu atât făina este de calitate mai bună. Valoric, puterea făinii se citește pe farinogramă cu ajutorul riglei valorimetrice. Puterea finii și capacitatea ei de a forma gaze sunt cele mai importante insușiri de panificație ale făinii. Ele determină în cea mai mare parte calitatea produsului finit.
Capacitatea făinii de a-și închide culoarea în timpul procesului tehnologic. Există cazuri în care făina își inchide culoarea pe parcursul procesului tehnologic. Acest lucru se datorează acțiunii enzimei pirozinaza, asupra aminoacidului tirozina, cu formare de melanine, produși de culoare inchisă. Făinurile de grâu au, în general, suficienta tirozinază, dar închiderea culorii se produce numai în cazul făinurilor de calitate slabă la care, prin procesul de proteoliză, se formează cantități importante de tirozină.
ApaEste un component major al aluaturilor. În prezența ei are loc hidratarea particulelor
de făină, în principal a proteinelor glutemice și formarea aluaturilor. În absența ei nu este posibilă obținerea aluaturilor pentru chifle. Apa pentru panificație trebuie sa fie o apă potabilă. Un rol important îl are duritatea ei. Sărurile de calciu și magneziu, care formează duritatea apei, au acțiune pozitivă pentru însușirile glutenului slab. Se preferă apele cu duritate medie (5- 10 grade duritate) și duritate mare (10- 20 grade duritate). Cele cu duritate foarte mare sunt alcaline și au acțiune negativă pentru calitatea aluatului. În aceste cazuri se procedează la dedurizare. Foarte importantă este încărcătura microbiologică a apei. Ea trebuie sa conțină maximum 20 microorganisme/ml și să nu conțină bacterii coliforme.
Conform STAS 1342- 84 , apa potabilă se caracterizeaza prin :Proprietăți organoleptice:-culoare, grade, max. 15-miros, grade, max. 2-gust, grade,max. 2Proprietăți fizice:-concentrația ionilor de hydrogen (pH 6,5….7,4)
9
-coductivitate electrică S/cm, max. 1000-temperatura, , max. 22-turbiditatea, grade, max. 5
Drojdia comprimatăÎn panificație, drojdia se folosește in calitate de afânători biochimici. Ea aparține
genului Saccharomyces, specia Saccharomyces cerevisiae, și poate datorită echipamentului sau enzimatic, să fermenteze glucoza, fructoza, zaharoza și maltoza adica toate zaharurile din aluat.
Conform STAS 985-79, drojdia comprimata pentru panificație se caracterizează prinProprietăți organoleptice și grosimea stratului cu nuanță mai închisă prezentate în tabelul 1.2
Tabelul 1.2. Proprietăți organoleptice și grosimea stratului cu nuanța mai inchisăCaracteristici Condiții de admișibilitate pentru drojdie tip comprimata
Aspect Masa compactă cu suprafața netedă nelipicioasă nbhjuiConsistența Densă, trebuie să se rupă ușor
Culoare Cenușie, brun deschis cu nuanță galbuie, uniformă în masa. Se admite la suprafață un strat de maximum 1mm grosime cu nuanță mai inchisă
Gust Caracteristic produsului fără gust amar sau alt gust străin Miros Caracteristic produsului fără miros de mucegai, de putrefacție sau alt miros strain
Corpuri străine lipsă
Proprietațile fizice și biochimice sunt prezentate in tabelul 1.3.
Tabelul 1.3.Proprietati fizice și biochimiceUmiditate, %, max. 76Capacitatea de dospire in aluat, min., max 90
SareaSe folosește pentru gust, dar are și efect tehnologic. Sarea influențează proprietățile
reologice ale aluatului, îmbunătățind însușirile glutenului slab. În prezența sării crește timpul de formarea aluatului și scade înmuierea lui , cu atât mai pronunțat cu cât doza de sare este mai mare. Efectul se poate explica pe seama măriri presiunii osmotice intermicelare, care are ca efect reducerea cantității de apă lagată de proteinele glutemice, acestea devenind astfel mai compacte, mai rezistente la acțiunea enzimelor proteolitice. Prezența sării în aluat reduce proteoliza dotorită, în principal, creșterii rezistenței proteinei la atacul enzimelor, în timp ce amiloliza este stimulată în domeniu de pH optim și este frânată în afara acestuia .
La dozele de sare folosite în panificație este influențată înmulțirea și activitatea fermentativă a drojdiei. Ambele procese sunt stimulate până la doze de 0,7…0,8% sare în raport cu făina.
10
În absența sării produsele finite obținute din făina slabă, coaptă pe vatră, sunt aplatizate, iar coaja este palidă, datorită consumului mărit da zaharuri fermentascibile de către drojdie în absența sării. În prezența unui exces de sare, produsele finite se obțin cu volum redus și coaja intens colorată ca urmare a frânării activității fermentative a drojdiei. Influența sării asupra proceselor din aluat impune ca ea sa fie uniform repartizată. De aceea, este foarte important ca ea sa fie complet dizolvată în aluat. Se preferă folosirea sării de granulație fină.
Conform STAS 1465- 72, sarea prezintă urmatoarele caracteristici:Proprietățile organoleptice ale sării tip B( măruntă)
-gust: sărat, fără gust strain;-miros: lipsă;-culoare: albă , albă cu slabe nuanțe cenușii, și albă cu nuanțe cenușii-aspect: uniform, fără aglomerări stabilite;-corpuri străine: nu se admit
Proprietățile fizice și chimice ale sarii tip B: clorura de sodiu, %, min. 97,5clorura de calciu,%, max. 0,2clorura de magneziu,%,max. 0,1sulfat de calciu,%,max. 1,0sulfat de magneziu,%,max. 0,06trioxid de fier,% ,max. 0,04cupru lipsaplumb lipsaarsen lipsareactia solutiei neutrasubstante insulubile in apa %,max 1,2umiditatea %,max. 0,15
Uleiul comestibil de floarea soareluiIntrodus în aluat, uleiul influențează proprietățile reologice ale acestuia,
datorită adsorbției lui la suprafața proteinelor și granulelor de amidon, reducând hidratarea acestora, ceea ce întarzie formarea glutenului și aluatului și reduce cantitatea de apă folosită la frământare. În prezența uleiului este înbunatățită prelucrabilitatea mecaniacă a aluatului prin reducerea lipirii lui de organele de lucru ale mașinii de prelucrat. De asemenea uleiul mai influențează activitatea fermentativă a drojdiei, care este inhibată atunci când cantitatea de ulei depășește 10%, datorită adsorbției lui la suprafața celulelor de drojdie.
Uleiul comestibil de floarea soarelui înbunătățește elasticitatea miezului și a cojii și menține prospețimea chiflelor. Fiind un bun solvent pentru substanțele de aromă, uleiul ajută la reținerea acestuia în produsele finite, in timpul coacerii.
Conform STAS 12/1-84, uleiul rafinat de floarea soarelui tipA, prezinta urmatoarele caracteristici:
Proprietăți organoleptice:-aspect: limpede, fără suspensii și fără sediment
11
-culoare: galben aurie-gust și miros: plăcut, fără miros și gust strain
Proprietăți fizice și chimice:-aciditate liberă, exprimată în acid oleic, %,max. 0,1-culoare de iod, mgI/100cm3 , max. 7-apa și substanțe volatile, %, max 0,06-impurități insolubile în eter etilic, %, max. 0,015-săpun, % max. 0,02-substanțe organice nesaponificabile, %, max. 1,0-indice de iod, gI /100g 119-135-indice de nesaponificare, mg KOH/g 184-198-indice de peroxid, mg/Kg , max 12-plumb, mg/Kg, max. 0,1-cupru, mg/ Kg, max. 0,4- zinc, mg/kg, max. 5-arsen, mg/Kg,max 0,05
Chimen pentru presărat produsulAdaugărea acestor semințe are un scop bine determinat, în sensul că aroma lor se
dezvoltă în timpul operației de coacere prin prăjire. Încorporarea lor în aluat nu se recomandă decât dacă sunt prăjite în prealabil.
Chimenul este fructul (sămânța dublă) plante bianuale”Carvun carvi”, din familia unkliferelor, care înflorește și produce semințe în al doilea an după semănat. Se cultivă mai ales in podisul Transilvaniei. Tulpina ramificată are 50…60 cm înălțime, florile sunt albe sau rosfetice. Fructul este o diachena ovoidală, fiecare sămânță are 4…6 mm lungime și cca. 1mm grosime și este de culoare cenușie – cafenie. Fructele chimenului se folosesc după ce au ajuns la maturitate. Ele se desfac usor în cele două semințe care se gasesc astfel în mare măsură în produsul comercial.
Compoziția chimică a semințelor de chimen cultivat este urmatoarea:-apa 10….16%-ulei eteric 4…..7%-substanțe azotoase 20….25%-substanțe solubile neazotoase 20….25%( din care zahăr 2….4%)-sustanțe grase 20….25%, -pentozoni 6…9%-pectina 0,8….1,4%-celuloza 10…...15%-substanțe minerale 5….6,5%
Mirosul chimenului este aromat, iar gustul puțin iute. Chimenul are utilizări multiple în industria alimentară și arta culinară, la fabricarea lichiorurilor, brânzeturilor, produselor de panificație, la fabricarea vodcii și aromatizarea verzii murate.Conținutul de umiditate al materiilor prime și auxiliare este prezentat in tabelul 1.4
12
Tabelul 1.4.Continutul de umiditate al materiilor prime și auxiliare Nr.
criteriu Denumirea materialelor prime și auxiliare Continutul de umiditate ,%
1 Făina alba de grau tip 650 14
2 Drojdie comprimata 70…..75
3 Sare 0,2…..1,0
4 Ulei de floarea soarelui 0,2
3.3.CARACTERISTICILE MATERIALELOR ȘI AMBALAJELOR
Ambalarea chiflelor se face în navete de tip A. Încarcarea unei navete cu produs este de 2,8Kg chifle. Navetele se așeaza apoi pe platforme.
Expedierea produselor presupune trecerea cărucioarelor cu navete din depozitul de produs finit în sala de expediție și de aici în autodubele care realizează trasportul la centrele de comrcializare a produselor. Durata operației de expediere a chiflelor de 0,100Kg bucata este de 12
3.4.CARACTERISTICILE CHIFLELORConform reteței de fabricație, principalele caracteristici ale acestor produse sunt:
- forma: rotundă presarată cu chimen- diametrul, cm 9…10- îalțimea , cm 4,5….5- umiditatea miezului, max, % 38- aciditatea , max, grade 2,5
Proprietățile organoleptice a chiflelor sunt prezentate în tabelul 1.5.
Tabelul 1.5. Proprietăți organoleptice
CaracterisiciCondiții de admisibilitate
simple cu adaos
Aspect
Exterior general
Produse bine dezvoltate, cu format specific sortimentului, cu sau fără crestături, presărate sau nu (cu semințe de mac, sau cu chimen etc.)
CoajaSuprafașă lucioasă, mată sau înfăinată specifică sortimentuluiCuloare galbenă, galben-aurie Cafenie-aurie, brun-roscată
Miez (în secțiune)
Elastic, cu pori uniformi, caracteristic unui produs bine copt, straturi de miez alternând cu straturi de umplutură (pentru sortimente cu umpluturi), fără aglomerari de făină
Aroma Placută, caracteristică produselor bine coapte, fără miros străin - specific adaosurilor folosite
GustPlacut, caracteristic produselor bine coapte - specific ingrediente
adaugateCaracteristic umpluturii folosite (pentru produsele cu umpluturi)
13
Proprietățile fizice și chimice a chiflelor sunt prezentate în tabelul 1.6.
Tabelul 1.6. Proprietăți fizice și chimice
Grupa
Condiții de admisibilitateUmiditate miez %, maxim
Aciditate, grade maxim
Zahăr raportat la s.u. % minim
Grasime, raportat la s.u. % minim
Volumul cm³ la 100g minim
Chifle simple- cu
adaos42 2,5 - 5 300
3.5. ANALIZA FACTORILOR TEHNOLOGICI CARE INFLUEȚEAZĂ REALIZAREA PRODUCȚIEI ȘI CALITATEA PRODUSULUI FINIT
Calitate, această noțiune considerată concept filozofic a suscitat un viu interes din cele mai vechi timpuri. Cuvantul “calitate” își are originea în latinescul” qualis” sau “qualitas”, care are intelesul de “fel de a fi”.
Acest concept devine important odată cu apariția schimburilor comerciale, datorită prezenței a două personaje, cumparatorul în calitate de utilizator și vânzatorul în calitate de producator. A aparut așadar necesitatea implicită a evaluării cantitative dar și calitative a schimbului de marfuri. Datorită diversificării produselor și al dezvoltarii produselor industriale, noțiunea de calitate a evoluat, aceasta referindu-se acum la diferite faze ale executiei unui produs.
Se poate așadar vorbi de:-calitatea proiectată care se referă la activitatea de proiectare a produsului, înainte de asimilarea acestuia înainte de fabricație-calitatea realizată care se referă la rezultatul obținut în urma verificării finale a produselor -calitatea asigurată care se referă la întreg ansamblu de activități ale controlului de calitate (provenire, evaluare, acțiune concesivă)-calitatea fabricației care indică gradul de conformitate a produsului cu specificațiile din documentația tehnică. Acestea se realizează în producție și este determinată de procesul tehnologic aplicat, echipamentul tehnologic precum și de activitatea de urmarire și control.-calitatea livrată care reprezintă nivelul calității produsului propus spre vânzare
Deoarece calitatea produselor se realizează in procesul de producție dar se verifică de catre beneficiar, este bine a se face o diferențiere”calitatea producției” și “ calitatea produsului”.
Cantitatea producșiei reprezinta calitatea ansamblului de activități din sfera producției, procese din fabricație, concepție, tehnologie, organizarea producției etc.
Calitatea produsului conține performanțele acestuia privind caracteristicile tehnologice, funcționale, psihosenzoriale, economice și cele cu caracter social.
14
În conformitate cu standardele, calitatea este definită ca fiind ansamblul caracteristicilor unei entități care conferă aptitudinea de a satisface necesitațile expimate sau explicite, prin entitate înțelegându-se un obiect material sau imaterial care poate fi descris și considerat în mod individual.
Calitatea unui produs este rezultatul unei activități ce se intersectează între ele (de exemplu proiectare, fabricare, asistența tehnică, întreținere). Realizarea unui produs este supusă spiralei “calității” fiecare activitate din spirală fiind apreciată din punct de vedere al activității în mod separat. Se poate spune că înbunătățirea continuă a calității are un caracter obiectiv și dinamic impus de cerințele mereu crescande ale beneficiarilor, dar și de dorința producatorilor de a realiza noi produse vandabile care să creeze beneficii sporite.
Punctul de plecare în managementul calității îl reprezintă elaborarea politicii calității, cuprinzând orientările generale ale întreprinderii în acest domeniu și stabilirea responsabilităților calității. Aceste activități se referă la planificarea, ținerea sub control asigurarea și inbunătățirea calității care se desfașoară în cadrul sistemului calității întreprinderii. Sistemul calității este definit ca reprezentând ”structura organizatorică, procedurile și resursele necesare pentru implementarea managementului calității”
Prin managementul calității întreprinderea urmarește să obțina asemenea produse care:- satisfac o necesitate sau corespund unui obiectiv bine definit;- satisfac așteptarile clientului;- sunt conforme cu standardele și specificațiile aplicabile;- sunt conforme cerințelor societății (reglementari, reguli etc.)- țin seama de necesitatea producție și mediului;- sunt oferite la prețuri competitive;- sunt obținute in condiții de profit;
Planificarea calității constă din ansamblul proceselor prin intermediul cărora se determină principalele obiective ale firmei în domeniul calității precum și resursele și mijloacele necesare realizarii lor. Obiectivele și acțiunele de întreprins pot fi stabilite prin nivel strategic sau operativ. În mod corespunzator se vorbește de planificare strategică și operațională a calității. Prin planificarea stratetegică sunt formulate principiile de baza orientarile generale ale firmei în domeniul calității. Concretizarea acestor principii și orientări se realizează la nivel operativ, prin planificarea operațională. La acest nivel putem face distincție între planificarea externă și internă a calității. Planificarea externă a calității are ca scop identificarea clienților și stabilirea cerințelor acestora pe baza studiilor de piață. Prin planificarea internă a caliatii se urmarește transpunerea doleatelor clienților în caracteristici ale produsului, dezvoltarea proceselor care să facă posibilă realizarea acestor caracteristici.
Menținerea sub control al calității se referă la ansamblulu calităților de supraveghere a desfașurării proceselor și de evaluare a rezultatelor în domeniul calității, în fiecere din etapele traiectoriei produsului, în raport cu obiectivele și standardele prestabilite, în scopul eliminarii deficiențelor și prevenirii aparițiilor în procesele ulterioare. Această evaluare și supraveghere are în vedere, prin urmare procesele de realizare a calității, rezultatele acestor procese referitoare la calitate și sistemul calității firmei.
15
Astfel prin supravagherea calității se înțelege monitorizarea și verificarea continuă a stării unei entități în scopul asigurării ca cerințele specificării sunt satisfacute. Inspecția calității reprezintă activitățile prin care se măsoară, se examinează, încearca una sau mai multe caacteristici ale unei entități și se compară rezultatul cu cerințele specificate in scopul determinarii conformității acestor caracteristici. Verificarea calității reprezintă confirmarea conformității cu cerințele specificate prin examinarea și aducerea de probe tangibile.
Un rol important în ținerea sub control a activităților revine auditului calității. Auditul calității este definit ca reprezentând o examinare sistematică și independentă efectuata pentru a determina daca activitatile și rezultatela referitoare la calitate corespund dispozițiilor prestabilite și dacă aceste dispoziții sunt efectiv implementate și capabile să atingă obiectivele Auditul calității se aplică sistemului calității sau elementelor acestuia, proceselor, produselor și serviciilor. Scopul său principal este de a evalua masurile corective sau de inbunătățire necesare.
Unul dintre cei mai importanți “indicatori” de ținere sub control al calității îl reprezintă costurile referitoare la calitate . În procesul planificării estimarea acestor costuri îl constituie punctul de plecare pentru stabilirea activităților de supraveghere și evaluare în fiecare din etapele realizarii produsului. Asigurarea calității se refera la ansamblul activităților preventive, prin care se urmarește în mod sistematic, să se asigure corectitudinea și eficacitatea activităților de planificare, organizare, coordonare, antrenare și ținere sub control, în scopul de a garanta obținerea rezultatelor la nivel calitativ dorit. Aceste activități se desfasoară în paralel cu activitățile corespunzatoare celorlalte funcții ale managementului calității și în mod continuu. Conceptul de asigurare a calității a aparut din nevoia clientului de a avea incredere în capacitatea furnizorului de ai oferi produse și servicii care să-i satisfacă exigențele.
Asigurarea calității vizează concomitent realizarea unor obiective externe și interne și deci putem vorbi de:-asigurarea internă a calității reprezintă activitățile desfăsurate pentru a da încredere conducerii întrepinderii daca va fi obținută calitatea propusă;-asigurarea externă a calității reprezintă activitățile de desfasurare, în scopul de a da încredere clienților că sistemul calității furnizorului permite obținerea calității cerute. Aceste activități pot fi executate de întreprinderea în cauză, clientul acesteia sau o alta parte în numele clientului, pentru al asigura că produsul comandat va fi realizat și livrat în condițiile de calitate cerute.
