serie: recursos didácticos - ifdcvm.edu.arifdcvm.edu.ar/tecnicatura/recursos_didacticos/25.pdf ·...
TRANSCRIPT

SSeerriiee:: RReeccuurrssooss ddiiddááccttiiccooss
Tapa:Imagen combinada de la Supernova Remnamt captadapor el telescopio Hubble - NASA.

aa uu tt oo rr ii dd aa dd ee ss
PRESIDENTE DE LA NACIÓN
Dr. Néstor Kirchner
MINISTRO DE EDUCACIÓN, CIENCIA Y TECNOLOGÍA
Lic. Daniel Filmus
DIRECTORA EJECUTIVA DEL INSTITUTO NACIONAL DE
EDUCACIÓN TECNOLÓGICA
Lic. María Rosa Almandoz
DIRECTOR NACIONAL DEL CENTRO NACIONAL DE
EDUCACIÓN TECNOLÓGICA
Lic. Juan Manuel Kirschenbaum

Matricería. Matrices y moldes
Sergio Pizarro
Pizarro, SergioMatricería: matrices y moldes / Sergio Pizarro; coordinado por Juan Manuel Kirschenbaum.- 1a ed. - Buenos Aires: Ministerio de Educación, Ciencia y Tecnología de laNación. Instituto Nacional de Educación Tecnológica, 2006.148 p.; 22x17 cm. (Recursos didácticos; 25)
ISBN 950-00-0534-4
1. Matricería.I. Kirschenbaum, Juan Manuel, coord. II. Título
CDD 621.984
Fecha de catalogación: 3/01/2006
Impreso en MDC MACHINE S. A., Marcelo T. de Alvear 4346 (B1702CFZ), Ciudadela,en marzo 2006
Tirada de esta edición: 2.000 ejemplares
Colección Serie “Recursos didácticos”.Director del Programa: Juan Manuel Kirschenbaum.Coordinadora general: Haydeé Noceti.
Distribución de carácter gratuito.
Queda hecho el depósito que previene la ley n° 11.723. © Todos los derechosreservados por el Ministerio de Educación, Ciencia y Técnologia - InstitutoNacional de Educación Tecnológica.
La reproducción total o parcial, en forma idéntica o modificada por cualquiermedio mecánico o electrónico incluyendo fotocopia, grabación o cualquier sis-tema de almacenamiento y recuperación de información no autorizada en formaexpresa por el editor, viola derechos reservados.
Industria Argentina.
ISBN 950-00-0534-4
Instituto Nacional de Educación TecnológicaCentro Nacional de Educación TecnológicaCeNET-Materiales
Serie: “Recursos didácticos”
1 Invernadero automatizado2 Probador de inyectores y de motores paso a paso3 Quemador de biomasa4 Intercomunicador por fibra óptica5 Transmisor de datos bidireccional por fibra óptica, entre computadoras6 Planta potabilizadora7 Medidor de distancia y de velocidad por ultrasonido8 Estufa de laboratorio9 Equipamiento EMA –características físicas de los materiales de construcción–
10 Dispositivo para evaluar parámetros de líneas11 Biodigestor12 Entrenador en lógica programada13 Entorno de desarrollo para programación de microcontroladores PIC14 Relevador de las características de componentes semiconductores15 Instalación sanitaria de una vivienda16 Equipamiento para el análisis de estructuras de edificios17 Cargador semiautomático para máquinas a CNC de accionamiento electroneumático18 Biorreactor para la producción de alimentos 19 Ascensor20 Pila de combustible21 Generador eólico22 Auto solar23 Simuladores interconectables basados en lógica digital24 Banco de trabajo25 Matricería. Matrices y moldes26 Máquina de vapor27 Sismógrafo28 Tren de aterrizaje29 Manipulador neumático30 Planta de tratamiento de aguas residuales
Ministerio de Educación, Ciencia y Tecnología.Instituto Nacional de Educación Tecnológica.Saavedra 789. C1229ACE.Ciudad Autónoma de Buenos Aires.República Argentina.

El Instituto Nacional de EducaciónTecnológica -INET- enmarca sus líneas deacción, programas y proyectos, en las metasde:
• Coordinar y promover programasnacionales y federales orientados a for-talecer la educación técnico-profesional,articulados con los distintos niveles y ci-clos del sistema educativo nacional.
• Implementar estrategias y acciones decooperación entre distintas entidades,instituciones y organismos –gubernamen-tales y no gubernamentales-, que permi-tan el consenso en torno a las políticas,los lineamientos y el desarrollo de lasofertas educativas, cuyos resultados seanconsiderados en el Consejo Nacional deEducación-Trabajo –CoNE-T– y en elConsejo Federal de Cultura y Educación.
• Desarrollar estrategias y acciones desti-nadas a vincular y a articular las áreas deeducación técnico-profesional con lossectores del trabajo y la producción, aescala local, regional e interregional.
• Diseñar y ejecutar un plan de asistenciatécnica a las jurisdicciones en los aspectosinstitucionales, pedagógicos, organizativosy de gestión, relativos a la educación téc-
nico-profesional, en el marco de los acuer-dos y resoluciones establecidos por elConsejo Federal de Cultura y Educación.
• Diseñar y desarrollar un plan anual decapacitación, con modalidades presen-ciales, semipresenciales y a distancia, consede en el Centro Nacional de EducaciónTecnológica, y con nodos en los CentrosRegionales de Educación Tecnológica ylas Unidades de Cultura Tecnológica.
• Coordinar y promover programas deasistencia económica e incentivos fis-cales destinados a la actualización y eldesarrollo de la educación técnico-profe-sional; en particular, ejecutar lasacciones relativas a la adjudicación y elcontrol de la asignación del CréditoFiscal –Ley Nº 22.317–.
• Desarrollar mecanismos de cooperacióninternacional y acciones relativas a dife-rentes procesos de integración educativa;en particular, los relacionados con lospaíses del MERCOSUR, en lo referente ala educación técnico-profesional.
Estas metas se despliegan en distintos pro-gramas y líneas de acción de responsabilidadde nuestra institución, para el período 2003-2007:
VVIIIIII
LAS METAS, LOS PROGRAMAS Y LAS LÍNEAS DE
ACCIÓN DEL INSTITUTO NACIONAL DE
EDUCACIÓN TECNOLÓGICA
Programa 1. Formación técnica, media ysuperior no universitaria:
1.1. Homologación y validez nacional detítulos.
1.2. Registro nacional de instituciones deformación técnica.
1.3. Espacios de concertación.
1.4. Perfiles profesionales y ofertas formati-vas.
1.5. Fortalecimiento de la gestión institu-cional; equipamiento de talleres y la-boratorios.
1.6. Prácticas productivas profesiona-lizantes: Aprender emprendiendo.
Programa 2. Crédito fiscal:
2.1. Difusión y asistencia técnica.
2.2. Aplicación del régimen.
2.3. Evaluación y auditoría.
Programa 3. Formación profesional para eldesarrollo local:
3.1. Articulación con las provincias.
3.2. Diseño curricular e institucional.
3.3. Información, evaluación y certifi-cación.
Programa 4.Educación para el trabajo y laintegración social.
Programa 5. Mejoramiento de la enseñanzay del aprendizaje de la Tecnología y de laCiencia:
5.1. Formación continua.
5.2. Desarrollo de recursos didácticos.
Programa 6. Desarrollo de sistemas de infor-mación y comunicaciones:
6.1. Desarrollo de sistemas y redes.
6.2. Interactividad de centros.
Programa 7. Secretaría ejecutiva del ConsejoNacional de Educación Trabajo –CoNE-T–.
Programa 8. Cooperación internacional.
Los materiales de capacitación que, en estaocasión, estamos acercando a la comunidadeducativa a través de la serie “Recursosdidácticos”, se enmarcan en el Programa 5del INET, focalizado en el mejoramiento dela enseñanza y del aprendizaje de la Tec-nología y de la Ciencia, uno de cuyos pro-pósitos es el de:
• Desarrollar materiales de capacitacióndestinados, por una parte, a la actua-lización de los docentes de la educacióntécnico-profesional, en lo que hace a co-nocimientos tecnológicos y científicos; y,por otra, a la integración de los recursosdidácticos generados a través de ellos, enlas aulas y talleres, como equipamientode apoyo para los procesos de enseñanzay de aprendizaje en el área técnica.
Estos materiales didácticos han sido elabora-dos por especialistas del Centro Nacional deEducación Tecnológica del INET y por espe-cialistas convocados a través del Programa delas Naciones Unidas para el Desarrollo–PNUD– desde su línea “Conocimientoscientífico-tecnológicos para el desarrollo deequipos e instrumentos”, a quienes estaDirección expresa su profundo reconoci-miento por la tarea encarada.
María Rosa AlmandozDirectora Ejecutiva del Instituto Nacional de
Educación Tecnológica.Ministerio de Educación, Ciencia y
Tecnología
IIXX
Desde el Centro Nacional de EducaciónTecnológica –CeNET– encaramos el diseño,el desarrollo y la implementación de proyec-tos innovadores para la enseñanza y el apren-dizaje en educación técnico-profesional.
El CeNET, así:
• Es un ámbito de desarrollo y evaluaciónde metodología didáctica, y de actuali-zación de contenidos de la tecnología yde sus sustentos científicos.
• Capacita en el uso de tecnología a do-centes, profesionales, técnicos, estudian-tes y otras personas de la comunidad.
• Brinda asistencia técnica a autoridades e-ducativas jurisdiccionales y a edu-cadores.
• Articula recursos asociativos, integrandoa los actores sociales involucrados con laEducación Tecnológica.
Desde el CeNET venimos trabajando en dis-tintas líneas de acción que convergen en elobjetivo de reunir a profesores, a especialistasen Educación Tecnológica y a representantesde la industria y de la empresa, en accionescompartidas que permitan que la educacióntécnico-profesional se desarrolle en la escuelade un modo sistemático, enriquecedor, pro-fundo... auténticamente formativo, tanto paralos alumnos como para los docentes.
Una de nuestras líneas de acción es la de di-señar y llevar adelante un sistema de capaci-
tación continua para profesores de educacióntécnico-profesional, implementando trayec-tos de actualización. En el CeNET contamoscon quince unidades de gestión de apren-dizaje en las que se desarrollan cursos,talleres, pasantías, conferencias, encuentros,destinados a cada educador que desee inte-grarse en ellos presencialmente o a distancia.
Otra de nuestras líneas de trabajo asume laresponsabilidad de generar y participar enredes que vinculan al Centro con organismose instituciones educativos ocupados en laeducación técnico-profesional, y con organis-mos, instituciones y empresas dedicados a latecnología en general. Entre estas redes, seencuentra la Red Huitral, que conecta aCeNET con los Centros Regionales deEducación Tecnológica -CeRET- y con lasUnidades de Cultura Tecnológica –UCT–instalados en todo el país.
También nos ocupa la tarea de producirmateriales de capacitación docente. DesdeCeNET hemos desarrollado distintas seriesde publicaciones –todas ellas disponibles enel espacio web www.inet.edu.ar–:
• Educación Tecnológica, que abarca mate-riales que posibilitan una definición cu-rricular del área de la Tecnología en elámbito escolar y que incluye marcosteóricos generales, de referencia, acercadel área en su conjunto y de sus con-tenidos, enfoques, procedimientos yestrategias didácticas más generales.
XX
LAS ACCIONES DEL CENTRO NACIONAL DE
EDUCACIÓN TECNOLÓGICA
• Desarrollo de contenidos, nuestra segundaserie de publicaciones, que nuclea fascícu-los de capacitación en los que se profun-diza en los campos de problemas y decontenidos de las distintas áreas del cono-cimiento tecnológico, y que recopila, tam-bién, experiencias de capacitación docentedesarrolladas en cada una de estas áreas.
• Educación con tecnologías, que propicia eluso de tecnologías de la información y dela comunicación como recursos didácti-cos, en las clases de todas las áreas yespacios curriculares.
• Educadores en Tecnología, serie de publica-ciones que focaliza el análisis y las pro-puestas en uno de los constituyentes delproceso didáctico: el profesional queenseña Tecnología, ahondando en losrasgos de su formación, de sus prácticas,de sus procesos de capacitación, de suvinculación con los lineamientos curricu-lares y con las políticas educativas, deinteractividad con sus alumnos, y consus propios saberes y modos de hacer.
• Documentos de la escuela técnica, quedifunde los marcos normativos y curricu-lares que desde el CONET –ConsejoNacional de Educación Técnica- deli-nearon la educación técnica de nuestropaís, entre 1959 y 1995.
• Ciencias para la Educación Tecnológica,que presenta contenidos científicos aso-ciados con los distintos campos de la tec-nología, los que aportan marcos concep-tuales que permiten explicar y funda-mentar los problemas de nuestra área.
• Recursos didácticos, que presenta con-tenidos tecnológicos y científicos,
estrategias –curriculares, didácticas yreferidas a procedimientos de construc-ción– que permiten al profesor de la edu-cación técnico-profesional desarrollar,con sus alumnos, un equipamientoespecífico para integrar en sus clases.
Desde esta última serie de materiales decapacitación, nos proponemos brindar he-rramientas que permitan a los docentes nosólo integrar y transferir sus saberes y capaci-dades, sino también, y fundamentalmente,acompañarlos en su búsqueda de solucionescreativas e innovadoras a las problemáticascon las que puedan enfrentarse en el procesode enseñanza en el área técnica.
En todos los casos, se trata de propuestas deenseñanza basadas en la resolución de pro-blemas, que integran ciencias básicas ytecnología, y que incluyen recursos didácti-cos apropiados para la educacióntécnico–profesional.
Los espacios de problemas tecnológicos, lasconsignas de trabajo, las estrategias deenseñanza, los contenidos involucrados y,finalmente, los recursos didácticos estánplanteados en la serie de publicaciones queaquí presentamos, como un testimonio derealidad que da cuenta de la potencialidadeducativa del modelo de problematización enel campo de la enseñanza y del aprendizajede la tecnología, que esperamos que resultede utilidad para los profesores de la edu-cación técnico-profesional de nuestro país.
Juan Manuel KirschenbaumDirector Nacional del Centro Nacional de
Educación Tecnológica.Instituto Nacional de Educación Tecnológica
XXII
Desde esta serie de publicaciones del CentroNacional de Educación Tecnológica, nos pro-ponemos:
• Poner a consideración de los educadoresun equipamiento didáctico a integrar enlos procesos de enseñanza y de apren-dizaje del área técnica que coordinan.
• Contribuir a la actualización de losdocentes de la educación técnico-profe-sional, en lo que hace a conocimientostecnológicos y científicos.
Inicialmente, hemos previsto el desarrollo deveinte publicaciones con las que intentamosabarcar diferentes contenidos de este campocurricular vastísimo que es el de la educacióntécnico-profesional.
En cada una de estas publicaciones es posiblereconocer una estructura didáctica común:
1 Problemas tecnológicos en el aula. Enesta primera parte del material sedescriben situaciones de enseñanza y deaprendizaje del campo de la educacióntécnico-profesional centradas en la re-solución de problemas tecnológicos, y sepresenta una propuesta de equipamientodidáctico, pertinente como recurso pararesolver esas situaciones tecnológicas ydidácticas planteadas.
2 Encuadre teórico para los problemas.En vinculación con los problemas didác-ticos y tecnológicos que constituyen elpunto de partida, se presentan conceptos
tecnológicos y conceptos científicos aso-ciados.
3 Hacia una resolución técnica. Manualde procedimientos para la construc-ción y el funcionamiento del equipo.Aquí se describe el equipo terminado y semuestra su esquema de funcionamiento;se presentan todas sus partes, y los mate-riales, herramientas e instrumentos nece-sarios para su desarrollo; asimismo, sepauta el “paso a paso” de su construc-ción, armado, ensayo y control.
4 El equipo en el aula. En esta parte delmaterial escrito, se retoman las situa-ciones problemáticas iniciales, aportandosugerencias para la inclusión del recursodidáctico construido en las tareas quedocente y alumnos concretan en el aula.
5 La puesta en práctica. Este tramo dela publicación plantea la evaluacióndel material didáctico y de la experien-cia de puesta en práctica de las estrate-gias didácticas sugeridas. Implica unaretroalimentación –de resolución vo-luntaria– de los profesores destinata-rios hacia el Centro Nacional deEducación Tecnológica, así como elpunto de partida para el diseño denuevos equipos.
Esta secuencia de cuestiones y de momentosdidácticos no es azarosa. Intenta replicar –enuna producción escrita– las mismas instanciasde trabajo que los profesores de Tecnologíaponemos en práctica en nuestras clases:
XXIIII
LA SERIE “RECURSOS DIDÁCTICOS”
XXIIIIII
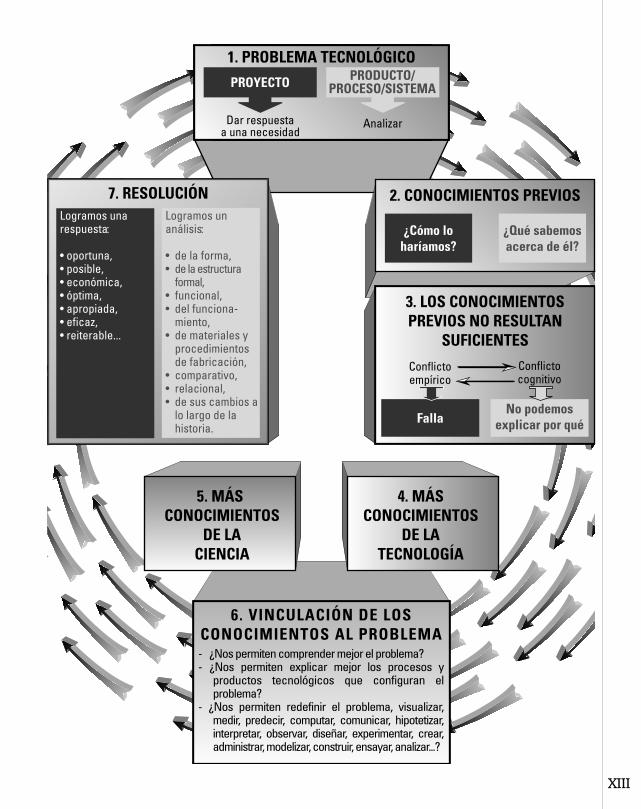
Es a través de este circuito de trabajo (pro-blema-respuestas iniciales-inclusión teórica-respuestas más eficaces) como enseñamos ycomo aprenden nuestros alumnos en el área:
• La tarea comienza cuando el profesorpresenta a sus alumnos una situacióncodificada en la que es posible recono-cer un problema tecnológico; para con-figurar y resolver este problema, es nece-sario que el grupo ponga en marcha unproyecto tecnológico, y que encare análi-sis de productos o de procesos desarro-llados por distintos grupos sociales pararesolver algún problema análogo.Indudablemente, no se trata de cualquierproblema sino de uno que ocasionaobstáculos cognitivos a los alumnosrespecto de un aspecto del mundo artifi-cial que el profesor –en su marco curri-cular de decisiones– ha definido comorelevante.
• El proceso de enseñanza y de aprendiza-je comienza con el planteamiento de esasituación tecnológica seleccionada por elprofesor y con la construcción del espa-cio-problema por parte de los alumnos, ycontinúa con la búsqueda de respuestas.
• Esta detección y construcción derespuestas no se sustenta sólo en losconocimientos que el grupo disponesino en la integración de nuevos con-tenidos.
• El enriquecimiento de los modos de “ver”y de encarar la resolución de un proble-ma tecnológico –por la adquisición denuevos conceptos y de nuevas formastécnicas de intervención en la situación
desencadenante– suele estar distribuidamaterialmente –en equipamiento, enmateriales, en herramientas–.
No es lo mismo contar con este equipamien-to que prescindir de él.
Por esto, lo queintentamos des-de nuestra seriede publicacio-nes es acercar alprofesor distin-tos recursos di-dácticos que a-yuden a sus a-lumnos en estatarea de proble-matización y dei n t e r v e n c i ó n– s u s t e n t a d ateórica y técni-camente– en elmundo tecno-lógico.
Al seleccionar los recursos didácticos queforman parte de nuestra serie de publica-ciones, hemos considerado, en primer térmi-no, su potencialidad para posibilitar, a losalumnos de la educación técnico-profesional,configurar y resolver distintos problemas tec-nológicos.
Y, en segundo término, nos preocupó quecumplieran con determinados rasgos que lespermitieran constituirse en medios eficacesdel conocimiento y en buenos estructurantescognitivos, al ser incluidos en un aula por unprofesor que los ha evaluado como perti-
XXIIVV
Caracterizamos comorecurso didáctico a to-do material o compo-nente informático se-leccionado por un edu-cador, quien ha evalua-do en aquél posibili-dades ciertas para ac-tuar como mediadorentre un problema de larealidad, un contenidoa enseñar y un grupode alumnos, facilitandoprocesos de compren-sión, análisis, profundi-zación, integración,síntesis, transferencia,producción o evalua-ción.
nentes. Las cualidades que consideramosfundamentales en cada equipo que promove-mos desde nuestra serie de publicaciones”Recursos didácticos”, son:
• Modularidad (puede adaptarse a diversosusos).
• Resistencia (puede ser utilizado por losalumnos, sin peligro de romperse confacilidad).
• Seguridad y durabilidad (integrado pormateriales no tóxicos ni peligrosos, ydurables).
• Adaptabilidad (puede ser utilizado en eltaller, aula o laboratorio).
• Acoplabilidad (puede ser unido o combi-nado con otros recursos didácticos).
• Compatibilidad (todos los componentes,bloques y sistemas permiten ser integra-dos entre sí).
• Facilidad de armado y desarmado (posi-bilita pruebas, correcciones e incorpo-ración de nuevas funciones).
• Pertinencia (los componentes, bloquesfuncionales y sistemas son adecuadospara el trabajo con los contenidos cu-rriculares de la educación técnico-pro-fesional).
• Fiabilidad (se pueden realizar las tareaspreestablecidas, de la manera esperada).
• Coherencia (en todos los componentes,bloques funcionales o sistemas se siguenlas mismas normas y criterios para elarmado y utilización).
• Escalabilidad (es posible utilizarlo enproyectos de diferente nivel de com-
plejidad).
• Reutilización (los diversos componentes,bloques o sistemas pueden ser desmonta-dos para volver al estado original).
• Incrementabilidad (posibilidad de iragregando piezas o completando elequipo en forma progresiva).
Haydeé NocetiCoordinadora de la acción “Conocimientoscientífico-tecnológicos para el desarrollo de
equipos e instrumentos”.Centro Nacional de Educación Tecnológica
XXVV

25. Matricería.
Moldes y modelos
22
Este material de capacitación fuedesarrollado por:
Sergio PizarroEs diseñador industrial (UniversidadNacional de La Plata). Se desempeñó comodocente en una escuela técnica de orienta-ción electromecánica, a cargo de "Dibujotécnico" y de "Elementos de máquinas, ins-talaciones industriales", y como maestro detaller responsable de la oficina técnica.Participó de la Capacitación de Capaci-tadores en Educación Tecnológica a cargo delPrograma Nacional de Gestión de laCapacitación Docente; esta capacitación lepermitió formar parte del grupo de referen-tes en Educación Tecnológica de la provin-cia de Río Negro. Paralelamente, se desem-peñó como tutor del Programa Procienciade Capacitación Docente a distancia(Ministerio de Educación de la Nación). Esautor de Educación tecnológica, empresa yemprendimientos (INET. 2003. Ministeriode Educación, Ciencia y Tecnología).Forma parte de una asociación sin fines delucro que impulsa las economías socialesregionales, evaluando y formulando nuevosproyectos productivos, y destacando la par-ticipación de las personas como individuossociales en busca de un desarrollo econó-mico genuino.
Dirección del Programa:Juan Manuel Kirschenbaum
Coordinación general:Haydeé Noceti
Diseño didáctico:Ana Rúa
Administración:Adriana Perrone
Monitoreo y evaluación:Laura Irurzun
Diseño gráfico:Tomás Ahumada
Karina LacavaAlejandro Carlos Mertel
Diseño de tapa:Laura Lopresti
Juan Manuel Kirschenbaum
Retoques fotográficos:Roberto Sobrado
Con la colaboracióndel equipo de profesionales
del Centro Nacionalde Educación Tecnológica

Las metas, los programas y las líneas de accióndel Instituto Nacional de Educación Tecnológica VIII
Las acciones del Centro Nacional de Educación Tecnológica X
La serie “Recursos didácticos” XII
1 Problemas tecnológicos en el aula 4
• El recurso didáctico que proponemos
2 Encuadre teórico para los problemas 14
• El contexto de la matriz o molde
• Una breve historia de la transformación de los metales
• Por qué la historia
• La fundición
• Los métodos de moldeo en la fundición de metales
• Los moldes metálicos
• Algunas normas de diseño para producir piezas metálicas
• Residuos, energía, contaminación
3 El equipo en el aula 70
• El problema de producir mil. El proyecto y el molde
• Un ajuste "productivo" continuo
• Sin PC
• Otras realidades: software CAM en el mercado. Una muestra
4 Hacia una resolución técnica. 84
• En la industria, en el taller de fundición
• Nuestro simulador de fundición
• Realidades productivas
5 La puesta en práctica 108
Índice
44
1. PROBLEMAS TECNOLÓGICOS EN EL AULA
"Producir más y mejor, en tiempo y sinningún tipo de inconveniente", es la priori-dad de los responsables de cada industria,independientemente del tamaño que éstatenga. Desde la más pequeña hasta la másgrande, su problema tecnológico es la pro-ducción.
En muchas de estas industrias, resolver laspiezas de manera que puedan ser construidasy/o procesadas de manera óptima, es unatarea profesional que requiere de co-nocimientos específicos y de creatividadpuestos al servicio de un fin: Arribar a unresultado económico y funcional positivo, enbeneficio del producto en cuestión, en bene-ficio de los usuarios y en beneficio de laindustria.
Y, para dar una respuesta eficaz a la produc-ción de piezas, aparecen aquí las matrices omoldes. Por supuesto, éstas no son de necesi-dad exclusiva de las grandes industrias -nisiquiera, en especial, de las plásticas-; tam-bién en producciones artesanales, en prótesismédicas o en la construcción tradicional deviviendas se necesitan piezas. En cada uno deestos casos, las matrices son conceptual-mente iguales; sólo varía su estructura, con-cretada sobre la base de la cantidad de piezasa realizar, del material y de la relación costo-beneficio, variables éstas que implican dife-rencias notables en la complejidad de lasmatrices.
Una matriz tiene la particularidad de ser unproblema tecnológico indirecto, derivado dela resolución de un problema directo: el pro-ducto que queremos obtener en respuesta auna necesidad. Este producto puede estarcompuesto por una o por varias piezas quedefinen su diseño, según el material de con-formado o el proceso a utilizar los que, a suvez, condicionan aspectos del diseño de lamatriz que va a ser necesaria.
Ahora bien, el producto en cuestión puedeser pensado sobre la base de las posibilidadestecnológicas de una industria en particular,lo cual allana algunos caminos. O puede nodepender de estas posibilidades, lo cual llevaal replanteo de todas las instancias, luego deldiseño innovador planteado.
Analicemos, entonces, qué sucede para queun producto forme parte de un entornodeterminado: Éste ha sido concebido en unaetapa proyectual que ha permitido el diseñode cada uno de sus componentes.Paralelamente o coincidentemente con estaetapa, se han diseñado las matrices que,luego, son construidas; éstas son las que,después, en un ámbito industrial especifico,se utilizan para la conformación de laspiezas. Obtenidas estas piezas, se procede alarmado del producto -si esto es necesario- y,así, se logran las condiciones para su co-mercialización. A través de la adquisición, elusuario recibe sus beneficios.
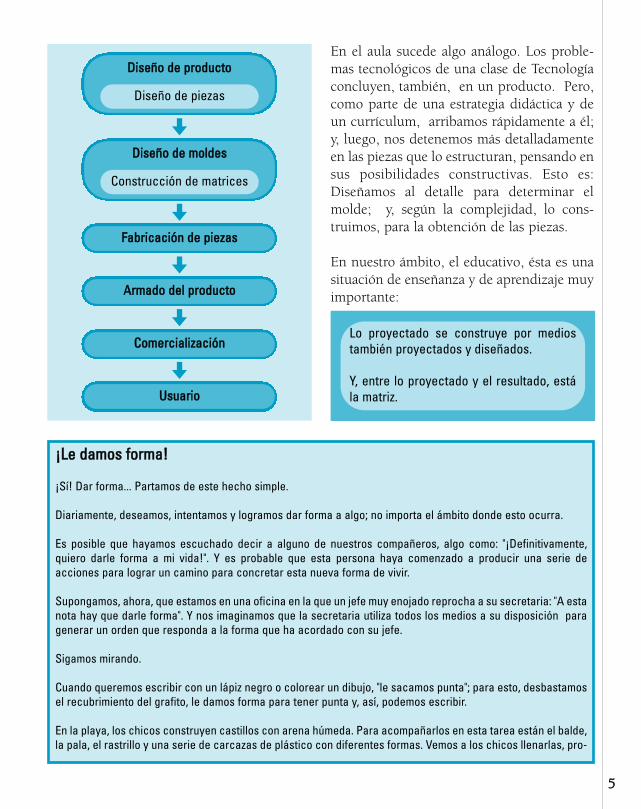
En el aula sucede algo análogo. Los proble-mas tecnológicos de una clase de Tecnologíaconcluyen, también, en un producto. Pero,como parte de una estrategia didáctica y deun currículum, arribamos rápidamente a él;y, luego, nos detenemos más detalladamenteen las piezas que lo estructuran, pensando ensus posibilidades constructivas. Esto es:Diseñamos al detalle para determinar elmolde; y, según la complejidad, lo cons-truimos, para la obtención de las piezas.
En nuestro ámbito, el educativo, ésta es unasituación de enseñanza y de aprendizaje muyimportante:
55
DDiisseeññoo ddee pprroodduuccttoo
Diseño de piezas
DDiisseeññoo ddee mmoollddeess
Construcción de matrices
FFaabbrriiccaacciióónn ddee ppiieezzaass
AArrmmaaddoo ddeell pprroodduuccttoo
CCoommeerrcciiaalliizzaacciióónn
UUssuuaarriioo
Lo proyectado se construye por mediostambién proyectados y diseñados.
Y, entre lo proyectado y el resultado, estála matriz.
¡¡LLee ddaammooss ffoorrmmaa!!
¡Sí! Dar forma... Partamos de este hecho simple.
Diariamente, deseamos, intentamos y logramos dar forma a algo; no importa el ámbito donde esto ocurra.
Es posible que hayamos escuchado decir a alguno de nuestros compañeros, algo como: "¡Definitivamente,quiero darle forma a mi vida!". Y es probable que esta persona haya comenzado a producir una serie deacciones para lograr un camino para concretar esta nueva forma de vivir.
Supongamos, ahora, que estamos en una oficina en la que un jefe muy enojado reprocha a su secretaria: "A estanota hay que darle forma". Y nos imaginamos que la secretaria utiliza todos los medios a su disposición paragenerar un orden que responda a la forma que ha acordado con su jefe.
Sigamos mirando.
Cuando queremos escribir con un lápiz negro o colorear un dibujo, "le sacamos punta"; para esto, desbastamosel recubrimiento del grafito, le damos forma para tener punta y, así, podemos escribir.
En la playa, los chicos construyen castillos con arena húmeda. Para acompañarlos en esta tarea están el balde,la pala, el rastrillo y una serie de carcazas de plástico con diferentes formas. Vemos a los chicos llenarlas, pro-
66
bar diferentes compactaciones, elegir arena de determinados lugares y, luego, con paciencia y destreza, volcarlas figuras para verlas reproducidas sobre la arena; y, a falta de moldes, buenos son la tapa del termo o el vasode yogur. Pero, muchas veces, los vemos rompiendo el resultado porque no es el esperado.
Todos los días, el maestro panadero amasa y da forma a una variedad de panes y confituras; en alguno de loscasos, es ayudado por elementos, herramientas y moldes. Según sus capacidades, los utensilios utilizados y losingredientes incorporados, logra una variedad importante de productos; la cantidad de éstos depende de suvelocidad de trabajo y de la cantidad de utilaje de que disponga.
¿Qué relación tienen estas situaciones con una matriz?
Relacionar lo conocido puede beneficiarnos en la lectura de lo complejo y en el abordaje mismo para nuevas propuestas:
• ¿Qué tan complejo puede resultar reproducir algo o lograr una forma que represente todos los detalles quepretendemos?
• ¿Qué tan complejo le resulta al panadero reproducir los mismos bizcochos todos los días?• ¿Qué tan complejo puede resultar reproducir piezas de calidad para el producto que ha de salir de una
industria?
¿Por qué insistimos con lo complejo? Porque, cuando escuchamos decir mmaattrriizz, la asociamos con complejidady con mucho dinero; en cambio, cuando escuchamos mmoollddee, lo asociamos más a una torta que a un procesocomplejo (Bueno... quien ha realizado tortas ha experimentado que el desmolde no siempre es sencillo...).
En este contexto, la profesora de "Procesos productivos" plantea a sus alumnos:
Entendemos como pprroodduuccttooa aquella construcción reali-zada por el hombre para quecumpla una función.
Con respecto a la calidad de lapieza o producto, establezcan cri-terios para definirla, basándose enel tipo de producto. Por ejemplo:En un producto como una galletitatal vez no sea importante la cali-dad de su superficie pero sí que seidentifique claramente la formaque se ha diseñado para ella. Enpiezas metálicas o plásticaspueden ser importantse la estabi-lidad dimensional y la superficie.
LLooss iinnvviittoo aa hhaacceerr uunnaass oobbsseerrvvaacciioonneess cceennttrraaddaass eenn aaqquueellllaassaaccttiivviiddaaddeess,, ddeessddee llaass aarrtteessaannaalleess,, sseemmii--iinndduussttrriiaalleess hhaassttaallaass iinndduussttrriiaalleess,, aa ppaarrttiirr ddee llaass ccuuaalleess ssee llee ddaa ffoorrmmaa aa uunn pprroo--dduuccttoo oo aa ppaarrttee ddee ééssttee..
a. Confeccionen una planilla para volcar los siguientes datos:
1. Nombre de la persona o empresa que desarrolla el pro-ducto.
2. Rubro o actividad a la que pertenece la producción.3. Material utilizado para el conformado del producto o la
pieza.4. Otros aditivos que acompañan al material.5. Estado o presentación del material.6. Tipo de energía utilizada para el conformado de la pieza. 7. Herramientas y utilajes utilizados para la producción del
producto o de las piezas.8. Calidad de la pieza o producto obtenido.9. Observación de las operaciones realizadas por las per-
sonas encargadas de la producción.10. Otros comentarios.
No alcanza con recorrer la calle; es posible que deban indagar qué pasa puertas adentro de pequeños talleres, porejemplo; de esta manera, van a recoger la información que estamos buscando.
77
MMee ppiiddiieerroonn mmiill
"Después de mucho tiempo, la empresa TecOfic, Tecnología para la oficina, empresa que se encuentra enamplia expansión en el rubro de muebles para oficina, ha confiado en un diseñador industrial para el desarro-llo de productos.
Por suerte me seleccionaron para el puesto a mí, Carlos. Ya cumplo tres meses trabajando y me gustaría con-tarles parte de lo que sucede aquí dentro.
Antes de comenzar a trabajar, ya había investigado un poco la empresa; y, luego, dentro de ella, me enteré dealgunas cosas.
¿Les cuento?
En el armado de los diferentes equipamientos actuales se utilizan piezas de madera y, en la propia fábrica, seelaboran las piezas metálicas necesarias para toda la línea, desde mesas hasta sillas ergonómicas.
Esta empresa se encuentra muy orgullosa porque ha logrado organizarse para exportar a mercados interna-cionales; pero, enfrenta diversos problemas que hacen peligrar sus posibilidades de expansión.
Éste es el motivo de mi contratación. Debo hacer todo lo posible para solucionar cada dificultad, y que lasexportaciones se realicen como se espera y que, en lo posible, crezcan.
En entrevistas previas, el gerente me adelantó que los problemas tienen origen en el personal, en los proce-dimientos, en el tiempo dedicado a las tareas, en las materias primas, en los equipos, en las herramientas(Bueno... cubrió casi todas las alternativas donde pueden ocurrir problemas); así que yo las estoy teniendo encuenta, a medida que voy desarrollando mi propuesta de trabajo.
Confeccionen, como mínimo, tres de estas planillas, para tres rubros o actividades diferentes.
b. Amplíen la información de las planillas confeccionadas:
1. Describan las herramientas y utilajes enumerados en el ítem 7. Puntualicen todos los detalles posiblesy especifiquen para qué se utilizaron.
2. Algunas de las herramientas u operaciones realizadas, ¿influyen en la calidad del producto o la pieza?¿Cuáles y por qué?
Hasta aquí, ustedes han desarrollado por lo menos tres descripciones detalladas de cómo se conforma unproducto o una pieza. El paso siguiente es comparar las planillas y encontrar, en cada uno de estos proce-sos, las operaciones, las herramientas, los utilajes, los materiales o los tipos de energía utilizados queresulten iguales o que se parezcan.
c. A partir de las coincidencias identificadas, definan con sus palabras qué es un proceso de conformado,y qué es una matriz o molde; y determinen la importancia de éstos en todos los procesos.
88
A grandes rasgos, el proyecto que presenté se basa en que la imagen innovadora para lograr captar nuevosmercados debe brindar un nuevo valor a los materiales no tradicionales en la fabricación de muebles; en estecaso en particular, mi propuesta es destacar con brillo las piezas estructurales metálicas, para dar una imagende poder y de alta tecnología. Estamos hablando de desarrollar un concepto High Performance, High Tech oHyper Tech.
Las prestaciones de los productos desarrollados con este concepto se manifiestan con configuraciones queexpresan valores como "alta tecnología", "materiales avanzados", "personalización ergonómica". Los lenguajesutilizados son la ligereza estructural, la claridad compositiva, la evidencia de las partes y de los dispositivos amanipular, la armonía cromática y la expresión natural de los materiales utilizados.
Con esta idea, propuse diseñar un sistema de mobiliario de oficina para puestos de trabajo operativos, quepueda integrarse en diferentes espacios de trabajo, con superficies de trabajo ergonómicas, adaptadas a losdiferentes puestos operativos, con capacidad de unir los diferentes componentes informáticos e instalaciones,que permita los cambios de configuración y que posibilite el crecimiento. Además, los componentes han defacilitar el montaje y desmontaje del sistema, y permitir integrarlo con el mobiliario de archivo y con otros ele-mentos auxiliares.
Todo este plan fue aceptado por la gerencia de la empresa. Lo que me costó aceptar a mí, fue lo que me dijo elcontador con apoyo del gerente: "Las inversiones en moldes y utillajes deben ser mínimas".
Después del impacto, hice un esfuerzo para que esta decisión no resultara un impedimento para ponernos a tra-bajar.
A partir de los objetivos, se desarrollaron dos propuestas de sistemas:
• Una, caracterizada por una estructura de dos patas unidas por una pieza de estilo propio de líneas suavesy envolventes.
• Otra, con una estructura de apariencia más sencilla y planos de trabajo compuestos modularmente porpiezas de menor dimensión y gran versatilidad a la hora de componer los puestos operativos.
Pero, antes de definir las piezas decidí visitar a Enrique, el jefe del área de fundición. Y me lo encontré preocu-pado por los altos niveles de rechazo de las piezas y partes que produce su departamento; ya le habían comu-nicado que corre peligro uno de los primeros contratos de venta para distintos países del Mercosur.
Enrique tiene una tarea importantísima. En el área a su cargo se trabaja en forma manual, así que debe super-visar al máximo cada proceso y cada producto; y, esto ocasiona un gran desgaste en él y en los trabajadoresque lo acompañan. Pero, su esfuerzo se ve recompensado con un pago superior.
La tecnología disponible en el mercado es cara y la empresa -como ya me lo adelantó el contador- ha decididono hacer inversiones, por ahora. Sin embargo, según Enrique, el área de fundición es la unidad que generamayor rentabilidad para la empresa, ya que enviar las piezas a un tercero fuera de la fábrica implicaría aumen-tar muchísimo los costos que hoy tiene el proceso.
La dotación del área de fundición es de 60 trabajadores, de los cuales un 60 % son antiguos y un 40 % está for-mado por jóvenes que se están iniciando, a los que se les exige buen estado físico y una educación media com-pleta. Estos jóvenes tienen un período de aprendizaje de tres meses, luego del cual se les asignan cargos comomoldeadores, horneros o coladores.
99
No me quedé tranquilo con la charla que tuve con Enrique y me fui a conversar con parte de su grupo de tra-bajo, en un descanso. Y... me encontré con lo esperado; todos tienen explicaciones frente al alto rechazo depatas de sillas, apoyabrazos, regatones, etc. Algunos sostienen que la empresa se embarcó en un contrato conexigencias de calidad imposibles de cumplir; otros reclaman porque la arena utilizada en el proceso de fundidoes de baja calidad y agregan que la temperatura -condición absolutamente necesaria para un buen proceso defundido- no se logra luego del cambio al segundo turno. Por su parte, el departamento de manutención aumen-tó la velocidad de las cintas transportadoras y, constantemente, repara las fallas; pero, no logra contar con unplan preventivo. Los horneros observan que los moldeadores tiran las cajas de moldeo, provocando grietas. Loshorneros y vaciadores del metal tampoco parecen tener cuidado con la temperatura, lo que produce rugosi-dades en las superficies. Otras voces piden que el control de calidad sea menos exigente y que no aplique lasnormas "al pie de la letra".
Todas las piezas rechazadas vuelven a fundirse; esto no sólo ocasiona pérdida de material sino que atrasa elprograma de entrega a los otros sectores, lo cual repercute en la finalización de los productos. Así, la empresase torna menos confiable para los clientes extranjeros.
Y hay un detalle más: El rechazo de piezas produce descuentos en las remuneraciones de los trabajadores delsector, por lo que estas dificultades se trasladan a otros ámbitos, a sus hogares.
La realidad de Enrique es que el área se le complicó y que no puede encontrar una alternativa que permita uncamino con menos sobresaltos. Consultó opiniones de expertos, pero no obtuvo los resultados que esperaba;intentó una asesoría externa que no fue autorizada por razones de costos. Está ante un grave problema que,incluso, hace tambalear su permanencia en la empresa.
Al terminar con mi reunión y yéndome ya a mi escritorio, escucho a Enrique que me dice: "Y, ¿esos papeles?" Mirespuesta es: "No; nada. Sólo unos papeles que saqué a pasear". La verdad es que esos papeles eran los di-seños de algunas de las piezas del nuevo equipamiento que pretendía charlar con Enrique; pero, después deenterarme de todo lo que sucedía, preferí retirarme sin discutirlos con él, porque me pareció mejor revisar todala propuesta con otra mirada, en busca de simplificar las situaciones que complican el fundido y, obviamente,el resultado que esperamos. El desafío es lograrlo sin tener que sacrificar nada del diseño original.
Voy a volver a reunirme con Enrique, pero más cotidianamente.
Mis primeras mil piezas deben lograrse en tiempo y dentro de la calidad pretendida".
Ésta en la situación que el maestro de enseñanzapráctica plantea a sus alumnos de "Moldería yfundición". Y completa:
- Carlos ha decidido no correr el riesgo de que,después, por los pasillos del área de fundi-ción, se sumen voces diciendo que ahora laspretensiones del diseñador perjudican elresultado de las piezas obtenidas. Ha decididocomprometerse más con su tarea y, sin sacri-ficar nada de su propuesta de diseño, quieredar soluciones al proceso que día a día en-
frenta Enrique en su área. Ahora, les pido quecada cinco de ustedes suplanten a Carlos:pero, con una gran diferencia, ustedes todavíano tienen ninguna carpeta de papeles en susmanos. Bueno... sólo tienen los datos queexpresa Carlos con respecto a la empresa, aqué se dedica y qué tipo de productos comer-cializa, el concepto que tiene que desarrollar yel área de mayor importancia. La tarea es quedesarrollen un proyecto tecnológico para pro-poner uno de los productos posibles, basán-dose en la información disponible.
Si, en la secuencia anterior, cambiamos laempresa, el material que utiliza, el productoque ofrece y el área especifica de proce-samiento de la pieza, podemos abordar dis-tintas complejidades de matrices. Si laempresa donde Carlos comienza a trabajarfabrica tazas de cerámica, se utilizarán mo-delos para realizar los moldes de yeso nece-sarios para la producción de las tazas, queson simples y sin muchos mecanismos. Pero,si la fábrica es de tazas de plástico y el proce-so utilizado es de inyección, los moldes sonde acero e incluyen una serie de mecanismosque tienen que ver, básicamente, con el en-friamiento del molde, con el sistema de in-yección y con la expulsión de la pieza.
Usted sabe que nuestra intención es desarro-llar el concepto de matriz y todas sus pro-blemáticas técnicas; pero, también es impor-
tante detenernos en los problemas globalesde la empresa que pueden influir en la piezao en el producto que se está diseñando.Porque, la matriz no resuelve el producto; lamatriz es una herramienta dentro de laempresa que, bien resuelta y bien utilizada,beneficia el proceso.
Volvamos a la situación que el maestro de"Moldería y fundición" plantea; allí resultainteresante asignar el rol de observador a unode los chicos del grupo. Su tarea va a ser lade analizar todo lo que sucede en la tarea, apartir de un momento determinado (quepuede ser desde la obtención del modelo); vaa observar si cada integrante dispone de lainformación suficiente, a identificar los pro-blemas que se le presentan al grupo y cómose solucionan, si todos opinan, si surgenimprevistos, cuáles son las actitudes, etc.
1100
a. Desarrollen varias propuestas como bocetos. b. De todas las propuestas, rescaten aquellas que
respondan a la información que nos brindaCarlos.
c. De la selección anterior, decidan y tomen par-tido por la que creen que es la más acertada.
d. Den las razones de la elección.e. Desarrollen los planos generales del producto,
indicando material, proceso y tipo de termi-nación que tendrá la pieza.
f. Incorporen la figura humana en escala paracorroborar si las dimensiones responden a unaergonometría adecuada.
g. Sobre la base del plano general, confeccionenuna perspectiva isométrica del conjunto.
h. Sobre la base del plano anterior, confeccionenun plano de despiece del conjunto.
i. Elijan una de las piezas metálicas, la más impor-tante de todo el conjunto. Realicen su plano aldetalle, sin pasar por alto cómo se vincula conlas otras piezas, y teniendo en cuenta el mate-
rial y el proceso que se utilizará para su confor-mado.
j. Recuerden que un plano al detalle debe contarcon las diferentes secciones de la pieza.Basándose en estos cortes y en los planosdisponibles, realicen un modelo de la pieza.
k. Estudien el modelo. Realicen los cambios quecrean convenientes. Indiquen las líneas dedesmolde, los noyos necesarios. Modifiquen losplanos de las piezas.
l. Confeccionen toda la información necesariapara que se pueda realizar el molde definitivode la pieza y todos sus accesorios.
m. Realicen el modelo y los noyos necesarios.n. Realicen las cajas molde.o. Realicen una colada.p. Desmolden la pieza.q. Concreten las terminaciones superficiales
necesarias.r. Agreguen algunas recomendaciones a tener en
cuenta en la producción de la pieza.
1111
En el Centro de Formación Profesional están analizando este informe:
SSiittuuaacciióónn ddee llaa iinndduussttrriiaa mmeettaallúúrrggiiccaa11
República Argentina. Primer trimestre de 2003 / Primer trimestre de 2004:
• 76 % de las empresas sube su producción.• 88 % de las empresas sube sus ventas.• 36 % de las empresas alcanza entre el 76 % y 100 % de sus valores históricos.• 32 % de las empresas logra su máxima utilización de capacidad instalada en 120 días.• 60 % de las empresas tiene planes de modernización.• 40 % de los proveedores de las empresas metalúrgicas no cumple con compromisos de cantidad y precios.
En el primer trimestre del 2004, la actividad metalúrgica registra una importante mejora, con niveles de produc-ción y de ventas superiores a los logrados en igual período del año anterior, cuando comienza la recuperaciónde la demanda de las empresas usuarias. Así surge de la información recogida por el Departamento de EstudiosEconómicos de la Asociación de Industriales Metalúrgicos de la República Argentina, mediante una encuestacualitativa realizada a firmas del sector (fabricantes de insumos y bienes intermedios, bienes de consumodurable y bienes de capital).
El 76 % de las empresas encuestadas indica que su producción creció un promedio de 33 %, mientras que el 88 %registra un aumento de sus ventas del orden del 36,5 %. Sólo el 36 % de las firmas opera durante el primertrimestre del 2004 con un nivel de actividad entre el 76 % y el 100 % de sus valores históricamente normales.
La mayoría de las empresas considera que la tendencia de la actividad económica previsible para el próximotrimestre será la misma o mejor que la actual; el 32 % de ellas estima alcanzar el máximo nivel de utilización desu capacidad instalada en los próximos 120 días.
Cabe señalar que las empresas metalúrgicas -"sobrevivientes" de un largo período de apertura indiscriminadade la economía, que fueron afectadas, además, por la crisis financiera de finales de 2001- han realizado unimportante esfuerzo de reestructuración económica, basado en recursos propios.
El resultado de esta dinámica lleva a que el 52 % de las industrias mantenga el número de personas ocupadasy que un 40 % haya incrementado su dotación de personal durante el primer trimestre del 2004, respecto del últi-mo trimestre de 2003.
El 68 % de las empresas metalúrgicas indica, también, que sus proveedores están cumpliendo sus compromisosde provisión en los mismos plazos que en meses anteriores, si bien un 40 % de los proveedores no cumple encantidad y precio.
Por otra parte, la encuesta permite comprobar que la mayoría de las empresas metalúrgicas se están viendoobligadas a aumentar su competitividad a través del incremento de las inversiones, por lo cual el 60 % tiene pre-visto implementar algún plan de modernización y/o reequipamiento fabril.
1 Asociación de Industriales Metalúrgicos de la República Argentina (2004) "Resultados de la encuesta de coyuntura deADMIRA". Estadísticas de la industria metalúrgica. Buenos Aires. wwwwww..aaddiimmrraa..ccoomm..aarr//eesspp//vveerr__nnoottaa..pphhpp??ccoonntteenniiddooIIDD==6699
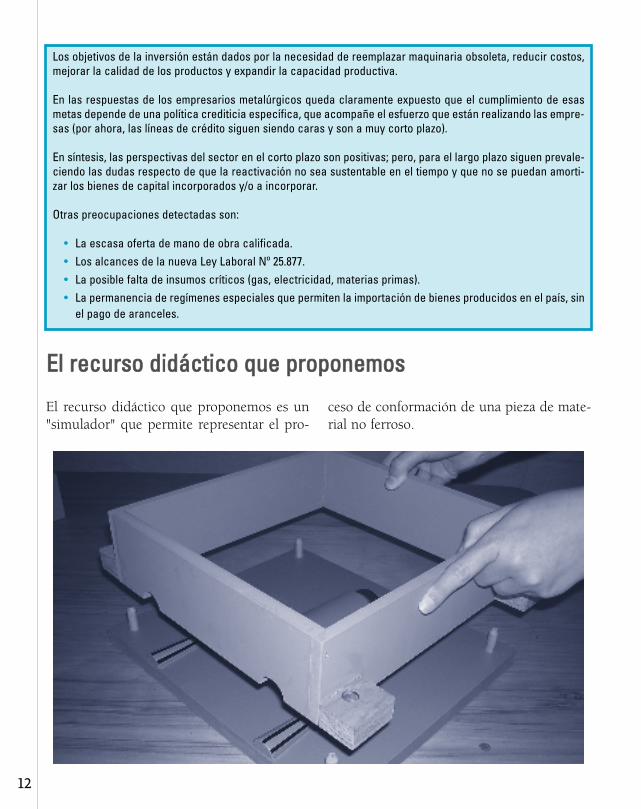
El recurso didáctico que proponemos es un"simulador" que permite representar el pro-
ceso de conformación de una pieza de mate-rial no ferroso.
1122
Los objetivos de la inversión están dados por la necesidad de reemplazar maquinaria obsoleta, reducir costos,mejorar la calidad de los productos y expandir la capacidad productiva.
En las respuestas de los empresarios metalúrgicos queda claramente expuesto que el cumplimiento de esasmetas depende de una política crediticia específica, que acompañe el esfuerzo que están realizando las empre-sas (por ahora, las líneas de crédito siguen siendo caras y son a muy corto plazo).
En síntesis, las perspectivas del sector en el corto plazo son positivas; pero, para el largo plazo siguen prevale-ciendo las dudas respecto de que la reactivación no sea sustentable en el tiempo y que no se puedan amorti-zar los bienes de capital incorporados y/o a incorporar.
Otras preocupaciones detectadas son:
• La escasa oferta de mano de obra calificada. • Los alcances de la nueva Ley Laboral Nº 25.877.• La posible falta de insumos críticos (gas, electricidad, materias primas).• La permanencia de regímenes especiales que permiten la importación de bienes producidos en el país, sin
el pago de aranceles.
EEll rreeccuurrssoo ddiiddááccttiiccoo qquuee pprrooppoonneemmooss
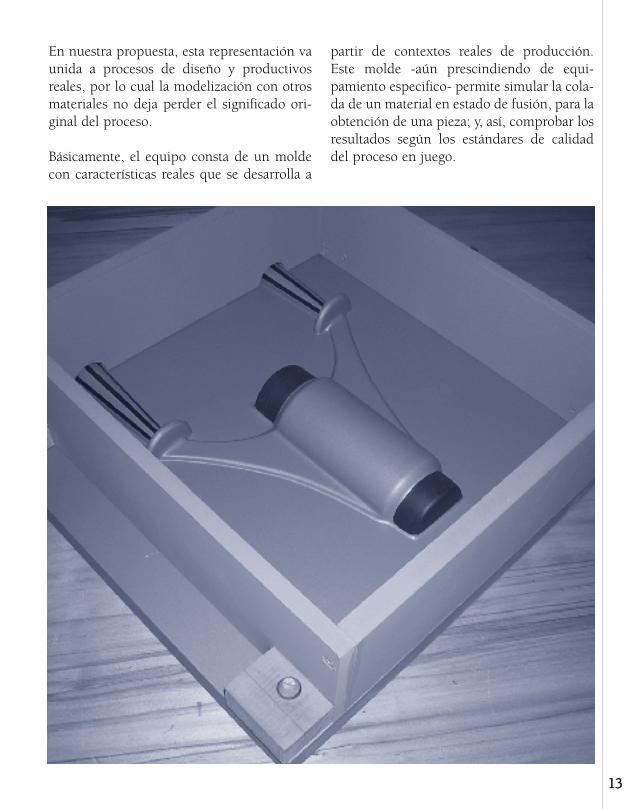
En nuestra propuesta, esta representación vaunida a procesos de diseño y productivosreales, por lo cual la modelización con otrosmateriales no deja perder el significado ori-ginal del proceso.
Básicamente, el equipo consta de un moldecon características reales que se desarrolla a
partir de contextos reales de producción.Este molde -aún prescindiendo de equi-pamiento especifico- permite simular la cola-da de un material en estado de fusión, para laobtención de una pieza; y, así, comprobar losresultados según los estándares de calidaddel proceso en juego.
1133
1144
Según el Diccionario de la Real AcademiaEspañola2, una mmaattrriizz es un molde en que sefunden objetos de metal que han de ser idén-ticos; es un molde de cualquier clase con elque se da forma a algo.
Parece ser necesario, entonces, que encare-mos la definición de mmoollddee (Del catalánantiguo, motle): 1. Pieza o conjunto depiezas acopladas en que se hace en hueco laforma que en sólido quiere darse a la materiafundida, fluida o blanda que en él se vacía,como un metal, la cera, etc. 2. Instrumento,aunque no sea hueco, que sirve para estam-par o para dar forma o cuerpo a algo; porejemplo, las letras de imprenta, las agujas dehacer media, los palillos de hacer encajes,etc.
Por su parte, la palabra mmaattrriicceerrííaa no se en-cuentra en el diccionario.
¿Por qué nos interesan, particularmente,estos tres términos?
Veamos...
EEll ccoonntteexxttoo ddee llaa mmaattrriizz oommoollddee
Estamos acostumbrados a escuchar que unanecesidad social o económica de desarrollotrae aparejada la aparición de un producto ennuestro entorno; este producto es denomina-do tecnológico, tal vez porque es el resultadode una acción tecnológica en la que inter-vienen procesos creativos del pensamiento,de la ciencia, de la técnica, propios o -enmuchas oportunidades- ajenos a las indus-trias.
Debido a sus características formales,algunos productos únicos o de muy baja pro-ducción, han liberado a sus creadores deltedioso trabajo de diseñar las piezas para quepuedan ser producidas en serie y, correlativa-mente, para ellos no resulta necesario eldesarrollo de la matricería correspondiente.Porque, en su mayoría, estos productos seconcretan artesanalmente, lo que implica quela matricería no necesite seguir procesosespecíficos de diseño y de construcción.
Pero, cuando el producto es pensado y crea-do para los mercados de alta demanda, laproducción en serie toma un valor muy
2. ENCUADRE TEÓRICO PARA LOS PROBLEMAS
2 Real Academia Española (2004) Diccionario. Madrid.wwwwww..rraaee..eess
1155
importante, por lo que los moldes resultan deimperiosa necesidad. Así, dentro del sistemaproductivo, pasan a ser un problema aresolver; porque la productividad y los costosdependen directamente de la pieza a moldear ydel diseño del molde.
En países como el nuestro, esta situación secomplejiza. En nuestra realidad productiva tanparticular, el proyectista del producto y de suspiezas, tiene la consigna de diseñarlos sin
perder nunca de vista los materiales y los pro-cesos disponibles para su materialización; estadisponibilidad agrega, así, una exigencia más-incluso, por sobre la tan preciada innovación-:Producir con lo que hay... e innovar. Ésta es lapremisa que se escucha a diario en laspequeñas empresas que intentan tener prota-gonismo. Este equilibrio, ¿es posible? Sí lo es;con pequeños o grandes desafíos, con cons-tancia, con exigencia en todos los órdenes ycon conocimiento de lo que se hace.
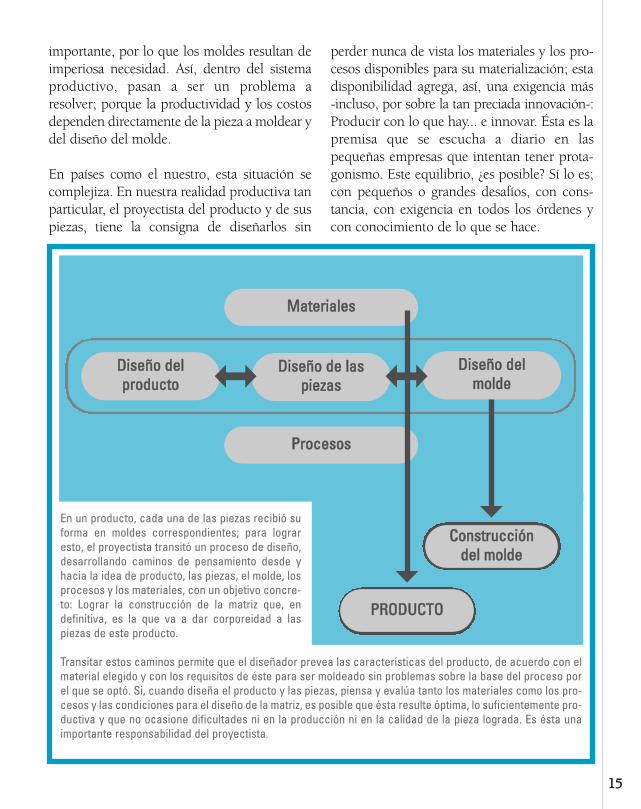
PPrroocceessooss
DDiisseeññoo ddeellpprroodduuccttoo
DDiisseeññoo ddee llaassppiieezzaass
DDiisseeññoo ddeellmmoollddee
MMaatteerriiaalleess
En un producto, cada una de las piezas recibió suforma en moldes correspondientes; para lograresto, el proyectista transitó un proceso de diseño,desarrollando caminos de pensamiento desde yhacia la idea de producto, las piezas, el molde, losprocesos y los materiales, con un objetivo concre-to: Lograr la construcción de la matriz que, endefinitiva, es la que va a dar corporeidad a laspiezas de este producto.
Transitar estos caminos permite que el diseñador prevea las características del producto, de acuerdo con elmaterial elegido y con los requisitos de éste para ser moldeado sin problemas sobre la base del proceso porel que se optó. Si, cuando diseña el producto y las piezas, piensa y evalúa tanto los materiales como los pro-cesos y las condiciones para el diseño de la matriz, es posible que ésta resulte óptima, lo suficientemente pro-ductiva y que no ocasione dificultades ni en la producción ni en la calidad de la pieza lograda. Es ésta unaimportante responsabilidad del proyectista.
PPRROODDUUCCTTOO
CCoonnssttrruucccciióónnddeell mmoollddee

