strategies for processing low-grade iron ore minerals
TRANSCRIPT
This article was downloaded by: [Yale University Library]On: 24 February 2013, At: 23:13Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Mineral Processing and Extractive Metallurgy Review:An International JournalPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/gmpr20
STRATEGIES FOR PROCESSING LOW-GRADE IRON OREMINERALSU. Srivastava a & S. Komar Kawatra aa Department of Chemical Engineering, Advanced Sustainable Iron and Steelmaking Center(ASISC)–NSF I/UCRC, Michigan Technological University, Houghton, Michigan, USAVersion of record first published: 01 Oct 2009.
To cite this article: U. Srivastava & S. Komar Kawatra (2009): STRATEGIES FOR PROCESSING LOW-GRADE IRON ORE MINERALS,Mineral Processing and Extractive Metallurgy Review: An International Journal, 30:4, 361-371
To link to this article: http://dx.doi.org/10.1080/08827500903185208
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form toanyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses shouldbe independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims,proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly inconnection with or arising out of the use of this material.
Mineral Processing & Extractive Metall. Rev., 30: 361–371, 2009
Copyright © Taylor & Francis Group, LLC
ISSN: 0882-7508 print/1547-7401 online
DOI: 10.1080/08827500903185208
STRATEGIES FOR PROCESSING LOW-GRADEIRON ORE MINERALS
U. SRIVASTAVA AND S. KOMAR KAWATRA
Department of Chemical Engineering,
Advanced Sustainable Iron and Steelmaking
Center (ASISC)–NSF I/UCRC, Michigan
Technological University, Houghton, Michigan, USA
The conventional routes for making iron and steel require that theore be upgraded through a series of physical separation processes insequence. The unit operations involved include crushing, grinding,separation, dewatering, pelletization, blast furnace processing, andbasic oxygen furnace processing. This complex sequence is notcost effective for many low-grade ores that are resistant to physicalconcentration. For example, many ores contain iron oxide in anonmagnetic form and are so fine-grained that it is uneconomical togrind them to a fine enough size to separate the iron oxides from thegangue. Exploitation of these iron minerals needs to take a differentapproach, using fewer process steps than are required for conven-tional ironmaking. Results are presented showing that it is possibleto produce metallic iron directly from low-grade ores. The metal isin a form that can be easily separated to produce a high-grade ironproduct, and the iron recovery is greater than can be achieved fromdifficult-to-process ores by conventional means.
Keywords: iron extraction, iron nuggets, iron ore, low-grade ore,pyrometallurgy
Address correspondence to S. Komar Kawatra, Department of ChemicalEngineering, Michigan Technological University, 1400 Townsend Drive, Houghton, MI49931. E-mail: [email protected]
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013

362 U. SRIVASTAVA AND S. K. KAWATRA
INTRODUCTION
When iron is produced from ore using conventional blast furnace ordirect reduction technologies, it is considered important to convert theore to high-grade iron oxide. This is necessary for proper operationof both blast furnaces and direct reduction reactors, as neither cantolerate high volumes of slag (Chatterjee 1994; Zervas et al. 1996).Concentrating the ore also has a number of other benefits, as a highpercentage of iron in the feed to an ironmaking furnace minimizesproblems caused by a high degree of dilution by gangue minerals.These include the energy costs to melt the extra material, reductionof furnace throughput due to the volume of the gangue minerals, andlosses of metal due to entrainment in the slag (Feinman 1999).
However, the need to upgrade the ore limits the industry to usingonly ores that can be economically ground and separated to produce ahigh-grade concentrate. Many formations exist that have iron contentsthat are equal to or greater than the iron contents of ores that arecurrently being profitably mined, but they are so fine-grained that it isnot practical to grind them fine enough to allow the iron oxides to beseparated from the gangue minerals.