Înbunatatirea calității se referă la activitățile desfașurate în fiecare din etapele traectoriei produsului, în vederea inbunătățirii perfomanțelor tuturor proceselor și rezultatele acestor procese, pentru a asigura satisfacere mai bună a nevoilor clienților, în condiții de eficiență. Finalitatea activităților de înbunatățire reprezintă prin urmare, obținerea unui nivel al calității superioare celui planificat respectiv celui prevazut în standarde sau specificații. Realizarea unui asemenea deziderat este condiționată de desfasurarea corespunzatoare a activităților de planificare, organizare, antrenare, ținere sub control și asigurarea calității. Aceasta functie a managementiului calității este considerata tot mai mult ca fiind cea mai
16
importantă. Astfel, se recomandă ca întreprinderea să implementeze un asemenea sistem al calității care să favorizeze înbunătățirea continuă a calității proceselor și rezultatele ancestor.
3.6. VARIANTE TEHNOLOGICE DE OBȚINERE A PRODUSULUI FINIT. ANALIZA COMPARATIVA A TEHNOLOGIILOR SIMILARE DIN ȚARĂ ȘI DIN STRĂINĂTATE
Comporatmentul alimentar al consumatorilor prezintă nuanțe și particularități de la un stat la altul și de la o regiune la alta. Pentru a evidenția marea varietate a influiențelor de origine etnologică este bine de a arata preferințele culinare, obiceiurile și traditiile în alimentație a diferitelor popoare.
Bucataria franceză este cunoscută in toată lumea pentru rafinamentul gastronomic tradițional în consumul alimentar, iar consumul alimentar se încadrează în zona placerii de a mânca. Francezii sunt consumatori foarte exigenți, ce pun accentul pe gusturi și tradiții alimentare fiind adepții meselor complete, de la care nu trebuie sa lipsească aperitivele și gustarile. La micul dejun se consumă ca bauturi cafea cu lapte, ceai cu lamaie, sucurile de fructe, apa minerală, iar untul, pâinea prajită, cornurile (croissante), gemurile și produsele pe baza de foietaj sunt nelipsite. Sunt apreciate, in mod deosebit, brâzeturile care se prezintă în foarte multe sortimente, acestea fiind consumate foarte frecvent.
Și în Italia consumul alimentar se incadrează in zona placerii de a mânca. Sunt mari consumatori de pizza, sau de paste făinoase (caneloni, raxioli, lazania) pe care le pregatesc într-o mare varietate de sortimente. Italienii apreciază supele mai dulci, indeosebi cea de pui cu roșii și smântână, consomeurile, cremele, peștele alb preparat sub diferite forme, puii de balta și crustaceele.
Americanii și englezii au obiceiuri alimentare similare.Aceștia obișnuiesc să consume la masă preparate din carne pe care le asociază cu legumele, sosuri pregatite la nivel industrial (englezesc, de tomate, muștar) și salate. Pâinea este consumată în cantitati foarte mici, mai ales prajita sau sub forma de toast cu unt.
O veche zicala chinezeasca spune că “schimbările care se produc într-un vas de gătit nu pot fi ințelese și nici spuse”.
Tradițional mâncarea de pranz cuprinde diferite gustări calde, în cantități mici, dar variate. Nu trebuie să lipsească piperul, ardeiul iute, iar bucățile de carne trebuie sa fie cât mai mici. La masa de pranz și cea de seara, la desert, se prefera fructele (mere, pere, struguri, pepene verde), ghimbir confiat sau diferite specialitati de înghetata. Ceaiurile se servesc foarte fierbinți.
Maghiarii au o bucătărie bogată și rafinată, iar mancărurile sunt, în general, grase, condimentate cu boia de ardei iute (paprica), gustul fiind imprimat și de smântână frecvent adaugată la preparatele din carne și legume.
Bulgarii sunt mari consumatori de carne, produse lactate, legume și fructe. Preparatele culinare au un conținut ridicat de legume și un gust pronunțat datorită utilizării ardeiului iute, borșului, iaurtului, smântânei și diferitelor brânzeturi. Carnea de ovine este foarte apreciată.
17
Produsele de origine animală înregistrează pierderi cantitative foarte reduse (sub 1%) datorită perioadei de timp mult mai reduse în care pot fi pastrate în stare proaspată (24…72 ore) și a condițiilor tehnice deosebite pe care le necesită.
Având în vedere tradițiile și obiceiurile alimentare ale diferitelor popoare, marii producatori de alimente și utilaje pentru industria alimentară au încercat să vina în sprijinul consumatorului.
De-a lungul timpului industria alimentară a cunoscut o evoluție surprinzătoare, atât din punct de vedere tehnologic, cât și sub aspectul consumului propriu-zis de alimente.
Astăzi se tinde catre o agricultură ecologică cu materiale și utilaje performante, iar produsele realizate in conformitate cu cele mai inalte standarde europene sunt livrate la timp și în condițiile solicitate de clienți. O importanță deosebită s-a acordat spațiilor de depozitare și comercializare a produselor alimentare. Un exemplu concludent în acest sens îl constituie Piata de Gross Agro-alimentară, pe scurt PGA. Aceasta este continuarea unor tradiții bogate începand cu anul 1912, când, pe amplasamentul pe care funcționează și în prezent, a fost înființată ca societate anonimă sub denumirea de “Magaziele generale și antreprizele Obor”. Scopul societății era înființarea de antrepozite și întreprinderea a tot felul de operațiuni în legatură cu antrepozitarea și manipularea mărfurilor.
În prezent, PGA 1912, reorganizată și modernizată, gazduiește spațiu de producție și depozitare în mai multe pavilioane, peste 200 societăți de distribuție a mărfurilor agro-alimentare precum și reprezentanțe directe pentru București, a unor mari și cunoscute firme producatoare de carne, mezeluri, lactate, brânzeturi, produse de panificație, patiserie, legume și fructe, conserve diverse, etc din țară și din străinătate. În urma investițiilor făcute în ultimii ani, însa, au fost construite și amenajate noi spații, astfel încat gama produselor comercializate în incinta PGA s-au extins, cuprinzând practic toate sortimentele ce trebuie să se gasească într-un magazin alimentar. Aceasta înseamnă că, practic, o vizita la PGA, asigura o aprovizionare completă, cu posibilitatea alegerii produsului dorit dintr-o imensă oferta sortimentală și de prețuri. Situata în centrul capitalei, PGA 1912, este cea mai importantă piața de gross specializată pe produse alimentare. Ea se adresează în primul rând clienților, persoane juridice, provenind din București și judetele limitrofe și se apreciază că deține în prezent o cotă de piață de cca. 65-70%.
În Romania, industria morăritului și a panificației a înregistrat în ultimii paisprezece ani o dezvoltare demna de apreciat. A sporit numarul unităților de panificație și morarit, iar calitatea produselor finite și aprecierea de către utilizator nu s-au lăsat așteptate. Investițiile străine, precum și curajul și forța unor producatori români au contribuit la o ascensiune rapidă în industria morăritului și a panificației. Este și cazul societății “Panimon”S.A Onești care din holdele aurii a ales spicele cele mai coapte și a macinat cu grija boabele de grâu, pentru a obține făina cea mai fină. Între caracteristicile produselor de morarit se numară: făina de la “Moara de Aur” este un produs natural și sănătos, obținut din materii prime atent selecționate, calitatea făinii este garantată, aceasta fiind verificată în laboratorul propriu echipat cu tehnologie Buhler de ultimă generație, făina de la “Moara de Aur” este pregatită pentru diferite destinații de utilizare.
18
Tradiția producerii pâinii combinată cu tehnologia modernă este soluția completă pentru o afacere prosperă. Acesta este motto-ul care guverneaza când vina vorba despre ESMACH ROMANIA. Esmach Romania SRL este reprezentantul exclusiv pe piața romanească pentru liderii europeni în fabricarea de echipamente pentru fabricație (cuptoare-utilaje-linii panificație), patiserie (cuptoare-utilaje-linii panificație), mașini și linii de ambalat pentru ambalarea produselor finite.
Serviciile oferite de această firmă sunt: asigurarea pieselor de schimb pentru o perioadă de cel puțin 10 ani de la data livrării echipamentelor și service în perioada de garanție și post garanție, consulting de specialitate privind organizarea fluxului tehnologic, proiect tehnologic pentru racorduri și utilități necesare fabricației, know-how de specialitate; instalare și montare echipamente, școlarizare în vederea folosirii echipamentelor. Pe piața romanească și nu numai, firma Esmach Romania SRL distribuie produse precum: malaxor spiral automat, cuva fixă, malaxor spiral automat, cuvă extractibilă, malaxor spiral automat cu răsturnare, mixer planetar patisserie, divizor automat, mașina de rotunjit, mașina de modelat lungă cu doi cilindrii, mașina de laminat foietaj, cuptor cu tuburi anulare, panificație, cuptor rotativ, cuptor termoventilat, cabinet congelare rapidă, mașina de preparat crema caldă, mașina de ambalat cu folie termocontractibilă, mașina de ambalat în boxuri mașini pentru paletizat, etc.
Industria modernă de panificație cere aplicarea unor metode din ce în ce mai avansate care să contribuie la obținerea de produse având calitate superioară realizate în condiții economice avantajoase. Pentru aceste considerente se extinde din ce în ce mai mult o serie de procedee noi, printre care cea mai mare importanță este frământarea rapidă și intensivă a aluatului. Într-o serie de țări acest procedeu s-a introdus fie la aplicarea procesului de aplicare discontinu, fie la cel de fabricare continuă a pâinii, folosindu-se utilaje adecvate acestui scop.
La baza construcției malaxoarelor de aluat pentru pâine utilizate în procedeul clasic a stat principiul ca mașina sa imite pe cat posibil frământarea manuală a aluatului, respectiv frământarea sa fie putin intensivă. Pentru a obține în aceste condiții aluat bine dezvoltat, care sa corespundă fabricării unor produse cu volum mare, cu miezul moale, elastic, și care să-și mențină calitățile inițiale timp mai îndelungat, este necesar ca aluatul sa fie supus unei perioade îndelungate de fermentare. Ori, industria modernă cere scurtarea procesului tehnologic de fabricare a pâinii, ceea ce înseamna economie de muncă și cheltuieli mai mici de investiție.
Cunoscută sub numele de dezvoltarea mecanică a aluatului frământarea rapidă și intensivă a luatului, constă în frământarea în condiții mult mai energice, la turații mari ale brațelor de frământare și un timp mai scurt decât în frământarea clasică.
Se realizează formarea mai rapidă și mai completă a structurii glutenului și aluatului, astfel că, la sfarșitul frământării aluatul este matur din punct de vedere reologic, stare care în frământarea clasică, lentă, se obține la sfarșitul operației de fermentare. Acest lucru permite scurtarea sau chiar excluderea fermentarii înainte de divizare. Procedeul de preparare a aluatului prin aceasta metodă impune: folosirea unei cantități marite de drojdie, de 1,5 ... 2 ori față de procedeul clasic. Adaosul de substanțe cu acțiune oxidantă, datorită modificarilor de conformație mai profunde ale proteinelor glutemice, în urma carora acestea expun mai multe
19
grupari reactive, cea mai folosită fiind acidul ascorbic (50..100 ppm). Pentru ca efectul
acidului ascorbic sa fie maxim, aluatul se prepară cu temperatura de 25..260C . Produsele
obținute sunt superioare calitativ celor obținute prin frământarea clasică. Volumul crește cu 10…50 %; miezul are culoarea mai deschisă și se pastrează mai mult timp proaspăt. Produsele au însa aromă mai slabă, datorită reducerii drastice a timpilor de fermentare. Procedeul dă rezultate bune și la prelucrarea făinurilor de calitate slabă. Malaxoarele utilizate au construcție specială, pot avea funcționare discontinuă sau continuă și pot lucra la presiunea atmosferică (malaxoare deschise), la sub presiune și supra presiune (malaxoare inchise ermetic). Din punct de vedere al turației brațelor de frământere, malaxoarele pot fi: -rapide, cu turația brațelor de 60…120 rot/min.-intensive cu turația brațelor de 200….1000rot/min.-ultrarapide cu turația brațelor peste 1000 rot/min.
O altă metodă modernă de preparare a aluatului este metoda de preparare cu semifabricate refrigerate. Aceasta metodă permite întreruperea și reluarea rapidă a lucrului în fabrica de pâine și se bazează pe încetinirea proceselor din aluat la temperaturi scăzute. Pot fi refrigerate maiele și aluaturi fermentate sau bucăți de aluat modelate. Maiaua fermentată sau
aluatul fermentat în vrac sunt răcite pana la 5…6 și chiar 10…11 și păstrate la această temperatură 8...48 de ore. Temperatura de refrigerare scade cu creșterea duratei de păstrare. Pentru un timp scurt de păstrare, aciditatea semifabricatelor, practic nu variază.Pentru durate mai lungi, 24…48 de ore, are loc o creștere a acesteia. Momentul optim la care aluatul se supune refrigerării se consideră a fi pentru aluatul simplu imediat după modelare, iar pentru aluaturile care au în compoziție și zahăr și grasimi, după un timp de dospire prealabilă. În vederea utilizării mai departe a semifabricatelor refrigerate, ele se reîncălzesc până la 26…27
. Aluaturile refrigerate impun durate mai lungi de dospire finală.Metoda prepararii pâinii precoapte. Metoda constă in prepararea painii cu coacere
incompleta, urmata de pastrarea ei pana in momentul cand se face coacerea finala. Prepararea aluatului pana la coacere nu difera de procedeul obisnuit. Precoacerea se poate realiza prin metoda clașica sau printr-o metoda modificata.Metoda clasica de preparare cuprinde prelucrarea hidrotermică a aluatului prin injectare de abur în camera de coacere timp de 1..3
min., urmată de coacere la 200…280 , până la atingerea în centrul miezului temperatura de
90 . Produsele astfel precoapte nu au coaja formată decât sub forma unei cruste fine. Această crustă este însă foarte fragilă și are tendința de a se detașa în timpul operațiilor ulterioare de depozitare, manipulare sau coacere finală, ceea ce confera pâinii un aspect inestetic. Defectul poate fi diminuat în folosirea materiilor grase la prepararea aluatului.
O metodă modificată pentru realizarea precoacerii constă în introducerea bucăților de
aluat în camera de coacere încalzită la circa 100 , și unde se crează o atmosferă saturată în umiditate la suprafața bucăților de aluat, menținandu-se în aceste condiții până când
temperatura la suprafața lor atinge valori de 75…100 . Durata operației de precoacere depinde de masa bucății de aluat. Pâinea precoaptă obținută este ambalată, congelată și
20
depozitată. Înainte de consum, pâinea e supusă coacerii finale într-un cuptor tradițional la
temperatura de 220…250 , timp de 5…25min. În funcție de masă și forma produsului, la începutul acestei coaceri finale se realizează injecția de abur în cuptor.
Există și alte metode moderne de preparare a pâinii, cum ar fi: metoda cu semifabricate fluide, metoda cu culturi starter de microorganism, metoda cu semifabricate congelate. Toate acestea urmaresc scurtarea duratei procesului tehnologic, îmbunătățirea calității produselor și crearea posibilităților de mecanizare și automatizare a operațiilor tehnologice.
3.7. ALEGEREA VARIANTEI OPTIME
Chiflele se obțin după urmatoarea rețetă de fabricație prezentată in tabelul 1.7.Tabelul 1.7. Reteta de fabricatie a chiflelor
MATERII PRIME , AUXILIARE REGIM TEHNOLOGIC
UMFAZELE
ALUATULUICANT.PTR. 100Kg
produs 1000 buc/100gFăina alba de grau tip650Drojdie comprimată (3%)Sare(1,3%) Ulei comestibil de floarea soareluiApa potabila (CH:42%)Chimen ptr.presarat produsul
KgKgKgll
kg
100,03,01,34,542-
80,62,41,03,634,00,4
Durata framantarii, min. 12….15Temparatura framantarii, 22….25Durata fermentarii,min. 20Temperatura fermentarii, 30….32Durata dospirii finale, min. 50….60Aciditatea bucatii de aluat, grade 2,5…..3Durata coacerii in cuptoare electrice 10…..15rotative,min.Temperatura de coacere, 240….250
[ Dr.ing.Gheorghe Moldoveanu – Arta brutăritului românesc, Editura tehnică, Bucuresti 1994]
21
SCHEMA TEHNOLOGICĂ DE OBȚINERE A CHIFLELOR
22
Făină albă de
grâu tip650
Receptie calit. si
cantitativăa
Depozitare
Cernere
Apă
Încalzire
Activare
Drojdie comprimată
Recepție calitativă și cantitativă
Depozitare
Suspensionare
Filtrare
Sare Ulei Chimen
Dizolvare
Filtrare
Pregatire corespunzătoare
Dozarea materiilor prime și auxiliare
Frământare aluat20 ; 15min.; 70 + 75%
Fermentare aluat32 ; 20min.;75 + 80%
Divizare –modelare.22 ;15min ;70%
Dospire finală 32 ;60min.;75%
Coacere240-250 ; 15min.
Răcire
Paletizare
Depozitare18 - 20 ; 8h ;60 + 65%
3.8. DESCRIEREA VARIANTEI TEHNOLOGICE ADOPTATĂ
Materiile prime (făina alba de grau tip 650; apa; drojdia comprimată și sarea) și cele auxiliare (zahăr, ulei comestibil de floarea-soarelui, chimen pentru presarat produsul) sunt supuse mai întai unor operații pregătitoare specifice, care vor ajuta la obținerea unor produse finite de calitate.
Recepția și controlul calității materiilor prime și auxiliare se realizează în conformitate cu standardele în vigoare și variază în funcție de natura acestora. Astfel, controlul calității făinii constă dintr-un examen organoleptic și unul fizico - chimic și tehnologic. Organoleptic se controlează culoarea, gustul, mirosul și infestarea. Culoarea se apreciază prin comparație cu un etalon prin metoda Pekar pe cale uscată și umedă, infestarea prin examinarea cernutului, gustul și mirosul prin degustarea, respectiv mirosirea unei probe de făină. Controlul fizico-chimic și tehnologic presupune determinarea principalelor însușiri de panificație ale făinii: puterea făinii, pe baza conținutului și calității proteinelor glutemice, capacitatea făinii de a forma gaze, indicele de maltoză, coținutul de -amilaza, calitatea chiflelor prin proba de coacere. Calitatea drojdiei comprimate se apreciază prin examen organoleptic privind aspectul, culoarea, consistența, mirosul, gustul și prin determinarea puterii de creștere și, uneori a umidității. Puterea de creștere este principala caracteristică a drojdiei și se definește prin timpul de ridicare a unui aluat până la înalțimea de 7cm (metoda STAS) sau prin timpul de ridicare la suprafața apei a unei bile de aluat introdusă într-un pahar cu apă (metoda bilei). Calitatea sării, a zahărului și a celorlalte materii auxiliare se stabilește, în principal prin examen organoleptic privind aspectul, culoarea, gustul, mirosul, cosistența.
Depozitarea materiilor prime și auxiliare are rolul de a crea un stoc tampon pentru folosirea de chifle care să asigure fabricația independent de condițiile de aprovizionare. În cazul făinii, depozitul are de cele mai multe ori și rolul de a asigura maturizarea ei. Depozitarea se face în condiții în care sa asigure păstrarea calității materiilor prime și auxiliare până la intrarea lor in fabricație.