UUnnaa bbrreevvee hhiissttoorriiaa ddee llaattrraannssffoorrmmaacciióónn ddee lloossmmeettaalleess
Hablar de matrices implica introducirnosen los procesos de transformación demetales. Porque, para encuadrar las tareasde matricería, es necesario considerar losprocesos de ffuunnddiicciióónn -la transformaciónde un metal en un estado que pueda servolcado- y de ccoollaaddoo al interior de unamatriz, proceso que ha acompañado a lahumanidad por muchísimo tiempo y queno han perdido vigencia hasta hoy, ya queen el ámbito productivo conviven desdelas más viejas tecnologías hasta las más mo-dernas.
Veamos las raíces de estos procesos de trans-formación de los metales.
La preocupación o la necesidad de la trans-formación de metales para un fin útilacompaña a la humanidad, por lo menosdesde cuatro milenios antes de Cristo. Enmanos de sumerios y egipcios se han encon-trado indicios de uso de hierro3 procedentede meteoritos4, que nos remontan a esaépoca.
Entre el tercer y segundo milenio a. de C.,en Mesopotamia, Anatolia y Egipto, vanapareciendo cada vez más objetos de hierro,ya no de origen en los meteoritos -en ellosno se encuentra níquel-; los estudios no sonmuy precisos en cuanto a definir cuálesson, entonces, las fuentes para la obtencióndel hierro, pero algunos afirman que seobtenía como subproducto del cobre. Lo in-teresante es que los investigadores coincidenen que su uso parece ser ceremonial, ya queresultaba un metal muy caro, más aún que eloro.
1166
Los hititas eran hombres con talento e ideasavanzadas. De origen indoeuropeo, invadieronAnatolia por la fuerza, hacia el 2000 a. de C.,transfiriendo así el arte de fundir y modelar elcobre y el bronce. Impusieron su cultura a lospueblos que dominaron -que, no obstante, yaestaban curtidos en la tecnología del metal-.Fueron los hititas quienes, a partir de los recur-sos de hierro de Anatolia, extrajeron por fusióny por primera vez, el hierro de su mineral5.
3 De entre todos los metales de fundición optamos por cen-
trarnos en el hierro, porque es el material que, definitiva-
mente, cambió la historia de la humanidad; ni el cobre ni el
bronce se divulgaron tanto en los objetos que produjo el
hombre a lo largo de la historia.4 En otras latitudes geográficas, el primer hierro utilizado
también provenía de los meteoritos. Así sucedió en China,
en cuyo noroeste, cerca de Xinjiang, se han encontrado
objetos de hierro forjado del siglo VIII a. de C.
5 Artículo del sitio de contenidos País global:wwwwww..ppaaiiss--gglloobbaall..ccoomm..aarr//oohh//oohh1100..hhttmm citando a Time Life
(1993) "Orígenes del hombre". Folio. Washington.6 Artículo de wwwwww..eeddiittoorriiaallbbiittaaccoorraa..ccoomm//bbiittaaccoorraa//hhiieerrrroo0022//hhiieerrrroo0022..hhttmm
En general, las armas de hierro daban a susposeedores una indudable superioridad militar;pero, en los poblados celtas apenas se hanencontrado armas. Probablemente, se trataríade poblados pacíficos de comerciantes, quecambiaban de emplazamiento cuando los pro-ductos que ofrecían, antes novedosos, habíansaturado el escaso mercado (no olvidemos lalongevidad de los objetos de hierro y la escasezde la población de la época) o bien cuando losclientes potenciales habían aprendido las téc-nicas para fabricarlos ellos mismos6.
Pasan los años y, entre 1600 a. de C. y 1200a. de C., aumenta el uso del hierro en OrienteMedio; pero, no alcanza a sustituir la pre-dominante presencia del bronce. Recién enel período que va desde 1200-1000 a. de C.se produce un cambio rápido e importanteen el material de las armas utilizadas enOriente Medio; estos elementos sufren,entonces, un fuerte cambio del bronce alhierro, tal vez forzado por la ausencia deestaño y no necesariamente por un avance enla tecnología del hierro. Este período sedenomina EEddaadd ddee hhiieerrrroo y deja atrás la edadde bronce y la de cobre.
Hay indicios de que en Grecia comienza aemplearse el hierro en torno al 1000 a. de C.y que éste no llega a Europa occidental hastael siglo VII a. de C. La sustitución del broncepor el hierro es lenta, ya que resulta difícilfabricar piezas de hierro debido a la locali-zación del mineral y a su fundición a tem-peraturas altas imprescindibles para la forja.
En Europa Central, en el siglo IX a. de C., através de la cultura de los Hallstatt, sedifunde la espada de hierro. Se conocendiversas espadas de esta época de Hallstatt;su característica es la de ser alargadas y conpomo en forma de seta insertado en lalengüeta. Esta cultura había desplazado a la"cultura de los campos de urnas" (primeraedad de hierro), adueñándose de los secretosde la metalurgia del hierro que los inte-grantes de este último grupo obtuvieron aldestruir, a su vez, al imperio hitita.
Como vemos, esta tecnología se desarrollaalrededor del poder, de las guerras y del pres-tigio (Si encontramos alguna relación con laactualidad... son sólo coincidencias).
Recién para el 550 a. de C. China consigueobtener hierro colado (producto de la fusióndel arrabio). El mineral encontrado allí pre-senta un alto contenido en fósforo, con loque funde a temperaturas menores queen Europa y otros sitios. A pesar de esta ven-taja, no tuvo una gran repercusión hasta el221 a. de C.
1177
Junto con esta transición del bronce al hierrose descubre el proceso de ccaarrbbuurriizzaacciióónn, con-sistente en añadir carbono al hierro. El hierrose obtenía, entonces, como una mezcla de hie-rro y escoria, con algo de carbono o carburos.Era forjado quitando la escoria y oxidando elcarbono, creando así el producto ya con unaforma. Este hierro forjado tenía un contenido encarbono muy bajo y no se podía endurecerfácilmente al enfriarlo en agua. Pero, seobservó que se podía obtener un productomucho más duro, calentando la pieza de hierroforjado en un lecho de carbón vegetal para,luego, sumergirlo en agua o aceite. El productoresultante -que tenía una superficie de acero-era más duro y menos frágil que el bronce, alque comenzó a reemplazar.
Herramienta agrícola S XIX
Comparativamente, en Europa el hierro cola-do tarda mucho más en aparecer, debidoa que no se consigue la temperatura sufi-ciente para fundirlo. Así, las primerasmuestras de hierro colado que se han encon-trado en Suecia, corresponden al período1150-1350.
En la Edad Media y hasta finales del sigloXIX, muchos países europeos emplean laffaarrggaa ccaattaallaannaa (fragua catalana) para trans-formar el metal. De este proceso, empleadoen las "ferrerías", se obtiene hierro y acerobajo en carbono, empleando carbón vegetal ymineral de hierro a 1200 ºC. En la actuali-dad, algunas de estas ferrerías se ponen enfuncionamiento una vez por mes, con el finde recordar lo durísimo que era el trabajo ylas prácticas conservacionistas que utilizaban-ya que la energía era lograda de la com-bustión del carbón vegetal-, una manera demantener viva una tradición que marcó lahistoria de una vasta región española que fuesustituida por la tecnología de los altoshornos.
El carbón vegetal es una constante comofuente de energía y como agente reductorpara la obtención de hierro; pero, su usodesmedido -principalmente, en Inglaterradel siglo XVIII- generó escasez, provocó unaumento de su precio y forzó la utilización decoque (combustible fósil) como alternativa.
El coque fue la fuente de energía más impor-tante de la Revolución Industrial, período enel que la demanda de hierro creció constan-temente -por ejemplo, para su aplicación enferrocarriles-.
La introducción de coque como combustible
trajo, además, un cambio técnico en el pro-ceso, que modifica la tecnología de obten-ción de hierro. Así, Abraham Darby, a princi-pios del siglo XVIII, construye el primer altohorno para la compañía Coalbrookdale; estopermite la producción de arrabio líquido,una aleación de hierro con, aproximada-mente, 4 % de carbono. Este material sepuede utilizar para coladas en moldes nomuy complejos para la obtención de piezascon muy bajas exigencias ingenieriles.
1188
Las demandas de la industria bélica y, enprimer lugar, de la artillería, la gran novedadde fines del medioevo, tienen mucho que veren el despegue de la siderurgia y de lasindustrias metálicas. Centros destacados dela producción de armas eran, entre otros,Malinas, Lieja, Londres, París, Milán,Nüremberg o Brescia. En esta última ciudaditaliana había, a finales del siglo XV, alrededorde 200 talleres de armeros (...) Entre losinstrumentos de producción de este sector,un puesto de honor ocupa la farga catalana,horno que permitía obtener alrededor de 50kilogramos de hierro por colada y, muy par-ticularmente, el stuckhofen, horno aparecidoen Europa central que lograba rendimientoscasi diez veces superiores a los de la farga.Entre las zonas de Europa que se hallaban ala cabeza de la industria del hierro hay quemencionar a Estiria y a Lieja; pero, también, alterritorio del actual País Vasco. Las ferreríasvascongadas, en claro auge en el transcursode los siglos XIV y XV, alcanzaron una pro-ducción de 18.500 quintales en el año 1408que, antes de concluir la centuria, se habíamás que duplicado, pues se acercaba a los40.000 quintales. De todas formas, la ali-mentación de los altos hornos exigía abun-dante madera, lo que a su vez podía repercu-tir en un descenso peligroso de las masasforestales contiguas a las ferrerías.wwwwww..aarrtteehhiissttoorriiaa..ccoomm
1199
Para los años '50 del siglo XIX se introduceindustrialmente el proceso Bessemer, origina-do en Inglaterra; éste consiste, básicamente,en someter el arrabio líquido proveniente delalto horno a la acción del aire, en un conver-tidor de forma cilíndrica. De este modo, seproducen decenas de toneladas de acero.
Este proceso domina la escena hasta fines delsiglo XIX, cuando aparece el procesoSiemens-Martin7 que resulta vigente hastamediados del siglo XX, cuando es sustituidopor los convertidores al oxígeno o LD, y loshornos eléctricos.
7 Hay que aclarar que es fácil confundir los procesos con el
tipo de horno donde se efectúa el proceso de fabricación del
acero. Así, se habla indistintamente de hornos y de proce-
sos: Bessemer, Siemens-Martin, LD (convertidor al oxígeno,
del cual existen muchas variantes) y hornos eléctricos (de
los que existen, también, muchas versiones).
11885566.. CCoonnvveerrttiiddoorr BBeesssseemmeerr. Su inventor esHenry Bessemer. Un chorro de aire atraviesa elhierro fundido y quema todo el carbono nece-sario para obtener el acero. Consta de un reci-piente cónico de acero forrado de ladrillosrefractarios que se llama convertidor y que sepuede inclinar para ser vaciado. El hierro fundi-do se vierte en el convertidor situado en posiciónvertical y se pasa aire a través de orificios abier-tos en la base. El primer acero fabricado por estemétodo resulta quebradizo, por culpa deloxígeno absorbido.11886644.. HHoorrnnoo ddee ssoolleerraa aabbiieerrttaa. Sus inventoresson William y Friedrich Siemens, quienes desa-rrollan un método para precalentar el aire inyec-tado a los hornos. A cada extremo del hornocolocan cámaras de ladrillos entrecruzados quese calientan con los gases de la combustión y,después, caldean el aire que se inyecta en elhorno. Sus inventores, patentan un horno de so-lera para acero, que incorpora precalentadoreso "regeneradores"; pero éste no tiene éxito hastaque lo mejoran dos hermanos franceses, Pierre yEmile Martín, unos años más tarde. 11990022.. AAcceerroo ppoorr aarrccoo eellééccttrriiccoo. En 1878, WilliamSiemens experimenta con la electricidad paracalentar los hornos de acero. Pero, es el me-talúrgico francés Paul Héroult quien inicia, en
1902, la producción comercial del acero enhorno eléctrico. En el horno se introduce chata-rra de acero de composición conocida;entonces, se hace saltar un arco eléctrico entrela chatarra y grandes electrodos de carbonosituados en el techo del horno. El calor desarro-llado por el arco funde la chatarra y produce unacero más puro que el que ha estado en contac-to con los gases de combustión. Se puede añadirmineral de acero para alterar la composición delacero, y cal o espatoflúor para absorbercualquier impureza. 11994488.. PPrroocceessoo ddeell ooxxííggeennoo bbáássiiccoo. Tras la segun-da guerra mundial se inician experimentos envarios países, integrando oxígeno puro en lugarde aire para los procesos de refinado del acero.El éxito se logra en Austria, en 1948, cuando unafábrica de acero situada cerca de la ciudad deLinz y de Donawitz desarrolla el proceso deloxígeno básico o LD. 11995500.. FFuunnddiicciióónn ccoonnttiinnuuaa. En el método tradi-cional de moldeo, el acero fundido del horno sevierte en moldes o lingotes, y se deja enfriar.Luego, los lingotes se vuelven a calentar, hastaque se ablandan y pasan a trenes de laminado,donde se reducen a planchas de menor tamañopara tratamientos posteriores.
PPrroocceessooss ccllaavvee
2200
Adentrémonos en la historia de John Deere,creador del primer arado de acero autolimpiablecon éxito comercial.
John Deere nace en Rutland, Vermont, el 7 defebrero de 1804. Su infancia y su adolescenciatranscurren en Middlebury, Vermont, dondeasiste a la escuela pública y es aprendiz de he-rrero durante cuatro años.
A los 21 años comienza su carrera como herrerojornalero y, pronto, se hace célebre por su inge-nio y por su trabajo bien hecho. En particular, suspulidas horquillas para heno y sus palas tienengran demanda en la parte occidental deVermont. Pero, la situación económica decae, amediados de la década de 1830, y Deere emigraal Oeste, incorporándose a un grupo de pio-neros. Deja su familia, y parte con un atado deherramientas y un poco de dinero.
Se instala en Grand Detour, un pueblo de Illinois.Allí hace tanta falta un herrero que, dos díasdespués de su llegada, en 1836, ha construido yauna forja y se ocupa sirviendo a la comunidad,herrando caballos y bueyes, y reparando los ara-dos y los demás equipos de los agricultores pio-neros.
Los agricultores le explican a Deere el serioproblema con que se enfrentan cuando intentanarar los fértiles suelos del Medio Oeste. Los ara-dos de hierro forjado que han traído del este delpaís están diseñados para los terrenos ligeros yarenosos de Nueva Inglaterra; pero, las tierrasdel oeste se adhieren a la parte inferior y resultanecesario detenerse cada pocos pasos paraeliminar la tierra del arado. Abrir los surcos,entonces, les resulta una labor lenta y complica-da, y son muchos los pioneros que, desanima-dos, piensan en irse.
John Deere estudia el problema y se convence
de que un arado bien pulido, con vertedera y rejade formas adecuadas, podría limpiarse a símismo a medida que abre los surcos. Entonces,en 1837, construye un prototipo a partir de lahoja de una sierra descompuesta y lo somete aprueba en una granja.
El arado de acero de Deere resulta ser larespuesta que los agricultores buscaban.
Conforme a la costumbre de esa época, los he-rreros fabrican los utensilios a medida quereciben pedidos de los clientes. John Deere, porel contrario, empieza a fabricar arados antes derecibir los pedidos y los lleva al campo paravenderlos. El suyo es un método completamentenuevo de fabricación y de venta que, en esaépoca inicial de los pioneros, hace que los"Arados autolimpiables de John Deere" se haganfamosos.
Son muchos los problemas para administrar unnegocio de manufactura. Entre otras dificul-tades: resultan pocos los bancos, deficiente eltransporte y escaso el acero. Los primeros ara-dos de John Deere son fabricados a partir depedazos de acero que su inventor había podidoencontrar. En 1843, Deere hace arreglos paraobtener un envío de acero laminado especialdesde Inglaterra. El acero tiene que cruzar elAtlántico en buque de vapor, subir luego por losríos Mississippi e Illinois en barco y continuar40 millas por tierra en carreta hasta la pequeñafábrica de arados en Grand Detour.
Recién en 1846, la primera placa de acero lami-nado para arados producida en los EEUU es fa-bricada por orden de John Deere y enviada dePittsburgh a Moline, Illinois, donde queda lafábrica que abre Deere.
Diez años después de haber creado su primerarado, John Deere produce 1.000 arados
UUnnaa hhiissttoorriiaa ddee eessttee llaaddoo ddeell ccoonnttiinneennttee
2211
PPoorr qquuéé llaa hhiissttoorriiaa
Muchos le deben a ella el lugar que actual-mente ocupan. Mucho le debemos a ella loque nos ha tocado vivir y aunque, no lo reco-nozcamos, estamos haciendo historia -genui-namente nuestra-.
Esta historia es posible porque el hombredescubre la forma de obtener hierro de susminerales, tal vez de manera accidental, enuna época donde ya sabe extraer cobre y fa-bricar bronce. Este accidente pudo ocurrir alhacer fuego en hogares rústicos, construidossobre rocas que contienen hierro, ayudadopor una fuerte corriente de aire natural.
anuales. En aquella época inicial de su negocio,establece los principios que en la empresa queél fundó continúan cumpliéndose al pie de laletra. Uno de ellos es el insistir en altos están-dares de calidad. La promesa de John Deere es:"Nunca pondré mi nombre en un producto que notenga en él, lo mejor que hay en mí".
Uno de sus primeros socios censura a Deere pormodificar siempre sus diseños; la hipótesis deeste detractor es que este cambio constanteconstituye trabajo perdido, considerando quelos agricultores comprarían cualquier cosa queellos produjeran. Se dice que Deere responde aeste planteo: "No tienen obligación de comprarnuestros productos; es más: un competidorpodría superarnos y arrebatarnos los clientes."
A lo largo de su historia, Deere & Company sigueinsistiendo en el desarrollo y el perfec-cionamiento de sus productos. En comparacióncon la mayoría de las empresas en esta indus-tria, Deere destina constantemente un porcenta-je mayor de sus ingresos para la investigación yel desarrollo.
El crecimiento de la empresa es constante. Para1907, la empresa fabrica una amplia gama dearados de acero, cultivadoras, sembradoras demaíz y algodón, y otros implementos.
En 1911, la empresa incorpora seis empresas nocompetidoras fabricantes de equipo agrícola,convirtiendo a la organización en fabricante de
toda la gama de equipos agrícolas. En 1918, laempresa compra Waterloo Gasoline TractionEngine Company, de Waterloo, Iowa, por lo quelos tractores se convierten en un importantesegmento de producción de John Deere.
Pero la visión no se pierde. Así, Charles DeereWiman, bisnieto de John Deere, asume el mandode la empresa, en 1928. Durante el período demodernización de la agricultura, el énfasis quepone en el diseño y en el desarrollo de produc-tos da como resultado una rápida expansión dela empresa, a pesar de la crisis económica queazota al país en la década de 1930.
La empresa sigue insistiendo en el diseño deproductos, colocándose en una posición com-petitiva favorable en el mercado de la posguerra.En el período 1955 a 1982, John Deere experi-menta una de sus etapas de expansión másgrandes. Las operaciones de fabricación y co-mercialización se establecen en todo el mundo.Deere se convierte en el principal productormundial de equipos agrícolas y en un importanteproductor de equipos para la silvicultura, laconstrucción y el cuidado de jardines.
Entre el 1982 y 1990, uno de los períodos más difí-ciles, la empresa surge como una organizaciónmás dinámica y flexible, más preparada paraenfrentar la creciente competencia mundial.
Y, la historia continúa...

Al "accidente" le podemos sumar, además, lacapacidad de observación de algún inte-grante o de varios, en alguna comunidad,que se dedican a reproducir esta situación yque pueden desarrollar los primeros métodospara la obtención de hierro, material que hatransformado el medio definitivamente -per-mitiéndose tener, hoy, la misma importanciaque en ese entonces-.
Y, ¿por qué es el hierro la madre de las fundi-ciones y no el aluminio, por ejemplo? Elhierro se encuentra en la naturaleza en canti-dades mayores que cualquier otro metal; seexplota con métodos más sencillos, enrelación con otros -aún cuando es muy posi-ble que el retraso de la aparición del hierrocon respecto al bronce se haya debido a suelevado punto de fusión, para lograr el cualresulta necesaria una elevada temperatura-.
Obviamente, en sus orígenes, el proceso nodebe haber sido tan sencillo; es posible que,para intentar las primeras producciones, sehaya rodeado el mineral con carbón de leña,con lo cual no se alcanzaba la temperaturasuficiente para fundir el metal. Es probableque el resultado haya sido, entonces, unamasa esponjosa y pastosa, mezcla de hierro yescoria, que había que martillar muchas veces
al rojo vivo para eliminar sus impurezas. Deesta manera, se conseguía obtener un hierropuro que, al mismo tiempo, podía serendurecido por forja. El resultado: barras dehierro forjado resistente y maleable; en defini-tiva, un tipo primitivo de acero.
Todo indica que las acciones posteriores seorientan a tratar de aumentar la temperaturaa la que se somete al mineral de hierro, pormedio de la utilización de hornos en los quese introduce una mezcla de mineral y carbónvegetal. Esto beneficia a la producción y a laeconomía del sistema.
Pero... Cuandoestos hornos secalientan en exce-so, el mineral pasade la forma pas-tosa a la líquidacon un contenidoen carbono tanalto que no permi-te la forja. En un principio, éste es un pro-ducto no aprovechable que necesita un afino.
La obtención accidental del hierro colado noresulta una desgracia; todo lo contrario. Conel tiempo se puede establecer que es la mejormateria prima para obtener, posteriormente,el acero, con todas las ventajas técnicas yeconómicas que implica el proceso.
Para llegar a este punto, es preciso recorrertres caminos:
• la sustitución del carbón de leña por lahulla y, más concretamente, por el coque;
• el aumento de la altura de los hornos, yaque el coque permite aumentar la carga
2222
Este "accidente" es una posibilidad real, ya queestas condiciones coinciden con lo que necesi-tamos hoy para obtener hierro. Sintéticamente,se requiere que el mineral sea calentado a unatemperatura apropiada, en contacto con unmaterial caliente que contenga carbono y enausencia de aire. Como vemos, trozos de mi-neral en un hueco de roca (hogar) rodeados decarbón vegetal caliente, cumplen con eserequerimiento.
AAffiinnoo es un términoque se conserva hastael día de hoy paradescribir el procesode transformación delhierro colado en a-cero.
de éstos y, en consecuencia, su produc-ción;
• las mejoras referidas a avivar la com-bustión del horno; primero, mediante elaumento de la ventilación y, posterior-mente, mediante el calentamiento delaire soplado.
Transitar estos caminos da paso a la tec-nología de los actuales altos hornos.
Y... lo trascendental ocurre de la mano deBessemer, en 1856. Su invento del conver-tidor permite obtener acero del hierro pro-ducido en el alto horno...
La historia continúa; las innovaciones sesuceden y guían los procesos que hoy hace-mos.
LLaa ffuunnddiicciióónn
Indudablemente, la fundición es el procesomás versátil de todos para la obtención depiezas metálicas; y, algunos la consideran elcamino más directo desde el diseño hasta laproducción de una pieza.
Prácticamente, cada metal que puedefundirse también podrá moldearse, con undiseño flexible. Esta flexibilidad es la que lepermite a la industria de fundición de me-tales producir componentes simples o com-plejos, que se produzcan una vez -como pro-totipo- o miles de veces -para ser usados enun producto manufacturado-. Los metalespermiten elaborar un alto porcentaje de bie-nes, a través de maquinaria destinada a la
fabricación; así, la fundición de metales es latécnica de conformación por excelencia.
Si nos detenemos a pensar unos minutos,rápidamente podemos confeccionar una listade más de 20 piezas obtenidas por esta téc-nica. Entre las más reconocibles, encon-tramos: los bloques de cilindros de motor, lascajas de transmisión y las partes de suspen-sión de automóviles y camiones, los soportesinferiores de equipos agrícolas y de construc-ción, los accesorios estructurales y metálicospara electrodomésticos, los caños y las válvu-las de accesorios de plomería y calderas. Y,así, podemos ir enumerando desde las piezasmás grandes en peso y tamaño hasta las máspequeñas -como los accesorios de una bici-cleta-.
Es evidente que el desarrollo y la difusiónalcanzados por el proceso de fundición sedeben a su antigüedad y a su historia. Suantigüedad puede ser medida en años; pero,su historia hace referencia a los sucesosprovocados por personas a través de proce-sos tecnológicos. Esta historia es la que nosdice que, en nuestro país, en el 2003, sefundieron 93.000 toneladas de hierro gris yaleado; esto es, 3 kg por habitante -muypoco, comparado con los países más indus-trializados del mundo-.
LLooss mmééttooddooss ddee mmoollddeeoo eennllaa ffuunnddiicciióónn ddee mmeettaalleess
Ya hemos considerado a la fundición comouno de los métodos más antiguos en darforma a los metales. Por siglos, los artíficeshan producido toda clase de artículos,
2233
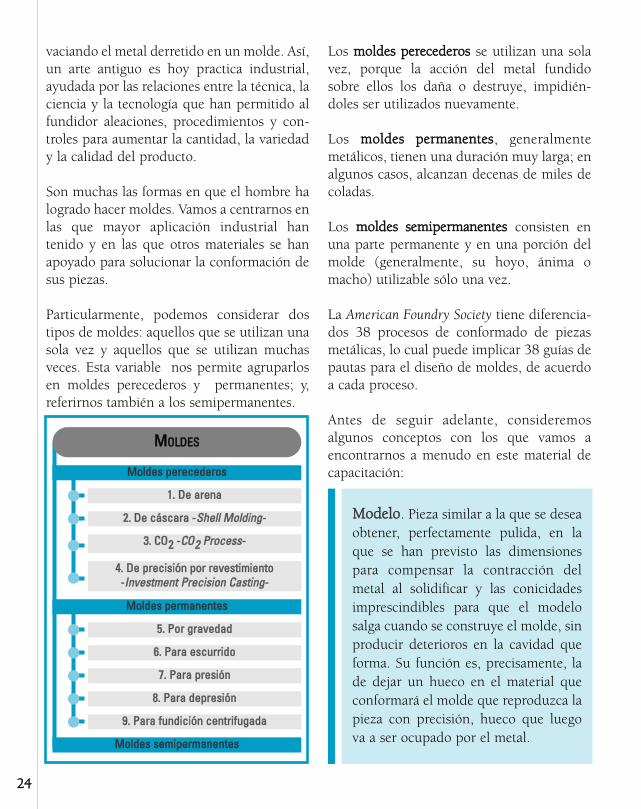
vaciando el metal derretido en un molde. Así,un arte antiguo es hoy practica industrial,ayudada por las relaciones entre la técnica, laciencia y la tecnología que han permitido alfundidor aleaciones, procedimientos y con-troles para aumentar la cantidad, la variedady la calidad del producto.
Son muchas las formas en que el hombre halogrado hacer moldes. Vamos a centrarnos enlas que mayor aplicación industrial hantenido y en las que otros materiales se hanapoyado para solucionar la conformación desus piezas.
Particularmente, podemos considerar dostipos de moldes: aquellos que se utilizan unasola vez y aquellos que se utilizan muchasveces. Esta variable nos permite agruparlosen moldes perecederos y permanentes; y,referirnos también a los semipermanentes.
Los mmoollddeess ppeerreecceeddeerrooss se utilizan una solavez, porque la acción del metal fundidosobre ellos los daña o destruye, impidién-doles ser utilizados nuevamente.
Los mmoollddeess ppeerrmmaanneenntteess, generalmentemetálicos, tienen una duración muy larga; enalgunos casos, alcanzan decenas de miles decoladas.
Los mmoollddeess sseemmiippeerrmmaanneenntteess consisten enuna parte permanente y en una porción delmolde (generalmente, su hoyo, ánima omacho) utilizable sólo una vez.
La American Foundry Society tiene diferencia-dos 38 procesos de conformado de piezasmetálicas, lo cual puede implicar 38 guías depautas para el diseño de moldes, de acuerdoa cada proceso.
Antes de seguir adelante, consideremosalgunos conceptos con los que vamos aencontrarnos a menudo en este material decapacitación:
2244
11.. DDee aarreennaa
MMoollddeess ppeerreecceeddeerrooss
MMoollddeess ppeerrmmaanneenntteess
22.. DDee ccáássccaarraa --SShheellll MMoollddiinngg--
MMOOLLDDEESS
33.. CCOO22 --CCOO22 PPrroocceessss--
44.. DDee pprreecciissiióónn ppoorr rreevveessttiimmiieennttoo--IInnvveessttmmeenntt PPrreecciissiioonn CCaassttiinngg--
MMoollddeess sseemmiippeerrmmaanneenntteess
55.. PPoorr ggrraavveeddaadd
66.. PPaarraa eessccuurrrriiddoo
77.. PPaarraa pprreessiióónn
88.. PPaarraa ddeepprreessiióónn
99.. PPaarraa ffuunnddiicciióónn cceennttrriiffuuggaaddaa
MMooddeelloo. Pieza similar a la que se deseaobtener, perfectamente pulida, en laque se han previsto las dimensionespara compensar la contracción delmetal al solidificar y las conicidadesimprescindibles para que el modelosalga cuando se construye el molde, sinproducir deterioros en la cavidad queforma. Su función es, precisamente, lade dejar un hueco en el material queconformará el molde que reproduzca lapieza con precisión, hueco que luegova a ser ocupado por el metal.
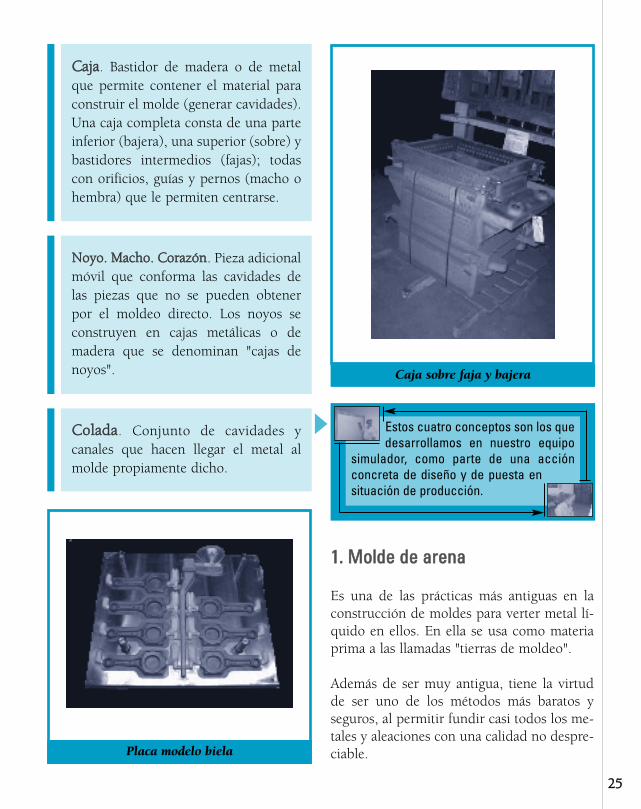
11.. MMoollddee ddee aarreennaa
Es una de las prácticas más antiguas en laconstrucción de moldes para verter metal lí-quido en ellos. En ella se usa como materiaprima a las llamadas "tierras de moldeo".
Además de ser muy antigua, tiene la virtudde ser uno de los métodos más baratos yseguros, al permitir fundir casi todos los me-tales y aleaciones con una calidad no despre-ciable.
2255
CCaajjaa. Bastidor de madera o de metalque permite contener el material paraconstruir el molde (generar cavidades).Una caja completa consta de una parteinferior (bajera), una superior (sobre) ybastidores intermedios (fajas); todascon orificios, guías y pernos (macho ohembra) que le permiten centrarse.
NNooyyoo.. MMaacchhoo.. CCoorraazzóónn. Pieza adicionalmóvil que conforma las cavidades delas piezas que no se pueden obtenerpor el moldeo directo. Los noyos seconstruyen en cajas metálicas o demadera que se denominan "cajas denoyos".
CCoollaaddaa. Conjunto de cavidades ycanales que hacen llegar el metal almolde propiamente dicho.
Placa modelo biela
Caja sobre faja y bajera
Estos cuatro conceptos son los quedesarrollamos en nuestro equipo
simulador, como parte de una acciónconcreta de diseño y de puesta ensituación de producción.
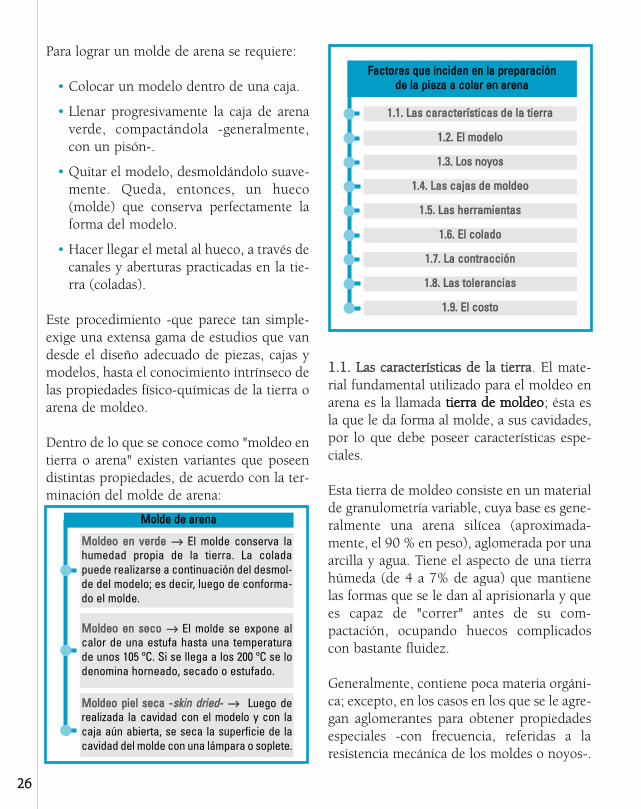
Para lograr un molde de arena se requiere:
• Colocar un modelo dentro de una caja.
• Llenar progresivamente la caja de arenaverde, compactándola -generalmente,con un pisón-.
• Quitar el modelo, desmoldándolo suave-mente. Queda, entonces, un hueco(molde) que conserva perfectamente laforma del modelo.
• Hacer llegar el metal al hueco, a través decanales y aberturas practicadas en la tie-rra (coladas).
Este procedimiento -que parece tan simple-exige una extensa gama de estudios que vandesde el diseño adecuado de piezas, cajas ymodelos, hasta el conocimiento intrínseco delas propiedades físico-químicas de la tierra oarena de moldeo.
Dentro de lo que se conoce como "moldeo entierra o arena" existen variantes que poseendistintas propiedades, de acuerdo con la ter-minación del molde de arena:
11..11.. LLaass ccaarraacctteerrííssttiiccaass ddee llaa ttiieerrrraa. El mate-rial fundamental utilizado para el moldeo enarena es la llamada ttiieerrrraa ddee mmoollddeeoo; ésta esla que le da forma al molde, a sus cavidades,por lo que debe poseer características espe-ciales.
Esta tierra de moldeo consiste en un materialde granulometría variable, cuya base es gene-ralmente una arena silícea (aproximada-mente, el 90 % en peso), aglomerada por unaarcilla y agua. Tiene el aspecto de una tierrahúmeda (de 4 a 7% de agua) que mantienelas formas que se le dan al aprisionarla y quees capaz de "correr" antes de su com-pactación, ocupando huecos complicadoscon bastante fluidez.
Generalmente, contiene poca materia orgáni-ca; excepto, en los casos en los que se le agre-gan aglomerantes para obtener propiedadesespeciales -con frecuencia, referidas a laresistencia mecánica de los moldes o noyos-.
2266
MMoollddeeoo eenn vveerrddee →→ El molde conserva lahumedad propia de la tierra. La coladapuede realizarse a continuación del desmol-de del modelo; es decir, luego de conforma-do el molde.
MMoollddee ddee aarreennaa
MMoollddeeoo eenn sseeccoo →→ El molde se expone alcalor de una estufa hasta una temperaturade unos 105 ºC. Si se llega a los 200 ºC se lodenomina horneado, secado o estufado.
MMoollddeeoo ppiieell sseeccaa --sskkiinn ddrriieedd-- →→ Luego derealizada la cavidad con el modelo y con lacaja aún abierta, se seca la superficie de lacavidad del molde con una lámpara o soplete.
11..11.. LLaass ccaarraacctteerrííssttiiccaass ddee llaa ttiieerrrraa
FFaaccttoorreess qquuee iinncciiddeenn eenn llaa pprreeppaarraacciióónnddee llaa ppiieezzaa aa ccoollaarr eenn aarreennaa
11..22.. EEll mmooddeelloo
11..33.. LLooss nnooyyooss
11..44.. LLaass ccaajjaass ddee mmoollddeeoo
11..55.. LLaass hheerrrraammiieennttaass
11..66.. EEll ccoollaaddoo
11..77.. LLaa ccoonnttrraacccciióónn
11..88.. LLaass ttoolleerraanncciiaass
11..99.. EEll ccoossttoo
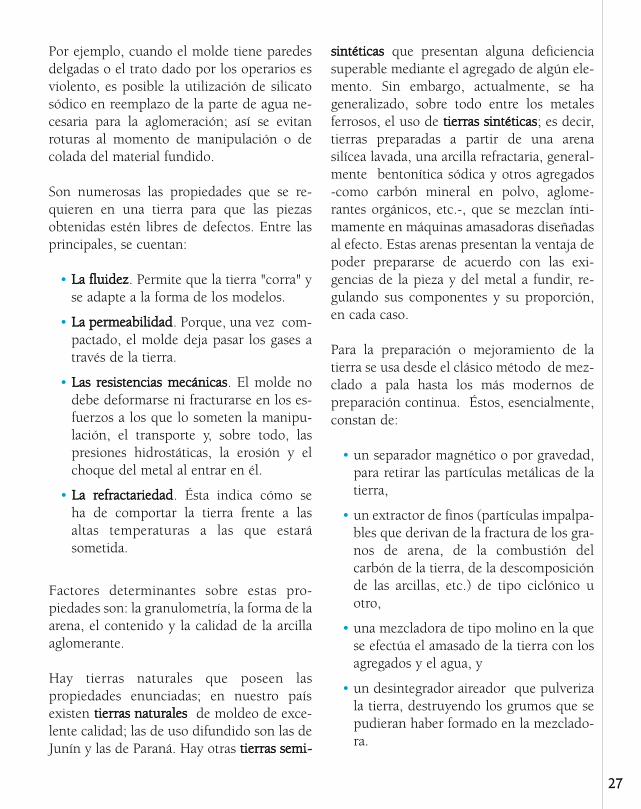
Por ejemplo, cuando el molde tiene paredesdelgadas o el trato dado por los operarios esviolento, es posible la utilización de silicatosódico en reemplazo de la parte de agua ne-cesaria para la aglomeración; así se evitanroturas al momento de manipulación o decolada del material fundido.
Son numerosas las propiedades que se re-quieren en una tierra para que las piezasobtenidas estén libres de defectos. Entre lasprincipales, se cuentan:
• LLaa fflluuiiddeezz. Permite que la tierra "corra" yse adapte a la forma de los modelos.
• LLaa ppeerrmmeeaabbiilliiddaadd. Porque, una vez com-pactado, el molde deja pasar los gases através de la tierra.
• LLaass rreessiisstteenncciiaass mmeeccáánniiccaass. El molde nodebe deformarse ni fracturarse en los es-fuerzos a los que lo someten la manipu-lación, el transporte y, sobre todo, laspresiones hidrostáticas, la erosión y elchoque del metal al entrar en él.
• LLaa rreeffrraaccttaarriieeddaadd. Ésta indica cómo seha de comportar la tierra frente a lasaltas temperaturas a las que estarásometida.
Factores determinantes sobre estas pro-piedades son: la granulometría, la forma de laarena, el contenido y la calidad de la arcillaaglomerante.
Hay tierras naturales que poseen laspropiedades enunciadas; en nuestro paísexisten ttiieerrrraass nnaattuurraalleess de moldeo de exce-lente calidad; las de uso difundido son las deJunín y las de Paraná. Hay otras ttiieerrrraass sseemmii--
ssiinnttééttiiccaass que presentan alguna deficienciasuperable mediante el agregado de algún ele-mento. Sin embargo, actualmente, se hageneralizado, sobre todo entre los metalesferrosos, el uso de ttiieerrrraass ssiinnttééttiiccaass; es decir,tierras preparadas a partir de una arenasilícea lavada, una arcilla refractaria, general-mente bentonítica sódica y otros agregados-como carbón mineral en polvo, aglome-rantes orgánicos, etc.-, que se mezclan ínti-mamente en máquinas amasadoras diseñadasal efecto. Estas arenas presentan la ventaja depoder prepararse de acuerdo con las exi-gencias de la pieza y del metal a fundir, re-gulando sus componentes y su proporción,en cada caso.
Para la preparación o mejoramiento de latierra se usa desde el clásico método de mez-clado a pala hasta los más modernos depreparación continua. Éstos, esencialmente,constan de:
• un separador magnético o por gravedad,para retirar las partículas metálicas de latierra,
• un extractor de finos (partículas impalpa-bles que derivan de la fractura de los gra-nos de arena, de la combustión delcarbón de la tierra, de la descomposiciónde las arcillas, etc.) de tipo ciclónico uotro,
• una mezcladora de tipo molino en la quese efectúa el amasado de la tierra con losagregados y el agua, y
• un desintegrador aireador que pulverizala tierra, destruyendo los grumos que sepudieran haber formado en la mezclado-ra.
2277
2288
Las arenas de moldeo están compuestas porarena y arcilla -generalmente, bentonita-, queproporciona cohesión y plasticidad a la mezcla,facilitando su moldeo y dándole resistencia sufi-ciente para mantener la forma adquiridadespués de retirar el modelo y mientras se vierteel material fundido. (...) A pesar de que la indus-tria ha evolucionado considerablemente en lasúltimas décadas y ha ido sustituyendo a las ben-tonitas por otros productos en la fabricación demoldes para fundición, éste sigue siendo su usoprincipal.
(...) La proporción de las bentonitas en la mezclavaría entre el 5 y el 10 %, pudiendo ser ésta tantosódica como cálcica, según el uso a que se des-tine el molde. La bentonita sódica se usa enfundiciones de mayor temperatura que la cálci-ca, por ser más estable a altas temperaturas;suele utilizarse en fundición de acero, hierrodúctil y maleable, y, en menor medida, en lagama de los metales no férreos. Por otro lado, labentonita cálcica facilita la producción demoldes con más complicados detalles y se uti-liza, principalmente, en fundición de metales noférreos.
El aumento de los costos de las materias primasestá forzando a las fundiciones a recuperar lasmayores cantidades posibles de mezclas de are-nas, para ser usadas de nuevo, si bien general-mente esto no afecta de forma sensible al con-sumo de bentonita. El reciclado, en la mayoría delos casos, no es posible, pues la mezcla alcanzatemperaturas superiores a los 650 ºC y, a esastemperaturas, la arcilla pierde parte del agua desu constitución -proceso que es irreversible- ycon ello sus propiedades.8
(...) El empleo de las arenas de sílice se da, prin-cipalmente, en la industria metalúrgica y defundición, en la industria de vidrio y en la cerámi-ca, en la industria de la construcción, en la delos abrasivos, en los productos químicos basa-dos en sílice, en la industria de petróleo, en laelectrónica...
La selección de las materias primas utilizadas enla preparación de moldes para fundición, comoarenas naturales y aglutinantes -básicamente,de bentonita-, tiene que ser consecuencia de unanálisis con respecto a la forma en que dichosmateriales deben responder a diferentes fac-tores que influyen notablemente, como:
• diseño y tamaño de la pieza,
• tipo de metal requerido,
• temperatura de vaciado,
• método de moldeo.
(...) La principal ventaja de utilizar arena sílicapara fundición es la resistencia del mineralaglutinado a la presión metalostática del metalque se está colocando y que es suficientementepermeable como para permitir el escape devapores y gases; aparte, que la textura y la com-posición del molde permiten un vaciado íntegro,suave y sin reacción térmica del choque.
Hay otras arenas que compiten con la arena síli-ca para ser usadas como material refractario yde moldeo -en particular, de cromita, olivino yzirconio-. Cada arena tiene sus ventajas ydesventajas inherentes, según las condicionesde trabajo; aunque, cabe mencionar que las are-nas de zirconio, cromita y olivino resultan de
AArreennaass ddee mmoollddeeoo
8 El artículo completo está disponible enwwwwww..uuccllmm..eess//uusseerrss//hhiigguueerraass//yyyymmmm//AArrcciillllaass..hhttmm
GGeenneerraalliiddaaddeess ssoobbrree llaass aarreennaass ccuuaarrzzoossaass
11..22.. EEll mmooddeelloo. También el modelo tiene unainfluencia importante. Para la fundición entierra se usan modelos de yeso, cemento,madera, metal o plástico (resinas); en laactualidad, estos dos últimos se puedenobtener por CNC o por estereolitografía(específicamente, los de resina).
La decisión por el tipo de material del mo-delo está relacionada, principalmente, con ladurabilidad y, por supuesto, con la cantidadde moldes que con él se realizarán. Por ejem-plo, si nuestra pieza es única y no muy com-pleja, un modelo en yeso protegido con pin-tura puede ser más que suficiente paraobtener el molde.
Durante muchísimo tiempo se utilizaron losmmooddeellooss ddee mmaaddeerraa, de costo relativamentebajo, y de fácil reparación y modificación;aún hoy se siguen construyendo -en nuestropaís, generalmente, de cedro-. La maderaestá bien estacionada para que los factoresdel ambiente y de la humedad de la tierra noalteren su forma y dimensiones; es, además,suficientemente resistente como para que eltrato riguroso a que la somete el moldeo nocause deterioros en ella.
Es de especial cuidado la terminación super-ficial del modelo (lustrado, pintado conesmaltes poliuretánicos, etc.), de manera deimpedir la absorción de humedad y de posi-bilitar un desmolde perfecto, sin que la arenase adhiera; porque, si el modelo sale conarena pegada, se requiere un delicado traba-jo manual de reparación del molde, a fin dedescartar la posibilidad de una terminaciónrugosa en la pieza fundida.
Los mmooddeellooss mmeettáálliiccooss se hacen, común-
2299
manera natural más escasas, razón por lacual en total representan 5 % del consumoglobal de arenas para moldeo; en tanto, laarena sílica representa el restante 95 %. Lacomposición de colados que hacen uso deestos materiales es mayor al 5 %, ya que elolivino, el zirconio y la cromita son esencial-mente materiales de recubrimiento y, encondiciones normales, se usan con arenasílica como relleno.9
¿¿QQuuéé eess llaa aarreennaa ccaalliieennttee??
La arena caliente de moldeo es toda arenade alta temperatura que causa dificultadesen la preparación de la arena, moldeo y cali-dad del vaciado. La arena caliente tambiénpuede ser descrita como una que requierematerias primas adicionales para alcanzarpropiedades de moldeo utilizables. Especí-ficamente, una arena de retorno con un ran-go de temperatura de 120-160 °F (49-71 °C)está lo suficientemente caliente como parademostrar propiedades inconsistentes demolienda y problemas de control.
Un estudio hecho por A. Volkmar en 1979 indi-ca que temperaturas arriba de 120 °F traencomo resultado una pérdida consistente delas propiedades físicas de la arena. En esteestudio, una gran muestra de arena fue divi-dida dentro de varios contenedores selladosprovistos de termocoples y, a temperaturasvarias; la arena de los contenedores indivi-duales fue probada rápidamente para asegu-rar que no hubiera pérdida de calor. El estu-dio mostró que ocurrió una pérdida constanteen la compactabilidad, cuando las tempera-turas de la arena excedieron 120 °F.10
9 Le proponemos consultar el texto completo en:wwwwww..mmiinneerraanneett..ccoomm..aarr
10 Información original de wwwwww..mmooddeerrmmccaassttiinngg..ccoomm

