separation process
DESCRIPTION
Ipa , hda,AdsorptionTRANSCRIPT

BITS Pilani Pilani Campus
PROCESS DESIGN PRINCIPLES I CHE F314
Suresh Gupta Department of Chemical Engineering
BITS-Pilani, Pilani Campus
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Saturday, 8-8:50 AM
Section-1
Room No. 6107
Mr. Subhajit Majumder
Section-2
Mr. Utkarsh Maheshwari
Room No. 6104
Tutorial Class
2

BITS Pilani Pilani Campus
Lecture-1
Introduction 06-08-2015
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Process Design..
“It is a combination of science and art in a
creative activity that helps to make process
design such a fascinating challenge to an
engineer…”
4
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
5
Process
Design
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
PROCESS
6
Process
Inputs Outputs
“products” “feed”
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
DESIGN Definition of Chemical Process Design
7
Raw Material Chemical
Product
Chemical
Process
??
Chemical process design is about finding a sustainable process that can convert the raw materials to the desired chemical products
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• The Purpose of Engineering
– to create new material wealth
• This goal in Chemical Engineering is
accomplished
– via the chemical transformation
– and/or separation of materials
Creative Aspects of Process Design
8
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• 50% of the chemical products sold
– were developed during the last decade or two (20 – 30
years)
– Indication of tremendous success of engineering effort
• Process and Plant Design
– Creative activity whereby
– Generate ideas, translate them into equation and
processes for producing new materials
– or for significantly upgrading the value of existing
materials
Creative Aspects of Process Design
9
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Your role in the chemical process
10
?? Process synthesis vs. Process analysis
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• The goal of a conceptual design is:
– To find the best process flow sheet
– To estimate the optimum design conditions
• There can be many process alternatives to be
considered
• There are many possibilities to consider with only
a small chance of success
– 104 – 109 alternatives can be generated for a
single product plant (since design problems are
under-defined)
Strategy for Process Synthesis and Analysis
11
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• In some cases it is possible to use design
guidelines (rules of thumb or heuristics)
– to make some decisions about the structure of the flow
sheet and/or
– to set the values of some of the design variables
• In the absence of heuristics - Use shortcut design
methods
Contd..
12
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Design problems are underdefined
• To supply this missing information, we must
make assumptions about
– What type of process units should be used?
– How are they interconnected?
– What temperatures, pressures, flow rates are
required?
…”Synthesis Activity”
Problem Areas Synthesis and Analysis
13
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Synthesis is difficult because there are very
large number (104 – 109) of ways to
accomplish same goal
• Hence design problems are very open-
ended
Contd..
14
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• We have to find the process alternative (out
of 104 – 109) possibilities
– That has the lowest cost
– Process is safe
– Satisfy environmental constraints
– Easy to start up and operate etc.
Objective
15
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Because of the under defined and open-ended
nature of design problems, and because of the
lower success rates, it is useful to develop a
strategy for solving design problems
Need of Process Design Principles
16

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
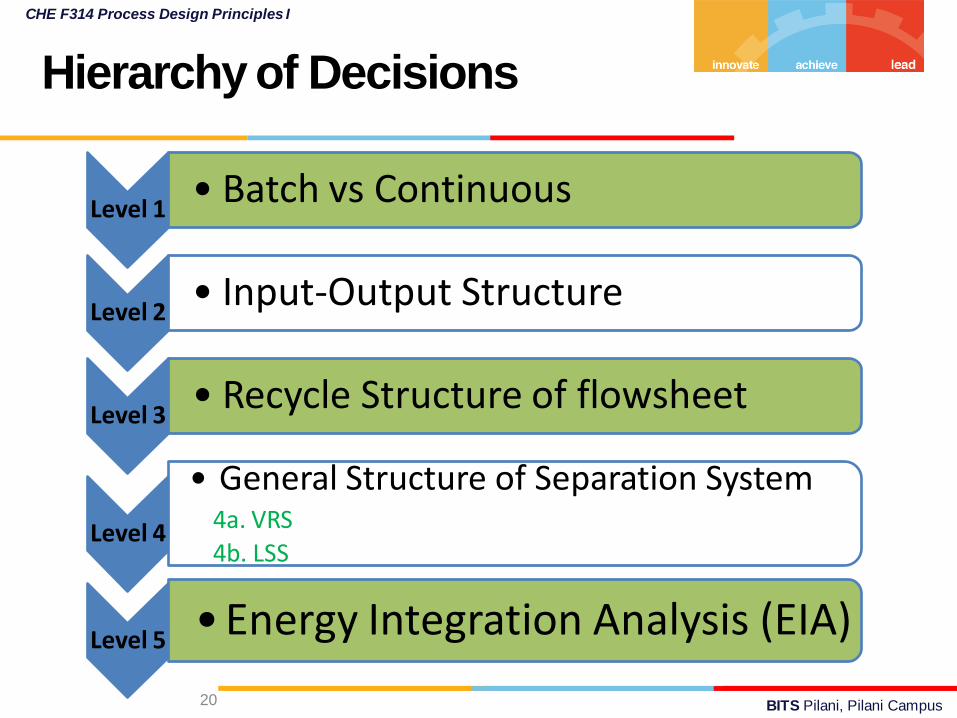
Hierarchy of Decisions
17
Level 1 • Batch vs Continuous
Level 2 • Input-Output Structure
Level 3 • Recycle Structure of flowsheet
Level 4
• General Structure of Separation System 4a. VRS
4b. LSS
Level 5 • Energy Integration Analysis (EIA)
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Decision on Operating mode
Input Information and Batch vs Continuous
18
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
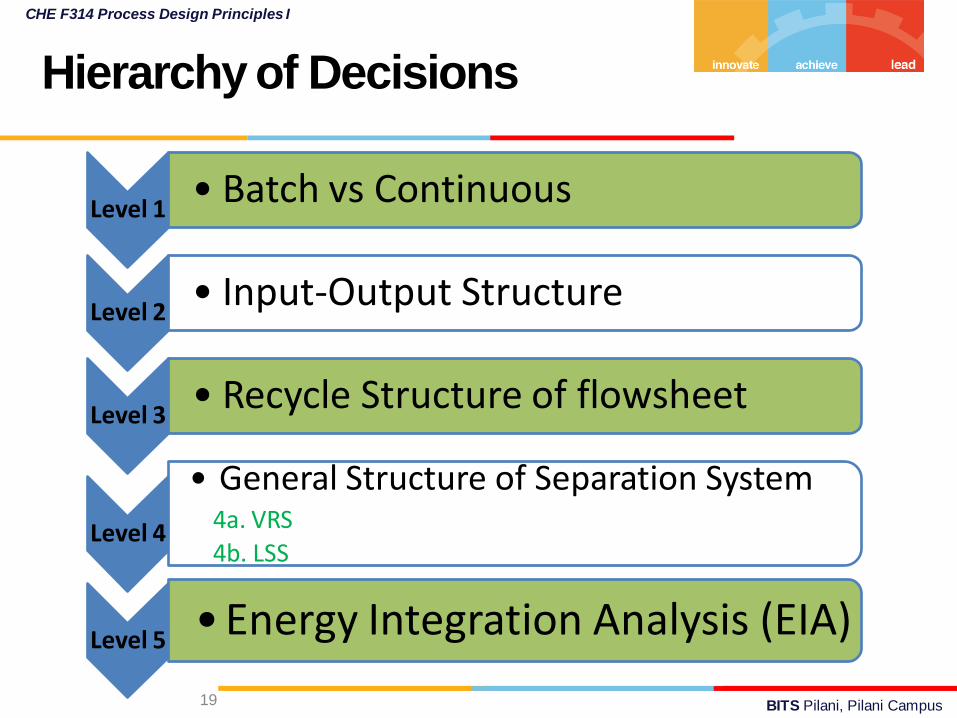
Hierarchy of Decisions
19
Level 1 • Batch vs Continuous
Level 2 • Input-Output Structure
Level 3 • Recycle Structure of flowsheet
Level 4
• General Structure of Separation System 4a. VRS
4b. LSS
Level 5 • Energy Integration Analysis (EIA)
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Hierarchy of Decisions
20
Level 1 • Batch vs Continuous
Level 2 • Input-Output Structure
Level 3 • Recycle Structure of flowsheet
Level 4
• General Structure of Separation System 4a. VRS
4b. LSS
Level 5 • Energy Integration Analysis (EIA)

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Hierarchy of Decisions
21
Level 1 • Batch vs Continuous
Level 2 • Input-Output Structure
Level 3 • Recycle Structure of flowsheet
Level 4
• General Structure of Separation System 4a. VRS
4b. LSS
Level 5 • Energy Integration Analysis (EIA)
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
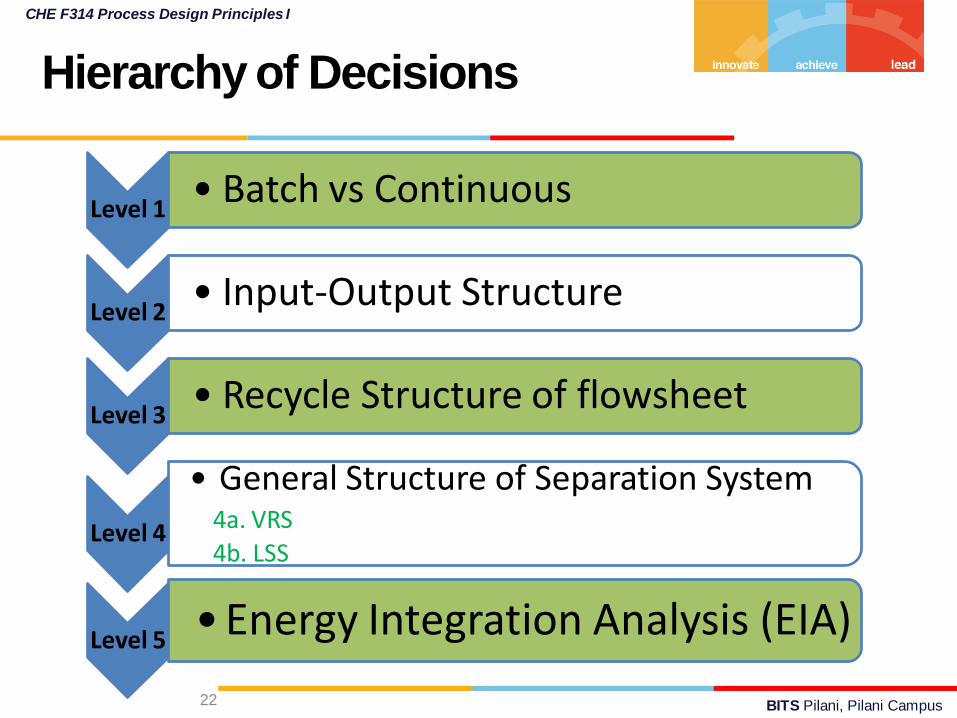
Hierarchy of Decisions
22
Level 1 • Batch vs Continuous
Level 2 • Input-Output Structure
Level 3 • Recycle Structure of flowsheet
Level 4
• General Structure of Separation System 4a. VRS
4b. LSS
Level 5 • Energy Integration Analysis (EIA)
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Organization of Course
23
Module-I Strategy for Process
Synthesis and Analysis
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
24
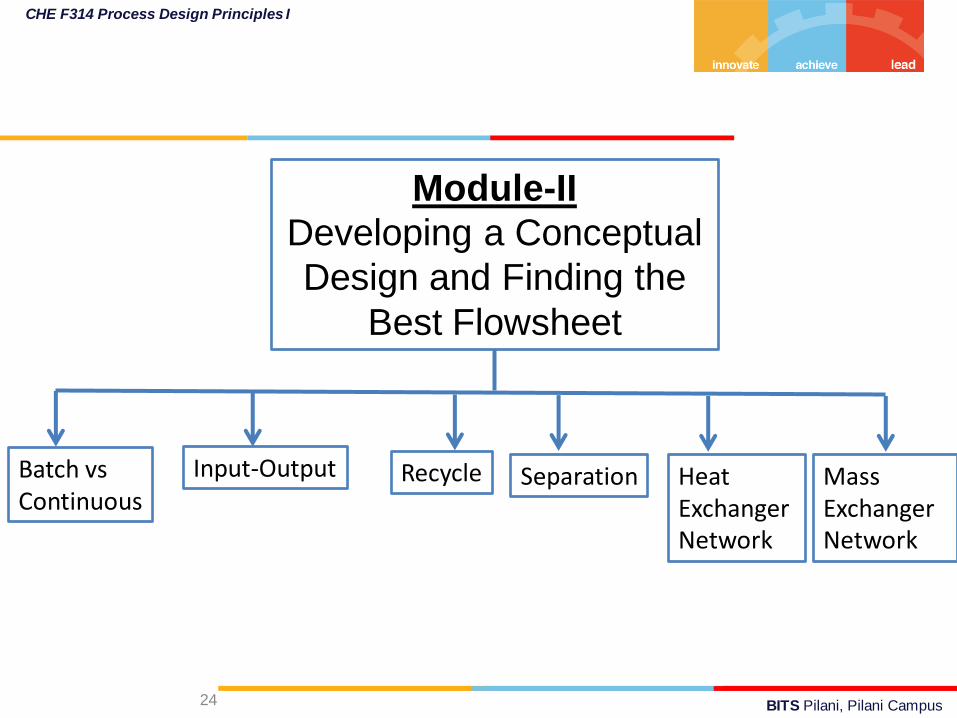
Module-II
Developing a Conceptual
Design and Finding the
Best Flowsheet
Batch vs Continuous
Input-Output Recycle Separation Heat Exchanger Network
Mass Exchanger Network
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Handout
25
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
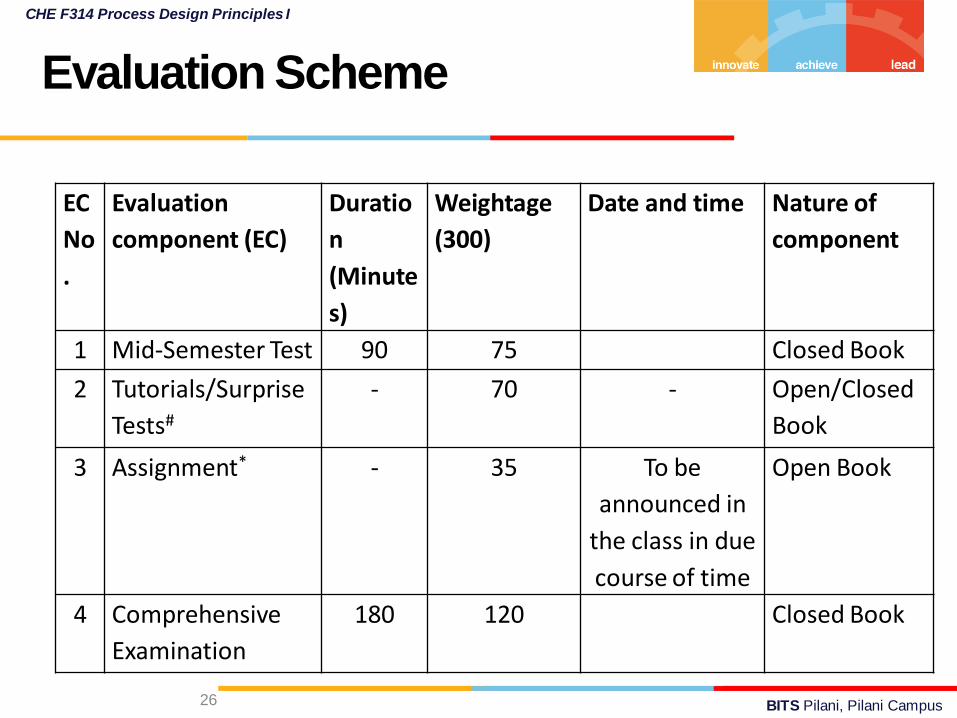
Evaluation Scheme
26
EC
No
.
Evaluation
component (EC)
Duratio
n
(Minute
s)
Weightage
(300)
Date and time Nature of
component
1 Mid-Semester Test 90 75 Closed Book
2 Tutorials/Surprise
Tests#
- 70 - Open/Closed
Book
3 Assignment* - 35 To be
announced in
the class in due
course of time
Open Book
4 Comprehensive
Examination
180 120 Closed Book
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Concepts of
• Heat Transfer
• Separation Process I & II
• Chemical Process Calculations
• Chemical Engineering Thermodynamics
• Fluid Mechanics
Prerequisite
27
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Being ONTIME is a good thing!
• Be Interactive!
• Share your idea and views
Points to Remember
28