The ability to use low-grade ores directly, without the need forgrinding to liberation size and beneficiating the ore, would makeit possible to greatly expand the resources of usable iron ores. Anironmaking process that can work effectively with very high ganguelevels in the feed would allow a great reduction in the complexityof ore preparation, and great simplification of the processing shownin Figure 1 could significantly reduce processing costs (Anamericand Kawatra 2006). The economic trade-off will be increased energyconsumption due to the need to melt all of the gangue to produceslag. This increased energy use will be partially offset by the factthat ironmaking slag is a marketable commodity in its own right (vanOss 2006), unlike the gangue minerals themselves, which currentlyare simply disposed of in tailings impoundments. If the reduction inprocessing costs and increased value of the reject material due to itsconversion to slag is sufficient to compensate for increased energyusage in the furnace, then many ores that are considered unusable withpresent technology would become economical.
The primary question addressed in this article is whether it ispossible to both reduce iron oxides to metal, and separate the metalliciron from the resulting slag, without excessive losses of iron to the slag.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013
STRATEGIES FOR PROCESSING LOW-GRADE IRON ORE MINERALS 363
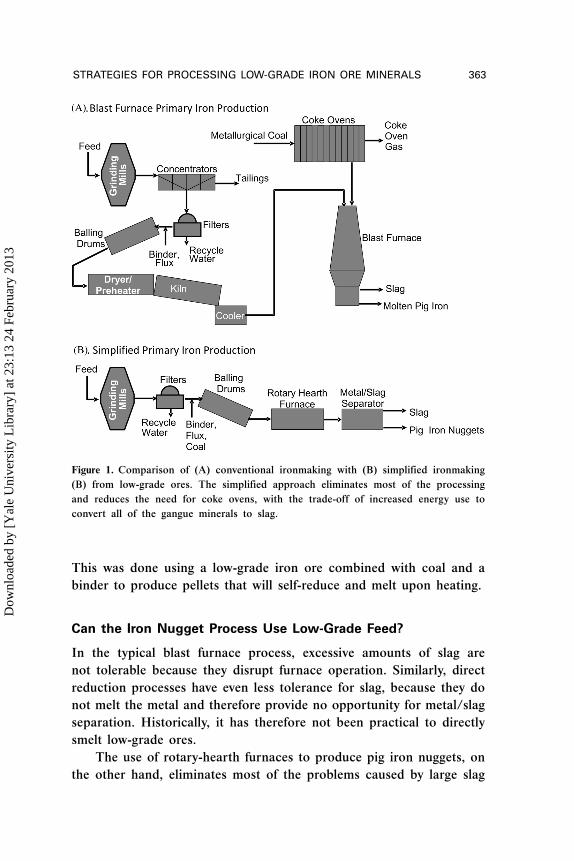
Figure 1. Comparison of (A) conventional ironmaking with (B) simplified ironmaking(B) from low-grade ores. The simplified approach eliminates most of the processingand reduces the need for coke ovens, with the trade-off of increased energy use toconvert all of the gangue minerals to slag.
This was done using a low-grade iron ore combined with coal and abinder to produce pellets that will self-reduce and melt upon heating.
Can the Iron Nugget Process Use Low-Grade Feed?
In the typical blast furnace process, excessive amounts of slag arenot tolerable because they disrupt furnace operation. Similarly, directreduction processes have even less tolerance for slag, because they donot melt the metal and therefore provide no opportunity for metal/slagseparation. Historically, it has therefore not been practical to directlysmelt low-grade ores.
