spray drier for ceramic suspensions
TRANSCRIPT
SCIENCE IN THE CERAMICS INDUSTRY
SPRAY DRIER FOR CERAMIC SUSPENSIONS
M. S. Belopol'skii, Yu. N. Tikhomirov, V. I. Zaitsev, A. V. Grigor'ev, S. B. Kostrov, and N. F. Kharkina
UDC 666.3.047.791.I
The first Soviet driers (Scientific-Research Institute of Building Ceramics, Minsk Building Materials Combine, and Giprostroimaterialy) were used in the production of wall tiles. The output of a spray drier is determined by its heat capacity and the throughput of the ventilation system. The latter are directly linked with the amount of water being evaporated. Therefore, the drier factor or characteristic is actually its output in terms of the water evaporated.
Recently spray driers have been extensively used for floor tiles. The clay slips have a higher moisture content than wall tile slips (55% instead of 45%). This fact means there was a reduction in the powder output. During operations the actual output of the driers proved to be somewhat lower than that calculated due to the need to reduce the pressure or diameter of the nozzle (in some cases both) in order to eliminate sticking of powder on the shelves of the drying chamber. It is found that in the production of floor tiles the output of the driers designed by the Minsk Combine is on average 2.2 tons/h, and the driers de- signed by the Institute 1.4 tons/h.
The output of the driers designed at Minsk for floor tiles was increased by reducing the diameter of the nozzle, while simultaneously increasing the number of spray nozzles and reducing the spray pressure, lowering the siting level of the nozzles, and increasing the throughput capacity of the ventilation system [1].
In order to boost the output of the Institute-designed driers there should be an in- crease in the number of nozzles, and a reduction in the spray pressure; the additional burners should be installed under the shelves of the drying chamber.
Press powders are obtained at the Volgograd factory by using a modernized drier de- signed by Giprostroimaterialy. The brick shell and the reinforced concrete roof were re- placed during modernization by a system of input burners (established on the ring pipe line and entering from the side); instead of the vertically arranged stoves with double-duct burners we used injection burners arranged across the diameter of the lower part of the cy- lindrical shell, etc. This increased the working reliability of the driers compared with the previous (projected) output of about 2000 kg/h of evaporated moisture.
On the basis of an analysis of the operation of Soviet driers KB made by the Volgograd factory in collaboration with the drying sector of the Scientific-Research Institute for Building Ceramics (NIIstroikeramika) a drier was developed which maintained the high cost- efficiency factors and operational factors but also made it possible to boost the about (doubled it), compared with the drier designed by Giprostroimaterialy.
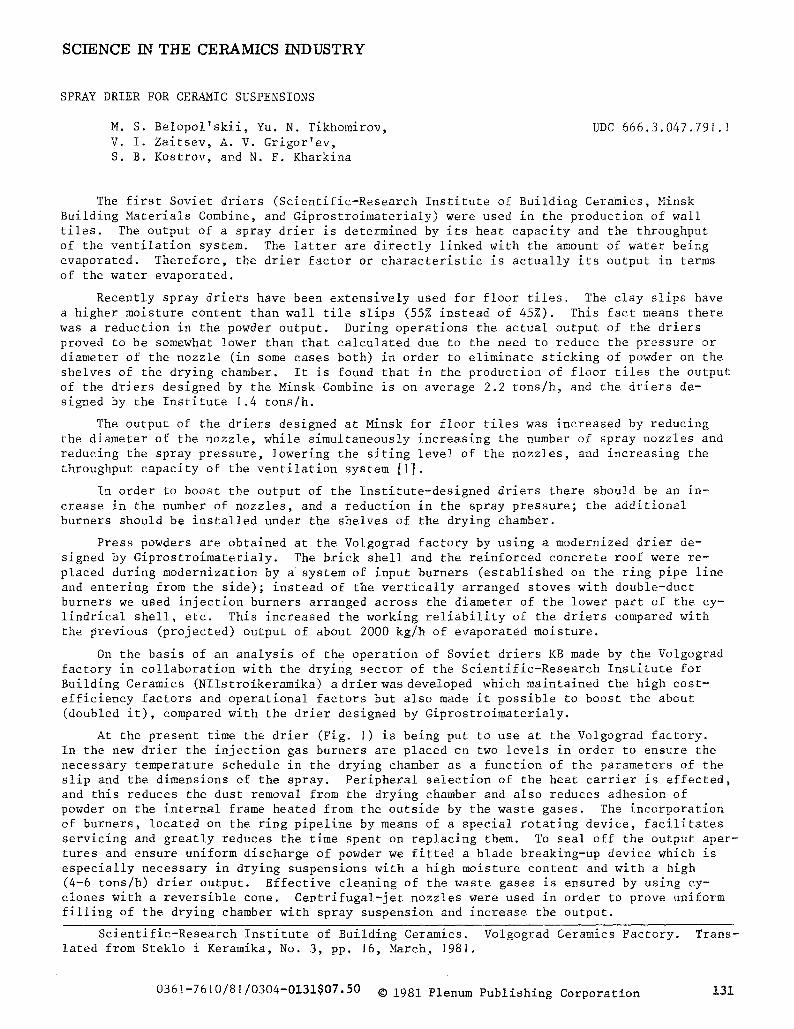
At the present time the drier (Fig. I) is being put to use at the Volgograd factory. In the new drier the injection gas burners are placed on two levels in order to ensure the necessary temperature schedule in the drying chamber as a function of the parameters of the slip and the dimensions of the spray. Peripheral selection of the heat carrier is effected, and this reduces the dust removal from the drying chamber and also reduces adhesion of powder on the internal frame heated from the outside by the waste gases. The incorporation of burners, located on the ring pipeline by means of a special rotating device, facilitates servicing and greatly reduces the time spent on replacing them. To seal off the output aper- tures and ensure uniform discharge of powder we fitted a blade breaking-up device which is especially necessary in drying suspensions with a high moisture content and with a high (4-6 tons/h) drier output. Effective cleaning of the waste gases is ensured by using cy- clones with a reversible cone. Centrifugal-jet nozzles were used in order to prove uniform filling of the drying chamber with spray suspension and increase the output.
