sudarea wig
DESCRIPTION
sudare wigTRANSCRIPT
SUDAREA ÎN MEDII DE GAZE PROTECTOARE WIG
Fenomene fizice proprii sudării în mediu de gaze protectoare
În condiţii obişnuite gazele au conductivitate nulă, adică sunt izolatoare. Pentru că descărcarea electrică între electrozi să aibă loc ca gazele din spaţiul arcului să fie ionizate, adică să conţină particule încărcate cu sarcini electrice.
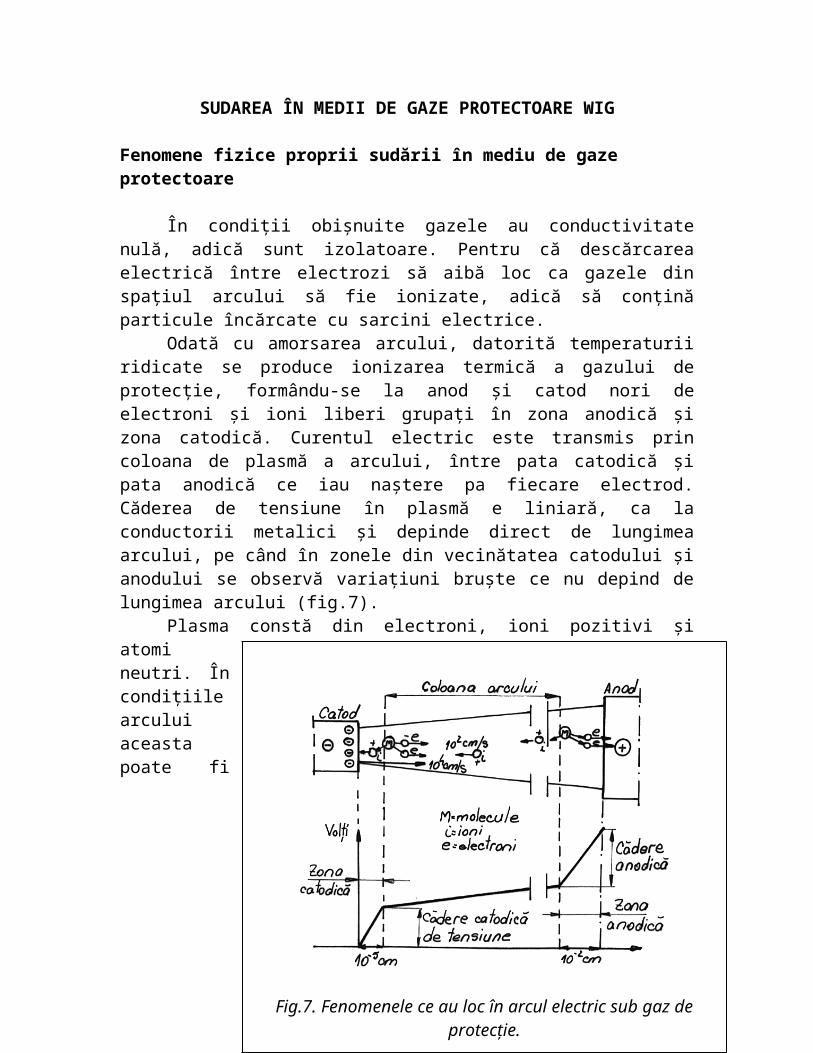
Odată cu amorsarea arcului, datorită temperaturii ridicate se produce ionizarea termică a gazului de protecţie, formându-se la anod şi catod nori de electroni şi ioni liberi grupaţi în zona anodică şi zona catodică. Curentul electric este transmis prin coloana de plasmă a arcului, între pata catodică şi pata anodică ce iau naştere pa fiecare electrod. Căderea de tensiune în plasmă e liniară, ca la conductorii metalici şi depinde direct de lungimea arcului, pe când în zonele din vecinătatea catodului şi anodului se observă variaţiuni bruşte ce nu depind de lungimea arcului (fig.7).
Plasma constă din electroni, ioni pozitivi şi atomi neutri. În condiţiile arcului aceasta poate fi considerată neutră întrucât concentraţia electronilor diferă puţin de cea a ionilor. Caracteristica principală a plasmei este temperatura aceasta condiţionând cantitatea de particule ionizate care raportate la cantitatea totală de particule defineşte gradul de ionizare.
În baza teoriei derivării arcului în canale şi presupunând că aceasta ia forme cilindrice, considerând existenţa echilibrului termodinamic în coloana
Fig.7. Fenomenele ce au loc în arcul electric sub gaz de
protecţie.
arcului şi ţinând cont de pierderile de energie prin radiaţie, s- a stabilit relaţia dintre temperatura arcului “Ta” şi tensiunea de ionizare în spaţiul arcului “Ui” respectiv:
Ta=810Ui
Arcul electric în mediu de gaze inerte cu electrod nefuzibil are formă conică, nedivizată în canale. De aceea pentru calcule aproximative ale temperaturii medii în centrul coloanei arcului se poate folosi relaţia:
Ta=1000Ui
În zona orizontală a caracteristicii statice este valabilă relaţia empirică:Ta=591UiI0,087
În condiţii reale, atmosfera arcului de sudare are mai multe componente. În cazul sudării cu electrod fuzibil, coloana arcului este umplută cu vaporii materialului electrodului. Intensitatea câmpului electric în coloana arcului este condiţionată de materiale ce intră în componenţa electrodului.
La sudarea cu electrod ne fuzibil cantitatea fazei de vapori este mică şi componenţa plasmei e condiţionată numai de compoziţia gazului de protecţie.
Energia calorică se repartizează inegal între anod şi catod. Datorită căderii mai mari de tensiune din zona sa catodul primeşte o cantitate de energie mai mare decât anodul, o parte din aceasta servind la eliberarea electronilor. Anodul fiind supus permanent bombardamentului electronilor acceleraţi în coloana arcului de câmpul electric, devine electrodul cel mai cald (în curent continuu).
Acest fenomen stă la baza alegerii polarităţii electrodului în funcţie de procedeul de sudare utilizat. Astfel în cazul procedeului WIG în curent continuu electrodul de wolfram este legat întotdeauna la polul minus, evitându-se supraîncălzirea şi topirea acestuia ce ar duce la impurificarea băii de metal topit. La procedeul MIG-MAG electrodul este legat de regulă la polul plus, fapt ce favorizează topirea materialului de adaos şi duce la creşterea vitezei de sudare.
Din energia calorică produsă de arcul electric doar circa 30% la procedeul WIG şi circa 80% la procedeul MIG-MAG contribuie direct la procesul de sudare, adică la topirea marginilor îmbinării şi a materialului de adaos, restul se pierde prin conducţie în masa piesei, prin radiaţie şi convecţie.
