tĂtĂiere cu plasmĂ sistem - esabna.com equipment/automation/0... · tĂtĂiere cu plasmĂ sistem...
TRANSCRIPT

115VTENSIUNE
115VTENSIUNE
Art # A-12782RO
TENSIUNE
40 230VAMPS
IEŞIRE IEŞIRE MAX. PUTERE DE INTRARE TENSIUNE
FAZE
ESAB Cutmaster® 40 TĂTĂIERE CU PLASMĂ SISTEMSL60 1Torch™
esab.euRevizuiri: AC Data publicării: 14 August 2015 Manual Nr.: 300X5394RO
Ghid de
utilizare

WE APPRECIATE YOUR BUSINESS!Congratulations on your new ESAB product. We are proud to have you as our customer and will strive to
provide you with the best service and reliability in the industry. This product is backed by our extensive
warranty and world-wide service network. To locate your nearest distributor or service agency, visit us on
the web at www.esab.eu.
This Operating Manual has been designed to instruct you on the correct use and operation of your ESAB
product. Your satisfaction with this product and its safe operation is our ultimate concern. Therefore please
take the time to read the entire manual, especially the Safety Precautions. They will help you to avoid
potential hazards that may exist when working with this product.
YOU ARE IN GOOD COMPANY!The Brand of Choice for Contractors and Fabricators Worldwide.ESAB is a Global Brand of manual and automation Plasma Cutting Products.
We distinguish ourselves from our competition through market-leading, dependable products that have
stood the test of time. We pride ourselves on technical innovation, competitive prices, excellent delivery,
superior customer service and technical support, together with excellence in sales and marketing
expertise.
Above all, we are committed to developing technologically advanced products to achieve a safer working
environment within the welding industry.
!
AVERTISMENTCitiţi şi înţelegeţi acest intreg manual şi a angajatorului practici de siguranţă înainte de instalare, operare sau efectuarea lucrărilor de echipament.În timp ce informaţiile conţinute în acest manual reprezintă judecata cea mai bună a producătorului, producătorul nu îşi asumă răspunderea pentru utiliza-rea sa.
Sursă de alimentare tăiere cu plasmăESAB Cutmaster® 40SL60 1Torch™Număr ghid de utilizare 300X5394RO
Publicat de:ESAB Group Inc.2800 Airport Rd.Denton, TX 76208(940) 566-2000
www.esab.eu
Drepturi de autor prin ESAB, 2015
Toate drepturile rezervate.
Reproducerea de acest lucru, în totalitate sau în parte, fără permisiunea scrisă a publisher este interzisă.
Editorul nu isi asuma si se declina orice responsabilitate pentru orice parte pentru orice pierderi sau daune cauzate de orice eroare sau omisiune în acest manual, dacă astfel de eroare rezultatele din neglijenta, accident sau orice altă cauză.
Pentru materialul de imprimare conform specificaţiei consultaţi documentul 47x1909Data de Publicare iniţială: Ianuarie 15, 2015Istoric revizuiri: 14 August 2015
Înregistraţi informaţiile următoare pentru scopuri de garanţie:
Unde achiziţionate:_______________________________ ___________
Data cumpărării:__________________________________ __________
Sursa de alimentare cu numărul de serie:___________________________
Torţă cu numărul de serie:___________________________________ __
i
ASIGURAŢI-VĂ CĂ ACESTE INFORMAŢII AJUNG LA OPERATOR.PUTEŢI OBŢINE EXEMPLARE SUPLIMENTARE PRIN INTERMEDIUL
FURNIZORULUI DUMNEAVOASTRĂ
AVERTISMENTAceste INSTRUCŢIUNI se adresează operatorilor experimentaţi. În cazul în care nu sunteţi familiarizat cu principiile de funcţionare şi procedurile de lucru în siguranţă pentru sudarea cu arc şi echipamentul de tăiere, citiţi broşura noastră, „Prevederi şi proceduri de lucru în siguranţă pentru sudarea cu arc, tăiere şi dăltuire”, formularul 52-529. NU permiteţi personalului neinstruit să instaleze, să folosească sau să întreţină acest echipament. NU încercaţi să instalaţi sau să acţionaţi acest echipament până când nu aţi citit şi înţeles complet aceste instrucţiuni. Dacă nu aţi înţeles integral aceste instrucţiuni, luaţi legătura cu furnizorul dumneavoastră pentru informaţii suplimentare. Înainte de a instala şi acţiona acest echipament, citiţi Măsurile de siguranţă.
RESPONSABILITATEA UTILIZATORULUIAcest echipament va funcţiona în conformitate cu descrierea din acest manual şi etichetele însoţitoare şi/sau suplimen-tare, atunci când este instalat, acţionat, întreţinut şi reparat în conformitate cu instrucţiunile furnizate. Acest echipament trebuie verificat periodic. Echipamentul defect sau prost întreţinut nu trebuie folosit. Componentele defecte, lipsă, uzate, deformate sau poluate trebuie înlocuite imediat. Dacă o astfel de reparaţie sau înlocuire devine necesară, producătorul recomandă să se facă o cerere de service, prin telefon sau în scris, către distribuitorul autorizat de la care a fost achiziţio-nat echipamentul.Acest echipament sau piesele sale nu trebuie modificate fără aprobarea scrisă prealabilă a producătorului. Utilizato-rul acestui echipament are întreaga responsabilitate pentru funcţionarea defectuoasă ca urmare a utilizării incorecte, întreţinerii defectuoase, deteriorării, reparării improprii sau modificării de către oricine altcineva decât producătorul sau o unitate de service indicată de către producător.
!ÎNAINTE DE INSTALARE ŞI UTILIZARE, CITIŢI ŞI ÎNŢELEGEŢI MANUAL DE UTILIZARE.
PROTEJAŢI-VĂ PE DUMNEAVOASTRĂ ŞI PE CEILALŢI!
DECLARATION OF CONFORMITY
According toThe Low Voltage Directive 2006/95/EC, entering into force 16 January 2007
The EMC Directive 2004/108/EC, entering into force 20 July 2007The RoHS Directive 2011/65/EC, entering into force 2 January 2013
Type of equipment PLASMA CUTTING SYSTEM
Type designation etc. ESAB Cutmaster® 40, from serial number WT1530100446
Brand name or trade mark ESAB
Manufacturer or his authorised representative established within the EEA Name, address, telephone No:ESAB Group Inc. 2800 Airport Rd Denton TX 76207 Phone: +01 800 426 1888, FAX +01 603 298 7402
The following harmonised standard in force within the EEA has been used in the design:
EN 60974-1:2012 Arc Welding Equipment - Part 1: Welding power sources. EN 60974-10:2007 Arc Welding Equipment - Part 10: Electromagnetic compatibility (EMC) requirements
Additional Information: Restrictive use, Class A equipment, intended for use in location other than residential.
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised representative established within the EEA, that the equipment in question complies with the safety re-quirements stated above.
Date Signature Position
1 November 2015 Vice President, Antonio Leon Brand Management Manual Cutting Equipment
2015
CUPRINSCAPITOL 1: MĂSURI DE SIGURANŢĂ ..................................................................................1-1
1.0 Măsuri de siguranţă .................................................................................... 1-1
SECŢIUNEA 2 SISTEM: INTRODUCERE ...............................................................................2-1
2.01 Cum trebuie utilizat acest ghid ....................................................................2-12.02 Identificarea echipamentului .......................................................................2-12.03 Recepţia echipamentului ............................................................................2-12.04 Principiu de funcționare ..............................................................................2-22.05 Specificaţii privind sursa de alimentare cu energie electrică ......................2-22.06 Specificaţii privind cablarea de intrare ........................................................2-32.07 Caracteristici ale sursei de alimentare cu energie electrică ........................2-4
SECŢIUNEA 2 TORŢĂ: INTRODUCERE ..............................................................................2T-1
2T.01 Scopul ghidului .........................................................................................2T-12T.02 Specificații .................................................................................................2T-12T.03 Introducere pentru plasmă ........................................................................2T-1
SECȚIUNEA 3: INSTALARE ...................................................................................................3-1
3.01 Despachetarea ...........................................................................................3-13.02 Opţiuni de ridicare .......................................................................................3-13.03 Conexiuni la puterea de intrare primară .....................................................3-13.04 Conexiuni de alimentare cu aer ..................................................................3-1
SECŢIUNEA 4 SISTEM: OPERARE .......................................................................................4-1
4.01 Panou de comandă .....................................................................................4-14.02 Pregătiri pentru funcționare ........................................................................4-24.03 Succesiunea operaţiilor ..............................................................................4-54.04 Calitate a tăierii ...........................................................................................4-74.05 Informaţii generale privind tăierea ..............................................................4-8
SECŢIUNEA 5 SISTEM: SERVICE .........................................................................................5-1
5.01 Întreţinere generală .....................................................................................5-15.02 Ghid de bază privind depanarea .................................................................5-2
SECŢIUNEA 5 TORŢĂ: SERVICE .........................................................................................5T-1
5T.01 Întreținere generală ...................................................................................5T-15T.02 Inspecţie şi înlocuire a componentelor consumabile ale torţei .................5T-1
SECȚIUNEA 6: LISTE PIESE ..................................................................................................6-1
6.01 Introducere ..................................................................................................6-16.02 Piese de schimb pentru sursa de alimentare cu energie electrică .............6-26.03 SL60 Componente consumabile torta ........................................................6-36.04 Accesorii optionale ......................................................................................6-4
ANEXA 1: DIAGRAMĂ CIRCUIT ........................................................................................... A-1
Istoric revizuiri ....................................................................................................................... A-2
ESAB CUTMASTER 40
300X5394RO INFORMAŢII GENERALE 1-1
1.0 Măsuri de siguranţăUtilizatorii echipamentelor ESAB pentru sudare şi tăiere cu plasmă au responsabilitatea extrem de importantă de a se asigura că toate persoanele care lucrează la sau lângă acest echipament respectă toate măsurile de siguranţă relevante. Măsurile de siguranţă trebuie să respecte toate cerinţele aplicabile acestui tip de echipament de sudare sau tăiere cu plasmă. Următoarele recomandări trebuie respectate în plus faţă de reglementările standard aplicabile locului de muncă.Toate lucrările trebuie efectuate de către personalul calificat, familiarizat cu funcţionarea echipamentului de sudare sau tăiere cu plasmă. Utilizarea incorectă a echipamentului poate duce la situaţii periculoase care pot avea ca rezultat vătămarea operatorului sau avarierea echipamentului.
1. Orice utilizator al echipamentului de sudare sau tăiere cu plasmă trebuie să fie familiarizat cu: - funcţionarea lui - localizarea opririlor de urgenţă - funcţionarea sa - măsurile de siguranţă relevante - sudarea şi/sau tăierea cu plasmă
2. Operatorul trebuie să se asigure că: - nicio persoană nu staţionează în zona în care se lucrează cu echipamentul în momentul pornirii acestuia. - nu există persoane neprotejate în momentul aprinderii arcului.
3. Locul de muncă trebuie să: - fie adecvat activităţii desfăşurate - nu aibă curenţi de aer
4. Echipament de protecţie individuală: - Purtaţi întotdeauna echipamentul de protecţie individuală recomandat, cum ar fi ochelarii de protecţie, îmbrăcăminte ignifugă, mănuşi de protecţie. - Nu purtaţi articole cum ar fi eşarfe/fulare, brăţări, inele, etc. care se pot desprinde uşor şi care se pot prinde şi pot cauza arsuri.
5. Măsuri generale de precauţie: - Asiguraţi-vă de racordarea corectă a cablului de retur. - Lucrul cu echipament sub tensiune înaltă poate fi efectuat doar de către un electrician calificat. - Echipamentul de stingere a incendiilor trebuie indicat cu claritate şi trebuie să fie la îndemână. - Lubrifierea şi întreţinerea nu trebuie efectuate în timpul funcţionării.
Predaţi echipamentul electronic uzat la centrul de reciclare!În conformitate cu prevederile Directivei Europene 2002/96/EC privind deşeurile de echi-pamente electrice şi electronice, precum şi cu implementarea acesteia conform legislaţiei naţionale, echipamentul electric şi/sau electronic care a atins limita maximă a duratei de viaţă trebuie să fie predat la un centru de reciclare.Ca persoană responsabilă pentru echipament, aveţi responsabilitatea de a obţine informa-ţiile despre staţiile de colectare autorizate.Pentru mai multe informaţii, contactaţi cel mai apropiat distribuitor ESAB.
ESAB vă poate furniza toate elementele de protecţie şi accesoriile pentru tăiere.
CAPITOL 1: MĂSURI DE SIGURANŢĂ
ESAB CUTMASTER 40
INFORMAŢII GENERALE 300X5394RO1-2
AVERTISMENTSUDAREA ŞI TĂIEREA CU PLASMĂ POT FI VĂTĂMĂTOARE PENTRU DUMNEA-VOASTRĂ ŞI PENTRU ALTE PERSOANE. LUAŢI MĂSURI DE PRECAUŢIE CÂND SU-DAŢI SAU TĂIAŢI. ÎNTREBAŢI ANGAJATORUL DESPRE PROCEDURILE DE LUCRU ÎN SIGURANŢĂ, PROCEDURI CARE TREBUIE SĂ SE BAZEZE PE DATELE PRODUCĂ-TORULUI PRIVIND PERICOLELE POSIBILE.
ELECTROCUTAREA - Poate ucide.- Montaţi şi realizaţi împământarea unităţii de sudare sau tăiere cu plasmă, în concordanţă cu standardele aplicabile.- Nu atingeţi cu mâna neprotejată, mănuşi sau haine ude componentele electrice în funcţiune sau electrozii.- Izolaţi-vă la pământ şi la piesa de prelucrat.- Asiguraţi-vă că aveţi poziţia corectă de lucru.
FUMUL ŞI GAZELE - pot fi periculoase pentru sănătate.- Feriţi-vă capul de fum.- Folosiţi ventilarea sau extragerea la arc, sau ambele, pentru a evacua fumul şi gazele din zona dumnea-voastră de respirare şi din întregul perimetru.
RAZELE ARCULUI ELECTRIC - pot cauza rănirea ochilor şi pot arde pielea.- Protejaţi-vă ochii şi corpul. Folosiţi ecranele şi lentilele de filtrare corespunzătoare sudării/tăierii cu plasmă şi purtaţi îmbrăcăminte de protecţie.- Protejaţi-i pe cei din jurul dumneavoastră cu ecrane sau cortine adecvate.
RISC DE INCENDIU- Scânteile (stropii) pot provoca incendii. Asiguraţi-vă, prin urmare, că nu există materiale inflamabile prin preajmă.
ZGOMOT - Zgomotul excesiv vă poate vătăma auzul. - Protejaţi-vă urechile. Folosiţi manşoane pentru urechi sau alte protecţii auditive. - Avertizaţi-i pe cei din jurul dumneavoastră asupra riscurilor.
DEFECŢIUNE - Cereţi ajutorul unui expert în cazul unei defecţiuni.
ÎNAINTE DE INSTALARE ŞI UTILIZARE, CITIŢI ŞI ÎNŢELEGEŢI MANUAL DE UTILIZARE .PROTEJAŢI-VĂ PE DUMNEAVOASTRĂ ŞI PE CEILALŢI!
AVERTISMENTNu utilizaţi sursa de alimentare pentru dezgheţarea ţevilor îngheţate.
AVERTISMENT Echipamentele din Clasa A nu sunt destinate pentru uti-lizare în amplasamentele rezidenţiale unde energia elec-trică este furnizată de sistemul public de alimentare de joasă tensiune. Datorită perturbaţiilor de conductivitate şi de radiaţie, pot exista dificultăţi în asigurarea compati-bilităţii electromagnetice a echipamentelor de clasă A în aceste locaţii.
AVERTISMENT Acest produs este destinat exclusiv tăierii de plasmă. Orice alt scop de utilizare poate rezulta în răniri personale şi/sau deteriorarea echipamentului.
AVERTISMENT Înainte de instalare şi utilizare, citiţi şi înţelegeţi manual de utilizare . !
ESAB CUTMASTER 40SECŢIUNEA 2 SISTEM:
INTRODUCERE
2.01 Cum trebuie utilizat acest ghidAcest ghid al utilizatorului se aplică numai specificaţii-lor sau numerelor de piese enumerate la pagina i.Pentru a executa operaţii în condiţii de siguranţă, citiţi integral ghidul, inclusiv capitolul referitor la instrucţiuni-le şi avertismentele privind siguranţa.În acest ghid ar putea apărea cuvintele AVERTIS-MENT, ATENŢIE, PERICOL şi NOTĂ. Acordaţi aten-ţie specială informaţiilor furnizate în aceste secţiuni. Aceste adnotări speciale pot fi recunoscute uşor, după cum urmează:
NOTĂ!O operaţie, o procedură sau o infor-maţie de fond care necesită lămuriri suplimentare sau este utilă pentru operarea eficientă a sistemului.
!ATENŢIEO procedură care, dacă nu este exe-cutată în mod corespunzător, poate cauza daune echipamentului.
!AVERTISMENTO procedură care, dacă nu este exe-cutată în mod corespunzător, poate cauza leziuni operatorilor sau altor persoane aflate în zona de operare.
AVERTISMENTOferă informaţii cu privire la posibile leziuni prin şoc electric. Mesajele de avertisment vor fi incluse într-o casetă ca aceasta.
PERICOLIndică pericole iminente care, dacă nu sunt evitate, pot duce la acciden-te grave imediate sau chiar deces.