The use of rotary-hearth furnaces to produce pig iron nuggets, onthe other hand, eliminates most of the problems caused by large slag
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013
364 U. SRIVASTAVA AND S. K. KAWATRA
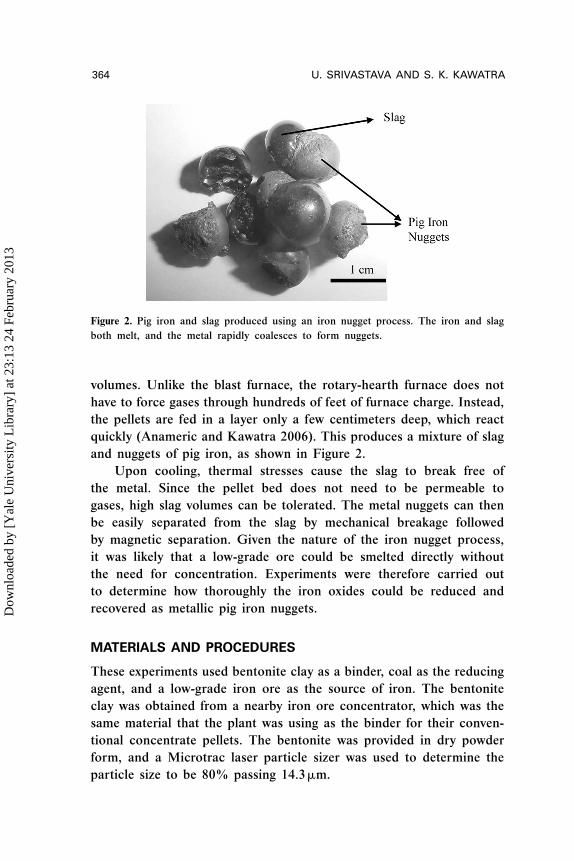
Figure 2. Pig iron and slag produced using an iron nugget process. The iron and slagboth melt, and the metal rapidly coalesces to form nuggets.
volumes. Unlike the blast furnace, the rotary-hearth furnace does nothave to force gases through hundreds of feet of furnace charge. Instead,the pellets are fed in a layer only a few centimeters deep, which reactquickly (Anameric and Kawatra 2006). This produces a mixture of slagand nuggets of pig iron, as shown in Figure 2.
Upon cooling, thermal stresses cause the slag to break free ofthe metal. Since the pellet bed does not need to be permeable togases, high slag volumes can be tolerated. The metal nuggets can thenbe easily separated from the slag by mechanical breakage followedby magnetic separation. Given the nature of the iron nugget process,it was likely that a low-grade ore could be smelted directly withoutthe need for concentration. Experiments were therefore carried outto determine how thoroughly the iron oxides could be reduced andrecovered as metallic pig iron nuggets.
MATERIALS AND PROCEDURES
These experiments used bentonite clay as a binder, coal as the reducingagent, and a low-grade iron ore as the source of iron. The bentoniteclay was obtained from a nearby iron ore concentrator, which was thesame material that the plant was using as the binder for their conven-tional concentrate pellets. The bentonite was provided in dry powderform, and a Microtrac laser particle sizer was used to determine theparticle size to be 80% passing 14.3�m.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013
STRATEGIES FOR PROCESSING LOW-GRADE IRON ORE MINERALS 365
The coal was a steam coal obtained as coarse lumps from a nearbypower plant. It was a blend of subbituminous coals from AntelopeMine, Wyoming, and Spring Creek Mine, Montana. The proximateanalysis of the coal was 26.5% moisture, 5.97% ash, 0.20% sulfur,31.15% volatiles, 37.00% fixed carbon, and 8,800BTU/lb. The coalwas rod milled to 80% passing 57.28�m for use in the experiments.
