talaşlı imalat
TRANSCRIPT

TALAŞLI İMALAT

TALAŞLI İMALAT
(TALAŞLI ŞEKİLLENDİRME)
Kabaca şekillendirilmiş parçaların veya blok
halindeki malzemelerin, “Takım” adı verilen kesici
bir alet yardımı ile üzerinden parçacıklar keserek
ve/veya istenmeyen kısımları koparıp alarak istenen
şekil ve ölçüye getirme işlemine “Talaşlı İmalat” bu
şekilde kaldırılan fazla malzemeye ise “Talaş” denir.

TAKIM
Takım tezgahı üzerinde kullanılarak herhangi bir iş
parçasının imal edilmesine yarayan vasıtalara veya
araç gereçlere “Takım” denir.

TALAŞLı ŞEKIL VERME YÖNTEMLERININ
ŞEMATIK OLARAK GÖSTERILIŞI


TAKIM TEZGAHI
Takım ve iş parçasının birbirlerine nazaran
konumlarını değiştiren, hareketlerini sağlayan ve
kesme işlemi için takıma gerekli kuvveti uygulayan
iş makinasına “Takım Tezgahı” adı verilir.

TAKIM TEZGAHLARININ
KONSTRÜKSİYON ESASLARI
İş parçasını tutma veya bağlama takımları veya
tertibatları.
Kesme takımlarını tutulması ve bağlanması için
tertibatlar.
İş parçası ve takımların çeşitli harketlerine imkan
veren mekanizmalar.

TAKıM TEZGAHLARıNıN SıNıFLANDıRıLMASı
Takım Tezgahlarının Sınıflandırılması
Talaş Kaldırma
Yöntemine GöreKontrol Yönetimine Göre Kullanım Amacına Göre
Taşlama
Matkap
Planya
Manuel Kontrol
Otomotik Kontrol
Üniversal
Çok Amaçlı
Tek Amaçlı
Torna
Freze
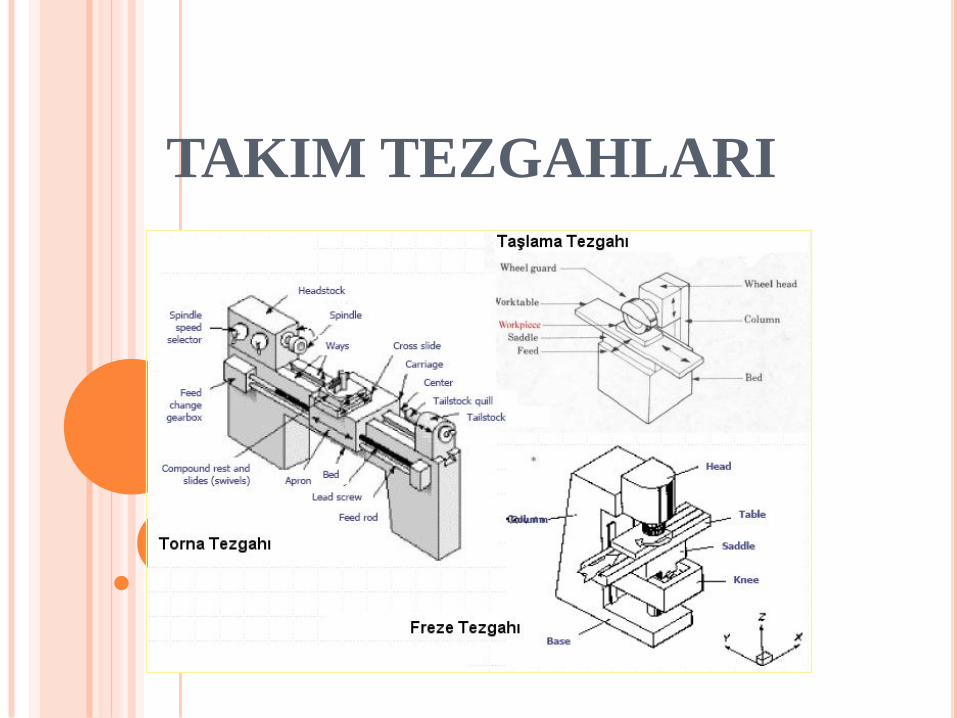
TAKIM TEZGAHLARI

TAKIM TEZGAHLARI


Boyut toleransının parça boyutuna göre değişimi

TALAŞLı İMALAT SONRASıNDA İŞ
PARÇASıNıN YÜZEY PÜRÜZLÜLÜKLERI
Ra: Aritmetik ortalama
yükseklik
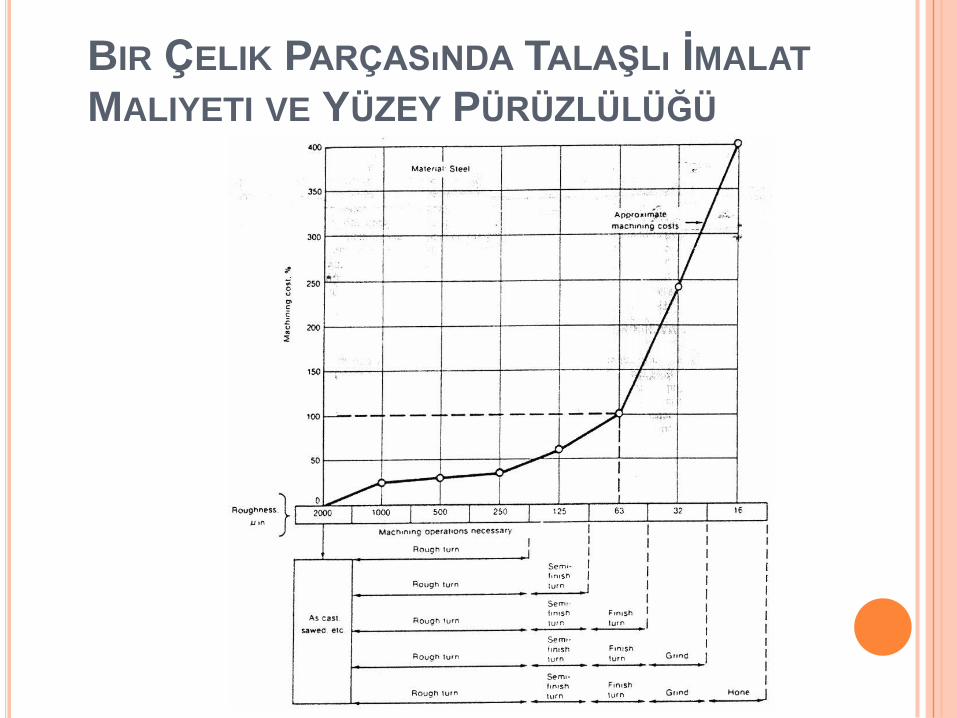
BIR ÇELIK PARÇASıNDA TALAŞLı İMALAT
MALIYETI VE YÜZEY PÜRÜZLÜLÜĞÜ