Pregatirea materiilor prime și auxiliare. Pregatirea făinii constă în operațiile de amestecare și cernere. Amestecarea făinurilor se face în scopul obținerii unui lot omogen de făină din punct de vedere a însușrilor de panificație, in vederea asigurarii unui regim tehnologic și a calității chiflelor, constatate. Se realizează prin amestecarea făinurilor de același tip dar de calități diferite, pe baza datelor furnizate de laborator. Drept criteriu pentru realizarea amestecurilor se iau în considerare conținutul, dar mai ales calitatea glutenului. Cernerea urmarește îdepartarea impurităților grosiere ajunse accidental în făină după măcinare. Se realizează cu site nr. 18-20. Pregatirea apei constă în aducerea ei la temperatura
necesară pentru obținerea aluatului cu temperatura dorită (25 ). Se realizează prin
amestecarea apei reci de la rețeua cu apa caldă având temperatura de circa 60 , obținută în boilere sau recuperatoare de caldură, sau prin barbotarea în apă rece a aburului saturat de
23
Recepție
joasa presiune. Pregatirea drojdiei presupune trasformarea ei in suspensie cu o parte din apă
folosită la prepararea aluatului, incalzită la 30-35 , folosind proporții de drojdie /apa de 1:3, 1:5, 1:10. În cazul chiflelor de 0,100 Kg bucata preparate prin procedeu direct, cu frământare rapidă și intensivă a aluatului, s-a utilizat o proporție de drojdie-apă de 1:14. Suspensionarea are drept scop repartizarea uniforma a drojdiei în masa aluatului. Activarea drojdiei constă în adaptarea ei la fermentarea maltozei, care este principalul zahăr fermentescibil din aluat, în scopul accelerarii procesului de fermentare și pentru scurtarea duratei acestuia. În principiu activarea se realizează prin introducerea drojdiei într-un mediu nutritiv fluid optim din punct de vedere al compoziției lui și pentru nutriția drojdiei și menținerea în acest mediu 30…90
min. și chiar 2..3 h la temperatura 30…35 . Mediul nutritiv trebuie să conțină zaharuri fermentascibile, azot asimilabil, vitamine, elemente minerale, în special azot și fosfor. În vederea folosirii la prepararea aluatului, sarea este dizolvată. Se folosesc de obicei soluții saturate. Pentru îndepartarea impurităților prezente în solutțe, aceasta se filtrează. Pregatirea materiilor auxiliare: zahărul se dizolvă, uleiul comestibil de floarea soarelui se încalzește, chimenul se presară pe suprafața bucăților de aluat divizate și modelate.
Dozarea materiilor prime și auxiliare are drept scop obținerea aluatului cu insușiri reologice optime și respectarea compozitiei produsului care se fabrica.Pentru 100Kg făina alba de grau tip 650 se folosesc urmatoaarele cantitati de materii prime: 42 l apa potabilă, 3Kg drojdie comprimata și 1,3 Kg sare. De cantitatea de apă folosită la prepararea aluatului depinde consistența aluatului deoarece aceasta influențează viteza proceselor din aluat și, în consecință calitatea chiflelor.
Operația de frământare are drept scop obținerea unui amestec omogen din materiile prime și auxiliare și in același timp a unui aluat cu structura și proprietăți fizico - reologice specifice care să-i permita o comportare optimă în cursul operațiilor ulterioare din procesul tehnologic. Procesul de frământare constă dintr-un prces de amestecare și unul de frământare propriu-zisă. Pentru obținerea chiflelor cu ados de zahăr și garsimi de 0,100Kg/buc. s-a utilizat o matodă modernă de preparare a aluatului, și anume metoda de frământare rapidă și intensivă a aluatului. Cunoscută și sub denumirea de ”Dezvoltarea mecanică a aluatului”, constă in frământarea energica aluatului, la turații mari și un timp mai scurt decat la frământarea calasică. La sfarșitul operației de frământare rapidă, aluatul are propriatăți reologice asemanatoare cu cele ale aluatului obținut prin frămâtare clasică, dar la sfarșitul operației de fermentare. De aceea, metoda dă posibilitatea reducerii sau excluderii fermentării înainte de divizare-modelare. Explicația efectului frământarii intensive și rapide constă în modificarea proteinelor glutemice ale făinii. Datorită frământării energice are loc o desfacere avansată a globulelor proteice și de aceea la suprafața lor ajunge un numar mai mare de grupări reactive capabile să interacționeze cu cele ale moleculelor vecine. Se formează un numar mai mare de legaturi intermoleculare, deci se formează mai complet glutenul. Agitarea mai intensă face ca și hidratarea particulelor de făină să se realizeze mai repede, și-n consecință, se accelerează formarea glutenului. În frământarea clasică desfacerea moleculeor de proteine este mai slabă, de aceea numarul gruparilor reactive ajunse la suprafața acestora și numarul legăturilor intermoleculare este mai mic, iar glutenul este incomplet format. Acest
24
fapt impune că dupa frământare, aluatul sa fie supus operației de fermentare, când se continuă desfacerea moleculelor proteice și are loc formare structurii glutenului cu viteza mult mai mică.-se reduce spațiul destinat procesului tehnologic și numarul de cuve-se inregistrează un consum mare de energie la operația de frământare, consum mare de drojdie (50….100%)-produsele finite au aroma mai slabă
Fermentarea aluatului urmarește maturizarea acestuia, adică un aluat matur trebuie să aibă la sfarșitul fermentarii, capacitatea bună de formare a gazelor, capacitatea bună de reținere a gazelor și să conțină cantități suficiente subsțante de gust și de aromă. Capacitatea de reținere a gazelor se modifică continuu pe durata fermentări datorită modificării proprietăților reologice ale aluatului, în proceselor coloidale și a proteolizei din aluat. Aluatul elastic și rezistent imediat dupa fermentare devine, la sfarșitul fermentarii, mai puțin rezistent și mai puțin elastic, dar cu elasticitate marită, ceea ce-i permite să rețină mai bine gazele de fermentare. Creșterea capacității aluatului de reținere a gazelor este scopul principal al procesului de fermentare, alături de acumularea de substanțe de gust și de aromă. Maturizarea aluatului este rezultatul unui complex de procese biochimice, microbiologice și coloidale, care au loc concomitent la fermentare.
Procesele biochimice care au loc la fermentarea aluatului sunt amiloliza și proteoliza. Acestea furnizează sursa de carbon, respectiv de azot, pentru microbiota aluatului formată din drojdii, care produc fermentația alcoolică și bacterii, care produc fermentația lactică. În aluat, amiloliza are rolul să asigure necesarul de zaharuri fermentascibile, care să întrețină procesul de fermentare pe toată durata procesului tehnologic, zaharurile ale făinii fiind insuficiente pentru aceasta. De accea favorizarea maltozei prin hidroliza amidonului este deosebit de
importantă în aluat. Ea are loc prin acțiunea comună a si aminoacizi. Proteoliza în aluat este importantă pentru că ea influențează însușirile reologice ale aluatului de care depinde capacitatea lui de a reține gazele și a-și menține forma, însuși care influențează direct calitatea chiflelor. Rolul principal în proteoliză îl are structura, gradul de agregare al glutenului, care determină atacabilitatea lui enzimatică. În făinurile normale, rolul proteazelor proprii este minor. Ele se găsesc în cantitate mică în stare activă, au pH-ul optim și temperatura optimă de activitate în afara valorilor existente în aluat.
Procesele microbiologice constau în fermentația alcoolică produsă de drojdii și fermentația acidă produsă de bacterii. În fermentația alcoolică, drojdia fermentează mai întâi zaharurile proprii făinii și numai după epuizarea lor începe să fermenteze malteoza cu viteze
apreciabile. Intențitatea fermentatiei alcoolice crește cu temperatura, până la 350C și în
aluaturi de consistență mică. Dioxidul de carbon format în timpul procesului de fermantație alcoolică, exercită o acțiune mecanică de întindere a rețelei proteice din aluat, contribuind la desăvârșirea formarii structurii glutenului și prin acesta la imbunatățirea însușirilor reologice ale aluatului și acapacității lui de reținere a gazelor.Fermentația lactică este produsă de bacterile lactice, homo și heterofermentative, aduse de făină și de drojdie în aluat. Ele fermentează hexozele și pentozele, formând ca produs principal acidul lactic. Alaturi de
25
acesta, care reprezintă aproximativ 2/3 din aciditatea totală, se mai formează și alți acizi, mai importanți fiind acidul acetic și acidul formic( aproximativ 1/3 din aciditatea totală).
Maturizarea aluatului se determină organoleptic și prin determinarea acidității. De obicei, fermentarea aluatului se realizează în camere de fermentare I care se realizează un anumit climat , din punct de vedere al temperaturii și umezelii relative a aerului realizat cu instalați de conditționare a aerului. Camerele de fermentare au înalțimea de 2…2,2m.
În cazul fermentarii aluatului pentru chifle de 0,100Kg bucata, această operație se realizează în secția de fabricație, în două cuve, asigurându-se condițiile de fermentare:
t =30…32 0C , =20 min., =75…80%. Durata de fermentare este în funcție de extracția și
calitatea făinii și de produsul care se fabrică. Sfarșitul fermentării se stabilește prin determinarea acidității pentru aluat. În timpul fermentarii aluatului, și anume la jumatatea timpului de fermentare, se face refrământarea care durează 1…2 min. La făinurile slabe nu se face refrământarea aluatului.
Prin prelucrarea aluatului se înțelege operațiile la care este supus aluatul din momentul răsturnarii lui din cuvă și până la introducerea lui în cuptor, adică divizare, modelare, repaus inremediar, dospire finală.
Divizarea are rolul să împartă masa de aluat fermentat în bucăți de masă dorită. Masa bucății de aluat divizate se stabilește în funcție de masa produsului finit și de pierderile tehnologice care intervin după operația de divizare, adică la dospire coacere și racire. Precizia la divizare este influențată de tipul mașinii de divizat și de gradul ei de uzură. Abaterea maselor diferitelor bucăți de aluat de la masa stabilită trebuie sa fie minimă și ea nu trebuie să depăsească + 1,5%
Masa bucăților de aluat se verifică prin sondaj. Abaterile mari ale masei față de masa stabilită a bucăților de aluat vor duce la viteze diferite la dospire și coacere, rezultând astfel diferențe în calitatea produselor finite. Foarte important pentru mașina de divizat-modelat “Derby 307” este că aluatul sa aiba o consitență omogenă și constantă.
Modelarea este operația prin care se urmarește să se dea bucății de aluat forma pe care trebuie sa o aiba produsul finit (forma rotundă). Acțiunea mecanică exercitată asupra bucății de aluat prin operația de modelare duce la îmbunătățirea structurii aluatului și la obținerea de produse cu o structură fină și uniformă a miezului în urma divizării porilor existenți în bucata de aluat. Se obține o forma ordonată a bucății de aluat, ceea ce face ca la dospire și coacere aceasta să se dezvolte uniform. Efectul tehnologic al modelării este influențat de gradul de maturizare al aluatului. Aluaturile mature prezintă condiții mai bune pentru modelare și pentru creșterea numarului porilor decât aluaturile insuficient maturizate sau excesiv de mature. În cazul obținerii produselor de franzelărie cu adaosuri, operația de modelare se realizează cu ajutorul mașinii de divizat și modelat ”Derby307”. Atunci când calitatea făinii permite o acțiune mecanică intensă, exercitată în timpul operației de divizare-modelare, ea conduce la produse cu volum mare și structură fină a porozității. O acțiune mecanică în cursul acestor operații este importantă pentru aluatul obținut prin procedeul rapid, cu durata mică de fermentare a aluatului înainte de divizare. Pincipiul de funcționare al mașinii de modelat rotund constă în antrenarea bucății de aluat de o banda transportatoare și silită să treacă pe sub
26
un jgheab metalic fix, asezat sub un unghi oarecare față de direcția de deplasare a benzii sau între doua benzi.
Dospirea finală (fermentarea finală ) constă în acumularea gazelor în bucata de aluat, în vederea obținerii unui produs afânat, bine dezvoltat cu volum suficient de mare. Dacă bucata de aluat ar fi introdusă imediat în cuptor, chiflele s-ar obține cu miez foarte puțin afânat, având coaja cu crapaturi și rupturi. Operația este indispensabilă, deoarece gazele de fermentare formate în fazele anterioare sunt îndepărtate în urma acțiuni mecanice, exercitate asupra aluatului, în timpul operațiilor de divizare – modelare. Dinamica și intensitatea formării gazelor sunt influențate de insușirile de panificație ale făinii, de compoziția aluatului de procesul tehnologic de preparare a aluatului și de parametri spațiului de dospire. Din cantitatea totală de gaze care se formează, numai o parte este reținută de aluat. Fiecare aluat are o limită maximă de reținere a gazelor, dincolo de care gazele formate se pierd. Cantitatea de gaze reținute, volumul maxim atins de aluat și viteza de atingere a acestuia maxim depind în mare masură de însușirile reologice ale aluatului, care, la rândul lor, depind de calitatea făinii. La începutul procesului, întreaga cantitate de gaze formată este reținută și aluatul își marește volumul. După atingerea volumului maxim cantitatea de gaze conținute scade, datorită faptului că, sub presiunea dioxidului de carbon aluatul se întinde sub forma de pelicule care se mobilizează treptat până când la unmoment dat, în funcție de rezistența lui, se rupe formându-se canale prin care gazele se pierd și volumul aluatului scade. De aceea aluaturile provenite din făinuri slabe, puțin rezistente, rețin mai putine gaze și dau produse mai puțin dezvoltate decât cele obținute din făinuri de calitate bună și foarte bună.
Paralel cu fermentația alcoolică în urma careia se formează dioxidul de carbon, care afânează aluatul, au loc și procese neenzimatice, coloidale și de fermentație acidă, astfel că la sfarșitul operației, bucata de aluat are un anumit grad de aciditate și un anumit grad de lațire, care depind de calitatea făinii, de consistența aluatului și de temperatura acestuia.
Dospirea finală se execută în anumite condiții de timp, temperatură și umezeală relativă. Durata dospirii finale variază în limite foarte largi 25…90min., la temperatura 30..35 0C și = 75…85%. Temperatura 30..35
0C asigură o intensitate bună a procesului de fermentare și, în același timp, protejarea însușirilor reologice ale aluatului. Umiditatea relativă a aerului de 70..85%. Este necesară pentru evitarea uscării suprafeței produsului sau umezirii acestuia. Uscarea bucății de aluat la dospire conduc la obținerea de produse cu coajă arugoasă și aspră și chiar cu crapatură, iar umezirea ei la produse cu coajă colortă neuniformă sau chiar la lipirea bucăților de aluat de suprafața activă a dospitoarelor. Pentru dospirea finală a bucaților de aluat se va utiliza un dospitor dulap, în care parametri optimi se obțin prin climatizare. Aprecierea momentului de terminarea dospirii finale se stabilește organoleptic,pe baza modificarii volumului, formei și pe bza proprietăților fizice ale bucății de aluat. Aluatul insuficient dospit nu are volum bine dezvoltat, forma este apropiată de cea imprimată prin modelare, fără să atinga gradul de deformare necesar, la apăsare cu degetul nu este pufos și revine foarte repede la forma inițială după îndepărtarea apăsari. Aluatul dospit normal este crescut în volum, are o oarecare deformare (lățire), astfel că, la coacere, se formează o racordare între coaja superioară și inferioară, la apasare cu degetul apare moale, pufos și
27
revine lent la forma inițială după îndepartarea apăsării. Aluatul nepreadospit este aplatizat, iar la apasare ușoară cu degetul devine foarte greu sau chiar deloc la forma inițială.
Coacerea este operația prin care aluatul este trasformat în produs finit. Se realizează cu aport de enegie termică în cuptoare speciale numite cuptoare de panificație . Obținerea produsului finit are loc datorită unui proces complex de procese care se produc în bucata de aluat supusă coacerii, ale caror direcție și intensitate sunt influențate de procesul de incalzire.
Încalzirea bucăților de aluat se produce ca urmare a transmiterii energiei termice de la cuptor la suprafața bucății de aluat și de aici în interiorul ei. Trasferul căldurii de la cameră decoacere la aluatul supus coacerii se face prin conducție de la vatră, iar la partea superioară, în principal, prin radiație, pentru cuptoarele clasice, și prin convecție forțată, pentru cuptoarele mai noi, încălzite cu aer cald. În toate cazurile, în primele minute de cocere, când din motive tehnologice se face prelucrarea hidrotermică a aluatului prin introducerea de abur de joasă presiune, încalzirea bucății de aluat se face pe seama căldurii de vaporizare, pe care aburul o cedeaza în timpul condensarii lui pe suprafața aluatului. Transformarea aluatului în produs finit are loc ca urmare a deplasarii interne a călduri recepționate de straturile superficiale de la camera de coacere. Acest trasfer se face treptat, astfel că ultima porțiune de aluat care se trasformă în miez este centrul bucății de aluat. Deplasarea căldurii de la exterior la înteriorul bucății de aluat se face prin conducție, datorită fazei solide a aluatului, și prin intermediul apei care se deplasează din straturile mai calde spre cele mai reci, în urma creșterii energiei cinetice a moleculelor de apă. Încalzirea aluatului este influențat de: temperatura și umiditatea relativă din camera de coacere, masa, forma, umiditatea și gradul de afînare a aluatului.
Procesul de încălzire este principala cauză a proceselor și modificărilor care se produc în bucata de aluat supusă coacerii. În primele minute, coacerea se face în atmosfera de vapori. Scopul este același și la umecterea suprafeței produsului având implus și o acțiune de accelerare a procesului de încălzire a bucății de aluat. Bucata de aluat odată introdusă în cuptor, incepe imediat să-și mărească volumul. Creșterea volumului chiflelor supuse coacerii se încetinește treptat și apoi încetează complet. Volumul și forma chiflelor obținute până în acest moment se păstrează invariabile până la sfarșitul coacerii .
Coacerea chiflelor se face în cuptoare electrice, la temperatura de 240…250oC, timp de 10…15min. Cuptoarele încălzite electrice coc, în cea mai mare parte, prin radiație directă. Ele au prevazute în interior, pe bota camerei de coacere și la partea inferioară a cuptorului, rezistențe electrice uniform distribuite pe intreaga suprafață de coacere. Între bolta și partea inferioară a cuptorului distribuția rezistențelor electrice se face de obicei astfel: 40-45% la partea inferioară a cuptorului și 55…60% la bolta camerei de coacere. Pentru a evita producerea accidentelor, rezistențele se izoleaza foarte bine, prevenind scurgerea de curent prin părțile metalice ale cuptorului. Elementele montate pe bolta cuptorului se protejează cu o rețea metalică sau cu alte dispozitive împotriva eventualelor șocuri mecanice care se pot ivi în timpul expluatării cuptorului. Rezistențele folosite pentru radierea directă în camera de coacere se construiesc din aliaje speciale, ca de exemplu crom-nichel, care opune o rezistență destul de mare și se prezintă sub foramă de placi sau fire. Rezistențele electrice se utilizează ca stare sau acoperite cu un material refractar rezistent la teperaturi ridicate. Puterea electrică
28
ce se instalează depinde de suprafața de coacerea a cuptorului, de obicei circa 6 Kw/m2 pentru cuptoarele de dimensiuni mici și scade până la circa 3,5 Kw/m2 pentru cuptoarele mari, ca urmare a creșterii randamentului termic al cuptoarelor. În exploatare, aceste cuptoare prezintă o serie de avantaje, însa extinderea lor este condiționată în primul rând de obținerea energiei electrice la un preț care să determine un cost de coacere inferior celui ce revine la folosirea altor sisteme de încalzire.