mente, de aluminio, metal liviano y re-sistente. Sin embargo, para series cortas, seusan aleaciones "blancas" -a partir de plomo,estaño, antimonio-, más fáciles de fundir ytrabajar, y que no poseen contracción. Elbronce y el latón se usan para modelos querequieren un pulido muy fino, a causa de locomplicado de la pieza.
Un caso clásico son los cilindros con aletasrefrigerados por aire, en los que una pequeñairregularidad de la superficie puede provocarla rotura parcial del molde, extremadamentedifícil de reparar.
La fabricación de un modelo metálicorequiere, muchas veces, la construcción deun modelo de yeso o madera. Entonces,usando éste, se confecciona un molde en elque se vierte el metal elegido para el modelodefinitivo.
3300
Cilindro
Pieza, luego del desmolde y con terminación
Equipos y consumibles para laterminación de las piezas
Abrasivos cerámicos
Agua a presión en funcionamiento
Agua a presión
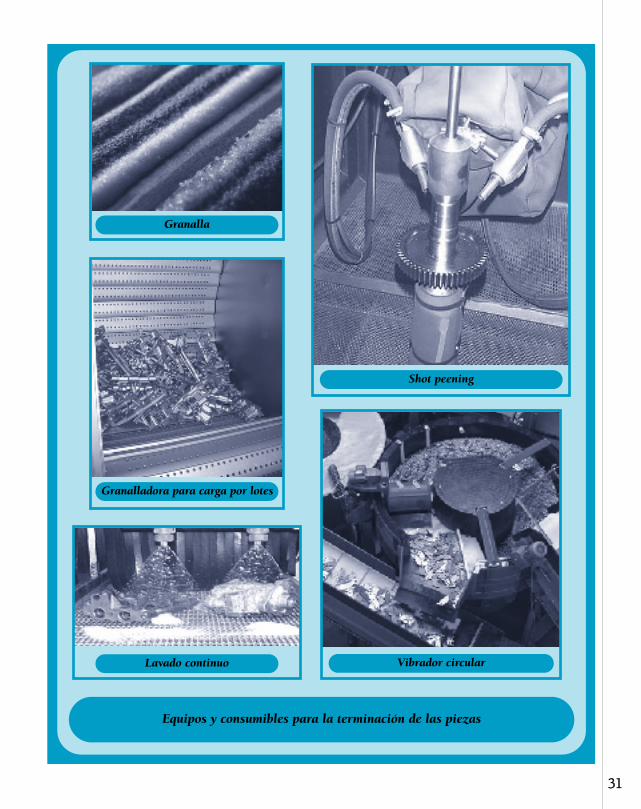
3311
Equipos y consumibles para la terminación de las piezas
Granalla
Granalladora para carga por lotes
Lavado continuo
Shot peening
Vibrador circular
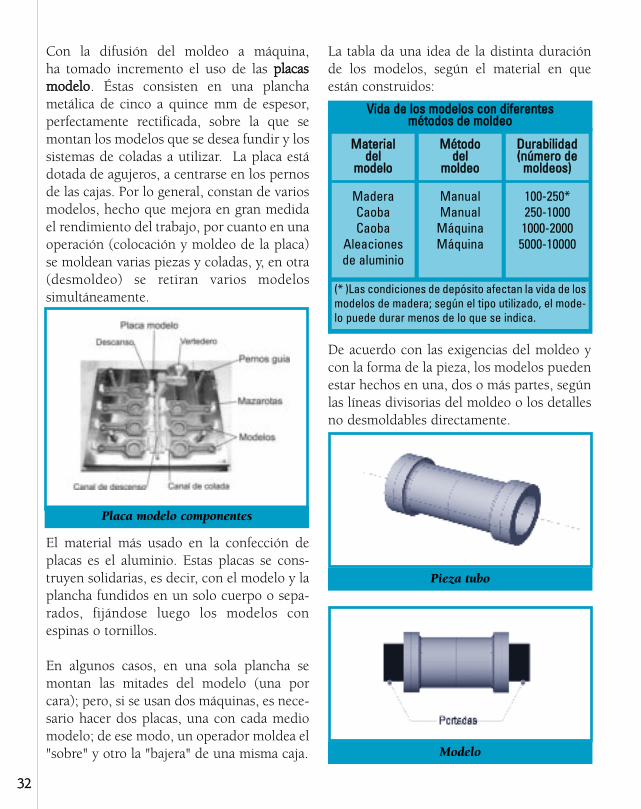
Con la difusión del moldeo a máquina,ha tomado incremento el uso de las ppllaaccaassmmooddeelloo. Éstas consisten en una planchametálica de cinco a quince mm de espesor,perfectamente rectificada, sobre la que semontan los modelos que se desea fundir y lossistemas de coladas a utilizar. La placa estádotada de agujeros, a centrarse en los pernosde las cajas. Por lo general, constan de variosmodelos, hecho que mejora en gran medidael rendimiento del trabajo, por cuanto en unaoperación (colocación y moldeo de la placa)se moldean varias piezas y coladas, y, en otra(desmoldeo) se retiran varios modelossimultáneamente.
El material más usado en la confección deplacas es el aluminio. Estas placas se cons-truyen solidarias, es decir, con el modelo y laplancha fundidos en un solo cuerpo o sepa-rados, fijándose luego los modelos conespinas o tornillos.
En algunos casos, en una sola plancha semontan las mitades del modelo (una porcara); pero, si se usan dos máquinas, es nece-sario hacer dos placas, una con cada mediomodelo; de ese modo, un operador moldea el"sobre" y otro la "bajera" de una misma caja.
La tabla da una idea de la distinta duraciónde los modelos, según el material en queestán construidos:
De acuerdo con las exigencias del moldeo ycon la forma de la pieza, los modelos puedenestar hechos en una, dos o más partes, segúnlas líneas divisorias del moldeo o los detallesno desmoldables directamente.
3322
MMaatteerriiaallddeell
mmooddeelloo
Madera CaobaCaoba
Aleacionesde aluminio
MMééttooddooddeell
mmoollddeeoo
ManualManual
MáquinaMáquina
DDuurraabbiilliiddaadd((nnúúmmeerroo ddee
mmoollddeeooss))
100-250*250-1000
1000-20005000-10000
VViiddaa ddee llooss mmooddeellooss ccoonn ddiiffeerreenntteessmmééttooddooss ddee mmoollddeeoo
(* )Las condiciones de depósito afectan la vida de losmodelos de madera; según el tipo utilizado, el mode-lo puede durar menos de lo que se indica.
Pieza tubo
Modelo
Placa modelo componentes