TORNALAMATornalama, kesmenin parçanın dönme hareketi ve
takımın ilerleme hareketi ile gerçekleştiği talaş
kaldırma işlemidir.
Torna tezgahı

TORNALAMA

TORNALAMA
Torna cihazı için cihaz boyutu/güç ve fiyat/cihaz boyutu ilişkisi

TORNALAMA
Torna tezgahında boyuna tornalama (ilerleme
hareketi parça eksenine parelel olursa), alın
tornalama (kalem parça eksenine dik yönde bir
ilerleme hareketi yaparsa), iç tornalama (parçanın iç
kısmından talaş kaldırma mevcutsa), fatura açma
veya kesme, konik tornalama (kalemin hareket
doğrultusu parça ekseni ile bir açı yapıyorsa) ve vida
açma (ilerleme hızı vida hatvesine göre ayarlanmış
vida profilli kalemle) gibi işlemler yapılır.

TORNALAMA
(a) (b) (c)
a) Boyuna tornalama,
b) Alın tornalama,
c) İç tornalama.

TORNALAMA
(a) (b) (c)
(d) (e) (f)
a) Boyuna tornalama, b) Alın tornalama, c) İç tornalama,
d) Fatura açma veya kesme, e) Konik tornalama, f) Vida açma.

TORNALAMA
Tornalama ile genellikle dairesel ve çeşitli formlardaki
silindirik, konik, küresel ve herhangi bir dönel
malzemeler işlenir. Tornalama işlemlerinde kullanılan
kesici takıma “Torna Kalemi” denir.

FREZELEMEFrezeleme, kesme hareketi takımın kendi ekseni
etrafında dönmesi ve parçanın ilerleme hareketi
yapması ile gerçekleşen bir işlemdir.
Frezeleme işlemleri.

FREZELEME

Freze cihazı için cihaz boyutu/güç ve fiyat/cihaz boyutu ilişkisi
FREZELEME

FREZELEME
(a) (b) (c)
a) Silindirik Frezeleme,
b) Alın Frezeleme,
c) Diş Açma.
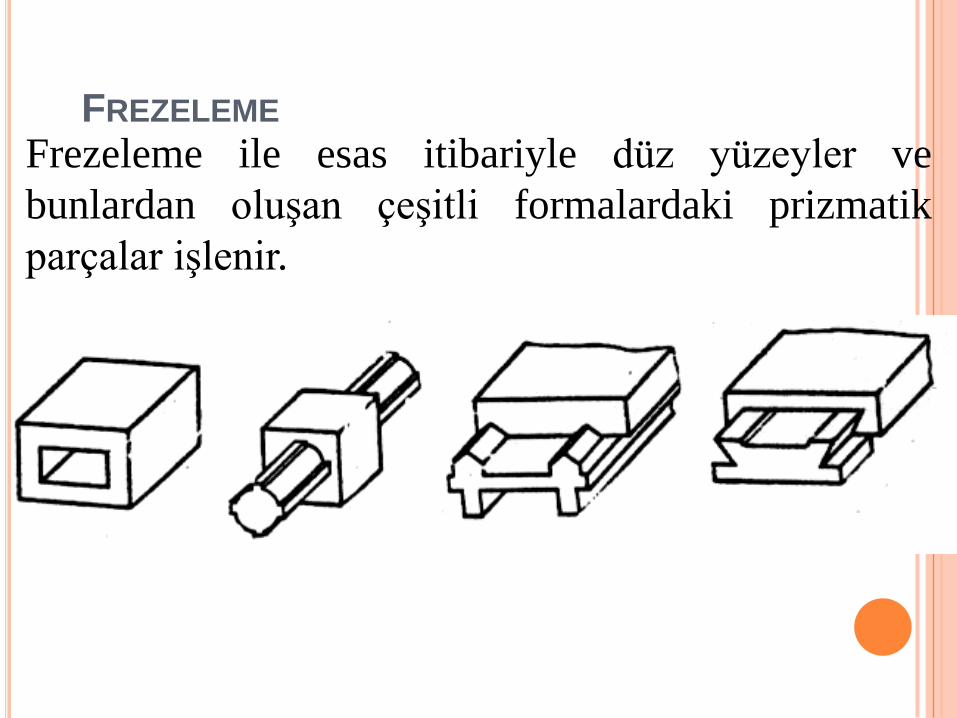
FREZELEME
Frezeleme ile esas itibariyle düz yüzeyler ve
bunlardan oluşan çeşitli formalardaki prizmatik
parçalar işlenir.

FREZE ÇAKıLARı VE STANDARTLARıFrezeleme işlemlerinde kullanılan kesici takımları “Freze
Çakısı” denir.

DELME İŞLEMI
Delik delme işleminde, kesme ve ilerleme hareketi
matkap adı verilen takımın dönme ve doğrusal
hareketi ile oluşturulurken iş parçası sabit kalır.
Delme işlemi.

DELME İŞLEMLERI
(a) (b) (c)
a) Delik delme veya genişletme,
b) Raybalama,
c) Havşa başı açma.

DELME İŞLEMLERI
a) Delik delme, b) Delik genişletme, c) Raybalama,
d) Silindirik havşa başı açma, e) Konik havşa başı
açma, f) Düzeltme.

PLANYALAMA VE VARGELLEME
Kesmenin doğrusal bir hareket ile gerçekleştiği
talaşlı imalat yöntemidir. Vargelleme işleminde iş
parçası, planyalama işleminde ise kesici takım
hareket etmektedir.
a) Vargel,
b) Planya.

PLANYALAMA VE VARGELLEME
a) Vargel,
b) Planya.

PLANYALAMA VE VARGELLEME
Planyalama işleminde,
a) Yan kesme,
b) Düz kesme,
c) Oluk açma,
d) Kademeli oluk açma.

BROŞLAMA
Doğrusal kesme hareketi yapan, çok ağızlı çubuk
şeklinde bir takımla talaş kaldırma işlemedir.