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Hierarchical Approach to Conceptual Design: HDA
Case Study
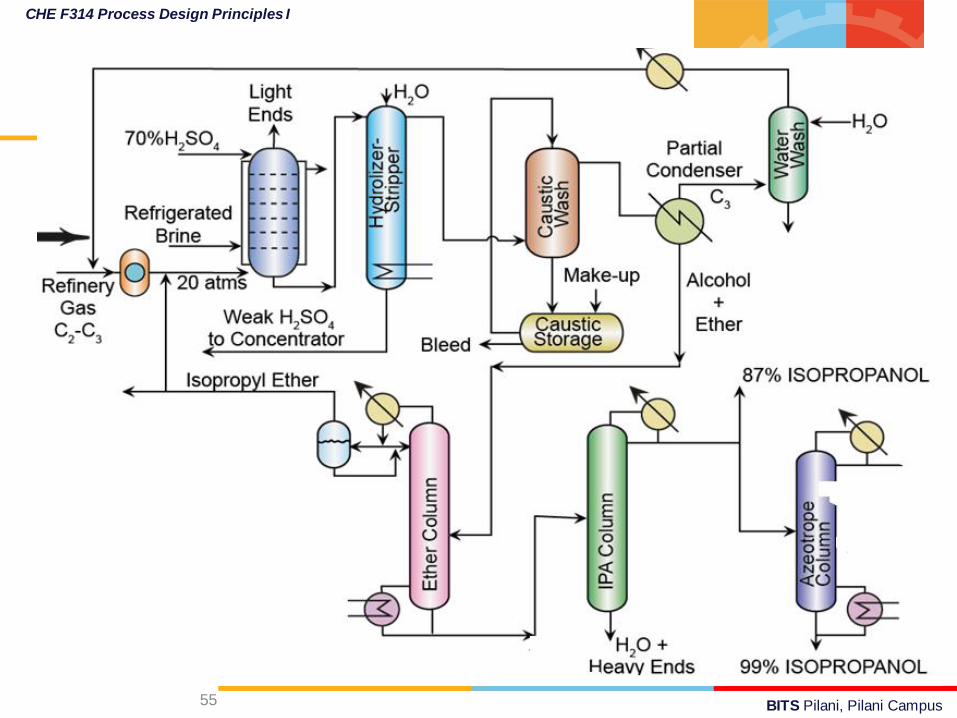
• Simplified flowsheet for the separation process
• Recycle structure of flowsheet
• Input-Output Structure of Flowsheet
• Hierarchy of Decisions
Outline
29
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
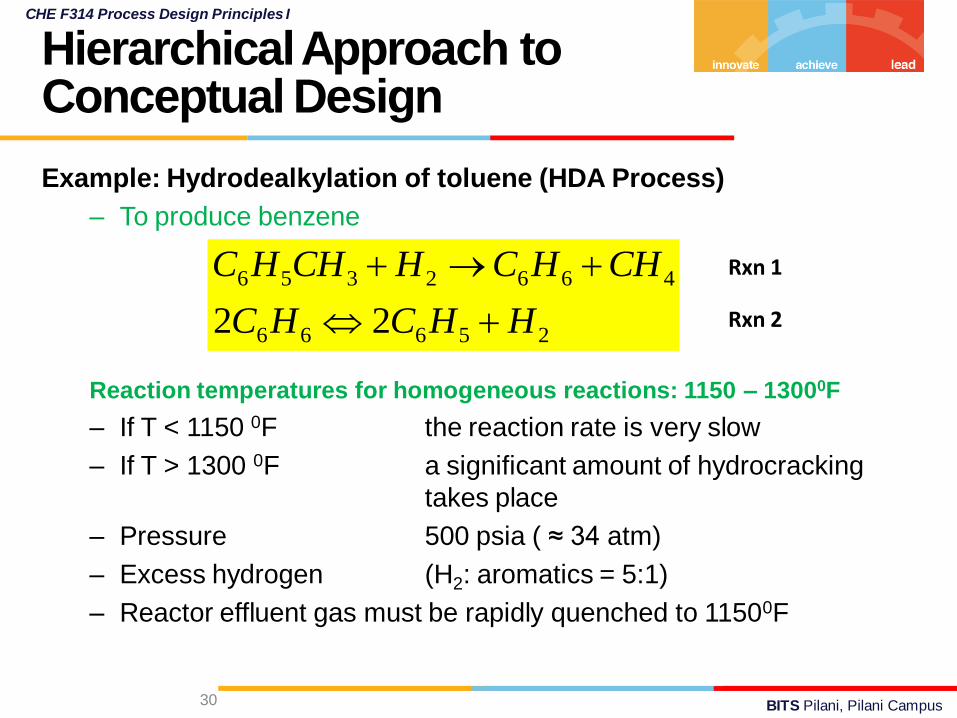
Example: Hydrodealkylation of toluene (HDA Process)
– To produce benzene
Reaction temperatures for homogeneous reactions: 1150 – 13000F
– If T < 1150 0F the reaction rate is very slow
– If T > 1300 0F a significant amount of hydrocracking
takes place
– Pressure 500 psia ( ≈ 34 atm)
– Excess hydrogen (H2: aromatics = 5:1)
– Reactor effluent gas must be rapidly quenched to 11500F
Hierarchical Approach to Conceptual Design
30
25666
4662356
22 HHCHC
CHHCHCHHC
Rxn 1
Rxn 2
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
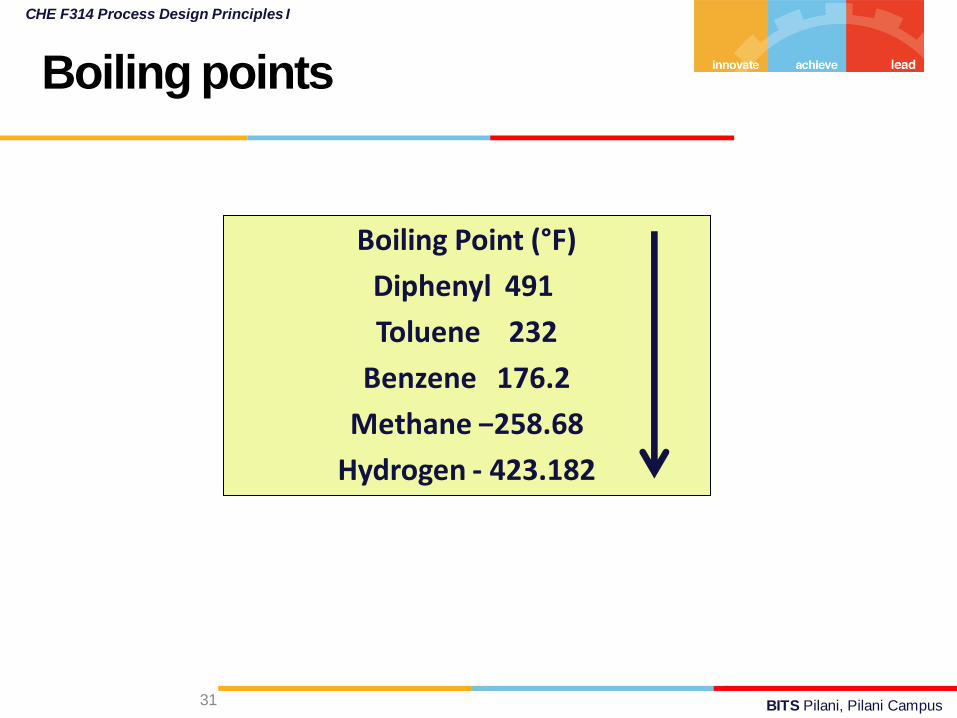
Boiling points
31
Boiling Point (°F)
Diphenyl 491
Toluene 232
Benzene 176.2
Methane −258.68
Hydrogen - 423.182
BITS Pilani, Deemed to be University under Section 3 of UGC Act, 1956
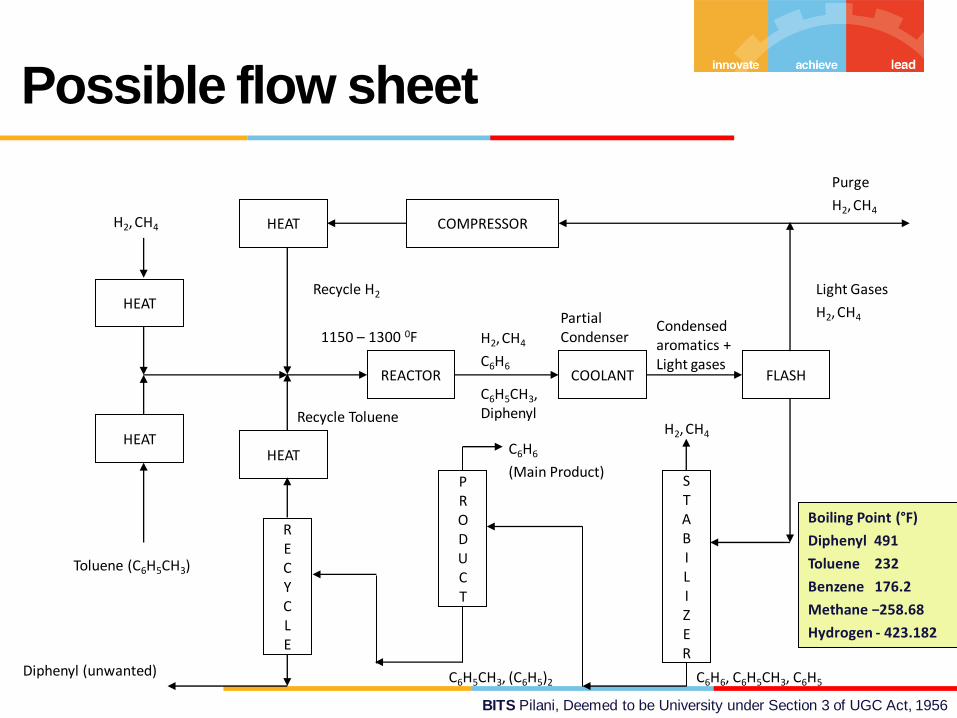
Possible flow sheet
HEAT
HEAT
R E C Y C L E
HEAT
Diphenyl (unwanted)
Toluene (C6H5CH3)
H2, CH4 HEAT COMPRESSOR
REACTOR COOLANT FLASH
P R O D U C T
S T A B I L I Z E R
H2, CH4
Recycle H2
Recycle Toluene
1150 – 1300 0F H2, CH4
C6H6
C6H5CH3,Diphenyl
Partial Condenser
Condensed aromatics + Light gases
Light Gases
H2, CH4
Purge
H2, CH4
C6H6, C6H5CH3, C6H5 C6H5CH3, (C6H5)2
C6H6
(Main Product)
Boiling Point (°F)
Diphenyl 491
Toluene 232
Benzene 176.2
Methane −258.68
Hydrogen - 423.182
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Is the process flow sheet very realistic?
• In the last decade (1978), a new design procedure
has been developed
– that makes possible to find the minimum heating and
cooling loads for a process
– and the Heat Exchanger Network Synthesis (HENS)
that gives the ‘Best’ energy integration
Energy Integration
33
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
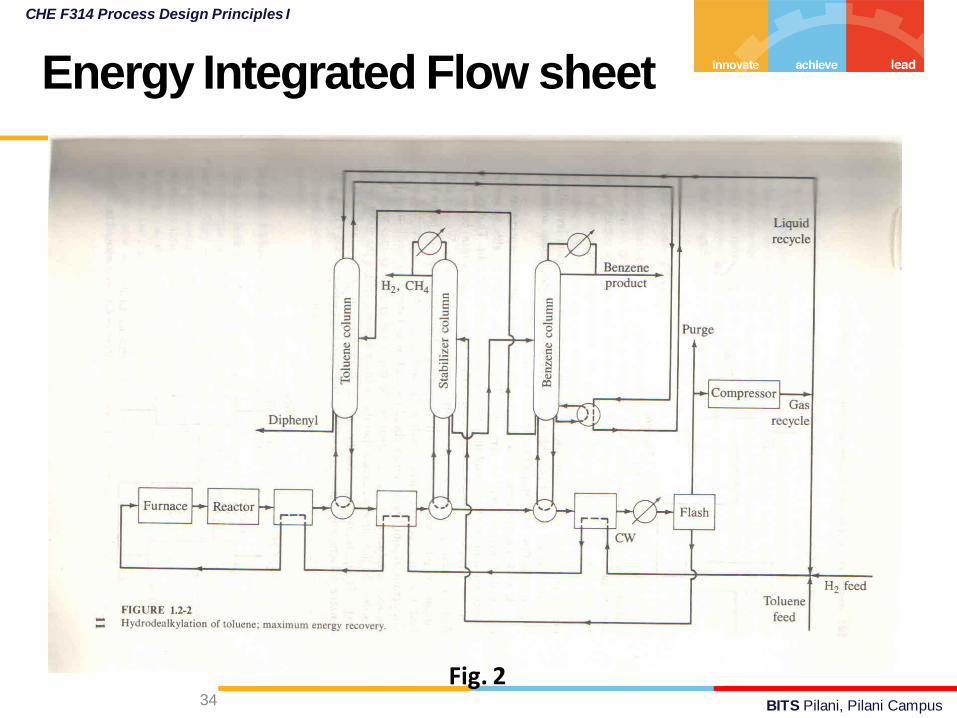
Energy Integrated Flow sheet
34
Fig. 2
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Energy Integration flow sheet is more complicated
• many more interconnection
• Moreover to apply the Energy Integration (HENS) analysis
– we must know the flow rate and composition of every process
stream i.e. all the process heat loads including those of the
separation system as well as all the stream temperatures
• Since we need to fix almost all the flow sheet before we can
design the Energy Integration system
– since it adds the greatest complication to the process flow sheet
– we consider the Energy Integration Analysis (HENS) as last step in
our process design procedure
Contd..
35

