taller de forja
TRANSCRIPT
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 1/13
PONTIFICIA UNIVERSIDAD CATÓLICA DEL PERÚESTUDIOS GENERALES CIENCIAS
INFORME DE
TALLER DE PROCESOS DE MANUFACTURA
Tema : FORJANombre : CARLOS SOTELO SANCHEZ
Código : 20080444
Horario : 532
Jefe de Práctica :
Lima, ABRIL de 2010
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 2/13
INDICE
o Objetivos ……………………………………………………………………………………………1
o Fundmento Teorico ………………………………………………………………………….2
o Trabajo en el Laboratorio ……………………………………………………………..5
o Procedimientos ……………………………………………………………………….……6
o Datos de la Experiencia ………………………………………………………………….9
o Conclusion y Recomendaciones …………………………………………………….10
o Bibliografia ………………………………………………………………………………………11
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 3/13
OBJETIVOS
Este laboratorio consiste en dar forma a un metal haciendo uso del
fuego y del martillo, técnica conocida como forja artesanal.
Entender la utilidad del forjado y el templado.
Aprender a utilizar la fragua (como prenderla tomando las medidasde seguridad).
Conocer las herramientas que nos ayudaran a darle forma al metal
con el que trabajaremos.
Producir una pieza de acero más resistente que luego tendráprocesos de mecanizado.
1
FUNDAMENTO TEORICO
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 4/13
La forja es el arte y el lugar de trabajo del forjador o herrero, cuyo
trabajo consiste en dar forma al metal por medio del fuego y delmartillo, al hacer esto la resistencia del metal aumenta.
Una forja contiene básicamente una fragua para calentar los metales(normalmente compuestos de hierro), un yunque y un recipiente en elcual se pueden enfriar rápidamente las piezas forjadas para templarlas.Las herramientas incluyen tenazas para coger el hierro caliente ymartillos para golpear el metal caliente.