TAŞLAMA
Abrazif bir malzemeden imal edilmiş olan ve taş adı
verilen takım ile yapılan talaş kaldırma işlemidir.
Düzlemsel ve silindirik olmak üzere iki gruba
ayrılabilir.
a) Çevresel, b) Alın taşlama.A:Taş, B: Taşın yüzeyi, C: Taşı taşıyan malafa,
D: İş parçası, E: iş parçasını taşıyan tabla
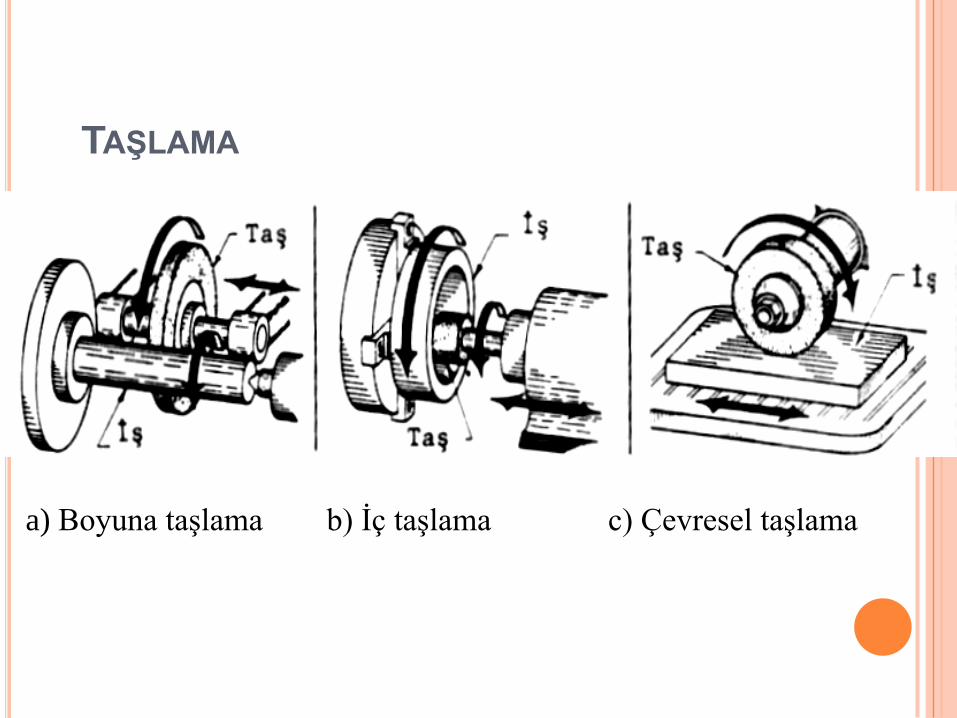
TAŞLAMA
a) Boyuna taşlama b) İç taşlama c) Çevresel taşlama
TALAŞ KALDıRMATalaş kaldırma belirli boyut, şekil ve yüzey
kalitesine sahip bir parça oluşturmak için ucu keskin
bir takım kullanarak, iş parçası üzerinden tabaka
şeklinde malzeme kaldırma işlemidir.
Talaş şekilleri

TALAŞ TİPLERİ
(a) Sürekli talaş tipi (Yüksek kesme ve düşük ilerleme ile
işlenen sünek malzemelerde)
(b) Yapışık talaş tipi (Orta kesme ve yüksek ilerleme ile
işlenen sünek malzemelerde)
(c) Kesintili talaş tipi (Gevrek malzemelerde)

TALAŞ KALDıRMA

SPECIFIC ENERGY, US

KUVVET

TALAŞ KALDıRMATalaş, iş parçasında plastik şekil değiştirme ile oluşmaktadır. İş
parçasına nüfuz eden kesici uç hareket ettiğinde temas noktasında,
malzemenin şekil değiştirmesine neden olan yüksek gerilmeler ve
sıcaklık meydana gelmektedir. Şekil değişimi iş parçasının kesme
düzleminde yoğunlaşır ve bu düzlemde oluşan gerilmeler malzemenin
akma sınırını aştığında talaş iş parçasından kopar.
Talaş oluşumu

Talaş oluşumu

(a) (b)
(a) 70/30 pirinç, (b) ostenitik paslanmaz çelik, (c) kurşunlu pirinç,
(d) orta karbonlu çeliğin tornalanması sırasında meydana gelen talaş oluşumları
(c) (d)
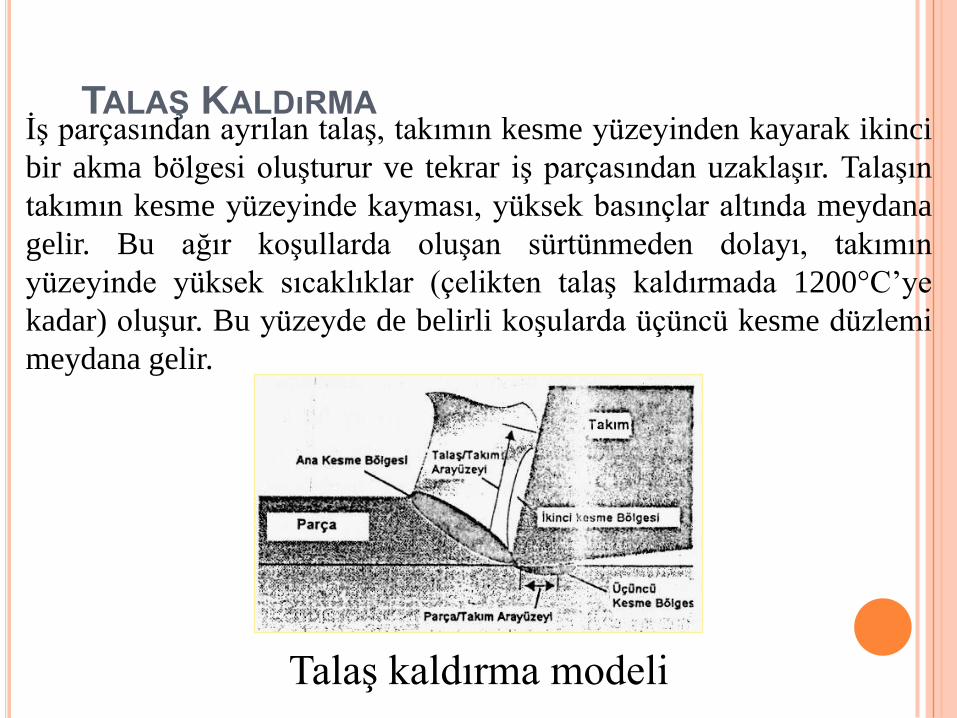
TALAŞ KALDıRMAİş parçasından ayrılan talaş, takımın kesme yüzeyinden kayarak ikinci
bir akma bölgesi oluşturur ve tekrar iş parçasından uzaklaşır. Talaşın
takımın kesme yüzeyinde kayması, yüksek basınçlar altında meydana
gelir. Bu ağır koşullarda oluşan sürtünmeden dolayı, takımın
yüzeyinde yüksek sıcaklıklar (çelikten talaş kaldırmada 1200°C’ye
kadar) oluşur. Bu yüzeyde de belirli koşularda üçüncü kesme düzlemi
meydana gelir.
Talaş kaldırma modeli

Az karbonlu bir çeliğin talaşlı imalatı sırasında farklı kesme hızlarında takımda
oluşan sıcaklık dağılımı.