Determinarea sfârșitului coacerii. Se face organoleptic și prin determinarea temperaturii centrului miezului. Organoleptic, chiflele se consideră coapte dacă coaja este rumenă, la balansarea în mână par ușoare în raport cu marimea lor, produc un sunet clar, deschis la lovirea cojii de suprafața de coacere, miezul este elastic. Masurarea temperaturii
centrului miezului are la baza observația că centrul miezului atige temperatura de 93..970C
numai la sfarșitul coacerii. În acest scop, termometrul se introduce în chifla, prin partea laterala a cojii, paralel cu coaja inferioară la jumatatea înălțimii (astfel ca rezervorul termometrului sa ajungă în mijlocul bucății de chiflă. Obținerea unei temperaturi în centrul
miezlui de 93…970C denotă o chifla coapta.
Răcirea chiflelor are loc în primele ore de scoatere din cuptor, durata de răcire variind cu masa și forma chiflelor și cu parametrii aerului din depozit. Parametrii optimi din depozitul
de produsfinit sunt: temperatura 18…200C și = 65…70%. În timpul răcirii chiflele cedează
mediului ambient caldura și umiditate, modificând parametri depozitului, ceea ce face necesară condiționarea acestuia. În plus, pierderile de umiditate determină pierderi în masa chiflelor, influențând randamentul. Pierderile la racire au valoarea de 1..3,5 % față de pâinea intrată în deposit și de 15…25 % din pierderile tehnologice totale. Din punct de vedere a calității chiflelor, racirea este considerată ca un proces de maturizare, deoarece chiflele sunt optime pentru consum în stare rece.
Ambalarea (paletizarea) chiflelor se face în navete de tip A. Încarcarea unei navete cu produs este de 2,8Kg chifle. Navetele se așeaza apoi pe platforme. Aceasta poate fi considerată operația de paletizare.
Depozitarea chiflelor presupune răcirea lor în condiții optime și păstrarea calității lor pe durata acestei operatii. Chiflele de 0,100Kg bucata așezate în navete și apoi pe platforme
vor sta 8h in depozitul de produs finit. Parametrii optimi ai depozitului sunt: t = 18…200C și
= 65…70 %.Expedierea produselor presupune trecerea cărucioarelor cu navete din depozitul de
produs finit în sala de expediție și de aici în autodubele care realizează trasportul la centrele de comrcializare a produselor. Durata operației de expediere a chiflelor de 0,100Kg bucata este de 12h.
3.9. CONTROLUL FABRICAȚIEI PE FAZE
Regimul optim al procesului de coacere este bifazic:
Metoda bifazică cuprinde: maiaua și aluatul.
29
Maiaua se prepară din faină, apă și drojdie. În scopul creșterii acidității inițiale a maielei și aluatului, la maia se adaugă o porțiune de maia fermantată. Proporția acestuia variază cu calitatea și extracția făinii între 5 și 20 %, în raport cu făina prelucrată, valorile inferioare folsindu-se pentru făinurile de extracție mică și de calitate bună, iar valorile superioare pentru făinurile de extracție mare și calitate slabă.
Modul de conducere a maielelor, adică mărimea, consistența, temperatura și durata de fermentare a acestora influențează intreg procesul tehnologic și calitatea pâinii. Toți acești parametrii se adoptă în funcție de calitatea făinii.
Dupa consistență, maiaua poate fi: Consistentă; Fluida.
Maiaua consistentă are umiditatea de 41 – 44 % și se prepară într-o cantitate de făină ce reprezintă 30 – 60 % din cantitatea de făină prelucrată, în funcție de calitatea făinii.
La prelucrarea făinurilar normale, cu însușiri medii de panificație, la maia se adaugă 50 % din cantitatea de făină prelucrată.
Pentru obținerea unei pâini de bună calitate se apreciază că făina introdusă de maia în aluat nu trebuie să coboare sub 25 % din cantitatea de făină prelucrată.
Consistența maielei variază în raport invers cu calitatea făinii, în timp ce temperatura și durata de fermentare au o variație directa.
Consistența maielei va fi mai mare pentru făinurile de calitate slabă și mai mică pentru făinurile foarte bune și puternice. Ea este dată de cantitatea de apă folosită la prepararea maielei și va reprezenta circa 25% din capacitatea de hidratare pentru făinurile slabe, 45-50% pentru făinurile de calitate medie și circa 60 % pentru făinurile foarte bune și puternice.
Temperatura maialei variază între 25 și 290, iar durata de fermentare între 90 și 180 minute. Limite inferioare sunt folosite la prelucrarea făinurilor de calitate slabă, iar cele superioare la prelucrarea celor de calitate foarte bună sau puternice. Pentru făinurile de calitate medie, temperatura optimă este de 280 C. Ea asigură intensitatea dorită a proceselor microbiologice și protejează în același timp însușirile reologice. Folosirea unor valori mai mari pentru acești parametri înrăutățeste structura porozității produsului.
Modificarea valorilor parametrilor de proces ai maielelor urmarește modificarea vitezei proceselor care au loc la fermentare, în vederea atingerii scopului pentru care este folosită, atribuindu-se o importanță deosebită atingerii celor mai bune proprietăți reologice posibile. Reducerea cantității de făină, a temperaturii și a duratei de fermentare ale maielei și creșterea consistenței, în cazul făinurilor slabe, limitează proteoliza și umflarea nelimitată a proteinelor glutenice, protejându-se astfel proprietățile ei reologice, iar creșterea cantității de făină, a temperaturii și duratei de fermentare a maielei și reducerea consistenței ei în cazul prelucrării făinurilor puternice accelerează proteoliza și umflarea nelimitatată a proteinelor glutenice, ceea ce reduce elasticitatea și mărește extensibilitatea, conducând, în consecință, la creșterea capacității de reținere a gazelor în aluat.
Maiaua fluidă (polis) are umiditatea 63-75% și conține 30-40% din făina prelucrată. Se obține din făină, apă, drojdie și bas. Cantitatea de apă poate reprezenta 80-82% din apa calculată dupa capacitatea de hidratare.
30
Pentru mărirea acidității inițiale a maielei se poate folosi basul. El se folosește în aceleași proporții ca la maiaua consistentă.
Maiaua fluidă se prepară cu temperatura de 27-290C și se fermentează 3-4 ore, în funcție de calitatea și extracția făinii. Organoleptic, sfârșitul fermentării se identifică prin formarea la suprafața maielei a unei spume dense. Maiaua se frământă un timp de 8-12 minute, în funcție de calitatea făinii.
Aluatul se prepară din maiaua fermentată, restul de făina, apă și materiile auxiliare. Parametrii tehnologici ai aluatului, consistența, temperatura, durata de frământare și fermentare se aleg in functie de calitatea fainii dupa aceleasi principii ca la prepararea maielei, utilizându-se consistențe mai mari, temperaturi, durate de frământare și fermentare mai mici la prelucrarea făinurilor slabe, consisțente mai mici, temperaturi, durate de frământare și fermentare mai mari la prelucrarea fainurilor puternice.
Durata de frământare a aluatului este de 8-15 minute temperatura de 25-320C, iar durata de fermentare de 0-60 minute.
3.10. REGIMUL DE LUCRU AL SECȚIEI
Tc : fond de timp calendaristic ,ore Tc : 365 * nore =365*24=8760 ore/an =365 zile
Tn : fond de timp nominal,ore Tn : Tc-(Trd+Ts+Ti) , in care :
Trd : timp de repaus duminical ,ore Ts : numarul zilelor sau sărbatorilor legale de peste an ,zileTi : numarul zilelor de inventar de peste an ,zile
Tn = 365 –(52+5) =308 zile = 7392 ore /anTd : fond de timp disponibil ,ore Td = Tn – (Trc + Tt ) , in care :Trc : timp pentru reparații capitale și revizii,zilePentru capacitatea de producție de 10 tone /24h se va lua un Trcde 10…..15 zileTt : timp de întrerupere tehnologică , zile, se vor lua 5 zile.
Td = 308 –(15+5) = 288 zile = 6912 ore/an
3.11. BILANȚUL DE MATERIAL
10t/24 h chifle 10.000kg/24 h chifle 416 kg/h
MATERII PRIME , AUXILIARE REGIM TEHNOLOGIC
CANT.PTR. 100Kg produs 1000 buc/100g
Făina alba de grau tip650Drojdie comprimată (3%)Sare(1,3%) Ulei comestibil de floarea soareluiApa potabila (CH:42%)
80,62,41,03,634,0
31
Chimen ptr.presarat produsul 0,4
Conform rețetei se calculeazăCantitatea de făina necesară pentru obținerea a 10.000 kg/24h 100 Kg produs ……………………………….80,6 Kg făină10.000 Kg produs…………………………………xx=8060 Kg făinăCantitatea de drojdie necesară pentru obținerea a 10.000 kg/24h 100 Kg produs ……………………………….2,4 Kg drojdie10.000 Kg produs…………………………………xx=240 Kg drojdieCantitatea de sare necesară pentru obținerea a 10.000 kg/24h 100Kg produs ……………………………….1 Kg sare10.000 Kg produs………………………………..xx=100Kg sareCantitatea de ulei necesară pentru obținerea a 10.000 kg/24h 100Kg produs ……………………………….3,6 Kg ulei10.000 Kg produs………………………………..xx=360 Kg uleiCantitatea de apă necesară pentru obținerea a 10.000 kg/24h 100Kg produs ……………………………….34 Kg apă10.000 Kg produs………………………………..xx=3400 Kg apăCantitatea de apă necesară pentru obținerea a 10.000 kg/24h100Kg produs ……………………………….0,4 Kg chimen10.000 Kg produs………………………………..xx=40 Kg chimen
32
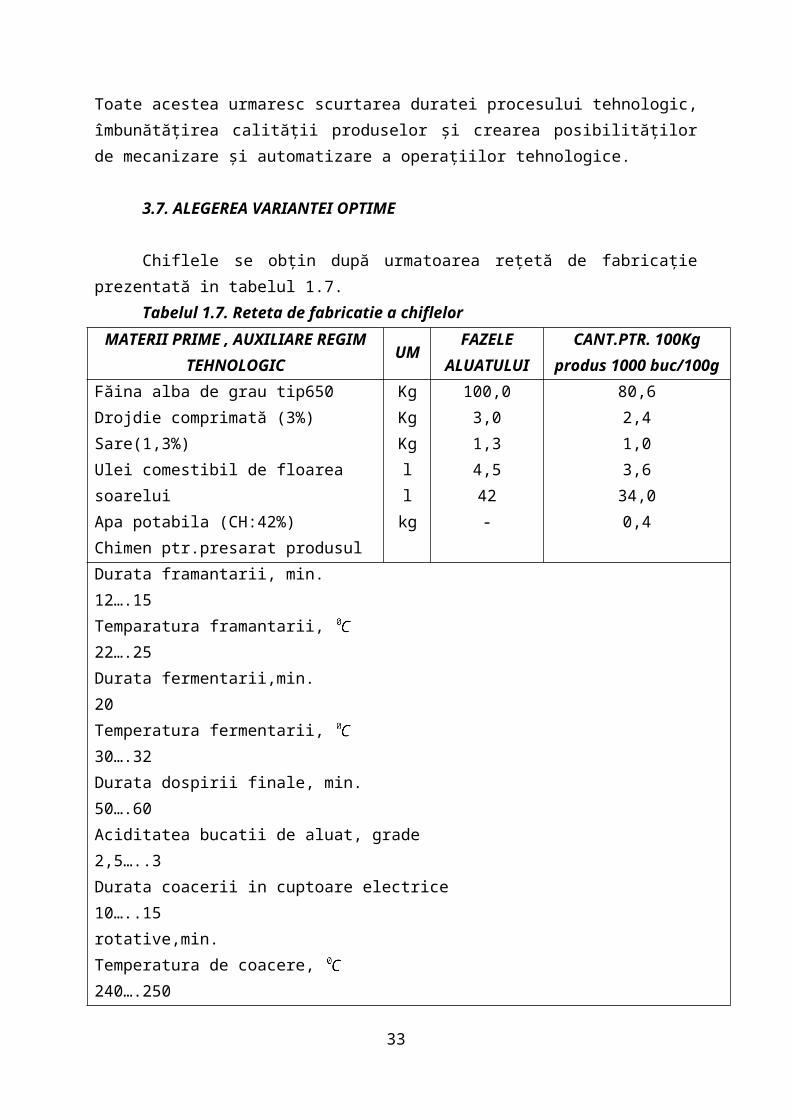
FAl WAl D S Z U
Al0
Al1
Al2
Al3
Pr=3%
GCr
Pp=0,02% GCp
Pd=0,01%
GCd
F:cantitatea de faina pentru framantare,KgW:cantitatea de apa pentru framantare,litriD:cantitatea de drojdie pentru framantare,KgS:cantitatea de sare pentru framantare,KgZ-cantitatea de zahar din bilantul de materiale ,KgU : cantitatea de ulei din bilantul de materiale ,litri
33
Frământarealuat
Fermentarealuat
Divizaremodelare
Fermentare finală
Coacere
PF=0,12%
PfA=0,3%
Pm=0,08%
Pff=0,65%
Pc=16%GCc
Racire
Paletizare
Depozitare
Recepție
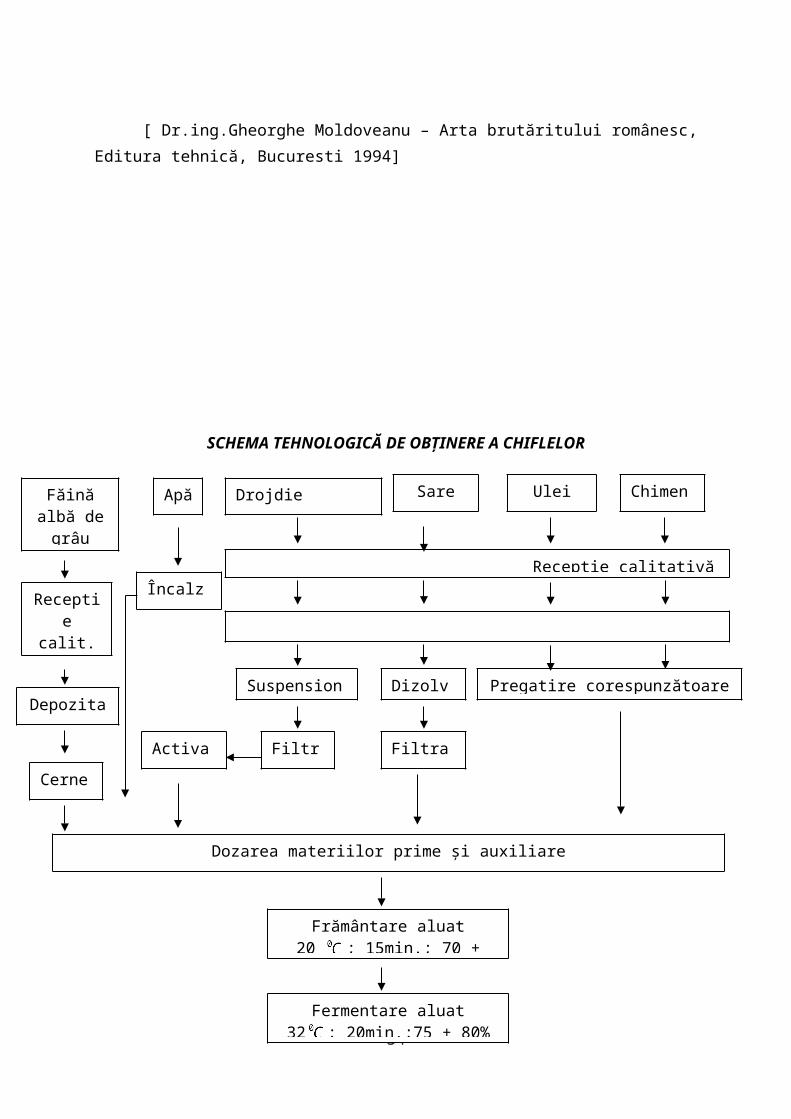
1. Cd
Pc=0,01%
Crecepț.
Cd=Cr+PCd=416,666+0,01/100Cd=416,6661 Kg chifle
2. Crăcite
Pp=0,02%
Cp
Crăcite=Cp+PCrăcite=416,6661+0,02/100Crăcite=416,6663 Kg chifle
3. Cc
Pr=3%
Crăcite
Cc= Crăcite+ Pr
Cc=416,6663+3/100Cc=416,6963 Kg chifle
4. Al3
Pc=16%
34
Depozitare
Paletizare
Răcire
Coacere
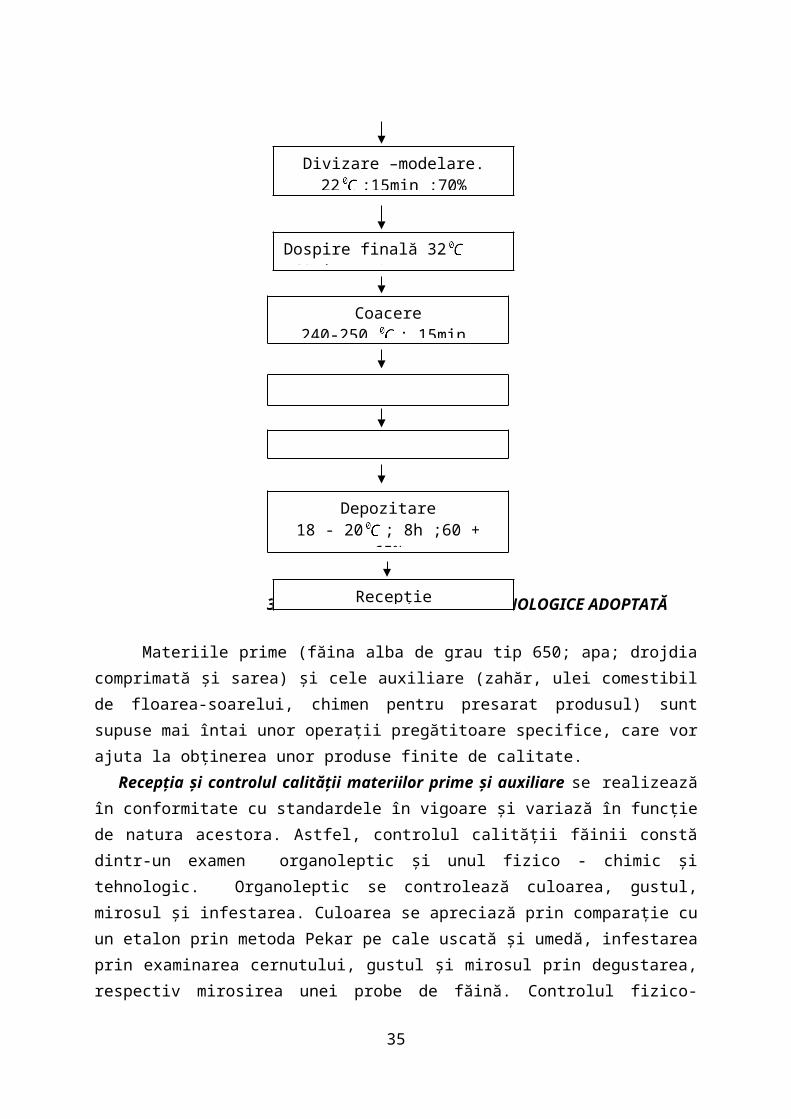
Cc
Al3=Cc+Pc
Al3=416,6963+16/100Al3=416,8563 Kg aluat5. Al2
Pdf=0,65%
Al3
Al2= Al3+ Pdf
Al2=416,8563+0,65/100Al2=416,8628 Kg aluat
6. Al1
Pm=0,08%
Al2
Al1= Al2+ Pm
Al1=416,8628+0,08/100Al1=416,8636Kg aluat
7. Al0
Pf=0,3%
Al1
Al0=Al1+Pf
Al0=416,8636+0,3/100Al0=416,8666 Kg aluat
35
Dospire finală
Divizare-modelare
Fermentare aluat
8. Dozarea mat. prime
Pfa=0,12%
Al0
Dozarea mat. prime=Al0+Pfa
Dozarea mat. prime=416,8666+0,12/100Dozarea mat. prime=416,8678 Kg aluat
CAPITOLUL IV- ALEGEREA ȘI STABILIREA NUMĂRULUI DE UTILAJE
4.1. Utilajul principal
Cuptoarele încălzite electrice coc, în cea mai mare parte, prin radiație directă. Ele au prevazute în interior, pe bota camerei de coacere și la partea inferioară a cuptorului, rezistențe electrice uniform distribuite pe intreaga suprafață de coacere. Între bolta și partea inferioară a cuptorului distribuția rezistențelor electrice se face de obicei astfel: 40-45% la partea inferioară a cuptorului și 55…60% la bolta camerei de coacere. Pentru a evita producerea accidentelor, rezistențele se izoleaza foarte bine, prevenind scurgerea de curent prin părțile metalice ale cuptorului. Elementele montate pe bolta cuptorului se protejează cu o rețea metalică sau cu alte dispozitive împotriva eventualelor șocuri mecanice care se pot ivi în timpul expluatării cuptorului. Rezistențele folosite pentru radierea directă în camera de coacere se construiesc din aliaje speciale, ca de exemplu crom-nichel, care opune o rezistență destul de mare și se prezintă sub foramă de placi sau fire. Rezistențele electrice se utilizează ca stare sau acoperite cu un material refractar rezistent la teperaturi ridicate. Puterea electrică ce se instalează depinde de suprafața de coacerea a cuptorului, de obicei circa 6 Kw/m2 pentru cuptoarele de dimensiuni mici și scade până la circa 3,5 Kw/m2 pentru cuptoarele mari, ca urmare a creșterii randamentului termic al cuptoarelor. În exploatare, aceste cuptoare prezintă o serie de avantaje, însa extinderea lor este condiționată în primul rând de obținerea energiei electrice la un preț care să determine un cost de coacere inferior celui ce revine la folosirea altor sisteme de încalzire.