El centrado entre las diversas partes se efec-túa mediante pernos. El centrado o fijaciónde las partes sueltas o noyos se efectúa me-diante las ppoorrttaaddaass -prolongaciones del mo-delo que dejan huecos en el molde-, dentrode las cuales queda "calzado" el noyo. Lasportadas se pintan de otro color que el restodel modelo -generalmente, de negro-.
11..33.. LLooss nnooyyooss. Los noyos, machos ocorazón se moldean en cajas especiales demadera o metal que reproducen la forma de
la cavidad a obtener. Éstas se llenan de arenaaglomerada -generalmente, con sustanciasorgánicas termofraguantes (aceite de lino,oxidado doble cocido, melaza, dextrina,resinas, etc.)-.
Al ser extraído de la caja, el noyo asíobtenido es débil y fácilmente disgregable;por lo tanto, es llevado a estufas de curadosobre una cama de aserrín en la que, al cabode unas horas de permanencia entre 200 y300 ºC, logra estar listo para ser usado; esdecir, dotado de suficiente resistencia
mecánica como para sermanipulado, colocado en elmolde y, posteriormente,obligado a resistir el esfuer-zo del metal fundido.
Las cajas de noyos puedenestar dotadas de varias por-ciones -por lo común, dos-,para hacer posible el des-moldado.
Los aglomerantes que seusan en la confección denoyos producen cantidadesgrandes de gases, lo que
hace necesario un buen escape. Para esto, elnoyo cuenta con canales que lo atraviesen yque tienen salida al exterior en zonas no ocu-padas por el metal. La deficiente salida degases origina sopladuras -burbujas de gasesretenidos en el metal-.
Cuando los noyos son grandes o de formasdébiles o con puntos de fácil fractura, se uti-lizan aarrmmaadduurraass. Éstas consisten en estruc-turas hechas con hierros o alambres que secolocan en el interior del noyo -a la manera
3333
Caja noyo
Molde
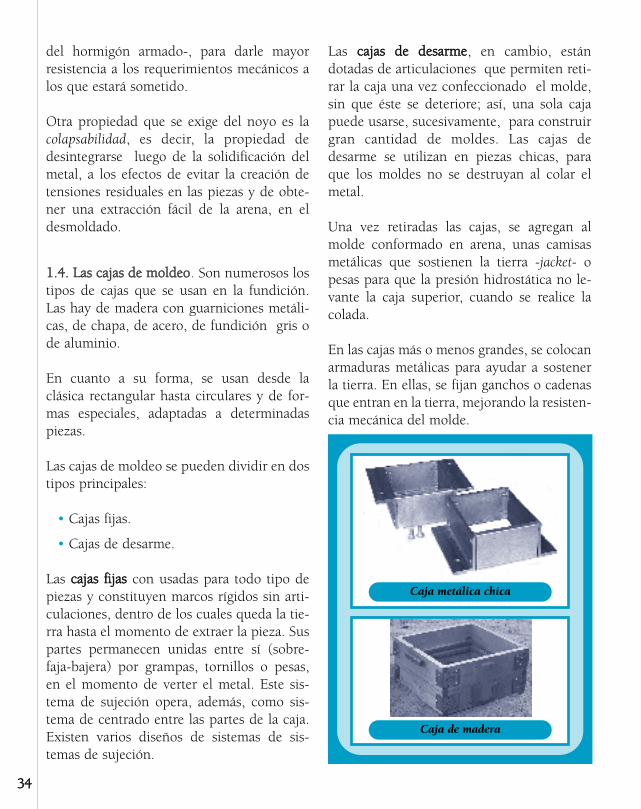
del hormigón armado-, para darle mayorresistencia a los requerimientos mecánicos alos que estará sometido.
Otra propiedad que se exige del noyo es lacolapsabilidad, es decir, la propiedad dedesintegrarse luego de la solidificación delmetal, a los efectos de evitar la creación detensiones residuales en las piezas y de obte-ner una extracción fácil de la arena, en eldesmoldado.
11..44.. LLaass ccaajjaass ddee mmoollddeeoo. Son numerosos lostipos de cajas que se usan en la fundición.Las hay de madera con guarniciones metáli-cas, de chapa, de acero, de fundición gris ode aluminio.
En cuanto a su forma, se usan desde laclásica rectangular hasta circulares y de for-mas especiales, adaptadas a determinadaspiezas.
Las cajas de moldeo se pueden dividir en dostipos principales:
• Cajas fijas.
• Cajas de desarme.
Las ccaajjaass ffiijjaass con usadas para todo tipo depiezas y constituyen marcos rígidos sin arti-culaciones, dentro de los cuales queda la tie-rra hasta el momento de extraer la pieza. Suspartes permanecen unidas entre sí (sobre-faja-bajera) por grampas, tornillos o pesas,en el momento de verter el metal. Este sis-tema de sujeción opera, además, como sis-tema de centrado entre las partes de la caja.Existen varios diseños de sistemas de sis-temas de sujeción.
Las ccaajjaass ddee ddeessaarrmmee, en cambio, estándotadas de articulaciones que permiten reti-rar la caja una vez confeccionado el molde,sin que éste se deteriore; así, una sola cajapuede usarse, sucesivamente, para construirgran cantidad de moldes. Las cajas dedesarme se utilizan en piezas chicas, paraque los moldes no se destruyan al colar elmetal.
Una vez retiradas las cajas, se agregan almolde conformado en arena, unas camisasmetálicas que sostienen la tierra -jacket- opesas para que la presión hidrostática no le-vante la caja superior, cuando se realice lacolada.
En las cajas más o menos grandes, se colocanarmaduras metálicas para ayudar a sostenerla tierra. En ellas, se fijan ganchos o cadenasque entran en la tierra, mejorando la resisten-cia mecánica del molde.
3344
Caja metálica chica
Caja de madera
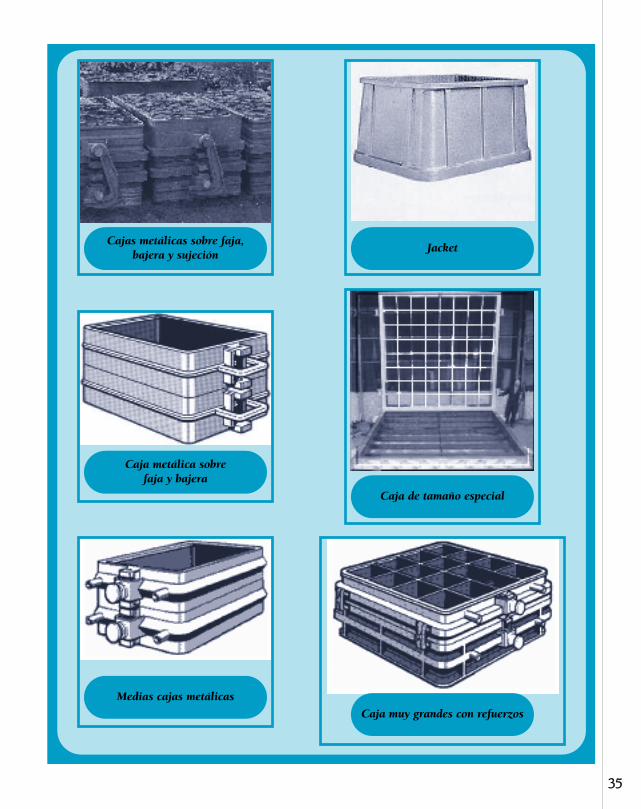
3355
Cajas metálicas sobre faja,bajera y sujeción
Caja metálica sobrefaja y bajera
Medias cajas metálicas
Jacket
Caja de tamaño especial
Caja muy grandes con refuerzos
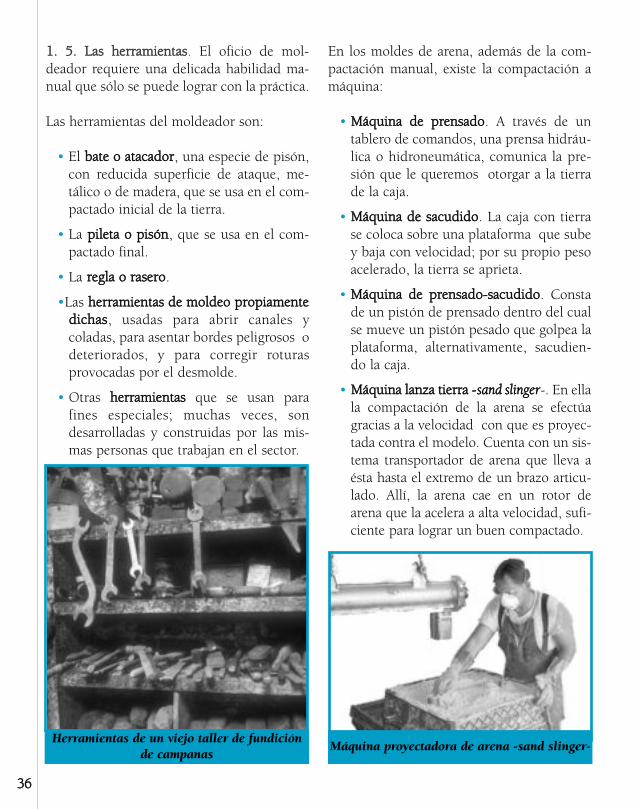
3366
11.. 55.. LLaass hheerrrraammiieennttaass. El oficio de mol-deador requiere una delicada habilidad ma-nual que sólo se puede lograr con la práctica.
Las herramientas del moldeador son:
• El bbaattee oo aattaaccaaddoorr, una especie de pisón,con reducida superficie de ataque, me-tálico o de madera, que se usa en el com-pactado inicial de la tierra.
• La ppiilleettaa oo ppiissóónn, que se usa en el com-pactado final.
• La rreeggllaa oo rraasseerroo.
•Las hheerrrraammiieennttaass ddee mmoollddeeoo pprrooppiiaammeenntteeddiicchhaass, usadas para abrir canales ycoladas, para asentar bordes peligrosos odeteriorados, y para corregir roturasprovocadas por el desmolde.
• Otras hheerrrraammiieennttaass que se usan parafines especiales; muchas veces, sondesarrolladas y construidas por las mis-mas personas que trabajan en el sector.
En los moldes de arena, además de la com-pactación manual, existe la compactación amáquina:
• MMááqquuiinnaa ddee pprreennssaaddoo. A través de untablero de comandos, una prensa hidráu-lica o hidroneumática, comunica la pre-sión que le queremos otorgar a la tierrade la caja.
• MMááqquuiinnaa ddee ssaaccuuddiiddoo. La caja con tierrase coloca sobre una plataforma que subey baja con velocidad; por su propio pesoacelerado, la tierra se aprieta.
• MMááqquuiinnaa ddee pprreennssaaddoo--ssaaccuuddiiddoo. Constade un pistón de prensado dentro del cualse mueve un pistón pesado que golpea laplataforma, alternativamente, sacudien-do la caja.
• MMááqquuiinnaa llaannzzaa ttiieerrrraa --ssaanndd sslliinnggeerr-. En ellala compactación de la arena se efectúagracias a la velocidad con que es proyec-tada contra el modelo. Cuenta con un sis-tema transportador de arena que lleva aésta hasta el extremo de un brazo articu-lado. Allí, la arena cae en un rotor dearena que la acelera a alta velocidad, sufi-ciente para lograr un buen compactado.
Herramientas de un viejo taller de fundiciónde campanas
Máquina proyectadora de arena -sand slinger-
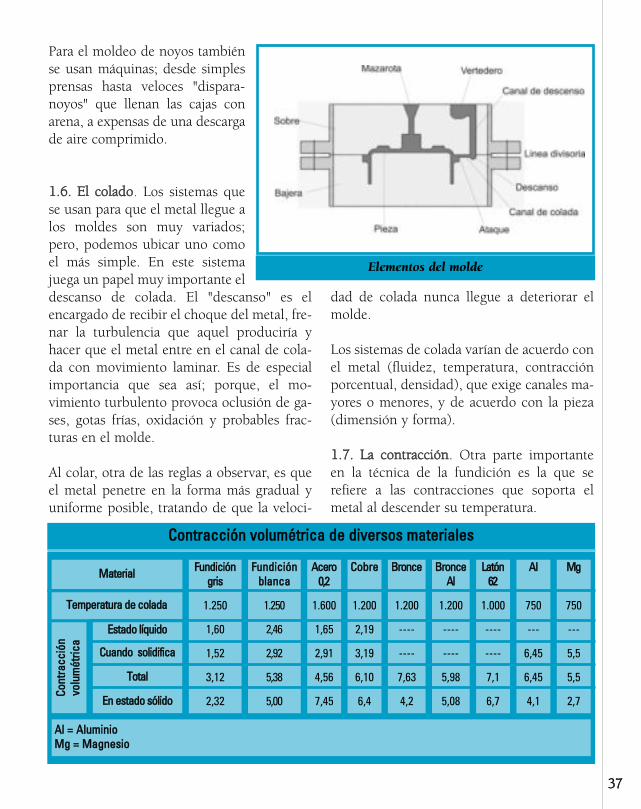
3377
Para el moldeo de noyos tambiénse usan máquinas; desde simplesprensas hasta veloces "dispara-noyos" que llenan las cajas conarena, a expensas de una descargade aire comprimido.
11..66.. EEll ccoollaaddoo. Los sistemas quese usan para que el metal llegue alos moldes son muy variados;pero, podemos ubicar uno comoel más simple. En este sistemajuega un papel muy importante eldescanso de colada. El "descanso" es elencargado de recibir el choque del metal, fre-nar la turbulencia que aquel produciría yhacer que el metal entre en el canal de cola-da con movimiento laminar. Es de especialimportancia que sea así; porque, el mo-vimiento turbulento provoca oclusión de ga-ses, gotas frías, oxidación y probables frac-turas en el molde.
Al colar, otra de las reglas a observar, es queel metal penetre en la forma más gradual yuniforme posible, tratando de que la veloci-
dad de colada nunca llegue a deteriorar elmolde.
Los sistemas de colada varían de acuerdo conel metal (fluidez, temperatura, contracciónporcentual, densidad), que exige canales ma-yores o menores, y de acuerdo con la pieza(dimensión y forma).
11..77.. LLaa ccoonnttrraacccciióónn. Otra parte importanteen la técnica de la fundición es la que serefiere a las contracciones que soporta elmetal al descender su temperatura.
Elementos del molde
FFuunnddiicciióónnbbllaannccaa
1.250
2,46
2,92
5,38
5,00
FFuunnddiicciióónnggrriiss
1.250
1,60
1,52
3,12
2,32
AAcceerroo00,,22
1.600
1,65
2,91
4,56
7,45
CCoobbrree
1.200
2,19
3,19
6,10
6,4
BBrroonnccee
1.200
----
----
7,63
4,2
BBrroonncceeAAll
1.200
----
----
5,98
5,08
LLaattóónn6622
1.000
----
----
7,1
6,7
CCoonnttrraacccciióónn vvoolluummééttrriiccaa ddee ddiivveerrssooss mmaatteerriiaalleess
AAll
750
---
6,45
6,45
4,1
MMgg
750
---
5,5
5,5
2,7
MMaatteerriiaall
AAll == AAlluummiinniiooMMgg == MMaaggnneessiioo
TTeemmppeerraattuurraa ddee ccoollaaddaa
EEssttaaddoo llííqquuiiddoo
CCuuaannddoo ssoolliiddiiffiiccaa
TToottaall
EEnn eessttaaddoo ssóólliiddoo
CCoonntt
rraacccc
iióónn
vvoolluu
mméétt
rriiccaa
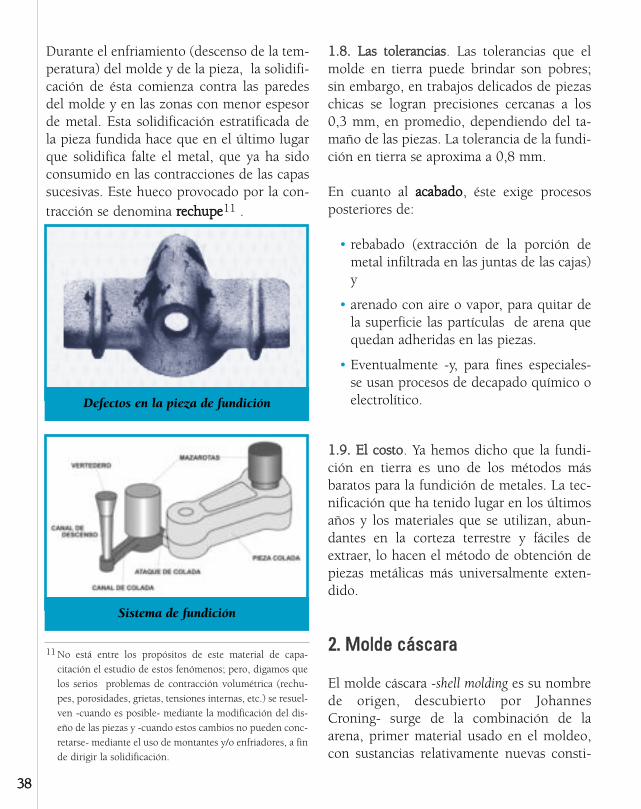
Durante el enfriamiento (descenso de la tem-peratura) del molde y de la pieza, la solidifi-cación de ésta comienza contra las paredesdel molde y en las zonas con menor espesorde metal. Esta solidificación estratificada dela pieza fundida hace que en el último lugarque solidifica falte el metal, que ya ha sidoconsumido en las contracciones de las capassucesivas. Este hueco provocado por la con-tracción se denomina rreecchhuuppee11 .
11..88.. LLaass ttoolleerraanncciiaass. Las tolerancias que elmolde en tierra puede brindar son pobres;sin embargo, en trabajos delicados de piezaschicas se logran precisiones cercanas a los0,3 mm, en promedio, dependiendo del ta-maño de las piezas. La tolerancia de la fundi-ción en tierra se aproxima a 0,8 mm.
En cuanto al aaccaabbaaddoo, éste exige procesosposteriores de:
• rebabado (extracción de la porción demetal infiltrada en las juntas de las cajas)y
• arenado con aire o vapor, para quitar dela superficie las partículas de arena quequedan adheridas en las piezas.
• Eventualmente -y, para fines especiales-se usan procesos de decapado químico oelectrolítico.
11..99.. EEll ccoossttoo. Ya hemos dicho que la fundi-ción en tierra es uno de los métodos másbaratos para la fundición de metales. La tec-nificación que ha tenido lugar en los últimosaños y los materiales que se utilizan, abun-dantes en la corteza terrestre y fáciles deextraer, lo hacen el método de obtención depiezas metálicas más universalmente exten-dido.
22.. MMoollddee ccáássccaarraa
El molde cáscara -shell molding es su nombrede origen, descubierto por JohannesCroning- surge de la combinación de laarena, primer material usado en el moldeo,con sustancias relativamente nuevas consti-
3388
11 No está entre los propósitos de este material de capa-
citación el estudio de estos fenómenos; pero, digamos que
los serios problemas de contracción volumétrica (rechu-
pes, porosidades, grietas, tensiones internas, etc.) se resuel-
ven -cuando es posible- mediante la modificación del dis-
eño de las piezas y -cuando estos cambios no pueden conc-
retarse- mediante el uso de montantes y/o enfriadores, a fin
de dirigir la solidificación.
Defectos en la pieza de fundición
Sistema de fundición
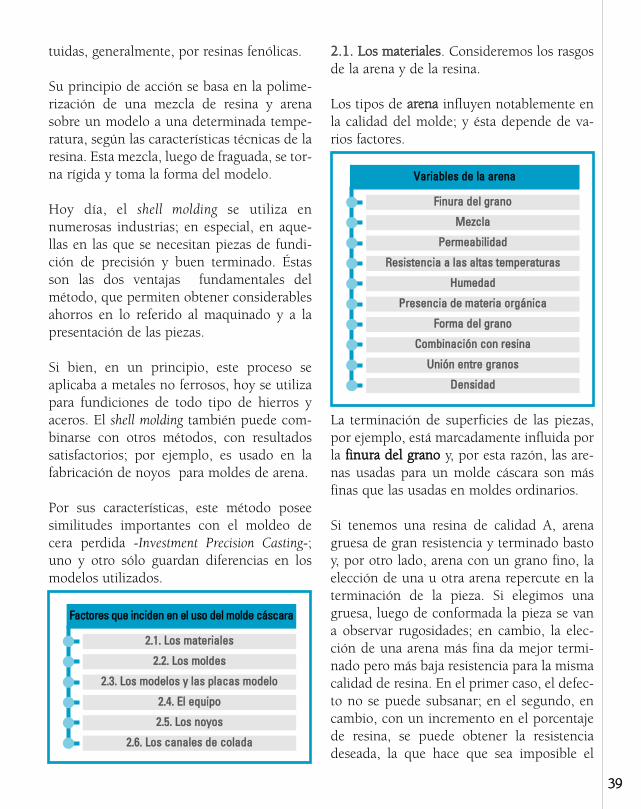
tuidas, generalmente, por resinas fenólicas.
Su principio de acción se basa en la polime-rización de una mezcla de resina y arenasobre un modelo a una determinada tempe-ratura, según las características técnicas de laresina. Esta mezcla, luego de fraguada, se tor-na rígida y toma la forma del modelo.
Hoy día, el shell molding se utiliza ennumerosas industrias; en especial, en aque-llas en las que se necesitan piezas de fundi-ción de precisión y buen terminado. Éstasson las dos ventajas fundamentales delmétodo, que permiten obtener considerablesahorros en lo referido al maquinado y a lapresentación de las piezas.
Si bien, en un principio, este proceso seaplicaba a metales no ferrosos, hoy se utilizapara fundiciones de todo tipo de hierros yaceros. El shell molding también puede com-binarse con otros métodos, con resultadossatisfactorios; por ejemplo, es usado en lafabricación de noyos para moldes de arena.
Por sus características, este método poseesimilitudes importantes con el moldeo decera perdida -Investment Precision Casting-;uno y otro sólo guardan diferencias en losmodelos utilizados.
22..11.. LLooss mmaatteerriiaalleess. Consideremos los rasgosde la arena y de la resina.
Los tipos de aarreennaa influyen notablemente enla calidad del molde; y ésta depende de va-rios factores.
La terminación de superficies de las piezas,por ejemplo, está marcadamente influida porla ffiinnuurraa ddeell ggrraannoo y, por esta razón, las are-nas usadas para un molde cáscara son másfinas que las usadas en moldes ordinarios.
Si tenemos una resina de calidad A, arenagruesa de gran resistencia y terminado bastoy, por otro lado, arena con un grano fino, laelección de una u otra arena repercute en laterminación de la pieza. Si elegimos unagruesa, luego de conformada la pieza se vana observar rugosidades; en cambio, la elec-ción de una arena más fina da mejor termi-nado pero más baja resistencia para la mismacalidad de resina. En el primer caso, el defec-to no se puede subsanar; en el segundo, encambio, con un incremento en el porcentajede resina, se puede obtener la resistenciadeseada, la que hace que sea imposible el
3399
22..11.. LLooss mmaatteerriiaalleess
FFaaccttoorreess qquuee iinncciiddeenn eenn eell uussoo ddeell mmoollddee ccáássccaarraa
22..22.. LLooss mmoollddeess
22..33.. LLooss mmooddeellooss yy llaass ppllaaccaass mmooddeelloo
22..44.. EEll eeqquuiippoo
22..55.. LLooss nnooyyooss
22..66.. LLooss ccaannaalleess ddee ccoollaaddaa
FFiinnuurraa ddeell ggrraannoo
VVaarriiaabblleess ddee llaa aarreennaa
MMeezzccllaa
PPeerrmmeeaabbiilliiddaadd
RReessiisstteenncciiaa aa llaass aallttaass tteemmppeerraattuurraass
HHuummeeddaadd
PPrreesseenncciiaa ddee mmaatteerriiaa oorrggáánniiccaa
FFoorrmmaa ddeell ggrraannoo
CCoommbbiinnaacciióónn ccoonn rreessiinnaa
UUnniióónn eennttrree ggrraannooss
DDeennssiiddaadd
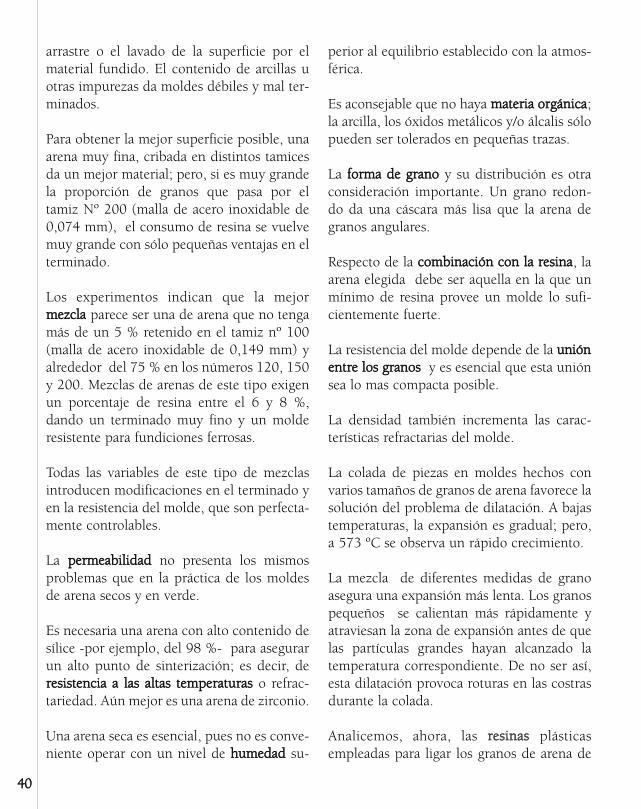
arrastre o el lavado de la superficie por elmaterial fundido. El contenido de arcillas uotras impurezas da moldes débiles y mal ter-minados.
Para obtener la mejor superficie posible, unaarena muy fina, cribada en distintos tamicesda un mejor material; pero, si es muy grandela proporción de granos que pasa por eltamiz Nº 200 (malla de acero inoxidable de0,074 mm), el consumo de resina se vuelvemuy grande con sólo pequeñas ventajas en elterminado.
Los experimentos indican que la mejormmeezzccllaa parece ser una de arena que no tengamás de un 5 % retenido en el tamiz nº 100(malla de acero inoxidable de 0,149 mm) yalrededor del 75 % en los números 120, 150y 200. Mezclas de arenas de este tipo exigenun porcentaje de resina entre el 6 y 8 %,dando un terminado muy fino y un molderesistente para fundiciones ferrosas.
Todas las variables de este tipo de mezclasintroducen modificaciones en el terminado yen la resistencia del molde, que son perfecta-mente controlables.
La ppeerrmmeeaabbiilliiddaadd no presenta los mismosproblemas que en la práctica de los moldesde arena secos y en verde.
Es necesaria una arena con alto contenido desílice -por ejemplo, del 98 %- para asegurarun alto punto de sinterización; es decir, derreessiisstteenncciiaa aa llaass aallttaass tteemmppeerraattuurraass o refrac-tariedad. Aún mejor es una arena de zirconio.
Una arena seca es esencial, pues no es conve-niente operar con un nivel de hhuummeeddaadd su-
perior al equilibrio establecido con la atmos-férica.
Es aconsejable que no haya mmaatteerriiaa oorrggáánniiccaa;la arcilla, los óxidos metálicos y/o álcalis sólopueden ser tolerados en pequeñas trazas.
La ffoorrmmaa ddee ggrraannoo y su distribución es otraconsideración importante. Un grano redon-do da una cáscara más lisa que la arena degranos angulares.
Respecto de la ccoommbbiinnaacciióónn ccoonn llaa rreessiinnaa, laarena elegida debe ser aquella en la que unmínimo de resina provee un molde lo sufi-cientemente fuerte.
La resistencia del molde depende de la uunniióónneennttrree llooss ggrraannooss y es esencial que esta uniónsea lo mas compacta posible.
La densidad también incrementa las carac-terísticas refractarias del molde.
La colada de piezas en moldes hechos convarios tamaños de granos de arena favorece lasolución del problema de dilatación. A bajastemperaturas, la expansión es gradual; pero,a 573 ºC se observa un rápido crecimiento.
La mezcla de diferentes medidas de granoasegura una expansión más lenta. Los granospequeños se calientan más rápidamente yatraviesan la zona de expansión antes de quelas partículas grandes hayan alcanzado latemperatura correspondiente. De no ser así,esta dilatación provoca roturas en las costrasdurante la colada.
Analicemos, ahora, las rreessiinnaass plásticasempleadas para ligar los granos de arena de
4400
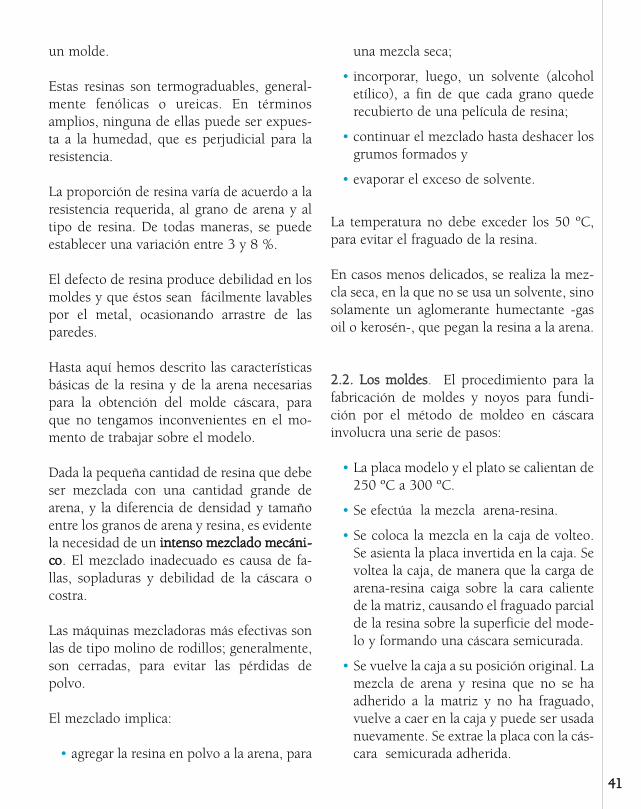
un molde.
Estas resinas son termograduables, general-mente fenólicas o ureicas. En términosamplios, ninguna de ellas puede ser expues-ta a la humedad, que es perjudicial para laresistencia.
La proporción de resina varía de acuerdo a laresistencia requerida, al grano de arena y altipo de resina. De todas maneras, se puedeestablecer una variación entre 3 y 8 %.
El defecto de resina produce debilidad en losmoldes y que éstos sean fácilmente lavablespor el metal, ocasionando arrastre de lasparedes.
Hasta aquí hemos descrito las característicasbásicas de la resina y de la arena necesariaspara la obtención del molde cáscara, paraque no tengamos inconvenientes en el mo-mento de trabajar sobre el modelo.
Dada la pequeña cantidad de resina que debeser mezclada con una cantidad grande dearena, y la diferencia de densidad y tamañoentre los granos de arena y resina, es evidentela necesidad de un iinntteennssoo mmeezzccllaaddoo mmeeccáánnii--ccoo. El mezclado inadecuado es causa de fa-llas, sopladuras y debilidad de la cáscara ocostra.
Las máquinas mezcladoras más efectivas sonlas de tipo molino de rodillos; generalmente,son cerradas, para evitar las pérdidas depolvo.
El mezclado implica:
• agregar la resina en polvo a la arena, para
una mezcla seca;
• incorporar, luego, un solvente (alcoholetílico), a fin de que cada grano quederecubierto de una película de resina;
• continuar el mezclado hasta deshacer losgrumos formados y
• evaporar el exceso de solvente.
La temperatura no debe exceder los 50 ºC,para evitar el fraguado de la resina.
En casos menos delicados, se realiza la mez-cla seca, en la que no se usa un solvente, sinosolamente un aglomerante humectante -gasoil o kerosén-, que pegan la resina a la arena.
22..22.. LLooss mmoollddeess. El procedimiento para lafabricación de moldes y noyos para fundi-ción por el método de moldeo en cáscarainvolucra una serie de pasos:
• La placa modelo y el plato se calientan de250 ºC a 300 ºC.
• Se efectúa la mezcla arena-resina.
• Se coloca la mezcla en la caja de volteo.Se asienta la placa invertida en la caja. Sevoltea la caja, de manera que la carga dearena-resina caiga sobre la cara calientede la matriz, causando el fraguado parcialde la resina sobre la superficie del mode-lo y formando una cáscara semicurada.
• Se vuelve la caja a su posición original. Lamezcla de arena y resina que no se haadherido a la matriz y no ha fraguado,vuelve a caer en la caja y puede ser usadanuevamente. Se extrae la placa con la cás-cara semicurada adherida.
4411
• Se vuelven a colocar la matriz y la cáscaraen una mufla mantenida entre 260 ºC y320 ºC, durante 1 a 3 minutos, para sutotal curado.
• Se separa la costra de la matriz, mediantetornillos extractores.
• Se alinean ambas mitades del molde porsus guías de centrado y, si es necesario,se aplican los noyos respectivos. Sepegan y/o se unen con ganchos o bu-lones; así, queda conformado el molde.Se pueden colocar varios en forma verti-cal en cajas, sostenidos por medio dearena entre ellos, para evitar roturas opérdidas.
• Se cuela el metal fundido con un moldeentre los 40 ºC a 94 ºC, que es una tem-peratura más baja que para la fundiciónen verde. La permeabilidad permite a losgases escapar fácilmente, dando estruc-turas densas.
• Se puede extraer la pieza de la caja tanpronto el metal ha solidificado. Entonces,separando el molde de la pieza se obser-va una fina superficie, bien dimensiona-da y limpia. El maquinado final es redu-cido al mínimo y, a veces, eliminado.
22..33.. LLooss mmooddeellooss yy llaass ppllaaccaass mmooddeelloo. Elmodelo se puede fabricar de distintos me-tales: aleaciones en bases de cobre, fundicióno gris, aleaciones y aceros especiales, alu-minio, etc., dependiendo en general delcosto previsto y de la cantidad de piezas afabricar. El acero de alto contenido de car-bono ha dado buen resultado. El aluminio, apesar de su bajo costo de maquinado, pre-senta el inconveniente de la baja capacidadcalorífica o alta expansión térmica, y su ten-
dencia a fracturas y distorsiones; entonces, lavida del modelo es más corta y el despeguede la costra presenta mayor dificultad.
No se aconseja usar dos o más metales en unamisma placa, por la pérdida de exactitud quederiva de sus distintas propiedades físicas.
El camino más corto para la obtención de unmodelo de metal es la utilización de la tec-nología CNC; pero, si el modelo es de un me-tal muy duro, tal vez sea necesario obteneruna pieza para modelo por medio de otrosprocesos y, luego, terminar con los mecaniza-dos definitivos, para que resulte el modeloadecuado a la producción planificada.
Estos modelos tienen una diferencia notablecon los modelos tradicionales, ya que la rele-vancia del dimensionado de las matrices,demanda una exigencia superior, determina-da por su dilatación, la dilatación de la arenade sílice, su alto pulimento y la precisiónsuperior que se exige.
Se deben evitar los modelos con juntas o por-ciones soldadas o unidas; los dos semimode-los están exactamente calzados en sus placas,para evitar la aparición de rebabas o des-plazamientos.
Los espesores deben ser uniformes, paraequilibrar la temperatura del modelo (30 ºC).La placa debe ser buena conductora del calor,suficientemente resistente a la temperaturacomo para permanecer a 300 ºC, y soportar500 ºC o 600 ºC en períodos cortos. Debe serfácilmente maquinable, y resistente a la e-rosión y a la deformación.
Para extraer la cáscara curada del modelo, la
4422
placa está provista de tornillos eyectores ubi-cados de tal forma que se evite la rotura odistorsión de la costra. El espacio entre eyec-tor y placa no debe ser mayor de 5-10 mm, afin de evitar la penetración de arena. Los e-yectores son accionados, simultáneamente,por un plato móvil.
Para evitar el pegado de las cáscaras con laplaca modelo, antes de entrar en trabajo ésta serecubre con una emulsión de silicona o de ceracarnauba, que forma una película lubricante.
Durante el trabajo, se repone el desgaste de lapelícula mediante el sopleteo con la emulsióndiluida. Las siliconas son resistentes a la tem-peratura, no perjudican a la placa modelo ytampoco a la cáscara, y, sobre todo, no soncarbonizables.
22..44.. EEll eeqquuiippoo. Actualmente, el conjunto dedispositivos se obtiene en máquinasautomáticas que realizan todas las opera-ciones.
El espesor de la cáscara está determinado porla velocidad de fraguado de la resina, el tiem-po de volteo, y la temperatura y la cantidadde calor de la placa modelo.
22..55.. LLooss nnooyyooss. Se fabrican en cajas metálicascalentadas a temperaturas similares y proce-sadas en la misma forma que las placas. Seutilizan noyeras especiales, por gravedad opor inyección de arena por aire comprimido.En estos noyos se eliminan armaduras; lapermeabilidad se ve favorecida por su forma.
22..66.. LLooss ccaannaalleess ddee ccoollaaddaa. Dada la superficiepulida de la cáscara y su mayor poder ais-lante, el desplazamiento rápido del metalplantea problemas nuevos en la alimentaciónde las piezas. Los más comunes son los deturbulencia y solidificación.
El molde cáscara presenta ventajas sobre elmolde en arena; básicamente, su mejorsuperficie y rigidez favorecen a la pieza en loque hace a:
• BBuueennaa tteerrmmiinnaacciióónn ssuuppeerrffiicciiaall. No existearena adherida; se aproxima con mayorfidelidad a los detalles del diseño, se dis-minuye el desgaste de herramientas en elmaquinado, se evitan procesos posterio-res (arenado, rebabado, decapado, etc.).
• MMaayyoorr pprreecciissiióónn eenn llaass ddiimmeennssiioonneess. Sereduce el mecanizado, ahorrando metal ytrabajo.
En cuanto a la fundición en sí, se trata demoldes livianos y almacenables indefinida-
4433
Estufa de curado y pegado de cáscaras
mente, que no absorben humedad, de altapermeabilidad, refractariedad, que requierenpoco espacio, de fácil eliminación de tierra,que permiten obtener secciones delgadas conuniformidad de estructura del metal y confácil automatización. Estos rasgos colocan almoldeo en cáscara como reemplazante idealdel moldeo en tierra.
Sin embargo, el alto costo de las resinas, delos modelos metálicos y los gastos de insta-lación, hacen que sólo se use el moldeo encáscara para piezas complicadas y en grandesseries.
33.. MMééttooddoo CCOO22 --CCOO22 PPrroocceessss--
Este método comienza a usarse en 1952 y sebasa en la siguiente reacción química:
Donde :• x es 3, 4 ó 5.
Entonces, por ejemplo, la reacción podríaser:
Si se mezcla una solución de silicato de sodiocon arena, los granos de ésta se recubren deuna fina película de esa solución aglome-rante. Luego, si a través de esa masa silica-to/arena se sopla anhídrido carbónico, éstereacciona con el silicato de sodio y comienzaun proceso de gelificación que logra que losgranos de arena se unan fuertemente, puesen sus puntos de contacto se ha formado
sílice coloidal, además de carbonato desodio.
El agua que contenía el silicato ha quedadoatrapada en la masa de sílice. El ácido silíci-co, ácido débil, es completamente desplaza-do de la sal por el anhídrido carbónico. Alcolar el metal, se separa la molécula de sílicepor el desprendimiento del agua:
Queda, así, en forma en sílice amorfo depoco poder aglomerante.
El carbonato de sodio confiere parte de lacohesión al noyo. Es necesario tener cuidadode no exceder el anhídrido carbónico insu-flado.
¿Cuál es la tecnología del método CO2? Elmezclado de la arena con el silicato se realizafácilmente en máquinas de baja potencia, porcuanto en los componentes no existe poderaglomerante.
4444
Na2O (x) SiO2 + (x) H2O + CO2 →→→→ Na2CO3 + SiO2 (x) H2O
Na2O 33 SiO2 + 33 H2O + CO2 →→→→ Na2CO3 + SiO2 33 H2O
SiO2.H2O →→ SiO2 + H2O ↑↑
SSiilliiccaattoo ddee ssooddiiooEl silicato de sodio tiene muchaspropiedades útiles que no pueden serobtenidas con ninguna otra sal alcalina. Elsilicato de sodio es ampliamente usado enindustrias como la de detergentes yjabones, papel y cartón, ingeniería civil,tratamiento de agua, cementos, deflocu-lantes, adhesivos, aislamiento de tuberías,excavación de suelos de pozos petroleros,fundición, limpieza de metales, aglome-ración y pastillaje, flotación de minerales,entre otros.12
12 wwwwww..ggllaassssvveenn..ccoomm//ssiilliiccaattooddeessooddiioo__eesspp..aasspp
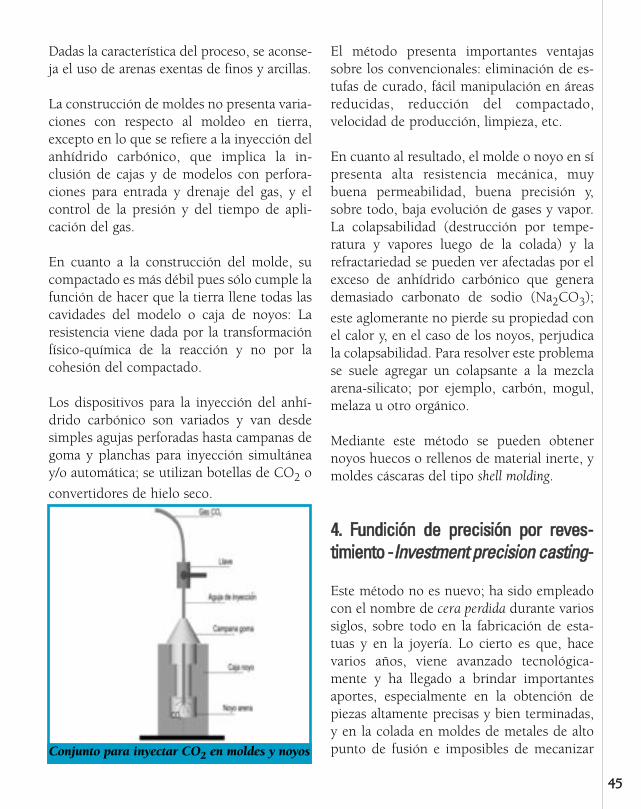
Dadas la característica del proceso, se aconse-ja el uso de arenas exentas de finos y arcillas.
La construcción de moldes no presenta varia-ciones con respecto al moldeo en tierra,excepto en lo que se refiere a la inyección delanhídrido carbónico, que implica la in-clusión de cajas y de modelos con perfora-ciones para entrada y drenaje del gas, y elcontrol de la presión y del tiempo de apli-cación del gas.
En cuanto a la construcción del molde, sucompactado es más débil pues sólo cumple lafunción de hacer que la tierra llene todas lascavidades del modelo o caja de noyos: Laresistencia viene dada por la transformaciónfísico-química de la reacción y no por lacohesión del compactado.
Los dispositivos para la inyección del anhí-drido carbónico son variados y van desdesimples agujas perforadas hasta campanas degoma y planchas para inyección simultáneay/o automática; se utilizan botellas de CO2 o
convertidores de hielo seco.
El método presenta importantes ventajassobre los convencionales: eliminación de es-tufas de curado, fácil manipulación en áreasreducidas, reducción del compactado,velocidad de producción, limpieza, etc.
En cuanto al resultado, el molde o noyo en sípresenta alta resistencia mecánica, muybuena permeabilidad, buena precisión y,sobre todo, baja evolución de gases y vapor.La colapsabilidad (destrucción por tempe-ratura y vapores luego de la colada) y larefractariedad se pueden ver afectadas por elexceso de anhídrido carbónico que generademasiado carbonato de sodio (Na2CO3);
este aglomerante no pierde su propiedad conel calor y, en el caso de los noyos, perjudicala colapsabilidad. Para resolver este problemase suele agregar un colapsante a la mezclaarena-silicato; por ejemplo, carbón, mogul,melaza u otro orgánico.
Mediante este método se pueden obtenernoyos huecos o rellenos de material inerte, ymoldes cáscaras del tipo shell molding.
44.. FFuunnddiicciióónn ddee pprreecciissiióónn ppoorr rreevveess--ttiimmiieennttoo --IInnvveessttmmeenntt pprreecciissiioonn ccaassttiinngg--
Este método no es nuevo; ha sido empleadocon el nombre de cera perdida durante variossiglos, sobre todo en la fabricación de esta-tuas y en la joyería. Lo cierto es que, hacevarios años, viene avanzado tecnológica-mente y ha llegado a brindar importantesaportes, especialmente en la obtención depiezas altamente precisas y bien terminadas,y en la colada en moldes de metales de altopunto de fusión e imposibles de mecanizar
4455
Conjunto para inyectar CO2 en moldes y noyos
por su extremada dureza.
Someramente, el método consiste en:
• Recubrir un modelo de cera con unapasta refractaria fluida y, luego, con una odos capas más consistentes.
• Colocar el modelo, así recubierto, dentrode un recipiente de metal o de papelencerado.
• Llenar el recipiente con material refractario.
• Completar el compactado en mesasvibratorias que eliminan parte del aguade la mezcla refractaria.
• Logrado esto, someter el modelo y elrecipiente con material refractario alcalor de estufas; éstas, alcanzan a fundirla cera, la que escurre por el agujero decolada previsto. De esta manera, la cavi-dad del molde queda perfectamente for-mada; precisamente, de la forma delmodelo de cera.
• Llevar el molde a una temperatura próxi-ma al punto de fusión del metal a colar, afin de curarlo y de quemar el residuo decera restante. De esta manera, queda listopara realizar la colada del material.
44..11.. LLooss mmoollddeess yy mmooddeellooss. El modeloalrededor del cual se forma el molde finalrefractario puede ser de cera, plástico o mer-curio.
Como para cada molde se requiere un mo-delo, la forma de fabricación debe ser rápiday, además, asegurar las dimensiones estrictaspropias del método. Por lo tanto, cuando lacantidad de modelos a obtener es grande, losmodelos se logran por moldes similares a losque se utilizan para plásticos, que son deacero, bronce o aluminio.
Para cantidades menores de modelos, losmoldes necesarios se fabrican con metales debajo punto de fusión; por ejemplo, algunasaleaciones características son: estaño 40 %,bismuto 60 %, que tiene la ventaja de no pre-sentar contracción pues el bismuto dilata alenfriar compensando la contracción delestaño; o, 25 % de plomo, 50 % de bismutoy 25 % de estaño.
Estos moldes de metales blancos para mode-los de cera se fabrican con bastante facilidad,pues pueden colarse en cajas preparadas conplásticos y un modelo patrón, y requieren unmínimo trabajo posterior de terminación.
Existen otras formas de obtener moldes paramodelos de cera; por ejemplo, mediante elsopleteado de un plástico y de metal enpolvo (aluminio, zinc, cobre) sobre un mo-delo patrón, con una mezcla de grafito yazufre para pequeñas cantidades de modelos,y con plásticos París, cloruro de polivinilo ocaucho.
Como usted ve, la matriz está fuertementecondicionada por la cantidad de modelos a
4466
44..11.. LLooss mmoollddeess yy mmooddeellooss
FFaaccttoorreess qquuee iinncciiddeenn eenn llaa ffuunnddiicciióónnddee pprreecciissiióónn ppoorr rreevveessttiimmiieennttoo
44..22.. EEll rreevveessttiimmiieennttoo
44..33.. EEll lllleennaaddoo ddeell mmoollddee
44..44.. EEll vvaacciiaaddoo yy eell ccuurraaddoo
44..55.. LLaa ccoollaaddaa
44..66.. LLaa ddiissttoorrssiióónn ddee llaa ppiieezzaa
44..77.. LLaa sseeccuueenncciiaa ddeell ccoonnffoorrmmaaddoo ddee uunnaa ppiieezzaa
obtener de ella.
En esta etapa, el mmooddeelloo ppaattrróónn -de madera,aluminio, acero, etc.- es de fundamental im-portancia, pues debe contemplar en él todaslas variaciones dimensionales, hasta llegar ala pieza definitiva:
• Construcción del molde para modelos,basándose en él.
• Llenado del molde para modelos con ceralíquida, mercurio o plástico, teniendo encuenta su contracción al solidificar.
• Revestimiento del modelo obtenido conrefractario y curado.
• Contracción del metal al solidificar.
Todo esto, dentro del marco de precisión delorden de las cinco centésimas de milímetro yde aún menos.
El modelo se obtiene en prensas de inyección-en general, neumáticas- que llenan el moldepara modelos con las distintas ceras fundi-das. Estos moldes son de características simi-lares a los utilizados en inyección de plásticoy son considerados permanentes, ya que deellos se van a realizar miles de modelos.
Las ceras utilizadas son de origen animal,vegetal o mineral; y, en el caso de plásticos, seusan polímeros bajos en estireno.
De acuerdo con lo intrincado de la pieza, seeligen ceras de diferente rango de dureza, ose varía la temperatura para darles más omenos fluidez.
En el caso de los modelos de mercurio, se
utiliza un baño de cloruro de metileno que semantiene a -60 ºC, por medio del hielo seco(CO2 sólido). En él se sumerge la matriz-previamente limpiada con acetona- y yallena de mercurio. Congelado el modelo demercurio, se lo extrae de la matriz para surevestimiento.
El material refractario para el revestimientodel modelo se conserva en un refrigerador, abaja temperatura. El trabajo posterior se rea-liza en atmósfera fría.
La extracción del mercurio se efectúa, sim-plemente, llevando el molde a temperaturaambiente. Otra forma más rápida es hacerpasar una corriente de mercurio líquidosobre el modelo congelado. Las trazas demercurio que pudieran haber quedado en elmolde se eliminan por vaporización, duranteel curado.
Las ventajas del modelo de mercurio sobre elde cera son sus propiedades mecánicassuperiores, ya que con él se pueden moldearpiezas de más de 30 kg.
Los moldes toman carácter cerámico dada laalta temperatura de curado (alrededor de1650 ºC); también presentan permeabilidadpareja y fácil control de la estructura a travésde una solidificación dirigida.
44..22.. EEll rreevveessttiimmiieennttoo. Los revestimientos seefectúan en una o dos etapas. En el caso demoldes para materiales ferrosos, en general,se aconseja separarlos en dos capas.
La capa primaria se aplica sobre el modelo decera por inmersión o por sopleteado. Un
4477
método común consiste en sumergir el mo-delo en una mezcla de silicato de sodio, aguay óxido crómico. Este último da cuerpo a lasolución y deja adherida al modelo una capade considerable espesor, de apariencia cre-mosa y muy uniforme.
El paso posterior es un segundo revestimien-to con arena seca de silimanita (silicato dealuminio) que se sopletea con dispositivosespeciales sobre la primera capa, a la que seadhiere. En otros casos se utiliza una solu-ción de silicato de sodio (Na2OxSiO2) con
una mezcla de fluoruro de zirconio (ZrF4) y
óxido crómico (Cr2O3), finamente divididos
en suspensión. En este caso, el revestimientosecundario se realiza con moloquita.
En general, los refractarios usados incluyencuarzo, tridimita, cristobalita, zirconita, alu-mina y óxidos de titanio, juntamente conarena silícea -que, por lo común, constituyeel resto del molde-.
44..33.. EEll lllleennaaddoo ddeell mmoollddee. Una vez revestidoel modelo, se pega con cera a una planchametálica que hace de fondo del molde. Alefecto, se ubica una camisa alrededor delmodelo; esta camisa está fabricada en papelencerado o metal (estos últimos se extraenantes de curar el molde).
Colocada la camisa, se llena el molde sobreuna mesa vibratoria, con el material refrac-tario. En general, se aplican frecuencias de300 vibraciones por minuto y amplitudes delorden de los 4 milímetros. Esto permite quelas partículas se compriman, y expulsen ellíquido y el aire en exceso. El molde per-manece vibrando alrededor de 40 minutos.
En algunos casos, durante el proceso de con-solidación por vibrado se aplica vacío, a finde acelerar la expulsión de agua y aire. Sinembargo, esto debe de hacerse con sumocuidado, pues la falta de presión puede hacerhervir el agua y producir vapor, con el con-siguiente deterioro del molde.
Otro inconveniente es la falta de permeabili-dad que surge como consecuencia de la eli-minación de los espacios íntergranulares. Eneste compactado final ha tenido mejor resul-tado el centrifugado, que no presenta estosinconvenientes.
44..44.. EEll vvaacciiaaddoo yy eell ccuurraaddoo. El primer curadoque sufre el molde es a los efectos de elimi-nar la humedad libre y de fundir la cera delmodelo, después que han tenido lugar lasreacciones químicas propias del molde que lotornan consistente. Se realiza en hornos con-tinuos de túnel o en estáticos, que poseen sis-temas de recolección de la cera fundida.
La temperatura oscila alrededor de los 90 ºC,dependiendo del tipo de cera. El tiempo decurado inicial oscila entre las 24 y 48 horas,según el aglomerante.
El segundo tratamiento del molde se realizaentre los 700 ºC y 1000 ºC. En él se terminande consolidar y de eliminar los restos de ceraque pudieran haber quedado. Para metalesde alto punto de fusión, la temperatura delmolde se lleva próxima a aquel. Algunos noferrosos (aluminio, bronce al manganeso,cobre y sus aleaciones) deben ser levementeenfriados. Cada enfriamiento o calentamien-to encierra, en sí, el peligro de la rotura delmolde.
4488
44..55.. LLaa ccoollaaddaa. La colada se puede efectuar apresión, por centrifugado o por gravedad.Existen pequeños hornos adaptados almétodo que facilitan y aseguran la perfectacolada.
Los defectos más comunes en este momentoson la falta de llenado, causada por la bajatemperatura del metal, o la falta de empujeen la fundición a presión.
Para eliminar estos defectos deben estudiarsea fondo las coladas y los canales.
44..66.. LLaa ddiissttoorrssiióónn ddee llaa ppiieezzaa. En general, ladistorsión de la pieza es causada por la distor-sión del modelo de cera. Algunas de las causasde esta distorsión del modelo pueden ser:
• extracción prematura del molde,
• manipulación inadecuada,
• malas condiciones del depósito, malaubicación en estanterías y mala tempe-ratura (lugares cálidos afectan la cera),
• exceso o defecto de lubricante en lamatriz,
• revestimiento primario defectuoso, grue-so o agrietado,
• calentamiento y/o enfriamiento rápidos,
• vibración insuficiente del molde.
Las distorsiones que se pueden manifestarson variadas; las más comunes resultan lasvariaciones bruscas de sección, o la superficierugosa o con marcas.
Enumeremos, ahora, algunas de las vveennttaajjaass
de este método de precisión por revestimien-to, respecto de los convencionales:
• Los metales o aleaciones demasiadoduros para maquinar pueden ser fundi-dos con tolerancias estrictas.
• Las piezas demasiado intrincadas paramaquinar se pueden fundir de la formadeseada, eliminando el maquinado ydesplazando totalmente al moldeo con-vencional.
• Terminación fina de alto grado, quereproduce la del modelo.
• Realización de objetos en una sola pieza,evitando ensambles.
• Control metalúrgico de la calidad de lapieza.
Como ddeessvveennttaajjaass, podemos citar:
• Alto costo, en relación con otros méto-dos.
• Tamaño limitado de las piezas.
• Aunque los metales a fundir incluyentodas las aleaciones, existen algunosproblemas de piel -problemas de lasuperficie de contacto con el molde- en elbronce, el plomo y en algunas aleacionesde zinc.
44..77.. LLaa sseeccuueenncciiaa ddeell ccoonnffoorrmmaaddoo ddee uunnaappiieezzaa. Ésta se desarrolla en los siguientesmomentos:
• Llenado del molde para modelo con cerafundida. Obtención del modelo.
• Armado del árbol de modelos. Se pegan
4499
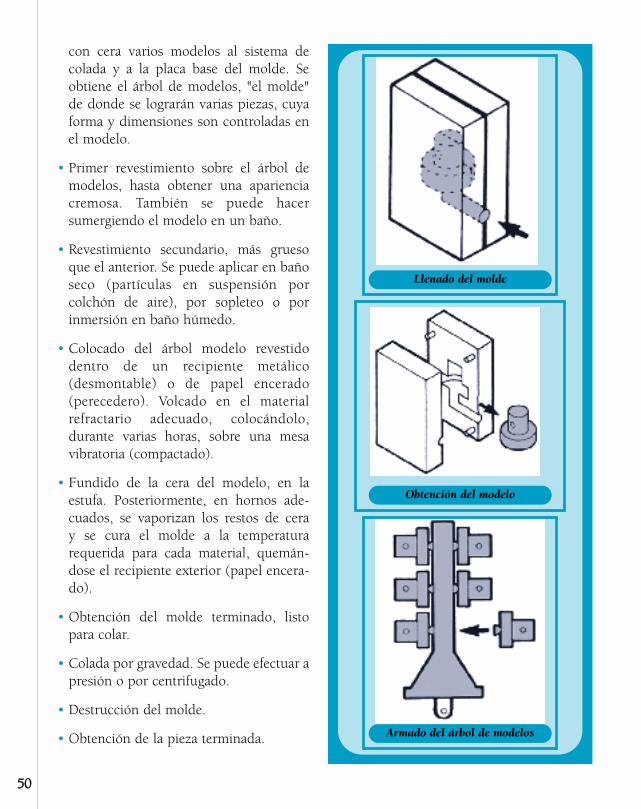
con cera varios modelos al sistema decolada y a la placa base del molde. Seobtiene el árbol de modelos, "el molde"de donde se lograrán varias piezas, cuyaforma y dimensiones son controladas enel modelo.
• Primer revestimiento sobre el árbol demodelos, hasta obtener una aparienciacremosa. También se puede hacersumergiendo el modelo en un baño.
• Revestimiento secundario, más gruesoque el anterior. Se puede aplicar en bañoseco (partículas en suspensión porcolchón de aire), por sopleteo o porinmersión en baño húmedo.
• Colocado del árbol modelo revestidodentro de un recipiente metálico(desmontable) o de papel encerado(perecedero). Volcado en el materialrefractario adecuado, colocándolo,durante varias horas, sobre una mesavibratoria (compactado).
• Fundido de la cera del modelo, en laestufa. Posteriormente, en hornos ade-cuados, se vaporizan los restos de ceray se cura el molde a la temperaturarequerida para cada material, quemán-dose el recipiente exterior (papel encera-do).
• Obtención del molde terminado, listopara colar.
• Colada por gravedad. Se puede efectuar apresión o por centrifugado.
• Destrucción del molde.
• Obtención de la pieza terminada.
5500
Llenado del molde
Obtención del modelo
Armado del árbol de modelos
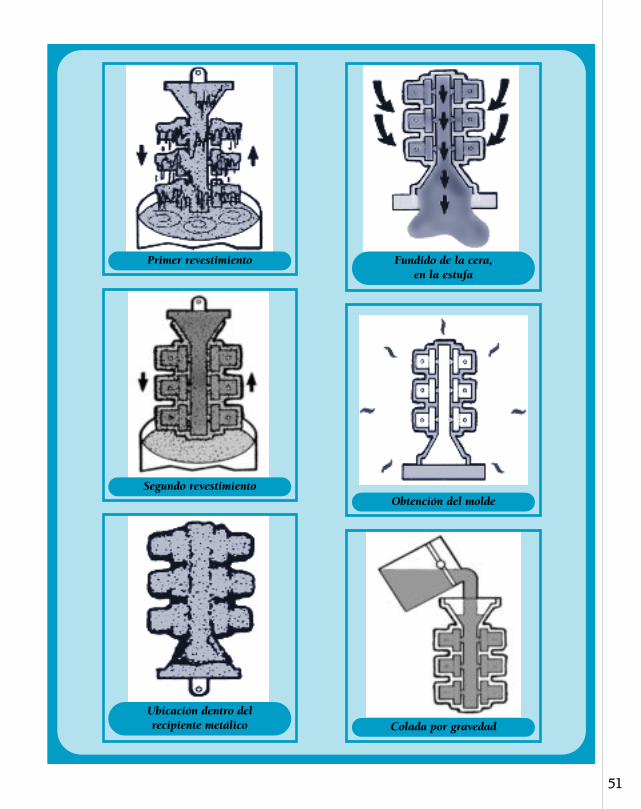
5511
Primer revestimiento
Segundo revestimiento
Ubicación dentro delrecipiente metálico Colada por gravedad
Obtención del molde
Fundido de la cera,en la estufa
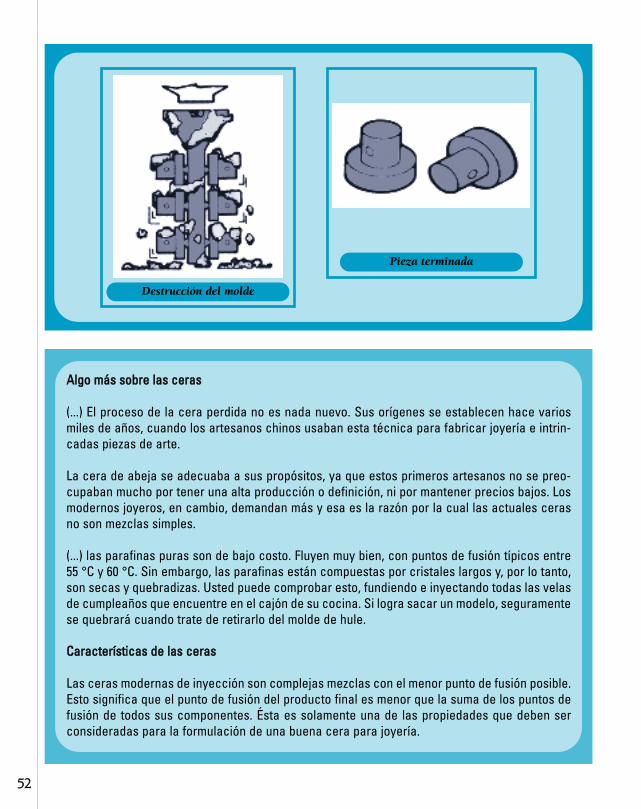
5522
Destrucción del molde
Pieza terminada
AAllggoo mmááss ssoobbrree llaass cceerraass
(...) El proceso de la cera perdida no es nada nuevo. Sus orígenes se establecen hace variosmiles de años, cuando los artesanos chinos usaban esta técnica para fabricar joyería e intrin-cadas piezas de arte.
La cera de abeja se adecuaba a sus propósitos, ya que estos primeros artesanos no se preo-cupaban mucho por tener una alta producción o definición, ni por mantener precios bajos. Losmodernos joyeros, en cambio, demandan más y esa es la razón por la cual las actuales cerasno son mezclas simples.
(...) las parafinas puras son de bajo costo. Fluyen muy bien, con puntos de fusión típicos entre55 °C y 60 °C. Sin embargo, las parafinas están compuestas por cristales largos y, por lo tanto,son secas y quebradizas. Usted puede comprobar esto, fundiendo e inyectando todas las velasde cumpleaños que encuentre en el cajón de su cocina. Si logra sacar un modelo, seguramentese quebrará cuando trate de retirarlo del molde de hule.
CCaarraacctteerrííssttiiccaass ddee llaass cceerraass
Las ceras modernas de inyección son complejas mezclas con el menor punto de fusión posible.Esto significa que el punto de fusión del producto final es menor que la suma de los puntos defusión de todos sus componentes. Ésta es solamente una de las propiedades que deben serconsideradas para la formulación de una buena cera para joyería.
5533
Comenzamos, ahora, a analizar procesos queimplican moldes permanentes; incluimoscon este nombre a todo sistema que utilizamoldes que se usan numerosas veces, esdecir, que no deben ser destruidos para
extraer la pieza fundida.
Los moldes son metálicos y se los conoce conel nombre genérico de ccooqquuiillllaass.
Algunas otras son:
• DDuurreezzaa ddee ppeenneettrraacciióónn. Normalmente, se mide en milímetros. Las pruebas determinan quétan profundo entra una aguja en la cera a una presión determinada (...).
• VViissccoossiiddaadd oo fflluuiiddeezz. Cuanto menor sea la viscosidad, mayor será la fluidez de la ceracaliente. Las ceras con mayor fluidez logran más detalle del molde y se inyectan mejor ensecciones muy delgadas, sin endurecerse ni obstruir.
• CCoonntteenniiddoo ddee cceenniizzaass. La ceniza está compuesta por los residuos microscópicos que dejala cera al derretirse y escurrir (...); estos residuos no deberían ser mayores al 0.015 % delpeso, ya que pueden causar porosidad e inclusiones en el vaciado.
• EEnnccooggiimmiieennttoo. No todas las ceras encogen igual cuando se enfrían. Las ceras que menosencogen tienden a ser duras y menos dúctiles. Poco encogimiento es un factor importantecuando se vacían piezas largas o secciones gruesas.
• DDuuccttiilliiddaadd.. RReessiisstteenncciiaa yy fflleexxiibbiilliiddaadd. Estas propiedades se relacionan con qué tan bien lacera se saca del molde y qué tanto el modelo final puede ser manejado. Si el modelo no essuficientemente resistente, las secciones pequeñas se romperán o no mantendrán suforma (...).
• AAuuttoolluubbrriiccaacciióónn. Ceras que son pegajosas o chiclosas no se despegarán correctamentedel molde.
• DDuurraacciióónn. Si la duración de la cera no es buena, después de la inyección, el modelo sesecará y se volverá quebradizo (recuerde mantener las ceras a temperatura ambiente,lejos de fuentes de calor, como los rayos del sol, o del frío).
• FFoorrmmaass yy ccoolloorreess. Los joyeros, frecuentemente, juzgan la cera por su color. Lo irónico esque todas las materias primas usadas en el producto final son blancas, amarillas, ámbar ocafé. Los rosas, azules u otros colores son el resultado de añadir colorantes mientras sehace la mezcla.
Es importante notar que las materias primas que se compran en las refinerías pueden va-riar de color, de un pedido a otro13 .
13 wwwwww..ddiiaammaanntteexx..ccoomm
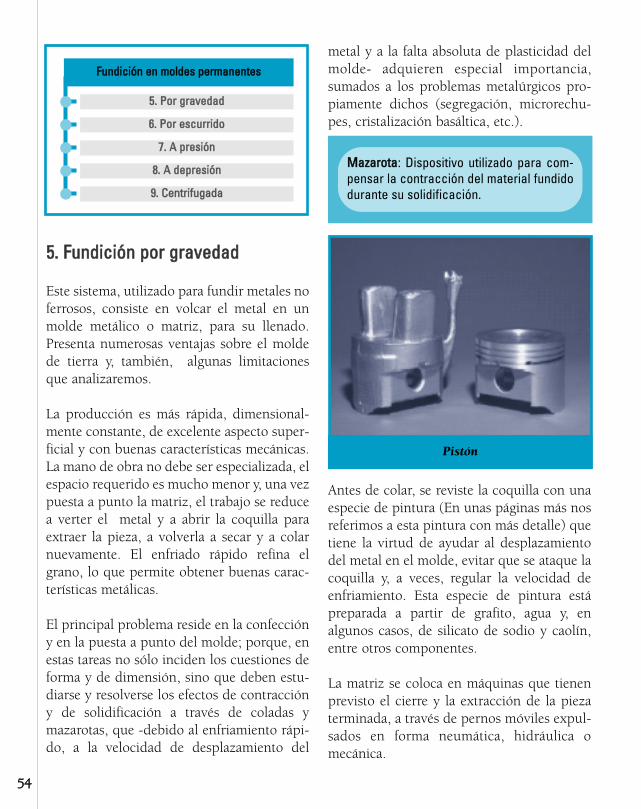
55.. FFuunnddiicciióónn ppoorr ggrraavveeddaadd
Este sistema, utilizado para fundir metales noferrosos, consiste en volcar el metal en unmolde metálico o matriz, para su llenado.Presenta numerosas ventajas sobre el moldede tierra y, también, algunas limitacionesque analizaremos.
La producción es más rápida, dimensional-mente constante, de excelente aspecto super-ficial y con buenas características mecánicas.La mano de obra no debe ser especializada, elespacio requerido es mucho menor y, una vezpuesta a punto la matriz, el trabajo se reducea verter el metal y a abrir la coquilla paraextraer la pieza, a volverla a secar y a colarnuevamente. El enfriado rápido refina elgrano, lo que permite obtener buenas carac-terísticas metálicas.
El principal problema reside en la confeccióny en la puesta a punto del molde; porque, enestas tareas no sólo inciden los cuestiones deforma y de dimensión, sino que deben estu-diarse y resolverse los efectos de contraccióny de solidificación a través de coladas ymazarotas, que -debido al enfriamiento rápi-do, a la velocidad de desplazamiento del
metal y a la falta absoluta de plasticidad delmolde- adquieren especial importancia,sumados a los problemas metalúrgicos pro-piamente dichos (segregación, microrechu-pes, cristalización basáltica, etc.).
Antes de colar, se reviste la coquilla con unaespecie de pintura (En unas páginas más nosreferimos a esta pintura con más detalle) quetiene la virtud de ayudar al desplazamientodel metal en el molde, evitar que se ataque lacoquilla y, a veces, regular la velocidad deenfriamiento. Esta especie de pintura estápreparada a partir de grafito, agua y, enalgunos casos, de silicato de sodio y caolín,entre otros componentes.
La matriz se coloca en máquinas que tienenprevisto el cierre y la extracción de la piezaterminada, a través de pernos móviles expul-sados en forma neumática, hidráulica omecánica.
5544
FFuunnddiicciióónn eenn mmoollddeess ppeerrmmaanneenntteess
55.. PPoorr ggrraavveeddaadd
66.. PPoorr eessccuurrrriiddoo
77.. AA pprreessiióónn
88.. AA ddeepprreessiióónn
99.. CCeennttrriiffuuggaaddaa
MMaazzaarroottaa: Dispositivo utilizado para com-pensar la contracción del material fundidodurante su solidificación.
Pistón
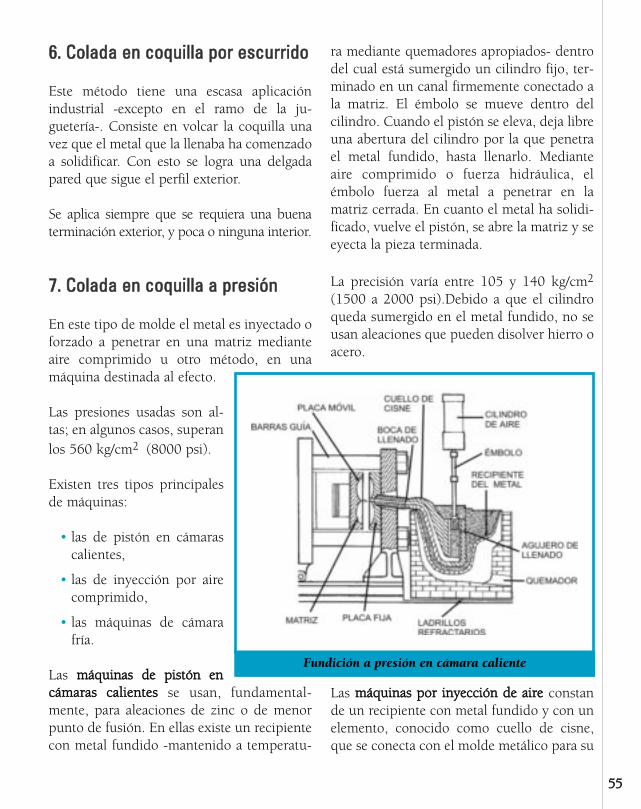
66.. CCoollaaddaa eenn ccooqquuiillllaa ppoorr eessccuurrrriiddoo
Este método tiene una escasa aplicaciónindustrial -excepto en el ramo de la ju-guetería-. Consiste en volcar la coquilla unavez que el metal que la llenaba ha comenzadoa solidificar. Con esto se logra una delgadapared que sigue el perfil exterior.
Se aplica siempre que se requiera una buenaterminación exterior, y poca o ninguna interior.
77.. CCoollaaddaa eenn ccooqquuiillllaa aa pprreessiióónn
En este tipo de molde el metal es inyectado oforzado a penetrar en una matriz medianteaire comprimido u otro método, en unamáquina destinada al efecto.
Las presiones usadas son al-tas; en algunos casos, superanlos 560 kg/cm2 (8000 psi).
Existen tres tipos principalesde máquinas:
• las de pistón en cámarascalientes,
• las de inyección por airecomprimido,
• las máquinas de cámarafría.
Las mmááqquuiinnaass ddee ppiissttóónn eennccáámmaarraass ccaalliieenntteess se usan, fundamental-mente, para aleaciones de zinc o de menorpunto de fusión. En ellas existe un recipientecon metal fundido -mantenido a temperatu-
ra mediante quemadores apropiados- dentrodel cual está sumergido un cilindro fijo, ter-minado en un canal firmemente conectado ala matriz. El émbolo se mueve dentro delcilindro. Cuando el pistón se eleva, deja libreuna abertura del cilindro por la que penetrael metal fundido, hasta llenarlo. Medianteaire comprimido o fuerza hidráulica, elémbolo fuerza al metal a penetrar en lamatriz cerrada. En cuanto el metal ha solidi-ficado, vuelve el pistón, se abre la matriz y seeyecta la pieza terminada.
La precisión varía entre 105 y 140 kg/cm2
(1500 a 2000 psi).Debido a que el cilindroqueda sumergido en el metal fundido, no seusan aleaciones que pueden disolver hierro oacero.
Las mmááqquuiinnaass ppoorr iinnyyeecccciióónn ddee aaiirree constande un recipiente con metal fundido y con unelemento, conocido como cuello de cisne,que se conecta con el molde metálico para su
5555
Fundición a presión en cámara caliente
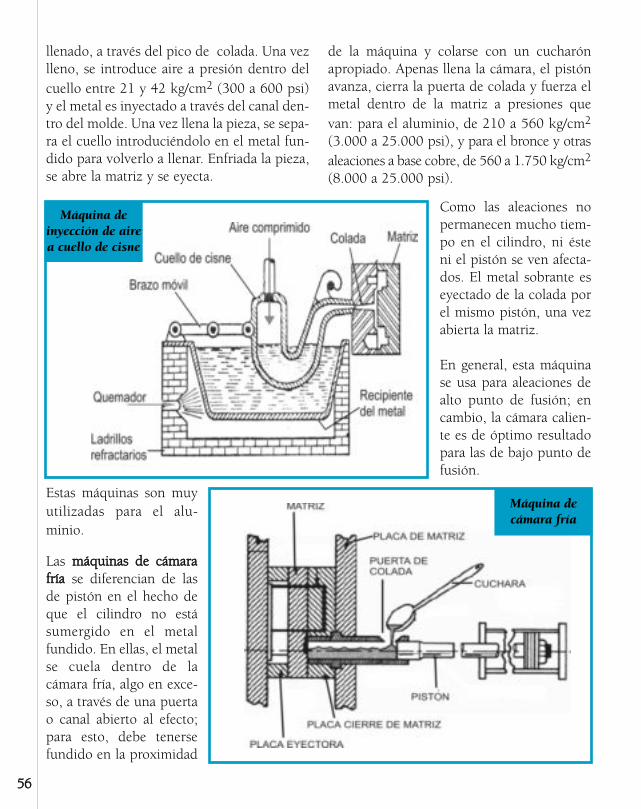
llenado, a través del pico de colada. Una vezlleno, se introduce aire a presión dentro delcuello entre 21 y 42 kg/cm2 (300 a 600 psi)y el metal es inyectado a través del canal den-tro del molde. Una vez llena la pieza, se sepa-ra el cuello introduciéndolo en el metal fun-dido para volverlo a llenar. Enfriada la pieza,se abre la matriz y se eyecta.
Estas máquinas son muyutilizadas para el alu-minio.
Las mmááqquuiinnaass ddee ccáámmaarraaffrrííaa se diferencian de lasde pistón en el hecho deque el cilindro no estásumergido en el metalfundido. En ellas, el metalse cuela dentro de lacámara fría, algo en exce-so, a través de una puertao canal abierto al efecto;para esto, debe tenersefundido en la proximidad
de la máquina y colarse con un cucharónapropiado. Apenas llena la cámara, el pistónavanza, cierra la puerta de colada y fuerza elmetal dentro de la matriz a presiones quevan: para el aluminio, de 210 a 560 kg/cm2
(3.000 a 25.000 psi), y para el bronce y otrasaleaciones a base cobre, de 560 a 1.750 kg/cm2
(8.000 a 25.000 psi).
Como las aleaciones nopermanecen mucho tiem-po en el cilindro, ni ésteni el pistón se ven afecta-dos. El metal sobrante eseyectado de la colada porel mismo pistón, una vezabierta la matriz.
En general, esta máquinase usa para aleaciones dealto punto de fusión; encambio, la cámara calien-te es de óptimo resultadopara las de bajo punto defusión.
5566
Máquina decámara fría
Máquina deinyección de airea cuello de cisne
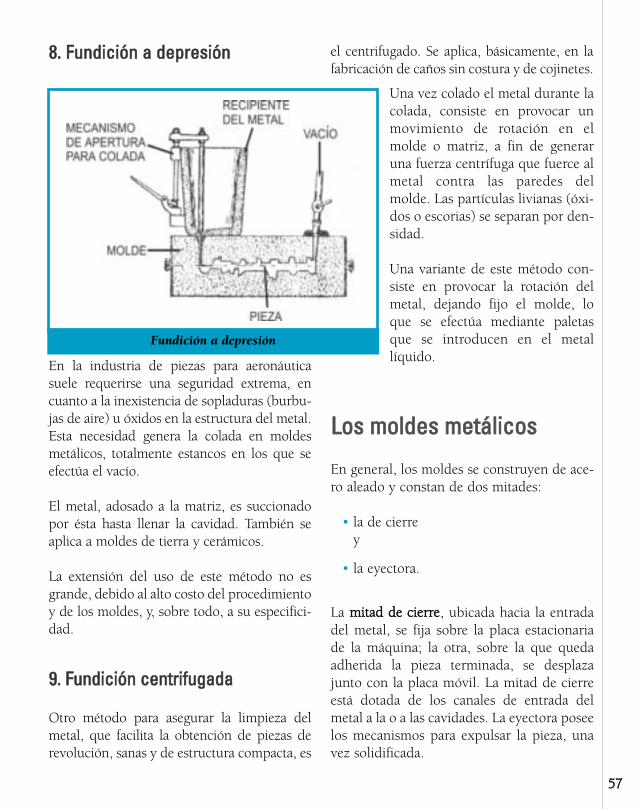
En la industria de piezas para aeronáuticasuele requerirse una seguridad extrema, encuanto a la inexistencia de sopladuras (burbu-jas de aire) u óxidos en la estructura del metal.Esta necesidad genera la colada en moldesmetálicos, totalmente estancos en los que seefectúa el vacío.
El metal, adosado a la matriz, es succionadopor ésta hasta llenar la cavidad. También seaplica a moldes de tierra y cerámicos.
La extensión del uso de este método no esgrande, debido al alto costo del procedimientoy de los moldes, y, sobre todo, a su especifici-dad.
99.. FFuunnddiicciióónn cceennttrriiffuuggaaddaa
Otro método para asegurar la limpieza delmetal, que facilita la obtención de piezas derevolución, sanas y de estructura compacta, es
el centrifugado. Se aplica, básicamente, en lafabricación de caños sin costura y de cojinetes.
Una vez colado el metal durante lacolada, consiste en provocar unmovimiento de rotación en elmolde o matriz, a fin de generaruna fuerza centrífuga que fuerce almetal contra las paredes delmolde. Las partículas livianas (óxi-dos o escorias) se separan por den-sidad.
Una variante de este método con-siste en provocar la rotación delmetal, dejando fijo el molde, loque se efectúa mediante paletasque se introducen en el metallíquido.
LLooss mmoollddeess mmeettáálliiccooss
En general, los moldes se construyen de ace-ro aleado y constan de dos mitades:
• la de cierrey
• la eyectora.
La mmiittaadd ddee cciieerrrree, ubicada hacia la entradadel metal, se fija sobre la placa estacionariade la máquina; la otra, sobre la que quedaadherida la pieza terminada, se desplazajunto con la placa móvil. La mitad de cierreestá dotada de los canales de entrada delmetal a la o a las cavidades. La eyectora poseelos mecanismos para expulsar la pieza, unavez solidificada.
5577
Fundición a depresión
88.. FFuunnddiicciióónn aa ddeepprreessiióónn
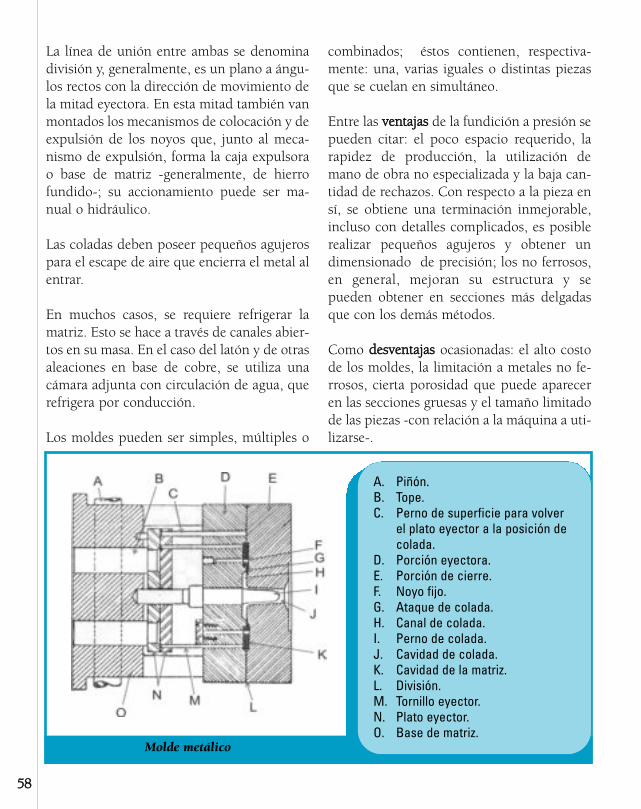
5588
La línea de unión entre ambas se denominadivisión y, generalmente, es un plano a ángu-los rectos con la dirección de movimiento dela mitad eyectora. En esta mitad también vanmontados los mecanismos de colocación y deexpulsión de los noyos que, junto al meca-nismo de expulsión, forma la caja expulsorao base de matriz -generalmente, de hierrofundido-; su accionamiento puede ser ma-nual o hidráulico.
Las coladas deben poseer pequeños agujerospara el escape de aire que encierra el metal alentrar.
En muchos casos, se requiere refrigerar lamatriz. Esto se hace a través de canales abier-tos en su masa. En el caso del latón y de otrasaleaciones en base de cobre, se utiliza unacámara adjunta con circulación de agua, querefrigera por conducción.
Los moldes pueden ser simples, múltiples o
combinados; éstos contienen, respectiva-mente: una, varias iguales o distintas piezasque se cuelan en simultáneo.
Entre las vveennttaajjaass de la fundición a presión sepueden citar: el poco espacio requerido, larapidez de producción, la utilización demano de obra no especializada y la baja can-tidad de rechazos. Con respecto a la pieza ensí, se obtiene una terminación inmejorable,incluso con detalles complicados, es posiblerealizar pequeños agujeros y obtener undimensionado de precisión; los no ferrosos,en general, mejoran su estructura y sepueden obtener en secciones más delgadasque con los demás métodos.
Como ddeessvveennttaajjaass ocasionadas: el alto costode los moldes, la limitación a metales no fe-rrosos, cierta porosidad que puede apareceren las secciones gruesas y el tamaño limitadode las piezas -con relación a la máquina a uti-lizarse-.
Molde metálico
A. Piñón. B. Tope. C. Perno de superficie para volver
el plato eyector a la posición decolada.
D. Porción eyectora. E. Porción de cierre. F. Noyo fijo. G. Ataque de colada. H. Canal de colada. I. Perno de colada. J. Cavidad de colada. K. Cavidad de la matriz. L. División. M. Tornillo eyector. N. Plato eyector. O. Base de matriz.
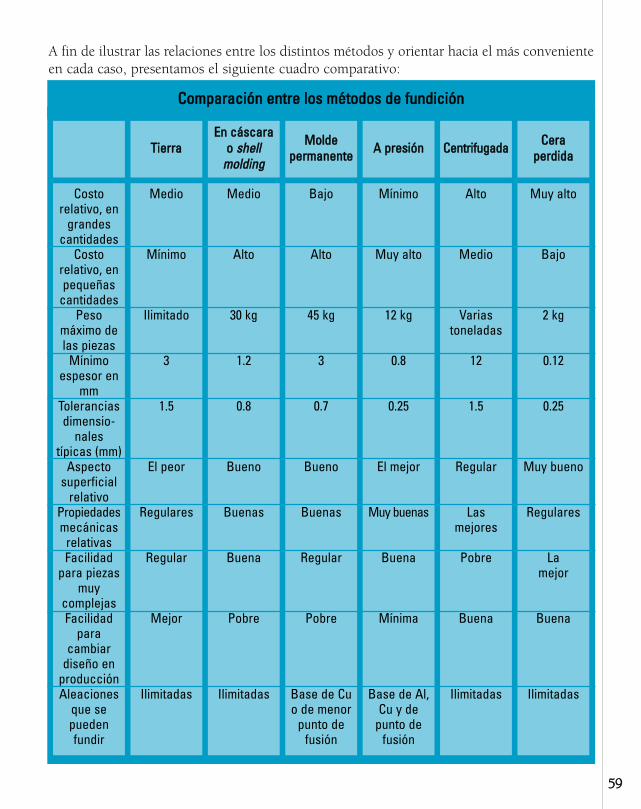
5599
A fin de ilustrar las relaciones entre los distintos métodos y orientar hacia el más convenienteen cada caso, presentamos el siguiente cuadro comparativo:
Costorelativo, en
grandescantidades
Costorelativo, enpequeñas
cantidadesPeso
máximo delas piezas
Mínimoespesor en
mmToleranciasdimensio-
nalestípicas (mm)
Aspectosuperficial
relativoPropiedadesmecánicas
relativasFacilidad
para piezasmuy
complejasFacilidad
paracambiar
diseño enproducciónAleaciones
que sepuedenfundir
Medio
Mínimo
Ilimitado
3
1.5
El peor
Regulares
Regular
Mejor
Ilimitadas
Medio
Alto
30 kg
1.2
0.8
Bueno
Buenas
Buena
Pobre
Ilimitadas
Bajo
Alto
45 kg
3
0.7
Bueno
Buenas
Regular
Pobre
Base de Cuo de menor
punto defusión
Mínimo
Muy alto
12 kg
0.8
0.25
El mejor
Muy buenas
Buena
Mínima
Base de Al,Cu y de
punto defusión
Alto
Medio
Variastoneladas
12
1.5
Regular
Lasmejores
Pobre
Buena
Ilimitadas
CCoommppaarraacciióónn eennttrree llooss mmééttooddooss ddee ffuunnddiicciióónn
TTiieerrrraaEEnn ccáássccaarraa
oo sshheellllmmoollddiinngg
MMoollddeeppeerrmmaanneennttee AA pprreessiióónn CCeennttrriiffuuggaaddaa
Muy alto
Bajo
2 kg
0.12
0.25
Muy bueno
Regulares
Lamejor
Buena
Ilimitadas
CCeerraappeerrddiiddaa
AAllgguunnaass nnoorrmmaass ddee ddiisseeññooppaarraa pprroodduucciirr ppiieezzaassmmeettáálliiccaass
Se pueden esgrimir diferentes motivos paraque las piezas metálicas sean conformadas dedeterminada manera; pero, hay una normaque en ningún ámbito laboral debe dedejarse pasar por alto: Una estrecha colabo-ración entre sectores.
En el caso de la fundición, es importante larelación entre el diseñador, el modelista y elfundidor del sector de fundición, si se quiereque las piezas resulten de la calidad espera-da, adecuadas a las aplicaciones para lascuales han sido proyectadas y a los esfuerzospara los que han sido calculadas.
Vamos a adelantar algunas consideraciones atener en cuenta para arribar a un buen fin enrelación con:
11.. PPrroobblleemmaass rreeffeerriiddooss aall eessttaaddoo ttééccnniiccoo,,tteeccnnoollóóggiiccoo yy ddee llaass ccaappaacciiddaaddeess ddee lloossiinntteeggrraanntteess ddee llaa eemmpprreessaa
Los acontecimientos económicos influyennotablemente en estos aspectos.
La industria argentina en las últimasdos décadas sufrió -en cada uno de sussectores- un aumento considerable de com-petencia extranjera. Esto provocó un fuerteachicamiento en todos los sectores produc-tivos. En el caso de la producción de piezasmetálicas, ésta se vio deprimida, porejemplo, por la disminución de la produc-ción de vehículos por las plantas automotri-ces y, desde ya hace tiempo, por conceptosde diseño de los vehículos -principalmente,por sus tamaños, más pequeños, de menospeso y con menos metal; además de unacreciente utilización de materiales sustitutosde los metales; un ejemplo de esto es elcambio de los paragolpes metálicos croma-dos (década del '80), por paragolpes en plás-tico-.
A esta situación le debemos sumar, además,los costos de cumplir con las reglamenta-ciones ambientales vigentes, los que-por falta de tecnología propia- implicanvalores económicos que han sido muydifíciles de amortizar por las empresaslocales.
Así, los niveles de producción de la industriaargentina cayeron bruscamente desde el año70 al 90. Tal fue la caída que, para principiosde la década del '90, un tercio de las fundi-ciones había cerrado.
Luego, sufriría la devaluación económica
6600
1. Problemas referidos al estado técnico,tecnológico y de las capacidades de losintegrantes de la empresa.
2. Problemas relativos a la economía y albuen empleo de los materiales de lapieza.
3. Problemas relativos al trabajo mecánicode la pieza.
4. Problemas metalúrgicos, relativos a lascaracterísticas tecnológicas del materialde las piezas.
5. Problemas económicos, y de la simplifi-cación del modelo y del moldeo.
6. Problemas relativos al impacto que pro-ducen en el medio la producción de lapieza y la pieza misma.
durante 2001 y 2002. Pero, la década-ayudada por diferentes hechos históricosy por un reinicio en la producción de autosen las terminales automotrices, construc-ciones y fabricaciones varias de aceros- varegistrando aumentos en la demanda depiezas y, con ellos, una recuperacióneconómica.
Esta recuperación se ve reflejada en 2003,que arroja un volumen de piezas fundidas de93.000 toneladas, que no se manifestabadesde 1998.
Todo indica que la industria vuelve a ganarimpulso en nuestro país; pero, se detectandificultades al momento de incorporarnuevas personas al sistema.
La industria del metal a escala mundial seenfrenta, hoy, a un gran problema: la compe-tencia; y ésta proviene, principalmente, depaíses de escalas salariales menores en losque las normas ambientales no se cumplen,factores que les permiten disminuir el costode sus productos.
Además de la competencia en cuantoa los modos de producción, también existeuna competencia de utilización de materialesen los nuevos productos manufacturados;es decir, el reemplazo de la fundición demetales por materiales y procesos alterna-tivos, plásticos o materiales compuestos,u otros procesos de trabajo del metal, talescomo la forja y la soldadura.
Las buenas prácticas ambientales que sedeben establecer en las operaciones de laindustria y en el manejo de la polución y delos productos de desecho, son cada vez más
costosas y achican las ganancias. Esta si-tuación plantea coyunturas en las quese deben tomar decisiones muy importantes.Tal vez, un tiempo atrás, la preocupaciónera comprar equipamiento nuevo y capacitaral personal; ahora, además, se debe comprarun equipo que cumpla con las normas am-bientales, capacitar en el uso del equipo,capacitar en las normas ambientales acumplir y realizar los cambios técnicos alrespecto.
En muchos países del mundo en los quelas reglamentaciones ambientales se cumplenal pie de la letra, un gran número delas fundiciones en producción tiene, dentrode sus planes, la prioridad de cambiarvarios de sus procesos. Para esto, las indus-trias participan en actividades de I+D-investigación y desarrollo- y van incorpo-rando nuevos adelantos tecnológicos en sussistemas de procesamiento, de manera demejorar la eficiencia energética, su produc-tividad y la calidad de sus productos;invierten en I +D, de manera de lograr mejo-ras continuas, no sólo en busca de la mejorrentabilidad sino también del resguardo delambiente.
Pero... Una industria que es de larga data,que no realiza inversiones de tecnología yque no produce recambio generacional,¿puede enfrentar estos cambios?
Es importante mencionar en este sentidoque, en nuestro país, existen instituciones yorganizaciones en funcionamiento que sonconsideradas parte de la infraestructura de laindustria; entre ellas, podemos destacar:INTEMA -Instituto de Investigaciones enCiencia y Tecnología de Materiales, de la
6611
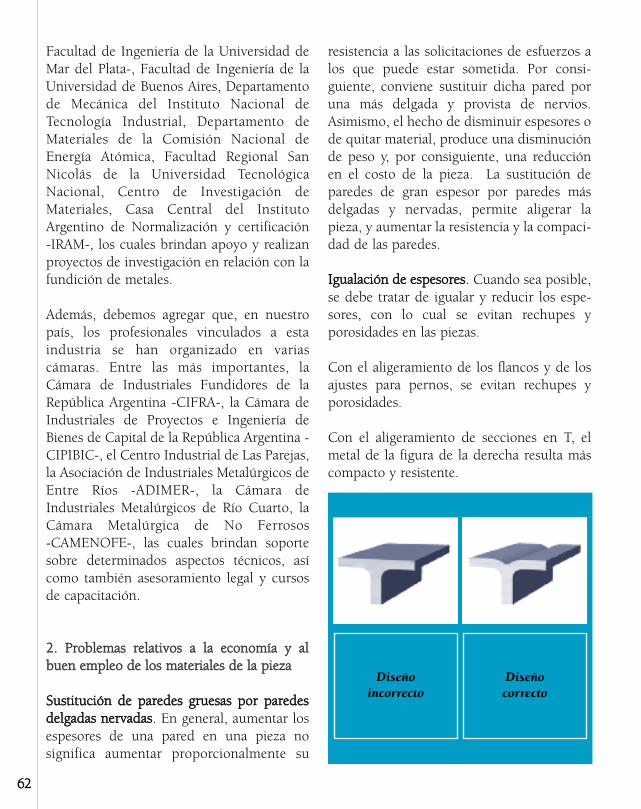
Facultad de Ingeniería de la Universidad deMar del Plata-, Facultad de Ingeniería de laUniversidad de Buenos Aires, Departamentode Mecánica del Instituto Nacional deTecnología Industrial, Departamento deMateriales de la Comisión Nacional deEnergía Atómica, Facultad Regional SanNicolás de la Universidad TecnológicaNacional, Centro de Investigación deMateriales, Casa Central del InstitutoArgentino de Normalización y certificación-IRAM-, los cuales brindan apoyo y realizanproyectos de investigación en relación con lafundición de metales.
Además, debemos agregar que, en nuestropaís, los profesionales vinculados a estaindustria se han organizado en variascámaras. Entre las más importantes, laCámara de Industriales Fundidores de laRepública Argentina -CIFRA-, la Cámara deIndustriales de Proyectos e Ingeniería deBienes de Capital de la República Argentina -CIPIBIC-, el Centro Industrial de Las Parejas,la Asociación de Industriales Metalúrgicos deEntre Ríos -ADIMER-, la Cámara deIndustriales Metalúrgicos de Río Cuarto, laCámara Metalúrgica de No Ferrosos-CAMENOFE-, las cuales brindan soportesobre determinados aspectos técnicos, asícomo también asesoramiento legal y cursosde capacitación.
22.. PPrroobblleemmaass rreellaattiivvooss aa llaa eeccoonnoommííaa yy aallbbuueenn eemmpplleeoo ddee llooss mmaatteerriiaalleess ddee llaa ppiieezzaa
SSuussttiittuucciióónn ddee ppaarreeddeess ggrruueessaass ppoorr ppaarreeddeessddeellggaaddaass nneerrvvaaddaass. En general, aumentar losespesores de una pared en una pieza nosignifica aumentar proporcionalmente su
resistencia a las solicitaciones de esfuerzos alos que puede estar sometida. Por consi-guiente, conviene sustituir dicha pared poruna más delgada y provista de nervios.Asimismo, el hecho de disminuir espesores ode quitar material, produce una disminuciónde peso y, por consiguiente, una reducciónen el costo de la pieza. La sustitución deparedes de gran espesor por paredes másdelgadas y nervadas, permite aligerar lapieza, y aumentar la resistencia y la compaci-dad de las paredes.
IIgguuaallaacciióónn ddee eessppeessoorreess. Cuando sea posible,se debe tratar de igualar y reducir los espe-sores, con lo cual se evitan rechupes yporosidades en las piezas.
Con el aligeramiento de los flancos y de losajustes para pernos, se evitan rechupes yporosidades.
Con el aligeramiento de secciones en T, elmetal de la figura de la derecha resulta máscompacto y resistente.
6622
Diseñoincorrecto
Diseñocorrecto
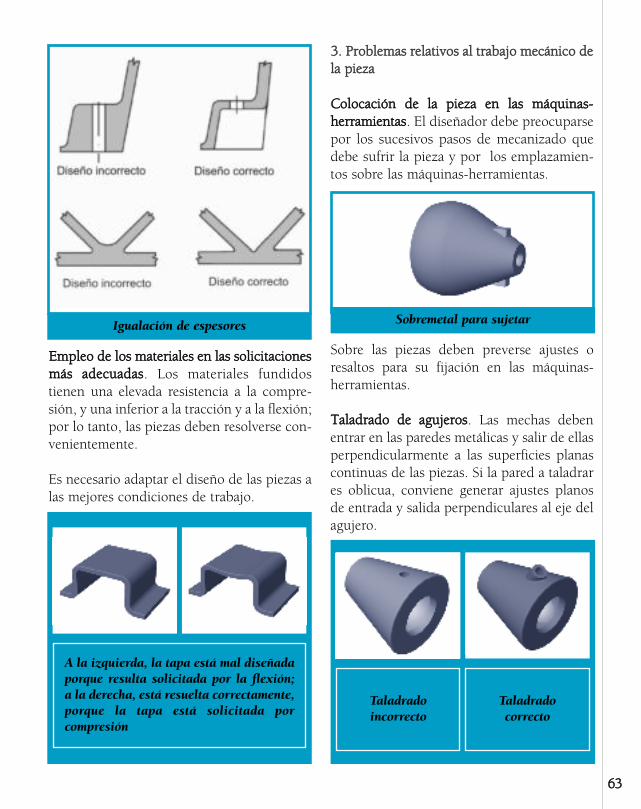
EEmmpplleeoo ddee llooss mmaatteerriiaalleess eenn llaass ssoolliicciittaacciioonneessmmááss aaddeeccuuaaddaass. Los materiales fundidostienen una elevada resistencia a la compre-sión, y una inferior a la tracción y a la flexión;por lo tanto, las piezas deben resolverse con-venientemente.
Es necesario adaptar el diseño de las piezas alas mejores condiciones de trabajo.
33.. PPrroobblleemmaass rreellaattiivvooss aall ttrraabbaajjoo mmeeccáánniiccoo ddeellaa ppiieezzaa
CCoollooccaacciióónn ddee llaa ppiieezzaa eenn llaass mmááqquuiinnaass--hheerrrraammiieennttaass. El diseñador debe preocuparsepor los sucesivos pasos de mecanizado quedebe sufrir la pieza y por los emplazamien-tos sobre las máquinas-herramientas.
Sobre las piezas deben preverse ajustes oresaltos para su fijación en las máquinas-herramientas.
TTaallaaddrraaddoo ddee aagguujjeerrooss. Las mechas debenentrar en las paredes metálicas y salir de ellasperpendicularmente a las superficies planascontinuas de las piezas. Si la pared a taladrares oblicua, conviene generar ajustes planosde entrada y salida perpendiculares al eje delagujero.
6633
Igualación de espesores
A la izquierda, la tapa está mal diseñadaporque resulta solicitada por la flexión;a la derecha, está resuelta correctamente,porque la tapa está solicitada porcompresión
Sobremetal para sujetar
Taladradoincorrecto
Taladradocorrecto
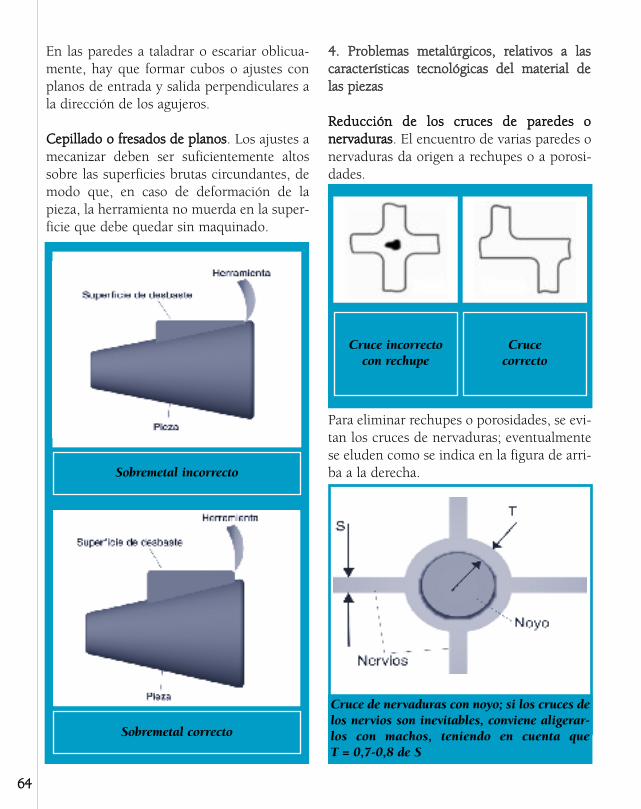
En las paredes a taladrar o escariar oblicua-mente, hay que formar cubos o ajustes conplanos de entrada y salida perpendiculares ala dirección de los agujeros.
CCeeppiillllaaddoo oo ffrreessaaddooss ddee ppllaannooss. Los ajustes amecanizar deben ser suficientemente altossobre las superficies brutas circundantes, demodo que, en caso de deformación de lapieza, la herramienta no muerda en la super-ficie que debe quedar sin maquinado.
44.. PPrroobblleemmaass mmeettaallúúrrggiiccooss,, rreellaattiivvooss aa llaassccaarraacctteerrííssttiiccaass tteeccnnoollóóggiiccaass ddeell mmaatteerriiaall ddeellaass ppiieezzaass
RReedduucccciióónn ddee llooss ccrruucceess ddee ppaarreeddeess oonneerrvvaadduurraass. El encuentro de varias paredes onervaduras da origen a rechupes o a porosi-dades.
Para eliminar rechupes o porosidades, se evi-tan los cruces de nervaduras; eventualmentese eluden como se indica en la figura de arri-ba a la derecha.
6644
Sobremetal incorrecto
Sobremetal correcto
Cruce incorrectocon rechupe
Crucecorrecto
Cruce de nervaduras con noyo; si los cruces delos nervios son inevitables, conviene aligerar-los con machos, teniendo en cuenta queT = 0,7-0,8 de S