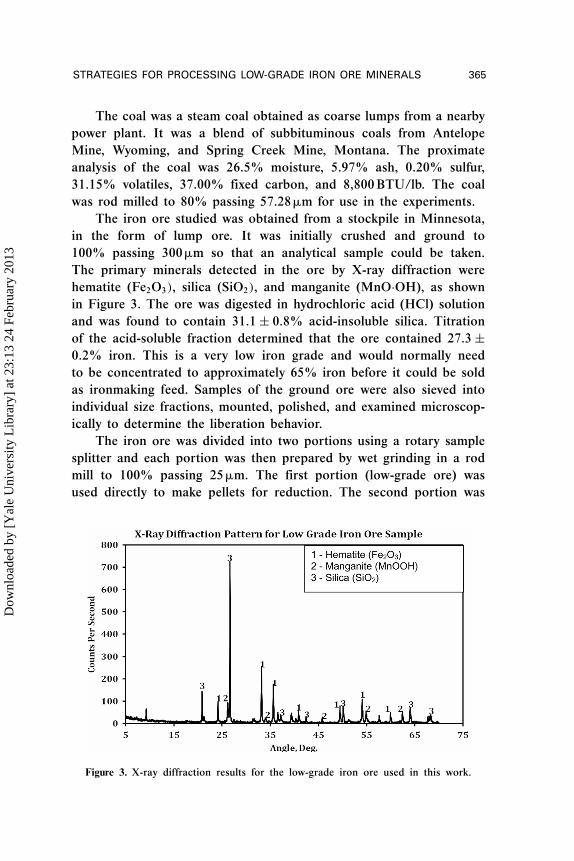
The iron ore studied was obtained from a stockpile in Minnesota,in the form of lump ore. It was initially crushed and ground to100% passing 300�m so that an analytical sample could be taken.The primary minerals detected in the ore by X-ray diffraction werehematite (Fe2O3), silica (SiO2), and manganite (MnO·OH), as shownin Figure 3. The ore was digested in hydrochloric acid (HCl) solutionand was found to contain 31.1 ± 0.8% acid-insoluble silica. Titrationof the acid-soluble fraction determined that the ore contained 27.3 ±0.2% iron. This is a very low iron grade and would normally needto be concentrated to approximately 65% iron before it could be soldas ironmaking feed. Samples of the ground ore were also sieved intoindividual size fractions, mounted, polished, and examined microscop-ically to determine the liberation behavior.
The iron ore was divided into two portions using a rotary samplesplitter and each portion was then prepared by wet grinding in a rodmill to 100% passing 25�m. The first portion (low-grade ore) wasused directly to make pellets for reduction. The second portion was
Figure 3. X-ray diffraction results for the low-grade iron ore used in this work.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013

366 U. SRIVASTAVA AND S. K. KAWATRA
processed using wet high-intensity magnetic separation (WHIMS) toproduce an iron-enriched concentrate (upgraded ore).
The feed composition for pelletization was calculated based onthe amount of carbon needed to reduce the iron oxides present tometallic iron (Abraham and Ghosh 1979; Fruehan 1977; Nascimentoet al. 1998). In previous work with high-grade iron concentrates, itwas found that a weight ratio of 3.6g of iron oxide per gram of coalwould reduce the iron oxide completely to metallic iron (Anameric andKawatra 2006). This same weight ratio of iron oxide/coal was thereforeused in the experiments reported here.
To produce pellets, the feed mixture (coal, iron ore, and bentonite)was first mixed thoroughly in a kneader-mixer with sufficient moistureto give the correct consistency for pelletizing (approximately 10%moisture). The mixture was then delumped through a 2.8mm sieve.The moist mixture was then pelletized in a laboratory pelletizing drumat 25 rpm until the pellets had enlarged to a mean diameter of 12.7mm.The pellets were then dried at 105◦C for 24h.
Pellets were fired by first placing them on a bed of granulatedcarbon in a clay-graphite crucible and then preheating to 1000◦C over aperiod of 5 min in an electrically heated muffle furnace. The preheatedcrucible was then transferred to a high-temperature furnace where it washeated further to either 1425◦C or 1450◦C for either 15min or 25min.Including the preheating time, the total firing times were either 20minor 30min. The crucible was then removed and allowed to air cool.
Once the material in the crucible had cooled, the slag and metalparticles were broken free of each other and the iron nuggets wereseparated from the slag using magnetic separation. The densities of theiron nuggets were determined using Archimede’s principle, and ironcontents were estimated based on the nugget densities, which correlateswith the iron content of the metal (Krauss 1990; Mampaey 2001).