Scientific-Research Institute of Building Ceramics. Volgograd Ceramics Factory. Trans- lated from Steklo i Keramika, No. 3, pp. ]6, March, ]981.
0361-7610/81/0304-0131507.50 �9 1981 Plenum Publishing Corporation 131
7
5
4
1 : a,
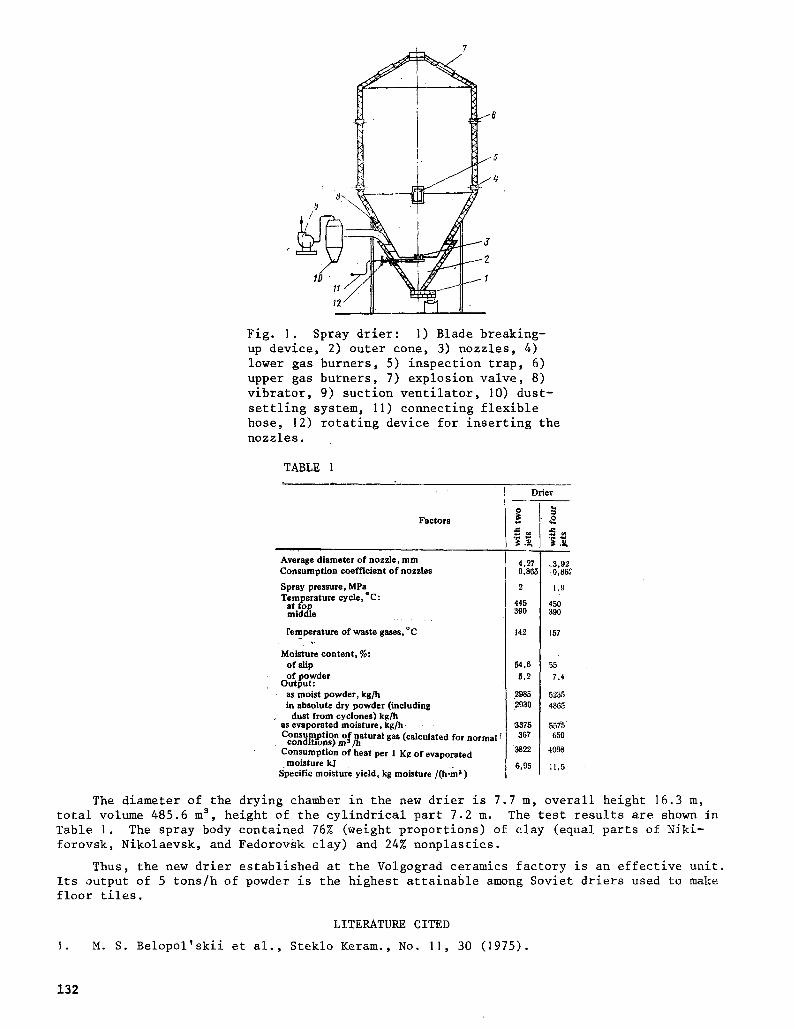
Fig. I . Spray drier: 1) Blade breaking- up device, 2) outer cone, 3) nozzles, 4) lower gas burners, 5) inspection trap, 6) upper gas burners, 7) explosion valve, 8) vibrator, 9) suction ventilator, I0) dust- settling system, II) connecting flexible hose, 12) rotating device for inserting the nozzles.
TABLE 1
Factors
Average diameter of nozzle, mm Consumption coefficient of nozzles
Spray pressure, MPa Temperature cycle, ~
at top middle
temperature of waste gases, ~
Moisture content, %. of slip
o~f powder tpu~ :
as moist powder, kg/h in absolute dry powder (including
dust from cyclones) kg/h as evaporated moisture, k g / h Consum..ption of natural gas (calculated for normal
. condit ions) m 3/h Consumption of heat per I Kg of evaporated
moisture kJ Specific moisture yield, kg moisture/(h'm 3 )
Drier
=,= ~=
4,27 3,92 O, 8~ ~ 0,86, ~
2 1,9
445 450 390 390
142 157
54,6 55 5,2 7.4
2985 5235 2930 4865
'3375 5575 367 650
3822 4098
6,95 11,5
The diameter of the drying chamber in the new drier is 7.7 m, overall height 16.3 m, total volume 485.6 m 3, height of the cylindrical part 7.2 m. The test results are shown in Table I. The spray body contained 76% (weight proportions) of clay (equal parts of Niki- forovsk, Nikolaevsk, and Fedorovsk clay) and 24% nonplastics.
Thus, the new drier established at the Volgograd ceramics factory is an effective unit. Its output of 5 tons/h of powder is the highest attainable among Soviet driers used to make floor tiles.
].
LITERATURE CITED
M. S. Belopol'skii et al., Steklo Keram., No. II, 30 (1975).
132