Copii suplimentare ale acestui ghid pot fi achiziţionate contactând ESAB la adresa şi la numărul de telefon pentru zona dvs. enumerate pe coperta posterioară a acestui ghid. Includeţi numărul ghidului utilizatorului şi numerele de identificare ale echipamentului.Copii electronice ale acestui ghid pot fi, de asemenea, descărcate gratuit în format Acrobat PDF accesând site-ul ESAB indicat mai joshttp://www.esab.eu
2.02 Identificarea echipamentuluiNumărul de identificare (specificaţie sau număr piese), modelul şi numărul de serie ale unităţii apar de obicei pe un marcaj de date ataşat pe pano-ul posterior. Echipamentul care nu are marcaj de date, precum ansamblurile torţă şi cabluri, sunt identificate numai prin specificaţiile sau numărul de piesă imprimat pe cartonaşul ataşat liber sau pe recipientul de transport. Înregistraţi aceste numere în partea de jos a paginii i pentru consultare ulterioară.
2.03 Recepţia echipamentuluiCând primiţi echipamentul, verificaţi-l în raport cu factura şi asiguraţi-vă că este complet şi inspectaţi echipamentul pentru posibile deteriorări cauzate de transport. În cazul oricărei deteriorări, notificaţi imediat compania de trans-port pentru a depune o reclamaţie. Furnizaţi informaţii complete privind cererile de despăgubiri sau erorile de transport la centrul din zona dvs. enumerat pe interiorul coperţii posterioare a acestui ghid.Includeţi toate numerele de identificare ale echipa-mentelor, astfel cum este descris mai sus, plus o descriere a componentelor care înregistrează erori.Mutaţi echipamentul la locul de instalare înainte de a desface unitatea din ambalaj. Fiţi atenţi când folosiţi bare, ciocane etc. pentru a scoate din cutie unitatea pentru a evita deteriorarea echipamentului.
300X5394RO 2-1 INTRODUCERE
ESAB CUTMASTER 40
INTRODUCERE 2-2 300X5394RO
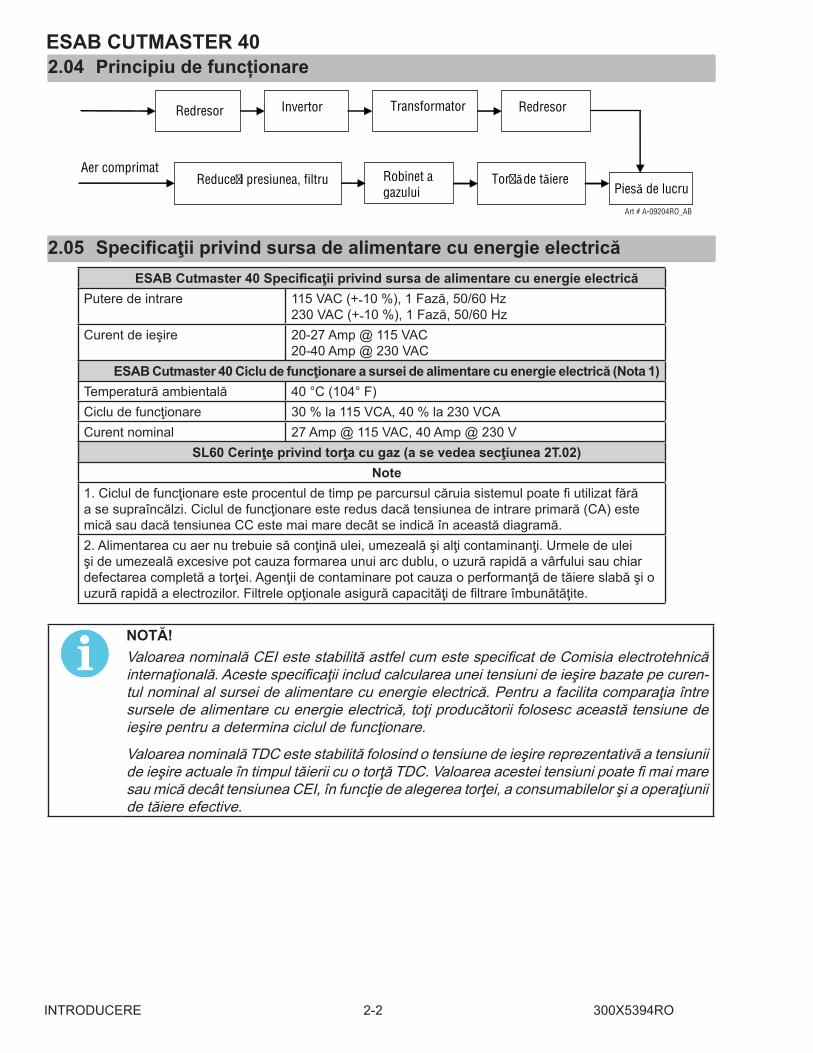
2.04 Principiu de funcționare
Redresor Invertor Transformator Redresor
Reduce�i presiunea, filtru Robinet a gazului
Tor�ă de tăiere Piesă de lucru
Aer comprimat
Art # A-09204RO_AB
2.05 Specificaţii privind sursa de alimentare cu energie electricăESAB Cutmaster 40 Specificaţii privind sursa de alimentare cu energie electrică
Putere de intrare 115 VAC (+-10 %), 1 Fază, 50/60 Hz230 VAC (+-10 %), 1 Fază, 50/60 Hz
Curent de ieşire 20-27 Amp @ 115 VAC20-40 Amp @ 230 VAC
ESAB Cutmaster 40 Ciclu de funcţionare a sursei de alimentare cu energie electrică (Nota 1)Temperatură ambientală 40 °C (104° F)Ciclu de funcţionare 30 % la 115 VCA, 40 % la 230 VCACurent nominal 27 Amp @ 115 VAC, 40 Amp @ 230 V
SL60 Cerinţe privind torţa cu gaz (a se vedea secţiunea 2T.02)Note
1. Ciclul de funcţionare este procentul de timp pe parcursul căruia sistemul poate fi utilizat fără a se supraîncălzi. Ciclul de funcţionare este redus dacă tensiunea de intrare primară (CA) este mică sau dacă tensiunea CC este mai mare decât se indică în această diagramă.2. Alimentarea cu aer nu trebuie să conţină ulei, umezeală şi alţi contaminanţi. Urmele de ulei şi de umezeală excesive pot cauza formarea unui arc dublu, o uzură rapidă a vârfului sau chiar defectarea completă a torţei. Agenţii de contaminare pot cauza o performanţă de tăiere slabă şi o uzură rapidă a electrozilor. Filtrele opţionale asigură capacităţi de filtrare îmbunătăţite.
NOTĂ!Valoarea nominală CEI este stabilită astfel cum este specificat de Comisia electrotehnică internaţională. Aceste specificaţii includ calcularea unei tensiuni de ieşire bazate pe curen-tul nominal al sursei de alimentare cu energie electrică. Pentru a facilita comparaţia între sursele de alimentare cu energie electrică, toţi producătorii folosesc această tensiune de ieşire pentru a determina ciclul de funcţionare.
Valoarea nominală TDC este stabilită folosind o tensiune de ieşire reprezentativă a tensiunii de ieşire actuale în timpul tăierii cu o torţă TDC. Valoarea acestei tensiuni poate fi mai mare sau mică decât tensiunea CEI, în funcţie de alegerea torţei, a consumabilelor şi a operaţiunii de tăiere efective.
ESAB CUTMASTER 40
300X5394RO 2-3 INTRODUCERE
Art# A-12781RO
11,8kg / 26lb
177mm (7")
469,9mm (18,5")
228,6mm (9")
120V 15A120V 20A230V 20A
A
24
4020
20
30
27
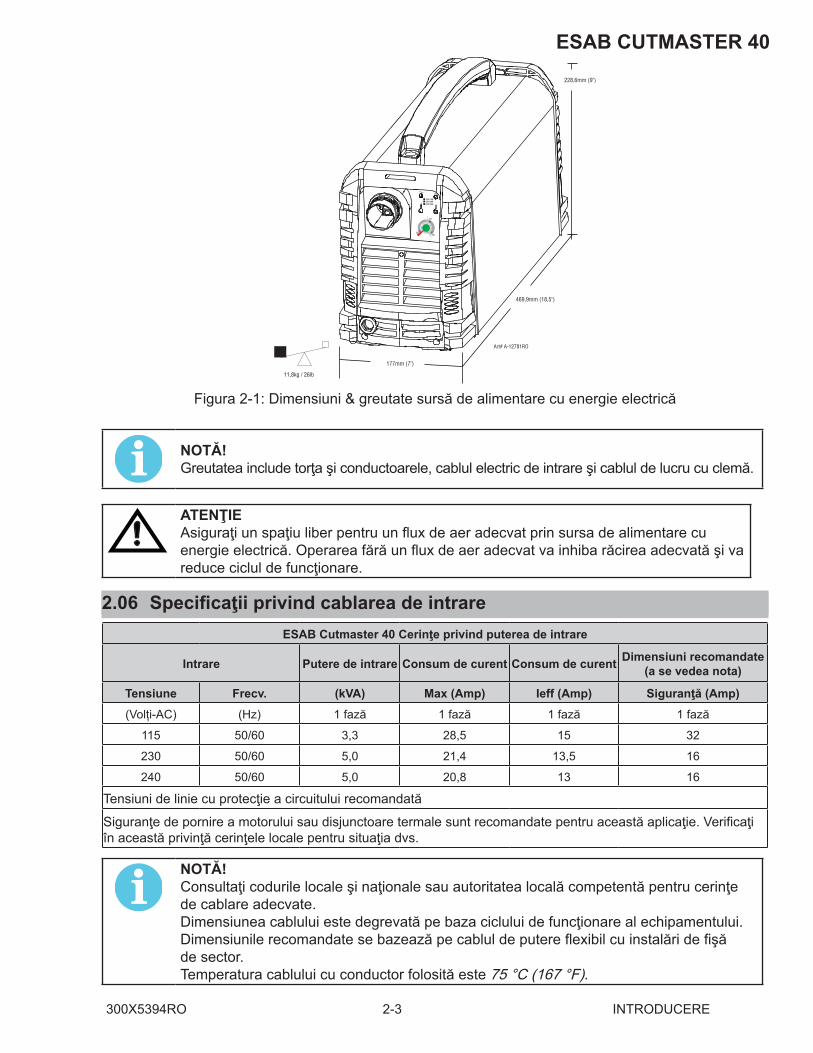
Figura 2-1: Dimensiuni & greutate sursă de alimentare cu energie electrică
NOTĂ!Greutatea include torţa şi conductoarele, cablul electric de intrare şi cablul de lucru cu clemă.
!ATENŢIEAsiguraţi un spaţiu liber pentru un flux de aer adecvat prin sursa de alimentare cu energie electrică. Operarea fără un flux de aer adecvat va inhiba răcirea adecvată şi va reduce ciclul de funcţionare.
2.06 Specificaţii privind cablarea de intrareESAB Cutmaster 40 Cerinţe privind puterea de intrare
Intrare Putere de intrare Consum de curent Consum de curent Dimensiuni recomandate (a se vedea nota)
Tensiune Frecv. (kVA) Max (Amp) Ieff (Amp) Siguranţă (Amp)
(Volți-AC) (Hz) 1 fază 1 fază 1 fază 1 fază
115 50/60 3,3 28,5 15 32
230 50/60 5,0 21,4 13,5 16
240 50/60 5,0 20,8 13 16
Tensiuni de linie cu protecţie a circuitului recomandată
Siguranţe de pornire a motorului sau disjunctoare termale sunt recomandate pentru această aplicaţie. Verificaţi în această privinţă cerinţele locale pentru situaţia dvs.
NOTĂ!Consultaţi codurile locale şi naţionale sau autoritatea locală competentă pentru cerinţe de cablare adecvate.Dimensiunea cablului este degrevată pe baza ciclului de funcţionare al echipamentului.Dimensiunile recomandate se bazează pe cablul de putere flexibil cu instalări de fişă de sector.Temperatura cablului cu conductor folosită este 75 °C (167 °F).
ESAB CUTMASTER 40
INTRODUCERE 2-4 300X5394RO
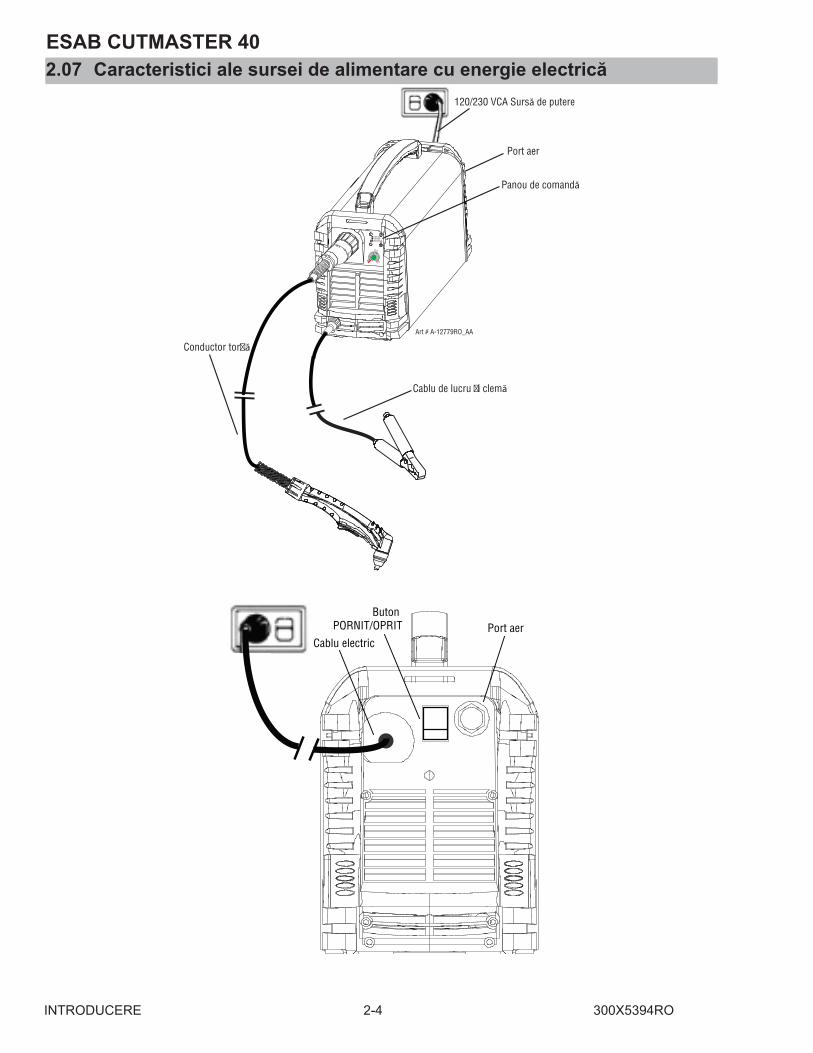
2.07 Caracteristici ale sursei de alimentare cu energie electrică
Port aer
Panou de comandă
Conductor tor�ă
120/230 VCA Sursă de putere
Cablu de lucru �i clemă
Art # A-12779RO_AA
120V 15A120V 20A230V 20A
A
24
4020
20
30
27
Art# A-09335RO
Port aerButon
PORNIT/OPRIT
Cablu electric
300X5394RO 2T-1 INTRODUCERE
ESAB CUTMASTER 40SECŢIUNEA 2 TORŢĂ:
INTRODUCERE
2T.01 Scopul ghiduluiAcest manual include descrieri, instrucţiuni de operare şi proceduri de întreţinere pentru torţa de tăiere cu plasmă SL60. Lucrările de service pentru acest echipament trebuie realizate numai de către personal instruit în mod adecvat; i se interzice per-sonalului necalificat să încerce să realizeze reparaţii sau ajustări care nu fac obiectul acestui manual, cu riscul de a pierde garanţia dacă nu se respectă această prevedere. Citiţi cu atenţie acest ghid. O înţelegere integrală a caracteristicilor şi a capa-cităţilor acestui echipament va asigura operarea sigură pentru care este proiectat.