RESULTS AND DISCUSSION
Microscopic examination of the ore was carried out on samplesmounted in epoxy resin and polished. Photomicrographs of the samplesare shown in Figures 4–6. It is clear from the micrographs that the ironoxides and gangue minerals are intimately intermixed, and so grindingto a sufficiently fine size for complete liberation would not be practical.Some degree of liberation could be achieved at a top particle size of
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013
STRATEGIES FOR PROCESSING LOW-GRADE IRON ORE MINERALS 367
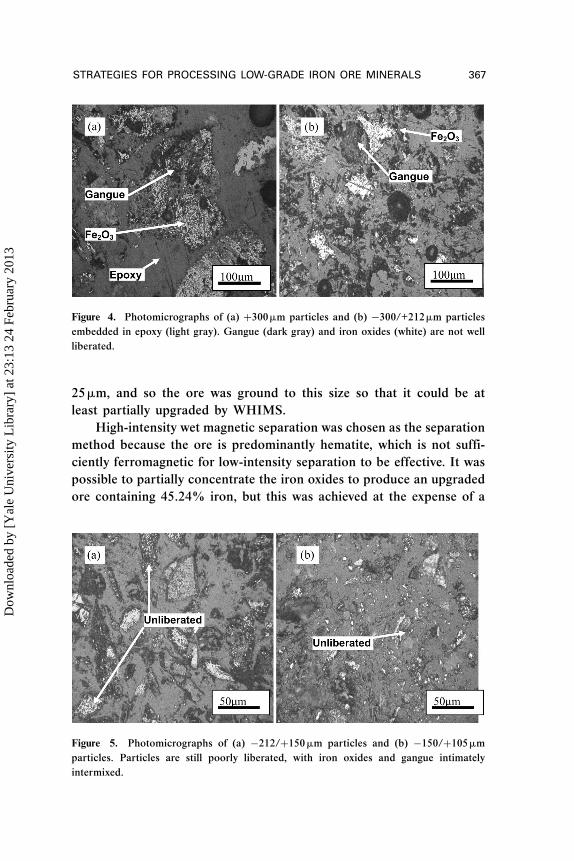
Figure 4. Photomicrographs of (a) +300�m particles and (b) −300/+212�m particlesembedded in epoxy (light gray). Gangue (dark gray) and iron oxides (white) are not wellliberated.
25�m, and so the ore was ground to this size so that it could be atleast partially upgraded by WHIMS.
High-intensity wet magnetic separation was chosen as the separationmethod because the ore is predominantly hematite, which is not suffi-ciently ferromagnetic for low-intensity separation to be effective. It waspossible to partially concentrate the iron oxides to produce an upgradedore containing 45.24% iron, but this was achieved at the expense of a
Figure 5. Photomicrographs of (a) −212/+150�m particles and (b) −150/+105�mparticles. Particles are still poorly liberated, with iron oxides and gangue intimatelyintermixed.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013
368 U. SRIVASTAVA AND S. K. KAWATRA
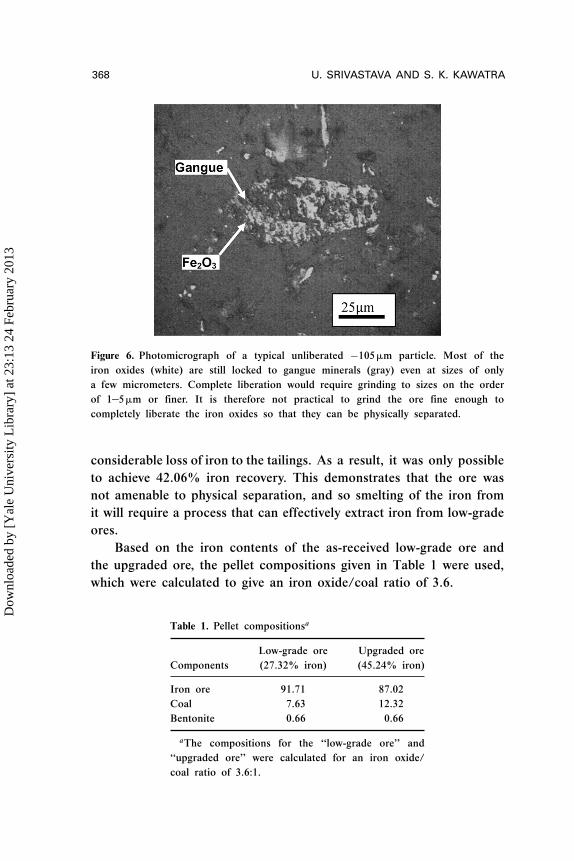
Figure 6. Photomicrograph of a typical unliberated −105�m particle. Most of theiron oxides (white) are still locked to gangue minerals (gray) even at sizes of onlya few micrometers. Complete liberation would require grinding to sizes on the orderof 1–5�m or finer. It is therefore not practical to grind the ore fine enough tocompletely liberate the iron oxides so that they can be physically separated.