En la forja se modela el metal por deformación plástica: se cambia laforma del metal de tal forma de que ya no regrese a su posición inicial.
La forja se puede realizar con el material calentado a unos 1000 °C,menos caliente (aproximadamente a unos 850 °C) dependiendo de laresistencia térmica del material, y en algunas ocasiones con el metal enfrío; proceso denominado conformado en frío.
2
Podemos encontrar 2 tipos de forjas:
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 5/13
En la forja por estampación mediante matrices, la fluencia delmaterial queda limitada a la cavidad de la estampa de la matriz. Elmaterial caliente se coloca entre dos matrices que tienen huecosgrabados con la forma de la pieza que se desea obtener. El metal llena
completamente los huecos de la estampa por medio de los golpes opresión empleando martillos o prensas. El proceso de estampadoconcluye cuando las dos matrices llegan a ponerse prácticamente juntas.
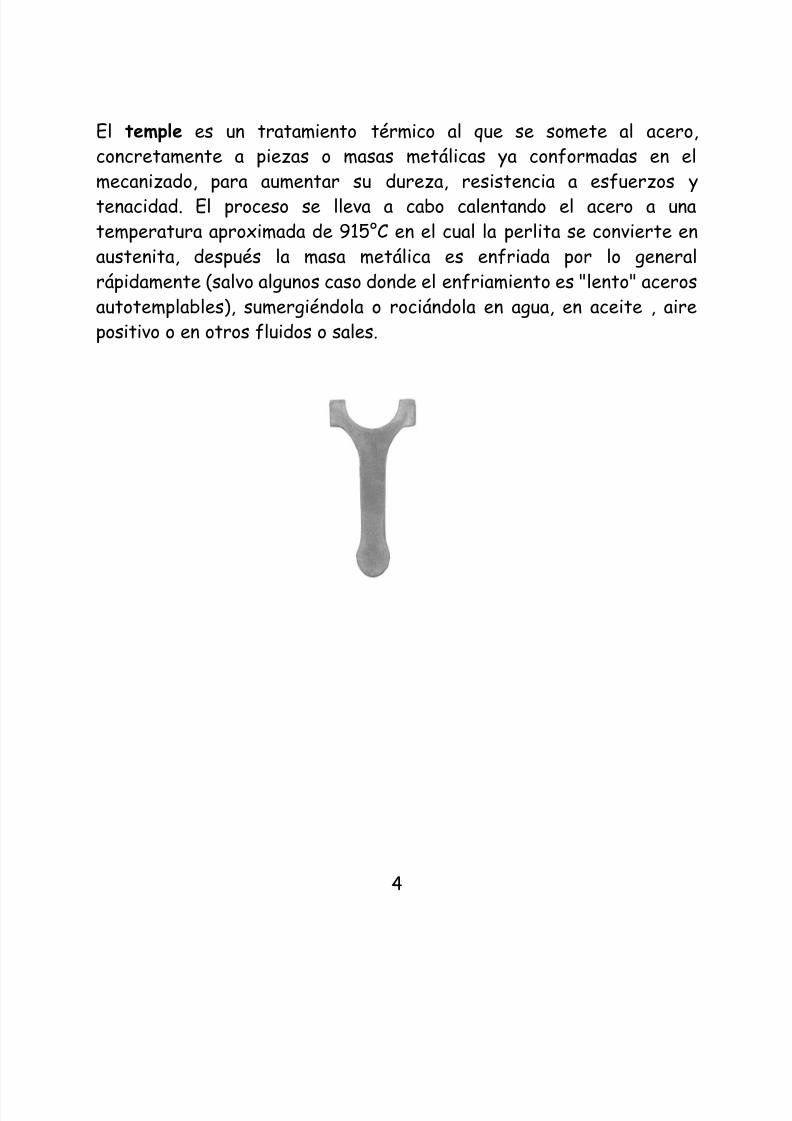
La forja libre con martillo, consiste en calentar el material a latemperatura adecuada y utilizando un yunque y un martillo darle laforma deseada. Es la técnica manual usada por los artesanos del hierro.
3
Templado
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 6/13
El temple es un tratamiento térmico al que se somete al acero, concretamente a piezas o masas metálicas ya conformadas en elmecanizado, para aumentar su dureza, resistencia a esfuerzos ytenacidad. El proceso se lleva a cabo calentando el acero a unatemperatura aproximada de 915°C en el cual la perlita se convierte enaustenita, después la masa metálica es enfriada por lo generalrápidamente (salvo algunos caso donde el enfriamiento es "lento" acerosautotemplables), sumergiéndola o rociándola en agua, en aceite , airepositivo o en otros fluidos o sales.