TAKıM AŞıNMASı
a) Kesme işlemi,
b) Talaş yüzeyi aşınması,
c) Serbest yüzey aşınması,
d) ve e) Her iki yüzeydeki aşınma,

(a) Sementit karbür, (b) sementit karbür, (c) Al2O3/TiC, (d) Si3N4
gibi kesici takımlarının kullanılması durumunda oluşan hasarlar.

Inconel 718 tornalanması sırasında Al2O3/TiC kesici takımın hasar
bölgesinin SEM görüntüsü.
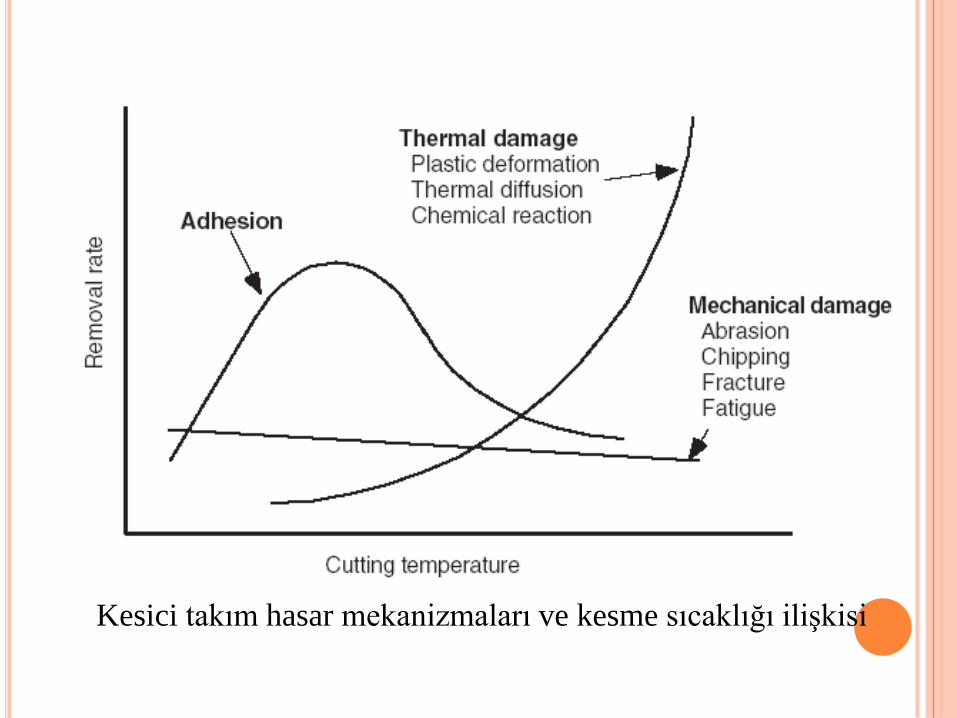
Kesici takım hasar mekanizmaları ve kesme sıcaklığı ilişkisi
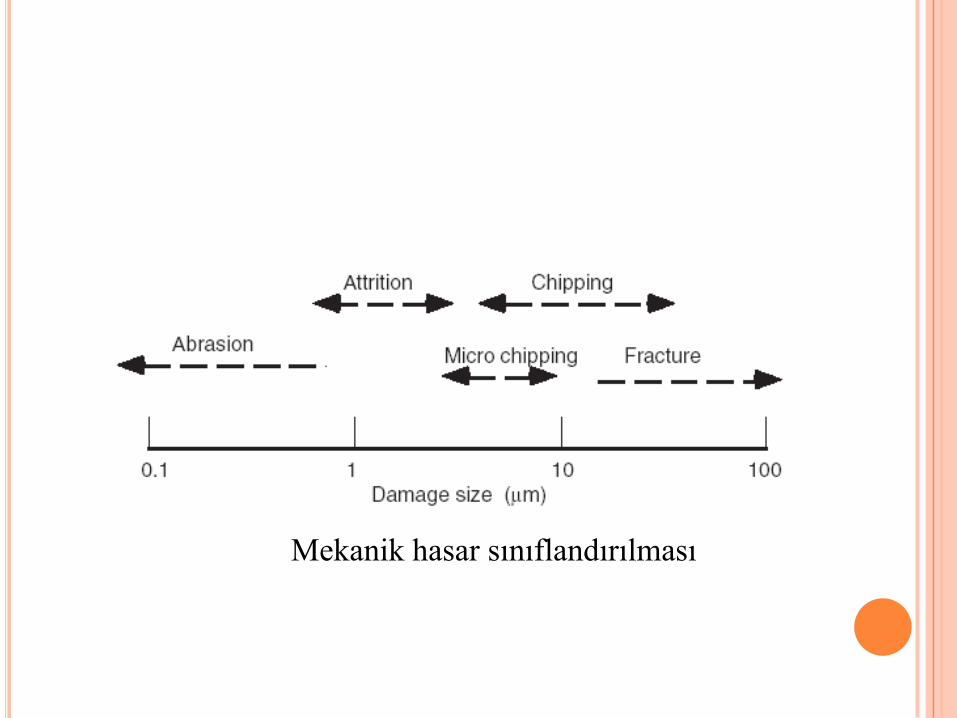
Mekanik hasar sınıflandırılması

3,3 m dak-1 besleme ile dövme çeliğinin işlenmesinde kullanılan karbonlu
takım çeliğinin a) deformasyon kenarını gösteren fotoğraf, b) sıcaklık
dağılımı.