considerable loss of iron to the tailings. As a result, it was only possibleto achieve 42.06% iron recovery. This demonstrates that the ore wasnot amenable to physical separation, and so smelting of the iron fromit will require a process that can effectively extract iron from low-gradeores.
Based on the iron contents of the as-received low-grade ore andthe upgraded ore, the pellet compositions given in Table 1 were used,which were calculated to give an iron oxide/coal ratio of 3.6.
Table 1. Pellet compositionsa
Low-grade ore Upgraded oreComponents (27.32% iron) (45.24% iron)
Iron ore 91.71 87.02Coal 7.63 12.32Bentonite 0.66 0.66
aThe compositions for the ‘‘low-grade ore’’ and‘‘upgraded ore’’ were calculated for an iron oxide/coal ratio of 3.6:1.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013
STRATEGIES FOR PROCESSING LOW-GRADE IRON ORE MINERALS 369
Using these pellet compositions, it was found that, upon heating,the pellets self-reduced and melted completely, regardless of whetherthey were made with low-grade ore or upgraded ore. Upon melting, theiron coalesced into metallic beads approximately 0.25cm in diameter,which broke free of the porous, brittle, adhering slag and could beeasily separated. Increasing the process temperature from 1425◦C to1450◦C shortened the necessary processing time by approximately10min due to the reduced slag viscosity at higher temperature. Thenugget densities and the iron recovery for each set of process condi-tions are shown in Table 2. In previous work, it was determined thatnuggets with densities greater than 7.0g/cm3 have the compositionof standard pig iron and are approximately 96% iron (Anameric andKawatra 2006). All of the nuggets produced in these experiments meetthis threshold, and so the iron recoveries were calculated on this basis.
From these results, it can be seen that even with the low-gradeore, the iron recovery to the nuggets was typically in excess of 90%,which is very high. Upgrading the ore before making pellets only slightlyincreased the nugget density and the iron recovery from the pellets. Thisslight benefit of upgrading the ore was more than counterbalanced by
Table 2. Nugget production results for both the original low-grade ore and the oreupgraded with WHIMS
Firing % weight Nugget % iron Total %temperature yield density, recovery iron
Ore type and time from pellets g/cm3 from pellets recovery
Low grade 1425◦C, 20min 23.1 6.99 83.04 83.04(27.32% iron) 1425◦C, 30min 25.4 7.04 91.18 91.18100% of iron 1450◦C, 20min 26.0 7.07 93.56 93.56from feed 1450◦C, 30min 26.7 7.09 95.79 95.79enters pelletsUpgraded 1425◦C, 20min 42.3 7.09 91.8 38.60(45.24% iron) 1425◦C, 30min 42.4 7.11 91.9 38.6742.06% of iron 1450◦C, 20min 42.4 7.12 92.0 38.69from feed recovered 1450◦C, 30min 44.5 7.14 96.4 40.56in WHIMS
The firing times given include a 5-minute preheat to 1000◦C. The ‘‘% iron recovery frompellets’’ is the percentage of the iron that entered the furnace in the feed pellets that wasultimately recovered in the nuggets. The ‘‘Total % iron recovery’’ is the percentage of theiron originally present in the raw ore that was ultimately recovered in the nuggets, and reflectsthe large fraction of the iron that was lost during the WHIMS process for the upgraded ore.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013

370 U. SRIVASTAVA AND S. K. KAWATRA
the tremendous loss of iron recovery due to the losses in the tailings ofthe WHIMS, so that the total iron recovery was reduced to less than40%. Processing the as-received low-grade ore directly is thereforeclearly superior from the standpoint of total iron recovery.