2T.02 SpecificațiiA. Configuraţii ale torţei
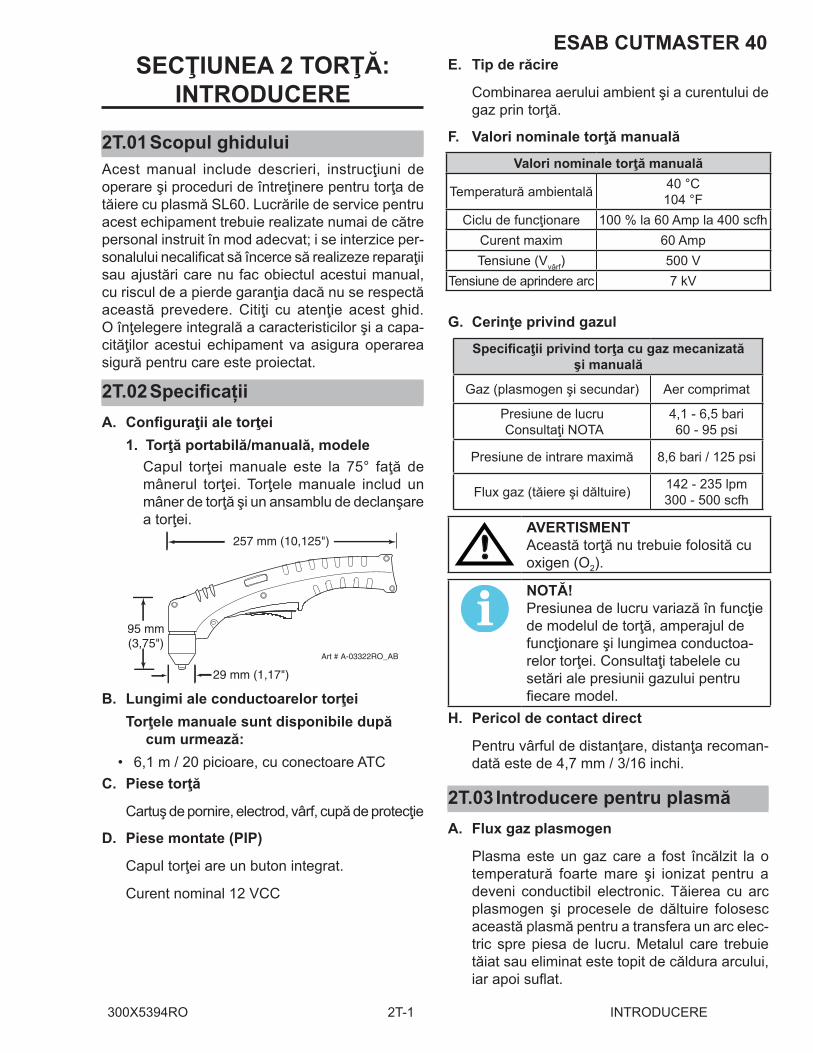
1. Torţă portabilă/manuală, modeleCapul torţei manuale este la 75° faţă de mânerul torţei. Torţele manuale includ un mâner de torţă şi un ansamblu de declanşare a torţei.
257 mm (10,125")
95 mm(3,75")
29 mm (1,17")
Art # A-03322RO_AB
B. Lungimi ale conductoarelor torţeiTorţele manuale sunt disponibile după
cum urmează:• 6,1 m / 20 picioare, cu conectoare ATC
C. Piese torţă
Cartuş de pornire, electrod, vârf, cupă de protecţie
D. Piese montate (PIP)
Capul torţei are un buton integrat.
Curent nominal 12 VCC
E. Tip de răcire
Combinarea aerului ambient şi a curentului de gaz prin torţă.
F. Valori nominale torţă manuală
Valori nominale torţă manuală
Temperatură ambientală 40 °C104 °F
Ciclu de funcţionare 100 % la 60 Amp la 400 scfhCurent maxim 60 AmpTensiune (Vvârf) 500 V
Tensiune de aprindere arc 7 kV
G. Cerinţe privind gazul
Specificaţii privind torţa cu gaz mecanizată şi manuală
Gaz (plasmogen şi secundar) Aer comprimat
Presiune de lucru Consultaţi NOTA
4,1 - 6,5 bari60 - 95 psi
Presiune de intrare maximă 8,6 bari / 125 psi
Flux gaz (tăiere şi dăltuire) 142 - 235 lpm300 - 500 scfh
!AVERTISMENTAceastă torţă nu trebuie folosită cu oxigen (O2).
NOTĂ!Presiunea de lucru variază în funcţie de modelul de torţă, amperajul de funcţionare şi lungimea conductoa-relor torţei. Consultaţi tabelele cu setări ale presiunii gazului pentru fiecare model.
H. Pericol de contact direct
Pentru vârful de distanţare, distanţa recoman-dată este de 4,7 mm / 3/16 inchi.
2T.03 Introducere pentru plasmăA. Flux gaz plasmogen
Plasma este un gaz care a fost încălzit la o temperatură foarte mare şi ionizat pentru a deveni conductibil electronic. Tăierea cu arc plasmogen şi procesele de dăltuire folosesc această plasmă pentru a transfera un arc elec-tric spre piesa de lucru. Metalul care trebuie tăiat sau eliminat este topit de căldura arcului, iar apoi suflat.
ESAB CUTMASTER 40
INTRODUCERE 2T-2 300X5394RO
În timp ce scopul tăierii cu arc plasmogen este separarea materialului, dăltuirea cu arc plasmo-gen este folosită pentru eliminarea metalelor la o adâncime şi lăţime controlate.
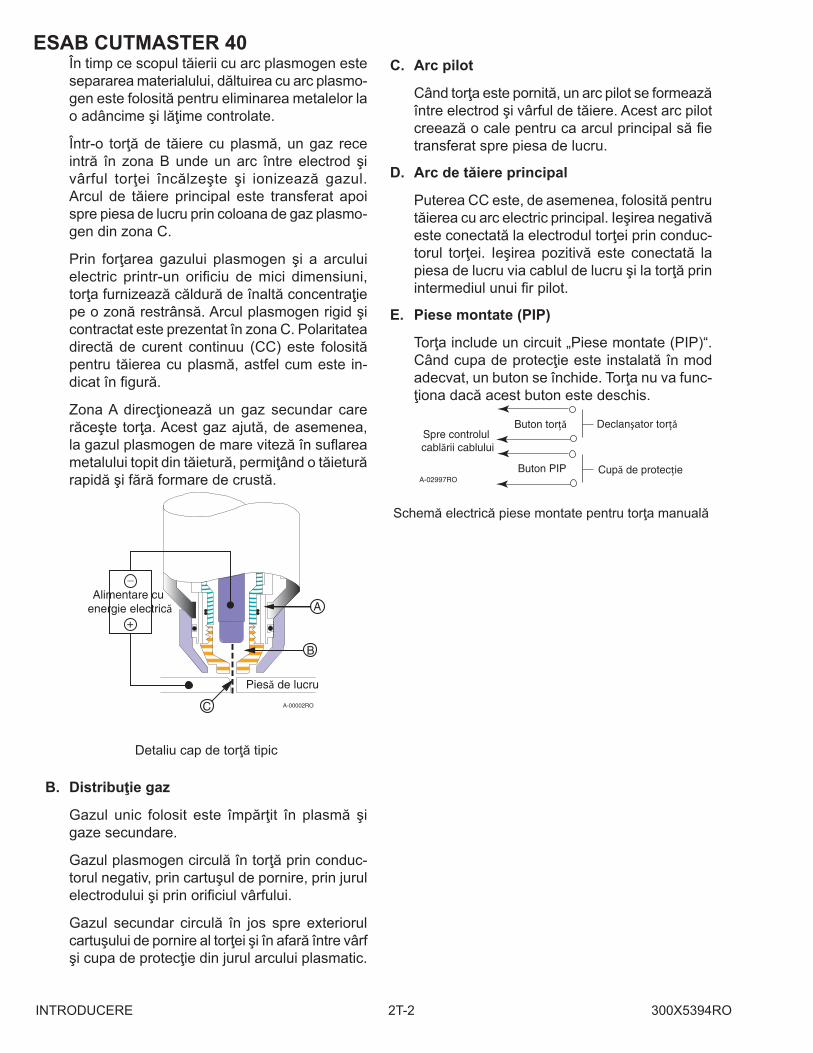
Într-o torţă de tăiere cu plasmă, un gaz rece intră în zona B unde un arc între electrod şi vârful torţei încălzeşte şi ionizează gazul. Arcul de tăiere principal este transferat apoi spre piesa de lucru prin coloana de gaz plasmo-gen din zona C.
Prin forţarea gazului plasmogen şi a arcului electric printr-un orificiu de mici dimensiuni, torţa furnizează căldură de înaltă concentraţie pe o zonă restrânsă. Arcul plasmogen rigid şi contractat este prezentat în zona C. Polaritatea directă de curent continuu (CC) este folosită pentru tăierea cu plasmă, astfel cum este in-dicat în figură.
Zona A direcţionează un gaz secundar care răceşte torţa. Acest gaz ajută, de asemenea, la gazul plasmogen de mare viteză în suflarea metalului topit din tăietură, permiţând o tăietură rapidă şi fără formare de crustă.
A-00002RO
Piesă de lucru
Alimentare cu energie electrică
+
_
C
B
A
Detaliu cap de torţă tipic
B. Distribuţie gaz
Gazul unic folosit este împărţit în plasmă şi gaze secundare.
Gazul plasmogen circulă în torţă prin conduc-torul negativ, prin cartuşul de pornire, prin jurul electrodului şi prin orificiul vârfului.
Gazul secundar circulă în jos spre exteriorul cartuşului de pornire al torţei şi în afară între vârf şi cupa de protecţie din jurul arcului plasmatic.
C. Arc pilot
Când torţa este pornită, un arc pilot se formează între electrod şi vârful de tăiere. Acest arc pilot creează o cale pentru ca arcul principal să fie transferat spre piesa de lucru.
D. Arc de tăiere principal
Puterea CC este, de asemenea, folosită pentru tăierea cu arc electric principal. Ieşirea negativă este conectată la electrodul torţei prin conduc-torul torţei. Ieşirea pozitivă este conectată la piesa de lucru via cablul de lucru şi la torţă prin intermediul unui fir pilot.
E. Piese montate (PIP)
Torţa include un circuit „Piese montate (PIP)“. Când cupa de protecţie este instalată în mod adecvat, un buton se închide. Torţa nu va func-ţiona dacă acest buton este deschis.
A-02997RO
Declanşator torţă
Buton PIP Cupă de protecţie
Spre controlul cablării cablului
Buton torţă
Schemă electrică piese montate pentru torţa manuală
300X5394RO 3-1 INSTALARE
ESAB CUTMASTER 40SECȚIUNEA 3: INSTALARE
3.01 Despachetarea1. Folosiţi lista cu obiecte ambalate pentru a
identifica şi a bifa prezenţa fiecărui obiect de pe listă.
2. Inspectaţi fiecare articol pentru potenţiale de-teriorări de transport. Dacă există deteriorări evidente, contactaţi distribuitorul şi/sau compa-nia de transport înainte de a realiza instalarea.
3. Înregistraţi sursa de alimentare cu energie electrică, modelul şi numerele de serie ale tor-ţei, data achiziţionării şi numele vânzătorului în caseta informaţii de la începutul acestui ghid.
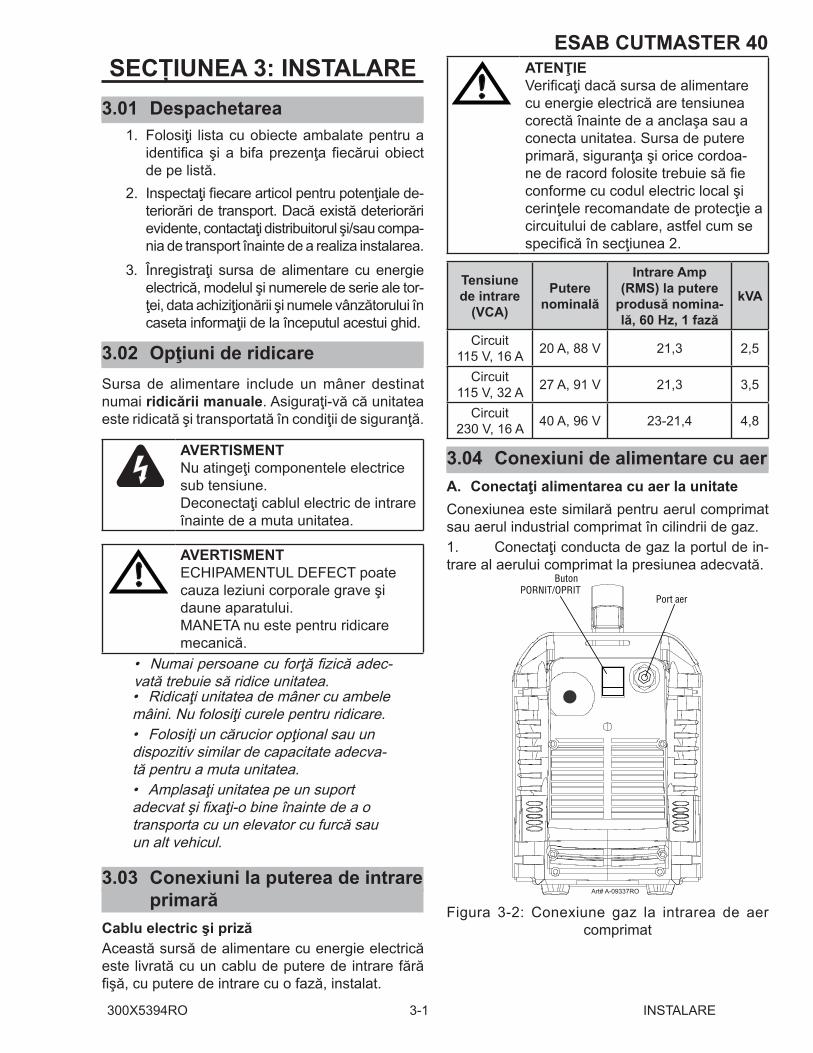
3.02 Opţiuni de ridicareSursa de alimentare include un mâner destinat numai ridicării manuale. Asiguraţi-vă că unitatea este ridicată şi transportată în condiţii de siguranţă.
AVERTISMENTNu atingeţi componentele electrice sub tensiune.Deconectaţi cablul electric de intrare înainte de a muta unitatea.
!AVERTISMENTECHIPAMENTUL DEFECT poate cauza leziuni corporale grave şi daune aparatului.MANETA nu este pentru ridicare mecanică.
• Numai persoane cu forţă fizică adec-vată trebuie să ridice unitatea.• Ridicaţi unitatea de mâner cu ambele mâini. Nu folosiţi curele pentru ridicare.• Folosiţi un cărucior opţional sau un dispozitiv similar de capacitate adecva-tă pentru a muta unitatea.• Amplasaţi unitatea pe un suport adecvat şi fixaţi-o bine înainte de a o transporta cu un elevator cu furcă sau un alt vehicul.
3.03 Conexiuni la puterea de intrare primară
Cablu electric şi prizăAceastă sursă de alimentare cu energie electrică este livrată cu un cablu de putere de intrare fără fişă, cu putere de intrare cu o fază, instalat.
!ATENŢIEVerificaţi dacă sursa de alimentare cu energie electrică are tensiunea corectă înainte de a anclaşa sau a conecta unitatea. Sursa de putere primară, siguranţa şi orice cordoa-ne de racord folosite trebuie să fie conforme cu codul electric local şi cerinţele recomandate de protecţie a circuitului de cablare, astfel cum se specifică în secţiunea 2.
Tensiune de intrare
(VCA)
Putere nominală
Intrare Amp (RMS) la putere
produsă nomina-lă, 60 Hz, 1 fază
kVA
Circuit 115 V, 16 A 20 A, 88 V 21,3 2,5
Circuit 115 V, 32 A 27 A, 91 V 21,3 3,5
Circuit 230 V, 16 A 40 A, 96 V 23-21,4 4,8
3.04 Conexiuni de alimentare cu aerA. Conectaţi alimentarea cu aer la unitateConexiunea este similară pentru aerul comprimat sau aerul industrial comprimat în cilindrii de gaz.1. Conectaţi conducta de gaz la portul de in-trare al aerului comprimat la presiunea adecvată.
Art# A-09337RO
Port aer
Buton PORNIT/OPRIT
Figura 3-2: Conexiune gaz la intrarea de aer comprimat
ESAB CUTMASTER 40
INSTALARE 3-2 300X5394RO
B. Aplicare de aer comprimat industrial în cilindrii de gaz
Când se foloseşte aer comprimat industrial în cilindri de gaz ca sursă de alimentare cu gaz:
1. Consultaţi specificaţiile producătorului pentru procedurile de instalare şi de întreţinere pentru regula-toare de presiune înaltă a gazului.
2. Verificaţi supapele cilindrului pentru a vă asigura că sunt curate şi nu prezintă urme de ulei, vaselină sau materiale străine. Deschideţi numai pentru un moment fiecare supapă de cilindru pentru a elimina orice particule de praf existente.
3. Cilindrul trebuie să fie echipat cu un regulator de înaltă presiune ajustabil cu capacităţi de presiune de ieşire de până la maximum 6,9 bari (100 psi) şi fluxuri de minimum 120 lpm (250 scfh).
4. Conectaţi furtunul de alimentare cu gaz la cilindru.
NOTĂ!Presiunea trebuie setată la 6,9 bari (100 psi) la presiunea cea mai ridicată a regulatorului cilindrului.Furtunul furnizat trebuie să aibă cel puţin 6 mm (1/4 inchi) I.D.Pentru o etanşare sigură, aplicaţi material de sigilare de elemente filetate pe filetele fitin-gurilor, conform instrucţiunilor producătorului. Nu folosiţi bandă de teflon ca material de sigilare de elemente filetate deoarece particule de mici dimensiuni se pot descompune şi pot bloca canalele de aer de dimensiuni mici din torţă.