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• We could recover the benzene as overhead
• Remove toluene as the side-stream (below the feed), and
recover the diphenyl as a bottom stream
Distillation Train
Benzene (C6H6) H2, CH4
Toluene (C6H5CH3) + Small amount of (C6H5)2
Feed
H2, CH4, C6H6,
C6H5CH3,C6H5
C6H6, C6H5CH3, C6H5
Fig. 3
Diphenyl (C6H5)2
Boiling Point (°F)
Diphenyl 491
Toluene 232
Benzene 176.2
Methane −258.68
Hydrogen - 423.182
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
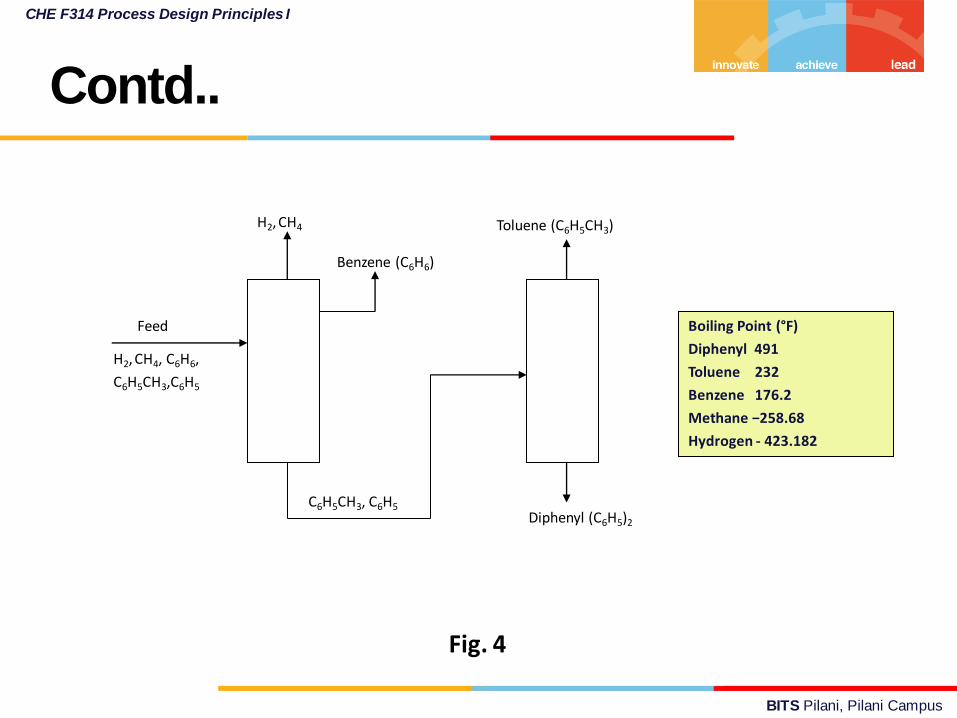
Contd..
Benzene (C6H6)
H2, CH4 Toluene (C6H5CH3)
Diphenyl (C6H5)2
Feed
H2, CH4, C6H6,
C6H5CH3,C6H5
C6H5CH3, C6H5
Fig. 4
Boiling Point (°F)
Diphenyl 491
Toluene 232
Benzene 176.2
Methane −258.68
Hydrogen - 423.182
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
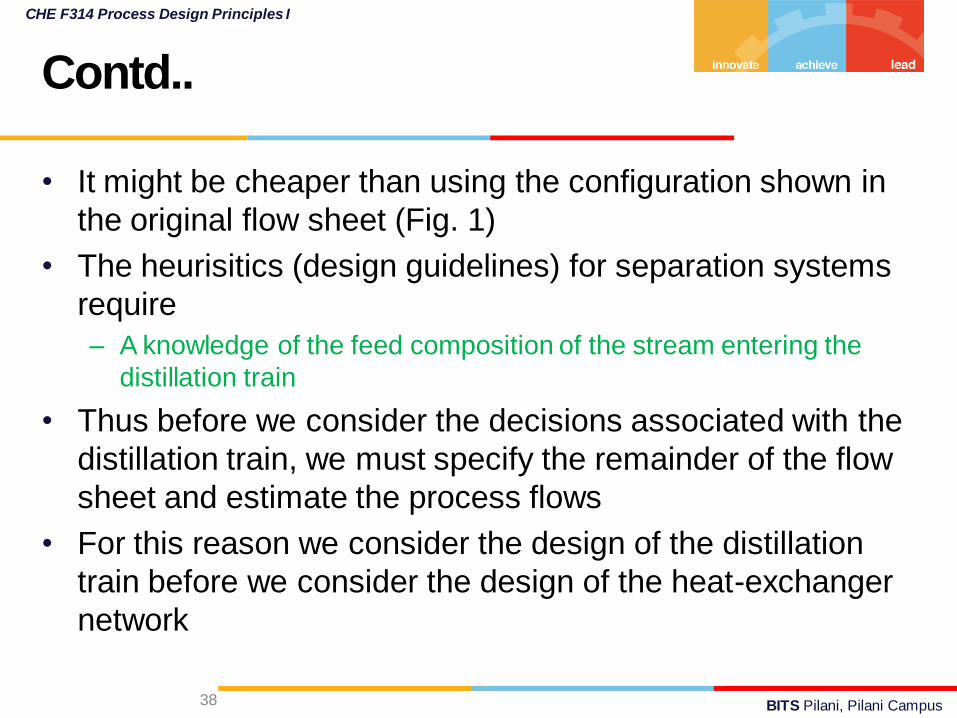
• It might be cheaper than using the configuration shown in
the original flow sheet (Fig. 1)
• The heurisitics (design guidelines) for separation systems
require
– A knowledge of the feed composition of the stream entering the
distillation train
• Thus before we consider the decisions associated with the
distillation train, we must specify the remainder of the flow
sheet and estimate the process flows
• For this reason we consider the design of the distillation
train before we consider the design of the heat-exchanger
network
Contd..
38
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Complete separation (of aromatics and light gases) in a
flash drum NOT POSSIBLE!
• therefore that some of the aromatics will leave with the flash vapor
(H2 and CH4 lighter gases)
• Moreover some of those aromatics will be lost in the purge
stream
• It is possible to recover those aromatics by installing a VRS
either on the flash vapor stream or on the purge stream
Vapor Recovery System (VRS)
39
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• As a VRS, one of the following can be used
– Condensation (high pressure or low temperature or both)
– Absorption
– Adsorption
– A membrane process
• To find out the economic feasibility of the VRS
• we must estimate the flow rates of aromatics lost in the purge as well
as the H2 and CH4 flow in the purge
• Hence before we consider the necessity and / or the design
of a VRS
• we must specify the remainder of the flow sheet and we must
estimate the process flows
Contd..
40

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
When do we consider designing of VRS?
We consider the design of the VRS before that for the liquid
separation system
Contd..
41