Kesme bölgesindeki tipik sıcaklık dağılımı
Sıcaklık
Talaş
Takım
İş Parçası
Adyabatik Sıcaklık Yükselişi
Arayüzey Sıcaklığı
v: Kesme Hızı
f: Besleme
α: İş Parçasının termal difuzyonu

Titanyum, demir ve bakır alaşımlarının işlenmesi sırasında takım
yüzeyinde oluşan maksimum sıcaklık değişimi
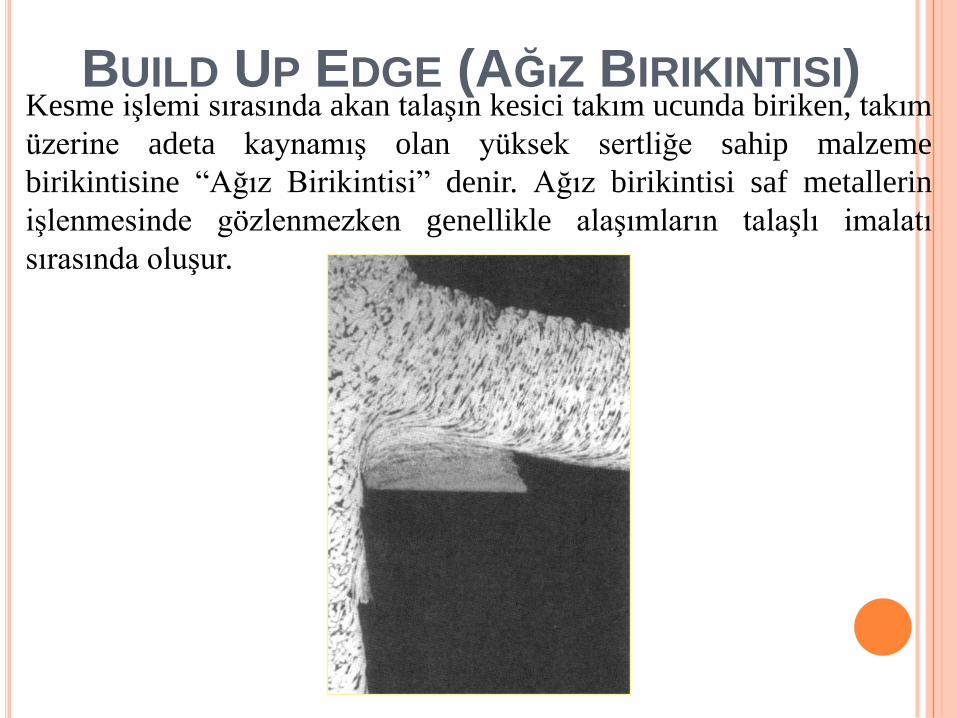
BUILD UP EDGE (AĞıZ BIRIKINTISI)Kesme işlemi sırasında akan talaşın kesici takım ucunda biriken, takım
üzerine adeta kaynamış olan yüksek sertliğe sahip malzeme
birikintisine “Ağız Birikintisi” denir. Ağız birikintisi saf metallerin
işlenmesinde gözlenmezken genellikle alaşımların talaşlı imalatı
sırasında oluşur.

BUILD UP EDGE (AĞıZ BIRIKINTISI)
Ağız
Birikintisi
Talaş
Sertlik (HK)
İş Parçası
Build Up Edge (Ağız Birikintisi) olan bölgelerde sertlik ana
malzemeden 3 kat daha serttir.

Build Up Edge (Ağız Birikintisi) düşük hızlarda ve hemen hemen
bütün metal alaşımlarında meydana gelirken, yüzey kalitesini kötü
yönde etkiler. Ağız birikintisinin en büyük olduğu kesme hızlarında
besleme arttıkça ağız birikintisi azalır.

YÜZEY PÜRÜZLÜLÜĞÜ - HıZ
A : Talaş kesintilidir ve kesme yüzeyi düzgündür.
B : Build Up Edge (Ağız Birikintisi) oluşur, pürüzlülük artar.
C : Build Up Edge gittikçe azalır.

AŞıNMA BÖLGELERITakımlarda aşımalar, talaş yüzeyi (A), serbest yüzeyi (B), yan serbest yüzeyi (C) ve
takım ucu (D) gibi bölgelerde meydana gelir.
Serbest yüzey aşınması: Yüzey kalitesinin bozulması ve toleransların
tutturulamaması.
Ağız birikintisi: Yüzey kalitesinin bozulması ve talaşın ağzı terk ettiğinde takımın
ağzından parçacık alması.

TAKıM ÖMRÜ
Ömür değeri, talaş kaldırma işleminde, takımın önceden belirtilen
kesme kriterlerine göre kullanılamaz duruma gelinceye kadar geçen
zaman birimidir. Yani, takımın iki bileme arasındaki çalışma zamanına
takım ömrü denilir.
İŞLEM VB (mm)
Çok ince tornalama 0,2
İnce tornalama 0,3....0,4
Kaba tornalama
Talaş kesidi orta
Talaş kesidi büyük
0,6....0,8
1,0....1,5
İnce vargelleme 0,3....0,4
Kaba vargelleme 0,6....0,8
İnce frezeleme 0,3....0,4
Kaba frezeleme 0,6....0,8

TAKıM ÖMRÜ
Taylor Takım Ömrü Eşitliği
VTn = C
T: Takım Ömrü
V: Kesme Hızı
Yüksek Karbonlu çelik için VT0.15 = 30
Sementit karbür için VT0.25 = 150
Alümina seramik için VT0.45 = 500

Düşük alaşımlı bir çeliğin işlenirken tipik Taylor Takım Ömrü eğrileri

İŞLENEBİLİRLİKTalaş kaldırma sırasında iyi işlenebilirlik, minimum kesme enerjisi, minimum takım
aşınması ve iyi yüzey özelliği ile sağlanır. Bundan dolayı;
Talaşın kolay ayrılabilmesi için iş parçasının sünekliği düşük olmalıdır. İş parçası
düşük deformasyon sertleşme üssüne, düşük kesit daralmasına ve düşük kırılma
tokluğuna sahip olmalıdır.
Kesme enerjisinin düşük olması için malzemenin mukavemeti ve sertliği düşük
olmalıdır.
Takım ile iş parçası arasında güçlü metalurjik bir bağ (yapışma) ve difüzyon
olmamalıdır.
İş parçasının yapısında bulunan veya iş parçasına gömülmüş olan çok sert bileşikler
(oksitler, karbürler, intermetalik bileşikler vb) kesici takım aşınmasını hızlandırır. Bu tür
partiküllerin çubuk şeklinde ve keskin köşeli olması daha zararlıdır.
İş parçasının yapısında bulunan yumuşak ikincil faz partikülleri ve/veya inklüzyonlar
talaş kırılmasını sağladığından işlenebilirlik açısından faydalıdır. Bunların kesme
mukavemetleri düşük oladuğundan kesme enerjisini düşürürler.
Yüksek termal iletkenlik kesme sıcaklığını düşük tutmaya yardım eder.
İş parçasının ergime sıcaklığının düşük olması, kesme sıcaklığının takımın
yumuşamasına veya iş parçasına etkileşimeine sebep olan sıcaklığın altında kalmasını
sağlar.