The primary visible difference between the material made directlyfrom the low-grade ore and the material made from the upgraded orewas that the low-grade ore produced fewer metallic beads, which wereslightly smaller in diameter, but they could still be easily separated.These results confirm that it is in fact possible to directly producemetallic iron from low-grade ore, in a form that can be separated foruse in steelmaking, without unduly sacrificing product quality.
CONCLUSIONS
It was determined that it is possible to produce metallic iron directlyfrom low-grade ores by using an ‘‘iron nugget’’ process, where the oreis ground, combined with a reductant such as coal, and then heatedto a temperature where it will self-reduce and melt. This process ismuch more forgiving of high slag volumes than either blast furnaceprocessing or direct reduction.
The resulting nuggets of iron can be readily separated from theporous, brittle slag produced, as they break apart easily and the ironcan be magnetically separated. This process represents a considerablesimplification in iron ore processing, as it eliminates the need for aniron ore concentrator circuit and also eliminates the need to disposeof tailings from a concentrator. It is therefore possible to simply grindthe ore, then pelletize and smelt it. The trade-off is that considerablymore slag will be produced during the smelting process. However, slagis a marketable commodity, and so it will be possible to sell it at aprofit rather than needing to dispose of it in a tailings impoundmentat a loss.
ACKNOWLEDGMENTS
This work was done through the Advanced Sustainable Iron andSteelmaking Center (ASISC), an NSF Industry/University Cooper-ative Research Center, with partial support from the National ScienceFoundation.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013
STRATEGIES FOR PROCESSING LOW-GRADE IRON ORE MINERALS 371
REFERENCES
Abraham, M. C. and Ghosh, A., 1979, ‘‘Kinetics of reduction of iron oxideby carbon.’’ Ironmaking and Steelmaking, 6, pp. 14–23.
Anameric, B. and Kawatra, S. K., 2006, ‘‘Laboratory study related to theproduction and properties of pig iron nuggets.’’ Minerals and MetallurgicalProcessing, 23(1), pp. 52–56.
Chatterjee, A., 1994, Beyond the Blast Furnace, Ann Arbor, MI: CRC Press.Feinman, J., 1999, ‘‘Direct reduction and smelting processes,’’ In The
Making, Shaping, and Treating of Steel, 11th Ed. (Ironmaking Volume),(R. J. Fruehan, Ed.), Warrendale, PA: Association for Iron & SteelTechnology.
Fruehan, R. J., 1977, ‘‘The rate of reduction of iron oxides by carbon.’’Metallurgical and Materials Transactions B, 8, pp. 279–286.
Krauss, G., 1990, ‘‘Microstructures, processing, and properties of steels,’’Metals Handbook, 10th Ed., vol. 1. Materials Park, OH: ASM Interna-tional, pp. 126, 127, 132.
Mampaey F., 2001, ‘‘Solidification morphology of white cast iron.’’ Transactionsof the American Foundrymen’s Society, 01-068, pp. 1–11.
Nascimento, R. C., Mourao, M. B., and Capocchi, J. D. T., 1998, ‘‘Reduction-swelling behavior of pellets bearing iron ore and charcoal.’’ CanadianMetallurgical Quarterly, 37(5), pp. 441–448.
van Oss, H. G., 2006, ‘‘Slag—iron and steel,’’ Minerals Yearbook. Washington,DC: U.S. Geological Survey; http://minerals.usgs.gov/minerals/pubs/commodity/iron_&_steel_slag/myb1-2006-fesla.pdf, accessed Dec. 24,2008.
Zervas, T., McMullan, J. T., and Williams, B. C., 1996, ‘‘Direct smelting andalternative processes for the production of iron and steel.’’ InternationalJournal of Energy Research, 20, pp. 1103–1128.
Dow
nloa
ded
by [
Yal
e U
nive
rsity
Lib
rary
] at
23:
13 2
4 Fe
brua
ry 2
013