4
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 7/13
TRABAJO EN EL LABORATORIO
Herramientas:Para este laboratorio necesitamos el siguiente equipo:
Fragua eléctrica marca KIEKENS Comba pesada de 10 libras Martillo de aplanar Tenazas Yunque
Regla de acero Compás para interiores Escuadra
Elementos de seguridad: Guantes Gafas protectoras
Material: Acero de construcción de diámetro 25.4 mm x 113.0mm.
Proyecto: Paralepípedo habilitado para paralela de apoyo.
5PROCEDIMIENTO:
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 8/13
1. Encendemos la fragua eléctrica usando papel periódico, madera,
aceite y carbón mineral. Para hacer el fuego más intenso le damosoxigeno por medio de un ventilador incorporado en la parte inferiorde fragua y otro en la parte superior para evitar el humo.
2. Esperamos a que el fuego llegue a aproximadamente 1200º C (menora la temperatura de fusión del acero: 1450 º C).
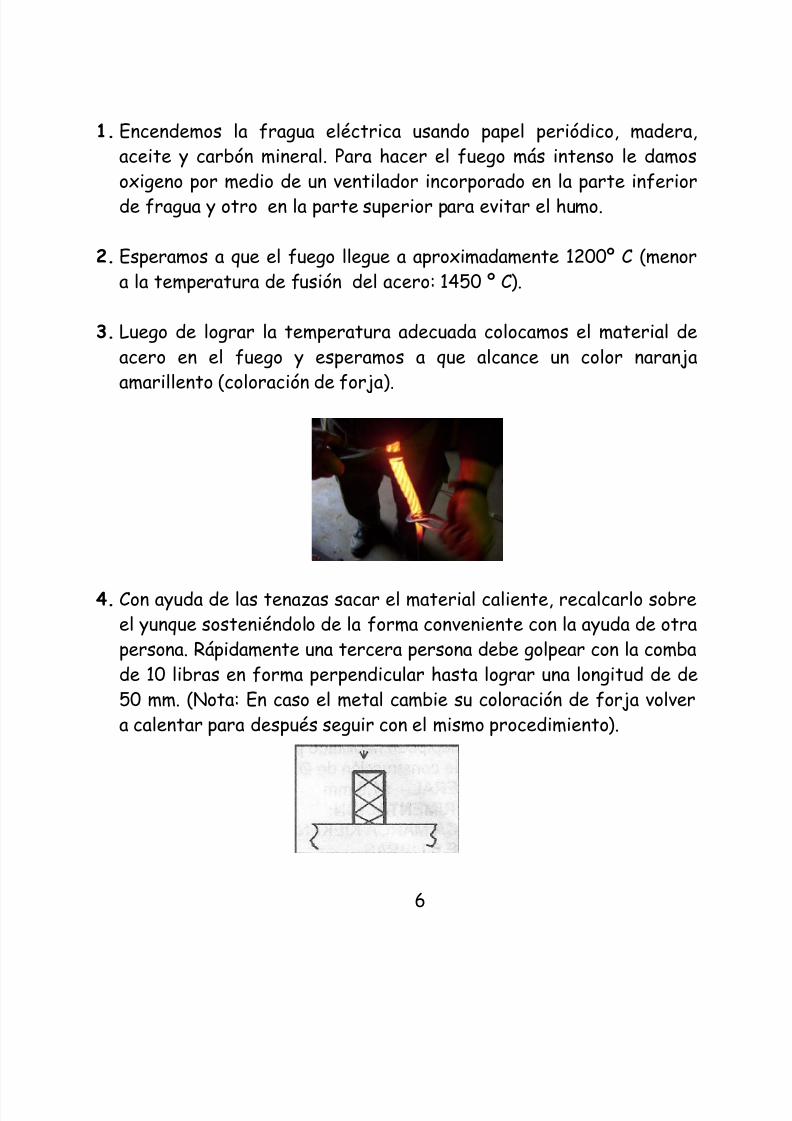
3. Luego de lograr la temperatura adecuada colocamos el material deacero en el fuego y esperamos a que alcance un color naranja
amarillento (coloración de forja).
4. Con ayuda de las tenazas sacar el material caliente, recalcarlo sobreel yunque sosteniéndolo de la forma conveniente con la ayuda de otrapersona. Rápidamente una tercera persona debe golpear con la combade 10 libras en forma perpendicular hasta lograr una longitud de de50 mm. (Nota: En caso el metal cambie su coloración de forja volvera calentar para después seguir con el mismo procedimiento).
6
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 9/13
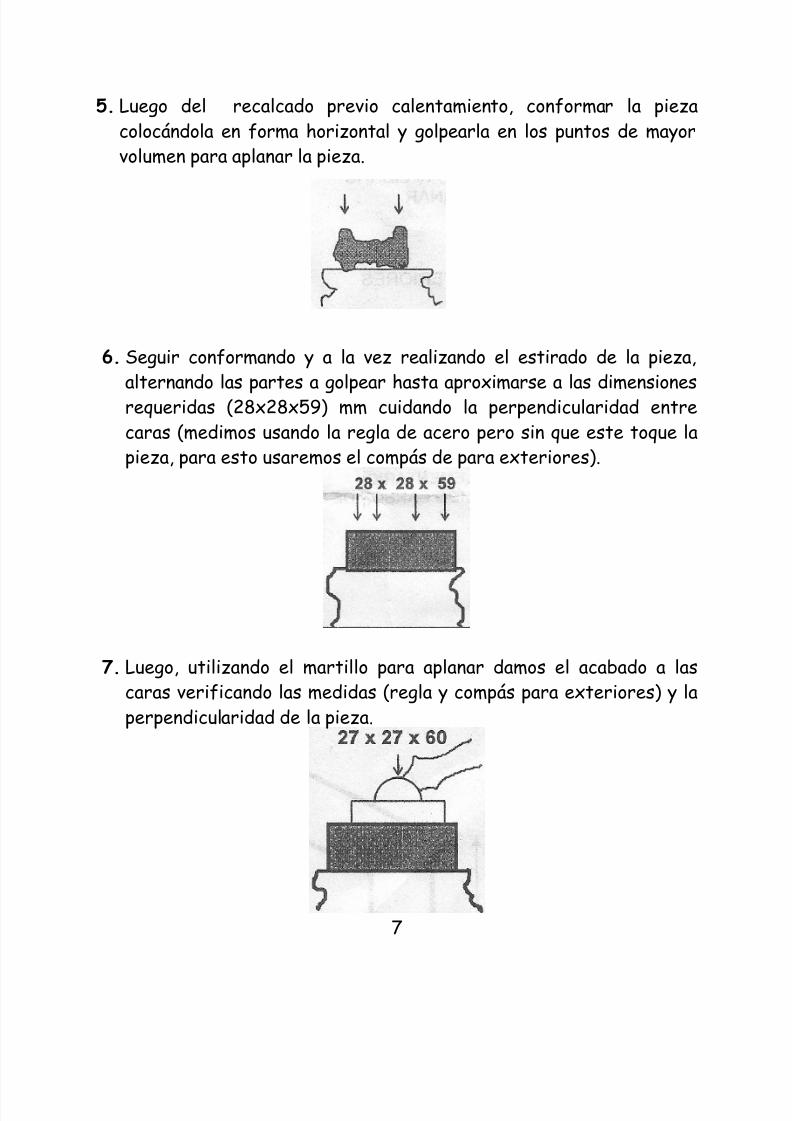
5. Luego del recalcado previo calentamiento, conformar la piezacolocándola en forma horizontal y golpearla en los puntos de mayorvolumen para aplanar la pieza.