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Our goal is to find a way of simplifying flowheets
• It is obvious that Fig.1 is much simpler than the figure in
which energy integration (HENS) is included
– because of which it was decided that the EIA be carried out at the
end (after distillation train is finalized)
• Similarly, since we have to know that the process flow rates
to design the VRS and LRS
– it was decided to consider these design problems just before the
energy integration
Simplified Flowsheet for the Separation Systems
42
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
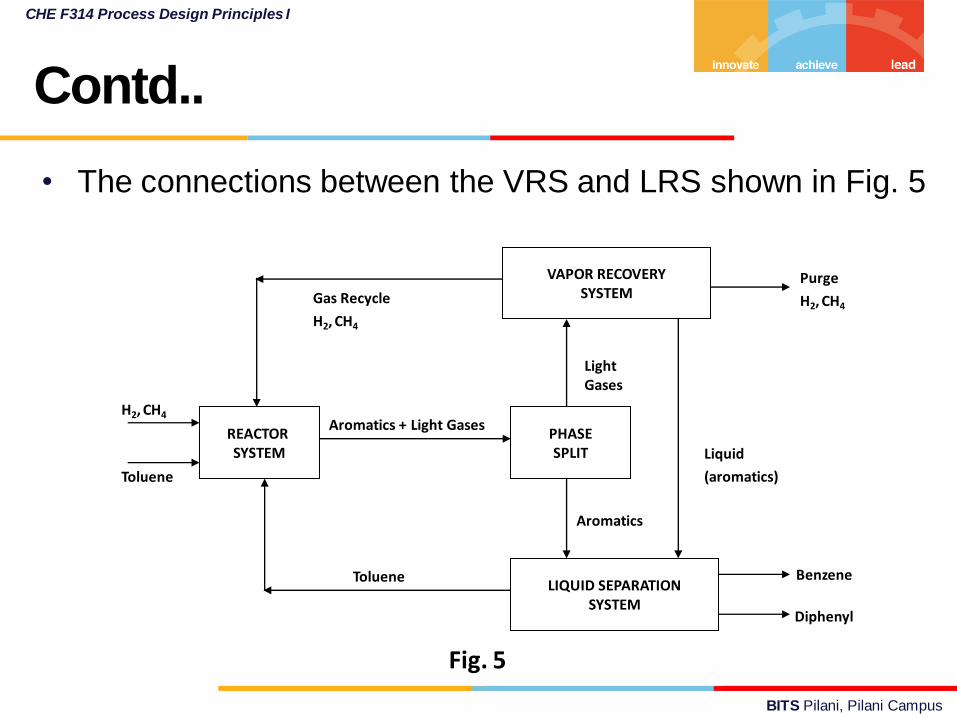
• The connections between the VRS and LRS shown in Fig. 5
Contd..
REACTOR SYSTEM
PHASE SPLIT
VAPOR RECOVERY SYSTEM
LIQUID SEPARATION SYSTEM
Benzene
H2, CH4
Liquid
(aromatics)
Diphenyl
Toluene
Toluene
Purge
H2, CH4 Gas Recycle
H2, CH4
Aromatics + Light Gases
Light Gases
Aromatics
Fig. 5
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
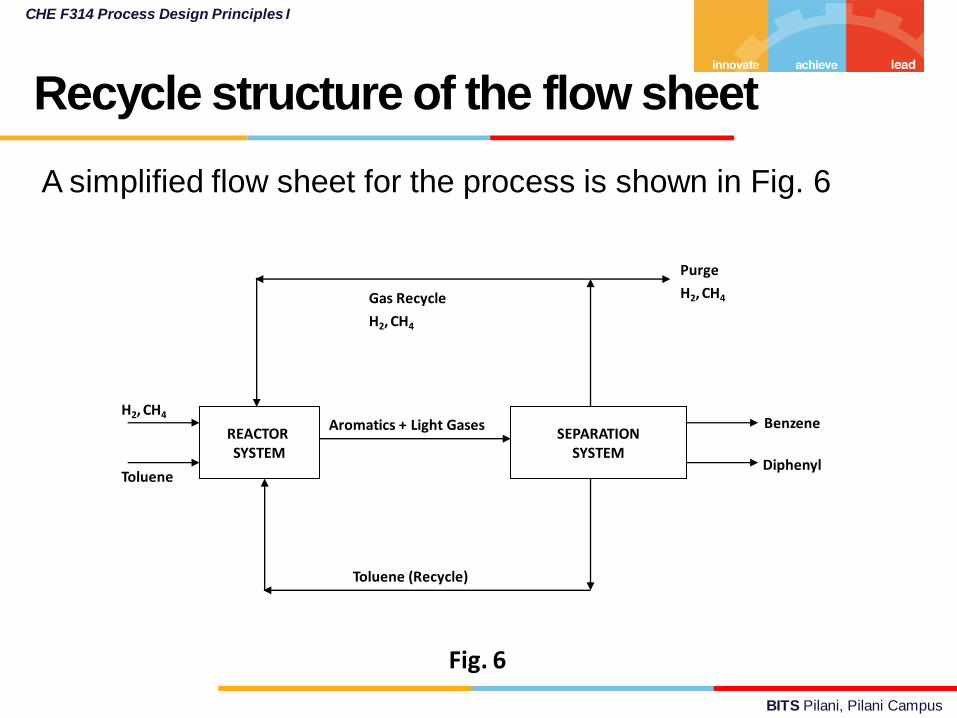
A simplified flow sheet for the process is shown in Fig. 6
Recycle structure of the flow sheet
REACTOR SYSTEM
SEPARATION SYSTEM
Benzene H2, CH4
Diphenyl Toluene
Toluene (Recycle)
Purge
H2, CH4 Gas Recycle
H2, CH4
Aromatics + Light Gases
Fig. 6
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Use this simple representation
– to estimate the recycle flows
– their effect on the reactor cost, and
– the cost of gas recycle compressor, if any
• For example, we can study:
1. The factors that determine the no. of recycle streams
2. Heat effects in the reactor
3. Equiliblrium limitations in the reactor, etc.
Contd..
45

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Can we still think of simplifying the flowsheet?
46
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
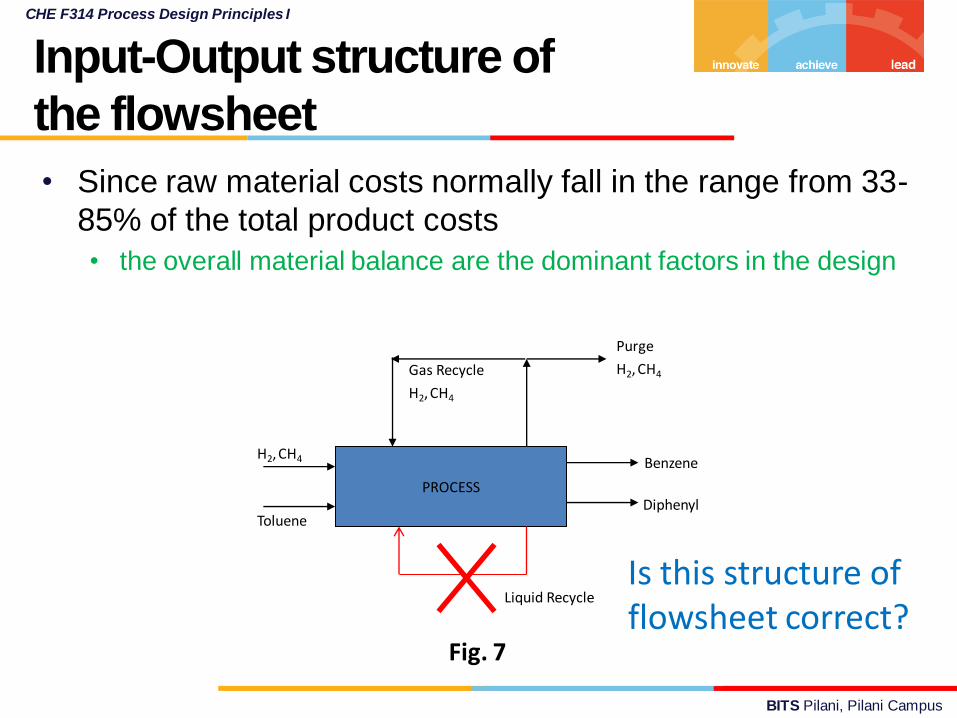
• Since raw material costs normally fall in the range from 33-
85% of the total product costs
• the overall material balance are the dominant factors in the design
Input-Output structure of
the flowsheet
PROCESS
Benzene H2, CH4
Diphenyl Toluene
Purge
H2, CH4 Gas Recycle
H2, CH4
Fig. 7
Liquid Recycle Is this structure of flowsheet correct?
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Also we do not want to spend any time investigating the
design variables in the ranges
• where the products and by products are worth less than the raw
materials
• Thus, we consider the Input-output structure of the flow
sheet and the decisions that affect this structure before we
consider any recycle streams
• By successively simplifying a flowsheet, we can develop a
general procedure for attacking design problems
Contd..
48
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• A systematic approach to process design by
reducing the design problem to a hierarchy of
decisions:
1. Batch vs Continuous
2. Input-Output structure of the flow sheet
3. Recycle structure of the flow sheet
4. General structure of the separation system
a) Vapor liquid system
b) Liquid separation system
5. Energy Integration Analysis (HENS)
Hierarchy of Decisions
49
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• One great advantage of this approach to design is: – It allows us to calculate equipment cost
– to estimate costs
• Then if the potential profit becomes negative at some level • look for a process alternative or ,
• terminate the design project without having to obtain a complete solution to the problem
• Another advantage of this procedure: – As we make about the structure of the flow sheet at various levels
– We know that if we change these decisions, we will generate process alternatives
• The goal of a conceptual design is to find the best alternative
Contd..
50
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Ethanol is produced by the hydration of ethylene. The primary reactions for
ethanol synthesis are given below:
• Initially, the feed (90% ethylene, 8% ethane, and 2% methane) and water
are heated by passing through the primary heater. This heated feed is sent
to the reactor. The reaction takes place at 560 K and 69 bar. The fractional
conversion of ethylene in the reactor is 0.07. The reactants and products
are sent to the separator where gaseous and liquid products and reactants
are separated. All gaseous products and reactants are scrubbed in a
scrubber. Unconverted ethylene and inert gases (ethane and methane) are
recycled back. To avoid the accumulation of inert components, some
amount of recycled stream is purged. The liquid products and the bottom
products of scrubber are sent to the series of distillation columns where side
product diethyl ether and water are separated out. The diethyl ether is
recycled back and mixed with the feed stream. Ethanol-water azeotrope is
produced from the final distillation column.
Problem
51
OHether DiethylEthanol 2
EthanolOHEthylene
2
2
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Draw the following: • General structure of the flow sheet
• Recycle structure of the flow sheet
• Input-output structure of the flow sheet
Problem
52
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Hierarchical Approach to Conceptual Design
IPA Case Study
• Design of a solvent recovery system
Outline
53
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Draw the,
1. General structure of the Separation system.
2. Recycle structure of the flowsheet.
3. Input-output structure of the flowsheet.
Contd..
54
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
55

BITS Pilani Pilani Campus
Economic Decision Making
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Design of A Solvent Recovery System (Ch. 3 of T2)
• Problem Definition
• Economic Potential
• Process alternatives
Outline

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• As a part of a process design problem
– Assume that there is a stream
– Containing 10.3 mol/hr of acetone and 687 mol/hr of air
– That is being fed to a flare system (to avoid air pollution)
Problem Definition
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
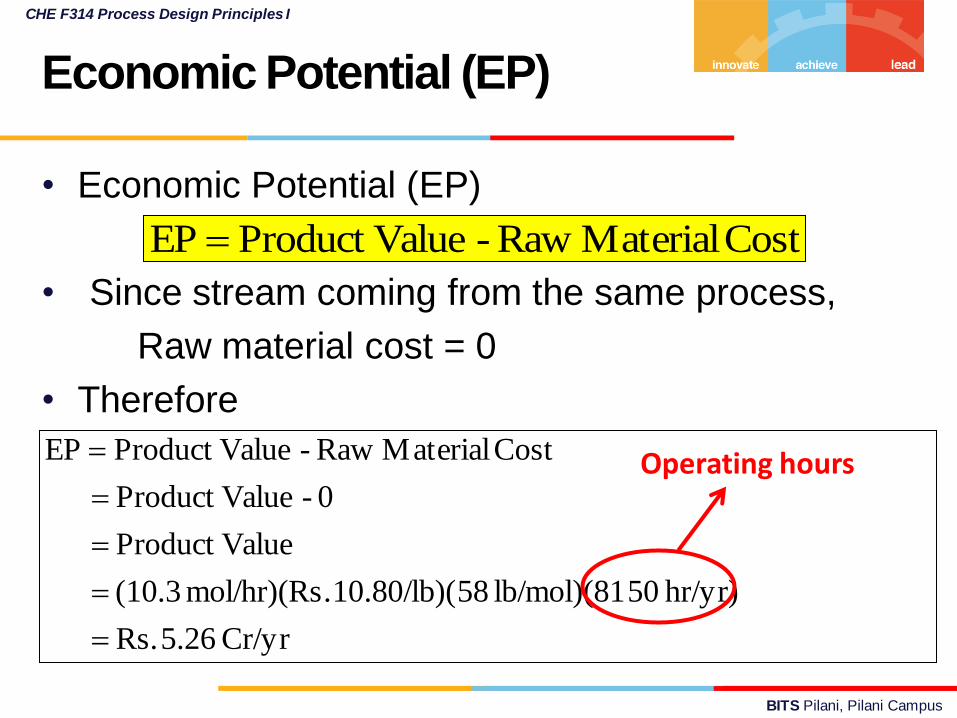
• Economic Potential (EP)
• Since stream coming from the same process,
Raw material cost = 0
• Therefore
Economic Potential (EP)
Cost Material Raw - ValueProduct EP
Cr/yr 5.26 Rs.
hr/yr) 50lb/mol)(81 5810.80/lb)( .mol/hr)(Rs (10.3
ValueProduct
0 - ValueProduct
Cost Material Raw - ValueProduct EP
Operating hours
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Question 1
How to recover acetone?
60

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Solvent recovery alternatives 1. Condensation
a. High Pressure
b. Low temperature
c. Combination of both
2. Absorption
3. Adsorption
4. A Membrane Separation System
5. A Reaction Process (Acetone as raw material for a new
product)
General Considerations: Process Alternatives