ESAB CUTMASTER 40
300X5394RO 4-1 OPERARE
SECŢIUNEA 4 SISTEM: OPERARE
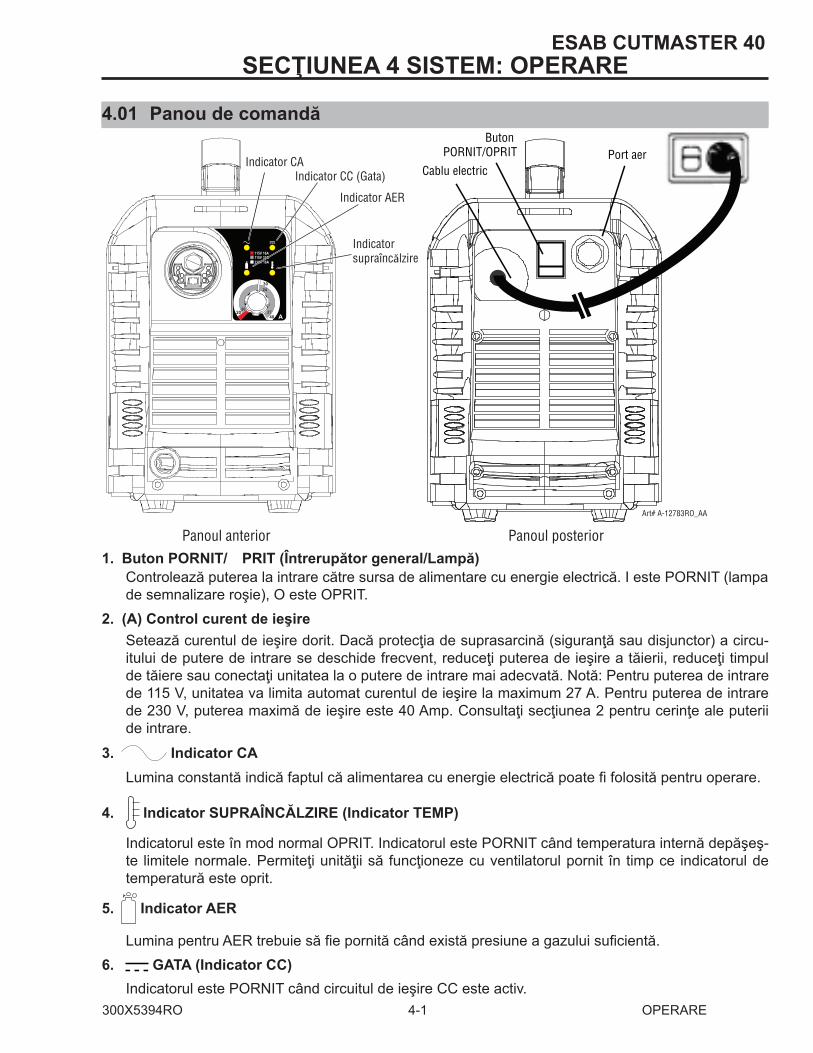
4.01 Panou de comandă
Art# A-12783RO_AA
Indicator CA
Panoul anterior Panoul posterior
Indicator supraîncălzire
Indicator AER
Indicator CC (Gata)
A
115V 16A115V 32A230V 16A
24
4020
20
30
27
Port aerButon
PORNIT/OPRIT
Cablu electric
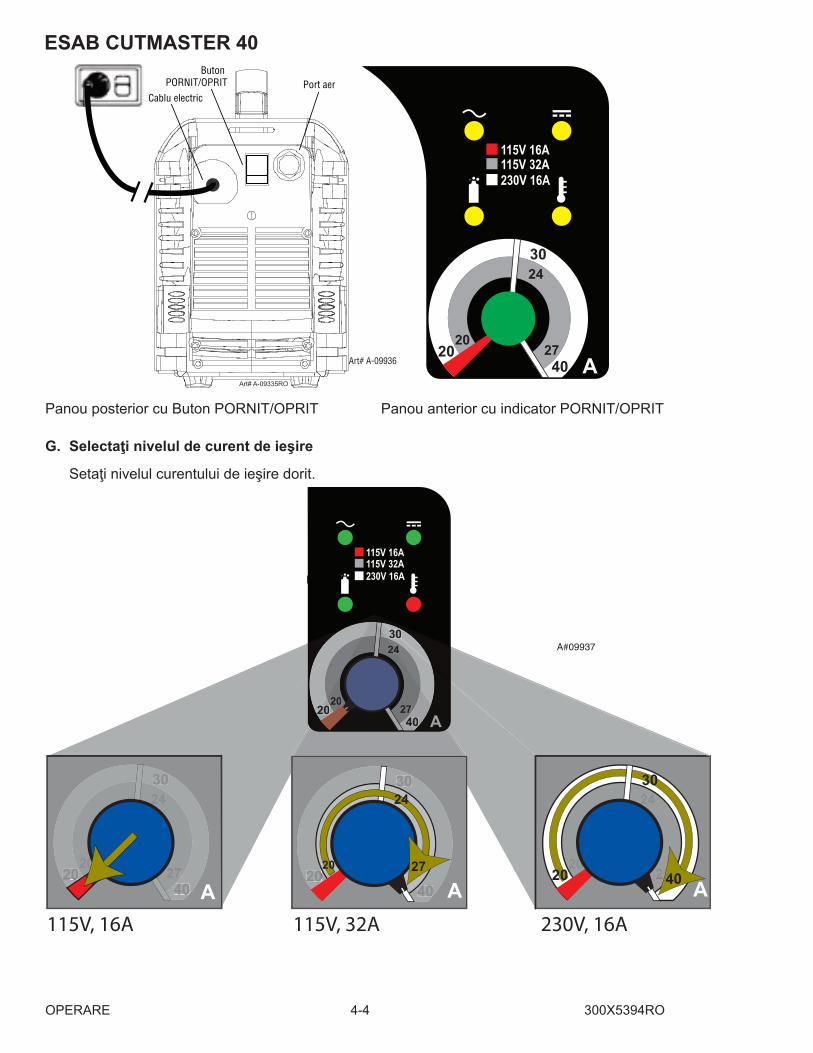
1. Buton PORNIT/OPRIT (Întrerupător general/Lampă)Controlează puterea la intrare către sursa de alimentare cu energie electrică. I este PORNIT (lampa de semnalizare roşie), O este OPRIT.
2. (A) Control curent de ieşireSetează curentul de ieşire dorit. Dacă protecţia de suprasarcină (siguranţă sau disjunctor) a circu-itului de putere de intrare se deschide frecvent, reduceţi puterea de ieşire a tăierii, reduceţi timpul de tăiere sau conectaţi unitatea la o putere de intrare mai adecvată. Notă: Pentru puterea de intrare de 115 V, unitatea va limita automat curentul de ieşire la maximum 27 A. Pentru puterea de intrare de 230 V, puterea maximă de ieşire este 40 Amp. Consultaţi secţiunea 2 pentru cerinţe ale puterii de intrare.
3. Indicator CALumina constantă indică faptul că alimentarea cu energie electrică poate fi folosită pentru operare.
4. Indicator SUPRAÎNCĂLZIRE (Indicator TEMP)
Indicatorul este în mod normal OPRIT. Indicatorul este PORNIT când temperatura internă depăşeş-te limitele normale. Permiteţi unităţii să funcţioneze cu ventilatorul pornit în timp ce indicatorul de temperatură este oprit.
5. Indicator AER
Lumina pentru AER trebuie să fie pornită când există presiune a gazului suficientă.6. GATA (Indicator CC)
Indicatorul este PORNIT când circuitul de ieşire CC este activ.
ESAB CUTMASTER 40
OPERARE 4-2 300X5394RO
4.02 Pregătiri pentru funcționareLa începutul fiecărei sesiuni de operare:
AVERTISMENTDeconectaţi sursa de energie primară de la sursă înainte de a asambla sau a dezasambla sursa de alimentare cu energie, piesele torţei sau ansamblurile torţă sau conductoare.
NOTĂ!Toate consumabilele trebuie instalate corect şi trebuie asigurată întreţinere pentru aces-tea pentru a asigura o operare corectă.
A. Selectare a pieselor torţeiTipul de operare care trebuie realizat determină piesele de torţă care trebuie utilizate.
Tip de operaţie:Tăiere în puncte, tăiere de la distanţă sau dăltuire
Piese torţă:Cupă de protecţie, vârf de tăiere, electrod şi cartuş de pornire
NOTĂ!Consultaţi secţiunea 4T.07 şi următoarele pentru informaţii suplimentare privind piesele torţei.
Schimbaţi piesele torţei pentru o operaţie diferită, după cum urmează:
AVERTISMENTDeconectaţi sursa de energie primară de la sursă înainte de a asambla sau a dezasambla sursa de alimentare cu energie, piesele torţei sau ansamblurile torţă sau conductoare.
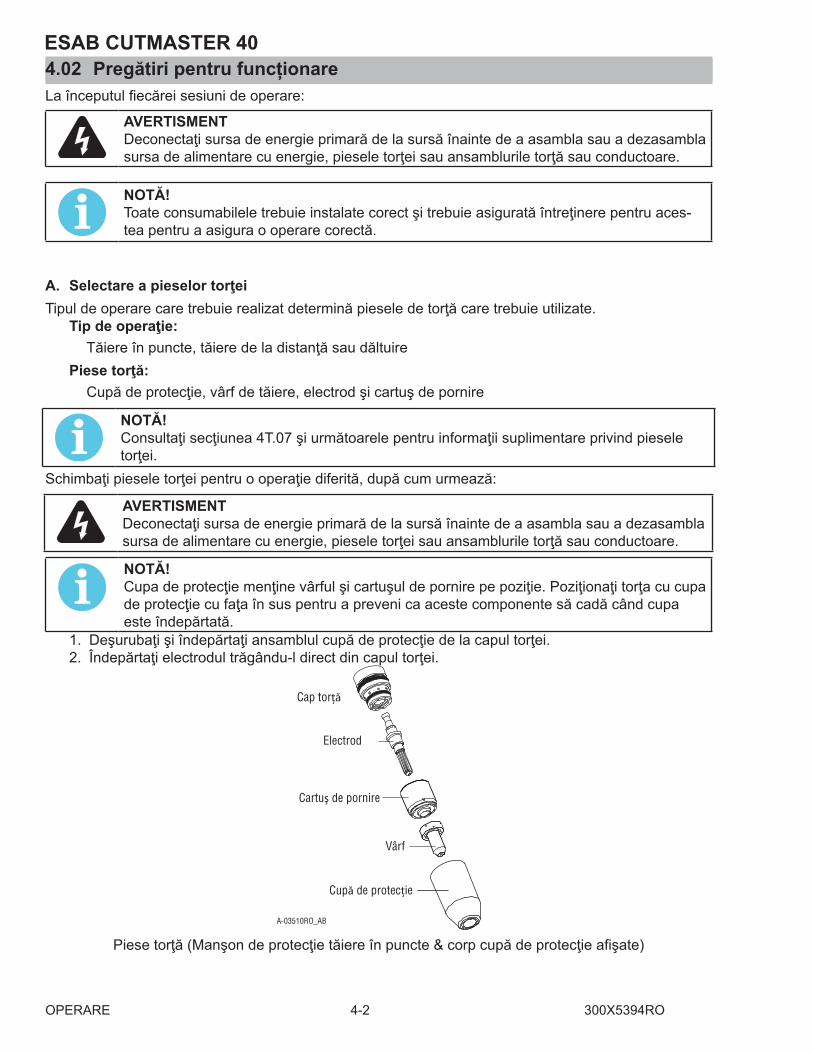
NOTĂ!Cupa de protecţie menţine vârful şi cartuşul de pornire pe poziţie. Poziţionaţi torţa cu cupa de protecţie cu faţa în sus pentru a preveni ca aceste componente să cadă când cupa este îndepărtată.
1. Deşurubaţi şi îndepărtaţi ansamblul cupă de protecţie de la capul torţei.2. Îndepărtaţi electrodul trăgându-l direct din capul torţei.
A-03510RO_AB
Electrod
Cartuş de pornire
Vârf
Cupă de protecţie
Cap torţă
Piese torţă (Manşon de protecţie tăiere în puncte & corp cupă de protecţie afişate)
ESAB CUTMASTER 40
300X5394RO 4-3 OPERARE
3. Instalaţi electrodul de înlocuire prin împingerea acestuia în capul torţei până auziţi un clic.4. Instalaţi cartuşul de pornire şi vârful dorit pentru operaţie în capul torţei.5. Înşurubaţi manual ansamblul cupă de protecţie până când este poziţionat pe capul torţei. Dacă se
resimte o rezistenţă când se instalează cupa de protecţie, verificaţi filetele înainte de instalare.B. Conexiune torţă
Verificaţi dacă torţa este conectată în mod adecvat.
C. Verificaţi sursa de putere de intrare primară1. Verificaţi dacă sursa de alimentare cu energie electrică are tensiunea de intrare adecvată. Asigu-
raţi-vă că sursa de putere la intrare îndeplineşte cerinţele de putere pentru unitate conform Secţiunii 2 Specificaţii.
2. Conectaţi cablul electric de intrare (sau închideţi butonul de deconectare principal) la sursa de alimentare cu energie electrică a sistemului.
D. Selectare gaz
Asiguraţi-vă că sursa de gaz îndeplineşte cerinţele indicate în secţiunea 2T. Verificaţi conexiunile şi porniţi alimentarea cu gaz.
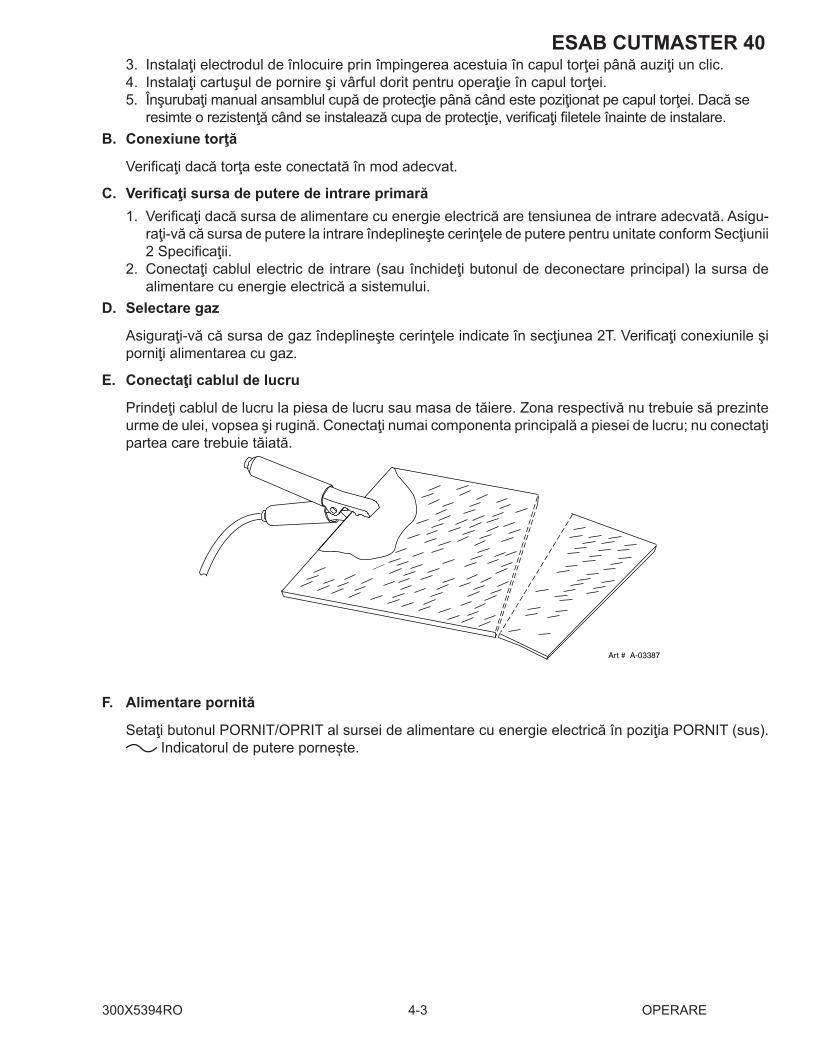
E. Conectaţi cablul de lucru
Prindeţi cablul de lucru la piesa de lucru sau masa de tăiere. Zona respectivă nu trebuie să prezinte urme de ulei, vopsea şi rugină. Conectaţi numai componenta principală a piesei de lucru; nu conectaţi partea care trebuie tăiată.
Art # A-03387
F. Alimentare pornită
Setaţi butonul PORNIT/OPRIT al sursei de alimentare cu energie electrică în poziţia PORNIT (sus). Indicatorul de putere pornește.
ESAB CUTMASTER 40
OPERARE 4-4 300X5394RO
Art# A-09335RO
Port aerButon
PORNIT/OPRIT
Cablu electric
A
115V 16A115V 32A230V 16A
24
402020
30
27Art# A-09936
Panou posterior cu Buton PORNIT/OPRIT Panou anterior cu indicator PORNIT/OPRIT
G. Selectaţi nivelul de curent de ieşire
Setaţi nivelul curentului de ieşire dorit.
A
115V 16A115V 32A230V 16A
24
402020
30
27
115V, 16A
24
402020
30
27
24
404402020
30
727700
230V, 16A
24
2027
24
207274020
30
A
430
115V, 32A
4020
30
303030
A
24
404402020
7277A
24
2A
4
22
04020
3024
20
AA A27
A#09937
ESAB CUTMASTER 40
300X5394RO 4-5 OPERARE
4.03 Succesiunea operaţiilorSuccesiunea de mai jos este tipică pentru ope-rarea acestei surse de alimentare cu energie electrică.
1. Setaţi butonul PORNIT/OPRIT al sursei de alimentare cu energie electrică în poziţia PORNIT (sus) (Lampa de semnalizare roşie este aprinsă).a. Indicatorul CA porneşte; venti-
latorul porneşte.
NOTĂ!În timpul pornirii iniţiale, va exista o întârziere de 2 secunde înainte ca lumina indicatorului CA să ilumineze şi ca gazul pre-flux şi ventilatorul să pornească. Gazul va circula automat de la torţă timp de aproximativ 10 secunde (numai după ce lampa indi-catorului CA este luminată) (Lampa indicatorului CA şi ventilatorul se aprind timp de aproximativ 2 secun-de după ce butonul PORNIT/OPRIT este activat); acesta este un proces prin care se asigură faptul că (gazul, puterea de intrare, conexiunea torţei şi componentele torţei) sunt validate pentru o operare adecvată.