Avantajele folosirii cuptoarelor încălzite cu rezisțente electrice :
36
Frământare aluat
-La o producție egală, prețurile de cost sunt mai reduse;-În timpul exploatări, există posibilități de a regla limite foarte largi, temperatura pe zone de coacere, se pot asigura condiții optime pentru respectarea cerințelor tehnologice;-Etenșeitatea camerelor de ardere poate fi mai bună, ceea ce face umezirea aluatului sa se imbunătățească.
Determinarea sfârșitului coacerii. Se face organoleptic și prin determinarea temperaturii centrului miezului. Organoleptic, chiflele se consideră coapte dacă coaja este rumenă, la balansarea în mână par ușoare în raport cu marimea lor, produc un sunet clar, deschis la lovirea cojii de suprafața de coacere, miezul este elastic. Masurarea temperaturii centrului miezului are la baza
observația că centrul miezului atige temperatura de 93..970C numai la sfarșitul coacerii. În acest
scop, termometrul se introduce în chifla, prin partea laterala a cojii, paralel cu coaja inferioară la jumatatea înălțimii (astfel ca rezervorul termometrului sa ajungă în mijlocul bucății de chiflă. Obținerea unei temperaturi în centrul miezlui de 93…97oC denotă o chifla coapta.
Fig. 1.5 Schema funcţională a cuptorului electric rotativ tip dulap
Astfel de cuptoare au o capacitate de coacere de 220 kg/h, la o suprafaţă de coacere de 11 m 2
şi o putere instalată de 73 kW, greutatea cuptorului fiind de 3382 kg, temperatura de coacere fiind de maxim 260 0C.
37
În figura 1.5 se prezintă un cuptor electric rotativ tip dulap, alcătuit dintr-o structură metalică 2, care delimitează camera de coacere, în interiorul căreia se plasează un cărucior cu tăvile de coacere 3, pe un sistem de antrenare a căruciorului 4.
La partea superioară se găseşte o instalaţie de aerisire 1, şi un ventilator de circulare (convecţie), forţată a aerului cald 5, întregul sistem fiind controlat de o instalaţie electrică automată situată în compartiment separat 6.
La o putere instalată de 97 kW, un astfel de cuptor, în varianta de fabricaţie UTALIM, are o capacitate de coacere de
250 kg/h, la un gabarit LxlxH = 2,786x1,913x2,953 m şi o greutate de 3000 kg.La acest tip de cuptoare, bilanţul termic din camera de coacere are următoarea ecuaţie:
, unde: (12.13)
Qt – cantitatea totală de căldură necesară la un ciclu de lucru;mp – cantitatea de pâine care trebuie coaptă într-un ciclu de lucru;Qi , i = 1÷ 8 – cantităţi de căldură necesare diferitelor procese şi pierderi la coacere, în
camera de coacere.Puterea necesară pentru sistemul de încălzire cu rezistenţe electrice, Pc, se calculează
prin raportarea cantităţii totale de căldură necesare la durata unui ciclu de coacere tc :
(12.14)
Puterea electrică instalată necesară pentru cuptor, Pei, se calculează prin corecţie cu un coeficient de rezervă , (k = 1,1 ÷ 1,5) :
(12.15)Uzual sunt folosite elemente de încălzire cu rezistenţă protejată în tub metalic, care
poate avea formă de bară dreaptă sau de „U”, ori multiplu de „U”. Spira metalică electroconductoare din crom-nichel este îmbrăcată în magnezită, material cu rol de izolator electric, dar care are conductibilitate termică ridicată, λ = 20,2 kJ/m.h 0C, la temperaturi de lucru de 400 0C.
Secţiunea printr-un astfel de element este prezentată în figura 12.12
Prin intermediul a două tije conductoare 4, terminate cu axe filetate la diametrul standardizat N, spirala din crom-nichel 1 de diametru ds şi lungime utilă lu, este conectată la curentul electric. La intrarea în tub cele două tije sunt fixate prin două suporturi izolatoare 5. Ansamblul este protejat de o manta metalică 2 cu diametrul exterior de, spirala din crom-nichel fiind izolată de un strat termoconductor de magnezită 3.
38
Fig. 12.12 Secţiune printr-un element de încălzire rezistiv
Alimentarea cuptoarelor se face în curent trifazat, de aceea se recomandă ca numărul de elemente rezistive să fie multiplu de 3 şi să permită o distribuţie uniformă a căldurii pe suprafaţa camerei de coacere. Pentru aceasta există un domeniu larg de variaţie a puterii elementului rezistiv, cuprinsă între 0,3-1,6 kW.
În timpul funcţionării, la transmiterea căldurii prin conductibilitate de la spiră la suprafaţa exterioară a tubului apare o cădere de temperatură
Δθ = θs – θe unde: (12.16) Considerând transmiterea căldurii printr-un perete circular omogen şi notaţiile din figura
(12.12), din expresia puterii unui element Pe, se poate calcula temperatura necesară la suprafaţa spirei θs, funcţie de temperatura necesară la suprafaţa elementului rezistiv θe :
(12.17)
De unde:
(12.18)
Coeficientul 0,86 reprezintă echivalentul caloric al unui Wh (kcal/Wh).
Puterea electrică a unui element este dată de relaţia:
(12.19)
de unde se deduce lungimea necesară a sârmei, l :
(12.20)
unde:d – diametrul sârmei;I – intensitatea curentului electric;U – tensiunea circuitului;ρθ – rezistenţa specifică a sârmei la temperatura θ, calculată din relaţia:
, în care:ρ20 – rezistenţa specifică la 20 0C, în funcţie de diametrul sârmei (pentru sârmă Φ0,5
mm ρ20 = 5,6 Ω/m, pentru sârmă Φ1 mm ρ20 = 1,4 Ω/m, pentru sârmă Φ1,5 mm ρ20 = 0,62 Ω/m);
α – coeficientul de temperatură (pentru sârma de crom-nichel se consideră valoarea determinată experimental α = (0,12 – 0,4)10-3 ).
Plusul de 0,2 m reprezintă echivalentul pentru conexiunile de la capetele spirei electrice.Verificarea rezultatelor calculelor se face prin comparare, pornind de la calculul puterii
electrice a elementului rezistiv, Pe, pornind de la valoarea puterii superficiale specifice a conductorului, we :
(12.21)
39
Din relaţie se determină fie lungimea necesară a conductorului, fie diametrul sârmei, folosind relaţiile:
, respectiv, . (12.22)
Elementele rezistive încălzitoare pot fi montate în serie sau în paralel, funcţie de necesităţile tehnice sau de restricţiile constructiv-funcţionale. Prin schimbarea legăturilor între elementele rezistive încălzitoare, folosind mai multe elemente încălzitoare identice, se poate dirija procesul de încălzire din cuptor, respectiv mări, micşora sau orienta distribuţia puterii de încălzire (efectul termic) a cuptorului.
Rezistenţa echivalentă a circuitului, Re, la legarea în serie a n rezistenţe egale Li, va fi :
, (12.23)
iar la legarea în paralel:
(12.24)
Puterea electrică se calculează din formula:
(12.25)
În cazul alimentării în curent alternativ trifazat, puterea termică se poate schimba prin comutarea montajului din stea (la pornire) în triunghi (ulterior), variantă care duce la scurtarea perioadei de încălzire, deoarece la legarea în triunghi puterea creşte, trecându-se din nou la legarea în stea atunci când s-a ajuns la temperatura de regim în cuptor.
4.2.Alte utilaje existente
Cernător
40
Figura 1. Cernător Pionier
Caracteristici tehnice și funcționale:Capacitatea de cernere, Kg: 625Motor de acționare: putere, KW 1,1; n = 1500 rot/min Dimensiuni de gabarit:
L = 2190 mmL = 1150 mmH = 735 mm
Mod de funcționare:Cu ajutorul cernatorului de faină se elimină eventualele impurități din faină,
efectuându-se totodată și o aerisire a ei înainte de folosire, în procesul tehnologic de preparare a chiflelor. Sacul cu faină se așează pe un postament; se ridică capacul cuvei, se pune în funcțiune motorul electric care antrenează paletele din cuvă. Se golește apoi faina din sac peste gratarul din cuvă. Cu ajutorul transportorului vertical, faina este urcată la partea superioară a cernătorului și este izbită, forțându-o să treacă prin sita I. Paleta de evacuare preia faina și o forțează să treacă prin sita II. Dupa trecerea din sita II, faina cade în spațiul dintre sita II și mantaua de protecție, de unde este evacuată printr-o gura de evacuare, dupa ce a trecut printr-un magnet. Produsul astfel cernut poate fi folosit în procesul tehnologic.
Aparat pentru prepararea suspensiei de drojdie
41

Fig. 2. Aparat pentru prepararea suspensiei de drojdie
Caracteristici tehnice și funcționale:Capacitate rezervor 30 lLungime -700 mmLățime -630 mmÎnălțime-1460 mmPuterea instalației-0,37 KW-IP 54Temperatura apei folosite 30 – 35 oCTurația agitatorului-750 rot/min.
Mod de funcționare:În vederea preparării suspensiei de drojdie, se introduce apa în rezervorul instalației;
odată cu punerea în funcțiune a motorului electric este antrenat și axul cu palete din interiorul rezervorului. În timp ce axul cu palete se învârtește, se introduc pachetele de drojdie printr-un alimentator. Fărâmițarea pachetelor de drojdie comprimată și transformarea lor în suspensie se realizează în 2 – 3 minute. Suspensia de drojdie se evacuează cu ajutorul unui robinet pe la partea inferioară a rezervorului. Instalația este susținută de un cadru metalic.
Aparat pentru dizolvarea sării
Fig. 3. Aparat pentru dizolvarea sării cu agitator și recircularea apei
Caracteristici tehnice si funcționale:
42
Capacitate rezervor-500lPuterea instalată-1,5 KWDimensiuni de gabarit:Diametrul-1280 mmÎnălțime-1400 mm
Mod de funcționare:Instalația se compune dintr-un rezervor de oțel inoxidabil unde are loc dizolvarea sării,
agitator, filtru grosier, pompa centrifugă, sistem de conducte și un rezervor tampon. Se introduce apa în rezervor într-o cantitate care se citește pe o sticla de nivel din interiorul acestuia, dupa care se pornește pompa centrifugă și se realizează circuitul: vas de dizolvare, filtru grosier, pompa, vas de dizolvare; adica se realizează recircularea apei în vasul de dizolvare pe o conducta. Odată cu recircularea apei se incepe adaugarea treptată a sării. La dizolvarea sarii contribuie si agitatorul din rezervor. Dupa dizolvarea sării se inchide ventilul de pe conducta de recirculare, iar soluția de sare se trimite în rezervorul tampon și de aici în consum prin conducta corespunzatoare.
Frământător
Figura 4. Frământător intensiv cu spirală
Caracteristici tehnice și funcționale:Capacitatea cuvei-175 lTimpul de frământare -5 min.Dimensiuni de gabarit: Lungime-1250 mmLățime -800 mm
43
Înălțime-1500 mm
Mod de funcționare:Frământătorul cu doua viteze este un utilaj ideal pentru producerea produselor de
franzelărie, a specialităților de pâine și a pizzei. Timpul de frământare este mult mai scurt decât la frământătorul cu ax oblic și poate fi modificat în funcție de tehnologia produsului prelucrat. Antrenarea cuvei permite frământarea unor cantități mici de aluat, recomandând utilizarea utilajului în brutarii mici și mijlocii, precum și la executarea de produse în șarje mici. Respectă normele de igienă pentru industria alimentară. Curățare usoară a cuvei și a axului spiral. Utilajul este prevăzut cu un microîntrerupător, care nu permite pornirea utilajului cu grilajul ridicat.
Mașina de divizat chiflele
Fig. 5. Mașina de divizat-modelat
Caracteristici tehnice și funcționale:
44
Masa bucății de aluat-80 – 150 gProductivitate -3200 buc./hPuterea de acționare-2 KWDimensiuni de gabarit:Lungime -250 cmLatime -105 cmÎnălțime-165 cmMasa netă-1240 Kg
Mașinile de divizat sunt destinate tăierii continue a bucăților de greutate egală din masa aluatului. În cazul fluxului tehnologic pe orizontală aceasta se realizează prin răsturnarea aluatului din cuvă într-un buncăr situat între răsturnator și masina de divizat, din care aluatul trece treptat în pâlnia mașinii de divizat. Acțiunea mecanică, exercitată de mașina de divizat asupra aluatului nu trebuie să depaseasca o anumita valoare și intensitate, deoarece poate duce la înrăutățirea propietăților reologice ale acestuia.
O maşină de concepţie modernă, pentru divizarea şi rotunjirea pastei în câteva secunde fără a-i afecta proprietăţile. Adecvată pentru producţia chiflelor şi a altor produse care necesită rotunjire, cu ajutorul unui sistem ce imită mişcarea mâinii umane cu o tratare fină a aluatului.
Capac din fontă. Lame din oţel inox 18/10, plăcile de formare din policarbonat alimentar de rezistenţă mare, structură din oţel electro-sudată satinată, reglare cursă în funcţie de gramaj. Tăierea este efectuată de către o coroană din lame de oţel care este coborâtă manual la variantele manuale cu ajutorul unei pârghii poziţionată deasupra maşinii. La celelalte coborârea este automată.
Presarea şi tăierea sunt automate la toate variantele. Rotunjirea este automată datorită mişcărilor oscilatorii a plăcii speciale cu forme rotunde, controlată de către pârghia poziţionată în faţa maşinii. Înălţimea camerei de rotunjire poate fi reglată pentru diferite dimensiuni ale diviziunilor cu ajutorul scalei gradate de pe partea superioară a maşinii. Înclinarea capului superior permite o curăţare extrem de facilă. Sistemul de antrenare a plăcii oscilatoare se află în baie de ulei. Transmisie cu curea.
CAPITOLUL IV NORME DE SPECIFICE DE PROTECȚIA MUNCII
La depozitarea materiilor prime în unitățile de panificație se aplică în primul rând regulile de igienă pentru întreprinderile de industrie alimentară. La aceste reguli se mai adaugă urmatoarele:-faina depozitată nu trebuie să prezinte caractere senzoriale și fizico-chimice provenite de la eventuale tratări prealabile cu insectofungicide sau germicide;-la depozitare se iau toate măsurile necesare pentru evitarea impurificării și alterării materiilor astfel încat să se garanteze starea de igienă a produselor de panificație la care se folosesc;
45
-depozitarea în ordine a materiilor, decongestionarea căilor de acces, cât și rezervarea de culoare cu lățimea corespunzatoare, pentru efectuarea manipulărilor în condiții de strictă securitate a muncii. Astfel, distanța dintre stive va fi de minimum 1,5m atunci când se circulă cu caruciorul și 2,5m în cazul electrocarelor;-carucioarele-lisa trebuie să funcționeze ușor, fara zgomot și să nu necesite eforturi mari din partea muncitorilor.
La pregatirea materiilor prime se mai au în vedere urmatoarele:-menținerea utilajelor în stare corespunzatoare de igienă, spre a evita impurificarea produselor, alterarea lor prin apariția unor fermentații străine în aluat sau infectarea cu Bacillus mesentericus, mucegai, etc.;-la utilajele pentru pregatirea drojdiei și a sării se va face ștergerea zilnică cu o cârpa umedă și apoi cu una uscată a tuturor conductelor de distribuție și mai ales a locurilor de îmbinare, unde se pot produce scurgeri de emulsie sau saramură;-curățirea dupa fiecare întrebuințare, spălarea cu soluție caldă de sodă și opărirea instalațiilor și vaselor pentru pregatirea drojdiei;-utilajele folosite la pregatirea materiilor prime se vor amplasa astfel încat sa se respecte distanta minimă de 1m între timocul-amestecator și perete sau față de alte utilaje, 1m între cernător și perete sau 2m față de alte utilaje;-în mod obișnuit, la folosirea cernatoarelor tip Pioner se recomandă ca în timpul funcționării să nu se îndepărteze grătarul de protecție din pâlnia de alimentare și sa nu se deplaseze utilajul de la un loc la altul făra ca în prealabil să se fi scos cordonul electric din priză.