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Question 2
Which is the cheapest
alternative?
62
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• If solute concentration (mole fraction) in a gas < 5 %
– Adsorption is the cheapest process
– In the present case, it is ≈ 1.5 %
[10.3/(687+10.3) = 0.0147]
• may opt for Adsorption
• However, many petroleum companies prefer to use
– Condensation or absorption process
General Considerations: Process Alternatives
63
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Judgment based on:
Concerning the use of technology where we have
great deal of experience
vs.
Using a technology where we have much less
experience (Relatively new technology)
Contd..
64
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
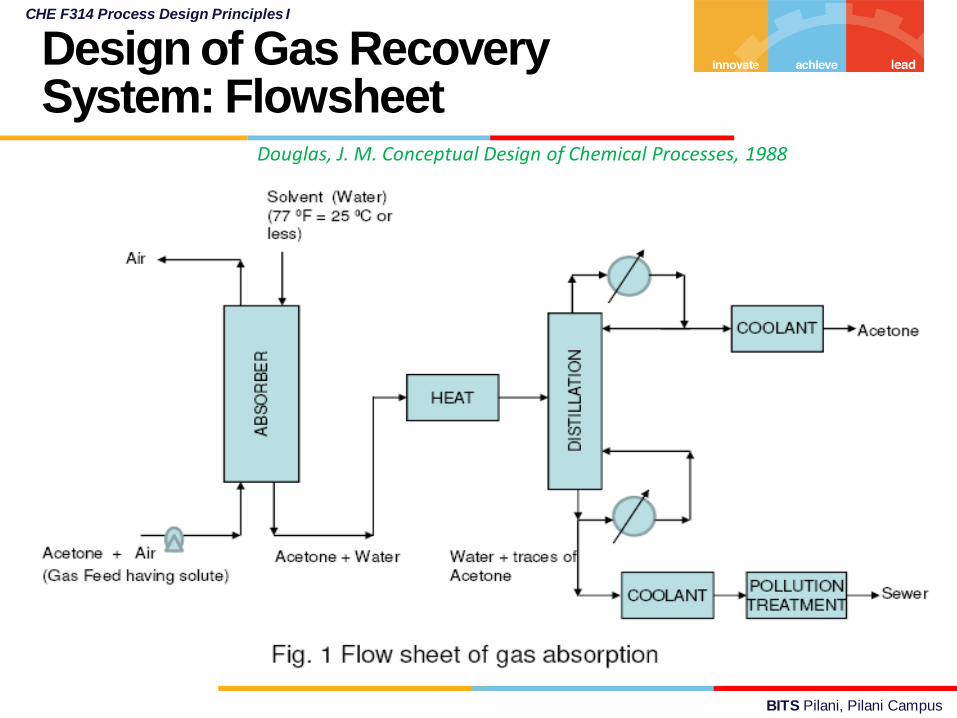
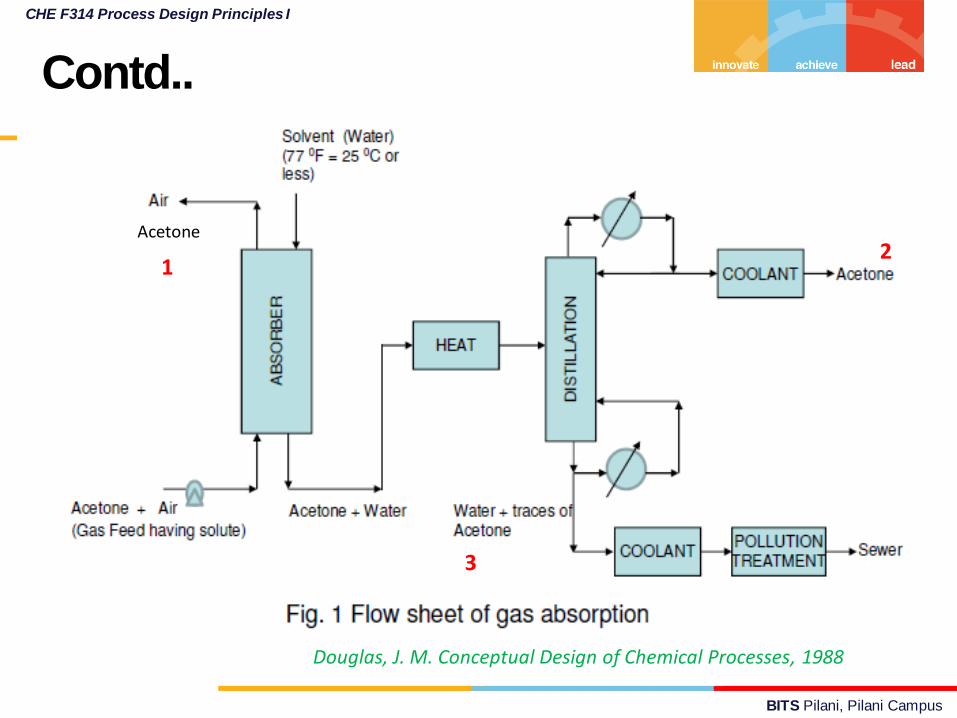
Design of Gas Recovery System: Flowsheet
Douglas, J. M. Conceptual Design of Chemical Processes, 1988
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
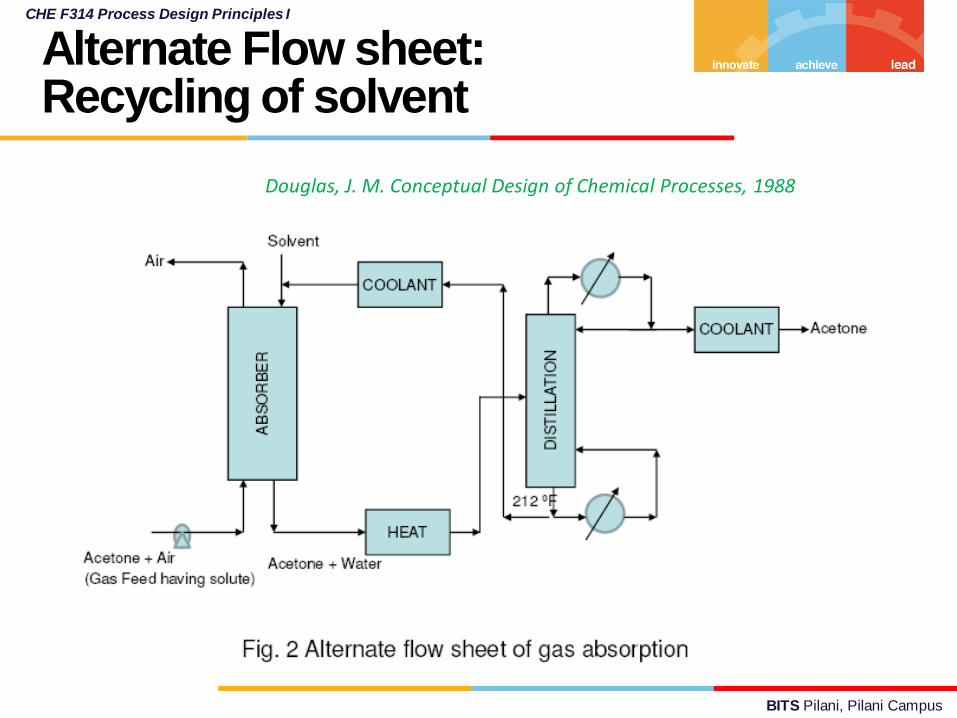
Alternate Flow sheet: Recycling of solvent
Douglas, J. M. Conceptual Design of Chemical Processes, 1988
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Question 3
Whether discarding the process
water, as shown in Fig. 1 can
ever be justified even when a
pollution treatment facility is
available?
67
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Check the temperature of the process water
entering the gas absorber
• Cooling water is available from the cooling towers
at 90 0F (32 0C) (on the hot summer day)
• And that is must be returned to the cooling towers
at a temperature less than 120 0F (49 0C)
Contd..
68
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
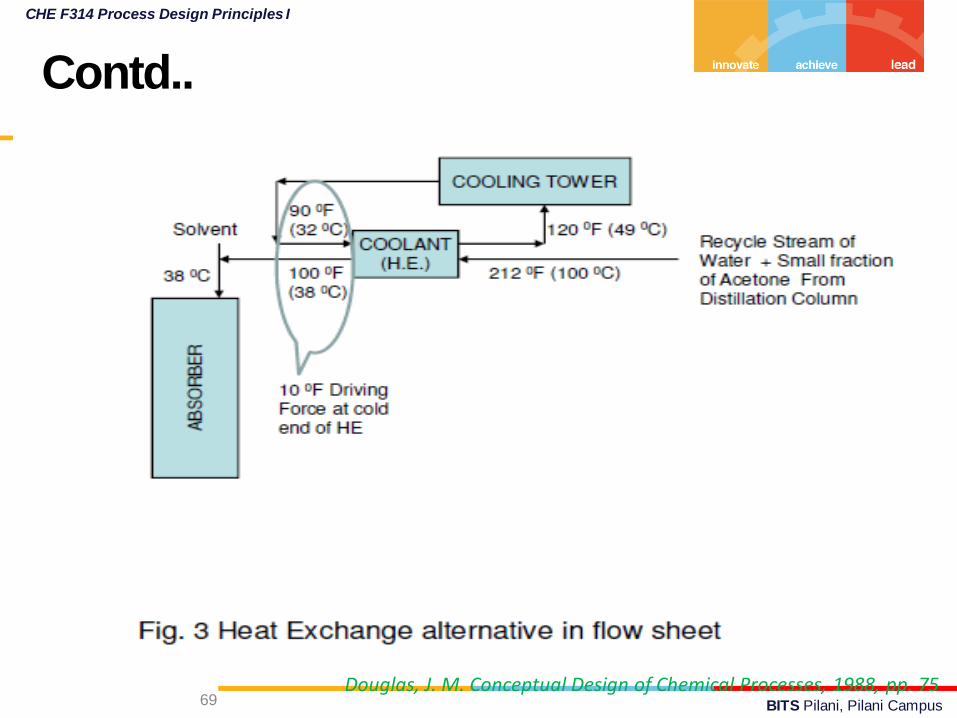
Contd..
69 Douglas, J. M. Conceptual Design of Chemical Processes, 1988, pp. 75

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• This reasoning is the basis for a design heuristic
Design of Gas Absorber: Heuristic
70
H1: If a raw material component is used
as the solvent (like water) in a gas absorber,
consider feeding the process through the gas absorber
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Considering the flow sheet shown in Fig. 1
because it is the simplest for further processing
Design of Gas Absorber

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• In addition, we must evaluate whether we really
want to use water as the solvent
• We arbitrarily choose to consider the flow sheet
shown in Fig. 1 because it is the simplest for
further processing
Contd..
72
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Identify the components that will appear in every
stream
• The inlet gas flow to the absorber
– 10.3 mol/hr of acetone + 687 mol/hr of air
• If we use well water as solvent
– inlet solvent stream is pure water (100%, solute
concentration is zero)
Design of Gas Absorber: Material Balances
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
Acetone 2
1
3
Douglas, J. M. Conceptual Design of Chemical Processes, 1988
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• The gas leaving the absorber (top) will contains
– air, some acetone and some water
– Since water is relatively inexpensive, neglecting this
solvent loss
Contd..
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Specify the product specification in distillate overhead
(2)
• Specify amount of acetone leaving in the other two
streams (1 and 3)
• Recovery of 90, or 99, or 99.9% of the acetone in the
gas absorber is possible?
Specify Acetone Amount for Material Balance
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Of course we can recover 90, or 99, or 99.9% or
whatever of the acetone in the gas absorber
• Adding more trays to the top of absorber
• The cost of the gas absorber will continue to increase as
• Increase the fractional recovery
• but the value of the acetone lost to the flare system will
continue to decrease
• There is a trade-off between these two, and
• Thus there is an optimal fractional recovery
Contd..
77

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
78
Fig.: %Recovery vs. Cost in Gas Absorber
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• There is optimum fractional recovery of bottoms
in the distillation column
• As we add more & more plates in stripping
section (bottom of distillation) of this column,
• the still cost increases, but the value of the acetone
lost to the sewer decreases
Contd..
79

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
80
Fig.: %Recovery vs. Cost in Distillation
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Design of Gas Absorber: Heuristics
81
H2: It is desirable to recover more than 99%
of all valuable materials
(we normally use 99.5% recovery as a first guess)
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Design of Gas Absorber: Heuristics
82
H3: For an isothermal, dilute absorber, choose the
solvent flow rate (L), such that L = 1.4mG
where, m = slope of equilibrium line, and G = gas molar
flow rate (mol/hr)