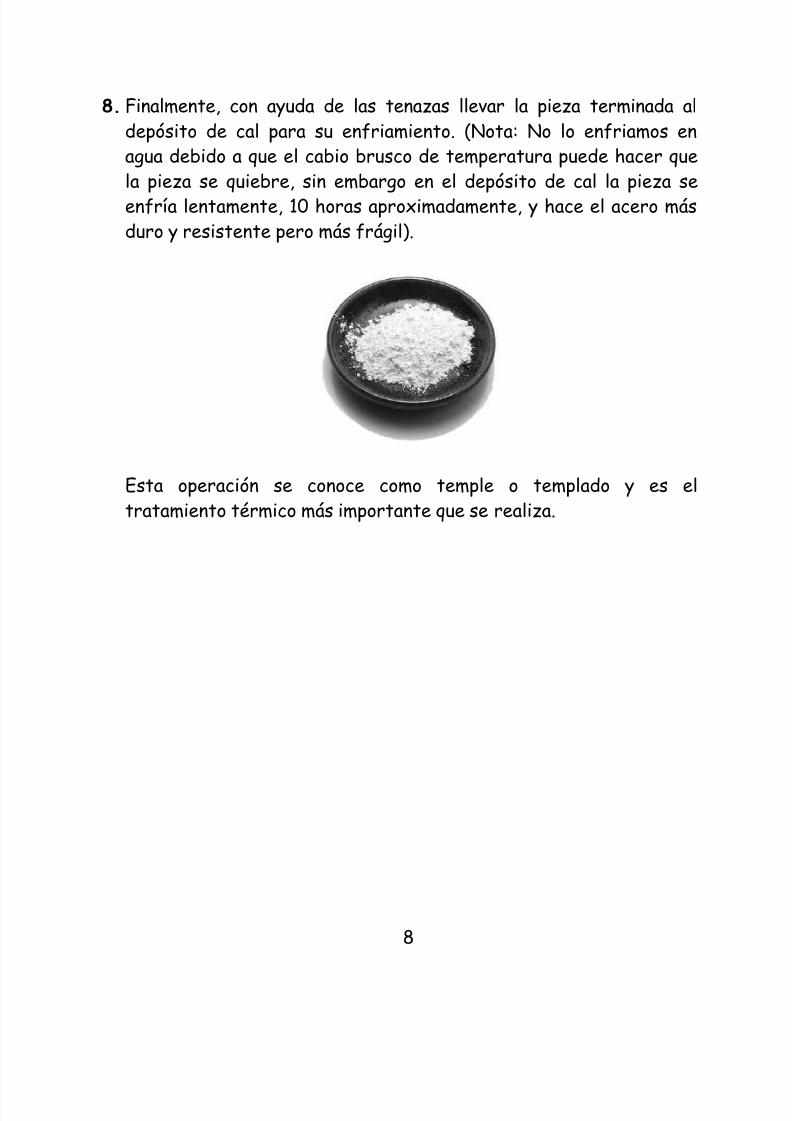
6. Seguir conformando y a la vez realizando el estirado de la pieza,
alternando las partes a golpear hasta aproximarse a las dimensionesrequeridas (28x28x59) mm cuidando la perpendicularidad entrecaras (medimos usando la regla de acero pero sin que este toque lapieza, para esto usaremos el compás de para exteriores).