Datorită faptului că plasma arcului se comportă ca un conducător se formează un câmp magnetic care este cu atât mai intens cu cât densitatea de curent este mai mare. Arcul se poate imagina ca un fascicul de conductori concentrici parcurşi de curenţi de acelaşi sens şi care se atrag
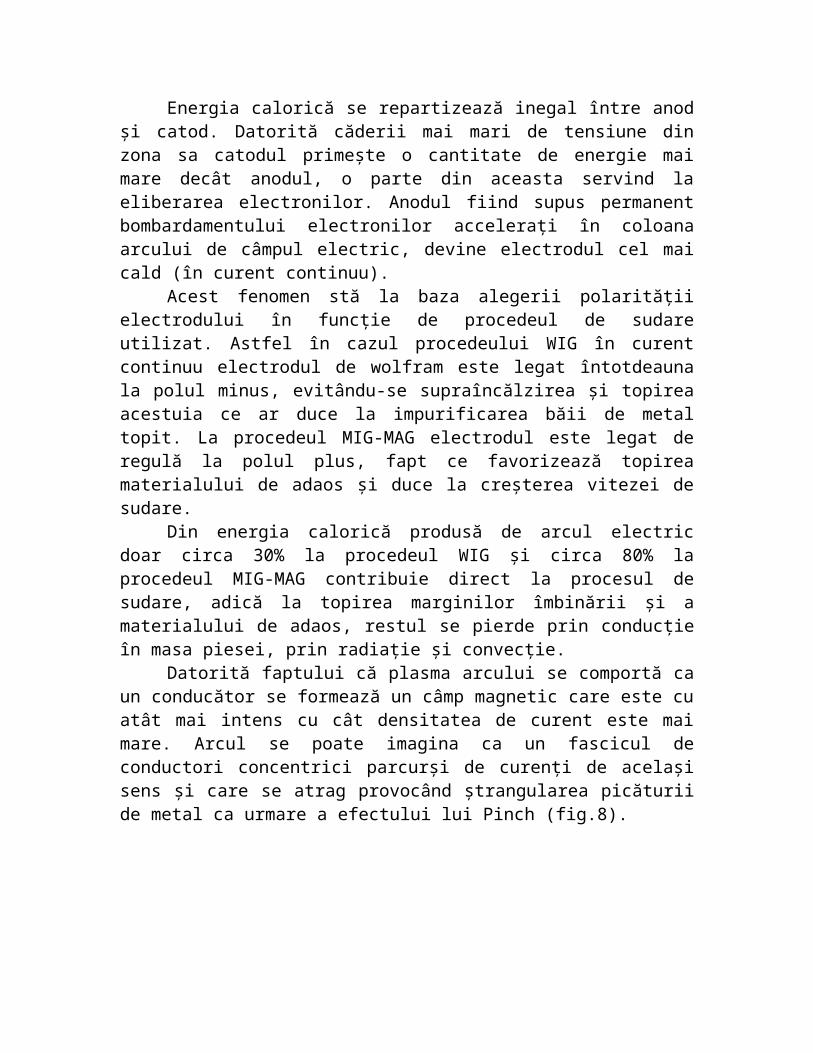
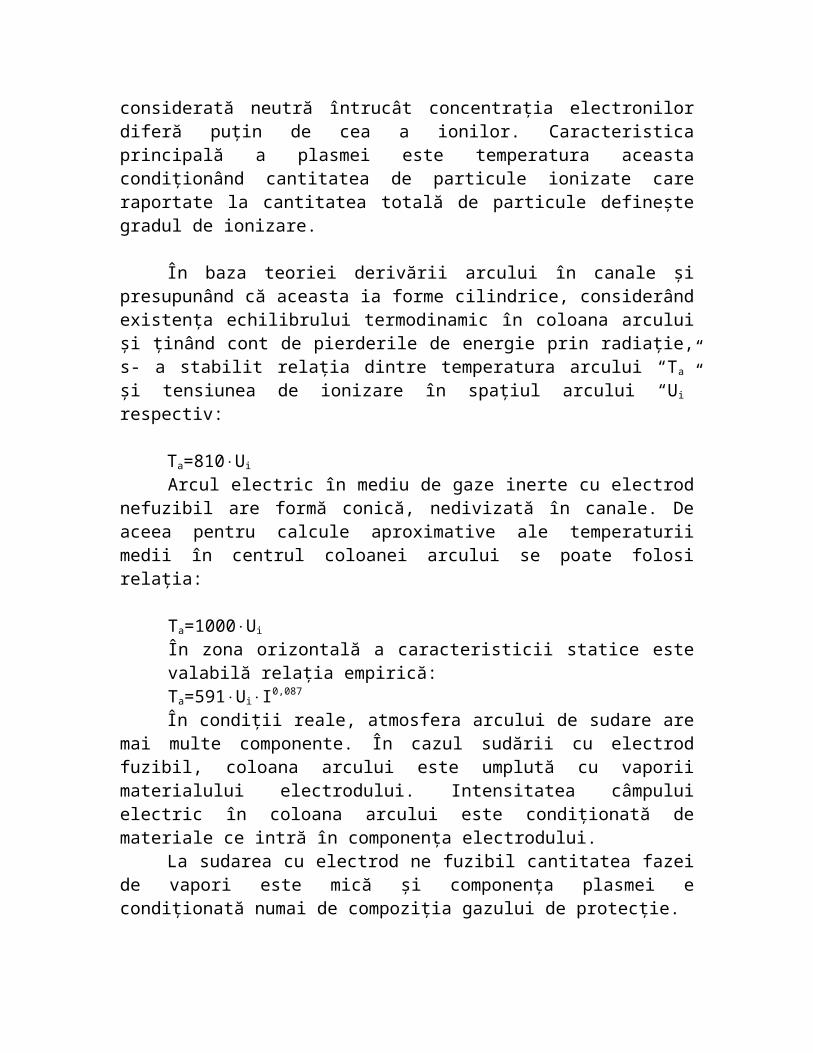
provocând ştrangularea picăturii de metal ca urmare a efectului lui Pinch (fig.8).
Plasma arcului este divergentă întrucât petele anodice şi catodice diferă ca suprafaţă, pata din dreptul electrodului fiind mai mică decât cea din dreptul piesei. Sub influenţa efectului “Pinch” această divergenţă se accentuează, astfel că în axa arcului rezultă un jet de plasmă cu viteză mare (fig.9).
Fig.8. Acţiunea efectului Pinch la desprinderea
Fig.9. Efectul Pinch asupra plasmei picăturii de metal topit din sârma electrod
arcului
Datorită temperaturilor ridicate ce rezultă în arc se produc vaporizări parţiale bruşte ale metalului, care au ca efect împroşcarea de picături.
Energiile calorice ce se dezvoltă, tensiunile arcului şi efectele metalurgice variază în funcţie de numeroşi factori, dintre care mai principali sunt:
- felul curentului (continuu, alternativ sau pulsat);- polaritatea electrodului;- densitatea curentului;- lungimea arcului;- felul gazului de protecţie;- diametrul şi compoziţia electrozilor;
Arcul electric în curent continuu cu electrozi nefuzibili
Wolframul datorită temperaturii ridicate de topire în comparaţie cu celelalte metale, se utilizează cu precădere la fabricarea electrozilor nefuzibili folosiţi la sudare în atmosferă inertă. Întrucât viteza cu care aceştia se consumă în arcul electric este foarte redusă au primit denumirea de electrozi refractari. La sudarea în curent continuu, datorită şocului electronilor proveniţi din baia de metal topit cantitatea de căldură
Fig.8. Acţiunea efectului Pinch la desprinderea arcului
Fig.9. Efectul Pinch asupra plasmei picăturii de metal topit din sârma electrod
degajată la anod este foarte mare şi în cazul când electrodul utilizează această polaritate pozitivă se încălzeşte puternic. Intensitatea curentului pe care o poate transmite este atinsă în momentul când extremitatea topită depinde voluminoasă şi încep să se detaşeze particule de metal lichid. Pentru un electrod de wolfram cu diametrul de 6,25mm legat la polul plus, intensitatea curentului de sudare nu poate depăşii circa 125A pe când în cazul legăturii la polul minus acesta poate suporta intensităţi de curent de 8 ori mai mari. Din această cauză se preferă ca la sudarea prin procedeul WIG în curent continuu să se utilizeze polaritatea minus la electrod.
Pentru menţinerea arcului amorsat este necesar ca pata catodică să fie întreţinută la o temperatură suficient de ridicată. Dacă aceasta este prea rece apare fenomenul de instabilitate, arcul oscilând zgomotos de la un punct la altul provocând totodată şi deplasarea petei catodice.