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• For the acetone-water system at 77oF (25oC) and
1 atm
– Activity coefficient, γs= 6.7
– Vapour pressure of acetone in air, Pos = 229 mm Hg.
– Air flow rate, G = 687 mol/hr
Material Balances
83
02.2760
)229(7.6
T
o
ss
s
s
vsTs
P
P
x
ym
PxPy
Fugacity
coefficient
Mol
fraction
solute
in gas
Total
pressure
of
system
Activity
coefficient
Mol fraction
of solute in
solvent
Vapor
pressure
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Solvent flow rate (L) = 1.4 mG = 1.4 x 2.02 x 687
= 1943 mol/hr
• For a 99.5% recovery of acetone in the gas absorber, – The acetone lost from top of absorber = 0.005 (10.3) =
0.05 mol/hr
• And the acetone flow to the distillation column, 0.995 (10.3) = 10.25 mol/hr
• If 99.5% of acetone entering the still is recovered overhead, – Then acetone as distillate = 0.995 (10.25) =10.20 mol/hr
Contd..
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Also if the product composition of acetone is
specified to be 99%,
– Then the amount of water in the product stream
(distillate) will be
• Then the bottom flows of acetone and water are
– Acetone: 0.005 (10.25) = 0.05 mol/hr
– Water: 1943 - 0.1 = 1942.9 mol/hr
Contd..
mol/hr 10.0)20.10(99.0
99.01

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Material Balances: Flowsheet
Fig.: Stream compositions and flow rates
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Acetone entering Absorber = Acetone leaving
absorber (bottom) + Acetone lost from absorber
(top)
– 10.3 mol/hr = (10.25 + 0.05) mol/hr
• Acetone leaving absorber (entering distillation
column) = Acetone in distillate + Acetone in bottom
– 10.25 mol/hr = (10.2 + 0.05 ) mol/hr
Material Balances: Acetone Balances
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Water entering Absorber = Water leaving absorber
= Water entering distillation
1943 mol/hr = 1943 mol/hr
• Water entering distillation column = Water in
distillate + Water in bottom
1943 mol/hr = 10.2 (1-0.99)/0.99 + (1943 – x)
x
= 0.10 + 1942.9 = 1943 mol/hr
Material Balances: Water Balances

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• For acetone water system, with no recycling and
99.5 % recoveries
Acetone loss in absorber overhead (assume $0.27/lb of
Acetone
= ($0.27/lb)×(58 lb/mol)×(0.0515 mol/hr)×(8150 hr/yr)
= $6600/yr
Acetone loss in still bottom
= ($0.27/lb)×(58 lb/mol)×(0.05 mol/hr)×(8150 hr/yr)
= $6600/yr
Stream Cost Calculation: Acetone-Water System

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Pollution treatment cost (assume $0.25/lb BOD and 1 lb
acetone/lb BOD)
= ($0.25/lb BOD)×(1 lb BOD/1 lb acetone)×(58 lb/mol)
×(0.05 mol/hr)×(8150 hr/yr)
= $6100/yr
Sewer charges (assume $0.20/1000 gal)
= ($0.20/1000 gal)×(1 gal/8.34 lb)×(18 lb/mol)×
(1942.9 mol/hr)×(8150 hr/yr)
= $6800/yr
Contd..
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Solvent water (assume $0.75/1000 gal)
=($0.75/1000 gal) (1 gal/8.34 lb) (18 lb/mol) (1943
mol/hr) (8150 hr/yr)
= $25,600/yr
• Each of these costs all together
is essentially negligible compared to economic
potential of $1.315×106/yr,
– We want to continue developing the design
Contd..
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
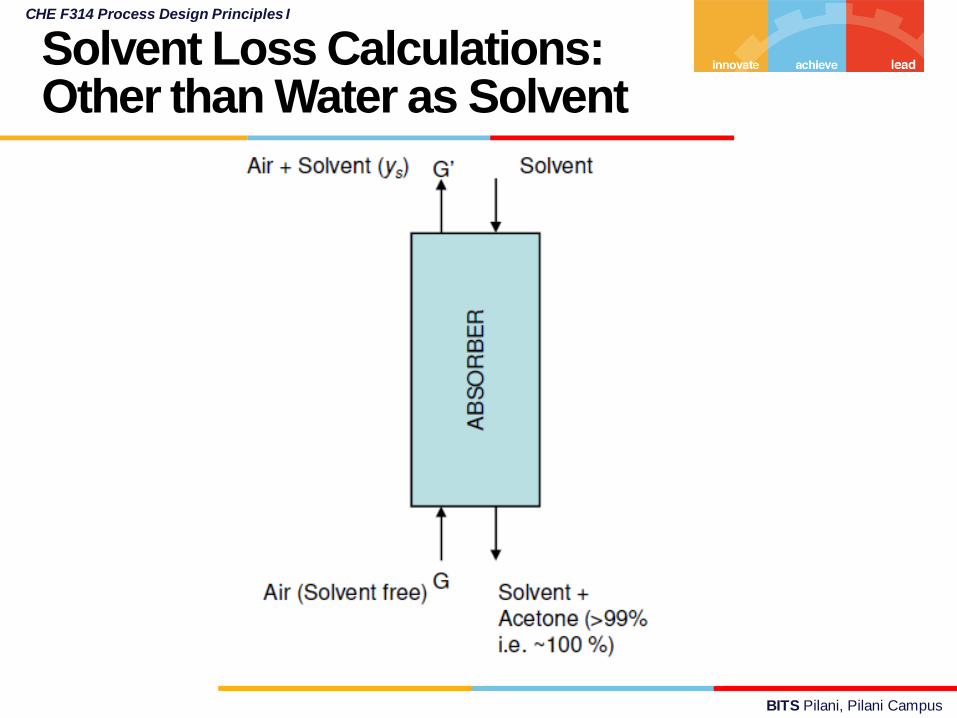
• For a low pressure absorber, fugacity correction
factors are negligible
• Vapor-liquid equilibrium relationship for the
solvent can be written as
• With greater than 99% recovery of the solute, xs ≈ 1
Solvent Loss Calculations: Other than Water as Solvent
ssssT xPyP 0
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
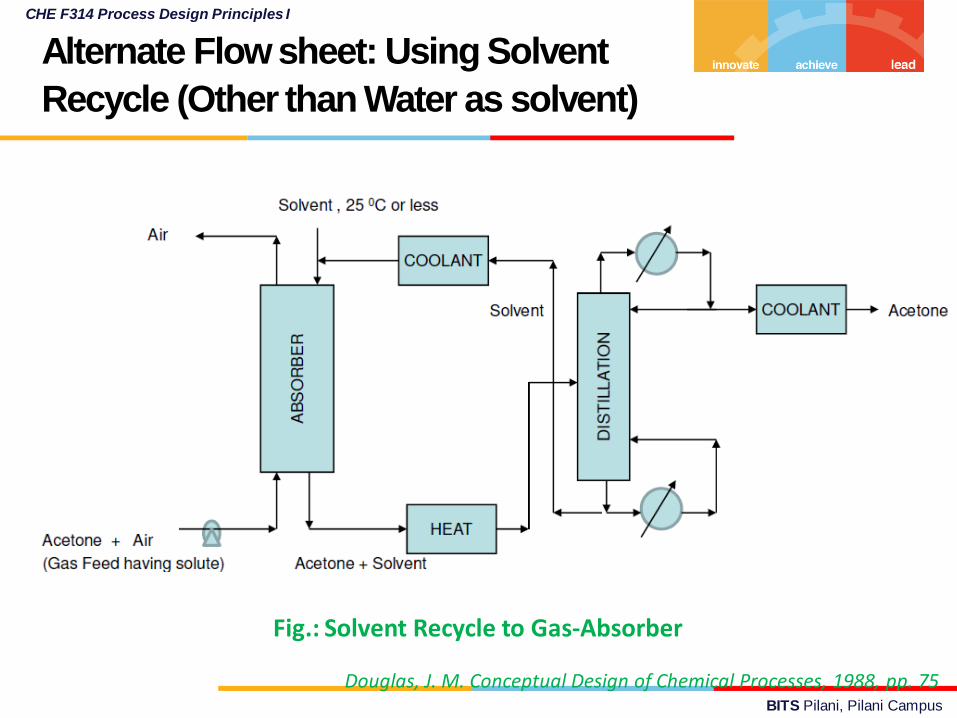
Alternate Flow sheet: Using Solvent
Recycle (Other than Water as solvent)
Fig.: Solvent Recycle to Gas-Absorber
Douglas, J. M. Conceptual Design of Chemical Processes, 1988, pp. 75
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• If a solvent is used that is in the homologous
series with the solute, then γs = 1
• Thus, from
Contd..
T
ss
P
Py
0
ssssT xPyP 0
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Homologous series
• A series of chemical compounds of
(1) Uniform chemical type
(2) Showing a regular graduation in physical properties
and
(3) Capable of being represented by a general
molecular formula
– e.g. alkanes: CnH2n+2 (CH4, C2H6, C3H8, etc.)
– Ketone: CnH2nO (acetone, C3H6O, MIBK, C6H12O)
Contd..
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Solvent Loss Calculations: Other than Water as Solvent
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
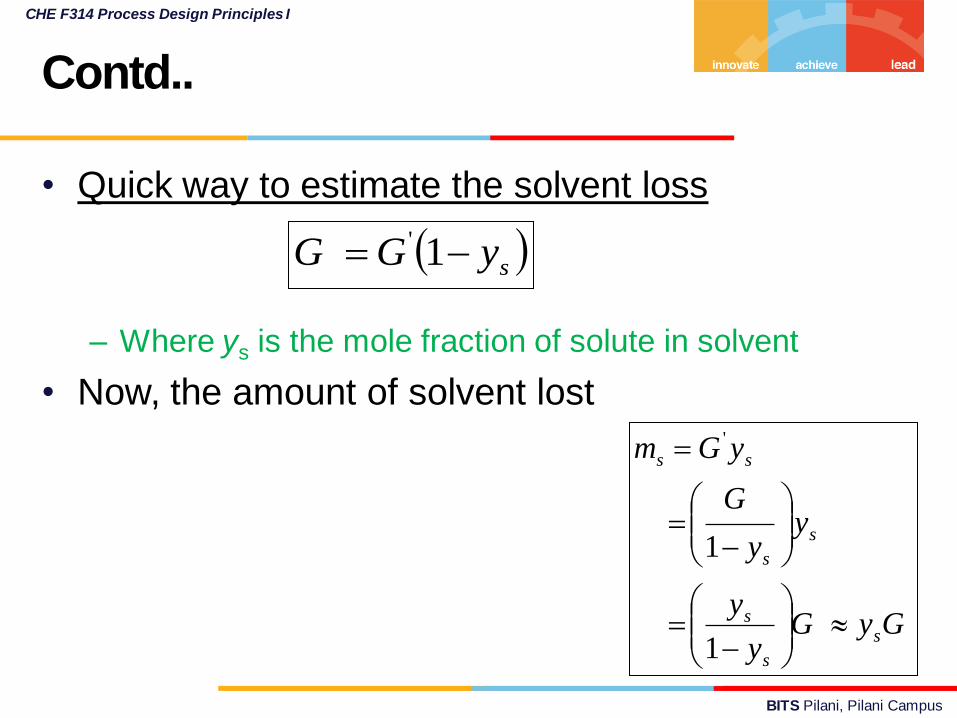
• Quick way to estimate the solvent loss
– Where ys is the mole fraction of solute in solvent
• Now, the amount of solvent lost
Contd..
syGG 1'
GyGy
y
yy
G
yGm
s
s
s
s
s
ss
1
1
'
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Suppose we consider using MIBK (Methyl Isobutyl
Ketone) as a solvent and we recycle the MIBK
– At 25oC, PT = 1 atm, Ps0 = 0.0237 atm
– ys = Ps0 /PT = 0.0237 / 1 = 0.0237
• Therefore, solvent lost
Cost of Solvent Loss Using MIBK as Solvent
0237.01
0237.00
T
ss
P
Py
mol/hr7169.19mol/hr6870237.0 Gym ss