UUnniioonneess eennttrree ppaarreeddeess ddee ddiissttiinnttoo eessppeessoorr.Cuando dos paredes deban tener espesoresdistintos, es preciso unirlas de manera que lavariación de espesor sea gradual. La longituddebe ser de 3 a 4 veces la diferencia de espe-sores.
NNooyyooss ddee áánngguulloo aagguuddoo. Cuando un noyopresenta dos o más paredes en ángulo agudo,se recalienta y mantiene largo tiempocalientes a las paredes de fundición adya-centes, donde pueden originarse rechupes yporosidades, haciendo defectuosa la pieza.
Hay que evitar los bordes agudos en losnoyos.
UUnniióónn eennttrree ppaarreeddeess qquuee ssee eennccuueennttrraann. Enlos encuentros de paredes es preciso evitar lacurva en la parte interior y el canto vivo en elexterior, lo que daría lugar a una zona derechupes.
Una unión interna curva y otra exterior decanto entre dos paredes concurrentes, da ori-gen a rechupes y porosidad. La unión debeser hecha de modo que el espesor correspon-diente a la curva sea algo menor que el co-rrespondiente a los planos de unión: T de lacurva + 4/5 de S de pared.
6655
Uniones entre paredes de distinto espesor;C = D, B= 3(A-D); el paso de una pared grue-sa a otra más delgada debe ser gradual
Resolución correcta
AAlliimmeennttaacciióónn ddeell mmaatteerriiaall ddee llaass ppiieezzaass. Éstasdeben hacerse de modo que el enfriamientose inicie en los puntos más distantes de laboca de colada.
Las mazarotas (M) deben ser aplicadas en lospuntos más altos y más macizos de las piezas,para que el enfriamiento se inicie en los pun-tos más lejanos y alcance -progresivamente ypor último- la mazarota.
PPrrooppoorrcciióónn eennttrree ppaarreeddeess iinntteerrnnaass yy ppaarreeddeesseexxtteerrnnaass. Las paredes internas se enfrían máslentamente que las exteriores. Por ello, con-viene que las paredes internas sean más del-gadas que las externas, en la relación: Paredinterna 4/5 de la pared externa.
55.. PPrroobblleemmaass eeccoonnóómmiiccooss,, yy ddee llaa ssiimmpplliiffii--ccaacciióónn ddeell mmooddeelloo yy ddeell mmoollddeeoo
SSiimmpplliiffiiccaacciióónn ddeell mmooddeelloo. A veces, basta unpequeño detalle para imponer un modelocomplicado y costoso. Las piezas deben serdiseñadas de manera de evitar las cavidadeso entrantes.
SSiimmpplliiffiiccaacciióónn ddeell mmoollddeeoo. La finalidad es lade reducir los costos de las piezas y dis-minuir la probabilidad de desechos.
Existen piezas en las que, dando otra forma alos flancos y aumentando la salida, ha sidoposible simplificar el modelo, el moldeo y lalimpieza final; por supuesto, no siempre esposible modificar profundamente el diseñode las piezas, pero se debe intentar.
SSiimmpplliiffiiccaacciióónn yy rreedduucccciióónn ddeell nnúúmmeerroo ddeennooyyooss. Es conveniente que sean simplifica-
dos o reducidos en número, para facilitar ellogro de la colocación y reducir el tiempo demano de obra.
66.. PPrroobblleemmaass rreellaattiivvooss aall iimmppaaccttoo qquuee pprroo--dduucceenn eenn eell mmeeddiioo llaa pprroodduucccciióónn ddee llaa ppiieezzaayy llaa ppiieezzaa mmiissmmaa
El impacto queprovoca la pro-ducción de piezasmetálicas se rea-liza tanto sobre elsuelo, el agua, elaire, como sobrelas personas; yeste impacto esmayor en aquelloscasos en que no sedesarrolla la tec-nología de resguardo necesaria, aún cuando,en muchos casos, su ccoossttoo eeccoonnóómmiiccooresulte igual o superior a la planta de fabri-cación de piezas concebida tradicionalmente.
En otras palabras, contaminar y descontami-nar tiene un costo. En primer lugar, desdeel punto de vista económico, es obvio quedescontaminar cuesta dinero y que revertirproblemas ambientales es más caro cuantomayor sea el grado de contaminación.
Además del costo económico, existe un ccoossttooeeccoollóóggiiccoo cuando se descontamina, ya quelas comunidades biológicas y sus relacionescon los factores abióticos de un ecosistematendrán similitudes y diferencias con las deese ambiente antes de ser contaminado. Unmonitoreo constante de los parámetros físi-cos, químicos y biológicos del lugar puede
6666
Hagamos una simplecomparación: Unaplanta en EE.UU tieneun costo de 4 millonesde dólares (respetandolas leyes ambientales)y en Latinoaméricacuesta 1,5 millones(pidiendo que no lasapliquen).
asegurar una continuidad ecológica razo-nable, dando lugar a una tercera faceta, elccoossttoo ssoocciiaall. ¿Por qué? Porque, aún si haymonitoreo, puede darse lugar a un costosocial, ya el monitoreo sólo asegura una con-tinuidad ecológica razonable, determinadapor el hombre.
Existen dos aspectos relacionados con elcosto económico: el que involucra cambiosprofundos en la infraestructura industrial (elccoossttoo tteeccnnoollóóggiiccoo) y el que tiene en cuenta lamanera de financiar esos cambios (el ccoossttooffiinnaanncciieerroo). Y, como estas modificacionesfabriles llevan tiempo, también se deberíaevaluar un ccoossttoo tteemmppoorraall, relacionado conel lucro cesante de una industria o de uno desus sectores.
Es importante, por lo tanto:
• Reutilizar materiales, no sólo dentro de laindustria sino, también, en co-acción conotras; de esta manera, lo que para unaindustria es desecho, se convierte enmateria prima para otra.
• Incorporar al sistema industrial el recicla-je como un proceso más en el ciclo devida de un producto; el reciclaje es posi-tivo desde el punto de vista entrópico, yaque permite un mejor aprovechamientode la energía.
• Incorporar nuevas tecnologías "limpias"en las industrias en funcionamiento.
• En nuevas industrias, contar con un sis-tema de gestión ambiental preestablecidoy en funcionamiento ya desde el inicio desus actividades. En este punto, es impor-tante la responsabilidad de tecnólogos ycientíficos, en cuanto a los desarrollos
tecnológicos, y, por otra parte, la inciden-cia del Estado, cuyo rol debería abarcartanto la supervisión del cumplimiento delas normas como el apoyo económico aindustrias que apuntan al desarrollo sus-tentable.
RReessiidduuooss,, eenneerrggííaa,, ccoonnttaa--mmiinnaacciióónn
La matricería es parte de un proceso produc-tivo; sabemos que, en muchas empresas, elmolde es un elemento en el que se ha inver-tido mucho tiempo y materiales, y, en defini-tiva, mucho dinero, ya que de él se obtienenlas piezas necesarias para el producto encuestión.
Cuando hablamosde fundición, elmoldeo en arenaes el que dominalos porcentajes deutilización; en se-gundo lugar, en-contramos el mol-deo y la fundiciónbajo presión; y, entercer lugar, la fundición por recubrimiento.
La arena genera desechos, si no es reprocesa-da para volver a ser utilizada. Más grave aúnes el caso de las fundiciones que utilizanaglutinantes en sus arenas ya que, si éstas noson tratadas correctamente, pueden ser alta-mente contaminantes.
Respecto de la cuestión energética, la fundi-
6677
Algunas estadísticasde EEUU arrojan que el60 % de las piezas fun-didas se hace pormoldeo en arena, un20 % en molde perma-nente y un 7% porrecubrimiento.
ción de metales se encuentra entre las indus-trias que más energía consume. El calen-tamiento y la fusión de los metales implicangrandes cantidades de energía. Se ha estima-do que se requieren alrededor de 5.860 kWhpara fundir y moldear una tonelada de piezasde hierro vendibles, si bien valores entre3.809 y 4.395 kWh por tonelada resultanmás comunes en países desarrollados.
Durante 2003, en nuestro país se utilizaron185 millones de kW para la producción delas diversas industrias metalúrgicas y, tam-bién, se requirieron 43 millones de m3 de gasindustrial -ambos utilizados, en su mayorparte, en el proceso de fusión-. Estos datosnos permiten tener una dimensión cabal deluso de la energía, el que representa granparte de los costos en este tipo de industrias.
Estas demandas han forzado a la industria ahallar mejores soluciones energéticas, a fin deseguir siendo competitiva. Para esto, hadesarrollado y adoptado equipos más efi-caces y ha ejecutado cambios en algunos desus procesos.
Ahora, hablemos un poco del ambiente. Larealidad es que las normas ambientales hanaumentado y que las fundiciones están sien-do cada vez más examinadas por los entesreguladores. Si bien la industria de fundi-ción de metales es reconocida por utilizarmetales reciclados para producir piezasnuevas, no hace lo mismo con sus desperdi-cios: Se tiene conciencia que éstos podríanser fácilmente reciclados; pero, en cambio,terminan en basurales, o son descargados enel aire o en el agua.
Las fundiciones de hierro y de acero también
son grandes fuentes de contaminación delaire, a partir de procesos tales como la fusión,el colado, el enfriamiento y el desmolde.
En un marco creciente de exigencias de res-guardo ambiental, la industria está hallandonuevas formas de reciclar la arena quemada,y de recuperar y reutilizar metales, productosquímicos y demás productos de desecho.Muchas fundiciones también han realizadocambios en sus procesos, para ayudar areducir las emisiones hacia el aire y agua.
La ley de Prevención de la Contaminación de1990 establece una prioridad para reducir lacantidad de desechos fabriles a través de la"reducción desde el origen" (evitar la pro-ducción de desechos en el lugar, reciclar losdesechos, recuperar el contenido energéticodel desecho, tratar la corriente de desechos),impidiendo la generación de desechos en elpiso de la fábrica. Si esto es imposible, lasegunda mejor opción es la de reciclar losdesechos producidos. La tercera opción es larecuperación del contenido energético de losdesechos. El tratamiento de la corriente dedesechos es el último recurso.
Algunas fundi-ciones están prac-ticando la reduc-ción de la arenade desecho desdeel origen que,actualmente, re-presenta la mayorparte de la canti-dad de desechosde la industria. Y, también, podemos obser-var en la industria esfuerzos para regenerar yreutilizar la arena de desecho o para su reuti-
6688
Las técnicas de reci-claje en el lugar in-cluyen métodos paraeliminar contaminan-tes con diversos sis-temas de tamizado,separación magnéticay depuración térmica.

lización fuera de su ámbito. La arena no peli-grosa es enviada, a veces a la industria de laconstrucción o bien es utilizada para rellenarbasurales.
Por su parte, el polvo proveniente de loshornos de arco eléctrico, en ocasiones, puedereducirse, evitando un excesivo sobrecalen-tamiento del metal, manteniendo una cubier-ta de fundente o de escoria por encima delmetal líquido, precalentando el metal carga-do. Incluso, algunas fundiciones han halladoque el polvo del horno de arco eléctricopuede ser reciclado hasta el proceso originalo reutilizado fuera del proceso, si primero serecuperan sus residuos de zinc, plomo y cad-mio.
Por supuesto, los esfuerzos no deben dete-nerse en éstos que estamos detallando.También se deben mejorar los diseños de laspiezas, para reducir sus defectos y, de estamanera, evitar desechos y reducir costos.
Es ésta una fórmula significativa para un di-seño óptimo de las piezas fundidas.
6699
Diseño + Software
Analizar los residuos, la energía y lacontaminación resultantes de los pro-
cesos de fundición de metales primarios su-ministra antecedentes que los alumnos van avivenciar y a problematizar en el proceso deconstrucción del molde en el "simuladorde fundición".
7700
Cuando ingresamos al aula con el objetivo detrabajar los conceptos y procedimientos deMMaattrriicceerrííaa.. MMoollddeess yy mmooddeellooss, tenemosopciones:
• Podemos disponer del equipo y, con él,realizar una experiencia.
• Podemos proponer a los alumnosconstruir el equipo sobre la base de losplanos que disponemos de la pieza mo-delo.
• Podemos utilizar el equipo como recursodidáctico en una actividad proyectual enla que el resultado sea una pieza quesustituya a la del equipo.
En cada una de estas alternativas, el propósi-to es enseñar y que los alumnos aprendan,integrando conocimientos, desarrollandocompetencias en una técnica, articulando yconceptualizando, en un proyecto, todas lasvariables que componen una problemáticatecnológica -en este caso, la matricería-. Detodos modos, aún siendo instancias de edu-cación técnico-profesional cada una de ellas,consideramos que el último camino es el másoportuno porque permite los chicos desa-rrollar aspectos creativos, no sólo en la piezaque compone el producto sino en la manerade resolver su matriz.
EEll pprroobblleemmaa ddee pprroodduucciirr mmiill..EEll pprrooyyeeccttoo yy eell mmoollddee
Si retomamos la situación "Me pidieron mil",vemos que permite ser replanteada y resig-nificada de acuerdo con las necesidadeseducativas y con el desarrollo local especí-fico.
Por ejemplo, puede suceder que los mate-riales y procesos con los que se enfrentaCarlos, quien debe resolver el problema, nosean de total interés para usted y sus alum-nos ya que, en su región, la producción depiezas cerámicas se destaca por sobrecualquier otra. Pero, esto no significa que lasproblemáticas hasta aquí planteadas no serepitan en otro tipo de producción de piezasa través de un molde; como existen simili-tudes sustanciales, nuestra tarea consiste endesarrollar y ajustar los aspectos teóricosespecíficos de los materiales y procesos inter-vinientes.
Lo interesante de "Me pidieron mil" es quenos permite abordar un proyecto:
3. EL EQUIPO EN EL AULA
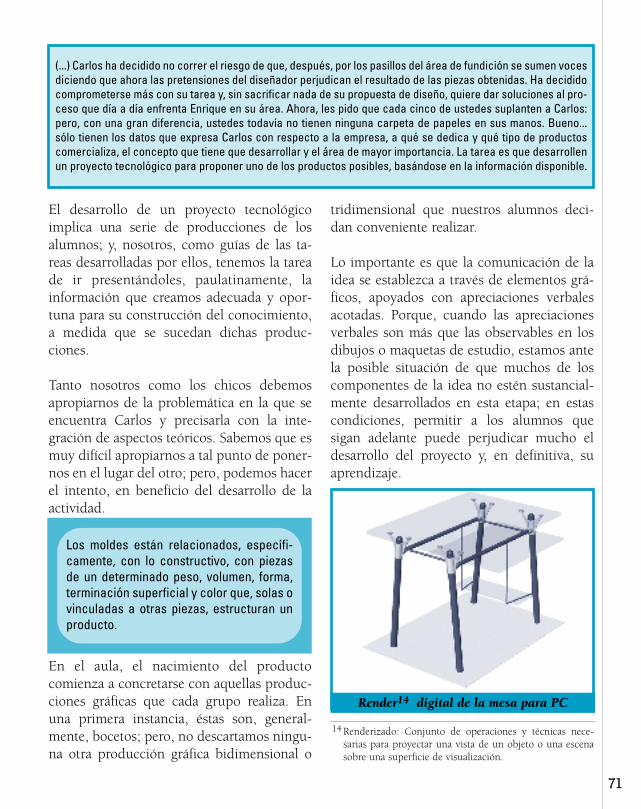
7711
El desarrollo de un proyecto tecnológicoimplica una serie de producciones de losalumnos; y, nosotros, como guías de las ta-reas desarrolladas por ellos, tenemos la tareade ir presentándoles, paulatinamente, lainformación que creamos adecuada y opor-tuna para su construcción del conocimiento,a medida que se sucedan dichas produc-ciones.
Tanto nosotros como los chicos debemosapropiarnos de la problemática en la que seencuentra Carlos y precisarla con la inte-gración de aspectos teóricos. Sabemos que esmuy difícil apropiarnos a tal punto de poner-nos en el lugar del otro; pero, podemos hacerel intento, en beneficio del desarrollo de laactividad.
En el aula, el nacimiento del productocomienza a concretarse con aquellas produc-ciones gráficas que cada grupo realiza. Enuna primera instancia, éstas son, general-mente, bocetos; pero, no descartamos ningu-na otra producción gráfica bidimensional o
tridimensional que nuestros alumnos deci-dan conveniente realizar.
Lo importante es que la comunicación de laidea se establezca a través de elementos grá-ficos, apoyados con apreciaciones verbalesacotadas. Porque, cuando las apreciacionesverbales son más que las observables en losdibujos o maquetas de estudio, estamos antela posible situación de que muchos de loscomponentes de la idea no estén sustancial-mente desarrollados en esta etapa; en estascondiciones, permitir a los alumnos quesigan adelante puede perjudicar mucho eldesarrollo del proyecto y, en definitiva, suaprendizaje.
(...) Carlos ha decidido no correr el riesgo de que, después, por los pasillos del área de fundición se sumen vocesdiciendo que ahora las pretensiones del diseñador perjudican el resultado de las piezas obtenidas. Ha decididocomprometerse más con su tarea y, sin sacrificar nada de su propuesta de diseño, quiere dar soluciones al pro-ceso que día a día enfrenta Enrique en su área. Ahora, les pido que cada cinco de ustedes suplanten a Carlos:pero, con una gran diferencia, ustedes todavía no tienen ninguna carpeta de papeles en sus manos. Bueno...sólo tienen los datos que expresa Carlos con respecto a la empresa, a qué se dedica y qué tipo de productoscomercializa, el concepto que tiene que desarrollar y el área de mayor importancia. La tarea es que desarrollenun proyecto tecnológico para proponer uno de los productos posibles, basándose en la información disponible.
Los moldes están relacionados, específi-camente, con lo constructivo, con piezasde un determinado peso, volumen, forma,terminación superficial y color que, solas ovinculadas a otras piezas, estructuran unproducto.
Render14 digital de la mesa para PC
14 Renderizado: Conjunto de operaciones y técnicas nece-sarias para proyectar una vista de un objeto o una escenasobre una superficie de visualización.
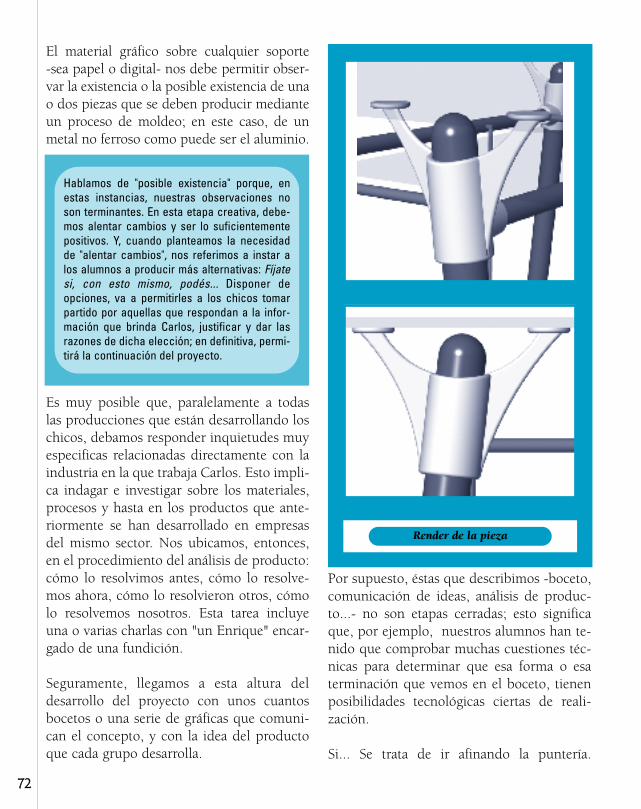
El material gráfico sobre cualquier soporte-sea papel o digital- nos debe permitir obser-var la existencia o la posible existencia de unao dos piezas que se deben producir medianteun proceso de moldeo; en este caso, de unmetal no ferroso como puede ser el aluminio.
Es muy posible que, paralelamente a todaslas producciones que están desarrollando loschicos, debamos responder inquietudes muyespecificas relacionadas directamente con laindustria en la que trabaja Carlos. Esto impli-ca indagar e investigar sobre los materiales,procesos y hasta en los productos que ante-riormente se han desarrollado en empresasdel mismo sector. Nos ubicamos, entonces,en el procedimiento del análisis de producto:cómo lo resolvimos antes, cómo lo resolve-mos ahora, cómo lo resolvieron otros, cómolo resolvemos nosotros. Esta tarea incluyeuna o varias charlas con "un Enrique" encar-gado de una fundición.
Seguramente, llegamos a esta altura deldesarrollo del proyecto con unos cuantosbocetos o una serie de gráficas que comuni-can el concepto, y con la idea del productoque cada grupo desarrolla.
Por supuesto, éstas que describimos -boceto,comunicación de ideas, análisis de produc-to...- no son etapas cerradas; esto significaque, por ejemplo, nuestros alumnos han te-nido que comprobar muchas cuestiones téc-nicas para determinar que esa forma o esaterminación que vemos en el boceto, tienenposibilidades tecnológicas ciertas de reali-zación.
Si... Se trata de ir afinando la puntería.
7722
Hablamos de "posible existencia" porque, enestas instancias, nuestras observaciones noson terminantes. En esta etapa creativa, debe-mos alentar cambios y ser lo suficientementepositivos. Y, cuando planteamos la necesidadde "alentar cambios", nos referimos a instar alos alumnos a producir más alternativas: Fíjatesi, con esto mismo, podés... Disponer deopciones, va a permitirles a los chicos tomarpartido por aquellas que respondan a la infor-mación que brinda Carlos, justificar y dar lasrazones de dicha elección; en definitiva, permi-tirá la continuación del proyecto.
Render de la pieza
Porque, es probable que la documentacióngráfica y escrita genere dudas, y que los pro-fesores requiramos de ella mayor precisión.
PPeeddiirr pprreecciissiióónn,, ¿¿eess ddeejjaarr ddee llaaddoo llaaccrreeaattiivviiddaadd??
El significado de precisión es amplio; no selimita a la noción de medición con la que,normalmente, la asociamos.
Los alumnos comienzan a precisar sus ideasya en los bocetos y en todo material decomunicación. Pero, esos productos inicialesque parecen "tan artísticos" deben transfor-marse, firmemente, en posibilidades produc-tivas reales. Se exige, entonces, que los alum-nos planteen:
• precisiones productivas,
• precisiones con respecto al uso y a susrelaciones con el usuario.
¿Recién a esta altura de desarrollo aparece lafigura humana relacionándose con el produc-to? No; debería habérsela considerado, ya, enlas primeras instancias. Su inclusión aquí esen términos ergonometricos, considerandosus dimensiones corporales, sus posibilidadesoperativas y de visión, en relación tanto conlas dimensiones del producto como con ladisposición de sus partes en el espacio.
Como vemos, el desarrollo de un proyectoresulta un continuo ajuste de la informaciónque se ha generado; ajuste que debe ir acom-pañado de dosis de creatividad, propiciadascon espacios e intervenciones positivas delprofesor.
La incorporación de diferentes factores-como son las consideraciones técnicas de laergonomía- va definiendo, por ejemplo, lasdimensiones necesarias para una mesa de tra-bajo. La integración de estos factores implicaque el boceto inicial se reconsidere, sin quenecesariamente se pierda el concepto básicodel producto.
En este momento del desarrollo de la tarea,los alumnos ya han definido la imagen delproducto. Todos estamos completamenteconvencidos que esta imagen es la mejor y laque nos va a permitir disponer de un pro-ducto competitivo, con costos razonables ycon una producción posible.
UUnn aajjuussttee ""pprroodduuccttiivvoo""ccoonnttiinnuuoo
No dilatamos más los preparativos y comen-zamos a realizar, profundamente, el ajusteproductivo. Para esto, acercamos material deconsulta a los alumnos; entre los muchosmateriales posibles, no deben estar ausentes,por ejemplo, las normas de diseño parapiezas que se fundirán en moldes de arena, elproceso, etc. La estrategia es ir entregandomateriales de referencia, a medida que surjanlos interrogantes; porque, nuestro rol es el deguía para la superación de las dudas indivi-duales y grupales.
En este momento de la tarea, toma protago-nismo la comunicación técnica: planos gene-rales, planos de piezas, perspectivas gene-rales, perspectivas de piezas, dibujos 3D ymaquetas. Al desarrollarlos, los alumnosvuelven a tomar decisiones sobre la base de
7733