Pentru îmbunătăţirea stabilităţii arcului electrodului i se dă o formă conică iar pentru ameliorarea capacităţii de emisie electronică wolframul se aliază cu 1-2% Thoriu sau Zirconiu. Rezultă o pată catodică mai mare, o amorsare uşoară a arcului şi micşorarea pericolului de impurificare a electrodului, care poate suporta o intensitate mai mare.
Arcul electric de curent alternativ cu electrod nefuzibil
Curentul alternativ se utilizează în general pentru sudarea prin procedeul WIG a metalelor şi a aliajelor uşoare, la care, în majoritatea cazurilor, pelicula de oxid formată la suprafaţa pieselor are o temperatură de topire foarte ridicată.
Arcul electric produs de curentul alternativ se deosebeşte de cel de curent continuu prin faptul că rolul de catod şi anod alternează de la electrod la piesă, iar în timpul unei perioade intensitatea curentului trece prin arc de două ori prin valoarea zero, adică arcul se stinge şi se aprinde periodic în funcţie de frecvenţa curentului.La fiecare semiperioadă când electrodul este cu polaritatea pozitivă electronii se desprind din baia de metal topit şi sunt proiectaţi către electrod, pe care-l menţin la o temperatură ridicată. Ionii pozitivi se deplasează în sens invers, lovind piesa ce formează catodul şi rupând stratul de oxid ce acoperă suprafaţa metalului.
Arcul este stabil când se menţine fără întrerupere un interval de timp îndelungat la o anumită intensitate de curent şi tensiune, fără să se stingă şi fără a trece la o altă formă de descărcare. La trecerea curentului prin valoarea zero şi la schimbarea polarităţii la începutul şi sfârşitul fiecărei semiperioade, arcul se stinge şi temperatura din spaţiul arcului scade. Ca urmare a scăderii pronunţate a conductibilităţii electrice a spaţiului arcului după stingerea acestuia pentru reaprindere la începutul fiecărei
semiperioade este necesar ca tensiunea dintre electrozi să atingă o valoare mai mare numită “tensiune de reaprindere a arcului”.
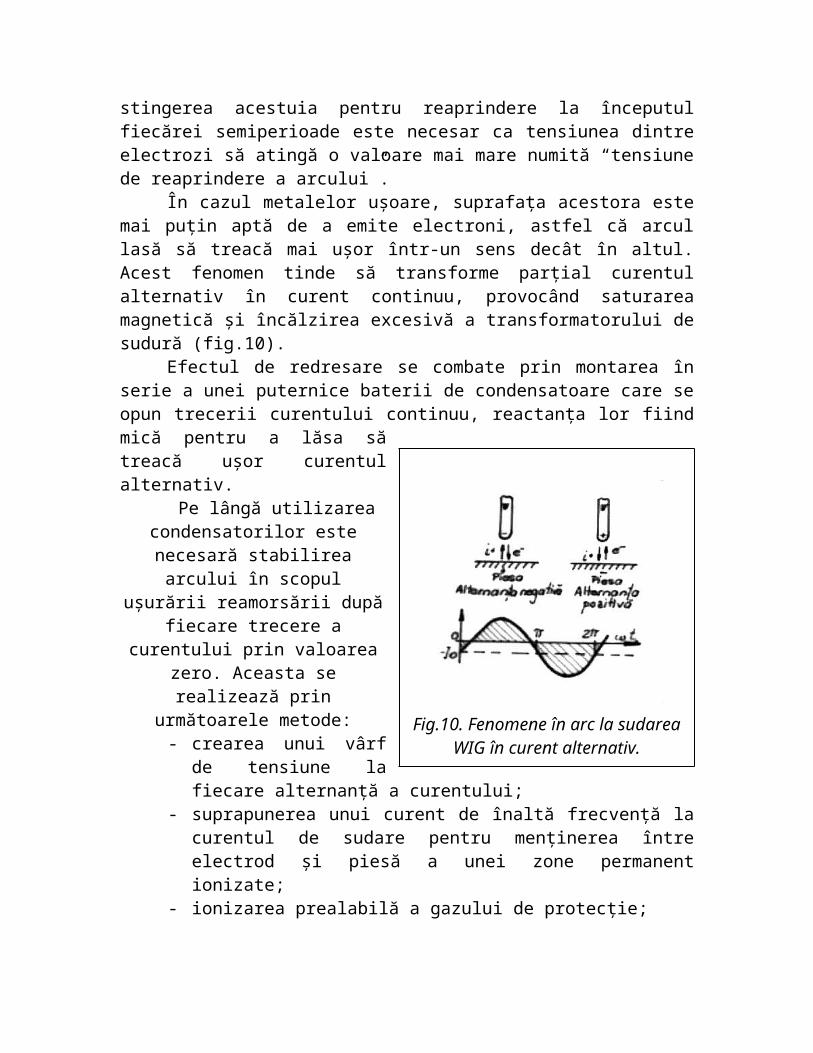
În cazul metalelor uşoare, suprafaţa acestora este mai puţin aptă de a emite electroni, astfel că arcul lasă să treacă mai uşor într-un sens decât în altul. Acest fenomen tinde să transforme parţial curentul alternativ în curent continuu, provocând saturarea magnetică şi încălzirea excesivă a transformatorului de sudură (fig.10).
Efectul de redresare se combate prin montarea în serie a unei puternice baterii de condensatoare care se opun trecerii curentului continuu, reactanţa lor fiind mică pentru a lăsa să treacă uşor curentul alternativ.
Pe lângă utilizarea condensatorilor este necesară
stabilirea arcului în scopul uşurării reamorsării după fiecare trecere a
curentului prin valoarea zero. Aceasta se realizează prin
următoarele metode:- crearea unui vârf de
tensiune la fiecare alternanţă a curentului;
- suprapunerea unui curent de înaltă frecvenţă la curentul de sudare pentru menţinerea între electrod şi piesă a unei zone permanent ionizate;
- ionizarea prealabilă a gazului de protecţie;În toate cazurile, alegerea unei valori ridicate a tensiunii de mers în
gol constituie un element favorabil pentru amorsarea şi stabilirea arcului.
Tensiunea arculuiTensiunea arcului este condiţionată de următorii factori:
- lungimea arcului;- intensitatea curentului de sudare;- gazul de protecţie;- felul electrodului;
Dacă în decursul sudării arcul se lungeşte la un moment dat, tensiunea la extremităţile acestuia creşte, existând o lungime limită peste care arcul nu se mai poate menţine amorsat.
Fig.10. Fenomene în arc la sudarea
WIG în curent alternativ.
Variaţia tensiunii este proporţională cu lungimea arcului, fiind diferită în funcţie de natura gazului, metalele ce formează anodul şi catodul, curentul de sudare.
Dacă se porneşte de la un curent de valoare redusă şi se menţine constantă lungimea arcului, crescând apoi progresiv intensitatea se constată că tensiunea arcului de menţinere scade până la un minimum, pentru ca apoi să crească încet şi progresiv.