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• MIBK lost (assume $0.35/lb of MIBK = $35/mol of
MIBK)
– ($35/mol) (19.7169 mol/hr) (8150 hr/yr)
= $4.464×106/yr
• This value is much higher than E.P. ( = $1.315×106)
– So we drop any idea of using MIBK as solvent
Contd..
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Design of Gas Absorber
– Energy Balances
Outline
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
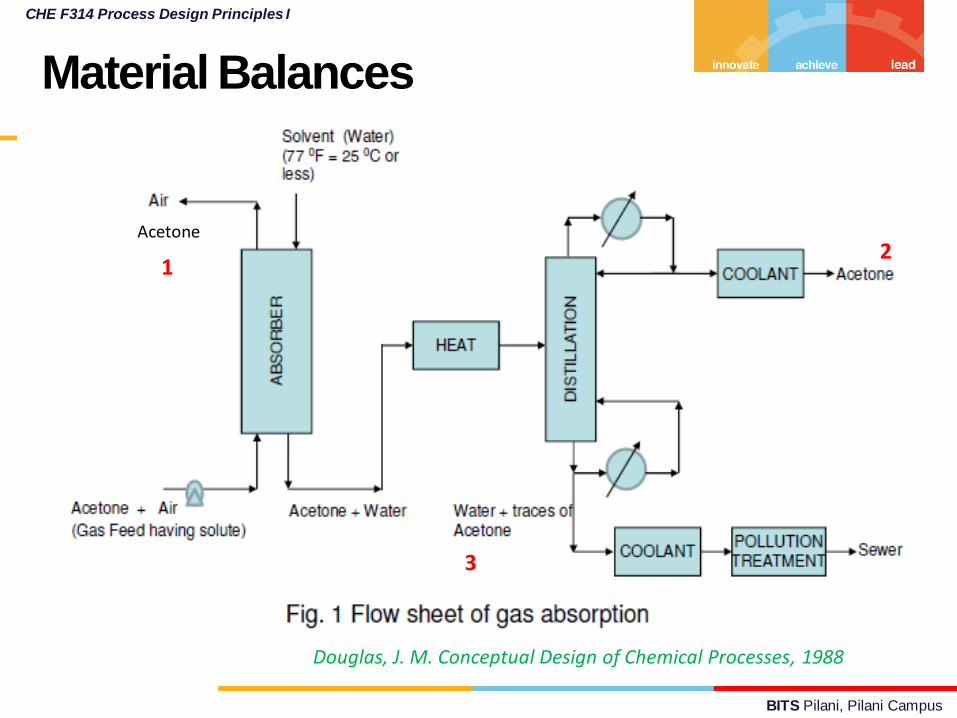
Material Balances
Acetone 2
1
3
Douglas, J. M. Conceptual Design of Chemical Processes, 1988
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
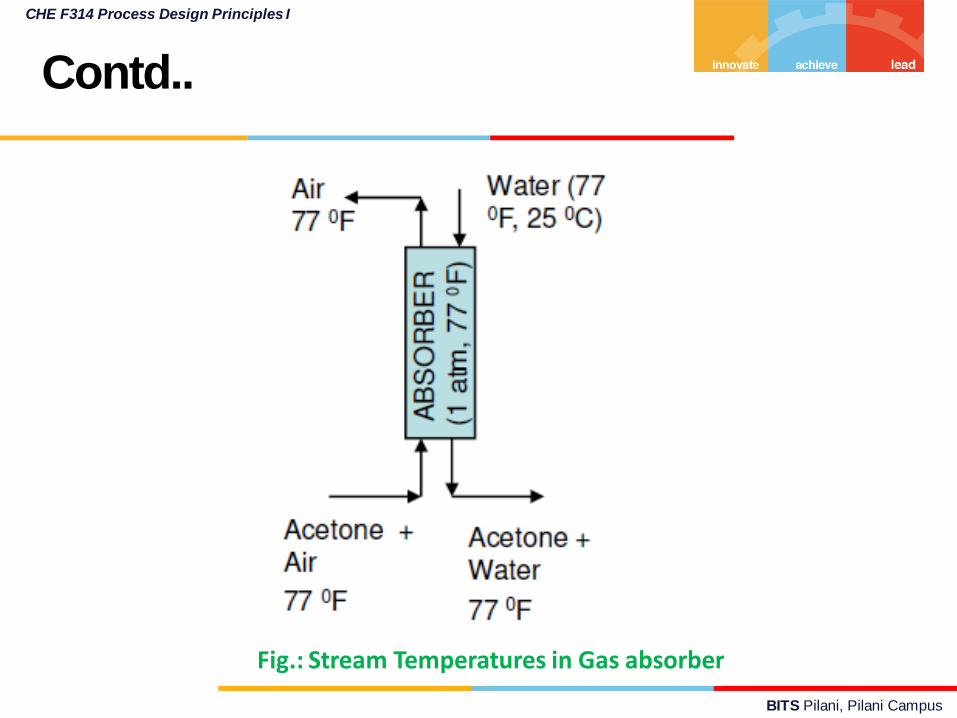
• Since the inlet composition to the gas absorber is
quite dilute (10.3/687) (i.e. Acetone/Air)
– assume that the absorber will operate isothermally
(constant temperature)
Energy Balances for the Acetone Absorber
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
103
Fig.: Stream Temperatures in Gas absorber
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
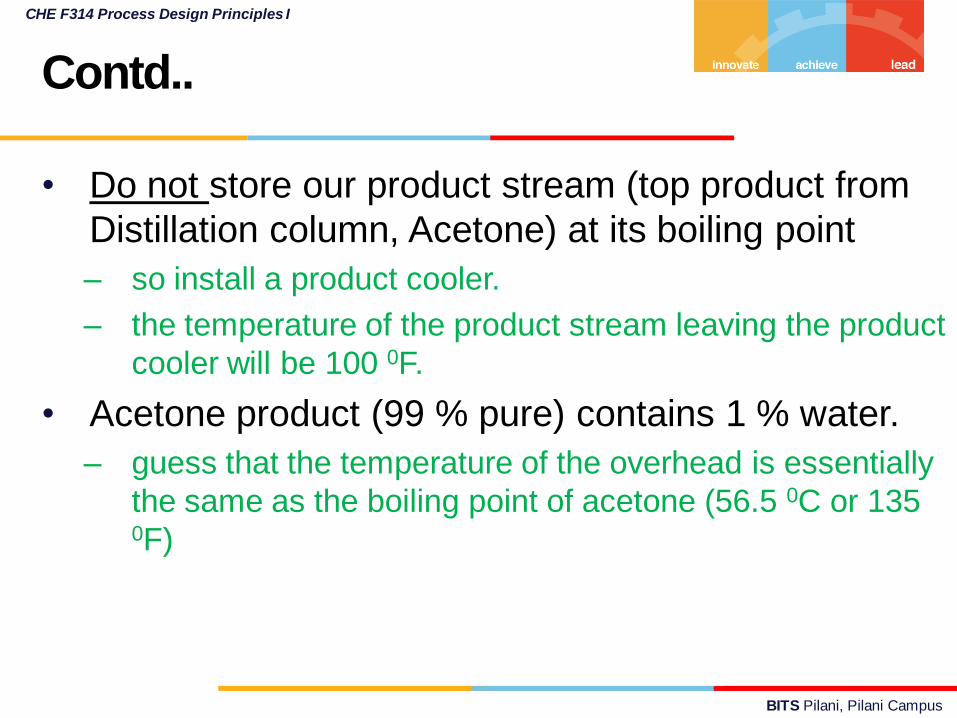
• Do not store our product stream (top product from
Distillation column, Acetone) at its boiling point
– so install a product cooler.
– the temperature of the product stream leaving the product
cooler will be 100 0F.
• Acetone product (99 % pure) contains 1 % water.
– guess that the temperature of the overhead is essentially
the same as the boiling point of acetone (56.5 0C or 135 0F)
Contd..
104

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
105
Fig.: Stream Temperatures in Still overhead
120oF
90°F
120°F

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
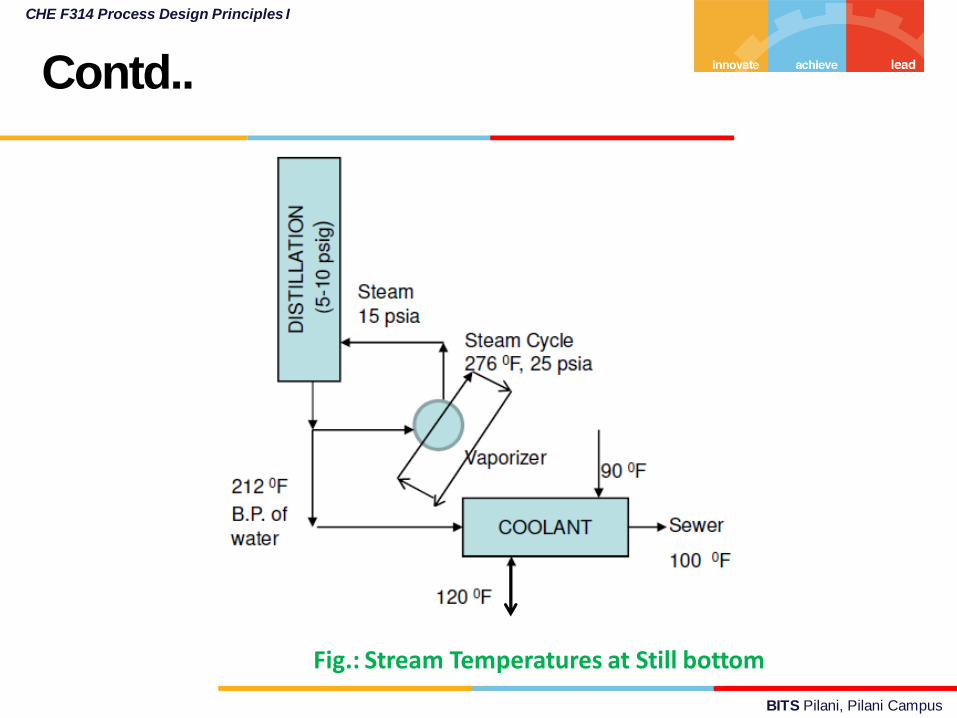
• Similarly, assume that the bottom stream from the
still is 2120F (i.e. B. P. of water = 1000C)
• Cool this waste stream to 1000F (cooling water
temperature) prior to pollution treatment.
Contd..
106
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
107
Fig.: Stream Temperatures at Still bottom
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
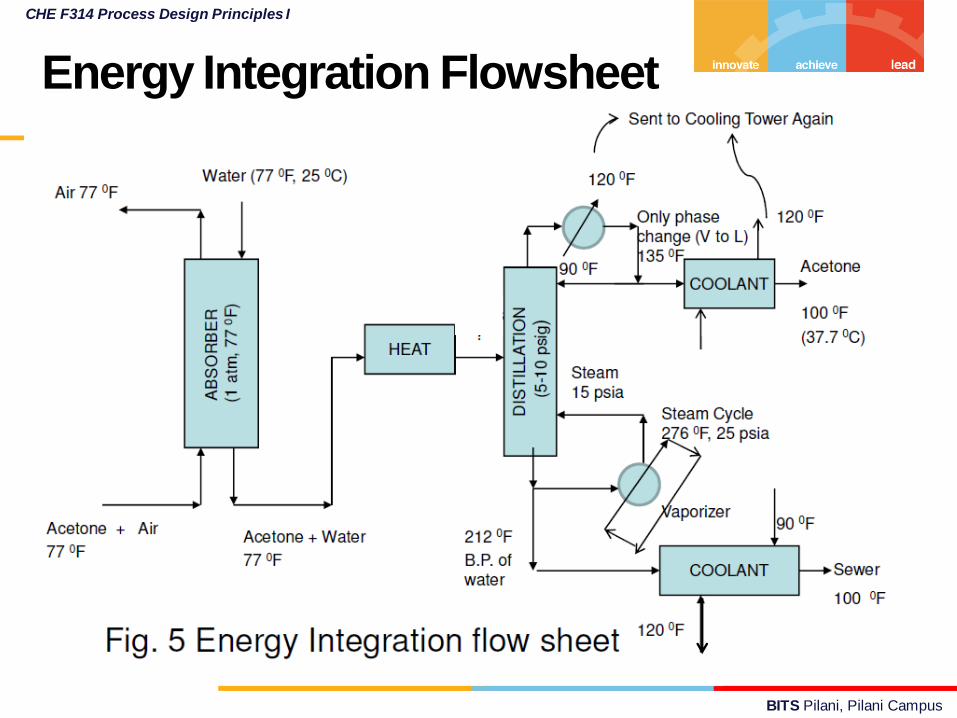
Energy Integration Flowsheet
108
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Must specify the temperature of the stream
entering the distillation column
Energy Balances for the Acetone Absorber
109
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• If we do not preheat the feed stream entering the
distillation column to close the saturated liquid
condition,
What will be consequences? – 7
Contd..
110
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Energy Balances
– With the specified stream temperatures and estimated
stream flows, heat loads of various streams can be
calculated
– Thus we can decide on HEN and calculate
• The H.E. areas
• Annualized H.E. capital costs and
• The utility costs
Contd..
111
outinPiii TTCFQ

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• We noted that the still bottom was almost pure
water (0.05 mol acetone and 1943 mol of water)
• For this case, the column reboiler uses 25-psia
(lps) at 276 degree F
• As a process alternative, we could eliminate the
reboiler and feed live steam to the column
(alternative)
Process Alternative
112
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Do we have to face any problem in
this case?
113