La prepararea aluatului se mai au în vedere urmatoarele:-evitarea impurificării produselor, în care scop, cuvele cu aluat se acopera pe timpul cât fermentează cu pânze curate; tot în acest scop se supraveghează în permanență termometrul folosit la masurarea temperaturii aluatului, spre a nu se scufunda în masa de semifabricat ori sparge din imprudență;-utilajele și instalațiile folosite la prepararea aluatului vor fi menținute într-o perfecta stare de curățenie și în condiții igienico-sanitare desăvârșite, spre a se garanta igiena aluatului și implicit a produselor finite. În acest scop, părțile metalice ale utilajelor care vin în contact cu aluatul (cuvele și brațele frământătoarelor) se curață la terminarea lucrului sau după fiecare întrebuințare, prin răzuirea resturilor de aluat, spalarea cu apă caldă, ștergerea cu cârpe uscate până la uscare și apoi ungerea cu ulei comestibil, iar pânzele de acoperire se schimba ori de câte ori este nevoie și cel puțin de două ori pe saptamană, fierberea și spalarea acestora;-pereții sălii de fabricație vor fi acoperiți cu plăci de faianță pe o înălțime de cel puțin 1,6…1,8m, pentru a permite spălarea lor; pardoseala va fi netedă, pentru a se putea spala ușor, va fi impermeabilă și va avea înclinația necesară pentru a permite scurgerea apei de spălat sau a altor lichide;-măturarea pardoselii din sala de fabricație a aluatului și spălarea cu apă caldă sodată ori de cate ori este necesar, însa cel putin o data pe saptamană;-interzicerea fumatului în sala de fabricație, păstrarii obiectelor și a îmbracămintei personale, a deșeurilor a înventarului și uneltelor care nu au legatură cu procesul tehnologic, precum și
46
accesul animalelor; accesul persoanelor din afară este interzis dacă nu poartă îmbrăcăminte de protecție sanitară a alimentelor (halate albe);-malaxoarele(frământătoarele) trebuie astfel montate încat să respecte distanța minimă de 1,5m de perete si 3m între axe;-pe parcursul frământării, muncitorul va controla consisțenta aluatului, ori va curăți marginea interioară a cuvei de aluat aderent, numai pe la punctul care nu prezintă pericol de accidentare și cu foarte mare grijă;-pardoseala sălii de preparare aluatului trebuie să fie plană, nealunecoasă și rezistentă la manipularea cuvelor cu aluat.
La prelucrarea aluatului masurile de ordin general se completeaza cu urmatoarele:-răsturnatoarele de cuve vor fi astfel amplasate încât să se asigure un flux continuu al procesului tehnologic, respectându-se distanța între cuva, în poziție răsturnată, și perete, la rasturnatorul simplu, de 1m; -mașinile de divizat și modelat se montează într-un loc corespunzător din punct de vedere al iluminatului artificial sau natural, lăsându-se în jurul acestora un spațiu liber pentru intervenții de cel puțin 1…1,5m.
Utilajele folosite la depozitare necesită o atentă întreținere și o perfectă stare de curățenie, o parte din ele venind în contact cu produsele până la vânzarea catre consumator.
În depozitul de produs finit trebuie menținută continuu o bună stare de igienă, în care scop se curață de praf și de păianjeni pereții, ușile, ferestrele, luminatoarele, gurile de ventilație, se spală cu apa sodată pereții uleiați și faianțați, se amtură pardoseala, se văruiesc pereții și se îndepartează mucegaiul, se combat însectele și rozătoarele, folosind procedeele adecvate de dezinsectare și deratizare.
Masuri de paza contra incendiilorPe lânga obligativitatea organizării pazei contra incendiilor, stabilită prin lege, fiecare
întreprindere având sarcina de a lua măsuri pentru prevenirea izbucnirii și propagării incendiilor în timpul exploatării construcțiilor, instalațiilor și depozitelor, în unitățile de panificație se iau urmatoarele măsuri:-evitarea formării concentrațiilor de praf de făina, care pot da naștere la explozii (amestecul de aer cu praf de făina este exploziv la concetrația de 15…200g praf fin la 1m3, în prezența unei surse de aprindere cu temperatura de 800o C);-etanșarea cu globuri a corpurilor de iluminat fixe, montate în încăperile cu praf de făină, iar în unele cazuri prevederea lor cu coșuri de protecție pentru evitarea spargerii;-scoaterea din funcțiune a instalațiilor electrice de forță și lumină, precum și a celorlalte instalații și utilaje la care se observa scântei, încălziri neobișnuite sau zgomote anormale;-legarea la pământ a conductelor metalice de transport pneumatic;-interzicerea curățirii pardoselilor cu materiale inflamabile, precum și depozitarea ambalajelor inflamabile în apropierea meselor de caldură și interzicerea cu desăvârșire a fumatului.
Ținând seama de pericolul mare pe care îl costituie incendiile, fiecare lucrător în panificație este dator ca la locul de muncă să respecte cu strictețe regulile de prevenire a
47
incendiilor pe timpul lucrului, iar la nevoie să știe cum să acționeze cu mijloacele aflate la îndemână pentru localizarea oricărui început de incendiu.
Stingerea incendiilor se realizează cu urmatoarele mijloace:- folosirea unui jet continuu de apă;- folosirea nisipului;- separarea materialelor combustibile în timpul cel mai scurt;- folosirea stingătoarelor manuale cu spumă chimică, CO2, etc;- folosirea instalațiilor speciale de stins incendii, cum ar fi instalațiile Sprinkler
Reguli de igienizare in industria alimentarăIgiena în industria alimentară trebuie să asigure:
-securitatea produselor alimentare din punct de vedere microbiologic;-ameliorarea proprietăților senzoriale și nutritive ale produselor;-prelungirea duratei limita de vânzare, de consumare și de utilizare optimă.
În cazul produselor alimentare ca atare, strategia aplicării igienei implică:-evitarea aporului exterior de microorganisme dăunătoare la materia primă (grad de infectare redus al materiei prime);-distrugerea microorganismelor pe diferite căi, distrugere care este cu atât mai eficace cu cât numarul inițial de organisme este mai redus;-inhibarea dezvoltării microorganismelor care nu mai pot fi distruse.
Activitățile desfasurate de angajații unității economice sunt foarte importante pentru controlul dezvoltării bacteriilor. Angajații trebuie să respecte urmatoarele cerințe generale:-să păstreze zonele de prelucrare a materialelor prime și de manipulare foarte curate ;-să spele și să dezinfecteze frecvent ustensilele în timpul lucrului. Ei nu trebuie să lase ca ustensilele sa vină în contact cu pardoseala, hainele murdare, etc;-să nu lase produsele să intre în contact cu suprafețele care nu au fost igienizate;-să utilizeze numai cârpe de unică folosință pentru ștergerea mâinilor și a ustensilelor ;-să-și asigure curățenia corporală și a imbracamintei în mod permanent;-să poarte capișon sau beretă curată pe cap pentru a evita o eventuală contaminare a produselor datorită căderii părului pe suprafața lor;-înainte de a intra în grupul sanitar, trebuie să-și scoată șorțul, halatul, mănușile, sau orice alte obiecte de îmbrăcăminte ce pot intra în contact cu produsele;-la parasirea grupului sanitar trebuie să-și spele și să-și dezinfecteze mâinile;-personalul care lucrează cu materia prima nu trebuie sa aibă acces la spațiile în care se manevrează produsele finite, pentru a se preveni contaminarea încrucișată;-persoanele care suferă de afecțiuni contagioase nu trebuie să aiba acces în zonele de producție (persoane cu răni infectate, cu răceli, cu afecțiuni ale gâtului, ale pielii);-să nu fumeze în zonele în care se prelucrează produsele alimentare;-să păstreze îmbrăcămintea și obiectele personale în vestiare, departe de orice zonă de producție.
CAPITOLUL V- AMPLASAMENT ȘI PLAN GENERAL
48
Amplasarea unei fabrici de paine comportă analiza unui complex de probleme tehnice, economice şi sociale dintre care, cele mai importante rămân aspectele care asigură obţinerea unei eficienţe ridicate.
Aspecte tehnice care trebuie luate în considerare sunt: dacă producţia poate fi realizată prin dezvoltarea unei întreprinderi
existente sau este necesară construirea unei întreprinderi noi; dacă se pot asigura utilităţile necesare.
Aspecte economice sunt determinate de: cheltuielile materiale pentru realizarea obiectivului de investiţii; cheltuielile de producţie; cheltuielile pentru asigurarea materiei prime; cheltuielile pentru distribuţia productiei de consumator.
Aspecte sociale vizează: ocuparea forţei de muncă; situaţia zonei sau a localităţii din punct de vedere al dezvoltării
economice.Alegerea amplasamentului general al unui obiectiv de investitii din industria
produselor lactate fermentate, în funcţie de capacitatea de producţie şi de implicaţiile economice şi sociale se face în concordanţă cu:
planul de amenajare a teritoriului zonal; planul de amenajare a teritoriului general; planul de amenajare a teritoriului interorăşenesc
Proiectarea planului general al întreprinderii
Planul general conţine reprezentarea grafică a tuturor obiectivelor şi reţelelor din incinta unei întreprinderi cu delimitarea precisă a poziţiei în plan orizontal şi vertical prin coordonate şi dimensiuni.
Planul general se întocmeşte: ca o primă tatonare a specialistului tehnolog, sub forma unei schiţe de plan
general care are rolul de a da o orientare asupra formei şi poziţiei relative a construcţiilor din incintă;
ca o piesă componentă a părţii grafice a proiectului tehnic în care este definitivată mărimea şi poziţia tuturor obiectivelor din incinta obiectivului proiectat.
La proiectarea planului general se urmăreşte:Folosirea raţională a terenului în scopul măririi eficienţei economice a investiţiilor şi a
reducerii cheltuielilor de exploatare determinând un grad de ocupare în construcţii de circa 25 – 35 % şi un grad de ocupare total (construcţii, drumuri, spaţii pentru reţelele de utilităti) de circa 60 – 85 %.
49
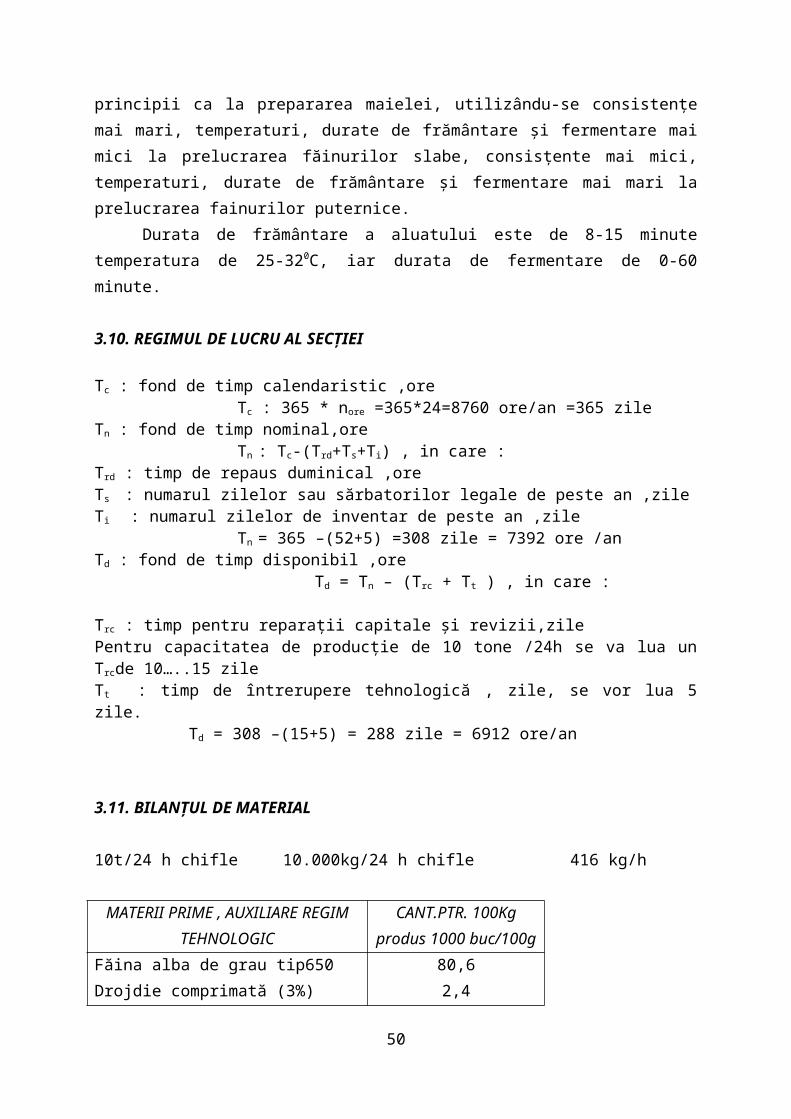
-Comasarea secţiilor in hale monobloc care să asigure o concentrare şi grupare maximă a secţiilor productive,auxiliare şi de deservire;
- Amplasarea în aer liber a utilajelor a căror funcţionare nu este condiţionată de agenţi atmosferici, cum sunt tancurile verticale de recepţie şi depozitare a laptelui;
- Zonificarea functională a incintei;- Dezvoltarea pe verticală, dacă procesul tehnologic o permite şi când adoptarea
acestei soluţii este justificată din punct de vedere tehnico-economic, seismic, geotehnic şi urbanistic;
- Asigurarea unor fluxuri corecte de circulaţie, în concordanţă cu fluxul tehnologic şi a unor trasee economice pentru căile de circulaţie şi reţele de utilităţi. Secţiile consumatoare de utilităti se amplasează grupat, în apropierea surselor sau a racordurilor respective.
- Limitarea la strictul necesar a distantelor între obiectele ce nu pot fi comasate. Distantele dintre obiectele din incintă sunt determinate de:
considerente tehnologice; valori minime admise de normativul necesar; se recomandă ca această distanţă
să fie mai mare decât jumătatea sumei înălţimilor clădirilor ce se află faţă in faţă;
valori minime amise de normativele de pază contra incendiilor şi de gradul de gradul de rezistenţă la foc al materialelor de construcţie folosite;
- Limitarea la strictul necesar a distantelor dintre clădiri şi arterele principale de circulaţie folosite. Aceste distante se aleg ţinând seama de:
distanţa de protecţie sanitară impusă de procesul tehnologic; intensitatea traficului; norme de pază contra incendiilor care impun o distanţă minimă pentru a
asigura circulaţia vehiculelor în vederea acţionării în caz de incendiu. - Amplasarea clădirilor faţă de curbele de nivel se face urmărind ca volumul de
terasament să fie cât mai redus, iar acolo unde este posibil se urmăreste valorificarea reliefului natural in vederea evitării volumelor mari de excavatii şi fundaţii. Clădirile trebuie să aibă latura lungă paralelă cu curbele de nivel constant.
- Amplasarea şi orientarea clădirilor şi a instalaţiilor faţă de punctele cardinale şi direcţia vânturilor dominante trebuie să asigure condiţiile cele mai favorabile pentru eliminarea şi ventilarea naturală. În acest scop, clădirile sunt astfel orientate întrucât latura lungă să fie paralelă cu directia vânturilor dominante din anotimpul friguros sau să facă un unghi cuprins intre 0 şi 45 0 faţă de această directie.
- Amenajarea terenului de amplasament trebuie să asigure o înclinatie suficientă pentu a favoriza scurgerea apelor de ploaie.
- Circulaţia în incinta intreprinderii se organizează astfel incât circulatia pietonilor să fie separată de circulaţia cisternelor auto pentru aprovizionare sau a altor vehicule, evitându-se încrucişările pentru a exclude posibilitatea de producere a accidentelor.
- Retelele exterioare de utilităti trebuie să fie amplasate alcătuind culoare uşor accesibile sau canale accesibile în spatiile nefolosite din clădiri şi dintre clădiri şi căile de
50
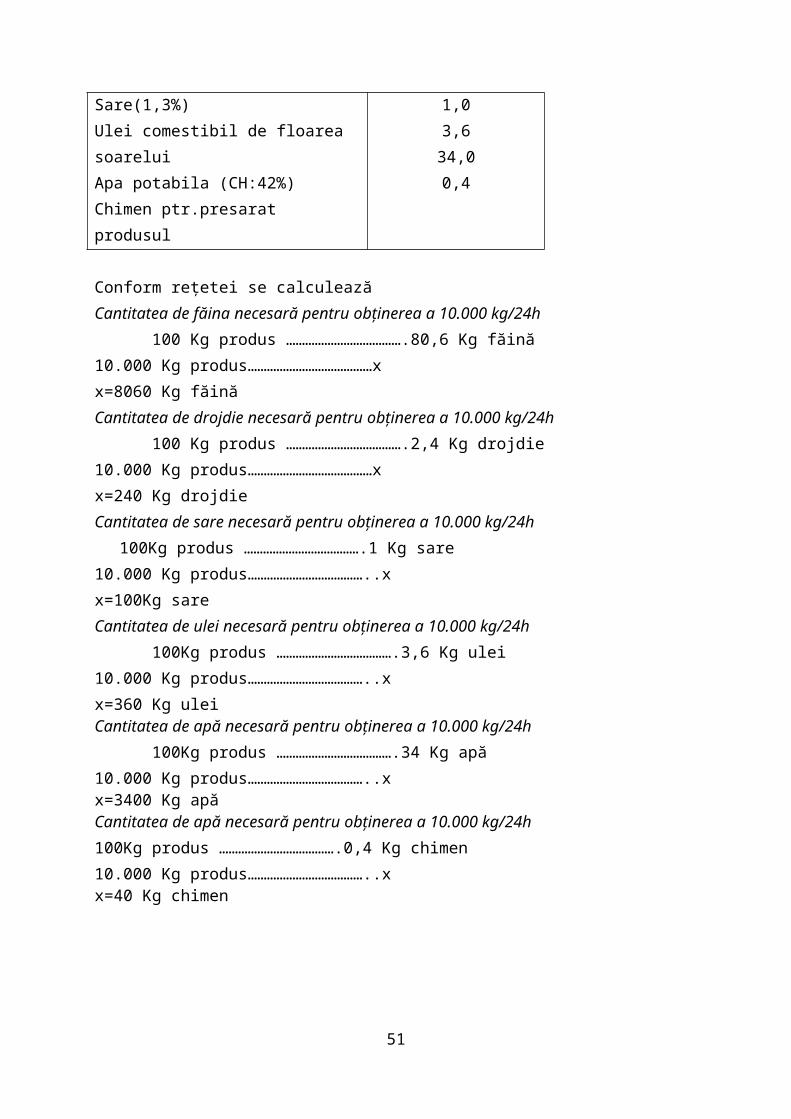
circulaţie, pentru a asigura o utilizare judicioasă a terenului, a permite racordări economice şi cheltuieli de de exploatare reduse.
- Iluminarea teritoriului intreprinderii trebuie asigurată prin reţele de iluminat dispuse pe arterele de circulaţie, în jurul clădirilor şi la limita teritoriului. - Se prevede un spaţiu preuzinal în fata porţilor principale ale întreprinderii, proportional cu mărimea schimbului maxim de personal, socotind cel puţin 0,25 m2 pentru fiecare persoană.
Capitolul VI-Utilități
Utilităţile tehnologice necesare sunt: apa tehnologică; abur; energie termică; energie electrică; aerul comprimat industrial; materiale de ambalaj; materiale de igienizare.
Apa tehnologicăAsigurarea unei ape de calitate corespunzătoare şi în cantitate suficientă, reprezintă un
factor determinant în industria alimentară.Consumul de apă în industria alimentară variază în limite foarte largi, în funcţie de
fiecare subramură, materiile prime prelucrate, produsele finite obţinute, utilajele şi instalaţiile folosite.
Necesarul de apă în industria alimentară se poate grupa după folosinţă: apă potabilă şi apă napotabilă (industrială).