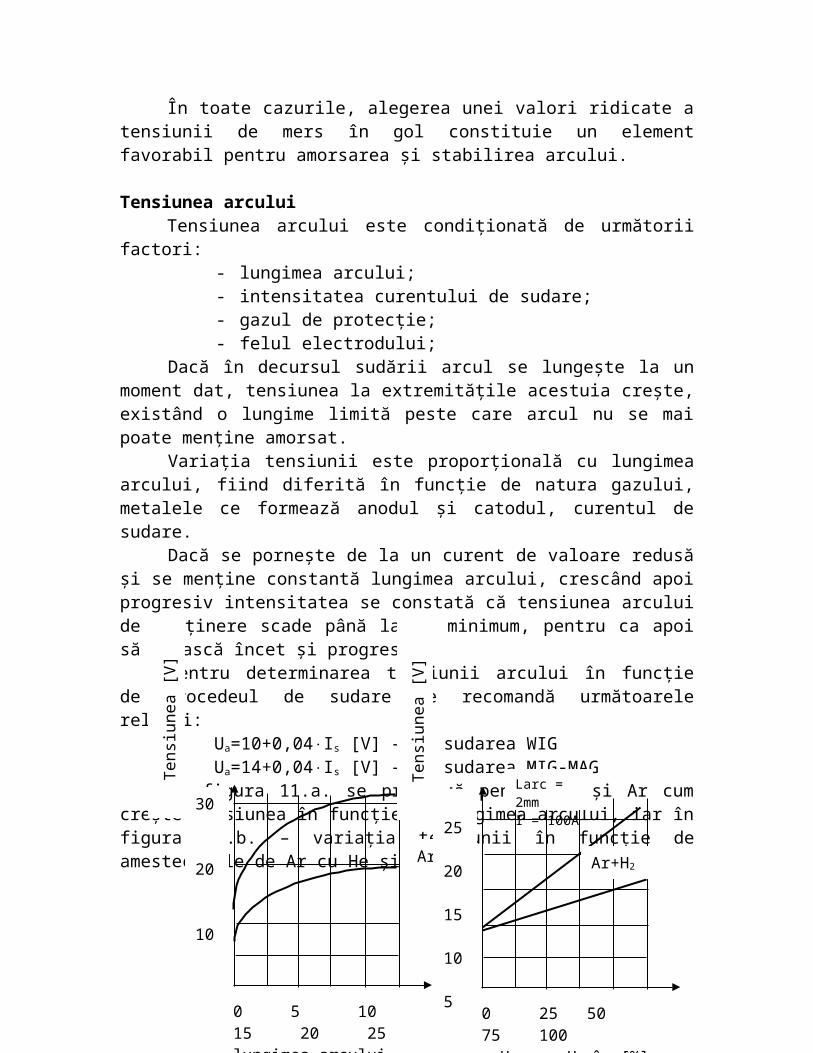
Pentru determinarea tensiunii arcului în funcţie de procedeul de sudare se recomandă următoarele relaţii:
Ua=10+0,04Is [V] – la sudarea WIGUa=14+0,04Is [V] – la sudarea MIG-MAG
În figura 11.a. se prezintă pentru He şi Ar cum creşte tensiunea în funcţie de lungimea arcului, iar în figura 11.b. – variaţia tensiunii în funcţie de amestecurile de Ar cu He şi H.
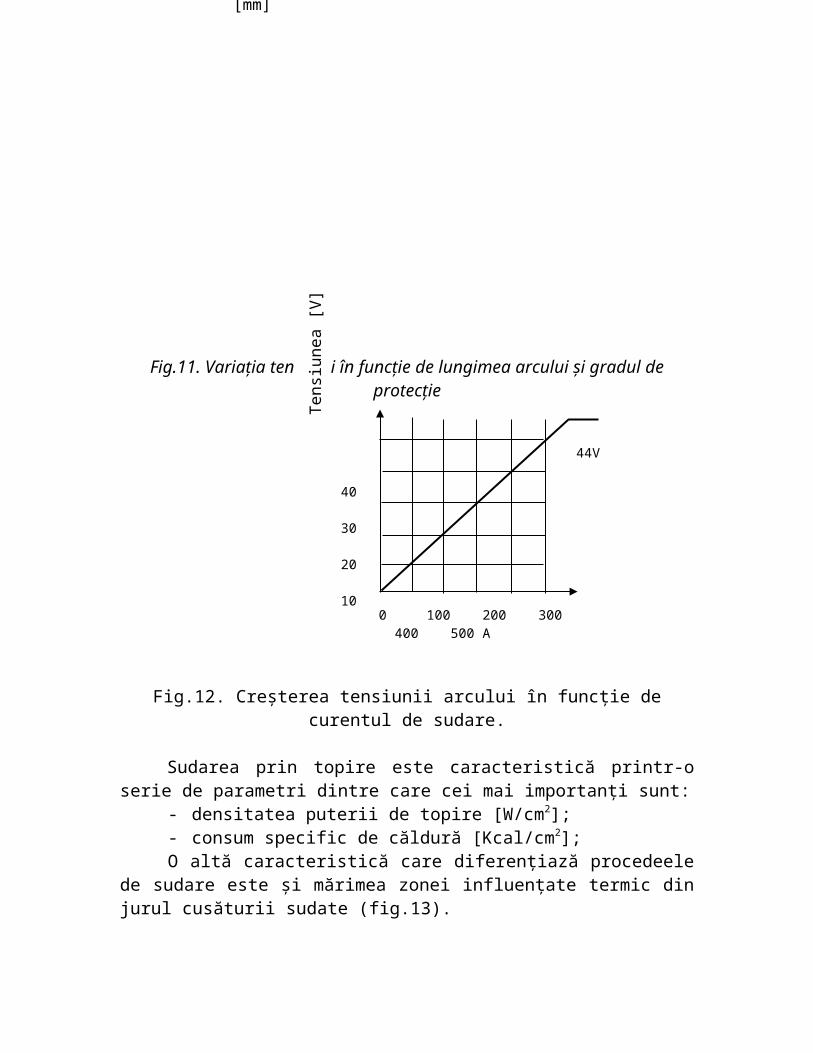
Fig.11. Variaţia tensiunii în funcţie de lungimea arcului şi gradul de protecţie
Fig.12. Creşterea tensiunii arcului în funcţie de curentul de sudare.
0 5 10 15 20 25lungimea arcului [mm]
Tens
iune
a [V
]
30
20
10
He
Ar
0 25 50 75 100He sau H2 în [%]
Tens
iune
a [V
]25
20
15
10
5
Larc = 2mmI = 100A
Ar+H2
0 100 200 300 400 500 A
Tens
iune
a [V
]
40
30
20
10
44V
Sudarea prin topire este caracteristică printr-o serie de parametri dintre care cei mai importanţi sunt:
- densitatea puterii de topire [W/cm2];- consum specific de căldură [Kcal/cm2];O altă caracteristică care diferenţiază procedeele de sudare este şi
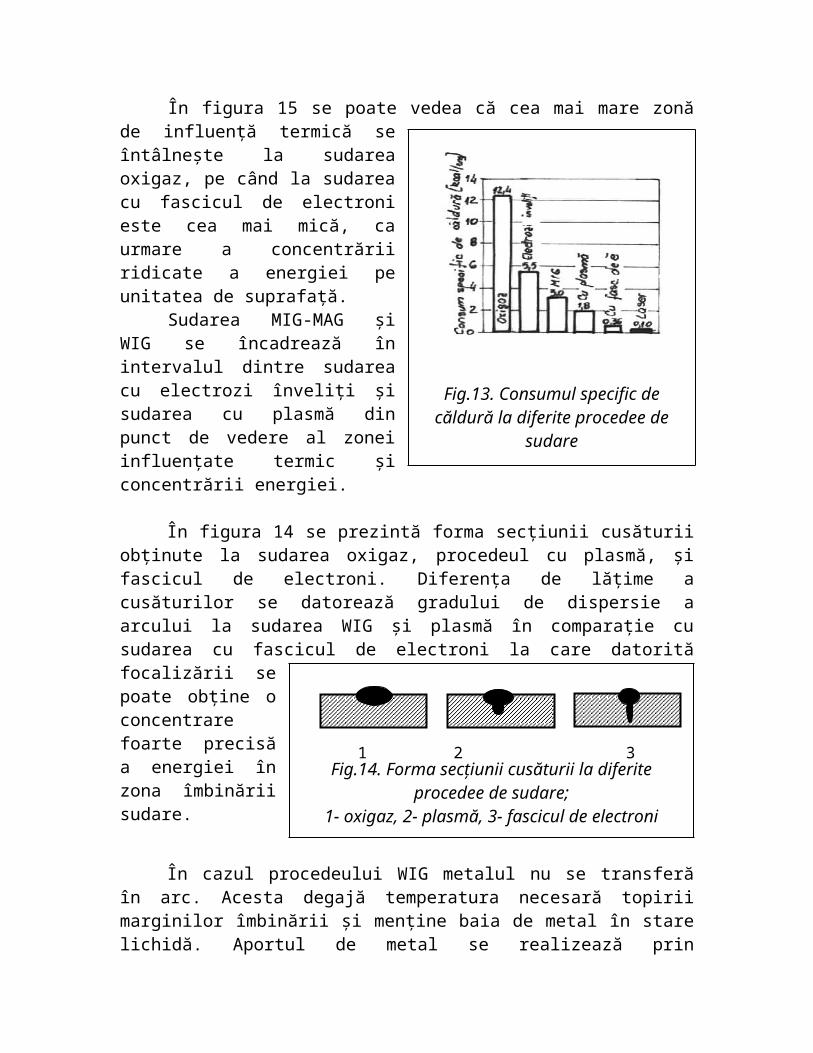
mărimea zonei influenţate termic din jurul cusăturii sudate (fig.13).În figura 15 se poate vedea că cea mai mare zonă de influenţă
termică se întâlneşte la sudarea oxigaz, pe când la sudarea cu fascicul de electroni este cea mai mică, ca urmare a concentrării ridicate a energiei pe unitatea de suprafaţă.