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Design of Absorber
– Determination of number of plates
– Cause-and-effect relationship of design variables
– Opportunities for simplification of unit operation
Next Lecture
114
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Equipment Design Consideration
– Number of plates in gas absorber
– Cause-and-effect relationship of process design
variables
– Simplifying unit-operation models (Back-of-the-Envelop
design equation)
• Rules of thumb: Liquid flow rate to absorber
Outline
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Calculate the size & cost of the absorber and
distillation column
• Need to understand the cause-and-effect
relationships (Input-output models) of the design
variables
• System vs. Unit Approach
Equipment Design Consideration
116
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
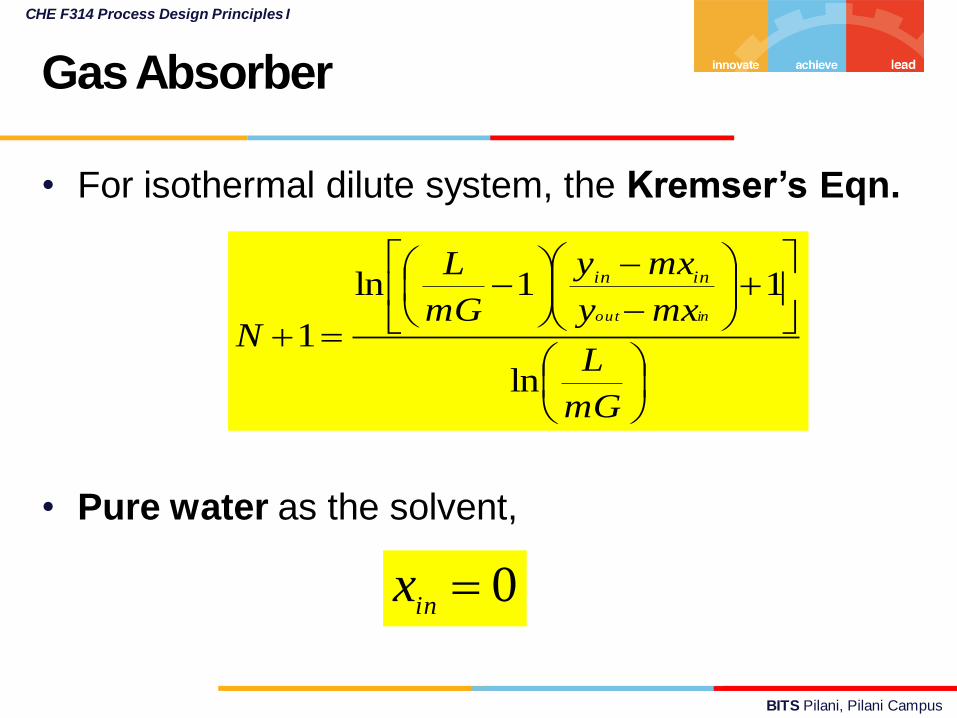
• For isothermal dilute system, the Kremser’s Eqn.
• Pure water as the solvent,
Gas Absorber
117
mG
L
mxy
mxy
mG
L
Ninout
inin
ln
11ln
1
0in
x

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• From the rules of thumb, discussed earlier,
Contd..
118
inout yy 99.01
GP
PmGL
y
y
T
in
out
4.14.1
01.099.01
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
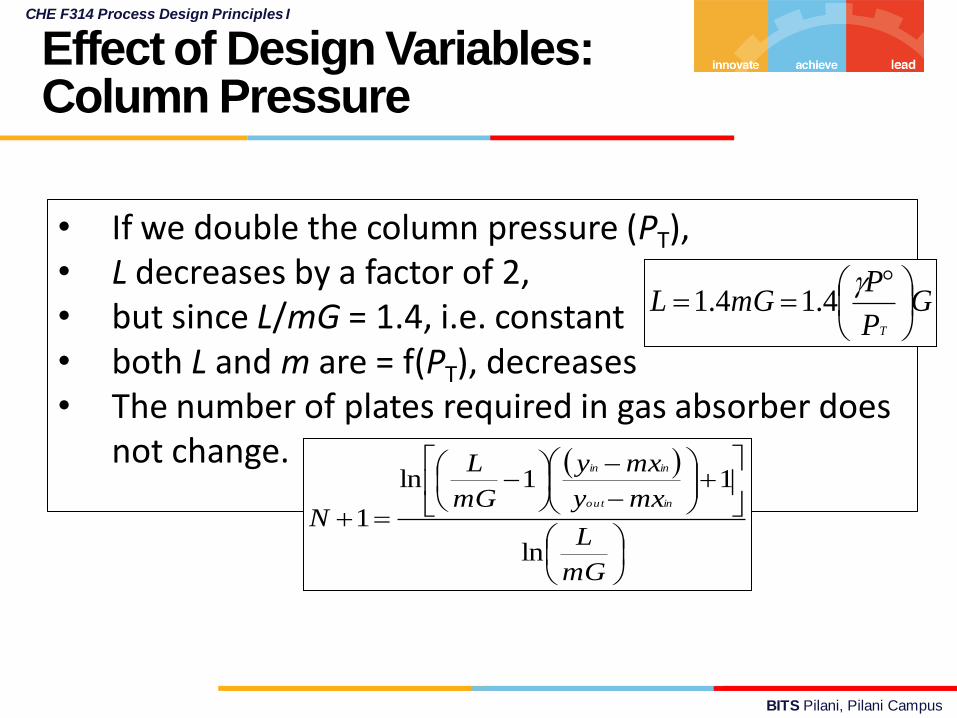
Effect of Design Variables: Column Pressure
119
• If we double the column pressure (PT), • L decreases by a factor of 2, • but since L/mG = 1.4, i.e. constant • both L and m are = f(PT), decreases • The number of plates required in gas absorber does
not change.
GP
PmGL
T
4.14.1
mG
L
mxy
mxy
mG
L
Ninout
inin
ln
11ln
1
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
120
Lower values of L means 1. D.C. feed will be more concentrated 2. The reflux ratio decreases 3. The vapor rate in the still decreases 4. The column diameter decreases 5. Sizes of condenser and reboiler decreases (load
decreases) 6. Steam and cooling water requirement decreases
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Is there any consequence of increasing
the pressure?
121
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• For MIBK
• ᵞ = 1 in place of 6.7 in case of water
• Liquid rate could be decreased as m will decrease
• Decreases the D.C. cost
• No. of plates in absorber will not change as L/mG is
constant
Effect Design Variables: Solvent MIBK
122

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• If we change the inlet water (solvent to absorber)
temperature to 400C (112 0F),
γ = 7.8 & Po = 421 mm Hg, Po ∝T, γ ∝T
• Thus ‘m’ increases , L increases ( So the D. C.
Cost increases)
• But number of trays in absorber does not change
(L/mG = Const)
Effect of Design Variables: Operating Temperatures
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
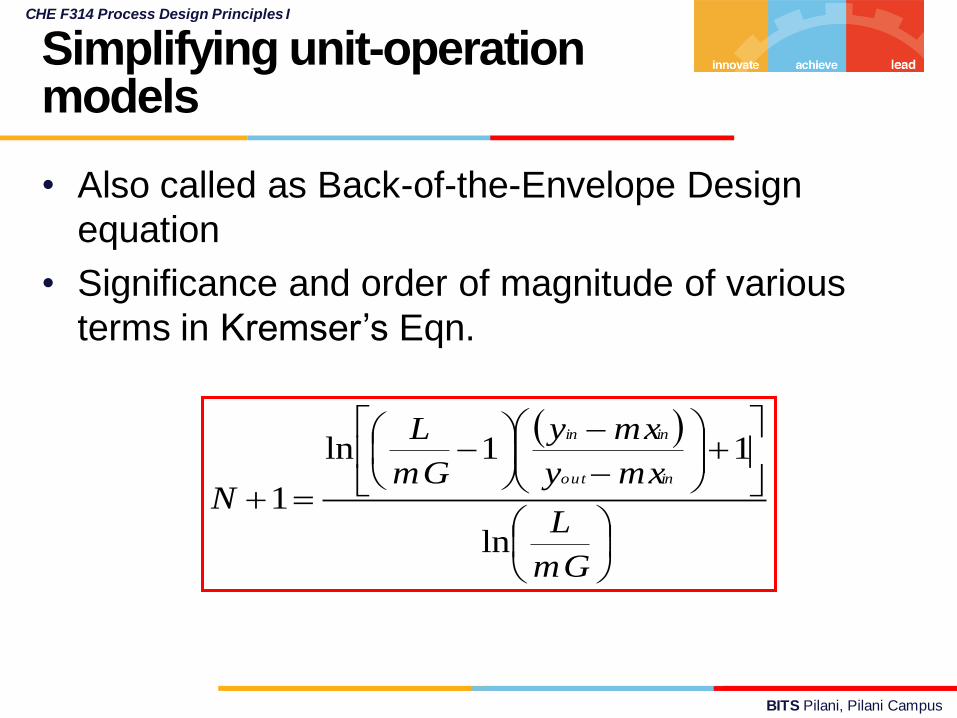
• Also called as Back-of-the-Envelope Design
equation
• Significance and order of magnitude of various
terms in Kremser’s Eqn.
Simplifying unit-operation models
mG
L
mxy
mxy
mG
L
Ninout
inin
ln
11ln
1

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
125
L.H.S. of Kremser Eqn. = N +1 Assuming N @ =15-20 trays and 10% error is allowed N + 1 ≈N L.H.S of Kremser Eqn. = N
mG
L
mxy
mxy
mG
L
Ninout
inin
ln
11ln
1
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
126
R.H.S. For pure solvents, xin = 0 (Solute concentration in pure solvent = 0) Numerator of R.H.S. of Kremser Eqn. =
mG
L
mxy
mxy
mG
L
Ninout
inin
ln
11ln
1
11ln
out
in
y
y
mG
L

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
127
Rules of thumb indicate
100&4.1 out
in
y
y
mG
L
Thus
14011
out
in
y
y
mG
L
1<<40
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• Applying the order of magnitude criteria
( 1 << 40)
• The denominator of R.H.S. Kremser Eqn.
• From Taylor series expansion,
Contd..
128
out
in
out
in
y
y
mG
L
y
y
mG
L1ln11ln
1lnln
mG
L
1ln
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• With these, simplification and replacing ‘ln’ by ‘log’
we get
Contd..
129
4.0ln4.014.11 mG
L
mG
L

BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
Contd..
• Approximation for a recovery of 99% gives 10 trays
instead of actual value of 10.1
• For recovery of 99.9% gives 16 trays which is a very good
estimation
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
• For Isothermal, dilute gas absorbers
– Kremser Eqn. can be used for calculating No. of trays
reqd. (N) for a specified recovery as a function of L/mG
Rules of Thumb: Liquid Flow Rate to gas Absorbers
131
mG
L
mxy
mxy
mG
L
Ninout
inin
ln
11ln
1
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
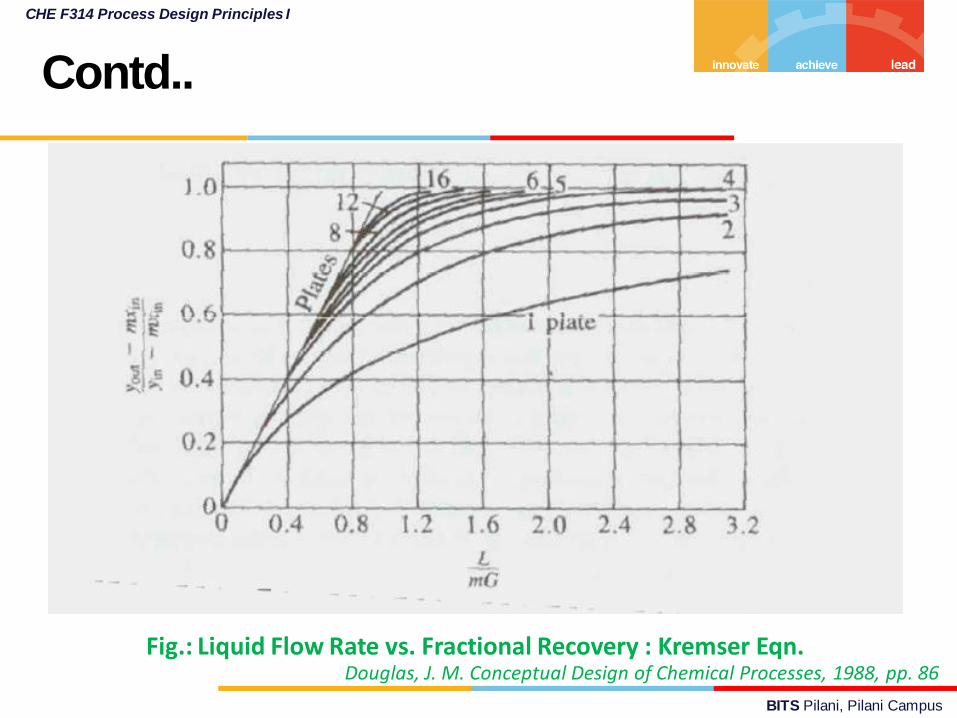
Contd..
132
Fig.: Liquid Flow Rate vs. Fractional Recovery : Kremser Eqn. Douglas, J. M. Conceptual Design of Chemical Processes, 1988, pp. 86
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
L/mG < 1
INFINITE No. of trays are required for near
complete recovery (Infinite capital cost)
L/mG = 2
5 plates are required for complete recovery
(≈100 %)
– Large L correspond to dilute feeds to the distillation
column
Contd..
133
BITS Pilani, Pilani Campus
CHE F314 Process Design Principles I
L/mG > 2
We obtain tiny, inexpensive absorbers but very expensive D.C.
• Based on above arguments, 1 < L/mG < 2
L/mG = 1.5: Observe the shape of the curves near L/mG • Better trade off (with high recoveries)
• Decreasing no. of trays in absorber (capital cost Vs. Increasing capital cost & operating cost of D.C.)
• Common Rule of Thumb: By decreasing L ( such that L/mG=1.4) almost 100 % recovery
Contd..
134