Apa potabilă trebuie să corespundă din punct de vedere bacteriologic normelor sanitare şi se utilizează în următoarele scopuri:
tehnologic: fabricaţie, spălări de utilaje, ambalaje şi materii prime; menajere: grupuri sanitar, vestiare, apă de băut, spălătorii; agent termic în cazul schimbului de căldură direct.
Apa industrială trebuie să aibă un circuit diferit de apa potabilă şi se utilizează în următoarele scopuri:
agent termic pentru schimbătoarele cu schimb indirect de căldură; transport hidraulic; centrale termice.
În urma proceselor tehnologice din industria alimentară rezultă apă reziduală (evacuată cu impurităţi sau cu substanţe toxice), care, prin epurări mecanice, chimice sau biologice poate fi folosită ca apă industrială şi apă degradată (in care s-au deversat ape
51
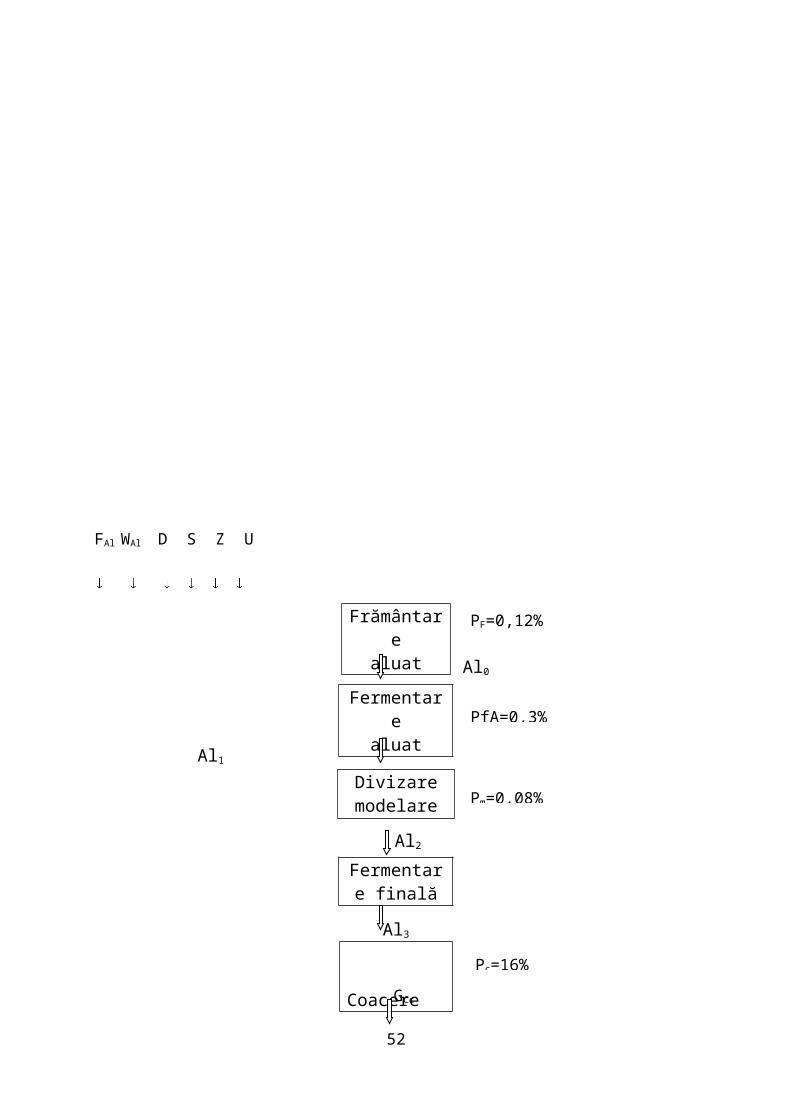
menajere, reziduuri toxice sau dejecţii), care nu mai poate fi folosită în procesele tehnologice principale sau auxiliare din industria alimentară.
Apa folosită în industria alimentară provine din surse naturale. Sursele de apă pot fi proprii pentru respectiva unitate sau de la reţeaua publică. Sursele proprii pot fi din apele de suprafaţă (apă de izvor, de râuri, de fluvii) sau din surse de adâncime (puţuri freatice sau puţuri de mare adâncime).
Condiţii bacteriologice-prevăd ca apa potabilă să fie lipsită de bacterii din grupul coliform (maximim 3/l), de drojdii, mucegaiuri, bacterii sporulate sau bacterii fluorescente.
În apa potabilă numărul total de microorganisme nu trebuie să depăşească 100/ml apă.Condiţii fizico-chimice. Standardul pentru apă potabilă prevede ca apa de băut să fie
transparentă, complet incoloră şi să nu depună sediment atunci când este lăsată într-un vas.-culoarea apei se datorează particulelor în suspensie şi substanţelor dizolvate (ex: săruri de fier).-turbiditatea (tulbureala) apei se datorează prezentei in apă a substaţelor în suspensie fin divizate, cum ar fi: argilă, substanţe organice, etc. Turbiditatea se exprimă în grade.-mirosul apei nu trebuie să fie perceptibil atât atunci când se determină pentru apa rece (15-200C), cât şi pentru apa încălzită la 600C. Mirosul apei apare atunci când apa conţine substanţe organice în descompunere sau unele substanţe volatile.-gustul apei se examinează imediat după miros, numai dacă apa nu a fost găsită infectată cu microorganisme patogene.
Purificarea şi dezinfecţia apei. Sursele de aprovizionare cu apă pot fi impurificate prin: pătrunderea apelor din gospodării; pătrunderea apelor de suprafaţă provenite din ploi, care spală de pe suprafaţa pământului resturi de murdărie; impurificarea apelor de profunzime, prin infiltrarea impurităţilor.
Pentru purificarea mecanică a apei se pot aplica diferite procedee:-sedimentarea apei este o metodă fizică simplă, folosind bazine speciale, instalate în locurile de colectare a apei.-filtrarea apei se realizează cu ajutorul filtrelor cu acţiune lentă sau rapidă.-dezinfectarea apei are drept scop distrugerea germenilor patogeni şi se poate realiza prin mai multe metode: clorinare, filtrare, iradiere cu radiaţii ultraviolete; ozonizare, katadinizare.
Apa de racireEste folosită in operaţiile de răcire sau condensatoare în schimbătoare de căldură,
condensatoare (condensare vapori), maşini de spălat. Temperatura sa variază în funcţie de sursa de provenienţă, anotimp şi regim de temperatură necesar în procesul tehnologic. Se recomandă ca în timpul verii să fie cât mai scăzută posibil (10-150C). Această apă poate fi recirculată cu sau fără recuperare de căldură.
Apa folosită pentru răcire nu trebuie să conţină particule grosiere (nisip) sau cantităţi mari de suspensie, pentru ca aceasta să nu se depună în ţevile schimbătoarelor de căldură sau pe pereţii aparatelor de schimb termic. De asemenea, ea trebuie să aibă duritatea temporală redusă întrucât la depăşirea unei temperaturi limită se produce precipitarea carbonatilor.
Tabel Indicatori de calitate ai apei folosiţi pentru răcire
52
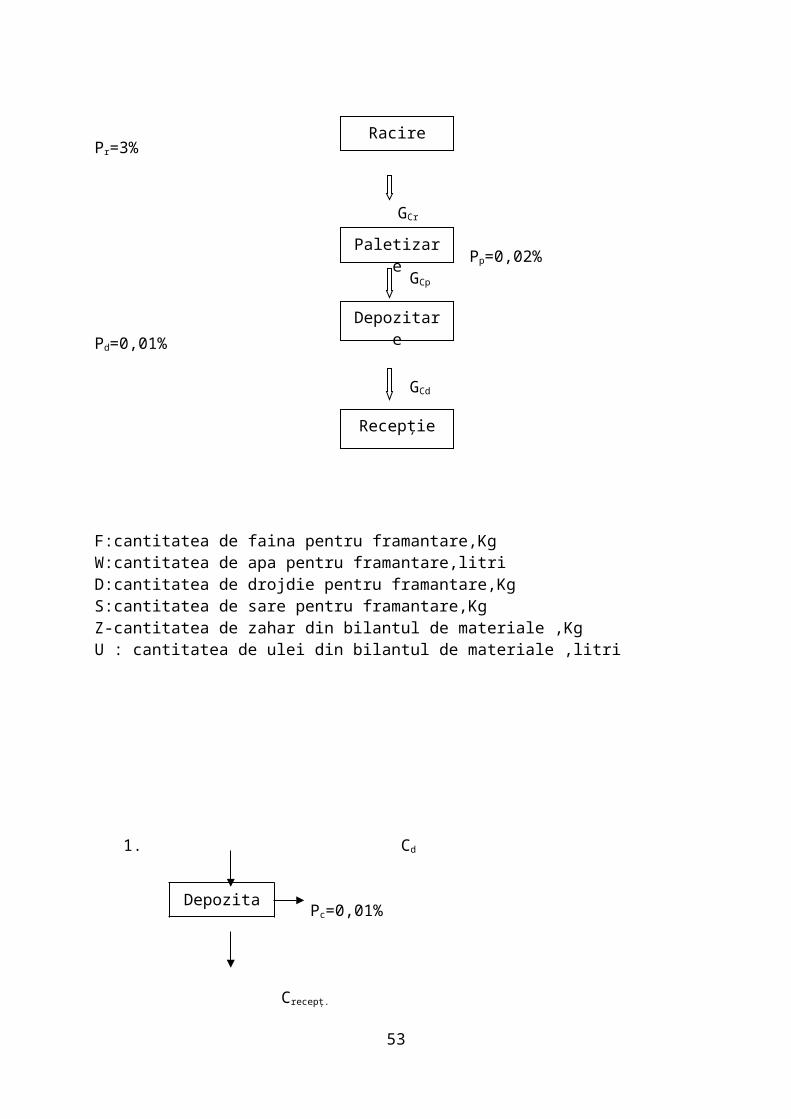
Indicatori de calitate Unităţi de măsură Alimentare Sistem de recircularepH - 6,5-7,0 6,5-7,0Conţinut total de săruri
mg/l <3000 <3000
Cloruri mg/l <1000 <1000Sulfaţi mg/l - <400Acid salicilic mg/l - <200Alcalinitate grad - <15Durată temporală 0germ. <5 <2,9Duritatea apei tratate cu fosfaţi
0germ. <10,7 <10,7
Apa de încălzire pentru producerea aburului
Crustra depusă pe cazanele de abur are conductivitatea termică mai mică decât oţelul, astfel că diminuează transferul de căldură. De asemenea, mărimea grosimii crustei pe suprafeţele de transfer termic determină mărimea pierderilor de căldură în instalaţiile de producere a apei calde şi a aburului, ceea ce conduce la consumuri mai mari de combustibil pentru a asigura producerea acestora la parametrii necesari.
Una din principale cauze ale depunerilor este creşterea concentraţiilor substanţelor dizolvate pe măsură ce apa se vaporizează. Depunerile depind de compoziţia sărurilor din apa de alimentare a cazanelor de apă caldă şi abur: depuneri carbonatate, depuneri sulfat, depuneri silicice.
Alimentarea cu apă a cazanelor pentru apă caldă şi abur trebuie să asigure o funcţionare corectă, fără depunere de crustă, nămol şi fără coroziunea metalului. Pentru cazanele cu o capacitate de peste 2 m3/h trebuie să existe standarde care să reglementeze caracteristicile stabilite în standarde, în timp ce în cazul cazanelor cu o capacitate mai mică de 2 m 3/h şi alimentare cu apă netratată sau cu astfel de apă amestecată cu condens sau cu apă dedurizată trebuie îndepărtată periodic crusta depusă pe suprafeţele de transfer termic. La fel trebuie să se procedeze şi în cazul vaporizatoarelor şi schimbătoarelor de căldură folosite in industria alimentară.
Apa pentru stingerea incendiilor
La proiectarea şi construirea secţiei de brânză topită trebuie avută în vedere şi asigurarea cantităţii de apă necesară pentru prevederea sau pentru lupta împotriva incendiilor.
De obicei apa folosită în acest scop provine din sistemul de furnizare a apei deja existent, dar există şi posibilitatea amplasării în staţiile de pompare a unor pompe speciale, capabile să furnizeze la presiuni ridicate.
Necesarul de apă
53
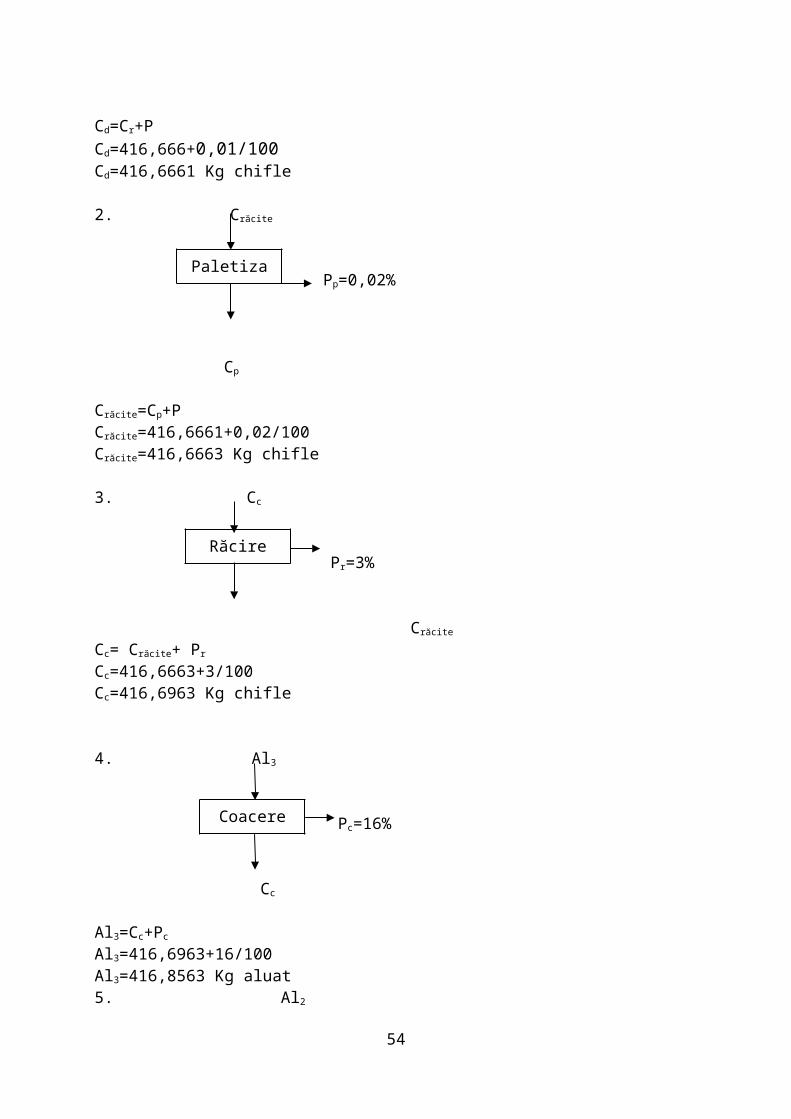
Necesarul de apă pentru secţia de obţinere a brânzei topite este format din: necesarul de apă pentru procesul tehnologic; necesarul de apă pentru spălarea utilajelor; necesarul de apă spălarea pardoselii; necesarul de apă igienico-sanitar.
Energia termică
Procesele tehnologice folosite pentru obţinerea brânzei topite au nevoie de energie termică preluată sau direct de la gazele de ardere produse de combustibilii organici sau indirect, prin folosirea unui agent termic secundar, de obicei aburul sau apa caldă.
Combustibilii organici sunt amestecuri de substanţe din care se obţine energia termică prin ardere în focare. Ei trebuie să îndeplinească următoarele condiţii generale:
să se oxideze exotermic, cu degajare specifică de căldură (kj/kg) cât mai mare, pentru ca temperatura de ardere să fie ridicată iar procesul să fie economic;
să fie stabili în timp, menţinându-şi caracteristicile fizico-chimice; să aibă conţinut cât mai redus de substanţe (sulf, sodiu, vanadiu) care prin
ardere produc compuşi agresivi pentru suprafeţele metalice ale schimbătoarelor de căldură;
produsele de ardere să fie cât mai puţin poluante şi uşor de îndepărtat din focar;
să fie uşor de obţinut şi în rezervoarele suficiente iar preţul de cost să fie cât mai scăzut;
în alt domeniu al economiei să nu aibă o utilizare superioară, cum sunt, de exemplu, hidrocarburile petroliere în industria chimică.
Combustibilii organici se pot clasifica după provenienţă, stare de agregare, vârstă geologică, vârstă chimică, mod de obţinere, diferite caracteristici predominante,etc. cea mai uzuală clasificare foloseşte criteriul stării de agregare: solizi, lichizi, gazoşi.
Combustibili solizi: naturali: paie, lemn, cărbune brun, huilă, antracit, şisturi combustibile; artificiali: mangal, semicocs, cocs de cărbune, cocs de petrol, brichete de
cărbune, deşeuri combustibile.Combustibili lichizi:
naturali: ţiţeiul sau petrolul brut, nefolosit în instalatiile de ardere; artificiali: benzină, petrol lampant, petrol pentru maşini, petrol pentru
reactoare, motorină, combustibil de calorifer, păcură gaze lichefiante; sintetici: benzină, izopropil benzen, neohexan, metanol, alcool.
Combustibili gazoşi: naturali: gaz metan, gaz de sondă; artificiali: gaz de furnal, gaz de cocs, gaz de generator, gaz de rafinărie; sintetici: hidrogen gazos.
54
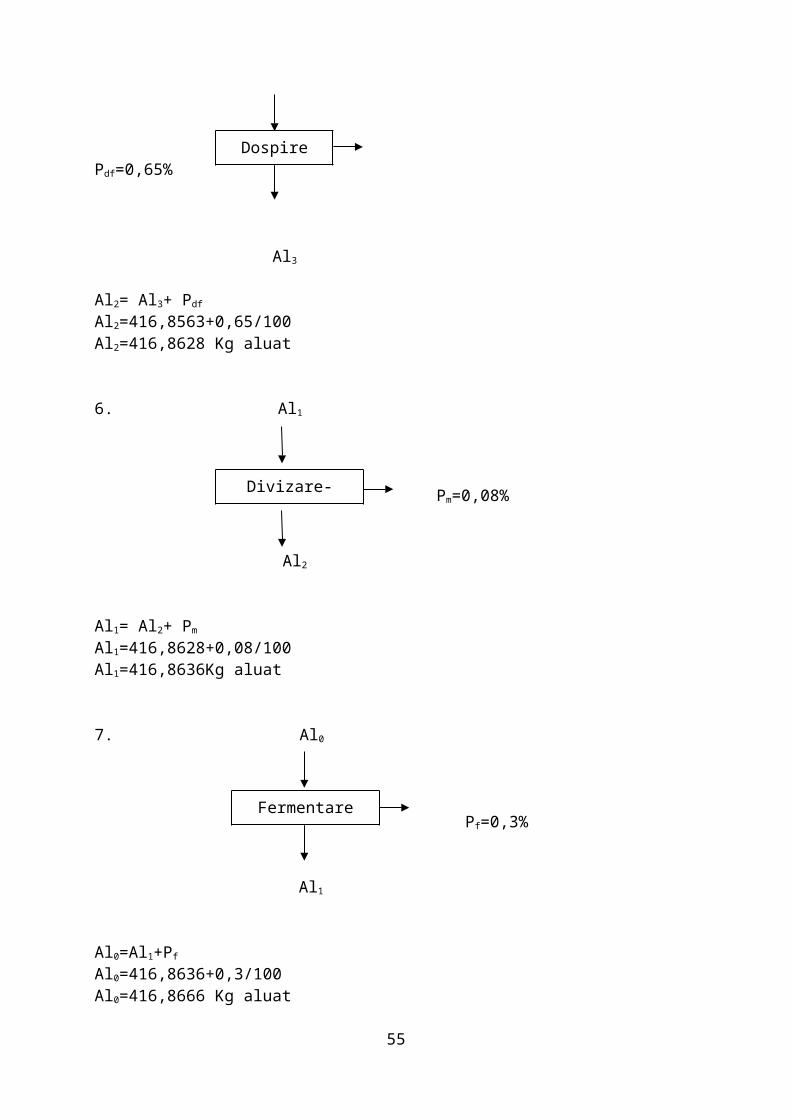
Instalatia de ardere este un ansamblu de elemente legate funcţional între ele, cu scopul de a asigura arderea cât mai completă şi cât mai economă a unui combustibil organic, la debitul impus. O instalatie de ardere este compusă din: sistem de alimentare cu combustibil, sistem de alimentare cu aer, arzător şi focar. În funcţie de natura combustibilului şi de arzător, sistemele de alimentare cu combustibil şi aer pot face corp comun cu arzătorul sau pot fi separate. Focarul instalaţiei de ardere este întotdeauna o incintă separată, dar alăturată arzătorului în care se desfăşoară arderea amestecului carburant preparat în arzător.