7744
las alternativas posibles para resolver unapieza, equilibrando la forma pretendida, suaspecto superficial, el molde, el material, elproceso interviniente y los tratamientos pos-teriores.
Pretendemos que, aquí, los reajustes seanmínimos o los razonablemente esperados. Sila decisión es respetar el concepto y la ima-gen de producto, cueste lo que cueste, latarea de observación de los bocetos de laspiezas debe ser precisa; y, para esto, los boce-tos deben ser de buena calidad, ajustados alas pautas de diseño que hemos adelantado.
Para desarrollar nuestro proyecto de MMaattrrii--cceerrííaa.. MMoollddeess yy mmooddeellooss, comenzamos a cen-trar la atención en una de las piezas metálicasque necesita ser moldeada y que tiene unarelativa importancia en el producto diseñado.
Una idea atractiva debe desarrollarse hastaconvertirse en un concepto del producto. Esimportante distinguir algunos términos:
• La iiddeeaa es la sugerencia de un posibleproducto para ofrecer al mercado.
• El ccoonncceeppttoo es una versión detallada de laidea expuesta, en términos significativos alconsumidor.
• La iimmaaggeenn es la forma en la cual los con-sumidores perciben un producto real opotencial.
• La pprruueebbaa ddee ccoonncceeppttoo implica someter losconceptos de nuevos productos a gruposde consumidores-meta.
La pieza
CCoonncceeppttoo ddee pprroodduuccttoo1155
En el desarrollo de un producto examinamos las alternativas alrededor de productos y pro-ducción, e intentamos combinar los intereses y las necesidades en la creación de un pro-ducto nuevo.
Durante el proyecto, el producto nuevo se perfila gradualmente. En un principio, su idea esvaga. Su primera sinopsis abstracta es la idea de producto y una descripción más detalla-da completa el concepto de producto.
Porque el producto que se creará es nuevo; su concepto no existe en un principio. Cadaproyecto del desarrollo de producto, debe así, incluir una fase del concepto, aún cuandoésta sea rudimentaria.
15Adaptado de Diseño estratégico. wwwwww22..uuiiaahh..ffii//pprroojjeeccttss//mmeettooddii//2233aa..hhttmm
7755
Por otro lado, cada concepto del producto antecede a las propuestas terminadas y, obvia-mente, a la producción. Esto permite que, al estudiar el concepto acabado, la gerencia dela compañía decida si, por ejemplo, no es suficientemente prometedor o si resulta dema-siado aventurado; y, allí, termina el proyecto.
Otra razón de concebir un concepto del producto y, después, determinar el proyecto, puedeser que la compañía desea acumular un "banco de ideas": una reserva de las ideas preli-minares para productos nuevos. De este banco de ideas pueden seleccionarse los mejores;y, entonces, los diseñadores necesitan solamente un mínimo de tiempo para concretar losajustes para su producción. Por otra parte, estos conceptos innovadores del productopueden ser útiles en el planeamiento estratégico y en la capacitación interna del personal.
Un uso novedoso para los conceptos de producto configura lo que se conoce como estrate-gia publicitaria de la compañía. Tomemos como ejemplo las exposiciones anuales de laindustria automovilística; en ellas suelen exponerse conceptcar, autos que no están en pro-ducción; porque, lo importante es reforzar la identidad de una marca de fábrica. Así, ademásde dar a los diseñadores una oportunidad para probar los límites de su creatividad y los delas convenciones, los modelos de concepto también demuestran la innovación de la com-pañía, hacen la marca comercial más interesante al público, aumentan las expectativas delos clientes sobre los modelos de producción futuros y, de esta manera, refuerzan la lealtaddel público a la marca de fábrica.
Las etapas hacia el diseño de concepto son:
• Preparar el diseño de producto.
• Buscar las invenciones radicalmente novedosas.
• Estudiar el futuro y definir alternativas comprensibles para las decisiones estratégicasde la compañía.
• Aumentar la creatividad, en los niveles del individuo y de la organización.
• Dirigir las expectativas del público y promover un futuro favorable para la compañía.
Generalmente, en un proyecto hecho para el banco de ideas, la perspectiva del tiempo esalgo más larga y, por consiguiente, los datos sobre clientes, competidores, etc. son menosseguros, lo que significa que hay menos oportunidad para un razonamiento exacto; es aquídonde más intuición se necesita.
7766
Si creíamos que estaba todo listo, volver a laconsigna fue, precisamente, para recordarnosque no.
Encaramos esta parte con las herramientasque disponemos. Si en su escuela es posibleun acceso a Internet, es aconsejable integrara la Web como fuente de información entodo el proceso hasta aquí desarrollado, invi-tando a los alumnos a visitar páginas deter-minadas o a buscar marcas comercialesde los insumos necesarios en el proceso.Específicamente, en este momento, es impor-tante completar la información sobre mate-rial que se utilizará para conformar la pieza:quién lo provee, en qué calidades se presen-ta, cuáles son las temperaturas de fusión y deenfriamiento, etc., como también respecto denormas especificas que algunos proveedoresprecisan para sus materiales.
Si la escuela incluye entre sus contenidos el
dibujo asistido por PC, es muy interesante suutilización a partir de este momento; la reso-lución técnica 3D en PC es de mucho valor,no sólo constructivo sino educativo, ya quefacilita la adquisición de una técnica (operarcon un software) y permite al alumno cons-truir su propio conocimiento acerca de lapieza que trata de resolver.
SSiinn PPCC
Sigamos en lonuestro. Con PC osin PC, los alum-nos que están a-bocados a estatarea deben poneren juego la técnicadel dibujo de pre-cisión, el ddiibbuujjoo
• Elijan una de las piezas metálicas, la más importante de todo el conjunto. Realicen su plano al detalle,sin pasar por alto cómo se vincula con las otras piezas, y teniendo en cuenta el material y el procesoque se utilizará para su conformado.
• Recuerden que un plano al detalle debe contar con las diferentes secciones de la pieza. Basándoseen estos cortes y en los planos disponibles, realicen un modelo de la pieza.
• Estudien el modelo. Realicen los cambios que crean convenientes. Indiquen las líneas de desmolde,los noyos necesarios. Modifiquen los planos de las piezas.
• Confeccionen toda la información necesaria para que se pueda realizar el molde definitivo de la piezay todos sus accesorios.
• Realicen el modelo y los noyos necesarios.• Realicen las cajas molde.• Realicen una colada.• Desmolden la pieza.• Concreten las terminaciones superficiales necesarias.• Agreguen algunas recomendaciones a tener en cuenta en la producción de la pieza.
Recordemos parte de la actividad "Me pidieron mil":
También se lo conocecomo ddiibbuujjoo tteeccnnoollóóggii--ccoo, según la bibliogra-fía desarrollada por elIRAM -Instituto Argen-tino de Normalización yCertificación-. wwwwww..iirraamm..ccoomm..aarr
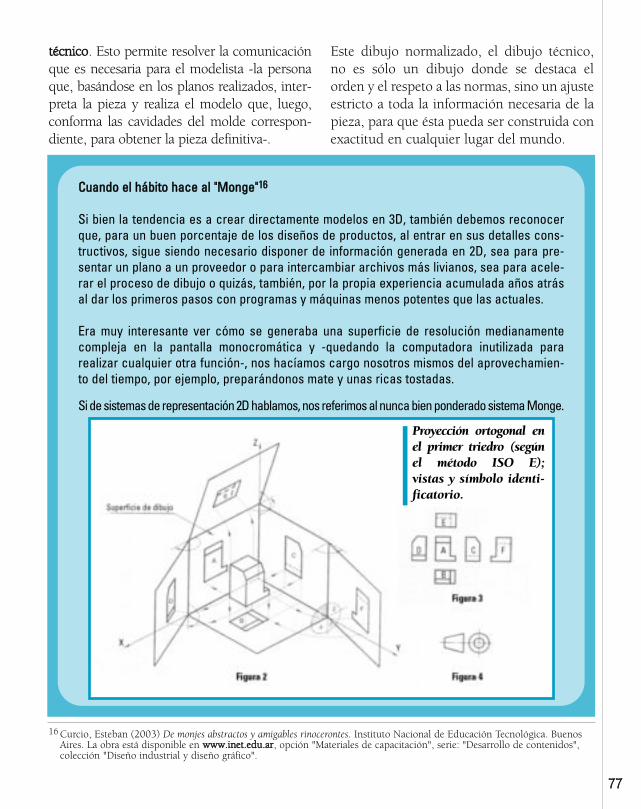
7777
ttééccnniiccoo. Esto permite resolver la comunicaciónque es necesaria para el modelista -la personaque, basándose en los planos realizados, inter-preta la pieza y realiza el modelo que, luego,conforma las cavidades del molde correspon-diente, para obtener la pieza definitiva-.
Este dibujo normalizado, el dibujo técnico,no es sólo un dibujo donde se destaca elorden y el respeto a las normas, sino un ajusteestricto a toda la información necesaria de lapieza, para que ésta pueda ser construida conexactitud en cualquier lugar del mundo.
CCuuaannddoo eell hháábbiittoo hhaaccee aall ""MMoonnggee""1166
Si bien la tendencia es a crear directamente modelos en 3D, también debemos reconocerque, para un buen porcentaje de los diseños de productos, al entrar en sus detalles cons-tructivos, sigue siendo necesario disponer de información generada en 2D, sea para pre-sentar un plano a un proveedor o para intercambiar archivos más livianos, sea para acele-rar el proceso de dibujo o quizás, también, por la propia experiencia acumulada años atrásal dar los primeros pasos con programas y máquinas menos potentes que las actuales.
Era muy interesante ver cómo se generaba una superficie de resolución medianamentecompleja en la pantalla monocromática y -quedando la computadora inutilizada pararealizar cualquier otra función-, nos hacíamos cargo nosotros mismos del aprovechamien-to del tiempo, por ejemplo, preparándonos mate y unas ricas tostadas.
Si de sistemas de representación 2D hablamos, nos referimos al nunca bien ponderado sistema Monge.
Proyección ortogonal enel primer triedro (segúnel método ISO E);vistas y símbolo identi-ficatorio.
16 Curcio, Esteban (2003) De monjes abstractos y amigables rinocerontes. Instituto Nacional de Educación Tecnológica. BuenosAires. La obra está disponible en wwwwww..iinneett..eedduu..aarr, opción "Materiales de capacitación", serie: "Desarrollo de contenidos",colección "Diseño industrial y diseño gráfico".
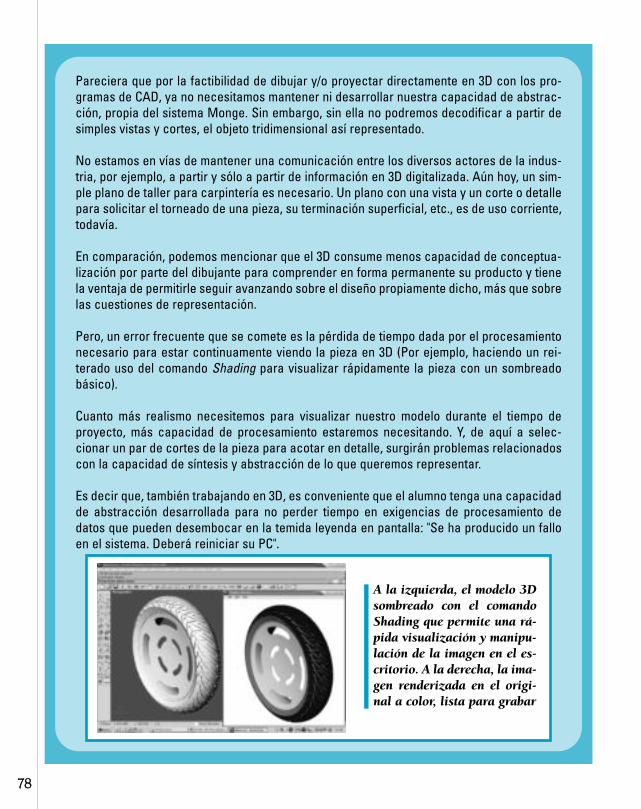
7788
Pareciera que por la factibilidad de dibujar y/o proyectar directamente en 3D con los pro-gramas de CAD, ya no necesitamos mantener ni desarrollar nuestra capacidad de abstrac-ción, propia del sistema Monge. Sin embargo, sin ella no podremos decodificar a partir desimples vistas y cortes, el objeto tridimensional así representado.
No estamos en vías de mantener una comunicación entre los diversos actores de la indus-tria, por ejemplo, a partir y sólo a partir de información en 3D digitalizada. Aún hoy, un sim-ple plano de taller para carpintería es necesario. Un plano con una vista y un corte o detallepara solicitar el torneado de una pieza, su terminación superficial, etc., es de uso corriente,todavía.
En comparación, podemos mencionar que el 3D consume menos capacidad de conceptua-lización por parte del dibujante para comprender en forma permanente su producto y tienela ventaja de permitirle seguir avanzando sobre el diseño propiamente dicho, más que sobrelas cuestiones de representación.
Pero, un error frecuente que se comete es la pérdida de tiempo dada por el procesamientonecesario para estar continuamente viendo la pieza en 3D (Por ejemplo, haciendo un rei-terado uso del comando Shading para visualizar rápidamente la pieza con un sombreadobásico).
Cuanto más realismo necesitemos para visualizar nuestro modelo durante el tiempo deproyecto, más capacidad de procesamiento estaremos necesitando. Y, de aquí a selec-cionar un par de cortes de la pieza para acotar en detalle, surgirán problemas relacionadoscon la capacidad de síntesis y abstracción de lo que queremos representar.
Es decir que, también trabajando en 3D, es conveniente que el alumno tenga una capacidadde abstracción desarrollada para no perder tiempo en exigencias de procesamiento dedatos que pueden desembocar en la temida leyenda en pantalla: "Se ha producido un falloen el sistema. Deberá reiniciar su PC".
A la izquierda, el modelo 3Dsombreado con el comandoShading que permite una rá-pida visualización y manipu-lación de la imagen en el es-critorio. A la derecha, la ima-gen renderizada en el origi-nal a color, lista para grabar
En la lectura de la documentación técnicadebemos encontrar todos los detalles, ya queaquí no hay posibilidades de nuevas alterna-tivas, sino de definición. Si esta docu-mentación ha sido trabajada con coherencia,conjugando aspectos de diseño e informaciónpara el modelista, el matricero y el fundidor,no habrá inconvenientes en la producción.
En esta documentación quedan determina-dos el material, y los procesos de conforma-do y de terminación superficial, especifican-do metales, espesores, ángulos de desmolde,noyos, contracciones del material, etc.
Del modelista queremos el mejor modelo ydel matricero el mejor molde de nuestrapieza diseñada.
Ahora, se acerca la hora de la verdad: Todo loque dijimos y definimos tiene que salir. Sí,precisamente... ¡Salir del molde! Si no sale lapieza del molde, es que cometimos erroresque deben ser subsanados.
A partir de aquí comienza la interpretaciónde la documentación técnica. Si los alumnostrabajaron en grupos, una estrategia didácticainteresante es la de intercambiarse las pro-ducciones. Cada grupo trabaja, entonces,sobre el diseño del otro, como si cada unohubiera contratado a un modelista particularpara comenzar el proceso de construcción delmodelo necesario para conformar el molde.
Logrados ambos -modelo y molde- con laprecisión que podemos observar en elequipo, realizamos una colada con cera,esperamos su enfriamiento para su desmolde,extraemos la pieza y sintéticamente de estamanera, nuestros alumnos vivirán el desarro-
llo del proceso de conformado con todas lasdificultades que pueden surgir en él.
Pero... No vayamos tan rápido; para esemomento falta un poco más todavía. Ahora,debemos prepararnos para construir el modelo.
Para la construcción de los modelos existendistintas alternativas:
• por un lado, la planteada por el diseñoasistido por computadora y las herra-mientas CNC -control numérico compu-tarizado-;
• por otro, la tradicional.
Obviamente, la decisión está relacionada conel tamaño de la empresa -o de la escuela- ycon la capacidad técnica instalada en ella.
La realidad de algunas empresas es que, ensus ámbitos de trabajo, es necesario saberoperar con PC para el diseño asistido, comotambién un conocimiento de las interfasesCNC para el logro de piezas con máquinas-herramientas -en este caso, una pieza queserá un modelo-.
En muchas oportunidades, es posible que seael mismo software de diseño el que nos per-mita la producción del modelo por CNC,como también una pieza definitiva; porque,el común de las herramientas CNC reconocelos archivos del software CAD -diseño asisti-do por computadora-.
Pasemos a un ejemplo; si poseemos una fre-sadora 3D (desbaste en tres ejes), con unplano de trabajo de 500 mm x 500 mm,podemos realizar placas modelos en madera,plástico o aluminio, según la capacidad del
7799
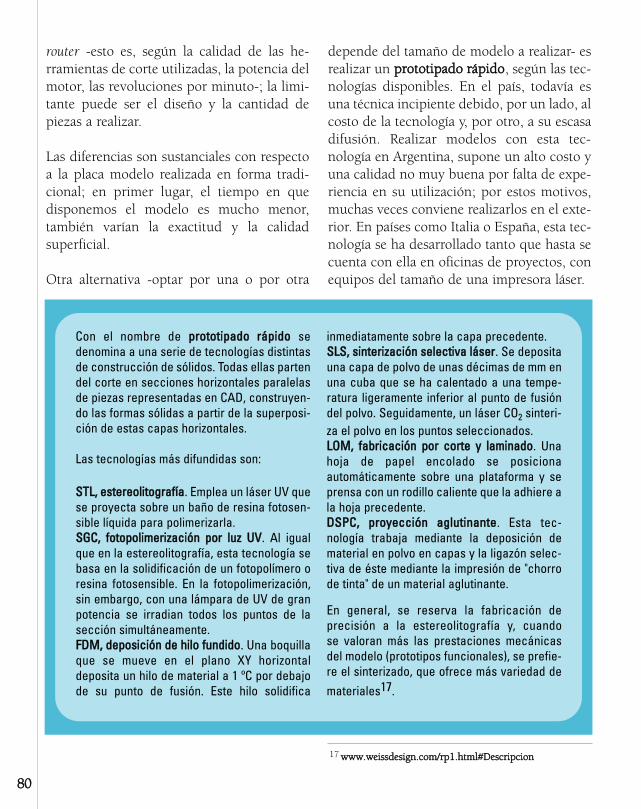
8800
router -esto es, según la calidad de las he-rramientas de corte utilizadas, la potencia delmotor, las revoluciones por minuto-; la limi-tante puede ser el diseño y la cantidad depiezas a realizar.
Las diferencias son sustanciales con respectoa la placa modelo realizada en forma tradi-cional; en primer lugar, el tiempo en quedisponemos el modelo es mucho menor,también varían la exactitud y la calidadsuperficial.
Otra alternativa -optar por una o por otra
depende del tamaño de modelo a realizar- esrealizar un pprroottoottiippaaddoo rrááppiiddoo, según las tec-nologías disponibles. En el país, todavía esuna técnica incipiente debido, por un lado, alcosto de la tecnología y, por otro, a su escasadifusión. Realizar modelos con esta tec-nología en Argentina, supone un alto costo yuna calidad no muy buena por falta de expe-riencia en su utilización; por estos motivos,muchas veces conviene realizarlos en el exte-rior. En países como Italia o España, esta tec-nología se ha desarrollado tanto que hasta secuenta con ella en oficinas de proyectos, conequipos del tamaño de una impresora láser.
Con el nombre de pprroottoottiippaaddoo rrááppiiddoo sedenomina a una serie de tecnologías distintasde construcción de sólidos. Todas ellas partendel corte en secciones horizontales paralelasde piezas representadas en CAD, construyen-do las formas sólidas a partir de la superposi-ción de estas capas horizontales.
Las tecnologías más difundidas son:
SSTTLL,, eesstteerreeoolliittooggrraaffííaa. Emplea un láser UV quese proyecta sobre un baño de resina fotosen-sible líquida para polimerizarla.SSGGCC,, ffoottooppoolliimmeerriizzaacciióónn ppoorr lluuzz UUVV. Al igualque en la estereolitografía, esta tecnología sebasa en la solidificación de un fotopolímero oresina fotosensible. En la fotopolimerización,sin embargo, con una lámpara de UV de granpotencia se irradian todos los puntos de lasección simultáneamente.FFDDMM,, ddeeppoossiicciióónn ddee hhiilloo ffuunnddiiddoo. Una boquillaque se mueve en el plano XY horizontaldeposita un hilo de material a 1 ºC por debajode su punto de fusión. Este hilo solidifica
inmediatamente sobre la capa precedente.SSLLSS,, ssiinntteerriizzaacciióónn sseelleeccttiivvaa lláásseerr. Se depositauna capa de polvo de unas décimas de mm enuna cuba que se ha calentado a una tempe-ratura ligeramente inferior al punto de fusióndel polvo. Seguidamente, un láser CO2 sinteri-za el polvo en los puntos seleccionados.LLOOMM,, ffaabbrriiccaacciióónn ppoorr ccoorrttee yy llaammiinnaaddoo. Unahoja de papel encolado se posicionaautomáticamente sobre una plataforma y seprensa con un rodillo caliente que la adhiere ala hoja precedente.DDSSPPCC,, pprrooyyeecccciióónn aagglluuttiinnaannttee. Esta tec-nología trabaja mediante la deposición dematerial en polvo en capas y la ligazón selec-tiva de éste mediante la impresión de "chorrode tinta" de un material aglutinante.
En general, se reserva la fabricación deprecisión a la estereolitografía y, cuandose valoran más las prestaciones mecánicasdel modelo (prototipos funcionales), se prefie-re el sinterizado, que ofrece más variedad demateriales17.
17 wwwwww..wweeiissssddeessiiggnn..ccoomm//rrpp11..hhttmmll##DDeessccrriippcciioonn