Sudarea MIG-MAG şi WIG se încadrează în intervalul dintre sudarea cu electrozi înveliţi şi sudarea cu plasmă din punct de vedere al zonei influenţate termic şi concentrării energiei.
În figura 14 se prezintă forma secţiunii cusăturii obţinute la sudarea oxigaz, procedeul cu plasmă, şi fascicul de electroni. Diferenţa de lăţime a cusăturilor se datorează gradului de dispersie a arcului la sudarea WIG şi plasmă în comparaţie cu sudarea cu fascicul de electroni la care datorită focalizării se poate obţine o concentrare foarte precisă a energiei în zona îmbinării sudare.
În cazul procedeului WIG metalul nu se transferă în arc. Acesta degajă temperatura necesară topirii marginilor îmbinării şi menţine baia de metal în stare lichidă. Aportul de metal se realizează prin introducerea manuală sau mecanizată a sârmei de adaos în zona cu temperatură
Fig.14. Forma secţiunii cusăturii la diferite procedee de sudare;
1- oxigaz, 2- plasmă, 3- fascicul de electroni
Fig.13. Consumul specific de
căldură la diferite procedee de sudare
1 2 3
ridicată a arcului, unde se topeşte şi picăturile sunt proiectate în baia de fuziune.
3.2. Tehnologia de sudare WIG
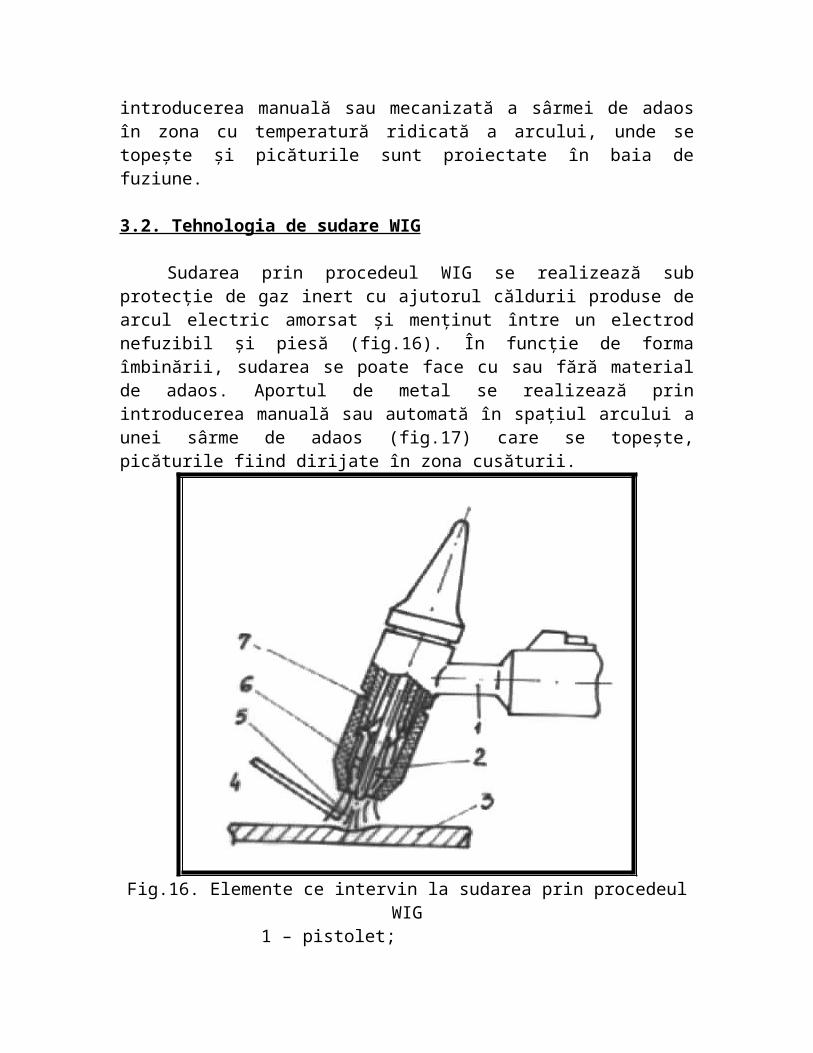
Sudarea prin procedeul WIG se realizează sub protecţie de gaz inert cu ajutorul căldurii produse de arcul electric amorsat şi menţinut între un electrod nefuzibil şi piesă (fig.16). În funcţie de forma îmbinării, sudarea se poate face cu sau fără material de adaos. Aportul de metal se realizează prin introducerea manuală sau automată în spaţiul arcului a unei sârme de adaos (fig.17) care se topeşte, picăturile fiind dirijate în zona cusăturii.