2. Purtaţi îmbrăcăminte de protecţie, inclusiv mănuşi de sudură şi protecţie pentru ochi adecvată (a se vedea tabelul 1-1). Amplasaţi vârful pe piesa de lucru şi trageţi de declan-şator. Arcul va fi iniţiat şi va începe să taie material.
• Tăierea de la distanţă cu torţă manualăNOTĂ!Pentru performanţă optimă şi durată de funcţionare extinsă a componen-telor, folosiţi întotdeauna compo-nentele adecvate tipului de operaţie derulat.
A. Torţa poate fi ţinută în mod confortabil în-tr-o mână sau fixată cu două mâini. Poziţi-onaţi palma pentru a apăsa Declanşatorul pe mânerul torţei. În cazul torţei manuale, mâna poate fi poziţionată aproape de capul torţei pentru control maxim sau în apropierea extremităţii din spate pentru
protecţie maximă la căldură. Verificaţi care este cea mai adecvată tehnică de ţinere care permite un bun control şi o mişcare optimă.
NOTĂ!Vârful nu trebuie să vină niciodată în contact cu piesa de lucru, exceptând în timpul operaţiunilor de tăiere în puncte.
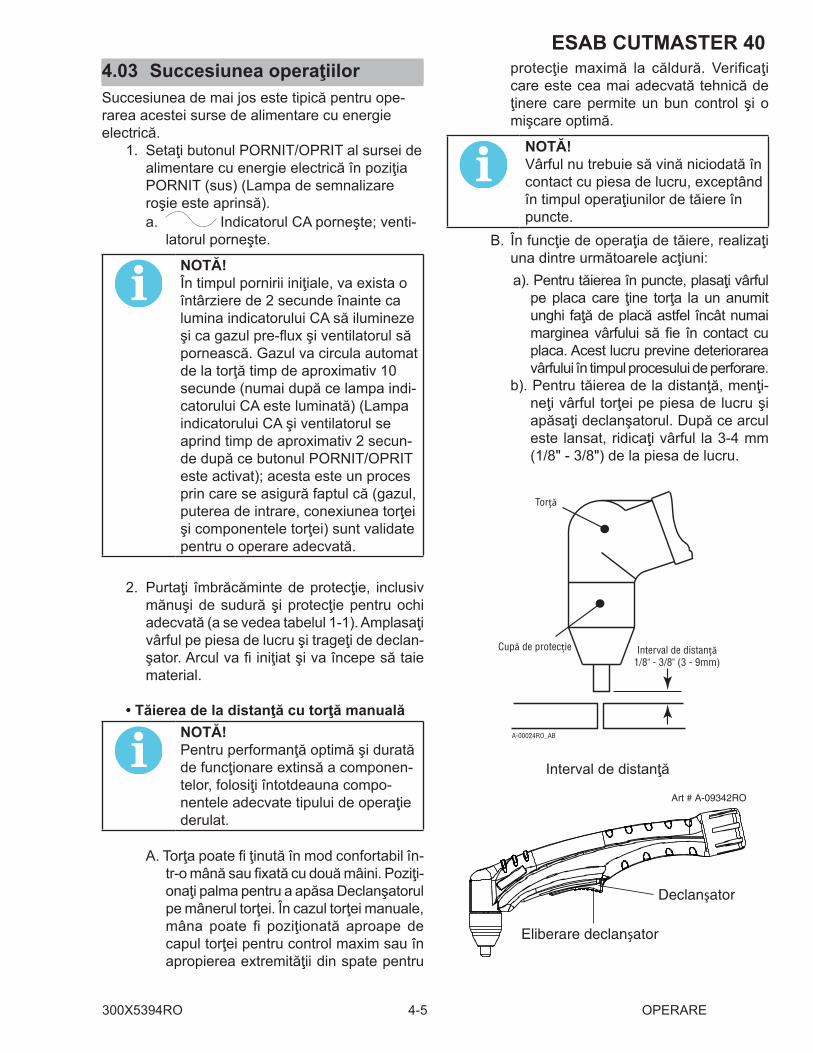
B. În funcţie de operaţia de tăiere, realizaţi una dintre următoarele acţiuni: a). Pentru tăierea în puncte, plasaţi vârful
pe placa care ţine torţa la un anumit unghi faţă de placă astfel încât numai marginea vârfului să fie în contact cu placa. Acest lucru previne deteriorarea vârfului în timpul procesului de perforare.
b). Pentru tăierea de la distanţă, menţi-neţi vârful torţei pe piesa de lucru şi apăsaţi declanşatorul. După ce arcul este lansat, ridicaţi vârful la 3-4 mm (1/8" - 3/8") de la piesa de lucru.
A-00024RO_AB
Cupă de protecţie
Torţă
Interval de distanţă1/8" - 3/8" (3 - 9mm)
Interval de distanţă
Art # A-09342RO
Declanşator
Eliberare declanşator
ESAB CUTMASTER 40
OPERARE 4-6 300X5394RO
Declanşator
Eliberare declanşator
3
4
21
Art # A-11462RO
NOTĂ!Când cupa de protecţie este instala-tă în mod adecvat, există un spaţiu liber de mici dimensiuni între cupa de protecţie şi mânerul torţei. Ga-zul trece prin acest orificiu conform cerinţelor de operare normală. Nu încercaţi să forţaţi cupa de protecţie pentru a închide această deschiză-tură. Forţarea cupei de protecţie îm-potriva capului torţei sau mânerului torţei poate deteriora componentele.
• Tăiere în puncte cu torţă manuală Lucrările de tăiere în puncte se realizează
cel mai bine pe metal cu o grosime de 6 mm (1/4 inchi) sau mai puţin.
NOTĂ!Pentru performanţă optimă şi durată de funcţionare extinsă a componente-lor, folosiţi întotdeauna componentele adecvate tipului de operaţie derulat.
A. Instalaţi vârful pentru tăiere în puncte şi setaţi curentul de ieşire.
B. Torţa poate fi ţinută în mod confortabil într-o mână sau fixată cu două mâini. Poziţionaţi palma pentru a apăsa Declanşatorul pe mâ-nerul torţei. În cazul torţei manuale, mâna poate fi poziţionată aproape de capul torţei pentru control maxim sau în apropierea extremităţii din spate pentru protecţie ma-ximă la căldură. Verificaţi care este cea mai adecvată tehnică de ţinere care permite un bun control şi o mişcare optimă.
C. Menţineţi torţa în contact cu piesa de lucru în timpul ciclului de tăiere.
D. Ţineţi torţa la distanţă de corpul dvs.
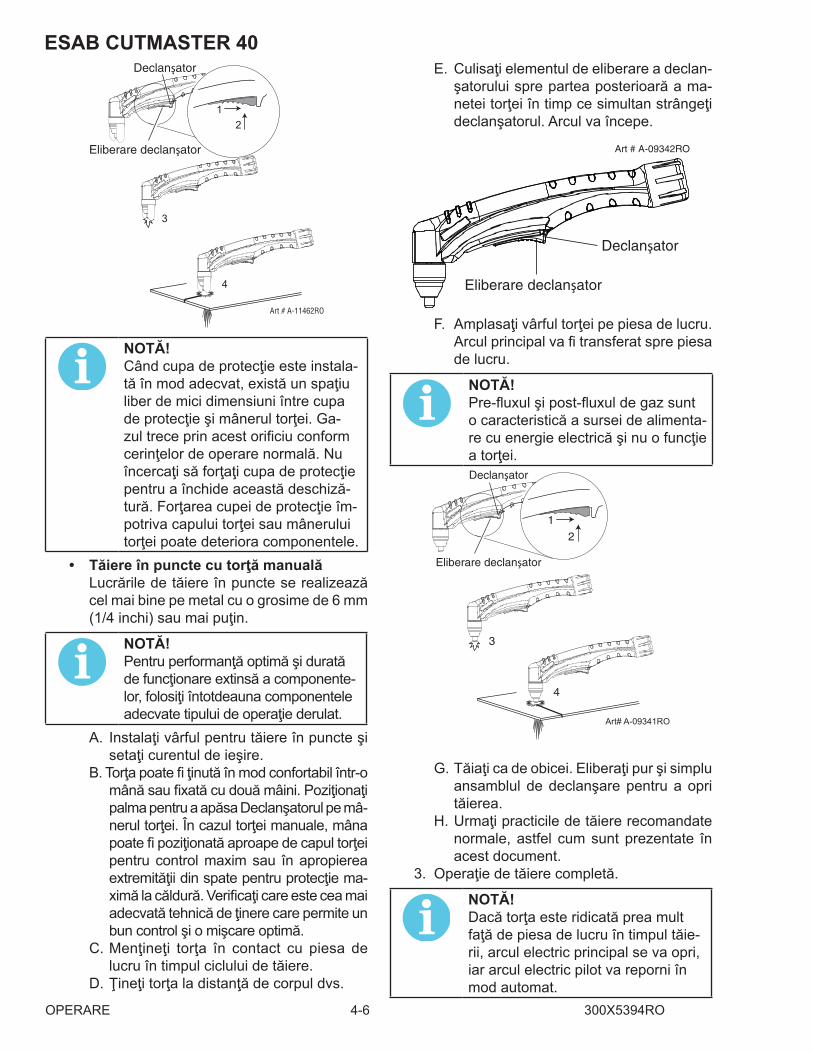
E. Culisaţi elementul de eliberare a declan-şatorului spre partea posterioară a ma-netei torţei în timp ce simultan strângeţi declanşatorul. Arcul va începe.
Art # A-09342RO
Declanşator
Eliberare declanşator
F. Amplasaţi vârful torţei pe piesa de lucru. Arcul principal va fi transferat spre piesa de lucru.
NOTĂ!Pre-fluxul şi post-fluxul de gaz sunt o caracteristică a sursei de alimenta-re cu energie electrică şi nu o funcţie a torţei.
3
4
Declanşator
2
1
Eliberare declanşator
Art# A-09341RO
G. Tăiaţi ca de obicei. Eliberaţi pur şi simplu ansamblul de declanşare pentru a opri tăierea.
H. Urmaţi practicile de tăiere recomandate normale, astfel cum sunt prezentate în acest document.
3. Operaţie de tăiere completă.
NOTĂ!Dacă torţa este ridicată prea mult faţă de piesa de lucru în timpul tăie-rii, arcul electric principal se va opri, iar arcul electric pilot va reporni în mod automat.
ESAB CUTMASTER 40
300X5394RO 4-7 OPERARE
4. Eliberaţi declanşatorul torţei.a. Arcul principal se opreşte.
5. Setaţi butonul sursei de alimentare cu ener-gie electrică la OPRIT (în jos).a. Indicatorul CA se opreşte.
6. Setaţi butonul de deconectare principal la OPRIT sau deconectaţi cablul electric de intrare.a. Puterea de intrare este eliminată din sistem.
4.04 Calitate a tăierii
NOTĂ!Calitatea tăierii depinde foarte mult de setare şi de parametrii precum mufa de distanţare a torţei, alinierea cu piesa de lucru, viteza de tăiere, presiunile de gaz şi abilitatea ope-ratorului. Consultaţi paginile ane-xei pentru informaţii suplimentare referitoare la sursa de alimentare cu energie electrică folosită.
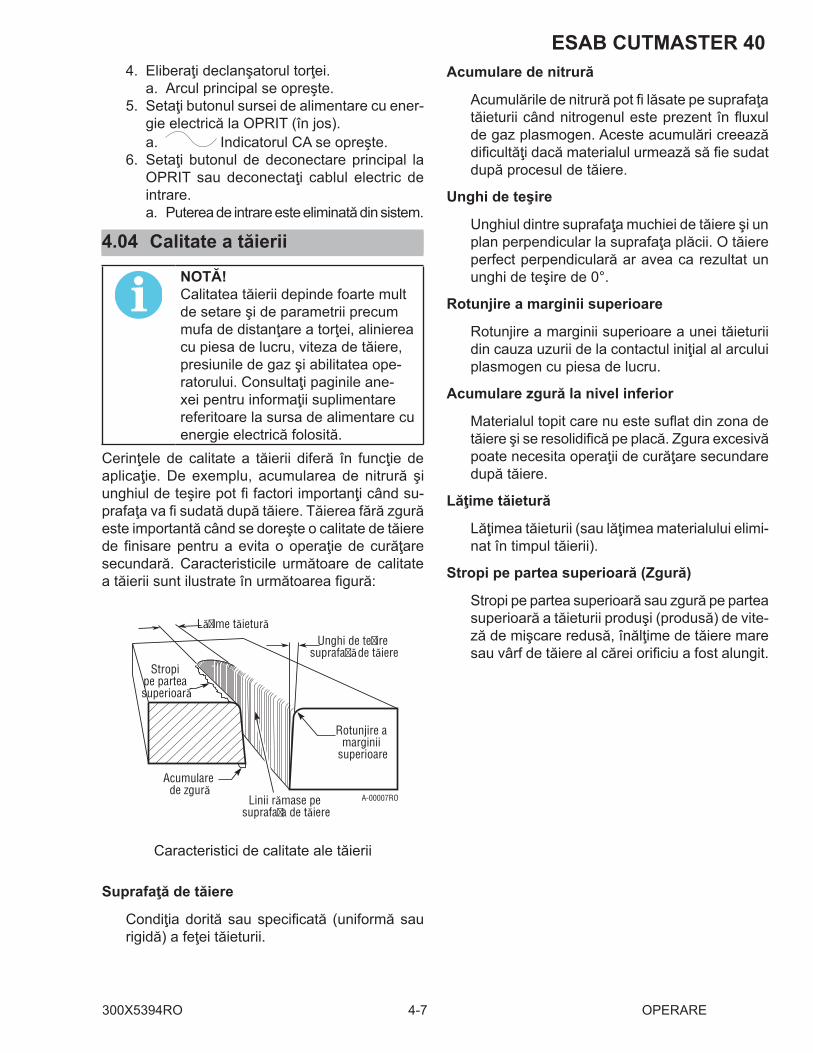
Cerinţele de calitate a tăierii diferă în funcţie de aplicaţie. De exemplu, acumularea de nitrură şi unghiul de teşire pot fi factori importanţi când su-prafaţa va fi sudată după tăiere. Tăierea fără zgură este importantă când se doreşte o calitate de tăiere de finisare pentru a evita o operaţie de curăţare secundară. Caracteristicile următoare de calitate a tăierii sunt ilustrate în următoarea figură:
Lă�ime tăieturăUnghi de te�ire
suprafa�ă de tăiere
Rotunjire a marginii
superioare
Linii rămase pe suprafa�a de tăiere
Acumulare de zgură
Stropi pe partea superioară
A-00007RO
Caracteristici de calitate ale tăierii
Suprafaţă de tăiere
Condiţia dorită sau specificată (uniformă sau rigidă) a feţei tăieturii.
Acumulare de nitrură
Acumulările de nitrură pot fi lăsate pe suprafaţa tăieturii când nitrogenul este prezent în fluxul de gaz plasmogen. Aceste acumulări creează dificultăţi dacă materialul urmează să fie sudat după procesul de tăiere.
Unghi de teşire
Unghiul dintre suprafaţa muchiei de tăiere şi un plan perpendicular la suprafaţa plăcii. O tăiere perfect perpendiculară ar avea ca rezultat un unghi de teşire de 0°.
Rotunjire a marginii superioare
Rotunjire a marginii superioare a unei tăieturii din cauza uzurii de la contactul iniţial al arcului plasmogen cu piesa de lucru.
Acumulare zgură la nivel inferior
Materialul topit care nu este suflat din zona de tăiere şi se resolidifică pe placă. Zgura excesivă poate necesita operaţii de curăţare secundare după tăiere.
Lăţime tăietură
Lăţimea tăieturii (sau lăţimea materialului elimi-nat în timpul tăierii).
Stropi pe partea superioară (Zgură)
Stropi pe partea superioară sau zgură pe partea superioară a tăieturii produşi (produsă) de vite-ză de mişcare redusă, înălţime de tăiere mare sau vârf de tăiere al cărei orificiu a fost alungit.
ESAB CUTMASTER 40
OPERARE 4-8 300X5394RO
4.05 Informaţii generale privind tăierea
!AVERTISMENTDeconectaţi sursa de energie prima-ră de la sursă înainte de a dezasam-bla sursa de alimentare cu energie, torţa sau conductoarele de torţă.Revizuiţi frecvent măsurile de sigu-ranţă importante prezentate în prima parte a acestui ghid. Asigurați-vă că operatorul este echipat cu mănuși adecvate, îmbrăcăminte și protecție pentru ochi și urechi. Asiguraţi-vă că corpul operatorului nu intră în con-tact cu piesa de lucru în timp ce torţa este activată.
!ATENŢIEScânteile de la procesul de tăiere pot cauza daune suprafeţelor îmbră-cate, vopsite şi altor tipuri de supra-feţe precum geam, plastic şi metal.
NOTĂ!Manevraţi cu grijă conductoarele torţei şi protejaţi-le de deteriorări.
Mufă de distanţare a torţei
Un interval de depărtare inadecvat (distanţa dintre vârful torţei şi piesa de lucru) pot afecta în mod advers durata de funcţionare a vârfu-lui şi a cupei de protecţie. Distanţarea poate afecta, de asemenea, considerabil unghiul de teşire. Reducerea distanţei va avea în general ca rezultat o tăietură mai pătrată.