Muchas de las realidades escolares sólo nospermiten una alternativa: Realizar la placamodelo de la pieza del proyecto en formaartesanal, lo cual no hace menos significativala tarea.
Volvamos a nuestro proyecto...
Quedamos en el momento en el que la docu-mentación técnica se intercambia entre losgrupos, lo que permite el desarrollo de unaco-evaluación, etapa de aprendizaje supe-radora para todos los grupos. Esta etapa deinterpretación de la documentación agudizael análisis critico de los alumnos, en busca dedetalles: detalles que se han superado y otrosque deben superarse: equivocaciones yaciertos.
Obviamente, la interpretación que cadagrupo realiza de las vistas, cortes, secciones yperspectivas, se concreta en el modelo. Estatarea de trasladar lo abstracto del dibujoplano a un cuerpo físico, es desarrollada porcada grupo sin interconsulta. Sólo en casosen los que registren muchas dudas se puedenestablecer consultas entre grupos -exceptocon los dueños de la propuesta-, porque norecomendamos que un grupo avance condudas.
Comienza, así, el proceso de realizarmediciones y comprobaciones dimensionalesmediante cinta métrica, calibres, pasa nopasa y pie de rey, de acuerdo con las dimen-siones de las piezas y con las tolerancias desus cotas.
También existe la posibilidad de realizarmediciones y comprobaciones geométricasde forma, perpendicularidad de dos caras,
planicidad, rectitud y centrado, medianteplantillas de forma, escuadra, transportadorde ángulos, mármol, regla y reloj compara-dor. Según los instrumentos utilizados, loschicos implementan el sistema métrico deci-mal o el sistema inglés, en el que es necesariotrabajar con factores de conversión.
No descartamos que realicen algún tipo deplantilla18 ; en particular, para efectuar algu-na medición que los instrumentos corrientesno permiten. En el caso de nuestra pieza,como tiene dos radios bastante grandes,podríamos utilizar plantillas en plástico ocartón, sobre la base de un plano escala 1:1;de esta manera, nos evitaríamos la mediciónen el taller de dichos radios porque, con laplantilla comprobamos continuamente sucoincidencia.
Esta etapa es de lectura y de construcción, yel resultado es el modelo. Para obtenerlo, losmateriales utilizados son diversos. Sólo esaconsejable que analicemos con nuestrosalumnos que los materiales por los que opta-mos en la escuela, pueden no corresponder-se con los utilizados en la industria.
8811
18 Tabla o plancha cortada con los mismos ángulos, figuras ytamaños que ha de tener la superficie de una pieza y que,puesta sobre ella, sirve en varios oficios de regla para cor-tarla y labrarla. En carpintería es el dibujo de tamaño na-tural de una obra o parte. wwwwww..rraaee..eess
Recordemos que estamos realizando laplaca modelo en forma manual, lo cualimplica, por ejemplo, desbastes con lijas, amano.
8822
En unas páginas más, en la parte 4 de estematerial de capacitación, nos centramos enlos pasos específicos del proceso de fundi-ción.
OOttrraass rreeaalliiddaaddeess:: ssooffttwwaarreeCCAAMM eenn eell mmeerrccaaddoo.. UUnnaammuueessttrraa
Se denomina CAM -Computer AidedManufacturing- a la fabricación asistida porcomputadora; setrata de interfases que nospermiten que la pieza modelada en 3D enuna PC pueda ser obtenida por máquinas-
herramientas con control numérico com-putarizado.
SUM3D19 es un software CAM que da solu-ciones a las necesidades de quienes trabajanen el sector del molde.
Para resolver la situación presenta-da en "Me pidieron mil", los alumnosencaran:
• Diseño de un mueble de oficina;en él, una de sus piezas se debemoldear en un material no fe-rroso.
• Diseño al detalle de dicha pieza,teniendo presente las considera-ciones particulares del material ylos procesos intervinientes.
• Generación de toda la docu-mentación técnica necesaria
para la construcción del modelo.
• Construcción del modelo.
• Comprobaciones dimensionalessobre el modelo.
• Control de calidad del modelo,terminación de sus superficies,ángulos de desmolde, rugosi-dades, etc.
• Conformación del molde.
• Utilización del molde logrado;obtención de una pieza en cera.
• Comprobación dimensional de la"pieza" obtenida
RReessuummiieennddoo
DDiisseeññoo aassiissttiiddoo ppoorrccoommppuuttaaddoorraa.. CCAADD
FFaabbrriiccaacciióónnaassiissttiiddaa ppoorr
ccoommppuuttaaddoorraaCCAAMM
MMááqquuiinnaass--hheerrrraammiieennttaass CCNNCC PPIIEEZZAA
→→
→→
→→
19 Usted y sus alumnos pueden acceder a una demo por 30días en wwwwww..llaabb33dd..ccoomm//sseettpprrooddoottttii--ee..hhttmmll
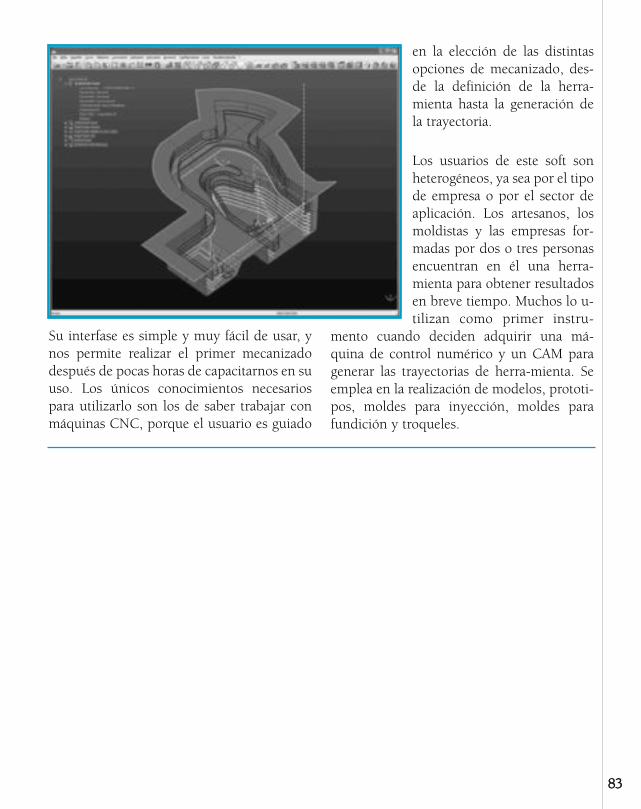
Su interfase es simple y muy fácil de usar, ynos permite realizar el primer mecanizadodespués de pocas horas de capacitarnos en suuso. Los únicos conocimientos necesariospara utilizarlo son los de saber trabajar conmáquinas CNC, porque el usuario es guiado
en la elección de las distintasopciones de mecanizado, des-de la definición de la herra-mienta hasta la generación dela trayectoria.
Los usuarios de este soft sonheterogéneos, ya sea por el tipode empresa o por el sector deaplicación. Los artesanos, losmoldistas y las empresas for-madas por dos o tres personasencuentran en él una herra-mienta para obtener resultadosen breve tiempo. Muchos lo u-tilizan como primer instru-
mento cuando deciden adquirir una má-quina de control numérico y un CAM paragenerar las trayectorias de herra-mienta. Seemplea en la realización de modelos, prototi-pos, moldes para inyección, moldes parafundición y troqueles.
8833
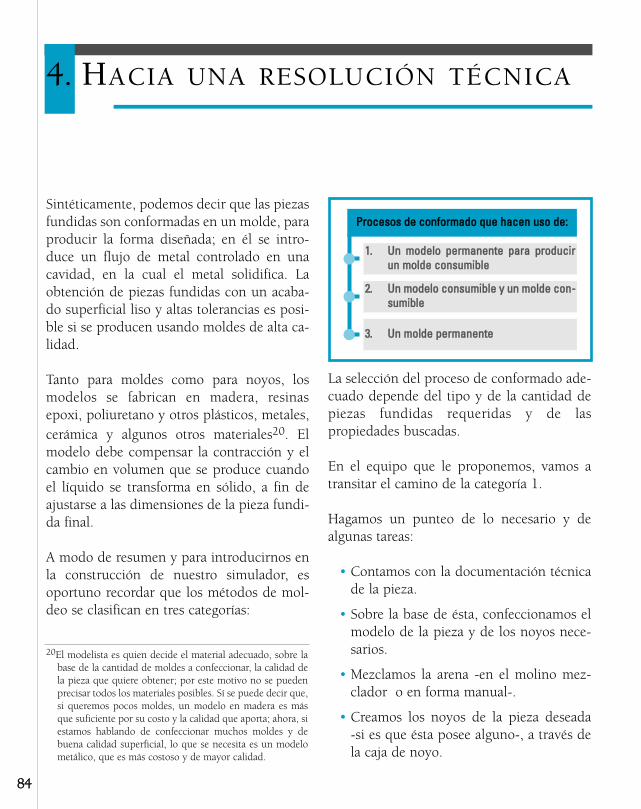
8844
Sintéticamente, podemos decir que las piezasfundidas son conformadas en un molde, paraproducir la forma diseñada; en él se intro-duce un flujo de metal controlado en unacavidad, en la cual el metal solidifica. Laobtención de piezas fundidas con un acaba-do superficial liso y altas tolerancias es posi-ble si se producen usando moldes de alta ca-lidad.
Tanto para moldes como para noyos, losmodelos se fabrican en madera, resinasepoxi, poliuretano y otros plásticos, metales,cerámica y algunos otros materiales20. Elmodelo debe compensar la contracción y elcambio en volumen que se produce cuandoel líquido se transforma en sólido, a fin deajustarse a las dimensiones de la pieza fundi-da final.
A modo de resumen y para introducirnos enla construcción de nuestro simulador, esoportuno recordar que los métodos de mol-deo se clasifican en tres categorías:
La selección del proceso de conformado ade-cuado depende del tipo y de la cantidad depiezas fundidas requeridas y de laspropiedades buscadas.
En el equipo que le proponemos, vamos atransitar el camino de la categoría 1.
Hagamos un punteo de lo necesario y dealgunas tareas:
• Contamos con la documentación técnicade la pieza.
• Sobre la base de ésta, confeccionamos elmodelo de la pieza y de los noyos nece-sarios.
• Mezclamos la arena -en el molino mez-clador o en forma manual-.
• Creamos los noyos de la pieza deseada-si es que ésta posee alguno-, a través dela caja de noyo.
4. HACIA UNA RESOLUCIÓN TÉCNICA
20El modelista es quien decide el material adecuado, sobre labase de la cantidad de moldes a confeccionar, la calidad dela pieza que quiere obtener; por este motivo no se puedenprecisar todos los materiales posibles. Sí se puede decir que,si queremos pocos moldes, un modelo en madera es másque suficiente por su costo y la calidad que aporta; ahora, siestamos hablando de confeccionar muchos moldes y debuena calidad superficial, lo que se necesita es un modelometálico, que es más costoso y de mayor calidad.
11.. UUnn mmooddeelloo ppeerrmmaanneennttee ppaarraa pprroodduucciirruunn mmoollddee ccoonnssuummiibbllee
PPrroocceessooss ddee ccoonnffoorrmmaaddoo qquuee hhaacceenn uussoo ddee::
22.. UUnn mmooddeelloo ccoonnssuummiibbllee yy uunn mmoollddee ccoonn--ssuummiibbllee
33.. UUnn mmoollddee ppeerrmmaanneennttee
8855
• Con el modelo realizado -generalmenteen aluminio, madera, poliestirenoexpandido-, introducimos arena en elsobre y en el bajero, para poder generarel positivo y el negativo (llamados así enal jerga de la fundición).
• Retiramos el modelo; quedan, así, el po-sitivo y el negativo de la pieza en arenamezclada con aglutinantes.
• Pintamos el positivo y el negativo conpintura al agua o al alcohol, según la ter-minación que deseemos dar a la pieza.
• En el positivo generado, realizamos loscanales de colada, y la colocación demazarotas, ataques. Esperamos que laarena endurezca del todo.
• Una vez que el proceso anterior con-cluyó, pintamos las caras de contacto conel acero líquido con una pintura especialpara proteger al molde del calor.
• Cerramos el molde con un pegamentoespecial para altas temperaturas.
• Colocamos los bebederos para podercolar la pieza.
PPiinnttuurraass rreeffrraaccttaarriiaass2211
Las pinturas para la industria de la fundición constituyen una amplia gama de recubrimien-tos refractarios que se aplican de muy diferentes maneras a las superficies de moldes ymachos que están en contacto con el metal fundido. El motivo de utilizar estos recubri-mientos, no es otro que el de mejorar la calidad de las piezas fundidas.
En función del tipo de diluyente utilizado, se pueden diferenciar dos grandes familias de pin-turas:
• pinturas al agua (secado en estufa) y
• pinturas al alcohol (secado al aire o flameando los machos).
Dentro de cada familia hay una gran cantidad de pinturas en función, fundamentalmente, delos tipos de materiales refractarios y de la manera en que la pintura va a ser aplicada(brocha, vertido, pistola, inmersión). Las características de las pinturas se acondicionan enfunción del sistema de aplicación.
La pintura se comercializa en pasta, con el grado de dilución necesaria y, en algunas oca-siones, en polvo. Se clasifican de la siguiente manera:
• Pinturas al agua y al alcohol de base zirconio (ZrSiO4), para piezas de acero y piezaspesadas de fundición.
21Adaptado de wwwwww..iillaarrdduuyyaa..ccoomm
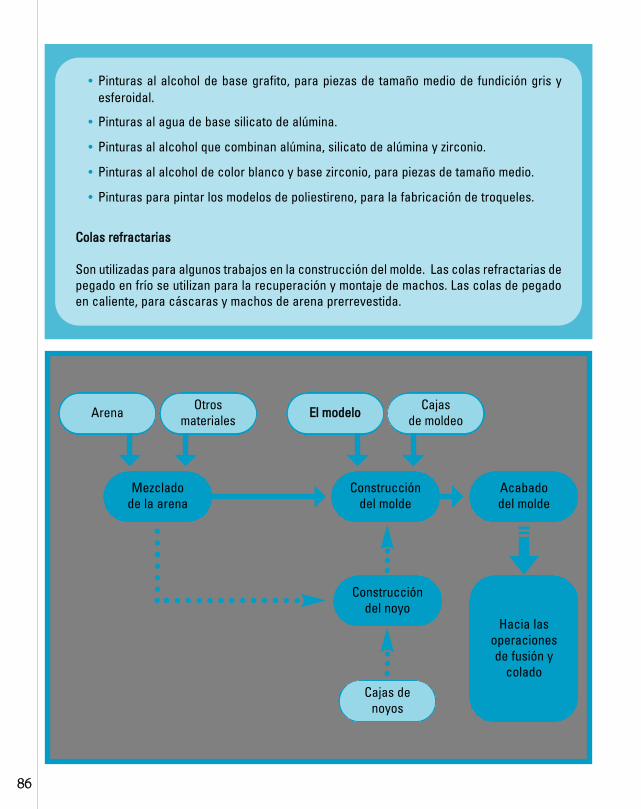
8866
• Pinturas al alcohol de base grafito, para piezas de tamaño medio de fundición gris yesferoidal.
• Pinturas al agua de base silicato de alúmina.
• Pinturas al alcohol que combinan alúmina, silicato de alúmina y zirconio.
• Pinturas al alcohol de color blanco y base zirconio, para piezas de tamaño medio.
• Pinturas para pintar los modelos de poliestireno, para la fabricación de troqueles.
CCoollaass rreeffrraaccttaarriiaass
Son utilizadas para algunos trabajos en la construcción del molde. Las colas refractarias depegado en frío se utilizan para la recuperación y montaje de machos. Las colas de pegadoen caliente, para cáscaras y machos de arena prerrevestida.
Arena Otrosmateriales EEll mmooddeelloo Cajas
de moldeo
Acabadodel molde
Construccióndel molde
Mezcladode la arena
Construccióndel noyo
Cajas denoyos
Hacia lasoperacionesde fusión y
colado
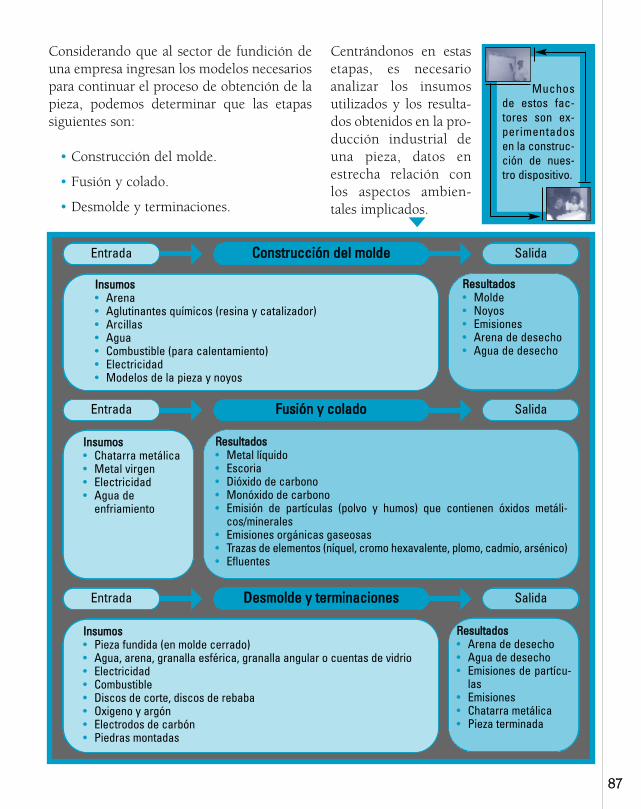
8877
Considerando que al sector de fundición deuna empresa ingresan los modelos necesariospara continuar el proceso de obtención de lapieza, podemos determinar que las etapassiguientes son:
• Construcción del molde.
• Fusión y colado.
• Desmolde y terminaciones.
Centrándonos en estasetapas, es necesarioanalizar los insumosutilizados y los resulta-dos obtenidos en la pro-ducción industrial deuna pieza, datos enestrecha relación conlos aspectos ambien-tales implicados.
Muchosde estos fac-tores son ex-perimentadosen la construc-ción de nues-tro dispositivo.
Entrada CCoonnssttrruucccciióónn ddeell mmoollddee Salida
IInnssuummooss• Arena• Aglutinantes químicos (resina y catalizador)• Arcillas• Agua• Combustible (para calentamiento)• Electricidad• Modelos de la pieza y noyos
RReessuullttaaddooss• Molde• Noyos• Emisiones• Arena de desecho• Agua de desecho
IInnssuummooss• Chatarra metálica• Metal virgen• Electricidad• Agua de
enfriamiento
RReessuullttaaddooss• Metal líquido• Escoria• Dióxido de carbono• Monóxido de carbono• Emisión de partículas (polvo y humos) que contienen óxidos metáli-
cos/minerales• Emisiones orgánicas gaseosas• Trazas de elementos (níquel, cromo hexavalente, plomo, cadmio, arsénico)• Efluentes
IInnssuummooss• Pieza fundida (en molde cerrado)• Agua, arena, granalla esférica, granalla angular o cuentas de vidrio• Electricidad• Combustible• Discos de corte, discos de rebaba• Oxigeno y argón• Electrodos de carbón• Piedras montadas
RReessuullttaaddooss• Arena de desecho• Agua de desecho• Emisiones de partícu-
las• Emisiones• Chatarra metálica• Pieza terminada
Entrada FFuussiióónn yy ccoollaaddoo Salida
Entrada DDeessmmoollddee yy tteerrmmiinnaacciioonneess Salida
EEnn llaa iinndduussttrriiaa,, eenn eell ttaalllleerrddee ffuunnddiicciióónn
A continuación detallamos las etapas de tra-bajo a desarrollar con el equipo.
DDiisseeññoo ddeell ccoonnjjuunnttoo.. DDiisseeññoo ddee llaass ppiieezzaass ddeellccoonnjjuunnttoo.. DDooccuummeennttaacciióónn ttééccnniiccaa ((ddiisseeññoottééccnniiccoo)) ddee llaa ppiieezzaa aa ffuunnddiirr. Al diseñar lapieza son muchos los factores a considerar-desde la imagen que se quiere transmitirhasta la resistencia, para lo cual se realizanlos cálculos necesarios y se define la docu-mentación técnica22 para el modelista omatricero-. Aquí es fundamental una buenasintonía entre el fundidor, el modelista, elmatricero y el diseñador. Este último debeconocer adecuadamente la técnica de fundi-ción, con la finalidad de que pueda prever lalimitación del costo, la perfección del mode-lo, la reducción de piezas defectuosas o dese-chos, y la calidad de las piezas.
CCoonnffeecccciióónn ddeell mmooddeelloo. Después de las co-rrespondientes comprobaciones, el diseñopasa al modelista -si el modelo se construyeen madera- o al matricero especializado -si seconstruye en metal-. Ambos actúan en cola-boración con la fundición, ya que el modelose construye teniendo en cuenta el sistema demoldeo que adoptará el fundidor, el grado de
contracción del metal y los espesores demecanización que sean necesarios; además,si la pieza es hueca, es el modelista quienconfecciona la correspondiente caja denoyos.
PPrreeppaarraacciióónn ddee llaass ccaajjaass mmoollddee yy ccaajjaass ddeennooyyooss2233.. PPrreeppaarraacciióónn ddee llaa aarreennaa..CCoonnssttrruucccciióónn ddeell mmoollddee.. AAccaabbaaddoo ssuuppeerrffiicciiaallddeell mmoollddee yy rreettooqquueess.. AArrmmaaddoo ddeell mmoollddee((ccoollooccaacciióónn ddeell nnooyyoo eenn llaa ccaavviiddaadd,, uunniióónn ddeeppaarrtteess ddeell mmoollddee)). Una vez concluidos tantoel modelo como la caja de noyos y realizadastodas las comprobaciones, éstos pasan alconstructor del molde (moldeador), quienhace la reproducción en negativo. Para esto,prepara la arena -para el caso de moldes per-didos (aquellos que se utilizan sólo una vez yse destruyen), añadiéndole las materias ade-cuadas para que adquiera las propiedadesconvenientes para el buen éxito de la colada:permeabilidad, cohesión, refractariedad ydureza.
Con la arena preparada, modelo, caja y he-rramientas, se procede a la construcción delmolde. Una vez finalizado éste es necesariolevantar la caja, extraer el modelo, perfilar yasentar las partes arrancadas, colocar loseventuales noyos destinados a formar loshuecos en el interior de las piezas y cerrarlo.Esta operación recibe el nombre de retoque demolde o recomposición de la forma.
Ya está todo preparado para la colada;entonces, se disponen adecuadamente loscomponentes en la cancha de colada, toman-do todas las precauciones necesarias de acuer-do con las normas del taller de fundición.
8888
22 Los planos de fabricación señalan las dimensiones finales delas piezas a colar. Para evitar largos cálculos, los modelistasemplean unas reglas especialmente graduadas. A la longitudnormal del metro se añade la contracción del materialempleado y se divide en partes iguales. Por ejemplo: si lapieza fuera realizada en hierro fundido -cuyo grado de con-tracción es de 10 mm por metro-, se deben añadir 10 mm alos 1000 mm del metro normal. Por lo tanto, con una barrade 1 metro de largo, el modelista dará al modelo una longi-tud de 1010 mm. 23Disposición del molde para la colada.
PPrreeppaarraacciióónn ddeell mmeettaall lliiqquuiiddoo ((ffuussiióónn)). Elmetal se calienta a temperatura de fusión; esdecir, se reduce del estado sólido al líquido.Esta operación puede realizarse en un hornode combustible o en un horno eléctrico; cadatipo de horno posee sus características, susventajas, sus inconvenientes, sus exigencias ysus aplicaciones particulares.
CCoollaaddaa. Cuando el molde está repasado ycerrado sólidamente de modo que resista lapresión metalostática, se puede introducir elmetal fundido en él, a través de una o másaberturas de colada (bebedero) previamentedispuestas en el molde.
EEnnffrriiaammiieennttoo yy ssoolliiddiiffiiccaacciióónn. Después de lacolada, se espera que la pieza solidifique y seenfríe en el molde. Las piezas pequeñas, demolde especial, se vacían en moldes decoquilla, y solidifican y enfrían en pocosinstantes. Las mayores, coladas en moldes dearena, requieren algunas horas, más o menos,según sus dimensiones. En cuanto a laspiezas macizas de gran tamaño, éstas no sonaccesibles a las operaciones posteriores másque al cabo de algunos días.
DDeessmmoollddee ddee llaa ppiieezzaa. Cuando la pieza se hasolidificado y enfriado hasta el punto depoder ser manipulada sin peligro, se procedeal desmolde, ya se trate de coquillas o decajas. Para realizar esta operación, despuésde levantar la caja se rompe el molde dearena con un martillo o una barra adecuada.Los moldes permanentes de yeso y lascoquillas metálicas sólo han de abrirse yaque, después de sacada la pieza, son utiliza-dos nuevamente.
AAccaabbaaddoo.. TTrraattaammiieennttooss ttéérrmmiiccooss.. RReeccuubbrrii--
mmiieennttooss yy ssiimmiillaarreess. La pieza extraída delmolde está áspera, tiene incrustaciones dearena y rebabas que corresponden a las jun-tas de la caja o de la coquilla, y lleva unidosbebederos, cargadores y mazarotas. Es nece-sario pulir la pieza, desprender los bebederosy los cargadores, desbarbarla, limpiarla conel chorro de arena... con el objeto de mejorarsu aspecto y de hacerla apta para los proce-sos sucesivos. Algunas veces, las piezas hande ser sometidas a tratamientos térmicos (alrecocido, el acero y el hierro fundido coladoen la coquilla; al reposo o maduración artifi-cial y a tratamiento térmico, las aleaciones dealuminio) o ser recubiertas por materialesprotectores especiales (alquitranando lostubos para conducciones de agua y de gas,esmaltando las piezas para la industriaquímica o para uso doméstico, galvanizando,estañando, etc.).
MMeeccaanniizzaacciióónn. Las piezas destinadas a la fa-bricación de alguna máquina pasan, final-mente, al taller, para su mecanización pormedio de máquinas-herramientas. Estamecanización tiene por objeto dimensionarexactamente la pieza para que ajuste ade-cuadamente y para asegurar, con ello, el per-fecto funcionamiento.
¿Por qué estamos deteniéndonos en la pro-ducción industrial? Porque, en EducaciónTecnológica, esta producción es nuestra re-ferencia, nuestro contexto, nuestra realidad;en ella surgen los problemas a los que debe-mos dar solución.
Por supuesto, este contexto no se repite en losámbitos educativos, por diversos motivos;uno de ellos es la falta de equipos para con-cluir una actividad en términos reales.
8899
NNuueessttrroo ssiimmuullaaddoorr ddeeffuunnddiicciióónn
Vale la pena a-clarar que la cons-trucción y la uti-lización de estesimulador de fun-dición fuera deuna secuencia di-dáctica que inclu-ya el proyecto deuna pieza comosituación proble-mática, no nos va a permitir transitar loscaminos de una Educación Tecnológicapropia de los tiempos que corren.
11.. DDooccuummeennttaacciióónn ttééccnniiccaa ddee llaa ppiieezzaa aa ffuunnddiirr
El plano técnico es de fundamental impor-tancia para lograr la pieza. Lo más impor-tante a tener en cuenta es que este plano nosindica todos los datos necesarios para lapieza terminada, aquella que se utilizará enun producto o que, incluso, es el productofinal terminado.
¿Por qué aclaramos esto que para la edu-cación técnico-profesional es básico? Porque,antes de comenzar a realizar el modelo debe-mos considerar el material; y, cómo éste nosda la información de la contracción, porquelas medidas de este plano no van a ser las delmodelo. Éste debe ser un poco más grande
9900
En este material de capacitaciónhemos optado por detenernos, prin-
cipalmente, en el concepto de molde, traba-jar una serie de contenidos relacionadoscon éste y, con la premisa de que encualquier escuela se pueda recrear un con-texto industrial, concluimos en un ssiimmuu--llaaddoorr que prescinde de equipos específicos-como puede ser un horno de fusión-, peroque no los excluye, ya que la teoría con laque acompañamos este recurso didácticopermite su contextualización indus-trial.
En la parte 3 de nues-tra obra le hemos pro-puesto una secuenciade trabajo que per-mite la construccióndel equipo dentro deuna acción de proyec-to tecnológico, propiade la educación técni-co-profesional.
11.. DDooccuummeennttaacciióónn ttééccnniiccaa ddee llaa ppiieezzaa aaffuunnddiirr..
EEttaappaass ppaarraa llaa ccoonnssttrruucccciióónn ddeell ssiimmuullaaddoorr ddeeffuunnddiicciióónn
22.. CCoonnssttrruucccciióónn ddeell mmooddeelloo eenn mmaaddeerraa((ppiieezzaa yy nnooyyoo))..
33.. CCoommpprroobbaacciióónn ddeell mmooddeelloo..
44.. CCoonnssttrruucccciióónn ddee llaass ccaajjaass ddee mmoollddeeoo,, eennmmaaddeerraa ((ssoobbrree yy bbaajjeerraa))..
55.. CCoonnssttrruucccciióónn ddee llaa ccaajjaa ddee nnooyyooss,,eenn mmaaddeerraa..
66.. PPrroocceessoo ddee ccoonnssttrruucccciióónn ddeell mmoollddee,,eenn yyeessoo..
77.. FFuussiióónn yy ccoollaaddaa ddee ppaarraaffiinnaa..
88.. DDeessmmoollddee..
99.. CCoommpprroobbaacciióónn ddee llaa ppiieezzaa..
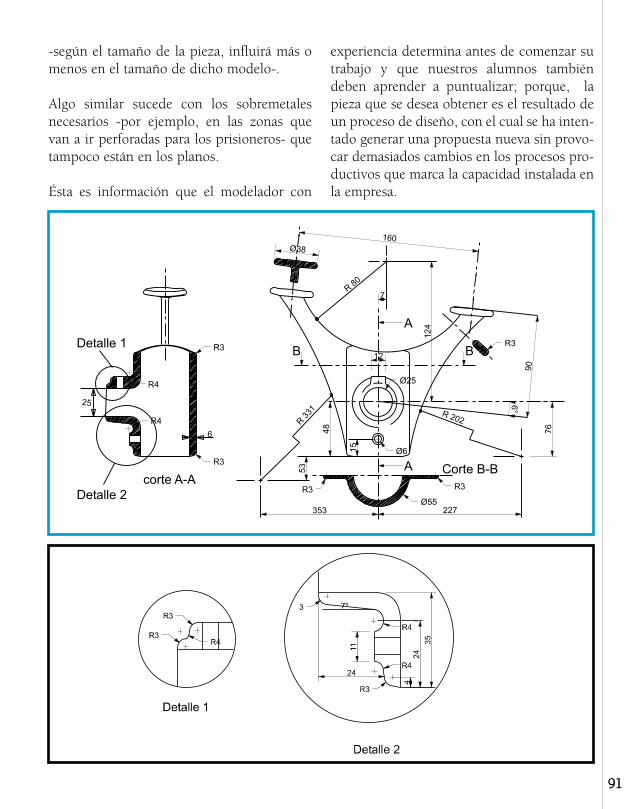
9911
-según el tamaño de la pieza, influirá más omenos en el tamaño de dicho modelo-.
Algo similar sucede con los sobremetalesnecesarios -por ejemplo, en las zonas quevan a ir perforadas para los prisioneros- quetampoco están en los planos.
Ésta es información que el modelador con
experiencia determina antes de comenzar sutrabajo y que nuestros alumnos tambiéndeben aprender a puntualizar; porque, lapieza que se desea obtener es el resultado deun proceso de diseño, con el cual se ha inten-tado generar una propuesta nueva sin provo-car demasiados cambios en los procesos pro-ductivos que marca la capacidad instalada enla empresa.
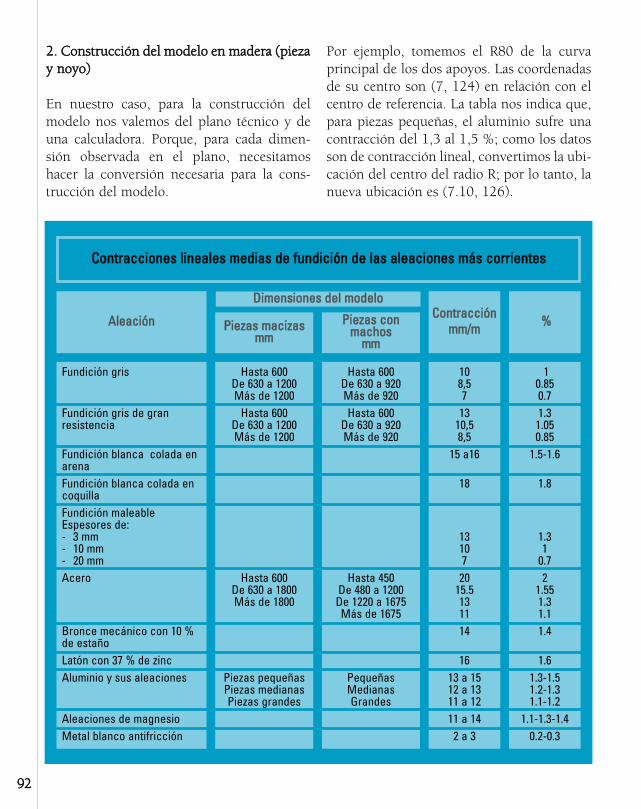
9922
22.. CCoonnssttrruucccciióónn ddeell mmooddeelloo eenn mmaaddeerraa ((ppiieezzaayy nnooyyoo))
En nuestro caso, para la construcción delmodelo nos valemos del plano técnico y deuna calculadora. Porque, para cada dimen-sión observada en el plano, necesitamoshacer la conversión necesaria para la cons-trucción del modelo.
Por ejemplo, tomemos el R80 de la curvaprincipal de los dos apoyos. Las coordenadasde su centro son (7, 124) en relación con elcentro de referencia. La tabla nos indica que,para piezas pequeñas, el aluminio sufre unacontracción del 1,3 al 1,5 %; como los datosson de contracción lineal, convertimos la ubi-cación del centro del radio R; por lo tanto, lanueva ubicación es (7.10, 126).
Fundición gris
Fundición gris de granresistencia
Fundición blanca colada enarenaFundición blanca colada encoquillaFundición maleableEspesores de:- 3 mm- 10 mm- 20 mmAcero
Bronce mecánico con 10 %de estañoLatón con 37 % de zincAluminio y sus aleaciones
Aleaciones de magnesioMetal blanco antifricción
Hasta 600De 630 a 1200Más de 1200
Hasta 600De 630 a 1200Más de 1200
Hasta 600De 630 a 1800Más de 1800
Piezas pequeñasPiezas medianasPiezas grandes
Hasta 600De 630 a 920Más de 920Hasta 600
De 630 a 920Más de 920
Hasta 450De 480 a 1200
De 1220 a 1675Más de 1675
Pequeñas MedianasGrandes
108,5713
10,58,5
15 a16
18
1310720
15.5131114
1613 a 1512 a 1311 a 1211 a 14
2 a 3
10.850.71.31.050.85
1.5-1.6
1.8
1.31
0.72
1.551.31.11.4
1.61.3-1.51.2-1.31.1-1.2
1.1-1.3-1.40.2-0.3
CCoonnttrraacccciioonneess lliinneeaalleess mmeeddiiaass ddee ffuunnddiicciióónn ddee llaass aalleeaacciioonneess mmááss ccoorrrriieenntteess
AAlleeaacciióónn PPiieezzaass mmaacciizzaassmmmm
PPiieezzaass ccoonnmmaacchhooss
mmmm
CCoonnttrraacccciióónnmmmm//mm %%
DDiimmeennssiioonneess ddeell mmooddeelloo
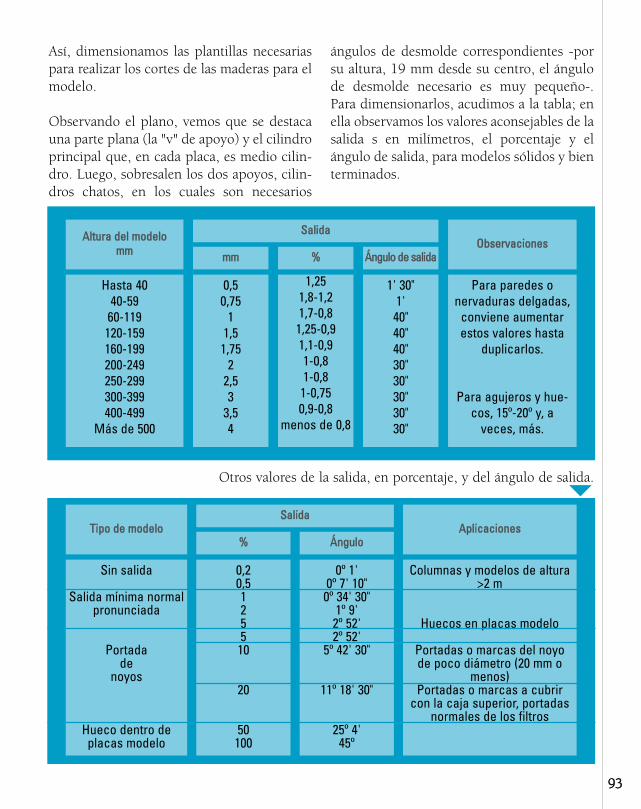
9933
Así, dimensionamos las plantillas necesariaspara realizar los cortes de las maderas para elmodelo.
Observando el plano, vemos que se destacauna parte plana (la "v" de apoyo) y el cilindroprincipal que, en cada placa, es medio cilin-dro. Luego, sobresalen los dos apoyos, cilin-dros chatos, en los cuales son necesarios
ángulos de desmolde correspondientes -porsu altura, 19 mm desde su centro, el ángulode desmolde necesario es muy pequeño-.Para dimensionarlos, acudimos a la tabla; enella observamos los valores aconsejables de lasalida s en milímetros, el porcentaje y elángulo de salida, para modelos sólidos y bienterminados.
Otros valores de la salida, en porcentaje, y del ángulo de salida.
Sin salida
Salida mínima normalpronunciada
Portadade
noyos
Hueco dentro deplacas modelo
0,20,51255
10
20
50100
0º 1'0º 7' 10"
0º 34' 30"1º 9'
2º 52'2º 52'
5º 42' 30"
11º 18' 30"
25º 4'45º
Columnas y modelos de altura>2 m
Huecos en placas modelo
Portadas o marcas del noyode poco diámetro (20 mm o
menos)Portadas o marcas a cubrir
con la caja superior, portadasnormales de los filtros
TTiippoo ddee mmooddeelloo%% ÁÁnngguulloo
SSaalliiddaaAApplliiccaacciioonneess
Hasta 4040-59
60-119120-159160-199200-249250-299300-399400-499
Más de 500
0,50,75
11,5
1,752
2,53
3,54
1,251,8-1,21,7-0,8
1,25-0,91,1-0,91-0,81-0,8
1-0,750,9-0,8
menos de 0,8
Para paredes onervaduras delgadas,
conviene aumentarestos valores hasta
duplicarlos.
Para agujeros y hue-cos, 15º-20º y, a
veces, más.
AAllttuurraa ddeell mmooddeelloo mmmm mmmm %%
SSaalliiddaaOObbsseerrvvaacciioonneess
1' 30"1'
40"40"40"30"30"30"30"30"
ÁÁnngguulloo ddee ssaalliiddaa
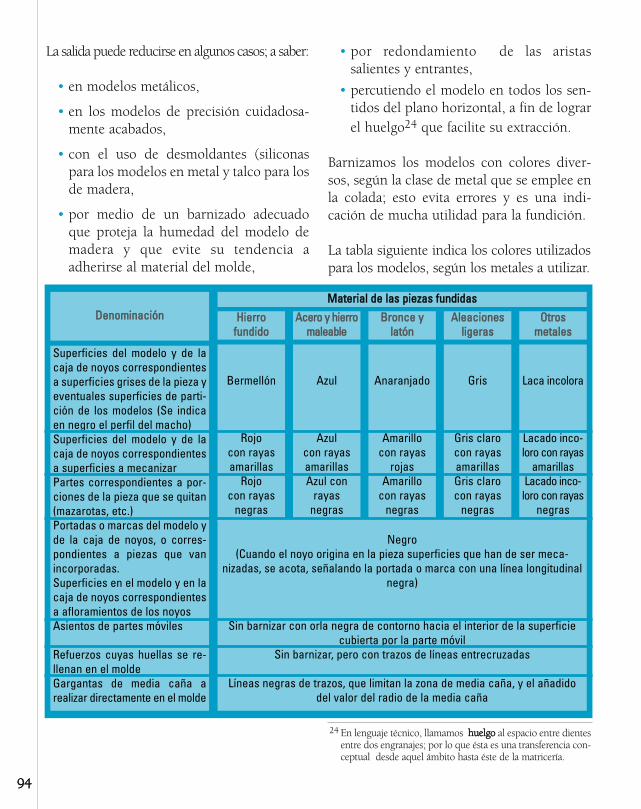
9944
La salida puede reducirse en algunos casos; a saber:
• en modelos metálicos,
• en los modelos de precisión cuidadosa-mente acabados,
• con el uso de desmoldantes (siliconaspara los modelos en metal y talco para losde madera,
• por medio de un barnizado adecuadoque proteja la humedad del modelo demadera y que evite su tendencia aadherirse al material del molde,
• por redondamiento de las aristassalientes y entrantes,
• percutiendo el modelo en todos los sen-tidos del plano horizontal, a fin de lograrel huelgo24 que facilite su extracción.
Barnizamos los modelos con colores diver-sos, según la clase de metal que se emplee enla colada; esto evita errores y es una indi-cación de mucha utilidad para la fundición.
La tabla siguiente indica los colores utilizadospara los modelos, según los metales a utilizar.
24 En lenguaje técnico, llamamos hhuueellggoo al espacio entre dientesentre dos engranajes; por lo que ésta es una transferencia con-ceptual desde aquel ámbito hasta éste de la matricería.
Superficies del modelo y de lacaja de noyos correspondientesa superficies grises de la pieza yeventuales superficies de parti-ción de los modelos (Se indicaen negro el perfil del macho) Superficies del modelo y de lacaja de noyos correspondientesa superficies a mecanizarPartes correspondientes a por-ciones de la pieza que se quitan(mazarotas, etc.)Portadas o marcas del modelo yde la caja de noyos, o corres-pondientes a piezas que vanincorporadas.Superficies en el modelo y en lacaja de noyos correspondientesa afloramientos de los noyosAsientos de partes móviles
Refuerzos cuyas huellas se re-llenan en el moldeGargantas de media caña arealizar directamente en el molde
Bermellón
Rojocon rayasamarillas
Rojocon rayas
negras
Azul
Azulcon rayasamarillasAzul con
rayasnegras
DDeennoommiinnaacciióónn HHiieerrrrooffuunnddiiddoo
AAcceerroo yy hhiieerrrroommaalleeaabbllee
MMaatteerriiaall ddee llaass ppiieezzaass ffuunnddiiddaass
Anaranjado
Amarillocon rayas
rojasAmarillo
con rayasnegras
BBrroonnccee yyllaattóónn
Gris
Gris clarocon rayasamarillasGris clarocon rayas
negras
Laca incolora
Lacado inco-loro con rayas
amarillasLacado inco-loro con rayas
negras
AAlleeaacciioonneesslliiggeerraass
OOttrroossmmeettaalleess
Negro (Cuando el noyo origina en la pieza superficies que han de ser meca-
nizadas, se acota, señalando la portada o marca con una línea longitudinalnegra)
Sin barnizar con orla negra de contorno hacia el interior de la superficiecubierta por la parte móvil
Sin barnizar, pero con trazos de líneas entrecruzadas
Líneas negras de trazos, que limitan la zona de media caña, y el añadidodel valor del radio de la media caña
Si queremos la mejor precisión, es indispen-sable que los modelos sean igualmente exac-tos, y que conserven este rasgo mientrasestén en uso e, incluso, durante su almace-namiento.
Por lo tanto, los modelos de madera debenconstruirse en madera sometida a un secadoconveniente y pintarse con un barniz imper-meable.
También es importante que la tarea de nues-tros alumnos se ajuste a los criterios para laconstrucción del modelo, que son distintossegún hayan de servir para una sola pieza,decenas o miles.
Si una pieza ha de utilizarse en bruto -o sea,tal como queda luego de desbarbada ylimpia-, el modelo no necesita una pre-paración especial; pero sí, en cambio, ha deser mecanizada en una o más superficies,debe darse al modelo un espesor suplemen-tario o de mecanización, que suele estar com-prendido entre los 3 y 8 mm -aunque en laspiezas de precisión puede quedar reducido auna pocas décimas-.
En esta instancia, situémonos en la empresa.En plena decisión de construcción del mo-delo, su costo ya no es tema de discusión:Una vez que se ha escogido el tipo de cons-trucción, según el servicio que el modelo vaa prestar, no se deben hacer economías parahacerlo perfectamente adecuado al fin; estadecisión ahorra trabajo al modelador delmolde, evita errores y piezas defectuosas,reduce espesores de mecanización y manipu-laciones posteriores de la pieza, aumenta ladurabilidad del modelo y proporciona piezasde mejor aspecto, calidad y peso.
Ya hemos hecho hincapié en las precaucionescon respecto a las dimensiones relevadas delplano, y a normas y códigos referidos a losmodelos, que son de fundamental importan-cia a la hora de pleno trabajo en el taller defundición. Ahora, antes de la comprobacióndel modelo, debemos construirlo; en nuestrocaso, con iguales características que en unmedio productivo, aún cuando entran enjuego aspectos artesanales muy ligados a lacarpintería, ya que ésta es la opción quehemos tomado.
Optamos por la utilización de MDF (tablerosde fibra de densidad media) de distintosespesores y madera natural. Entonces:
• Utilizando las plantillas confeccionadassobre la base del plano, dibujamos sobrela madera las piezas necesarias para elrelieve de la placa modelo.
• Realizamos el corte de cada una.
• Confeccionamos la media caña.
• Confeccionamos el cono trunco.
• Preparamos una placa de 320 x 280 mmx 15 mm de espesor, la que oficiará deplaca modelo.
• Preparamos los tarugos guía.
• Sobre la placa, marcamos con precisióndónde realizaremos los orificios de lostarugos.
• Realizamos las dos partes planas iguales,las que irán en ambas placas.
• Las ubicamos exactamente, mediantecoordenadas, sobre las placas.
• Estas coordenadas deben permitir queubiquemos las medias cañas.
9955
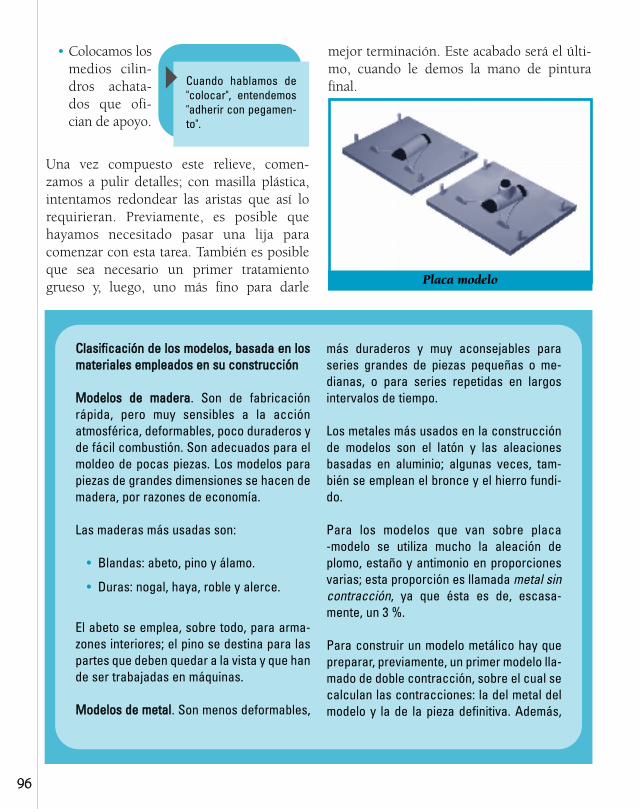
9966
• Colocamos losmedios cilin-dros achata-dos que ofi-cian de apoyo.
Una vez compuesto este relieve, comen-zamos a pulir detalles; con masilla plástica,intentamos redondear las aristas que así lorequirieran. Previamente, es posible quehayamos necesitado pasar una lija paracomenzar con esta tarea. También es posibleque sea necesario un primer tratamientogrueso y, luego, uno más fino para darle
mejor terminación. Este acabado será el últi-mo, cuando le demos la mano de pinturafinal.Cuando hablamos de
"colocar", entendemos"adherir con pegamen-to".
Placa modelo
CCllaassiiffiiccaacciióónn ddee llooss mmooddeellooss,, bbaassaaddaa eenn lloossmmaatteerriiaalleess eemmpplleeaaddooss eenn ssuu ccoonnssttrruucccciióónn
MMooddeellooss ddee mmaaddeerraa. Son de fabricaciónrápida, pero muy sensibles a la acciónatmosférica, deformables, poco duraderos yde fácil combustión. Son adecuados para elmoldeo de pocas piezas. Los modelos parapiezas de grandes dimensiones se hacen demadera, por razones de economía.
Las maderas más usadas son:
• Blandas: abeto, pino y álamo.
• Duras: nogal, haya, roble y alerce.
El abeto se emplea, sobre todo, para arma-zones interiores; el pino se destina para laspartes que deben quedar a la vista y que hande ser trabajadas en máquinas.
MMooddeellooss ddee mmeettaall. Son menos deformables,
más duraderos y muy aconsejables paraseries grandes de piezas pequeñas o me-dianas, o para series repetidas en largosintervalos de tiempo.
Los metales más usados en la construcciónde modelos son el latón y las aleacionesbasadas en aluminio; algunas veces, tam-bién se emplean el bronce y el hierro fundi-do.
Para los modelos que van sobre placa-modelo se utiliza mucho la aleación deplomo, estaño y antimonio en proporcionesvarias; esta proporción es llamada metal sincontracción, ya que ésta es de, escasa-mente, un 3 %.
Para construir un modelo metálico hay quepreparar, previamente, un primer modelo lla-mado de doble contracción, sobre el cual secalculan las contracciones: la del metal delmodelo y la de la pieza definitiva. Además,
9977
hay que prever los espesores suplementar-ios de mecanización para una y otra.
MMooddeellooss ddee rreessiinnaass ssiinnttééttiiccaass ((cceemmeennttoo,,yyeessoo,, eettcc..)). Éstos se utilizan para la confec-ción de placas-modelo, principalmente.
La cera de abejas, sola o mezclada conparafina y resina, se emplea en el molde encera perdida, en la fundición artística y en lamicrofusión.
La resina y las mezclas a base de este mate-rial (fenólicas, acetilenas y polivinílicas) sonmuy poco usadas en la construcción demodelos.
MMooddeellooss ssiimmpplliiffiiccaaddooss yy ppeerrddiiddooss. Cuandolas piezas a obtener son una sola o muypocas, o son de gran tamaño se recurre, poreconomía, a los modelos simplificados o alos modelos perdidos; por lo tanto, los mo-delos pueden clasificarse también en:
• Modelos al natural, enteros o divididos,con o sin caja de noyos.
• Modelos simplificados, con o sin cajade machos.
• Modelos perdidos, con o sin caja demachos.
MMooddeellooss ssiimmpplliiffiiccaaddooss ccoonnssttiittuuiiddooss ppoorr uunnaaaarrmmaazzóónn oo eessqquueelleettoo. Sirven al fundidor pa-ra construir un falso modelo con el materialde moldeo; de éste se hace el molde defini-
tivo que, a su vez, cuando se trata de unapieza hueca, se adopta como caja de noyospara fabricar el noyo.
MMooddeellooss ssiimmpplliiffiiccaaddooss ffoorrmmaaddooss ppoorr uunnaatteerrrraajjaa oo ccaalliibbrree. Están trazados sobre unatabla de madera aplicada a un soporte quegira en torno a un eje, cuando la pieza es unsólido de revolución.
MMooddeellooss ssiimmpplliiffiiccaaddooss ffoorrmmaaddooss ppoorr uunnaappllaannttiillllaa. Están trazados en una tabla demadera que corre por guías adecuadas.
MMooddeellooss ppeerrddiiddooss. Aquellos que quedandestruidos en el acto mismo de la colada,porque están hechos con materialesfusibles25 o combustibles, y no deben ex-traerse del molde antes de la colada. Elmaterial más usado es la cera, que da lugaral moldeo en cera perdida. Otro criterio es lautilización de modelos en poliestirenoexpandido que, al hacerse la colada, sedestruyen.
PPllaaccaass mmooddeellooss. Pueden ser de tres tipos:
• De una sola cara.
• De doble cara, cuando las dos mitadesde un modelo van aplicadas a las doscaras opuestas de una misma placa.
• De dos placas, cuando las dos mitadesde un modelo van aplicadas cada una asu propia placa.
25Según la Real Academia es ffuussiibbllee un material que se puede fundir; por eso, los fusibles utilizados en electricidad llevan esenombre, ya que el material del que están compuestos se funde ante el paso de mucha corriente o cortocircuito, y permite queno haya más paso de corriente.
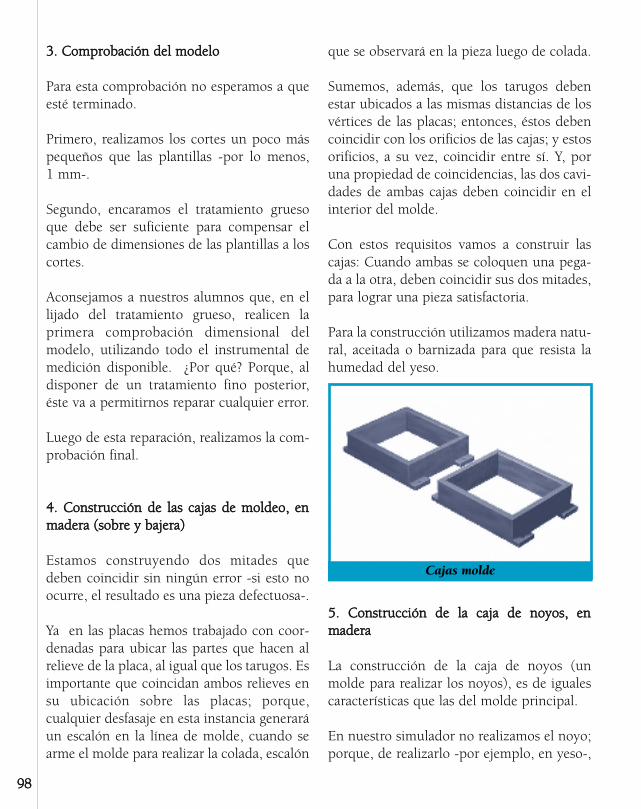
33.. CCoommpprroobbaacciióónn ddeell mmooddeelloo
Para esta comprobación no esperamos a queesté terminado.
Primero, realizamos los cortes un poco máspequeños que las plantillas -por lo menos,1 mm-.
Segundo, encaramos el tratamiento gruesoque debe ser suficiente para compensar elcambio de dimensiones de las plantillas a loscortes.
Aconsejamos a nuestros alumnos que, en ellijado del tratamiento grueso, realicen laprimera comprobación dimensional delmodelo, utilizando todo el instrumental demedición disponible. ¿Por qué? Porque, aldisponer de un tratamiento fino posterior,éste va a permitirnos reparar cualquier error.
Luego de esta reparación, realizamos la com-probación final.
44.. CCoonnssttrruucccciióónn ddee llaass ccaajjaass ddee mmoollddeeoo,, eennmmaaddeerraa ((ssoobbrree yy bbaajjeerraa))
Estamos construyendo dos mitades quedeben coincidir sin ningún error -si esto noocurre, el resultado es una pieza defectuosa-.
Ya en las placas hemos trabajado con coor-denadas para ubicar las partes que hacen alrelieve de la placa, al igual que los tarugos. Esimportante que coincidan ambos relieves ensu ubicación sobre las placas; porque,cualquier desfasaje en esta instancia generaráun escalón en la línea de molde, cuando searme el molde para realizar la colada, escalón
que se observará en la pieza luego de colada.
Sumemos, además, que los tarugos debenestar ubicados a las mismas distancias de losvértices de las placas; entonces, éstos debencoincidir con los orificios de las cajas; y estosorificios, a su vez, coincidir entre sí. Y, poruna propiedad de coincidencias, las dos cavi-dades de ambas cajas deben coincidir en elinterior del molde.
Con estos requisitos vamos a construir lascajas: Cuando ambas se coloquen una pega-da a la otra, deben coincidir sus dos mitades,para lograr una pieza satisfactoria.
Para la construcción utilizamos madera natu-ral, aceitada o barnizada para que resista lahumedad del yeso.
55.. CCoonnssttrruucccciióónn ddee llaa ccaajjaa ddee nnooyyooss,, eennmmaaddeerraa
La construcción de la caja de noyos (unmolde para realizar los noyos), es de igualescaracterísticas que las del molde principal.
En nuestro simulador no realizamos el noyo;porque, de realizarlo -por ejemplo, en yeso-,
9988
Cajas molde
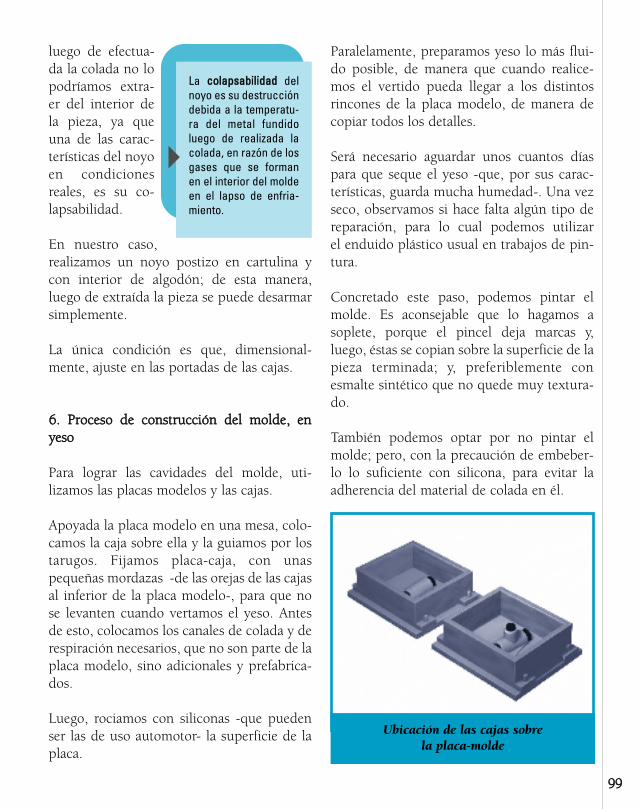
luego de efectua-da la colada no lopodríamos extra-er del interior dela pieza, ya queuna de las carac-terísticas del noyoen condicionesreales, es su co-lapsabilidad.
En nuestro caso,realizamos un noyo postizo en cartulina ycon interior de algodón; de esta manera,luego de extraída la pieza se puede desarmarsimplemente.
La única condición es que, dimensional-mente, ajuste en las portadas de las cajas.
66.. PPrroocceessoo ddee ccoonnssttrruucccciióónn ddeell mmoollddee,, eennyyeessoo
Para lograr las cavidades del molde, uti-lizamos las placas modelos y las cajas.
Apoyada la placa modelo en una mesa, colo-camos la caja sobre ella y la guiamos por lostarugos. Fijamos placa-caja, con unaspequeñas mordazas -de las orejas de las cajasal inferior de la placa modelo-, para que nose levanten cuando vertamos el yeso. Antesde esto, colocamos los canales de colada y derespiración necesarios, que no son parte de laplaca modelo, sino adicionales y prefabrica-dos.
Luego, rociamos con siliconas -que puedenser las de uso automotor- la superficie de laplaca.
Paralelamente, preparamos yeso lo más flui-do posible, de manera que cuando realice-mos el vertido pueda llegar a los distintosrincones de la placa modelo, de manera decopiar todos los detalles.
Será necesario aguardar unos cuantos díaspara que seque el yeso -que, por sus carac-terísticas, guarda mucha humedad-. Una vezseco, observamos si hace falta algún tipo dereparación, para lo cual podemos utilizarel enduido plástico usual en trabajos de pin-tura.
Concretado este paso, podemos pintar elmolde. Es aconsejable que lo hagamos asoplete, porque el pincel deja marcas y,luego, éstas se copian sobre la superficie de lapieza terminada; y, preferiblemente conesmalte sintético que no quede muy textura-do.
También podemos optar por no pintar elmolde; pero, con la precaución de embeber-lo lo suficiente con silicona, para evitar laadherencia del material de colada en él.
9999
La ccoollaappssaabbiilliiddaadd delnoyo es su destruccióndebida a la temperatu-ra del metal fundidoluego de realizada lacolada, en razón de losgases que se formanen el interior del moldeen el lapso de enfria-miento.
Ubicación de las cajas sobrela placa-molde
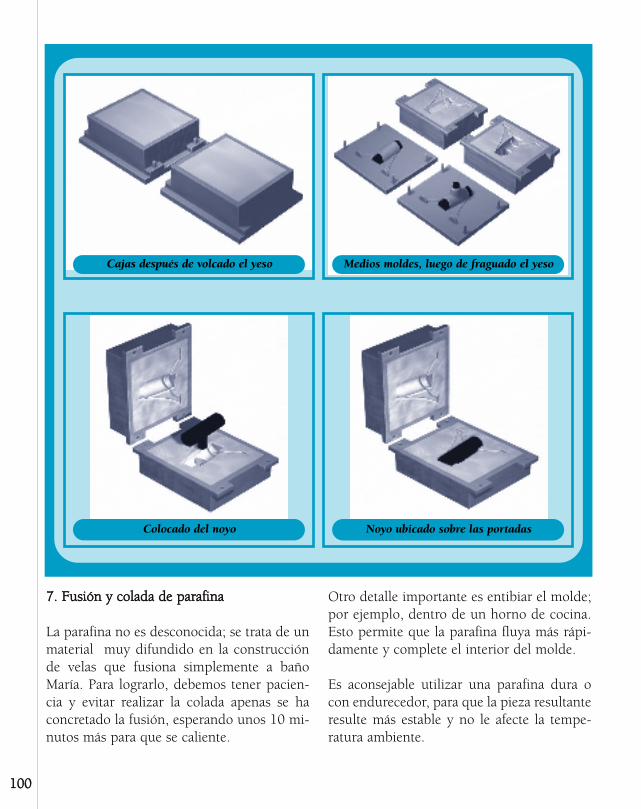
110000
77.. FFuussiióónn yy ccoollaaddaa ddee ppaarraaffiinnaa
La parafina no es desconocida; se trata de unmaterial muy difundido en la construcciónde velas que fusiona simplemente a bañoMaría. Para lograrlo, debemos tener pacien-cia y evitar realizar la colada apenas se haconcretado la fusión, esperando unos 10 mi-nutos más para que se caliente.
Otro detalle importante es entibiar el molde;por ejemplo, dentro de un horno de cocina.Esto permite que la parafina fluya más rápi-damente y complete el interior del molde.
Es aconsejable utilizar una parafina dura ocon endurecedor, para que la pieza resultanteresulte más estable y no le afecte la tempe-ratura ambiente.
Cajas después de volcado el yeso Medios moldes, luego de fraguado el yeso
Colocado del noyo Noyo ubicado sobre las portadas
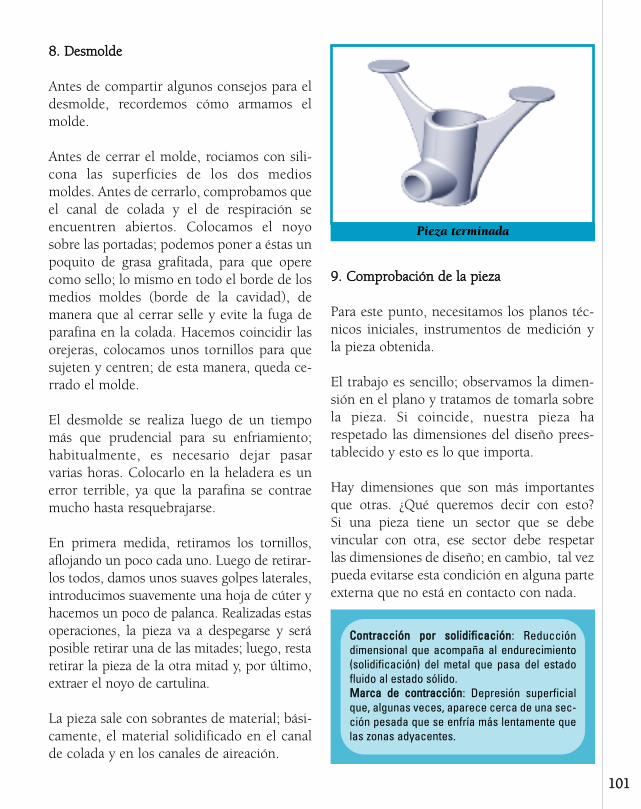
88.. DDeessmmoollddee
Antes de compartir algunos consejos para eldesmolde, recordemos cómo armamos elmolde.
Antes de cerrar el molde, rociamos con sili-cona las superficies de los dos mediosmoldes. Antes de cerrarlo, comprobamos queel canal de colada y el de respiración seencuentren abiertos. Colocamos el noyosobre las portadas; podemos poner a éstas unpoquito de grasa grafitada, para que operecomo sello; lo mismo en todo el borde de losmedios moldes (borde de la cavidad), demanera que al cerrar selle y evite la fuga deparafina en la colada. Hacemos coincidir lasorejeras, colocamos unos tornillos para quesujeten y centren; de esta manera, queda ce-rrado el molde.
El desmolde se realiza luego de un tiempomás que prudencial para su enfriamiento;habitualmente, es necesario dejar pasarvarias horas. Colocarlo en la heladera es unerror terrible, ya que la parafina se contraemucho hasta resquebrajarse.
En primera medida, retiramos los tornillos,aflojando un poco cada uno. Luego de retirar-los todos, damos unos suaves golpes laterales,introducimos suavemente una hoja de cúter yhacemos un poco de palanca. Realizadas estasoperaciones, la pieza va a despegarse y seráposible retirar una de las mitades; luego, restaretirar la pieza de la otra mitad y, por último,extraer el noyo de cartulina.
La pieza sale con sobrantes de material; bási-camente, el material solidificado en el canalde colada y en los canales de aireación.
99.. CCoommpprroobbaacciióónn ddee llaa ppiieezzaa
Para este punto, necesitamos los planos téc-nicos iniciales, instrumentos de medición yla pieza obtenida.
El trabajo es sencillo; observamos la dimen-sión en el plano y tratamos de tomarla sobrela pieza. Si coincide, nuestra pieza harespetado las dimensiones del diseño prees-tablecido y esto es lo que importa.
Hay dimensiones que son más importantesque otras. ¿Qué queremos decir con esto?Si una pieza tiene un sector que se debevincular con otra, ese sector debe respetarlas dimensiones de diseño; en cambio, tal vezpueda evitarse esta condición en alguna parteexterna que no está en contacto con nada.
110011
CCoonnttrraacccciióónn ppoorr ssoolliiddiiffiiccaacciióónn: Reduccióndimensional que acompaña al endurecimiento(solidificación) del metal que pasa del estadofluido al estado sólido.MMaarrccaa ddee ccoonnttrraacccciióónn: Depresión superficialque, algunas veces, aparece cerca de una sec-ción pesada que se enfría más lentamente quelas zonas adyacentes.
Pieza terminada
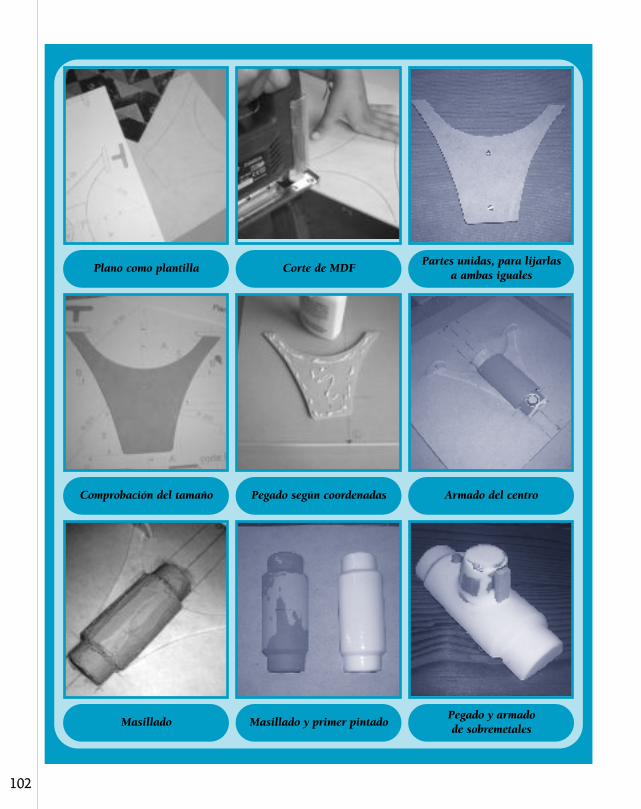
110022
Plano como plantilla Corte de MDFPartes unidas, para lijarlas
a ambas iguales
Comprobación del tamaño Pegado según coordenadas Armado del centro
Masillado Masillado y primer pintadoPegado y armadode sobremetales
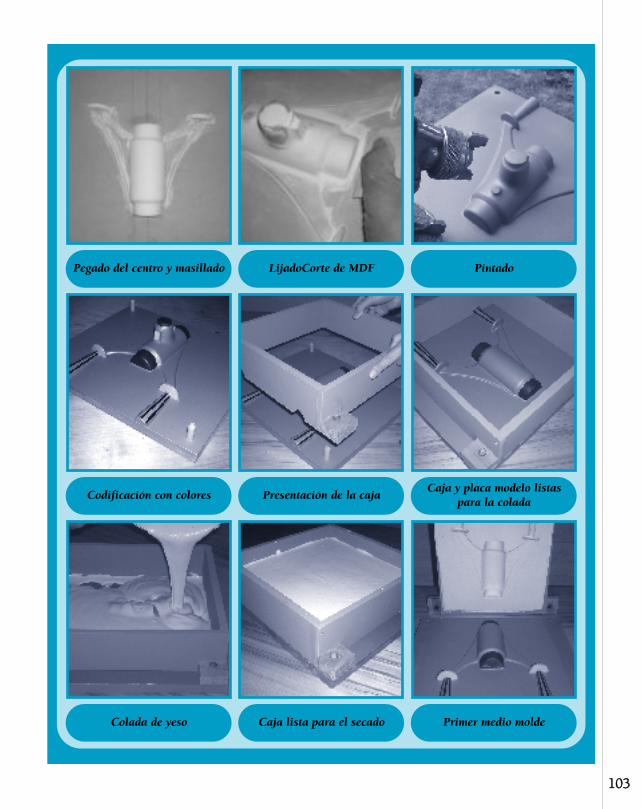
110033
Pegado del centro y masillado LijadoCorte de MDF Pintado
Codificación con colores Presentación de la cajaCaja y placa modelo listas
para la colada
Colada de yeso Caja lista para el secado Primer medio molde
110044
Como observamos, todo lo que sucede desdela construcción del modelo es un trabajo detaller.
Para este caso en particular, hemos conside-rado que su desarrollo se realiza en unaescuela común que dispone de herramientasy de materiales comunes. Durante la tarea,aconsejamos integrar contenidos de me-dición, los cuales requieren de instrumentosno tan comunes pero que son de sumaimportancia cuando hablamos de construc-ción de matrices.
En la etapa final se sucede la serie de tareasconstructivas manuales del modelo, que nospermite la construcción del molde y con él,una pieza que corresponde al diseño pro-puesto de producto.
En esta etapa final, toma mucha relevancia lacoincidencia dimensional entre la docu-mentación técnica -planos-, el modelo y lapieza. Todo debe coincidir; para esto, losalumnos
• miden el espesor de una parte del modelo,
• miden sobre la pieza obtenida del moldey
• consultan en el plano.
Si todo coincide, han logrado una muy buenaproducción, que es resultado de una serie deintervenciones individuales y colectivas a lolargo de una actividad propia de tecnología:Desde una idea-proyecto hasta la pieza nece-saria para el producto que la representa, unarealidad productiva, un comienzo.
SSiimmuullaacciióónn ccoommppuuttaacciioonnaall eenn llooss pprroocceessooss ddee ffuunnddiicciióónn2266
A través de un estudio realizado por el Centro de Mecánica del INTI en el área de la fundi-ción de metales ferrosos y no ferrosos, se pudo comprobar cierta deficiencia en los proce-sos productivos relacionados con la adecuación e introducción de técnicas modernas desimulación, las cuales deberían optimizar los procesos de fundición en ambientes com-putacionales, reduciendo al máximo le técnica prueba-error.
Este conjunto de técnicas, cada vez más utilizadas internacionalmente, permite simular losprocesos de fundición mediante sistemas computacionales como Soporte Computacionalen Tecnología de la Fundición -SCTF- o Casting Simulation.
En la actualidad existe una considerable franja de pequeñas y medianas empresas fundido-ras que no están en condiciones de introducir dentro de su operatoria de producción elSCTF como una herramienta más en la temática de la tecnología de la fundición. Esto obe-
26Instituto Nacional de Tecnología Industrial.wwwwww..iinnttii..ggoovv..aarr//hhiilloo//hh55//hh55--44..pphhpp
RReeaalliiddaaddeess pprroodduuccttiivvaass