Fig.16. Elemente ce intervin la sudarea prin procedeul WIG1 – pistolet;2 – electrod de wolfram;3 – piesă;4 – materiale adaos;5 – arc electric;6 – argon;7 – apă de răcire;
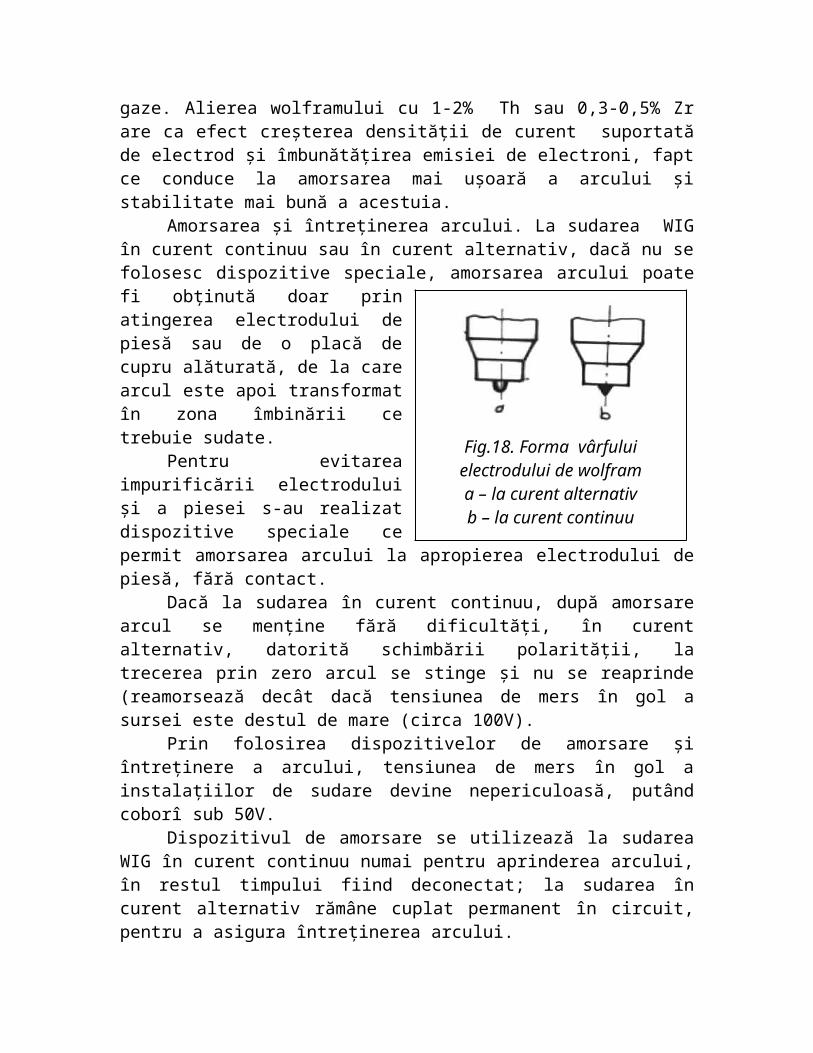
Forma vârfului electrodului are un rol important asupra stabilităţii arcului şi puterii de penetraţie. La sudarea oţelurilor, vârful electrodului
trebuie să fie ascuţit, de formă conică, pe când la sudarea aluminiului şi a metalelor uşoare se recomandă formă semisferică.
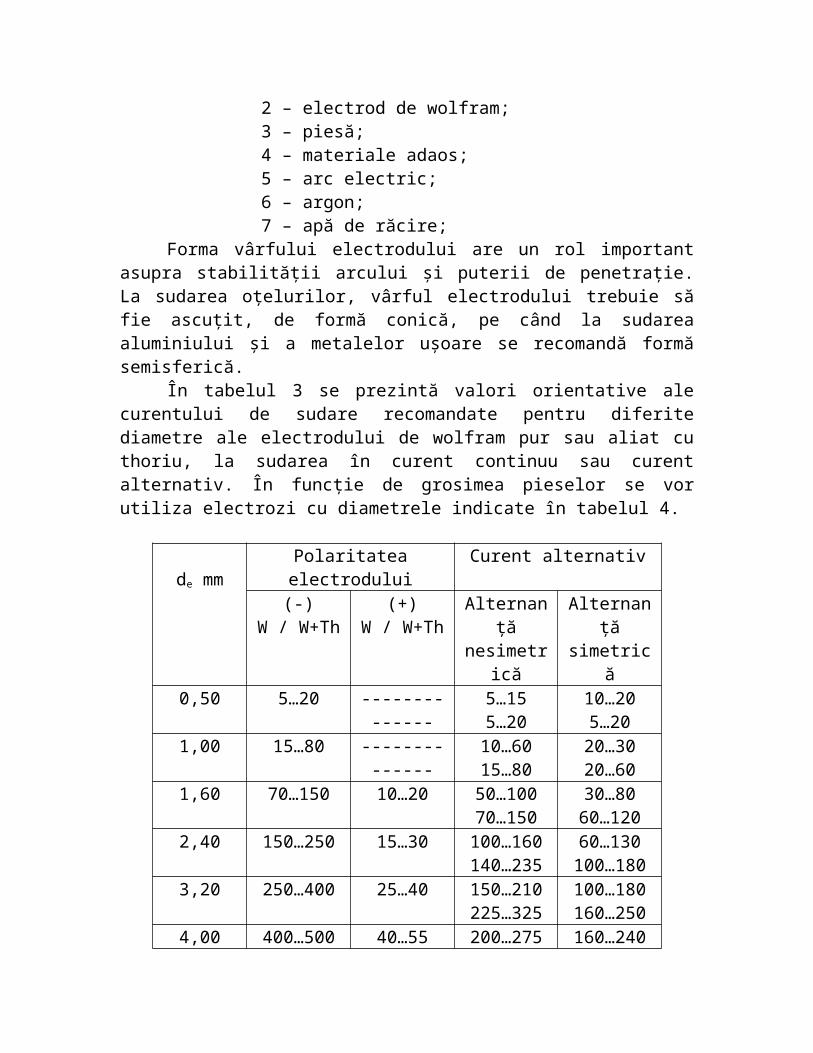
În tabelul 3 se prezintă valori orientative ale curentului de sudare recomandate pentru diferite diametre ale electrodului de wolfram pur sau aliat cu thoriu, la sudarea în curent continuu sau curent alternativ. În funcţie de grosimea pieselor se vor utiliza electrozi cu diametrele indicate în tabelul 4.
de mmPolaritatea electrodului Curent alternativ
(-)W / W+Th
(+)W / W+Th
Alternanţă nesimetrică
Alternanţă simetrică
0,50 5…20 -------------- 5…155…20
10…205…20
1,00 15…80 -------------- 10…6015…80
20…3020…60
1,60 70…150 10…20 50…10070…150
30…8060…120
2,40 150…250 15…30 100…160140…235
60…130100…180
3,20 250…400 25…40 150…210225…325
100…180160…250
4,00 400…500 40…55 200…275300…400
160…240200…320
4,80 500…750 55…80 250…350400…300
190…300290…390
6,25 750…1000 80…125 325…450500…630
230…400340…525
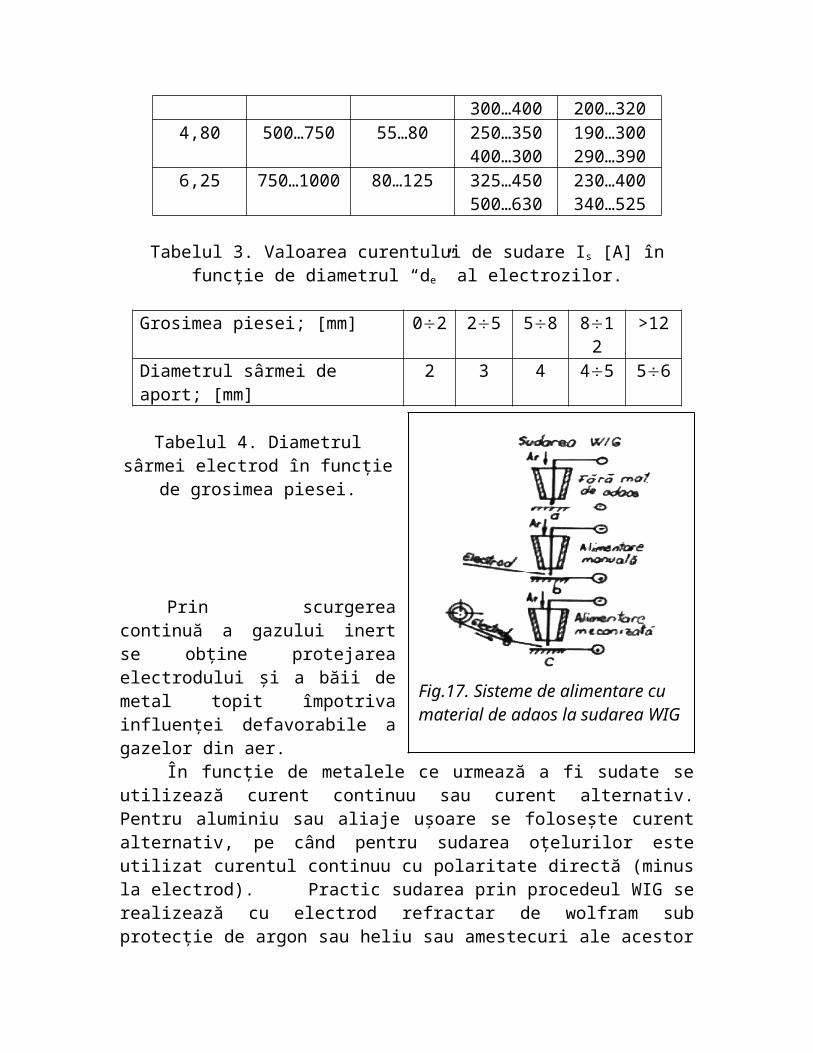
Tabelul 3. Valoarea curentului de sudare Is [A] în funcţie de diametrul “de” al electrozilor.