MİKROYAPI VE İŞLENEBİLİRLİK İLİŞKİSİ
Mikroyapı Bileşenleri Knoop Sertlik (100-gr)
Grafit 15-40
Ferrit 215-270
Perlit 300-390
Steadite 600-1200
Karbür 1000-2300
Bazı mikroyapı bileşenleri sertlik ve işlenebilirliği ters yönde etkiler.
Dökme demirlerde mikroyapı bileşenlerinin sertlikleri aşağıdaki
tabloda verilmiştir.
Dökme Demirler

Ferritin yüzdesi azalması ve perlitin yüzdesi arttmasıyla tornalama,
frezeleme ve delme gibi talaş kaldırma işlemlerinde takım ömrü azalır.
Ayrıca ne kadar daha ince perlit yapısı mevcutsa takım ömrü o kadar
düşük olur.
Dökme Demirler
Gri dökme demir ve beyaz dökme demirlerin mikroyapıları

Küresel grafitli ve temper dökme demirlerin tavlanmış mikroyapıları
tamamen ferrit matrisinden oluşmakta olup gri dökme demirle
karşılaştırıldığında nispeten yüksek hızlarda işlenebilirler.
Dökme Demirler
Temper dökme demirlerin mikroyapısı.(500X).
Küresel grafitli dökme demirlerin mikroyapısı.(500X).

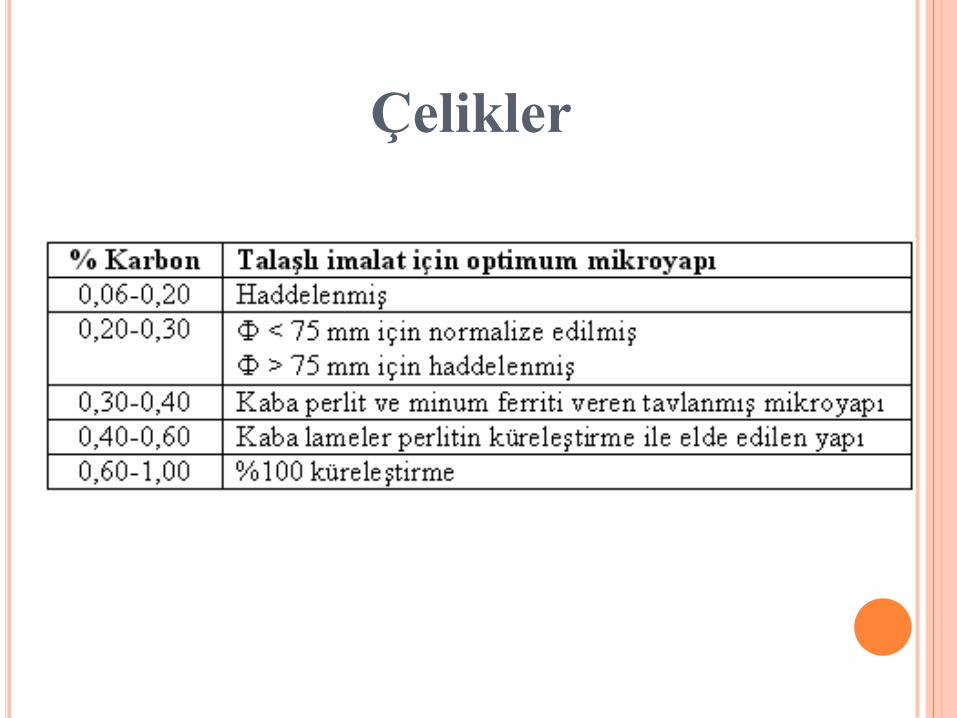
Dökme demirlerde olduğu gibi farklı bileşimlerdeki çelik alaşımlarının
mikroyapısı, işlenebilirlik üzerinde önemli bir rol oynamaktadır.
Çelikler
Dövme çeliklerin mikroyapısı.(500X).

Çelikler
Tavlanmış düşük ve orta karbonlu çeliklerde ferrit oranı arttığında
takım ömrü artar.
Kükürt ve kurşun gibi elementler mekanik özellikleri olumsuz yönde
etkilesede işlenebilirliği artırır. Kısa ve geniş inklüzyonların
mikroyapıda bulunması ve homojen dağılması istenir.
Orta karbonlu çeliklerde küresel form mükemmel takım ömrü sağlar
ancak yüzey kalitesini kötü yönde etkiler.
Widmanstatten yapısının işlenebilirliği, tokluğu ve sünekliği zayıftır
ve bu nedenle Widmanstatten yapısına sahip çeliklere talaşlı şmalat
öncesi tavlama veya normalizasyon işlemleri uygulanır.
300 ve 400 HB seviyelerinde sertliğe sahip su verilmiş ve
temperlenmiş çelikler, düşük sertliğe sahip tavlanmış ve normalize
edilmiş çeliklere göre işlenebilirliği zordur.