110055
dece, esencialmente, a dos factores: al alto costo de compra o alquiler de los programas deorigen extranjero, y la falta de infraestructura y conocimientos de base necesarios para eje-cutar esta clase de programas de simulación. Para optimizar sus procesos de fundición,dichas empresas deberán contar con programas de simulación correspondientes, progra-mas gráficos de generación de sólidos (CAD) y el equipamiento computacional adecuado.
Ante este cuadro de situación, el Centro de Mecánica del INTI decidió crear el Laboratoriode Fundición bajo las siguientes directrices tecnológicas:
• Brindar soporte computacional a las empresas del área de la fundición.
• Difundir y capacitar en la temática de la simulación computacional a la industria.
• Apoyar la actividad industrial de la fundición en todos los problemas tecnológicos queexcedan la capacidad del laboratorio, mediante la vinculación con organismosestatales (nacionales y provinciales), universidades y laboratorios privados del área.
• Realizar actividades de investigación tecnológica aplicada.
SSiimmuullaacciióónn ddee pprroocceessooss ddee ffuunnddiicciióónn yy ssuuss bbeenneeffiicciiooss ppaarraa llaa iinndduussttrriiaa
La simulación de procesos de fundición consiste en reproducir en un ámbito computacionaltodas las etapas involucradas en el proceso de obtención de una pieza, tanto para mate-riales ferrosos como no ferrosos:
• La generación del modelo.
• La generación del molde.
• El proceso (por gravedad, inyección u otra técnica).
Esta novedosa técnica conlleva los siguientes beneficios:
• Detección, en forma virtual, de posibles defectos de fundición (ferrosos y no ferrosos);entre otros: micro y macros rechupes, porosidad gaseosa y mal llenado de las piezas.
110066
• Ensayo de soluciones en forma interactiva y rápida, antes de fundir.
• Minimización de la técnica prueba-error, cada vez más desestimada por antieconómi-ca.
• Obtención de información de variables físicas (presión, velocidad, temperatura) enzonas que, por lo general, es casi imposible medir en un proceso real.
• Visualización de cómo sería el llenado del molde, cosa imposible en la práctica.
UUnnaa nnuueevvaa eettaappaa ppaarraa eell ddiisseeññoo:: LLaa ssiimmuullaacciióónn
La inserción de los programas de simulación computacional en los procesos de fundiciónestablece una nueva forma de encarar el diseño de las piezas. Ahora, debe incluirse dentrodel esquema productivo una nueva etapa: la simulación, la cual tiene como herramienta fun-damental el programa de simulación.
Bajo este nuevo esquema, se establece un flujo de información interactiva entre las divi-siones o sectores involucrados en los procesos de fundición que redunda en una opti-mización del proceso y, por ende, en la reducción de costos productivos.
La técnica prueba-error es costosa, pues el diseño del proceso es probado en condicionesnormales; implica insumo de materiales, gastos energéticos y de operación. Si aparece unerror, la pieza debe volver a la oficina de diseño, ser modificada y, luego, probada nueva-mente. Cuantos más ciclos se involucren en el proceso, más costos se generan.
La técnica de simulación permite realizar la optimización en ambiente computacional, conmucha velocidad y sin costos de insumos materiales y de energía. Claro que, para ello, hayque contar con un programa de simulación poderoso, dado que se están representandocasos reales en ambiente virtual.
LLaabboorraattoorriioo ddee ffuunnddiicciióónn ddee IINNTTII--MMeeccáánniiccaa
En lo referente a simulación computacional en tecnología de la fundición, el INTI cuenta conuna licencia comercial del software Pam-Quikcast del ESI-Group (Francia) que es, a su vez,propietaria del programa ProCast. Es importante señalar que dicha licencia se encuentracontenida dentro de un acuerdo de cooperación científica y educacional con ese país pararealizar de manera conjunta actividades de investigación, capacitación y servicios a laindustria.
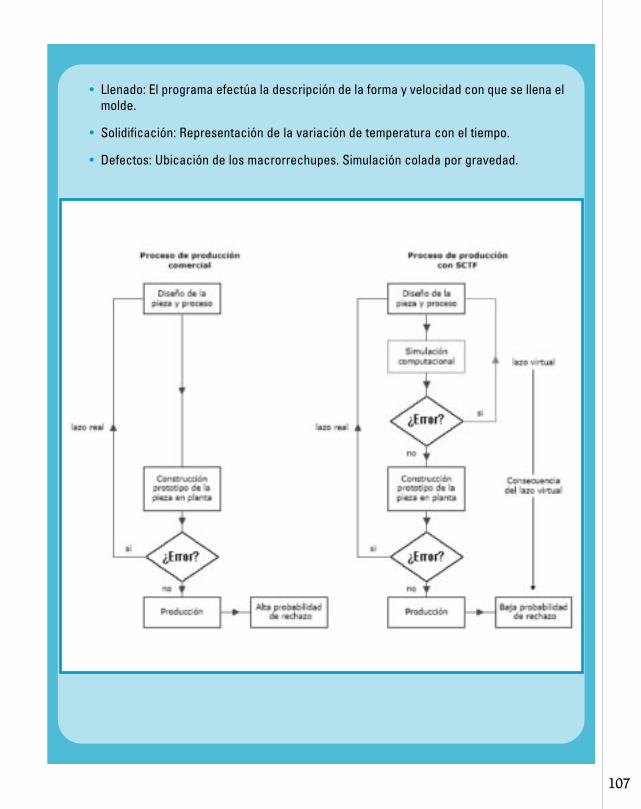
110077
• Llenado: El programa efectúa la descripción de la forma y velocidad con que se llena elmolde.
• Solidificación: Representación de la variación de temperatura con el tiempo.
• Defectos: Ubicación de los macrorrechupes. Simulación colada por gravedad.
110088
Esta parte final de nuestro módulo de capa-citación contiene un cuadernillo para la eva-luación del recurso didáctico que le presen-tamos y, de las experiencias didácticas y con-tenidos propuestos a partir de él:
Esta evaluación tiene dos finalidades:
• Brindarle a usted, como docente que uti-liza este material, la oportunidad de do-cumentar el seguimiento de las activi-dades que realice con sus alumnos, a par-tir de nuestras propuestas y, en funciónde esta memoria de acciones, propiciaruna reflexión acerca de los cambios,mejoras o enriquecimiento de su propiatarea de enseñanza.
• Obtener de su parte, como usuario deeste material, información sobre todoslos aspectos en torno a los cuales gira lapropuesta.
Para este relevamiento de información, ustedencontrará, a continuación, una serie decuestionarios organizados básicamente entablas o matrices para completar. Con losdatos que usted exprese en ellos esperamostener una realimentación que nos permitamejorar todos los componentes de la serie depublicaciones “Recursos didácticos” yenriquecerla con propuestas o docu-mentación complementaria para aquellosdocentes que planteen iniciativas, interro-
gantes o dificultades específicas con relacióna la construcción del recurso didáctico, a lasactividades de aula, a los contenidos cientí-ficos y tecnológicos, a la metodología deenseñanza, a los procedimientos incluidos, ala información sobre materiales y a otrosaspectos.
Dada la importancia que esta información deretorno tiene para nuestro trabajo deseguimiento, mejora y actualización, leagradecemos que nos remita el cuadernillocon todas las observaciones, comentarios osugerencias adicionales que nos quiera hacerllegar. Para ello puede remitirnos una copia,a través de correo postal, a
Área de Monitoreo y Evaluación –CeNET–Oficina 112Saavedra 789. C1229ACE.Ciudad Autónoma de Buenos Aires.República Argentina.
O, si lo prefiere, solicitarnos el archivo elec-trónico de las páginas que siguen aeevvcceenneett@@iinneett..eedduu..aarr, enviándonos la versióndigitalizada de sus respuestas a través delmismo correo electrónico.
Desde ya, muchas gracias.
5. LA PUESTA EN PRÁCTICA
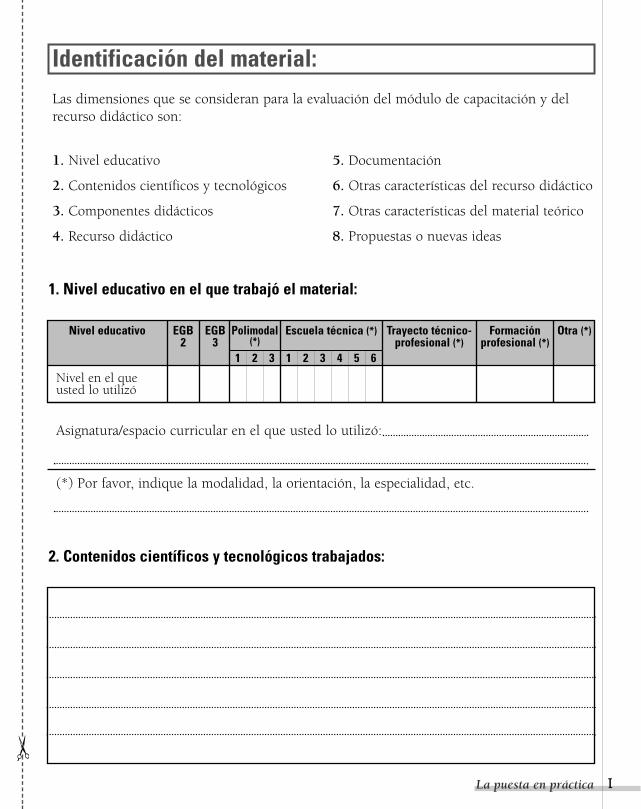
Identificación del material:
Las dimensiones que se consideran para la evaluación del módulo de capacitación y delrecurso didáctico son:
IILa puesta en práctica
1. Nivel educativo
2. Contenidos científicos y tecnológicos
3. Componentes didácticos
4. Recurso didáctico
5. Documentación
6. Otras características del recurso didáctico
7. Otras características del material teórico
8. Propuestas o nuevas ideas
(*) Por favor, indique la modalidad, la orientación, la especialidad, etc.
Escuela técnica (*)Nivel educativo EGB2
Polimodal(*)
Trayecto técnico-profesional (*)
Formaciónprofesional (*)
Otra (*)
1 2 3 1 62 3 4 5
EGB3
Nivel en el queusted lo utilizó
Asignatura/espacio curricular en el que usted lo utilizó:
2. Contenidos científicos y tecnológicos trabajados:
1. Nivel educativo en el que trabajó el material:
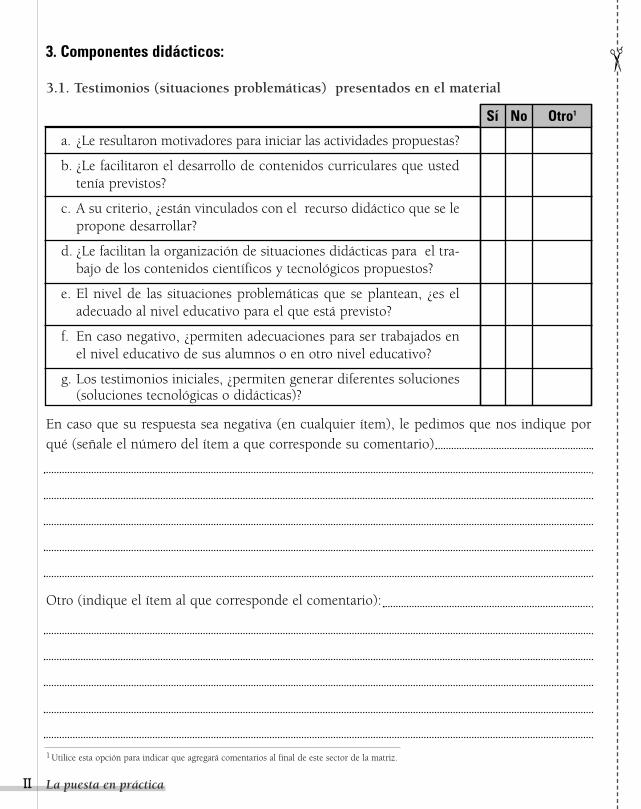
3. Componentes didácticos:
3.1. Testimonios (situaciones problemáticas) presentados en el material
a. ¿Le resultaron motivadores para iniciar las actividades propuestas?
b. ¿Le facilitaron el desarrollo de contenidos curriculares que ustedtenía previstos?
c. A su criterio, ¿están vinculados con el recurso didáctico que se lepropone desarrollar?
d. ¿Le facilitan la organización de situaciones didácticas para el tra-bajo de los contenidos científicos y tecnológicos propuestos?
e. El nivel de las situaciones problemáticas que se plantean, ¿es eladecuado al nivel educativo para el que está previsto?
f. En caso negativo, ¿permiten adecuaciones para ser trabajados enel nivel educativo de sus alumnos o en otro nivel educativo?
g. Los testimonios iniciales, ¿permiten generar diferentes soluciones(soluciones tecnológicas o didácticas)?
En caso que su respuesta sea negativa (en cualquier ítem), le pedimos que nos indique porqué (señale el número del ítem a que corresponde su comentario)
Otro (indique el ítem al que corresponde el comentario):
La puesta en prácticaIIII
Sí Otro1No
1 Utilice esta opción para indicar que agregará comentarios al final de este sector de la matriz.
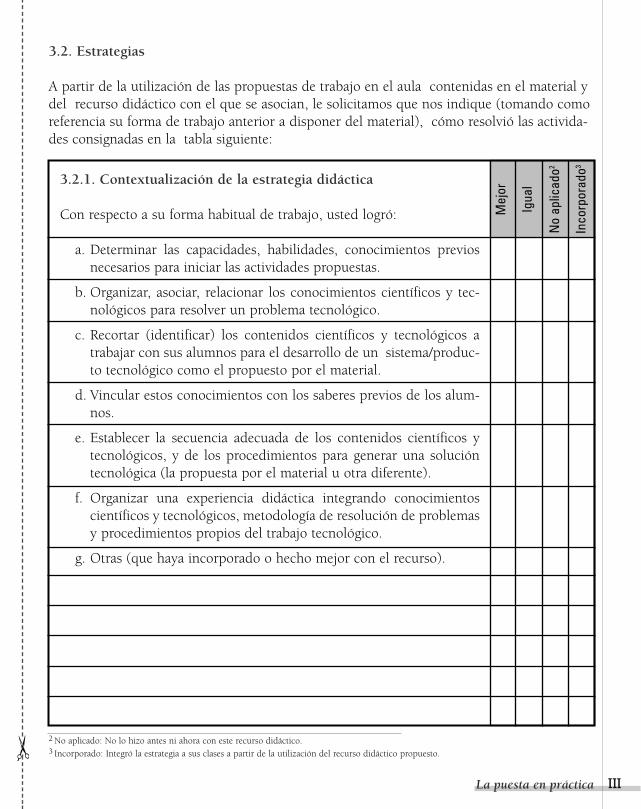
La puesta en práctica
3.2. Estrategias
A partir de la utilización de las propuestas de trabajo en el aula contenidas en el material ydel recurso didáctico con el que se asocian, le solicitamos que nos indique (tomando comoreferencia su forma de trabajo anterior a disponer del material), cómo resolvió las activida-des consignadas en la tabla siguiente:
IIIIII
Mej
or
Igua
l
No
aplic
ado2
Inco
rpor
ado3
3.2.1. Contextualización de la estrategia didáctica
Con respecto a su forma habitual de trabajo, usted logró:
a. Determinar las capacidades, habilidades, conocimientos previosnecesarios para iniciar las actividades propuestas.
b. Organizar, asociar, relacionar los conocimientos científicos y tec-nológicos para resolver un problema tecnológico.
c. Recortar (identificar) los contenidos científicos y tecnológicos atrabajar con sus alumnos para el desarrollo de un sistema/produc-to tecnológico como el propuesto por el material.
d. Vincular estos conocimientos con los saberes previos de los alum-nos.
e. Establecer la secuencia adecuada de los contenidos científicos ytecnológicos, y de los procedimientos para generar una solucióntecnológica (la propuesta por el material u otra diferente).
f. Organizar una experiencia didáctica integrando conocimientoscientíficos y tecnológicos, metodología de resolución de problemasy procedimientos propios del trabajo tecnológico.
g. Otras (que haya incorporado o hecho mejor con el recurso).
2 No aplicado: No lo hizo antes ni ahora con este recurso didáctico.3 Incorporado: Integró la estrategia a sus clases a partir de la utilización del recurso didáctico propuesto.
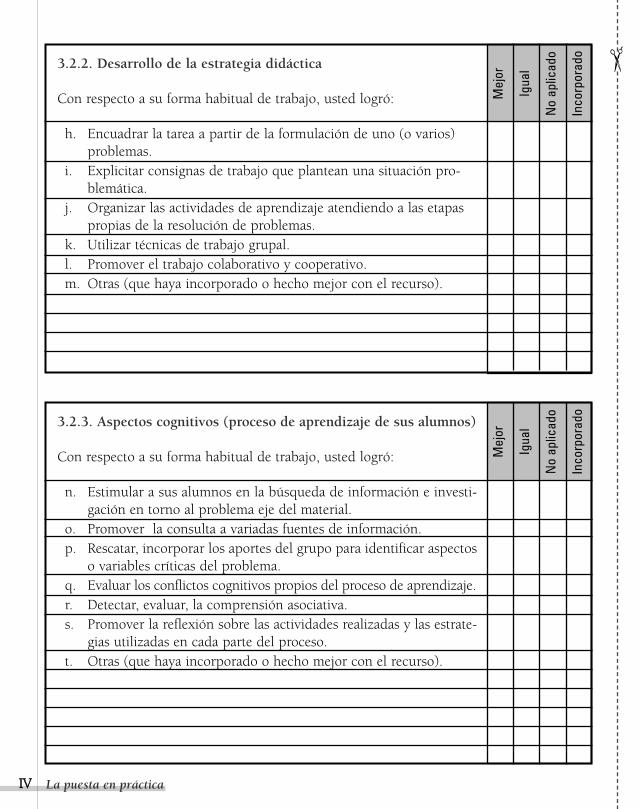
La puesta en prácticaIIVV
Mej
or
Igua
l
No
aplic
ado
Inco
rpor
ado
3.2.2. Desarrollo de la estrategia didáctica
Con respecto a su forma habitual de trabajo, usted logró:
h. Encuadrar la tarea a partir de la formulación de uno (o varios)problemas.
i. Explicitar consignas de trabajo que plantean una situación pro-blemática.
j. Organizar las actividades de aprendizaje atendiendo a las etapaspropias de la resolución de problemas.
k. Utilizar técnicas de trabajo grupal.l. Promover el trabajo colaborativo y cooperativo.m. Otras (que haya incorporado o hecho mejor con el recurso).
Mej
or
Igua
l
No
aplic
ado
Inco
rpor
ado
3.2.3. Aspectos cognitivos (proceso de aprendizaje de sus alumnos)
Con respecto a su forma habitual de trabajo, usted logró:
n. Estimular a sus alumnos en la búsqueda de información e investi-gación en torno al problema eje del material.
o. Promover la consulta a variadas fuentes de información.p. Rescatar, incorporar los aportes del grupo para identificar aspectos
o variables críticas del problema.q. Evaluar los conflictos cognitivos propios del proceso de aprendizaje.r. Detectar, evaluar, la comprensión asociativa.s. Promover la reflexión sobre las actividades realizadas y las estrate-
gias utilizadas en cada parte del proceso.t. Otras (que haya incorporado o hecho mejor con el recurso).
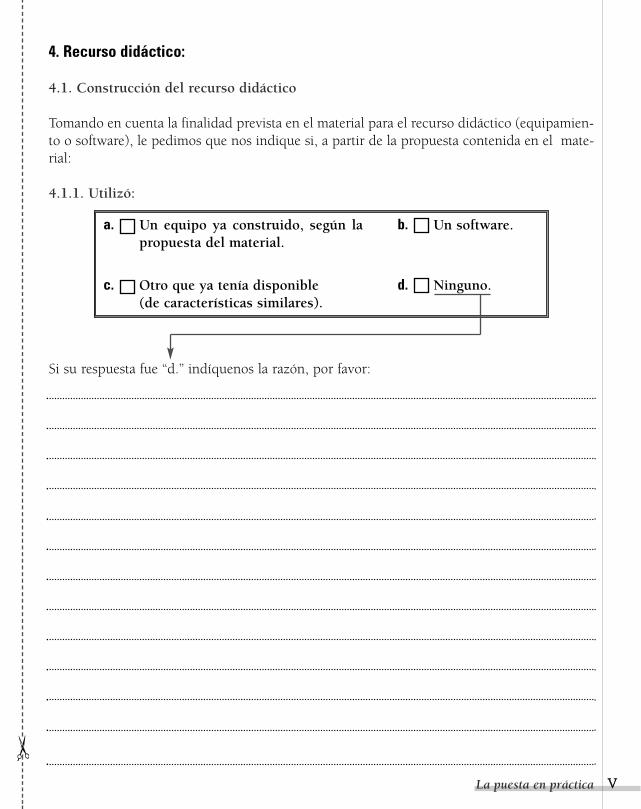
4. Recurso didáctico:
4.1. Construcción del recurso didáctico
Tomando en cuenta la finalidad prevista en el material para el recurso didáctico (equipamien-to o software), le pedimos que nos indique si, a partir de la propuesta contenida en el mate-rial:
4.1.1. Utilizó:
VVLa puesta en práctica
a. Un equipo ya construido, según lapropuesta del material.
c. Otro que ya tenía disponible(de características similares).
b. Un software.
d. Ninguno.
Si su respuesta fue “d.” indíquenos la razón, por favor:
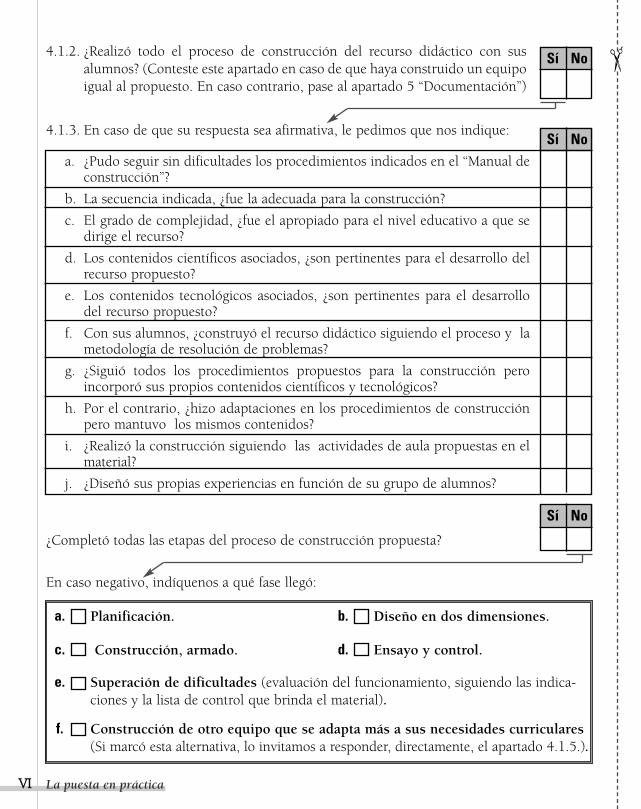
a. ¿Pudo seguir sin dificultades los procedimientos indicados en el “Manual deconstrucción”?
b. La secuencia indicada, ¿fue la adecuada para la construcción?
c. El grado de complejidad, ¿fue el apropiado para el nivel educativo a que sedirige el recurso?
d. Los contenidos científicos asociados, ¿son pertinentes para el desarrollo delrecurso propuesto?
e. Los contenidos tecnológicos asociados, ¿son pertinentes para el desarrollodel recurso propuesto?
f. Con sus alumnos, ¿construyó el recurso didáctico siguiendo el proceso y lametodología de resolución de problemas?
g. ¿Siguió todos los procedimientos propuestos para la construcción peroincorporó sus propios contenidos científicos y tecnológicos?
h. Por el contrario, ¿hizo adaptaciones en los procedimientos de construcciónpero mantuvo los mismos contenidos?
i. ¿Realizó la construcción siguiendo las actividades de aula propuestas en elmaterial?
j. ¿Diseñó sus propias experiencias en función de su grupo de alumnos?
¿Completó todas las etapas del proceso de construcción propuesta?
En caso negativo, indíquenos a qué fase llegó:
Sí No
La puesta en práctica
4.1.2. ¿Realizó todo el proceso de construcción del recurso didáctico con susalumnos? (Conteste este apartado en caso de que haya construido un equipoigual al propuesto. En caso contrario, pase al apartado 5 “Documentación”)
4.1.3. En caso de que su respuesta sea afirmativa, le pedimos que nos indique:
Sí No
Sí No
a. Planificación.
c. Construcción, armado.
b. Diseño en dos dimensiones.
d. Ensayo y control.
e. Superación de dificultades (evaluación del funcionamiento, siguiendo las indica-ciones y la lista de control que brinda el material).
f. Construcción de otro equipo que se adapta más a sus necesidades curriculares(Si marcó esta alternativa, lo invitamos a responder, directamente, el apartado 4.1.5.).
VVII
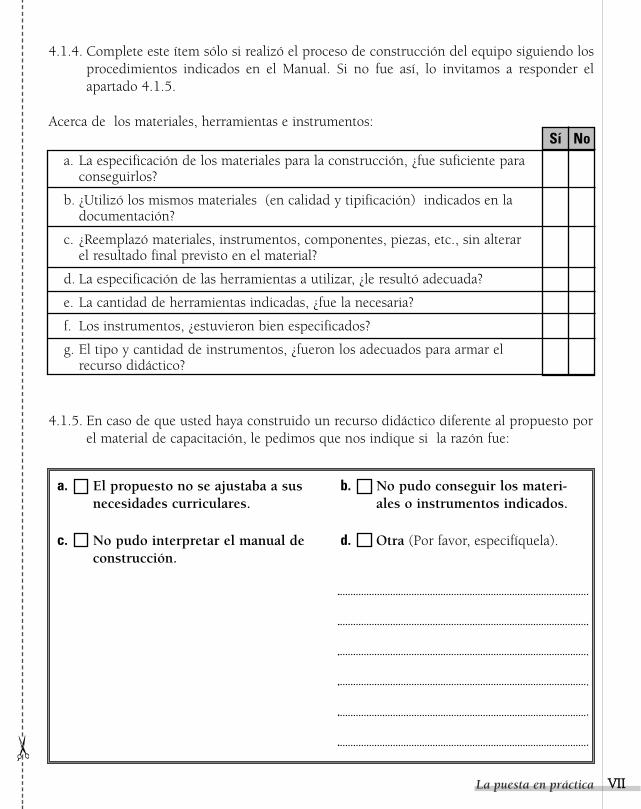
VVIIIILa puesta en práctica
4.1.4. Complete este ítem sólo si realizó el proceso de construcción del equipo siguiendo losprocedimientos indicados en el Manual. Si no fue así, lo invitamos a responder elapartado 4.1.5.
Acerca de los materiales, herramientas e instrumentos:
a. La especificación de los materiales para la construcción, ¿fue suficiente paraconseguirlos?
b. ¿Utilizó los mismos materiales (en calidad y tipificación) indicados en ladocumentación?
c. ¿Reemplazó materiales, instrumentos, componentes, piezas, etc., sin alterarel resultado final previsto en el material?
d. La especificación de las herramientas a utilizar, ¿le resultó adecuada?
e. La cantidad de herramientas indicadas, ¿fue la necesaria?
f. Los instrumentos, ¿estuvieron bien especificados?
g. El tipo y cantidad de instrumentos, ¿fueron los adecuados para armar elrecurso didáctico?
Sí No
4.1.5. En caso de que usted haya construido un recurso didáctico diferente al propuesto porel material de capacitación, le pedimos que nos indique si la razón fue:
a. El propuesto no se ajustaba a susnecesidades curriculares.
c. No pudo interpretar el manual deconstrucción.
b. No pudo conseguir los materi-ales o instrumentos indicados.
d. Otra (Por favor, especifíquela).
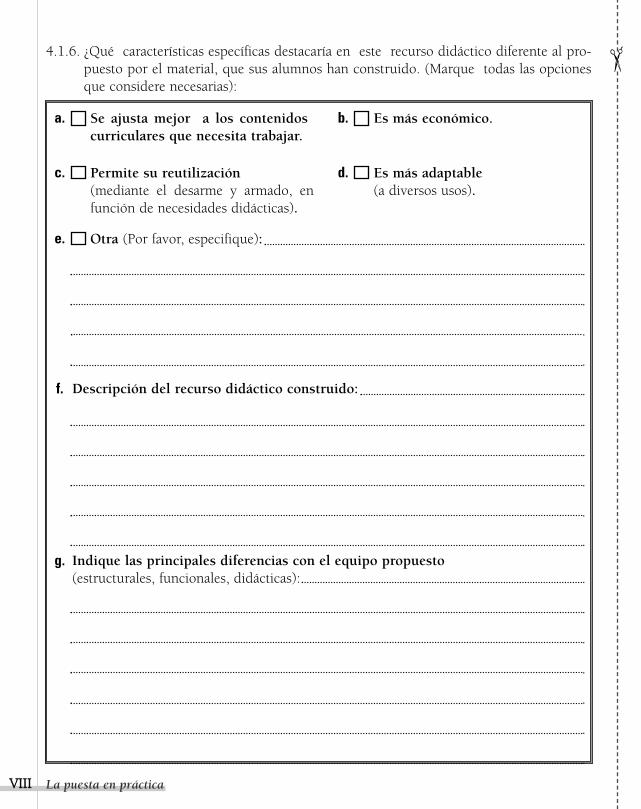
La puesta en práctica
4.1.6. ¿Qué características específicas destacaría en este recurso didáctico diferente al pro-puesto por el material, que sus alumnos han construido. (Marque todas las opcionesque considere necesarias):
a. Se ajusta mejor a los contenidoscurriculares que necesita trabajar.
c.
b. Es más económico.
d. Es más adaptable(a diversos usos).
e. Otra (Por favor, especifique):
Permite su reutilización(mediante el desarme y armado, enfunción de necesidades didácticas).
Descripción del recurso didáctico construido:f.
Indique las principales diferencias con el equipo propuesto(estructurales, funcionales, didácticas):
g.
VVIIIIII
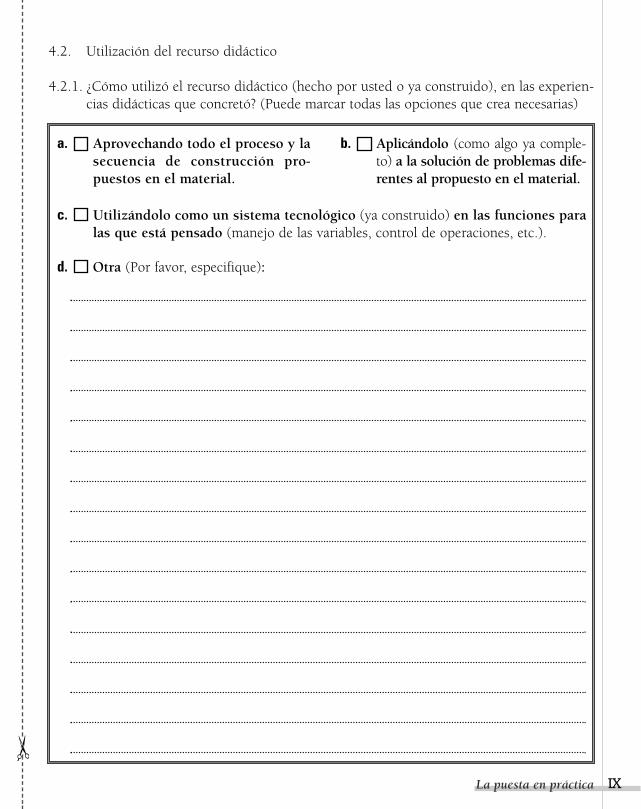
La puesta en práctica
a. Aprovechando todo el proceso y lasecuencia de construcción pro-puestos en el material.
c.
b. Aplicándolo (como algo ya comple-to) a la solución de problemas dife-rentes al propuesto en el material.
d. Otra (Por favor, especifique):
Utilizándolo como un sistema tecnológico (ya construido) en las funciones paralas que está pensado (manejo de las variables, control de operaciones, etc.).
4.2. Utilización del recurso didáctico
4.2.1. ¿Cómo utilizó el recurso didáctico (hecho por usted o ya construido), en las experien-cias didácticas que concretó? (Puede marcar todas las opciones que crea necesarias)
IIXX
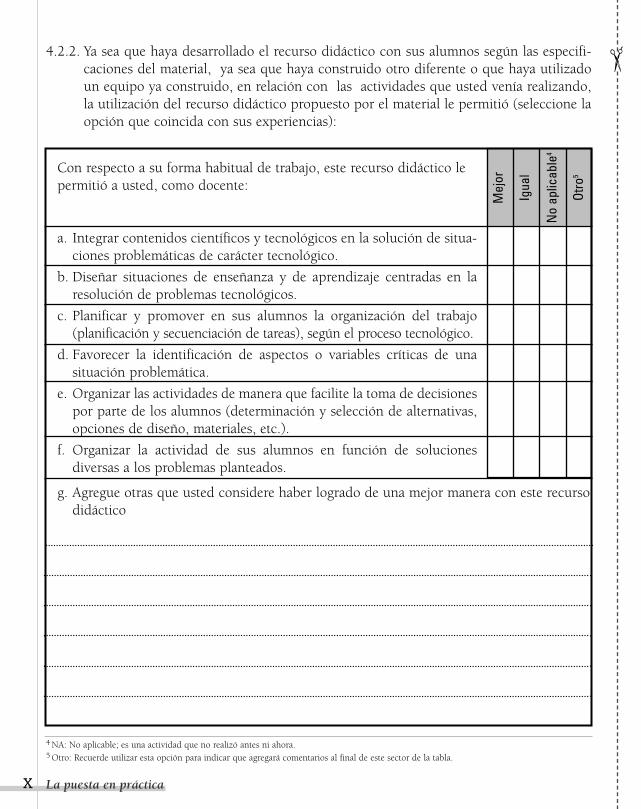
La puesta en práctica
Con respecto a su forma habitual de trabajo, este recurso didáctico lepermitió a usted, como docente:
a. Integrar contenidos científicos y tecnológicos en la solución de situa-ciones problemáticas de carácter tecnológico.
b. Diseñar situaciones de enseñanza y de aprendizaje centradas en laresolución de problemas tecnológicos.
c. Planificar y promover en sus alumnos la organización del trabajo(planificación y secuenciación de tareas), según el proceso tecnológico.
d. Favorecer la identificación de aspectos o variables críticas de unasituación problemática.
e. Organizar las actividades de manera que facilite la toma de decisionespor parte de los alumnos (determinación y selección de alternativas,opciones de diseño, materiales, etc.).
f. Organizar la actividad de sus alumnos en función de solucionesdiversas a los problemas planteados.
Mej
or
Igua
l
No
aplic
able
4
Otro
5
4.2.2. Ya sea que haya desarrollado el recurso didáctico con sus alumnos según las especifi-caciones del material, ya sea que haya construido otro diferente o que haya utilizadoun equipo ya construido, en relación con las actividades que usted venía realizando,la utilización del recurso didáctico propuesto por el material le permitió (seleccione laopción que coincida con sus experiencias):
g. Agregue otras que usted considere haber logrado de una mejor manera con este recursodidáctico
4 NA: No aplicable; es una actividad que no realizó antes ni ahora.5 Otro: Recuerde utilizar esta opción para indicar que agregará comentarios al final de este sector de la tabla.
XX
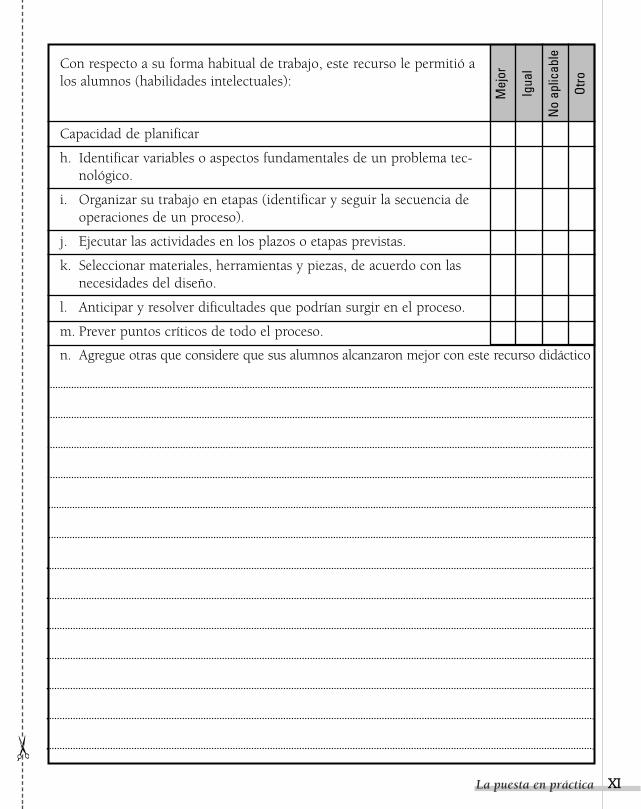
La puesta en práctica
Con respecto a su forma habitual de trabajo, este recurso le permitió alos alumnos (habilidades intelectuales):
Capacidad de planificar
h. Identificar variables o aspectos fundamentales de un problema tec-nológico.
i. Organizar su trabajo en etapas (identificar y seguir la secuencia deoperaciones de un proceso).
j. Ejecutar las actividades en los plazos o etapas previstas.
k. Seleccionar materiales, herramientas y piezas, de acuerdo con lasnecesidades del diseño.
l. Anticipar y resolver dificultades que podrían surgir en el proceso.
m. Prever puntos críticos de todo el proceso.
Mej
or
Igua
l
No
aplic
able
Otro
n. Agregue otras que considere que sus alumnos alcanzaron mejor con este recurso didáctico
XXII
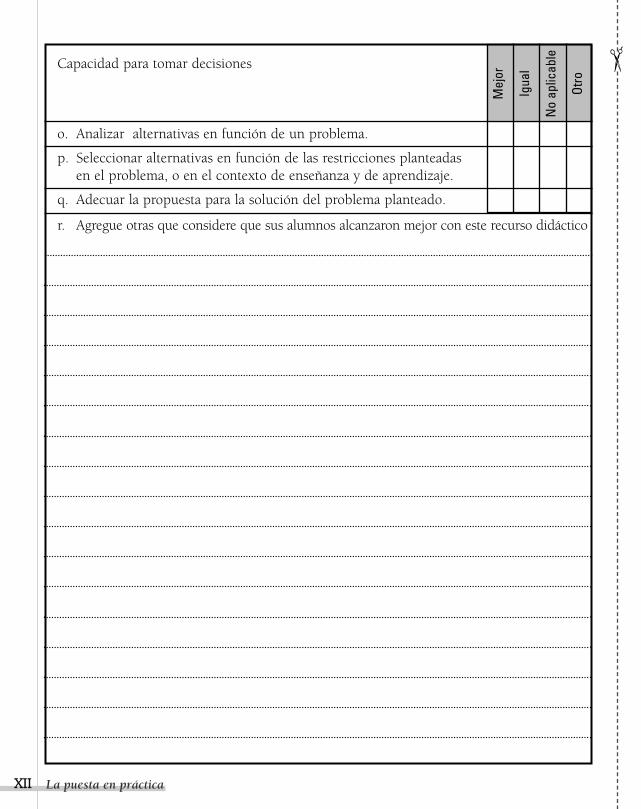
La puesta en práctica
Capacidad para tomar decisiones
o. Analizar alternativas en función de un problema.
p. Seleccionar alternativas en función de las restricciones planteadasen el problema, o en el contexto de enseñanza y de aprendizaje.
q. Adecuar la propuesta para la solución del problema planteado.
Mej
or
Igua
l
No
aplic
able
Otro
r. Agregue otras que considere que sus alumnos alcanzaron mejor con este recurso didáctico
XXIIII
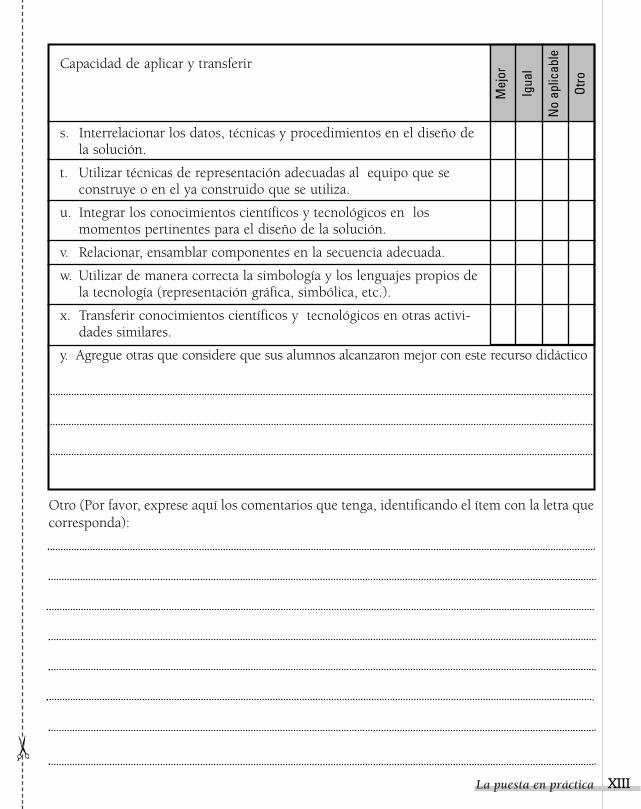
La puesta en práctica
Capacidad de aplicar y transferir
s. Interrelacionar los datos, técnicas y procedimientos en el diseño dela solución.
t. Utilizar técnicas de representación adecuadas al equipo que seconstruye o en el ya construido que se utiliza.
u. Integrar los conocimientos científicos y tecnológicos en losmomentos pertinentes para el diseño de la solución.
v. Relacionar, ensamblar componentes en la secuencia adecuada.
w. Utilizar de manera correcta la simbología y los lenguajes propios dela tecnología (representación gráfica, simbólica, etc.).
x. Transferir conocimientos científicos y tecnológicos en otras activi-dades similares.
Mej
or
Igua
l
No
aplic
able
Otro
y. Agregue otras que considere que sus alumnos alcanzaron mejor con este recurso didáctico
Otro (Por favor, exprese aquí los comentarios que tenga, identificando el ítem con la letra quecorresponda):
XXIIIIII
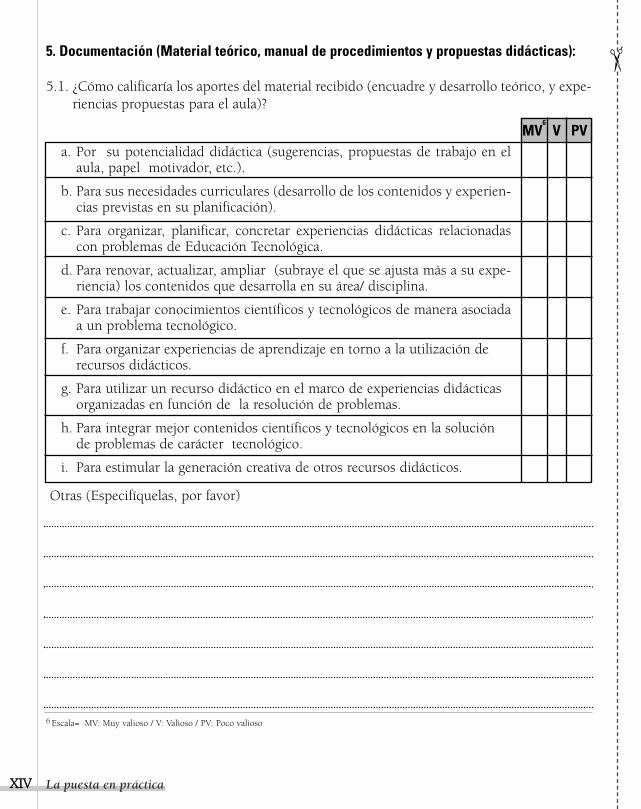
La puesta en práctica
5. Documentación (Material teórico, manual de procedimientos y propuestas didácticas):
5.1. ¿Cómo calificaría los aportes del material recibido (encuadre y desarrollo teórico, y expe-riencias propuestas para el aula)?
a. Por su potencialidad didáctica (sugerencias, propuestas de trabajo en elaula, papel motivador, etc.).
b. Para sus necesidades curriculares (desarrollo de los contenidos y experien-cias previstas en su planificación).
c. Para organizar, planificar, concretar experiencias didácticas relacionadascon problemas de Educación Tecnológica.
d. Para renovar, actualizar, ampliar (subraye el que se ajusta más a su expe-riencia) los contenidos que desarrolla en su área/ disciplina.
e. Para trabajar conocimientos científicos y tecnológicos de manera asociadaa un problema tecnológico.
f. Para organizar experiencias de aprendizaje en torno a la utilización derecursos didácticos.
g. Para utilizar un recurso didáctico en el marco de experiencias didácticasorganizadas en función de la resolución de problemas.
h. Para integrar mejor contenidos científicos y tecnológicos en la soluciónde problemas de carácter tecnológico.
i. Para estimular la generación creativa de otros recursos didácticos.
MV6
V PV
Otras (Especifíquelas, por favor)
6 Escala= MV: Muy valioso / V: Valioso / PV: Poco valioso
XXIIVV
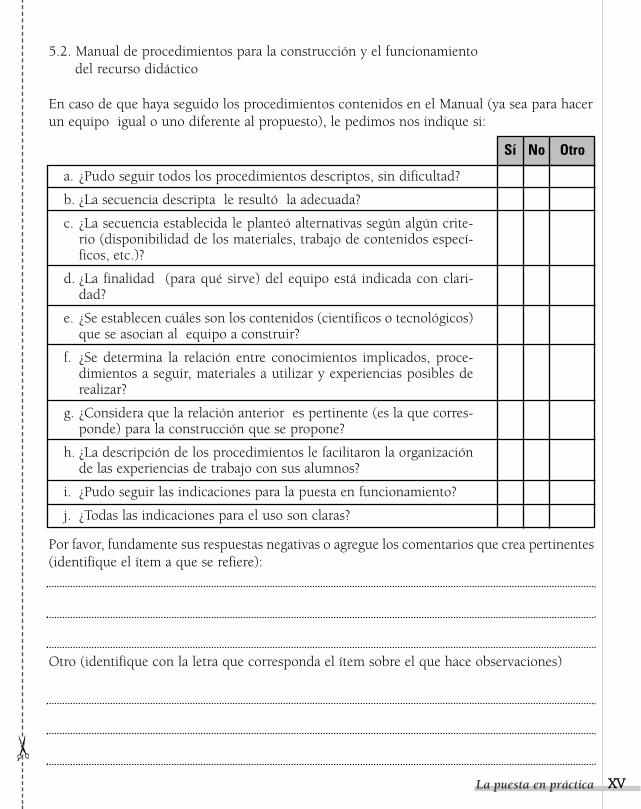
Sí OtroNo
La puesta en práctica
5.2. Manual de procedimientos para la construcción y el funcionamientodel recurso didáctico
En caso de que haya seguido los procedimientos contenidos en el Manual (ya sea para hacerun equipo igual o uno diferente al propuesto), le pedimos nos indique si:
a. ¿Pudo seguir todos los procedimientos descriptos, sin dificultad?
b. ¿La secuencia descripta le resultó la adecuada?
c. ¿La secuencia establecida le planteó alternativas según algún crite-rio (disponibilidad de los materiales, trabajo de contenidos especí-ficos, etc.)?
d. ¿La finalidad (para qué sirve) del equipo está indicada con clari-dad?
e. ¿Se establecen cuáles son los contenidos (científicos o tecnológicos)que se asocian al equipo a construir?
f. ¿Se determina la relación entre conocimientos implicados, proce-dimientos a seguir, materiales a utilizar y experiencias posibles derealizar?
g. ¿Considera que la relación anterior es pertinente (es la que corres-ponde) para la construcción que se propone?
h. ¿La descripción de los procedimientos le facilitaron la organizaciónde las experiencias de trabajo con sus alumnos?
i. ¿Pudo seguir las indicaciones para la puesta en funcionamiento?
j. ¿Todas las indicaciones para el uso son claras?
Otro (identifique con la letra que corresponda el ítem sobre el que hace observaciones)
Por favor, fundamente sus respuestas negativas o agregue los comentarios que crea pertinentes(identifique el ítem a que se refiere):
XXVV
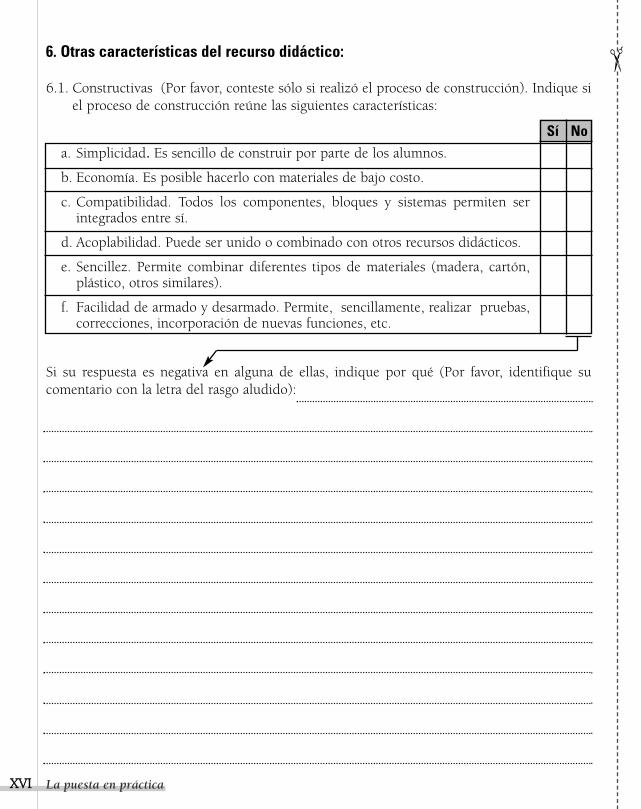
La puesta en práctica
6. Otras características del recurso didáctico:
6.1. Constructivas (Por favor, conteste sólo si realizó el proceso de construcción). Indique siel proceso de construcción reúne las siguientes características:
a. Simplicidad.. Es sencillo de construir por parte de los alumnos.
b. Economía. Es posible hacerlo con materiales de bajo costo.
c. Compatibilidad. Todos los componentes, bloques y sistemas permiten serintegrados entre sí.
d. Acoplabilidad. Puede ser unido o combinado con otros recursos didácticos.
e. Sencillez. Permite combinar diferentes tipos de materiales (madera, cartón,plástico, otros similares).
f. Facilidad de armado y desarmado. Permite, sencillamente, realizar pruebas,correcciones, incorporación de nuevas funciones, etc.
Sí No
Si su respuesta es negativa en alguna de ellas, indique por qué (Por favor, identifique sucomentario con la letra del rasgo aludido):
XXVVII
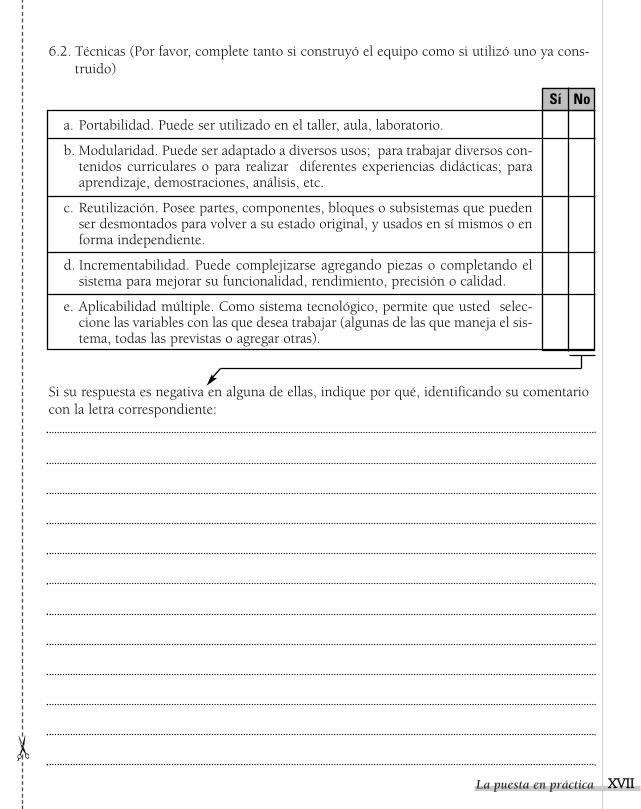
La puesta en práctica
6.2. Técnicas (Por favor, complete tanto si construyó el equipo como si utilizó uno ya cons-truido)
a. Portabilidad. Puede ser utilizado en el taller, aula, laboratorio.
b. Modularidad. Puede ser adaptado a diversos usos; para trabajar diversos con-tenidos curriculares o para realizar diferentes experiencias didácticas; paraaprendizaje, demostraciones, análisis, etc.
c. Reutilización. Posee partes, componentes, bloques o subsistemas que puedenser desmontados para volver a su estado original, y usados en sí mismos o enforma independiente.
d. Incrementabilidad. Puede complejizarse agregando piezas o completando elsistema para mejorar su funcionalidad, rendimiento, precisión o calidad.
e. Aplicabilidad múltiple. Como sistema tecnológico, permite que usted selec-cione las variables con las que desea trabajar (algunas de las que maneja el sis-tema, todas las previstas o agregar otras).
Sí No
Si su respuesta es negativa en alguna de ellas, indique por qué, identificando su comentariocon la letra correspondiente:
XXVVIIII
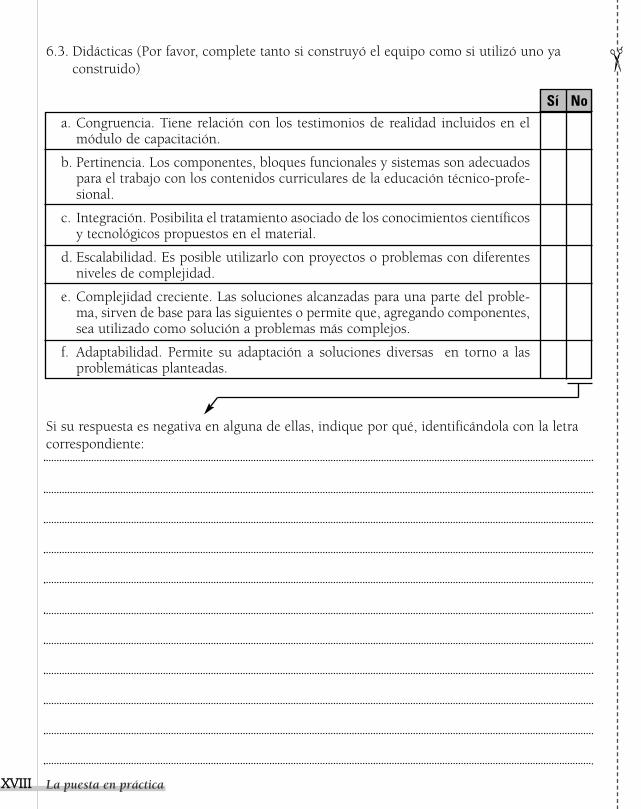
La puesta en práctica
6.3. Didácticas (Por favor, complete tanto si construyó el equipo como si utilizó uno yaconstruido)
a. Congruencia. Tiene relación con los testimonios de realidad incluidos en elmódulo de capacitación.
b. Pertinencia. Los componentes, bloques funcionales y sistemas son adecuadospara el trabajo con los contenidos curriculares de la educación técnico-profe-sional.
c. Integración. Posibilita el tratamiento asociado de los conocimientos científicosy tecnológicos propuestos en el material.
d. Escalabilidad. Es posible utilizarlo con proyectos o problemas con diferentesniveles de complejidad.
e. Complejidad creciente. Las soluciones alcanzadas para una parte del proble-ma, sirven de base para las siguientes o permite que, agregando componentes,sea utilizado como solución a problemas más complejos.
f. Adaptabilidad. Permite su adaptación a soluciones diversas en torno a lasproblemáticas planteadas.
Sí No
Si su respuesta es negativa en alguna de ellas, indique por qué, identificándola con la letracorrespondiente:
XXVVIIIIII
La puesta en práctica
7. Otras características del material teórico:
¿Cómo calificaría el diseño del módulo escrito (desarrollo de contenidos científicos y tec-nológicos, y propuestas de experiencias didácticas)?
a. Formato gráfico del material (distribución del contenido, márgenes, dis-tribución de texto e imágenes, inserción de gráficos, diseño gráfico glo-bal, etc.).
b. Lenguaje utilizado (claridad, adecuación al destinatario).
c. Organización (secuencia entre cada parte).
d. Adecuación al destinatario (evidencia que se toma en cuenta que es unmaterial para ser trabajado en un ámbito escolar).
e. Pertinencia de los conocimientos científicos con las problemáticasplanteadas.
f. Pertinencia de los conocimientos tecnológicos con las problemáticasplanteadas.
g. Vinculación (pertinencia) del recurso didáctico que propone con lassituaciones didácticas planteadas.
h. Congruencia (vinculación) de los contenidos propuestos con el recursodidáctico.
i. Aporte metodológico para enriquecer sus estrategias didácticas.
j. Aporte teórico (en general) para su trabajo docente.
k. Valor motivador para el trabajo con sus alumnos.
l. Valor orientador para generar sus propios recursos didácticos.
m. Concepción innovadora para el trabajo didáctico en la educación técni-co-profesional.
MB7
B MR
Si marcó la opción “Malo”, le pedimos que nos explique por qué:
7 Escala= MB: Muy bueno / B: Bueno / R: Regular / M: Malo
XXIIXX
La puesta en práctica
8. Propuestas o nuevas ideas:
Tanto para los autores de este material, como para el CeNET como institución responsablede su elaboración y distribución, una de las finalidades más importantes es suscitar en loseducadores nuevas ideas, aplicaciones o propuestas creativas a partir de la lectura o el traba-jo con el módulo.
En función de ello, le solicitamos que nos indique:
Si a partir del módulo (contenido teórico y recurso didáctico) usted, en su calidad de(marque todas las opciones que correspondan):
a. docente a cargo de un grupo de alumnos
c. responsable de la asignatura:
b. directivo
d. lector del material
e. otro (especifique):
ha generado nuevas ideas o propuestas:
Respecto de los contenidos (independientemente del recurso didáctico):
a. Organización de su asignatura.
b. Contenidos científicos y tecnológicos (formas de asociarlos, ampliarlos,desarrollarlos, etc.)
c. Planificación de las experiencias didácticas.
d. Trabajo con resolución de problemas.
Sí No
XXXX
La puesta en práctica
Otras (Por favor, especifique en qué ámbitos ligados con los contenidos ha generado estasnuevas ideas o propuestas):
Si su respuesta fue afirmativa le pedimos que la amplíe:
XXXXII
La puesta en práctica
En relación con el recurso didáctico. Le pedimos que nos relate (libremente) las nuevas ideaso propuestas que el trabajo con este material le ha suscitado:
XXXXIIII
Sí
La puesta en práctica
No
En caso negativo, por favor, indíquenos por qué:
¿Puso en práctica alguna de estas ideas o propuestas?
¿Cuál/es?
XXXXIIIIII
Títulos en preparación de la serie “Desarrollo de contenidos”.
• Colección: Tecnología química en industrias de procesos
• El aire como materia prima
• El azufre como materia prima
• Los minerales como materia prima –bauxita y minerales de hierro
• Colección: Construcciones
• Construcción de edificios. Cómo enseñarla a través de la resoluciónde problemas
• Construcciones en hormigón armado: tecnología, diseño estructuraly dimensionamiento
• Colección: Telecomunicaciones
• Técnicas de transmisión banda base aplicadas a redes LAN y WAN
• Cálculo de enlaces alámbricos
• Colección: Materiales
• Fundamentos y ensayos en materiales metálicos
• Colección: Tecnología en herramientas
• Historial de las herramientas de corte
• Diseño y fabricación de herramientas de corte
• Colección: Electricidad, electrónica y sistemas de control
• Instalaciones eléctricas
• Familia TTL (Lógica transistor-transistor)
• Familia lógica CMOS