Grosimea piesei; [mm] 02 25 58 812
>12
Diametrul sârmei de aport; [mm] 2 3 4 45 56
Tabelul 4. Diametrul sârmei electrod în funcţie de grosimea
piesei.
Fig.17. Sisteme de alimentare cu material de adaos la sudarea WIG
Prin scurgerea continuă a gazului inert se obţine protejarea electrodului şi a băii de metal topit împotriva influenţei defavorabile a gazelor din aer.
În funcţie de metalele ce urmează a fi sudate se utilizează curent continuu sau curent alternativ. Pentru aluminiu sau aliaje uşoare se foloseşte curent alternativ, pe când pentru sudarea oţelurilor este utilizat curentul continuu cu polaritate directă (minus la electrod). Practic sudarea prin procedeul WIG se realizează cu electrod refractar de wolfram sub protecţie de argon sau heliu sau amestecuri ale acestor gaze. Alierea wolframului cu 1-2% Th sau 0,3-0,5% Zr are ca efect creşterea densităţii de curent suportată de electrod şi îmbunătăţirea emisiei de electroni, fapt ce conduce la amorsarea mai uşoară a arcului şi stabilitate mai bună a acestuia.
Amorsarea şi întreţinerea arcului. La sudarea WIG în curent continuu sau în curent alternativ, dacă nu se folosesc dispozitive speciale, amorsarea arcului poate fi obţinută doar prin atingerea electrodului de piesă sau de o placă de cupru alăturată, de la care arcul este apoi transformat în zona îmbinării ce trebuie sudate.
Pentru evitarea impurificării electrodului şi a piesei s-au realizat dispozitive speciale ce permit amorsarea arcului la apropierea electrodului de piesă, fără contact.
Dacă la sudarea în curent continuu, după amorsare arcul se menţine fără dificultăţi, în curent alternativ, datorită schimbării polarităţii, la trecerea prin zero arcul se stinge şi nu se reaprinde (reamorsează decât dacă tensiunea de mers în gol a sursei este destul de mare (circa 100V).
Prin folosirea dispozitivelor de amorsare şi întreţinere a arcului, tensiunea de mers în gol a instalaţiilor de sudare devine nepericuloasă, putând coborî sub 50V.
Dispozitivul de amorsare se utilizează la sudarea WIG în curent continuu numai pentru aprinderea arcului, în restul timpului fiind deconectat; la sudarea în curent alternativ rămâne cuplat permanent în circuit, pentru a asigura întreţinerea arcului.
Cu toate că sudarea WIG se poate face atât manual cât şi automat, datorită vitezei reduse de execuţie a îmbinărilor, în anumite situaţii, la materiale cu grosimi mari se foloseşte numai pentru realizarea îmbinărilor de rădăcină, urmând ca celelalte straturi să fie depuse printr-un procedeu mai productiv.
Fig.18. Forma vârfului electrodului de wolframa – la curent alternativb – la curent continuu
O condiţie esenţială pentru executarea unor suduri de calitate Prin procedeul WIG este asigurarea în zona îmbinării a unor suprafeţe perfect curăţate de oxizi, urme de ulei şi alte impurităţi.
În general protecţia cu gaz inert în timpul sudării se realizează numai dinspre partea din care se execută îmbinarea ca urmare a jetului de gaz ce este dirijat prin pistoletul de sudare. O protecţie perfectă se poate obţine prin execuţia operaţiilor de sudare în incinte închise ermetic, umplute cu gaz protector. Debitul de gaz se stabileşte în funcţie de natura şi grosimea pieselor ce se sudează.
3.3.Determinarea parametrilor de sudare
a) sudarea automată prin procedeul WIG - metal de bază: A2KO3 STAS 7198-80- diametrul electrodului
165de= -42+127+40 [mm] (3.1) - grosimea materialului165de= -42,52+1272,5+40de=2,01
din STAS se adoptă de=2,4mm.Pentru acest diametru se adoptă debitul de argon QAr=6 l/min.
- curentul de sudareIs=67de-37 [A] (3.2)Is=672,4-37=123A
- rata depuneriiAD=0,19210-2Is+0,148 [Kg/h] (3.3)AD=0,19210-2123+0,148=0,384 Kg/h
- tensiunea arculuiUa=13,34+0,0505Is [V] (3.4)Ua=13,34+0,0505123=19,5V
- aria cusăturiiAt=2/32,53=5mm2
- viteza de sudare
(3.5)
unde =7,8 Kg/dm3
- energia liniară de sudare
(3.6)
J/cm
Sursa de sudare este universală de tip IUW-400/IETB (cod 333112).- Is nom la DA=60% este 400A;- reglarea curentului: electronică;- diametrul electrozilor: 1,65mm;- debitul gazului protector: 1030 l/min;
4.5. Surse de curent pentru sudare WIGDupă felul curentului de sudare instalaţiile WIG sunt realizate în următoarele variante constructive:
- instalaţii de sudat în curent continuu- instalaţii de sudat în curent alternativ- instalaţii universale, care permit sudarea atât în curent
alternativ cât şi în curent continuuÎn funcţie de putere acestea pot fi prevăzute sau nu cu instalaţii de
răcire cu apă, în circuit închis, a pistoletului de sudare.
1 – sursa de curent (cc + ca) şi amplificatorul magnetic2 – radiator răcire apă3 – butelie argon4 – regulator de presiune cu debitmetru5 – pompa de recirculare a apei de răcire6 – ventilator7 – baterie de
condensatoare8 – bloc de comandă9 – generator de impulsuri de înaltă frecvenţă10 – cablu cu dâmă de legare la masă11 – pistolet cu pachet de furtunuri şi cabluri
Fig.27.Schema bloc a unei instalaţii de sudare WIG
Sursele de curent pentru sudarea WIG au o caracteristică externă coborâtoare, la fel cu cele folosite la sudarea cu electrod învelit (fig.28).
Pentru sudarea WIG automată sunt indicate sursele cu caracteristica externă (verificată) verticală numite şi surse de curent constant.
Reglarea intensităţii curentului de sudare se poate face în două moduri:
-reglarea cu amplificator magnetic- reglarea electronică, cu circuit defazor
În ambele cazuri este posibil un reglaj fin, atât la aparat cât şi prin comandă de la distanţă. Parametrii ce caracterizează o sursă de sudare WIG sunt următorii:
U0 – tensiunea de mers în gol, care este tensiunea la borne când circuitul exterior este deschis. În funcţie de domeniul de reglaj are o valoare minimă şi una maximă.U2 – tensiunea de lucru care este tensiunea la borne în timp ce sursa debitează curent
În cazul sudării WIG U2=10+0,04I2, pentru I2600A sau U2=34V pentru I2600A.