Începere margine
Pentru începerea de pe margine, ţineţi torţa perpendicular faţă de piesa de lucru cu partea anterioară a vârfului aproape (fără a atinge) marginea piesei de lucru în punctul unde trebuie începută tăierea. Când începeţi la marginea plăcii, nu vă opriţi la margine şi nu forţaţi arcul să „atingă“ marginea metalului. Stabilirea arcului electric de tăiere cât mai repede posibil.
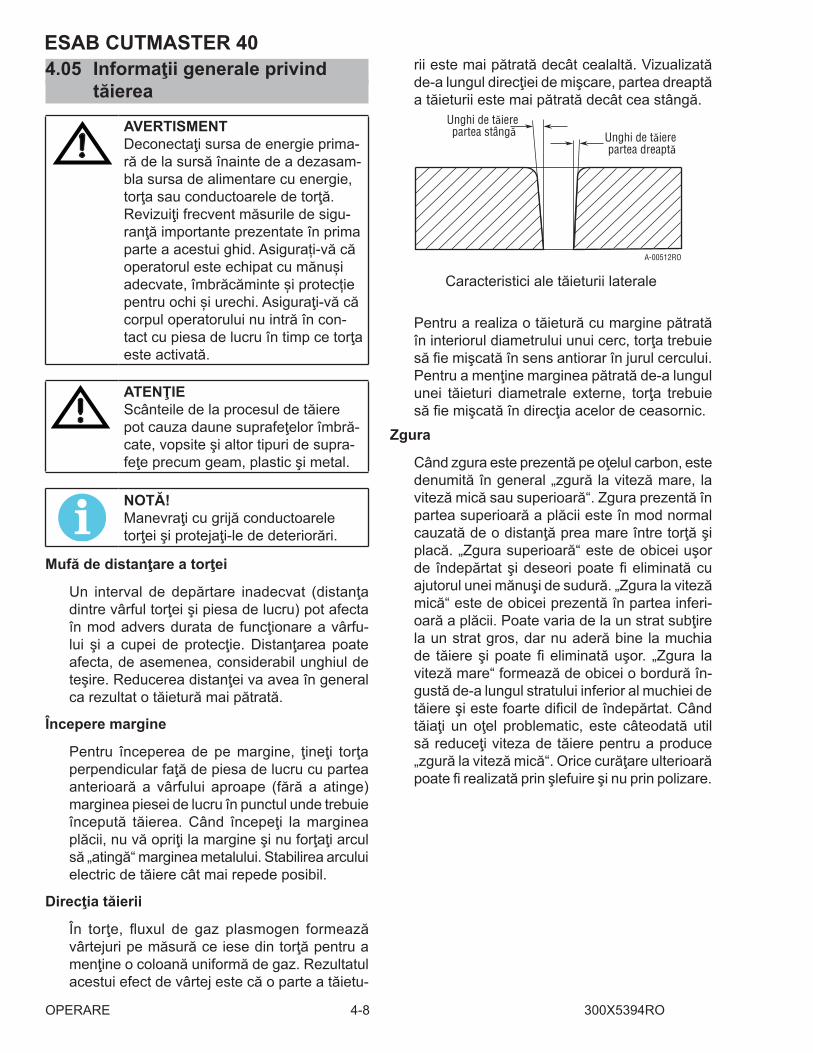
Direcţia tăierii
În torţe, fluxul de gaz plasmogen formează vârtejuri pe măsură ce iese din torţă pentru a menţine o coloană uniformă de gaz. Rezultatul acestui efect de vârtej este că o parte a tăietu-
rii este mai pătrată decât cealaltă. Vizualizată de-a lungul direcţiei de mişcare, partea dreaptă a tăieturii este mai pătrată decât cea stângă.
Unghi de tăiere partea dreaptă
Unghi de tăiere partea stângă
A-00512RO
Caracteristici ale tăieturii laterale
Pentru a realiza o tăietură cu margine pătrată în interiorul diametrului unui cerc, torţa trebuie să fie mişcată în sens antiorar în jurul cercului. Pentru a menţine marginea pătrată de-a lungul unei tăieturi diametrale externe, torţa trebuie să fie mişcată în direcţia acelor de ceasornic.
Zgura
Când zgura este prezentă pe oţelul carbon, este denumită în general „zgură la viteză mare, la viteză mică sau superioară“. Zgura prezentă în partea superioară a plăcii este în mod normal cauzată de o distanţă prea mare între torţă şi placă. „Zgura superioară“ este de obicei uşor de îndepărtat şi deseori poate fi eliminată cu ajutorul unei mănuşi de sudură. „Zgura la viteză mică“ este de obicei prezentă în partea inferi-oară a plăcii. Poate varia de la un strat subţire la un strat gros, dar nu aderă bine la muchia de tăiere şi poate fi eliminată uşor. „Zgura la viteză mare“ formează de obicei o bordură în-gustă de-a lungul stratului inferior al muchiei de tăiere şi este foarte dificil de îndepărtat. Când tăiaţi un oţel problematic, este câteodată util să reduceţi viteza de tăiere pentru a produce „zgură la viteză mică“. Orice curăţare ulterioară poate fi realizată prin şlefuire şi nu prin polizare.
ESAB CUTMASTER 40
300X5394RO 5-1 SERVICE
SECŢIUNEA 5 SISTEM: SERVICE
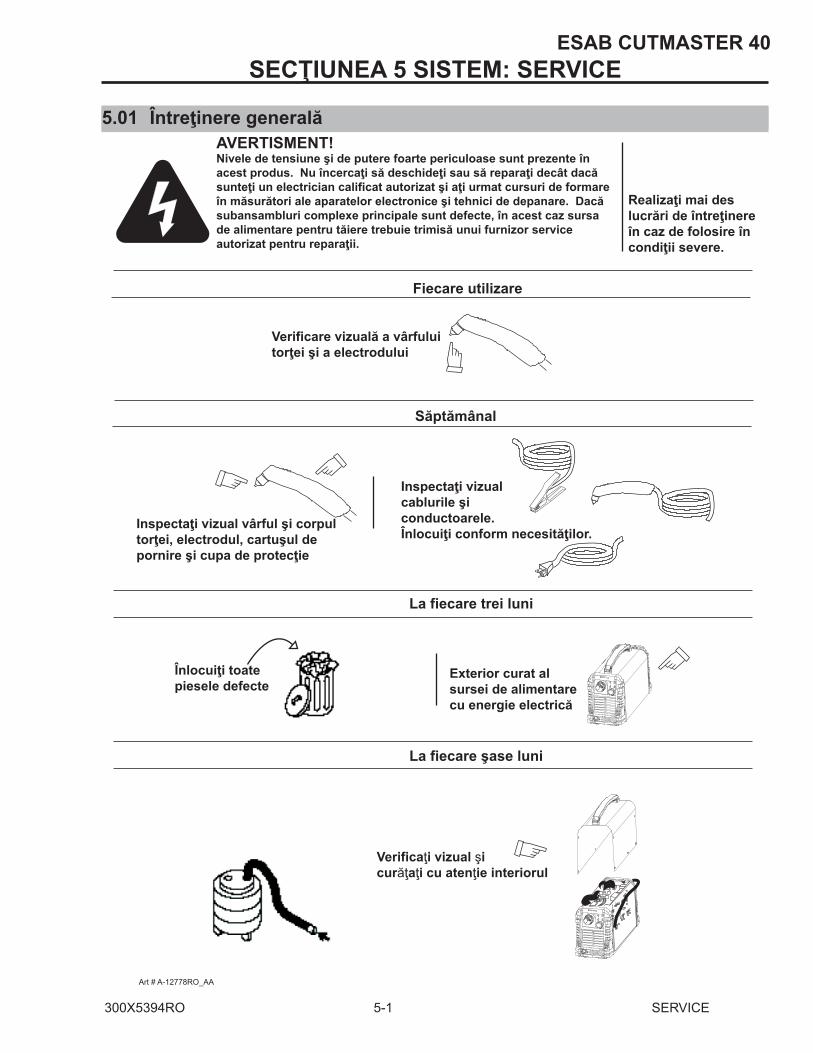
5.01 Întreţinere generalăAVERTISMENT! Nivele de tensiune şi de putere foarte periculoase sunt prezente în acest produs. Nu încercaţi să deschideţi sau să reparaţi decât dacă sunteţi un electrician calificat autorizat şi aţi urmat cursuri de formare în măsurători ale aparatelor electronice şi tehnici de depanare. Dacă subansambluri complexe principale sunt defecte, în acest caz sursa de alimentare pentru tăiere trebuie trimisă unui furnizor service autorizat pentru reparaţii.
Fiecare utilizare
Verificare vizuală a vârfului torţei şi a electrodului
Săptămânal
Inspectaţi vizual vârful şi corpul torţei, electrodul, cartuşul de pornire şi cupa de protecţie
Inspectaţi vizual cablurile şi conductoarele.Înlocuiţi conform necesităţilor.
La fiecare trei luni
La fiecare şase luni
Înlocuiţi toate piesele defecte
Verificaţi vizual şi curăţaţi cu atenţie interiorul
Realizaţi mai des lucrări de întreţinere în caz de folosire în condiţii severe.
Art # A-12778RO_AA
Exterior curat al sursei de alimentare cu energie electrică
CURRENTA20 40
30
CURRENTA20 40
30
ESAB CUTMASTER 40
SERVICE 5-2 300X5394RO
A. La fiecare trei luni
Verificaţi filtrul de aer extern; înlocuiţi-l dacă este necesar.
1. Opriţi puterea de intrare; opriţi alimentarea cu gaz. Goliţi alimentarea cu gaz. Verificaţi filtrul de aer şi înlocuiţi-l dacă este necesar.
NOTĂ!Lăsaţi firul de legare la masă la locul său.
B. La fiecare şase luni
1. Verificaţi filtrul (filtrele) de aer în linie; derulaţi procedura de curăţare sau de înlocuire, conform situaţiei respective.
2. Verificaţi cablurile şi furtunurile pentru scurgeri sau fisuri; înlocuiţi dacă este necesar.
3. Verificaţi toate punctele contactorului pentru formări de arc electric severe sau pete de coro-ziune; înlocuiţi, dacă este necesar.
4. Aspiraţi praful şi impurităţile din tot aparatul.
5.02 Ghid de bază privind depanarea
AVERTISMENTNivele de tensiune şi de putere foarte periculoase sunt prezente în această unitate. Nu încercaţi să îl diagnosticaţi sau să îl reparaţi decât dacă aţi urmat cursuri de formare în măsurători ale aparatelor electronice şi a tehnicilor de depanare.
Simptom defecţiuni comune Indicatoare LED
A. Indicator CA OPRIT
1. Cablul electric de intrare principal nu se co-nectează la reţeaua de distribuţie de energie electrică.
a. Conectaţi cablul electric.
2. Butonul PORNIT/OPRIT în poziţia OPRIT (jos).
a. Rotiţi butonul în poziţia PORNIT (sus).
3. Tensiunea de intrare efectivă nu corespunde tensiunii unităţii.
a. Verificaţi dacă tensiunea de linie de intrare este corectă.
4. Componente defecte în unitate
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii, conform manualului service.
B. Indicatorul CA se aprinde intermitent
1. Indicatorul pâlpâie (1 sec PORNIT/1 Sec OPRIT, Indicatorul gaz se poate aprinde intermitent, de asemenea, de 3 ori). a. Verificaţi dacă lipsesc piese ale torţei
sau dacă acestea sunt corect instalate. Rotiţi butonul PORNIT/OPRIT la poziţia OPRIT şi reporniţi aparatul rotind între-rupătorul general la PORNIT.
2. Indicatorul se aprinde intermitent (1 sec PORNIT/3 Sec OPRIT).
a. Verificaţi dacă există piese ale torţei uzate sau lipicioase. Înlocuiţi dacă este necesar.
3. Indicatorul se aprinde intermitent (3 sec PORNIT/3 Sec OPRIT).
a. Butonul torţei a fost apăsat înainte ca aparatul să fie complet pornit. Rotiţi bu-tonul PORNIT/OPRIT la poziţia OPRIT şi reporniţi aparatul rotind întrerupătorul general la PORNIT.
C. Indicator aer OPRIT
1. Presiunea gazului este prea mică. Verificaţi presiunea de alimentare.
D. Indicator TEMP PORNIT (Indicator CA PORNIT)
1. Fluxul de aer din unitate este obstrucţionat.
a. Verificaţi ca fluxul de aer să nu fie obstrucţionat în jurul unităţii şi soluţionaţi această problemă.
2. Ventilator blocat.
a. Verificaţi dacă există blocaje şi soluţio-naţi această problemă.
3. Unitatea este supraîncălzită.
a. Menţineţi aparatul conectat şi PORNIT timp de cinci minute. Acest lucru va per-mite ventilatorului să funcţioneze şi să răcească aparatul.
ESAB CUTMASTER 40
300X5394RO 5-3 SERVICE
4. Componente defecte în unitate.
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii, conform manualului service.
E. Torţa nu va pilota când declanşatorul torţei este activat.
1. Componente defecte în torţă.
a. Verificaţi piesele torţei în conformitate cu secţiunea 4.02; înlocuiţi-le dacă este necesar.
2. Presiunea gazului este prea mică.
a. Ajustaţi presiunea alimentării la valoa-rea de setare adecvată.
3. Componente defecte în unitate
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii, conform manualului service.
F. Nicio putere de ieşire de tăiere când torţa este activată; indicatorul CA este pornit, gazul circulă iar ventilatorul se roteşte.
1. Torţa nu este conectată corespunzător la sursa de alimentare cu energie electrică.
a. Verificaţi conexiunea torţei la sursa de alimentare cu energie electrică.
2. Cablul de lucru nu este conectat la piesa de lucru sau conexiunea este slabă.
a. Asiguraţi-vă că cablul de lucru are o conexiune adecvată la o zonă curată şi uscată a piesei de lucru.
3. Componente defecte în unitate.
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii, conform manualului service.
4. Torţă defectă.
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii.
G. Torţa taie, dar nu în mod adecvat.
1. Setare incorectă a controlului curent de ieşire
a. Verificaţi şi ajustaţi la setarea adecvată.
2. Conexiunea cablului de lucru la piesa de lucru este slabă.
a. Asiguraţi-vă că cablul de lucru are o conexiune adecvată la o zonă curată şi uscată a piesei de lucru.
3. Componente defecte în unitate.
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii.
H. Ieşirea este restricţionată şi nu poate fi controlată.
1. Conexiunea de intrare sau de ieşire este slabă.
a. Verificaţi toate conductoarele de conec-tare de intrare şi de ieşire.
2. Conexiunea cablului de lucru la piesa de lucru este slabă.
a. Asiguraţi-vă că cablul de lucru are o conexiune adecvată la o zonă curată şi uscată a piesei de lucru.
3. Componente defecte în unitate.
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii, conform manualului service.
I. Rezultatul tăierii este instabil sau inadecvat.
1. Conexiunea de intrare sau de ieşire este slabă
a. Verificaţi toate conductoarele de conec-tare de intrare şi de ieşire.
2. Conexiunea cablului de lucru este slabă.
a. Asiguraţi-vă că cablul de lucru are o conexiune adecvată la o zonă curată şi uscată a piesei de lucru.
3. Tensiune de intrare joasă sau fluctuantă
a. Apelaţi la un electrician pentru a verifica tensiunea de linie de intrare sub sarcină.
J. Dificultăţi de pornire
1. Piese ale torţei uzate (consumabile)
a. Opriţi puterea de intrare, îndepărtaţi cupa de protecţie, vârful, cartuşul de por-nire şi electrodul şi verificaţi-le pe toate. Dacă electrodul sau vârful de tăiere este uzat, înlocuiţi-l. În cazul în care cartuşul de pornire nu se mişcă liber, înlocuiţi-l. Dacă pe cupa de protecţie s-au acumulat prea multe stropituri, înlocuiţi-o.
ESAB CUTMASTER 40
SERVICE 5-4 300X5394RO
K. Arcul se declanşează în timpul operării. Arcul nu poate fi repornit când declanşatorul torţei este activat.
1. Sursa de alimentare cu energie electrică este supraîncălzită (indicatorul TEMP este PORNIT).
a. Lăsaţi unitatea să se răcească timp de 5 minute. Asiguraţi-vă că unitatea nu a fost folosită dincolo de limita ciclului de funcţionare.
2. Lamele ventilator blocate (Indicator TEMP PORNIT).
a. Verificaţi şi curăţaţi lamele.
3. Flux de aer blocat
a. Verificaţi ca fluxul de aer să nu fie obstrucţionat în jurul unităţii şi soluţionaţi această problemă.
4. Presiunea gazului este prea mică. (Indicatorul de aer este pornit când declanşatorul de torţă este activat.)
a. Verificaţi sursa de gaz. Ajustaţi la valoarea de setare adecvată.
5. Piese ale torţei uzate.
a. Verificaţi cupa de protecţie a torţei, vârful de tăiere, cartuşul de pornire şi electrodul. Înlocuiţi conform necesităţilor.
6. Componentă defectă în unitate.
a. Reveniţi pentru reparaţii sau solicitaţi unui tehnician calificat să se ocupe de reparaţii, conform manualului service.
L. Torţa taie, dar nu bine.
1. Controlul curentului este setat la un nivel prea redus.
a. Măriţi setarea curentului.
2. Torţa este mişcată prea repede de-a lungul piesei de lucru
a. Reduceţi viteza de tăiere.
3. Urme de ulei sau umezeală excesive în torţă.
a. Ţineţi torţa la o distanţă 3 mm (1/8 inchi) de o suprafaţă curată în timp ce purjaţi şi observaţi acumularea de ulei sau de umezeală (nu activaţi torţa). În cazul în care gazul include contami-nanţi, o filtrare suplimentară ar putea fi necesară.