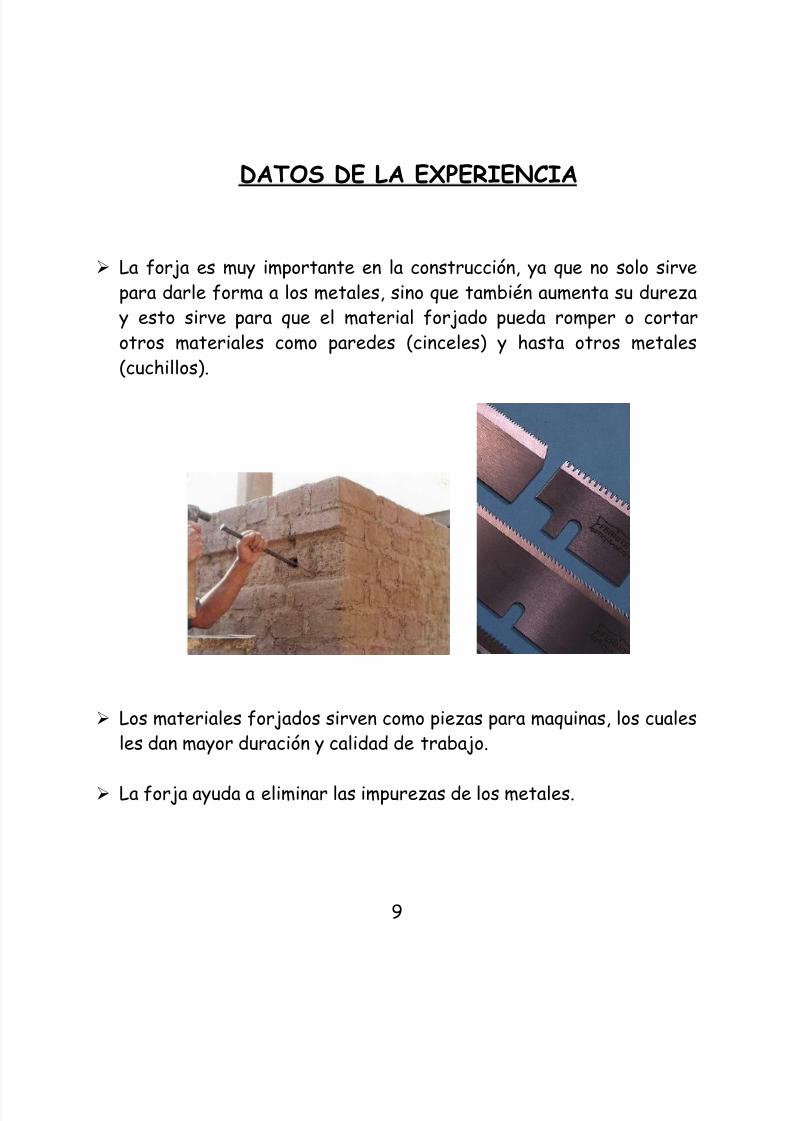
7. Luego, utilizando el martillo para aplanar damos el acabado a lascaras verificando las medidas (regla y compás para exteriores) y laperpendicularidad de la pieza.
7
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 10/13
8. Finalmente, con ayuda de las tenazas llevar la pieza terminada aldepósito de cal para su enfriamiento. (Nota: No lo enfriamos enagua debido a que el cabio brusco de temperatura puede hacer quela pieza se quiebre, sin embargo en el depósito de cal la pieza seenfría lentamente, 10 horas aproximadamente, y hace el acero másduro y resistente pero más frágil).
Esta operación se conoce como temple o templado y es eltratamiento térmico más importante que se realiza.
8
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 11/13
DATOS DE LA EXPERIENCIA
La forja es muy importante en la construcción, ya que no solo sirvepara darle forma a los metales, sino que también aumenta su dureza y esto sirve para que el material forjado pueda romper o cortarotros materiales como paredes (cinceles) y hasta otros metales(cuchillos).
Los materiales forjados sirven como piezas para maquinas, los cualesles dan mayor duración y calidad de trabajo.
La forja ayuda a eliminar las impurezas de los metales.
9
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 12/13
CONCLUSION:De esta experiencia podemos concluir que la forja ha sido desdetiempos muy remotos una técnica que ha servido para ampliar más el usode los metales para el hombre. Siendo este material el más usado parala evolución industrial.
RECOMENDACIONES:
La única recomendación que puedo hacer es que separen un poco más los yunques para tener un poco más de espacio en caso que fuéramos máspersonas por grupo.
10
5/16/2018 Taller de Forja - slidepdf.com
http://slidepdf.com/reader/full/taller-de-forja 13/13
BIBLIOGRAFIA:
http://es.wikipedia.org/wiki/Acero_forjado
http://es.wikipedia.org/wiki/Templado_del_acero
http://www.escueladeforja.com/Tienda/index.php?cat=dec
http://www.youtube.com/watch?v=hnEe4QPyFBs
11