Çelikler

Çelikler

Çelikler
Çelikler
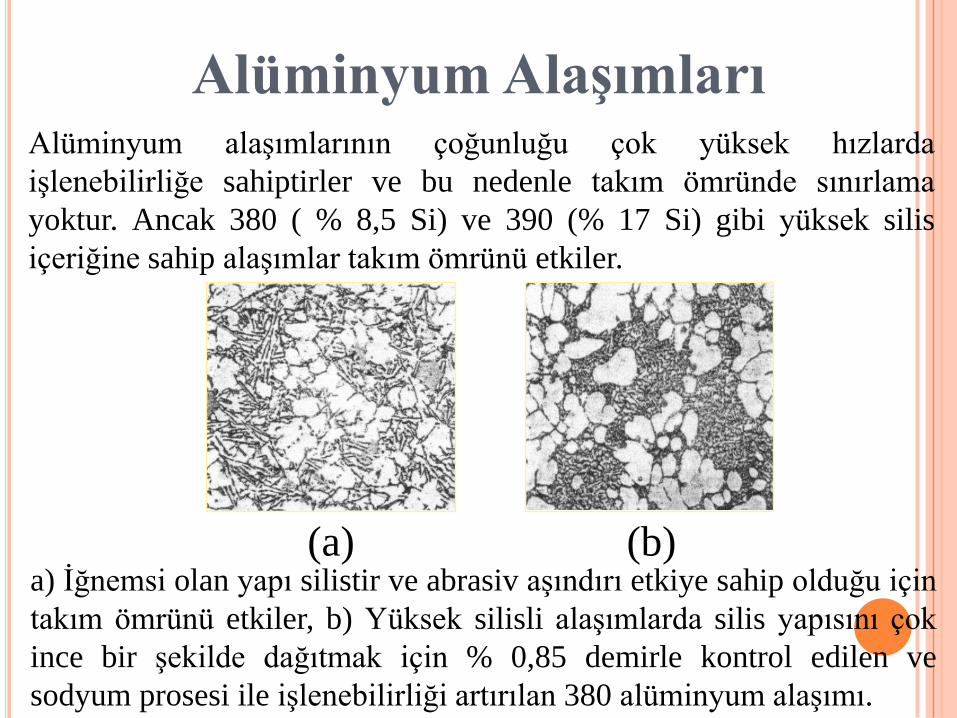
Alüminyum alaşımlarının çoğunluğu çok yüksek hızlarda
işlenebilirliğe sahiptirler ve bu nedenle takım ömründe sınırlama
yoktur. Ancak 380 ( % 8,5 Si) ve 390 (% 17 Si) gibi yüksek silis
içeriğine sahip alaşımlar takım ömrünü etkiler.
Alüminyum Alaşımları
a) İğnemsi olan yapı silistir ve abrasiv aşındırı etkiye sahip olduğu için
takım ömrünü etkiler, b) Yüksek silisli alaşımlarda silis yapısını çok
ince bir şekilde dağıtmak için % 0,85 demirle kontrol edilen ve
sodyum prosesi ile işlenebilirliği artırılan 380 alüminyum alaşımı.
(a) (b)

TAKıM MALZEMELERI
Takım Çelikleri,
Stellitler,
Sinterlenmiş Karbürler,
Seramikler,
Elmaslar,
Taşlama Malzemeleri.
TAKıM ÇELIKLERI
Bu grubu oluşturan karbon çelikleri, alaşımlı çelikler, yağ çelikleri,
hava çelikleri ve hız çelikleri sertliklerini sertleşme yolu ile kazanırlar.
Çelik bileşiminde yaklaşık % 2’ye kadar karbon içeren bir demir
karbon alaşımıdır. Sertleştirme, malzemenin ısıtılmasına ve yüksek bir
hızla soğutulmasına dayanan bir ısıl işlemdir. Isıtma, ötektoit altı
çelikler (C<%0,8) için A3, ötektoit üstü çelikler (C>%0,8) için A1
sıcaklığının üstünde (A3+50°C veya A1+50°C) yapılır. Soğutma kritik
soğutma hızından daha büyük bir hızda gerçekleşir.
Karbonlu Takım ÇelikleriKarbonlu takım çelikleri 750 ve 835°C arasındaki sıcaklığa ısıtmayla
ve oda sıcaklığına hızlı soğutmayla sertleşir. Yavaş soğutulmuş takım
çeliğinin sertliği 200 HV’den düşüktür. Su vermeden sonra sertlik 950
HV artar.

Karbonlu Takım ÇelikleriÇok yüksek sertlik artışı martenzit olarak bilinen bir yapı oluşturmak
için atomların yeniden düzenlenmesinin sonucudur. Martenzitin
karakteristik yapısı iğnemsidir.
a) Karbon Çeliği,
b) Yüksek Hız Çeliği.

Karbonlu Takım Çelikleri200°C’in üzerindeki sıcaklığa yeniden ısıtılırsa (temperleme) karbon
atomları kararsız pozisyonlarını kaybetmeye başlar ve sertlik düşer
ancak temperleme süresi uzadığında veya sıcaklık arttığında süneklik
artar.
Karbon ve yüksek hız çeliğinin 600°C’ye kadar sıcaklıklarda 30
dakika yeniden ısıtmadan sonra sertlik üzerine temperlemenin etkisi.

Alaşımlı Takım ÇelikleriAlaşım elementleri, çeliğe ısıl işlem öncesi ve sonrası mekanik,
fiziksel ve kimyasal özelliklerini ve ısıl işlem sırasındaki davranışını
geliştirmek amacı ile katılırlar. Bu gruba giren takım malzemelerinde
karbonun yanısıra krom (Cr), vanadyum (V), tungsten (W), molibden
(Mo) ve manganez (Mn) bulunur.
Hız Çelikleri
Hız çelikleri, yüksek miktarda alaşım elementleri içeren asil
çeliklerdir. Bunların içerdiği alaşım elemtlerinin toplam miktarı,
ağırlık oranı olarak %30’a yaklaşır. Alaşım elementi olarak karbondan
başka krom, tungsten, molibden, vanadyum ve kobalt kullanılır.

Kimyasal Bileşim % Simgenin
açıklaması
Simge DIN standardına
göre Malzeme No
W Cr Mo V Co C
S 3-3-2-10 3333 3 4 2,65 2,35 - 0,95
S 2-9-1 3346 2 4 9 1,0 - 0,80
S 6-5-2 3343 6 4 5 2,0 - 0,85
S 6-5-3 3344 6 4 5 3 - 1,2
S 6-5-2-5 3243 6 4 5 2 5 0,85
S 10-4-3-10 3207 10 4 3,5 3,5 10 1,25
S 12-1-2 3318 12 4 0,85 2,5 - 0,85
S 12-1-4 3302 12 4 0,85 4,0 - 1,3
S 12-1-4-5 3202 12 4 0,85 4,0 5 1,4
S 18-0-1 3355 18 4 0,5 1,0 - 0,75
S 18-1-2-5 3255 18 4 0,85 1,5 5 0,80
S 18-1-2-10 3265 18 4 0,85 1,5 10 0,75
S-Hız çeliği
Rakamlar yüzde
olarak
W, Mo, V, Co gibi
alaşım miktarlarını
göstermektedir.
Örneğin
S 12 – 1 – 4 – 5
%5 Co
%4 V
%1 Mo
%12 W
İşlenen Malzeme
Çelik Dökme D.
ve Çeliğin
İşl.
Döküm ve Sert
Döküm
Hafif
Metaller
Plastikler
Torna ve
planya
kalemleri
3265, 3255,
3207
3202, 3207 3202, 3207 3302 3302,3202
Profil torna
kalemi
3207, 3302 3302 3343 3318 3318
Daire testere 3255, 3243 3343, 3302 3302 3302 3302
Freze çakısı 3207, 3255 3343, 3302 3343, 3302 3302, 3318 3302, 3343
Dişli freze
çakısı
3343, 3302 3343, 3302 3302, 3343 3302, 3343
Matkap ucu 3346, 3343 3346, 3318, 3343 3318 3318, 3343
Rayba 3302, 3318 3302 3302, 3318 3302
Kılavuz 3343, 3318 3318 3333 3333, 3343, 3318
HSS veya SS çelikleri olarak bilinen bu çeliklerin DIN standartlarına
göre simgelenme tarzı ve kullanılma alanları aşağıda gösterilmiştir.