4. Piese ale torţei uzate.
a. Verificaţi cupa de protecţie a torţei, vârful de tăiere, cartuşul de pornire şi electrodul. Înlocuiţi conform necesităţilor.
M. Gazul din torţă pulsează de 3 ori şi apoi se opreşte. Indicator CA se aprinde intermitent
1. Piesele torţei nu sunt instalate corespunzător în torţă. Există posibilitatea ca o persoană să fi în-cercat să îndepărteze componentele piesei fără a opri butonul PORNIT/OPRIT în poziţia OPRIT de pe unitate.
a. Verificaţi pentru a vă asigura că piesele torţei sunt instalate în mod adecvat.
b. Rotiţi butonul PORNIT/OPRIT la OPRIT şi apoi din nou la PORNIT.
ESAB CUTMASTER 40
300X5394RO 5T-1 SERVICE
SECŢIUNEA 5 TORŢĂ: SERVICE
5T.01 Întreținere generală
NOTĂ!Consultați secțiunea anterioară „Secțiunea 5: Sistem“ pentru descri-eri ale indicatorului de avarii.
Curăţare torţă
Chiar dacă sunt luate măsuri de siguranţă pentru a folosi numai aer curat cu o torţă, în cele din urmă interiorul torţei este încărcat cu reziduuri. Această acumulare poate afecta iniţierea arcului şi calitatea de tăiere globală a torţei.
AVERTISMENTDeconectaţi sursa de energie primară de la sistem înainte de a dezasambla torţa sau conductoare-le de torţă.NU atingeţi nicio componentă inter-nă a torţei în timp ce lumina indica-torului CA a sursei de alimentare cu energie electrică este pornită.
Interiorul torţei trebuie curăţat cu un agent de curăţare de contact electric folosind un tampon de vată sau cu o lavetă moale uscată. În cazuri severe, torţa poate fi separată de conductoare şi curăţată mai bine prin vărsarea de agent de curăţare de contact electric în torţă şi suflarea acestuia cu aer comprimat.
! ATENŢIEUscaţi bine torţa înainte de reinstalare.
Lubrifiere garnitură inelară
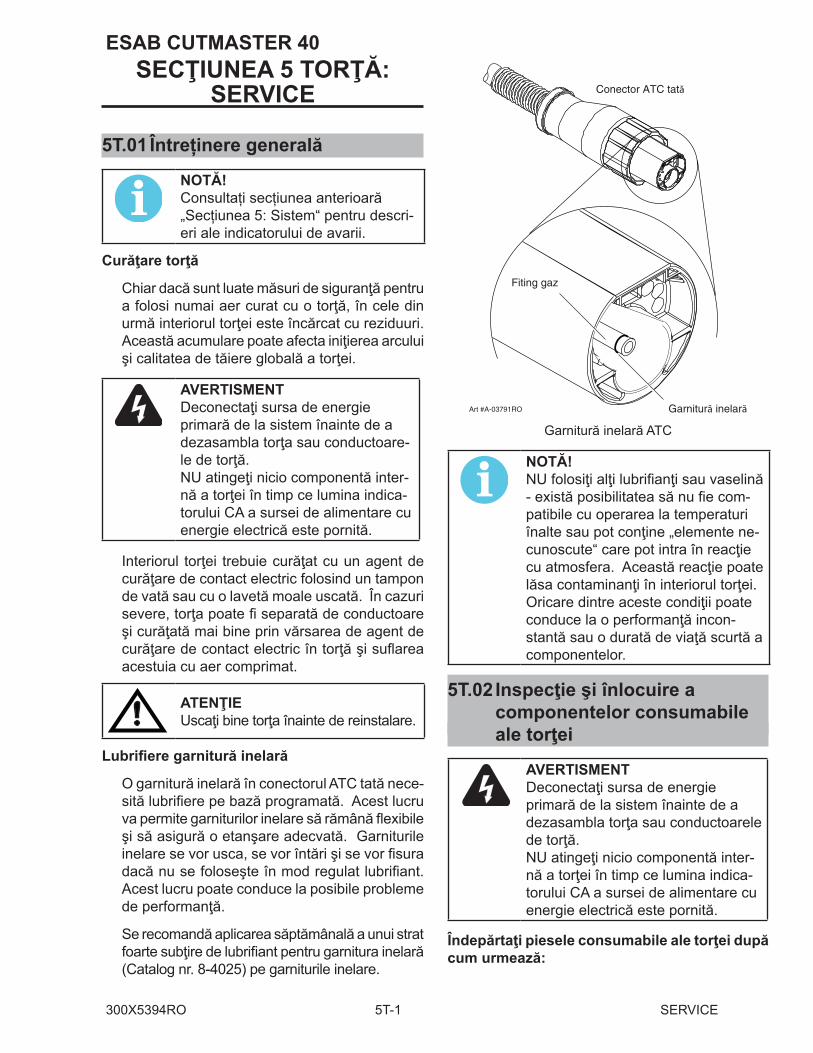
O garnitură inelară în conectorul ATC tată nece-sită lubrifiere pe bază programată. Acest lucru va permite garniturilor inelare să rămână flexibile şi să asigură o etanşare adecvată. Garniturile inelare se vor usca, se vor întări şi se vor fisura dacă nu se foloseşte în mod regulat lubrifiant. Acest lucru poate conduce la posibile probleme de performanţă.
Se recomandă aplicarea săptămânală a unui strat foarte subţire de lubrifiant pentru garnitura inelară (Catalog nr. 8-4025) pe garniturile inelare.
Conector ATC tată
Art #A-03791RO
Fiting gaz
Garnitură inelară
Garnitură inelară ATC
NOTĂ!NU folosiţi alţi lubrifianţi sau vaselină - există posibilitatea să nu fie com-patibile cu operarea la temperaturi înalte sau pot conţine „elemente ne-cunoscute“ care pot intra în reacţie cu atmosfera. Această reacţie poate lăsa contaminanţi în interiorul torţei. Oricare dintre aceste condiţii poate conduce la o performanţă incon-stantă sau o durată de viaţă scurtă a componentelor.
5T.02 Inspecţie şi înlocuire a componentelor consumabile ale torţei
AVERTISMENTDeconectaţi sursa de energie primară de la sistem înainte de a dezasambla torţa sau conductoarele de torţă.NU atingeţi nicio componentă inter-nă a torţei în timp ce lumina indica-torului CA a sursei de alimentare cu energie electrică este pornită.
Îndepărtaţi piesele consumabile ale torţei după cum urmează:
ESAB CUTMASTER 40
SERVICE 5T-2 300X5394RO
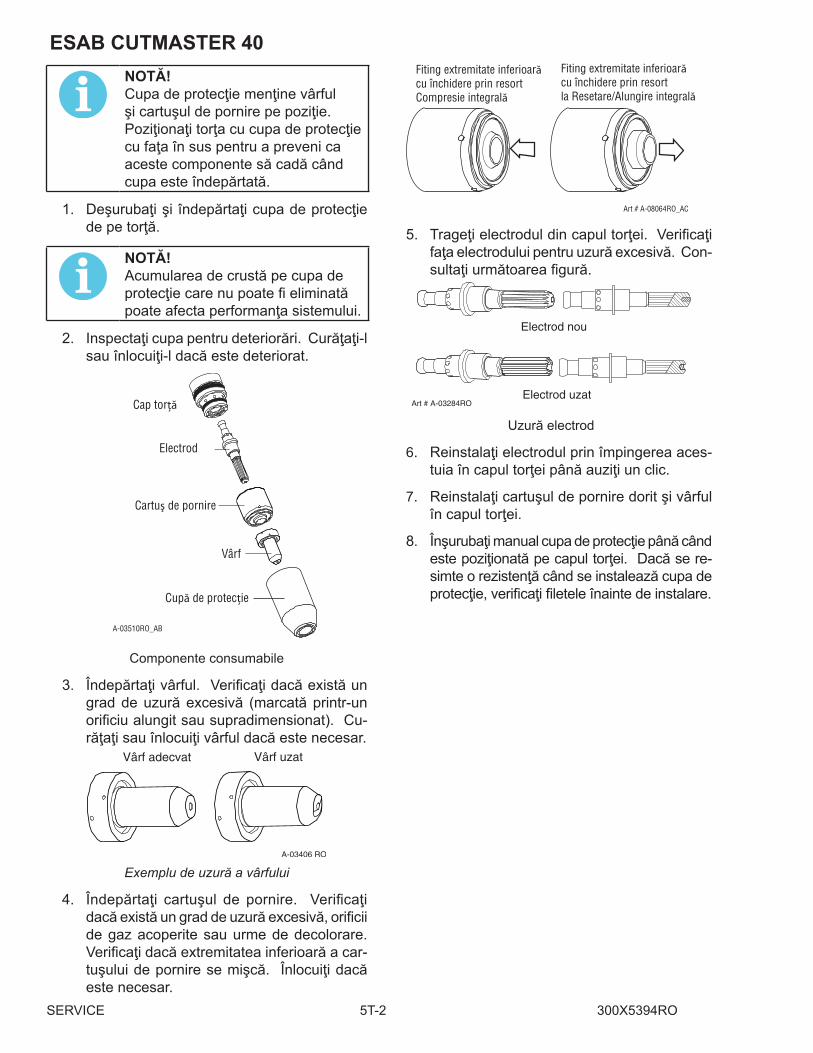
NOTĂ!Cupa de protecţie menţine vârful şi cartuşul de pornire pe poziţie. Poziţionaţi torţa cu cupa de protecţie cu faţa în sus pentru a preveni ca aceste componente să cadă când cupa este îndepărtată.
1. Deşurubaţi şi îndepărtaţi cupa de protecţie de pe torţă.
NOTĂ!Acumularea de crustă pe cupa de protecţie care nu poate fi eliminată poate afecta performanţa sistemului.
2. Inspectaţi cupa pentru deteriorări. Curăţaţi-l sau înlocuiţi-l dacă este deteriorat.
A-03510RO_AB
Electrod
Cartuş de pornire
Vârf
Cupă de protecţie
Cap torţă
Componente consumabile
3. Îndepărtaţi vârful. Verificaţi dacă există un grad de uzură excesivă (marcată printr-un orificiu alungit sau supradimensionat). Cu-răţaţi sau înlocuiţi vârful dacă este necesar.
Vârf adecvat Vârf uzat
A-03406 RO
Exemplu de uzură a vârfului
4. Îndepărtaţi cartuşul de pornire. Verificaţi dacă există un grad de uzură excesivă, orificii de gaz acoperite sau urme de decolorare. Verificaţi dacă extremitatea inferioară a car-tuşului de pornire se mişcă. Înlocuiţi dacă este necesar.
Art # A-08064RO_AC
Fiting extremitate inferioară cu închidere prin resort la Resetare/Alungire integrală
Fiting extremitate inferioară cu închidere prin resort Compresie integrală
5. Trageţi electrodul din capul torţei. Verificaţi faţa electrodului pentru uzură excesivă. Con-sultaţi următoarea figură.
Electrod uzat
Electrod nou
Art # A-03284RO
Uzură electrod
6. Reinstalaţi electrodul prin împingerea aces-tuia în capul torţei până auziţi un clic.
7. Reinstalaţi cartuşul de pornire dorit şi vârful în capul torţei.
8. Înşurubaţi manual cupa de protecţie până când este poziţionată pe capul torţei. Dacă se re-simte o rezistenţă când se instalează cupa de protecţie, verificaţi filetele înainte de instalare.
ESAB CUTMASTER 40
300X5394RO 6-1 LISTĂ PIESE
SECȚIUNEA 6: LISTE PIESE
6.01 IntroducereA. Distribuţie listă cu pieseLista cu piese include o împărţire a tuturor componentelor înlocuibile.B. ReturDacă un produs trebuie restituit pentru service, contactaţi-vă distribuitorul. Materialele returnate fără autorizaţie adecvată nu vor fi acceptate.C. Informaţii pentru comandăComandaţi piese de schimb în funcţie de numărul de catalog şi completaţi descrierea piesei sau a an-samblului, astfel cum este enumerat în lista cu piese pentru fiecare tip de articol. Include, de aseme-nea, modelul şi numărul de serie al torţei. Adresaţi toate întrebările distribuitorului dvs. autorizat.
ESAB CUTMASTER 40
LISTĂ PIESE 6-2 300X5394RO
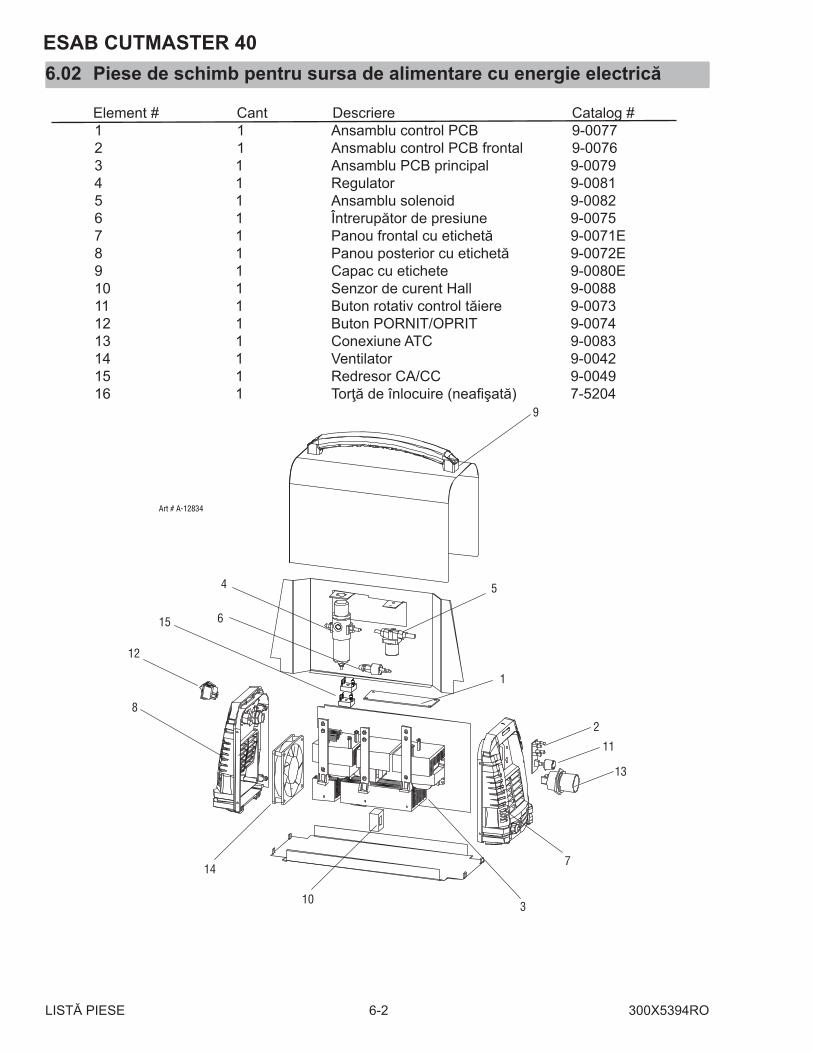
6.02 Piese de schimb pentru sursa de alimentare cu energie electrică
Element # Cant Descriere Catalog # 1 1 Ansamblu control PCB 9-0077 2 1 Ansmablu control PCB frontal 9-0076 3 1 Ansamblu PCB principal 9-0079 4 1 Regulator 9-0081 5 1 Ansamblu solenoid 9-0082 6 1 Întrerupător de presiune 9-0075 7 1 Panou frontal cu etichetă 9-0071E 8 1 Panou posterior cu etichetă 9-0072E 9 1 Capac cu etichete 9-0080E 10 1 Senzor de curent Hall 9-0088 11 1 Buton rotativ control tăiere 9-0073 12 1 Buton PORNIT/OPRIT 9-0074 13 1 Conexiune ATC 9-0083 14 1 Ventilator 9-0042 15 1 Redresor CA/CC 9-0049 16 1 Torţă de înlocuire (neafişată) 7-5204
Art # A-12834
9
5
1
2
11
13
7
3
15
10
14
8
12
6
4
ESAB CUTMASTER 40
300X5394RO 6-3 LISTĂ PIESE
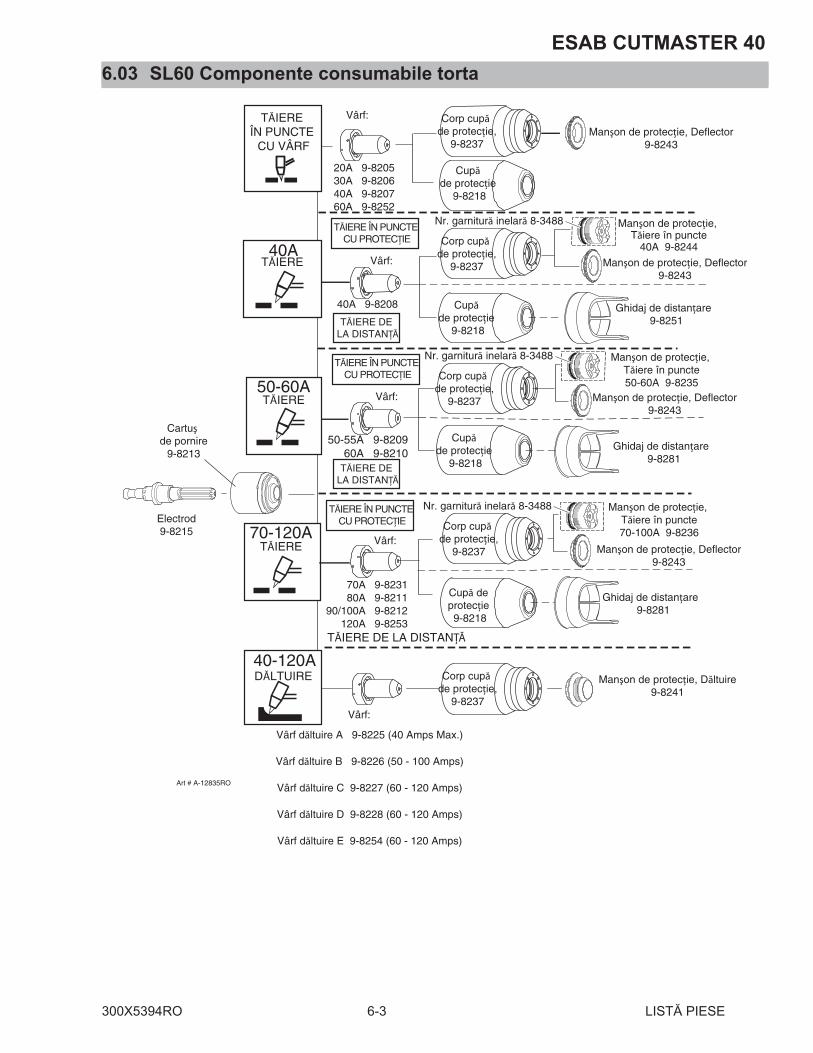
6.03 SL60 Componente consumabile torta
50-55A 9-8209 60A 9-8210
Art # A-12835RO
Cartuş de pornire
9-8213
Electrod9-8215
Vârf:
20A 9-820530A 9-820640A 9-820760A 9-8252
Vârf dăltuire A 9-8225 (40 Amps Max.)