Aerul comprimat industrial
Prelucrarea complexă a aerului se realizează în agregate de condiţionare, care cuprind atât aparate de schimb de căldură şi de masă, cât şi aparate auxiliare. În aceste agregate aerul suferă o succesiune de procese simple, pentru a fi adus la o anumită stare cu care trebuie să fie introdus în spaţiul de condiţionat.
Modul de tratare a aerului se alege în funcţie de parametrii climatici interiori şi exteriori, de regimul de funcţionare a încăperii climatizate, de sursa de frig disponibilă, urmărind un cost minim de investiţie şi exploatare, precum şi obţinerea unei funcţionări posibil a fi reglate.
Dimensionarea unui agregat de condiţionare se face în urma calculelor pentru elementele componente, considerându-se funcţionarea în regimul de vară şi în regimul de iarnă.
Unele aparate se utilizează numai în unul din cele două regimuri, iar altele sunt folosite în ambele regimuri.
Prin instalaţia de condiţionare a aerului se înţelege o instalaţie de preparare a aerului condiţionat.
Instalaţia de condiţionare este constituită din următoarele elemente: o priză de aer proaspăt, bateria de condiţionare, ventilatoare de aer, o reţea de canale pentru distribuţia aerului proaspăt (cu guri de refulare), o reţea de canale pentru evacuarea aerului din incintă (cu guri de absorbţie), aparate de măsură, control şi automatizare.
Priza de aer se amplasează într-o zonă cu aer curat, la o oarecare înălţime, pentru a evita aspirarea impurităţilor sau acoperirea ei cu zăpadă. Deschiderile pentru aer proaspăt sunt echipate cu jaluzele pentru împiedicarea pătrunderii precipitaţiilor atmosferice.
Bateria de condiţionare. Este compusă din camera de amestec, baterii de preîncălzire şi de reîncălzire a aerului, baterii de răcire a aerului, instalaţie frigorifică, cameră de umidificare, separatoare de picături şi filtre de aer.
Această componenţă nu e obligatorie, întâlnindu-se diverse construcţii ale bateriilor de condiţionare.
Ventilatoare de aer. Sunt ventilatoare centrifuge sau axiale, pot fi înglobate bateriei de condiţionare sau pot fi separate de acestea.
Reţelele de canale. Sunt constituite din canale de distribuţie, piese de racord şi gurile de refulare, respectiv absorbţie, prevăzute cu jaluzele (clape de reglare).
55
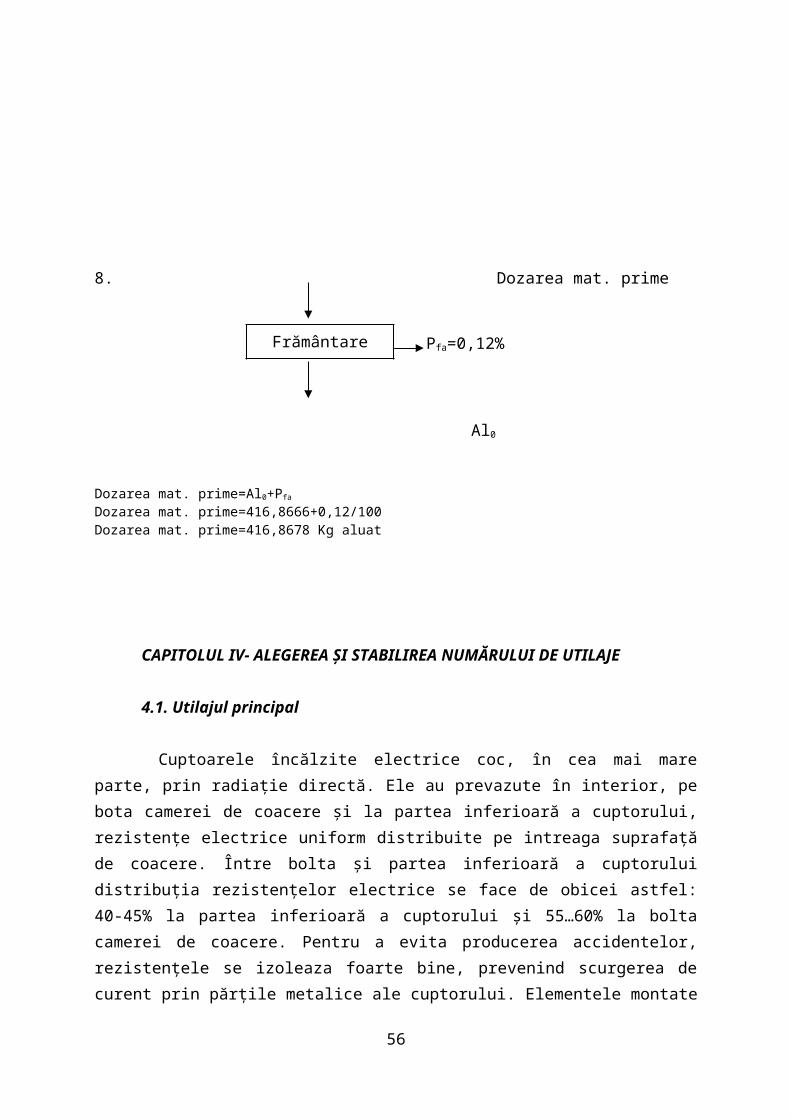
O distribuţie-evacuare a aerului corespunzătoare trebuie să îndeplinească următoarele condiţii: să asigure stabilitate hidraulică ridicată a reţelei, să nu producă curenţi de aer în încăperile climatizate şi să nu producă zgomote sau să permită transmiterea acestora.
Aparatele de măsură, control, automatizare, asigură urmărirea principalilor parametri ai aerului (temperatură, umiditate, presiune) şi menţinerea acestora în limite impuse de condiţiile locale.
Materiale pentru igienizare
În vederea menţinerii stării igienico-sanitare în decursul operaţiilor de obţinere a brânzei topite este necesară curăţirea, dezinfectarea şi sterilizarea utilajelor (igienizarea) spaţiilor de producţie.
Aceste operaţii se execută pe întregul teritoriu al unităţii, desfăşurarea lor făcându-se după un plan întocmit cu participarea organelor sanitare.
Spălarea şi dezinfecţia se fac permanent în întreaga unitate, respectiv în incinta şi în spaţiile de producţie, în timpul programului, între schimburi şi la terminarea programului.
Dintre materialele mecanice folosite la igienizare se citează: ustensile: perii de paie, periile de fire sintetice, periile din sârmă de oţel, mături
din nuiele, mături din paie, răzătoare, racleţi, şpacluri, bureţi de cauciuc sau bureţi sintetici, furtunuri cu ajutaje (jeturi de apă sub presiune),etc.
scule: diverse dispozitive care se ataşează la utilaje, pentru concentrarea jetului de lichid, dispersarea sub formă de evantai, ploaie sau aerosol, pompe manuale portative de tip vermorel.
utilaje pentru curăţenie şi dezinfecţie: aparate fixe de spălat şi dezinfectat, aparate mobile de spălat şi dezinfectat, aparate mobile de folosinţă generală, echipamente cu generator de abur, recipient de soluţie, furtunuri şi scule pentru spălat şi dezinfectat utilaje, pardoseli şi mijloace de transport, perii mecanice rotative pentru spălat pardoseli cu sau fără recipienţi de substanţe detergente, aspirator de praf, scări telescopice şi platforme mobile telescopice.
În exteriorul clădirii se folosesc: autostropitoare, aparatul carosabil de stropire cu lichid, aparatul de dezinfecţie şi dezinsecţie.
Spălarea în timpul lucrului se realizează de personalul productiv, fiecare la locul său de muncă şi de personalul auxiliar special destinat acestui scop.
Produsele chimice folosite curent pentru spălare, dezinfecţie, dezinsectie şi deratizare sunt următoarele: dero, sodă calcinată, sodă caustică, hipoclorit de sodiu, clorură de var 5 % sau carbonat de sodiu 3-5 %, dipterex, neguvom, cloroform, bromură de metil.
56
BIBLIOGRAFIE
1. Banu, C, s.a.- Influența proceselor tehnologice asupra calității produselor alimentare, vol I, Editura Tehnica, Bucuresti, 1974
2. Bordei, D. – Calitatea și marketingul făinii, Editura Academica, Galati, 20013. Bordei, D. – Știința și tehnologia panificației, Editura Agir, Bucuresti, 20004. Bordei, D, Burluc, R–Îndrumat. Tehnologia și controlul calității în industria
panificației, Universitatea Galati, 19985. Dumitriu, M – Influența proceselor tehnologice asupra calității produselor alimentare,
vol. II, Editura Tehnica, Bucuresti, 19796. Gatilin – Proiectarea fabricilor de pâine, vol. I7. Giurca, V, Giurea, A. M – Factori care influentează proprietățile de panificație ale
grâului, Editura Agir, Bucuresti, 20028. Gramescu, T., Chirila, V – Calitatea și fiabilitatea produselor, Universitatea Tehnica “
Gh. Asachi “, Iași, 20009. Iliescu, D. V. – Controlul calității loturilor de produse, Editura Tehnica, Bucuresti,
198210. Manualul inginerului de industrie alimentară, vol II, Editura Tehnica, Bucuresti, 199911. Moldoveanu, Ghe. – Arta brutăritului romanesc, Editura Tehnica, Bucuresti,1994
57
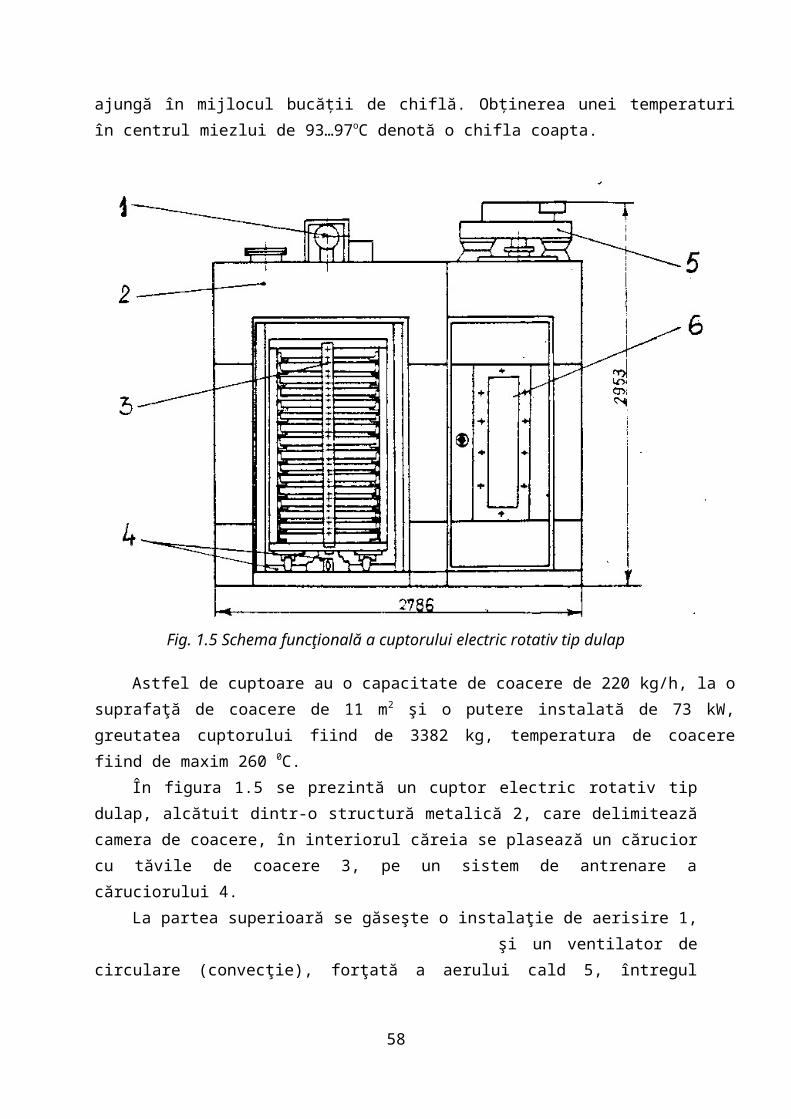
12. Moldoveanu, Ghe. – Tehnologia panificației, Editura Didactica si Pedagogica, Bucuresti, 1963
13. Norm Conf. Dr. Ing. Ec. Mihai Leonte - Biochimia şi tehnologia panificaţiei, Ed. Crigarux, Piatra Neamţ, 2000;
14. Prof. Banu C., - Manualul inginerului de industrie alimentară, Ed. Tehnică, Bucureşti, 1998, vol. I, vol. II;
15. Iliescu Gh., - Caracteristici termofozice ale produselor alimentare, Ed. Tehnică, Bucureşti, 1982;
16. Ioancea L., Dinache P., Popescu Gh., Rotar I., - Maşini, utilaje şi instalaţii în industria alimentară, Ed. Ceres, Bucureşti, 1956;
17. Prof. Univ. Dr. Ing. Ec. Mihai Leonte – Cerinţe de igienă – HACCP şi de calitate – ISO 9001:2000 în unităţile de industrie alimentară conform normelor Uniunii Europene, Ed. Millenium, Piatra Neamţ, 2006.
18. Univ. Dr. Ing. Ec. Mihai Leonte – Tehnologii, Utilaje, Reţete, şi Controlul Calităţii în Industria de Panificaţie, Patiserie, Cofetărie, Biscuiţi şi Paste Făinoase – Metode de Preparare a Aluatului, Ed. Millenium, Piatra Neamţ, 2004;
PIESE DESENATE
58
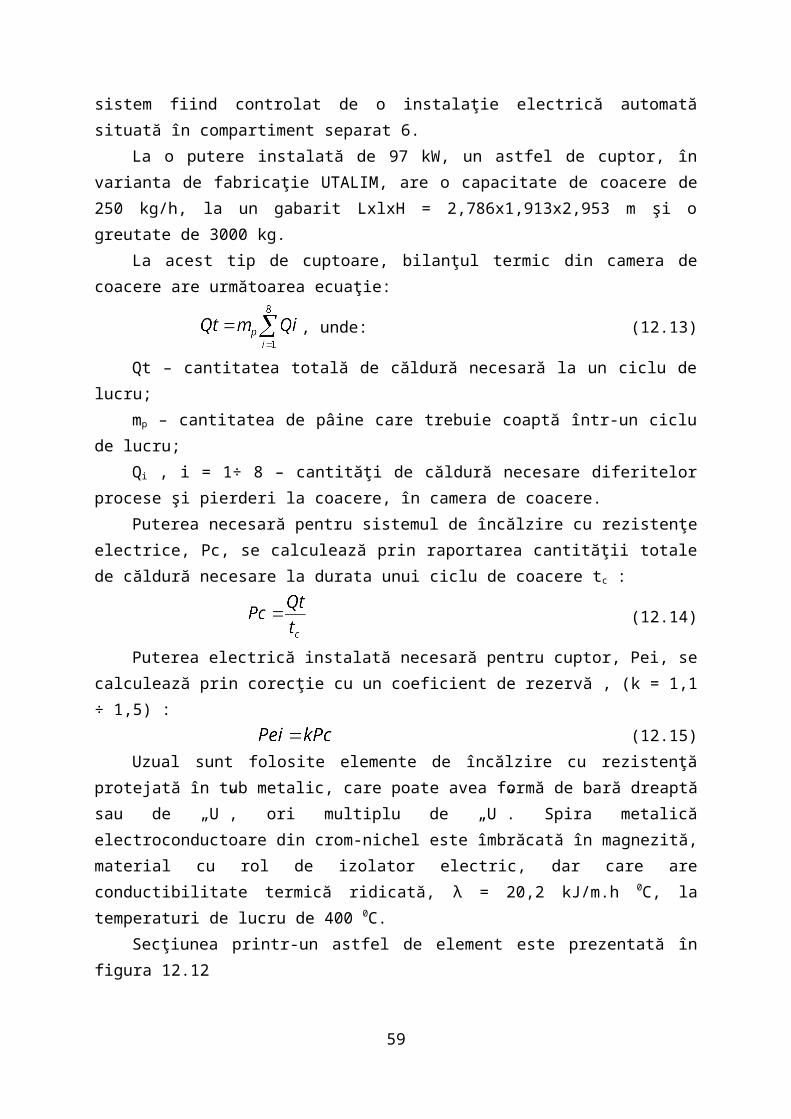
SCHEMA TEHNOLOGICĂ DE OBȚINERE A CHIFLELOR
59
Făină albă de
grâu tip650
Receptie calit. si
cantitativăa
Depozitare
Cernere
Apă
Încalzire
Activare
Drojdie comprimată
Recepție calitativă și cantitativă
Depozitare
Suspensionare
Filtrare
Sare Ulei Chimen
Dizolvare
Filtrare
Pregatire corespunzătoare
Dozarea materiilor prime și auxiliare
Frământare aluat20 ; 15min.; 70 + 75%
Cuptorul electric
60
Fermentare aluat32 ; 20min.;75 + 80%
Divizare –modelare.22 ;15min ;70%
Dospire finală 32 ;60min.;75%
Coacere240-250 ; 15min.
Răcire
Paletizare
Depozitare18 - 20 ; 8h ;60 + 65%
Recepție
Nr. Crt.
Denumire componente
6. instalaţie electrică automată situată în compartiment separat5. ventilator de circulare (convecţie), forţată a aerului cald4. sistem de antrenare a căruciorului3. cărucior cu tăvile de coacere2. structură metalică care delimitează camera de coacere1. instalaţie de aerisire
UNIVERSITATEA ‘’VASILE ALECSANDRI’’ FACULTATEA DE INGINERIE-SPECIALIZAREA INGINERIE BIOCHIMICA STUDENT: PRISECARU MIHAELA
Malaxor tip “Independenţa”
61