StellitlerBileşimlerinde bir miktar demir ve karbon içermelerine karşın demir
olmayan metalik alaşımlardır, bunlar bir tür kobalt, krom ve tungsten
alaşımlarıdır. 60...62 HRC sertliğine sahip, aşınmaya dayanıklı ve
çalışma sıcaklığı 800°C civarında olan bu malzemeler ancak döküm ve
taşlama yolu ile işlenebilirler.
Avrupa da sert metal adını taşıyan sinterlenmiş karbürler, bağlayıcı
malzemeleri kobalt (Co), titan (TiC) ve tantal (TaC) karbürlerinden
sinterleme yolu ile elde edilen malzemelerdir.
Sinterlemiş Karbürler
Matris (Co)
WC

Seramikler, ana malzemesi alüminyum oksit olan ve sinterleme yolu
ile imal edilen malzemelerdir. Porozitesi %2’den daha az olan
Al2O3’in yoğunluğu yüksek, en yüksek sertliğe sahip, yüksek
sıcaklığa ve aşınmaya karşı çok dayanıklı olan ve yüksek kesme
hızlarında kullanılabilen seramiklerin darbe ve eğilme mukavemetleri
çok düşüktür. Bu nedenle ince veya çok ince tornalama gibi işlemlerde
kullanılabilirler.
Seramikler
Elmaslar
En sert malzeme olan elmas, sıcaklığa ve aşınmaya karşı çok dayanıklı
fakat çok kırılgan ve pahalı bir malzemedir. Kırılgan olduğu için ince
veya çok ince talaş kaldırma işlemlerinde kullanılır. Elmas takımlar
çok yüksek sertliklerinden dolayı abrasif aşınmanın olduğu şartlar
altında karbürler ve oksitlerden daha düşük aşınma hızı ve daha uzun
takım ömrüne sahiptirler.

Takım malzemesi olarak, kıymetli taşlardan ayrı bir grup oluşturan
sanayi elmasları kullanılır. Bunlar pratikte tek parça, çok kristalli
elemanlar veya toz şeklinde uygulanır.
Elmaslar
Çok kristalli elmas takımın a) 25 m tane boyutlu, b) 2 m tane
boyutlu dağlanmış mikroyapıları.

Farklı sertlik değerlerinde olan çeşitli iş parçalarının
işlenebilirliği için takım malzemesi seçimi

TAŞLAMA TAŞLARı
Taşlama taşları; organik veya inorganik maddelerin
birarada tuttuğu aşındırıcı partiküllerden oluşan ve
taşlama, honlama, lepleme vb. işlemlerde kullanılan
çeşitli biçimlere sahip kesme takımlarıdır.

AŞıNDıRıCı PARTIKÜLLER
• Aşındırıcı Tipleri
Alüminyum Oksit
Silisyum Karbür
Kübik Boron Nitrür (CBN)
Sentetik Elmas

AŞıNDıRıCı PARTIKÜLLERAşındırıcı partiküllerin sertleştirilmiş çeliğe göre
sertlik değerleri.

TAŞLAMA TAŞı SEÇIMI• Aşındırıcı seçimi iş parçasına ve sertliğine bağlıdır
• 40 HRC üzerinde çeşitli aday aşındırıcılar vardır. 58 HRC
sertliğine kadar düzenli ve gevrek alüminyum oksit karışımı
kullanılır. 58 HRC sertliğinin üzerinde ise gevrek alüminyum
oksitler popülerdir.

KESME SIVILARIAkışkan bir sıvı kullanılmasının başlıca amacı, takım üzerinde bir
soğutucu ve/veya yağlayıcı olarak hareket etmesidir. Soğutma ile
kesme sırasında oluşan ısıyı çevreye ileterek ısı miktarını azaltmak;
yağlama ile de takımla talaş ve takımla işlenen yüzey arasına nüfuz
ederek sürtünmeyi azaltmak ve takımın aşınmasını önlemektir. Kesme
sıvıları bir çok amaçlar için kullanılır:
Takım, iş parçası ve makinayı aşırı sıcaklıktan ve şekil
değiştirmelerden korumak,
Takım ömrünü uzatmak,
Yüzey kalitesini iyileştirmek,
Kesme bölgesinden talaşın uzaklaşmasını kolaylaştırmak.
Genel olarak kesme sıvıları emülsiyon yağları, kesme yağları ve
kimyasal veya sentetik kesme sıvıları olmak üzere üç gruba ayrılabilir.

KESME SIVILARIİş Parçası
İşlem Yöntemi Düşük karbonlu
çelikler
Orta karbonlu
çelikler
Yüksek karbonlu
ve alaşımlı
çelikler
Paslanmaz ve
ısıya dirençli
alaşımlar.
Taşlama Çözülebilir yağ, yarı sentetik veya kimyasal taşlama sıvısı
Tornalama Genel amaçlı, çözülebilir yağ, yarı
sentetik veya sentetik sıvı.
Aşırı basınç çözülebilir yağ, yarı
sentetik veya sentetik sıvı.
Frezeleme Genel amaçlı veya
yağlı, çözülebilir yağ,
yarı sentetik veya
sentetik sıvı.
Aşırı basınç
çözülebilir yağ,
yarı sentetik veya
sentetik sıvı.
Aşırı basınç
çözülebilir yağ,
yarı sentetik veya
sentetik sıvı.
Delme Yağlı veya aşırı
basınç çözülebilir
yağ, yarı sentetik
veya sentetik sıvı.

KESME SIVILARI
Tornalama (a), frezeleme (b,c) ve taşlama işlemi (d) ile ilgili olarak
kesme sıvılarının uygulaması. Tornalama ve frezelemede çok iyi sonuç
veren iki jet kullanılmıştır.

KAYNAKLAR
İTÜ Metalruji ve Malzeme Müh. Talaşlı İmalat Ders
Notlar
Sakarya Üniversitesi Metalurji ve Malzeme Müh.
Talaşlı İmalat Ders Notları