Curentul nominal de sudare este dat de valoarea maximă a curentului de sudare, care nu conduce la depăşirea limitelor de temperatură admise de sursă.
Pentru sudarea pieselor cu grosime mai mare, datorită curenţilor de intensitate mare folosiţi s-a impus asigurarea răcirii cu apă a cablului de alimentare cu curent şi a pistoletului de sudare, care altfel s-ar încălzi puternic.
Oferind instalaţiei de sudare o mai mare autonomie, sistemul de răcire în circuit închis cuprinde o pompă cuplată cu un radiator răcit, prin intermediul ventilatorului care asigură totodată şi răcirea sursei.
Pe circuitul de alimentare cu apă a pistoletului se intercalează un prostat care autorizează sudarea numai în cazul când sistemul de răcire funcţionează normal.
Fig.28.Caracteristica externă a sursei de sudare WIG a – la sudarea WIG manuală b – la sudarea
WIG automată
Blocul de comandă al instalaţiei de sudare WIG permite sudorului ca la acţionarea butoanelor de pe pistolet să obţină următoarele funcţiuni:
- conectarea sau deconectarea temporizată a curentului de sudare
- deschiderea gazului de protecţie înainte de conectarea şi închiderea după conectarea curentului de sudare, prin intermediul unui releu de timp
Pistoletele pentru sudare se execută într-o mare varietate de forme şi dimensiuni. Ele se împart în două categorii principale în funcţie de modul de răcire al acestora:
- pistolete răcite cu aer (până la 200A)- pistolete răcite cu apă (peste 200A)
Pachetul de cabluri de legătură cu sursa de sudare (4…10m) asigură transmiterea la pistolet a curentului de sudare, a argonului, circulaţia tur-retur a apei de răcire, precum şi transmiterea prin intermediul butonului de pe pistolet a comenzilor de începere şi oprire a sudării.
Bateria de condensatoare are rolul de a opri componentele de curent continuu ce iau naştere la sudarea în curent alternativ în special a aluminiului şi aliajelor sale.
Când electrodul este negativ şi curentul trece de la piesă spre electrod, bateria de condensatoare se încarcă astfel încât armătura la care se leagă electrodul se încarcă pozitiv. La semiperioada următoare, când electrodul este pozitiv, tensiunea debitată de transformator va deveni mai ridicată datorită modului de polarizare anterior. În acest mod se stabileşte o stare de echilibru, alternanţele curentului de sudare devenind simetrice şi au amplitudini egale.
Având un efect favorabil asupra sudabilităţii arcului, introducerea bateriei de condensatoare a făcut posibilă reducerea tensiunii în gol a surselor de sudare la valori mai mici de 100V.
CAP.V DEFECTELE ŞI CONTROLUL ÎMBINĂRILOR SUDATE
5.1. Defectele îmbinărilor sudate
La sudarea prin procedeul WIG ca şi în cazul celorlalte procedee de sudare prin topire cu arc electric, pot apărea defecte în cusătură dacă nu este respectată tehnologia de sudare.
Datorită protecţiei cu gaze unele defecte cum sunt incluziunile de zgură, vor apărea mai rar la aceste procedee de sudare.
Existenţa defectelor în sudură poate provoca distrugerea parţială sau totală, adică avarierea în exploatare a unei structuri sudate. La verificarea îmbinărilor sudate apare problema admisibilităţii unor defecte, stabilirea situaţiei când acestea se pot repara fără a introduce tensiuni
reziduale, deformaţii sau schimbări de structură greu de controlat, care pot constitui noi surse potenţiale de avarii.
La sudarea în mediu protector de gaze, defectele cusăturilor sudate se clasifică în goluri, defecte dimensionale şi caracteristici dimensionale.
Categoria defectelor de continuitate cuprinde: suflurile, fisurile şi microfisurile, incluziunile nemetalice, lipsa de topire, suprafeţele neregulate la cusături.
Gazele dizolvate în metalul topit şi care în cursul solidificării nu au putut ieşi, rămânând prinse în cusătură, formează sufluri sub forma unor mici cavităţi rotunde. Solubilitatea gazelor în metalul topit scade dacă răcirea acesteia se face lent.
Fisurile sunt cele mai periculoase defecte de continuitate. Acestea apar când există tensiuni interne în suduri în situaţiile când scade şi plasticitatea metalului. Pericolul constă în faptul că, în condiţii prielnice, fisurile şi microfisurile se propagă rapid şi produc ruperi în structurile sudate aflate sub sarcină. Pentru evitarea apariţiei fisurilor se recomandă ca la structurile sudate să se folosească metale de bază şi de adaos cu mare plasticitate, cu o mare capacitate de rezistenţă la producerea şi propagarea fisurilor. Fisurile reprezintă concentratori de tensiune şi reduc secţiunea rezistentă a îmbinărilor sudate.
Lipsa de topire e un defect grav care arată că la sudare nu s-a făcut o legătură corespunzătoare între metalul de adaos şi metalul de bază; în exploatare se poate produce desprinderea pieselor îmbinate şi avarierea construcţiei sudate. Principala cauză o constituie tehnologia de sudare greşită sau aplicarea incorectă a acesteia.
Suprafeţele neregulate ale cusăturii cauzate de un proces de sudare nestabil, pot duce la apariţia concentratorilor de tensiune.
Stropii constituie defecte ce se datorează gazului de protecţie, reglării incorecte a parametrilor de sudare, distanţei necorespunzătoare între duza de contact şi piese.
Lipsa de pătrundere poate apare la sudarea cu curent redus, viteză de sudare prea mare, sau datorită influenţei sudorului în cazul sudării manuale.
5.2.Controlul dimensiunilor şi aspectului îmbinărilor Pentru controlul dimensiunilor rostului (unghi, deschidere, rădăcină) şi a dimensiunilor rădăcinii sudate (grosime, lăţime) se pot folosi şabloane sau şublere speciale pentru sudare. Examinarea aspectului îmbinării sudate se face pentru detectarea eventualelor defecte în cusătură sau ZIT cu aparate uzuale de mărit cum sunt lupele, microscoapele portabile; pentru examinarea sudurilor amplasate în zone greu accesibile se folosesc aparate de construcţie specială.
5.2.1. Controlul cu lichide penetrante
Controlul cu lichide penetrante se foloseşte pentru localizarea defectelor deschise la suprafaţă (fisuri, pori, etc.) şi constă din următoarele operaţii:
- aplicarea unui lichid activ, penetrant, pe suprafaţa piesei de controlat, în prealabil curăţată
- îndepărtarea excesului de penetrant- aplicarea unui material absorbant pulverulent (developant)
pe suprafaţa pieseiLichidul capilar activ pătrunde în defectele deschise la suprafaţă, de
unde este absorbit de către developant. Caracteristica penetrantului (culoare, fluorescenţă, etc.) permite punerea în evidenţă a defectului pe fondul developantului.
Penetranţii curenţi folosiţi sunt de două tipuri coloraţi şi fluorescenţi. Penetranţii coloraţi sunt în general de culoare roşie iar developanţii aferenţi de culoare albă. Defectele se evidenţiază ca un desen roşu pe un fond alb. Penetranţii fluorescenţi emit radiaţii vizibile sub acţiunea radiaţiilor ultraviolete.
Deoarece tipul şi mărimea defectului este greu de apreciat în cazul unei difuzii excesive a penetrantului se recomandă observarea repetată la diferite intervale de timp, atât înainte cât şi după scurgerea timpului de developare. Se pot trage astfel concluzii asupra adâncimii defectului (extinderea în timp a zonei colorate indică un defect adânc).