Vârf dăltuire B 9-8226 (50 - 100 Amps)
Vârf dăltuire C 9-8227 (60 - 120 Amps)
Vârf dăltuire D 9-8228 (60 - 120 Amps)
Vârf dăltuire E 9-8254 (60 - 120 Amps)
Manşon de protecţie, Dăltuire9-8241
Manşon de protecţie, Tăiere în puncte
40A 9-8244
40A 9-8208
70A 9-8231 80A 9-8211
90/100A 9-8212120A 9-8253
Manşon de protecţie, Tăiere în puncte50-60A 9-8235
Manşon de protecţie, Tăiere în puncte70-100A 9-8236
Corp cupă de protecţie,
9-8237
70-120A
50-60A
40A
Manşon de protecţie, Deflector9-8243
Corp cupă de protecţie,
9-8237
Cupă de protecţie
9-8218
Vârf:
Vârf:
Vârf:
Vârf:
TĂIERE ÎN PUNCTE
CU VÂRF
40-120ADĂLTUIRE
TĂIERE
TĂIERE
TĂIERE
TĂIERE ÎN PUNCTE CU PROTECŢIE
Manşon de protecţie, Deflector9-8243
Corp cupă de protecţie,
9-8237
Cupă de protecţie
9-8218
Nr. garnitură inelară 8-3488
Ghidaj de distanţare 9-8281
Manşon de protecţie, Deflector9-8243
Corp cupă de protecţie,
9-8237
Cupă de protecţie 9-8218
Nr. garnitură inelară 8-3488
TĂIERE DE LA DISTANŢĂ
TĂIERE ÎN PUNCTE CU PROTECŢIE
Ghidaj de distanţare 9-8281
TĂIERE DE LA DISTANŢĂ
TĂIERE ÎN PUNCTE CU PROTECŢIE
TĂIERE DE LA DISTANŢĂ
Manşon de protecţie, Deflector9-8243
Corp cupă de protecţie,
9-8237
Cupă de protecţie
9-8218
Nr. garnitură inelară 8-3488
Ghidaj de distanţare 9-8251
ESAB CUTMASTER 40
LISTĂ PIESE 6-4 300X5394RO
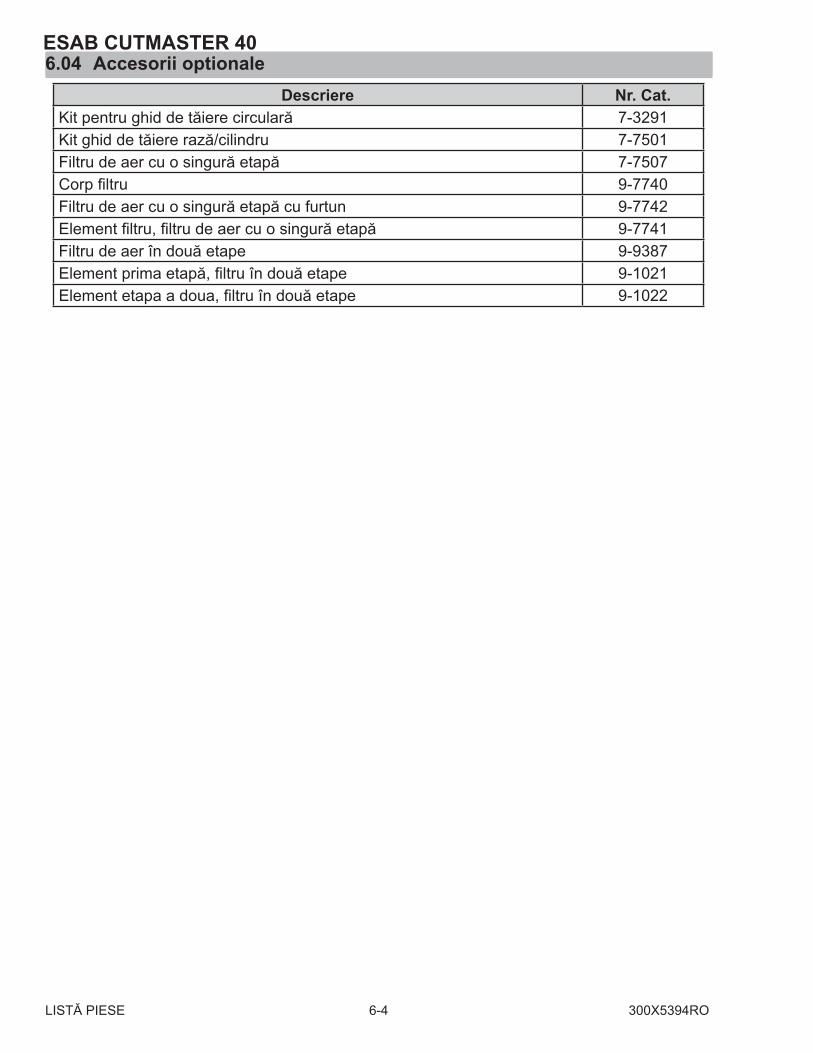
6.04 Accesorii optionaleDescriere Nr. Cat.
Kit pentru ghid de tăiere circulară 7-3291Kit ghid de tăiere rază/cilindru 7-7501Filtru de aer cu o singură etapă 7-7507Corp filtru 9-7740Filtru de aer cu o singură etapă cu furtun 9-7742Element filtru, filtru de aer cu o singură etapă 9-7741Filtru de aer în două etape 9-9387Element prima etapă, filtru în două etape 9-1021Element etapa a doua, filtru în două etape 9-1022
300X5394RO A-1 ANEXĂ
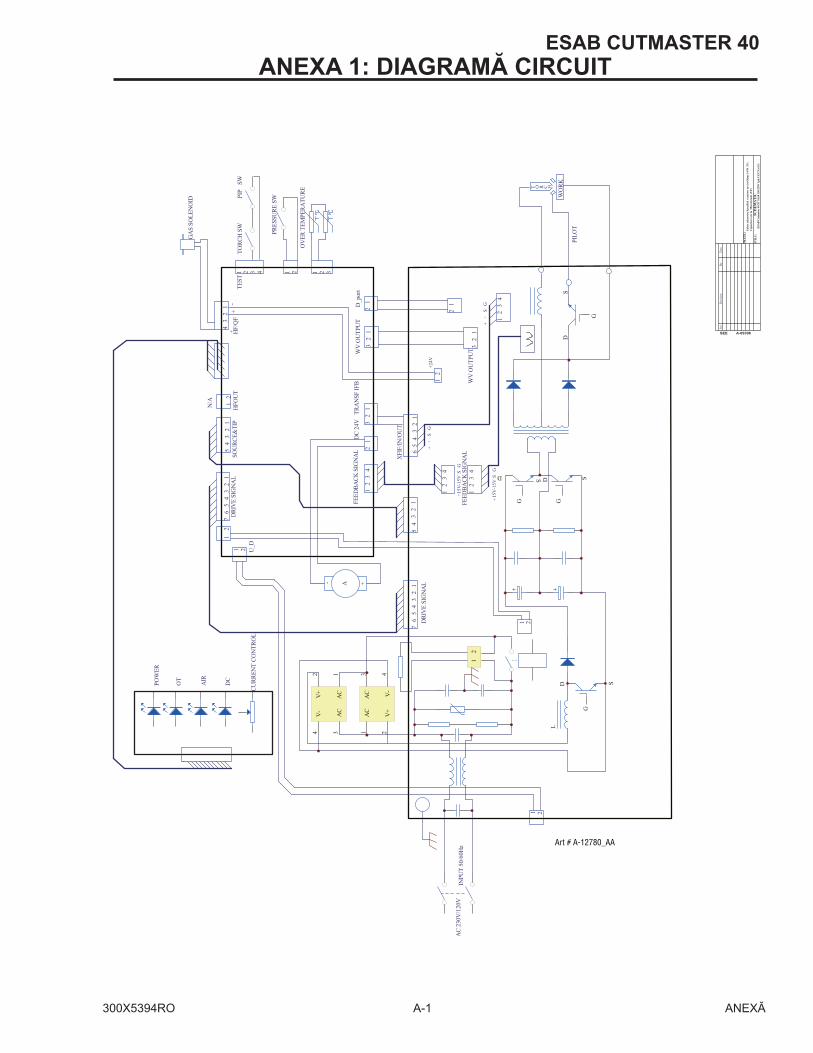
ESAB CUTMASTER 40ANEXA 1: DIAGRAMĂ CIRCUIT
Rev
Revi
sion
ByD
ate
NO
TE:
TITL
E:ES
AB
Cut
mas
ter 4
0 20
' SL6
0 12
0/23
0V 1
ph C
E/C
SA (O
)SC
HEM
ATI
C
Unl
ess o
ther
wise
Spe
cifie
d re
sisto
rs a
re in
Ohm
s 1/4
W 5
%
Cap
acito
rs a
re in
Mic
rofa
rads
(U
F)
G
D S
G
D SG
DS
13
45
62
7
12
34
56
7 DRI
VE
SIG
NA
L
DRI
VE
SIG
NA
L
12
34
5
12
34
5H
F/Q
F
1 2 31 21 2 3 4
TEST
WV
OU
TPU
T
12
3
12
3W
V O
UTP
UT
12
12
34
FEED
BACK
SIG
NA
L
WO
RKT O R C H
AC
230V
/120
VIN
PUT
50/6
0Hz
12
34
A- +
GA
S SO
LEN
OID
12
DC
24V
+-
PILO
T
SOU
RCE&
TIP
1 2 U_D
AC
1
V+
2
AC
3
V-
4
AC
1
V+
2
AC
3
V-
4
12
L
G
D S
OV
ER T
EMPE
RATU
RE
PRES
SURE
SW
TORC
H
SW
OT
POW
ER
DC
CURR
ENT
CON
TRO
L
AIR
12
34
12
34
-15V
SG
+15V
+
+24V
12
3
TRA
NSF
IFB
12D
_por
t
12
HFO
UT
1 2
N/A
12
1 2
12
34
56
XFI
F/IN
/OU
T
12
34
+-
SG
+-
SG
-15V
SG
+15V
FEED
BACK
SIG
NA
L
12
Art # A-12780_AA
PIP
SW
SEE A-09396

ANEXĂ A-2 300X5394RO
ESAB CUTMASTER 40Istoric revizuiri
Dată Rev Descriere15/01/2015 AA Eliberare manuală
14/08/2015 AB Capacul actualizat artă şi DoC, singur kit de filtru de etapa de schimbat, actualizat SL60 arta
14/11/2015 AC Revizuite DoC, demontat tipărit în text

Această pagină este intenţionat lăsată necompletată
EuropeAUSTRIAESAB Ges.m.b.HVienna-LiesingTel: +43 1 888 25 11Fax: +43 1 888 25 11 85
BELGIUMS.A. ESAB N.V.Heist-op-den-BergTel: +32 70 233 075Fax: +32 15 257 944
BULGARIAESAB Kft Representative OfficeSofiaTel/Fax: +359 2 974 42 88
THE CZECH REPUBLICESAB VAMBERK s.r.o.VamberkTel: +420 2 819 40 885Fax: +420 2 819 40 120
DENMARKAktieselskabet ESABHerlevTel: +45 36 30 01 11Fax: +45 36 30 40 03
FINLANDESAB OyHelsinkiTel: +358 9 547 761Fax: +358 9 547 77 71
FRANCEESAB France S.A.Cergy PontoiseTel: +33 1 30 75 55 00Fax: +33 1 30 75 55 24
GERMANYESAB GmbHSolingenTel: +49 212 298 0Fax: +49 212 298 218
GREAT BRITAINESAB Group (UK) LtdWaltham CrossTel: +44 1992 76 85 15Fax: +44 1992 71 58 03ESAB Automation LtdAndoverTel: +44 1264 33 22 33Fax: +44 1264 33 20 74
HUNGARYESAB KftBudapestTel: +36 1 20 44 182Fax: +36 1 20 44 186
ITALYESAB Saldatura S.p.A.Bareggio (Mi)Tel: +39 02 97 96 8.1Fax: +39 02 97 96 87 01
THE NETHERLANDSESAB Nederland B.V.AmersfoortTel: +31 33 422 35 55Fax: +31 33 422 35 44
NORWAYAS ESABLarvikTel: +47 33 12 10 00Fax: +47 33 11 52 03
POLANDESAB Sp.zo.o.KatowiceTel: +48 32 351 11 00Fax: +48 32 351 11 20
PORTUGALESAB LdaLisbonTel: +351 8 310 960Fax: +351 1 859 1277
ROMANIAESAB Romania Trading SRLBucharestTel: +40 316 900 600Fax: +40 316 900 601
RUSSIALLC ESABMoscowTel: +7 (495) 663 20 08Fax: +7 (495) 663 20 09
SLOVAKIAESAB Slovakia s.r.o.BratislavaTel: +421 7 44 88 24 26Fax: +421 7 44 88 87 41
SPAINESAB Ibérica S.A.Alcalá de Henares (MADRID)Tel: +34 91 878 3600Fax: +34 91 802 3461
SWEDENESAB Sverige ABGothenburgTel: +46 31 50 95 00Fax: +46 31 50 92 22ESAB international ABGothenburgTel: +46 31 50 90 00Fax: +46 31 50 93 60
SWITZERLANDESAB AGDietikonTel: +41 1 741 25 25Fax: +41 1 740 30 55
UKRAINEESAB Ukraine LLCKievTel: +38 (044) 501 23 24Fax: +38 (044) 575 21 88
North and South AmericaARGENTINACONARCOBuenos AiresTel: +54 11 4 753 4039Fax: +54 11 4 753 6313
BRAZILESAB S.A.Contagem-MGTel: +55 31 2191 4333Fax: +55 31 2191 4440
CANADAESAB Group Canada Inc.Missisauga, OntarioTel: +1 905 670 02 20Fax: +1 905 670 48 79
MEXICOESAB Mexico S.A.MonterreyTel: +52 8 350 5959Fax: +52 8 350 7554
USAESAB Welding & Cutting Prod-uctsFlorence, SCTel: +1 843 669 44 11Fax: +1 843 664 57 48
Asia/PacificAUSTRALIAESAB South PacificArcherfield BC QLD 4108Tel: +61 1300 372 228Fax: +61 7 3711 2328
CHINAShanghai ESAB A/PShanghaiTel: +86 21 2326 3000Fax: +86 21 6566 6622
INDIAESAB India LtdCalcuttaTel: +91 33 478 45 17Fax: +91 33 468 18 80
INDONESIAP.T. ESABindo PratamaJakartaTel: +62 21 460 0188Fax: +62 21 461 2929
JAPANESAB JapanTokyoTel: +81 45 670 7073Fax: +81 45 670 7001
MALAYSIAESAB (Malaysia) Snd BhdUSJTel: +603 8023 7835Fax: +603 8023 0225
SINGAPOREESAB Asia/Pacific Pte LtdSingaporeTel: +65 6861 43 22Fax: +65 6861 31 95
SOUTH KOREAESAB SeAH CorporationKyungnamTel: +82 55 269 8170Fax: +82 55 289 8864
UNITED ARAB EMIRATESESAB Middle East FZEDubaiTel: +971 4 887 21 11Fax: +971 4 887 22 63
AfricaEGYPTESAB EgyptDokki-CairoTel: +20 2 390 96 69Fax: +20 2 393 32 13
SOUTH AFRICAESAB Africa Welding & Cutting LtdDurbanvill 7570 - Cape TownTel: +27 (0)21 975 8924
DistributorsFor addresses and phone num-bers to our distributors in other countries, please visit our home page www.esab.eu
ESAB subsidiaries and representative offices
www.esab.eu
©2015 ESAB Welding and Cutting Products